1. Introduction
2A12 aluminum alloy belongs to the Al–Cu–Mg-series alloy, which is widely used in aerospace, radar, automobile and other industrial sectors for its perfect properties such as high strength, good formability and machinability [
1]. Its chemical composition is similar to 2024 aluminum alloy in American standard [
2,
3]. Its performance is mainly determined by melting and casting process, extrusion process and heat treatment process [
4]. The metal strength decreases, and the metal fluidity improves as the temperature increases. Therefore, hot forming technology is often used in material forming [
5]. The pipe production processes mainly include rolling, hot extrusion, drawing, forging and other methods [
6]. During hot extrusion, grain refinement, strain strengthening, solid solution strengthening and precipitation hardening increase the strength of the formed tube [
7,
8,
9].
It is critical in extrusion process to control the maximum extrusion force and the exit temperature of the extrusion die. The properties of the formed pipe are related to the microstructure of the formed material, while the die exit temperature distribution has a significant influence on the microstructure, mechanical properties, and surface quality of the extruded products [
10]. The temperature of the formed pipe at the die exit is influenced by the combination of environmental heat dissipation, material-forming heat and frictional heat during the flow of the billet (including friction between the billet and the friction between the billet and the die). It is related to the process parameters such as friction coefficient, the extrusion material, the initial billet temperature, the die temperature, the extrusion speed and so on.
Artificial neural networks, as a hot topic of research in the field of artificial intelligence, utilize information processing techniques to simulate human brain neurons and construct various models by forming different networks according to different connection methods. As a typical multilayer forward artificial neural network, BP neural networks are widely utilized in pattern recognition, function approximation, classification and data compression. With the advancement of machine learning, intelligent algorithms have been introduced as an effective method to solve nonlinear problems, which are extensively used in the field of engineering computation for applications such as material rebound calculation [
11], analysis of the influence of chemical composition of metal materials on material properties [
12,
13], material constitutive modeling [
14,
15], maximum extrusion force calculation in the extrusion process [
16,
17], optimization of extrusion process parameters, analysis of the influence of chemical composition of metal materials on stress-strain curves [
18] and other areas of processing.
To better describe the evolution of grain size during the extrusion process, this paper uses BP neural network to analyze the extrusion speed, billet temperature, die temperature and other process parameters through FEM simulation, and combine the constitutive model and recrystallization model of 2A12 aluminum alloy material to predict the grain size of each part of the extruded tube and obtain a complete grain size prediction model.
To accurately depict the evolution of microstructure material grain size during the extrusion process, this paper employs a BP neural network to analyze various process parameters, including extrusion speed, billet temperature, die temperature and other process parameters via FEM simulation. By integrating the constitutive model and recrystallization model of 2A12 aluminum alloy material, this approach predicts the grain size of every part of the extruded tube, resulting in a comprehensive grain size prediction model.
3. FEM Analysis of Extrusion Process
In the actual production process, once the product is determined, the extrusion die is also determined. In that condition, the adjustable parameters during the production process are mainly the initial heating temperature of the billet, the die temperature, and the extrusion speed.
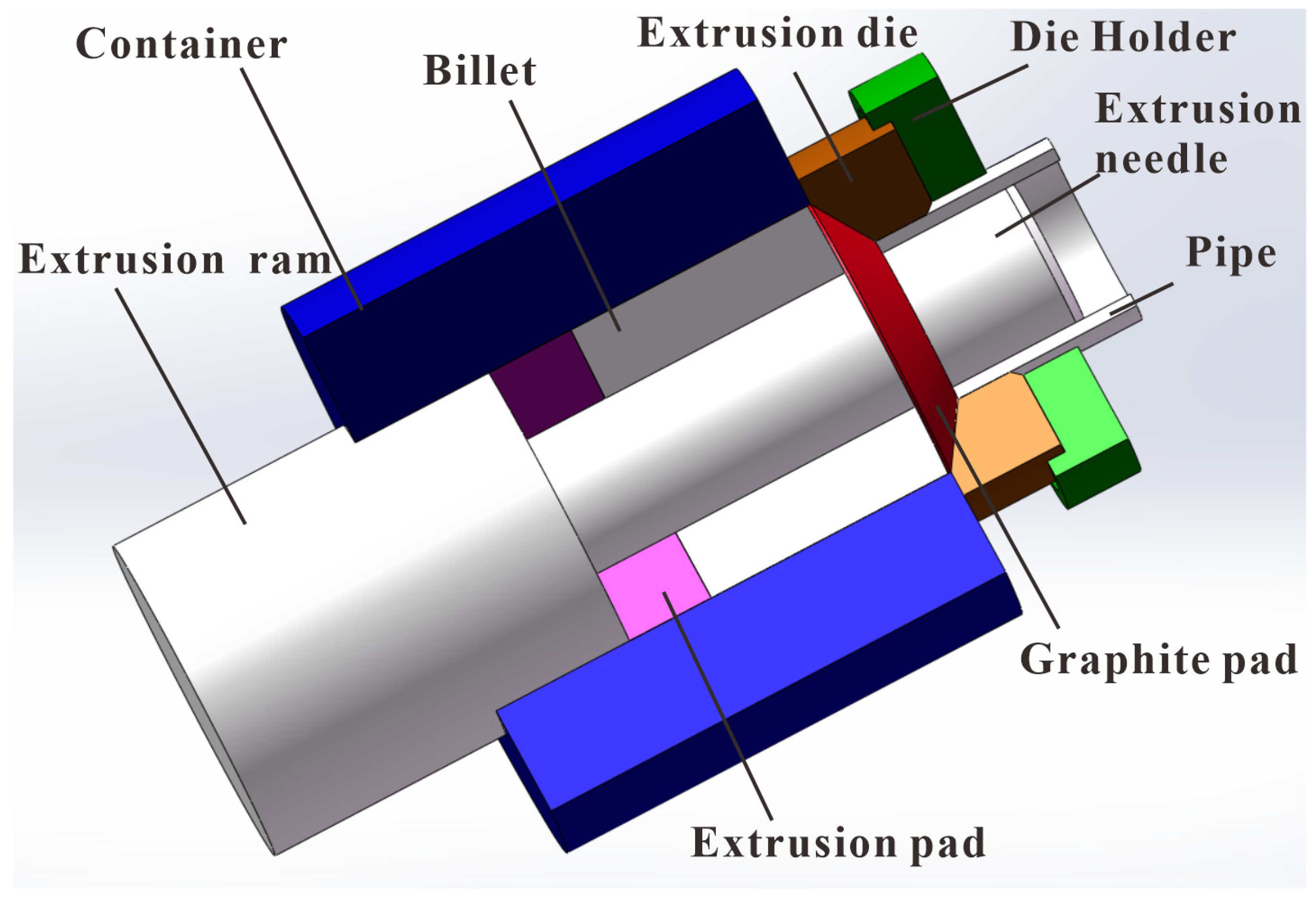
Figure 8 shows a three-dimensional diagram of the pipe extrusion process. In this paper, the production parameters in FEM simulation set as following: the initial heating temperature of the billet is 300 °C, 350 °C, 400 °C and 450 °C, the initial heating temperature of the die is 20 °C, 100 °C, 200 °C and 300 °C, and the extrusion speed is 0.5 mm/s, 1 mm/s, 2 mm/s and 5 mm/s. A total of 4 × 4 × 4 = 64 sets of simulations are conducted.
From the discussion in
Section 2.2, to build a model to predict the microstructure of 2A12 tube extrusion process, we should predict the extrusion exit temperature of the tube first. Deform, as a finite element analysis software, is used widely in extrusion nowadays [
25]. Moreover, because tube extrusion is a strictly axisymmetric model, to simplify the extrusion model and improve simulation speed, this paper builds a Deform-2D model for 2A12 pipe extrusion. In the simulation calculations, we use the skyline method and Newton’s iteration method to calculate the simulation result and import the constitutive model of 2A12 aluminum alloy obtained in
Section 2.1 into the Deform software material library.
Table 5 shows other Deform Analog Input Parameters [
26].
Considering the actual tube production process, the simulation is set as following three stages: billet transportation, machine preparation, and extrusion.
In tube extrusion process, we should first transport the billet from the heating furnace to the extrusion location.
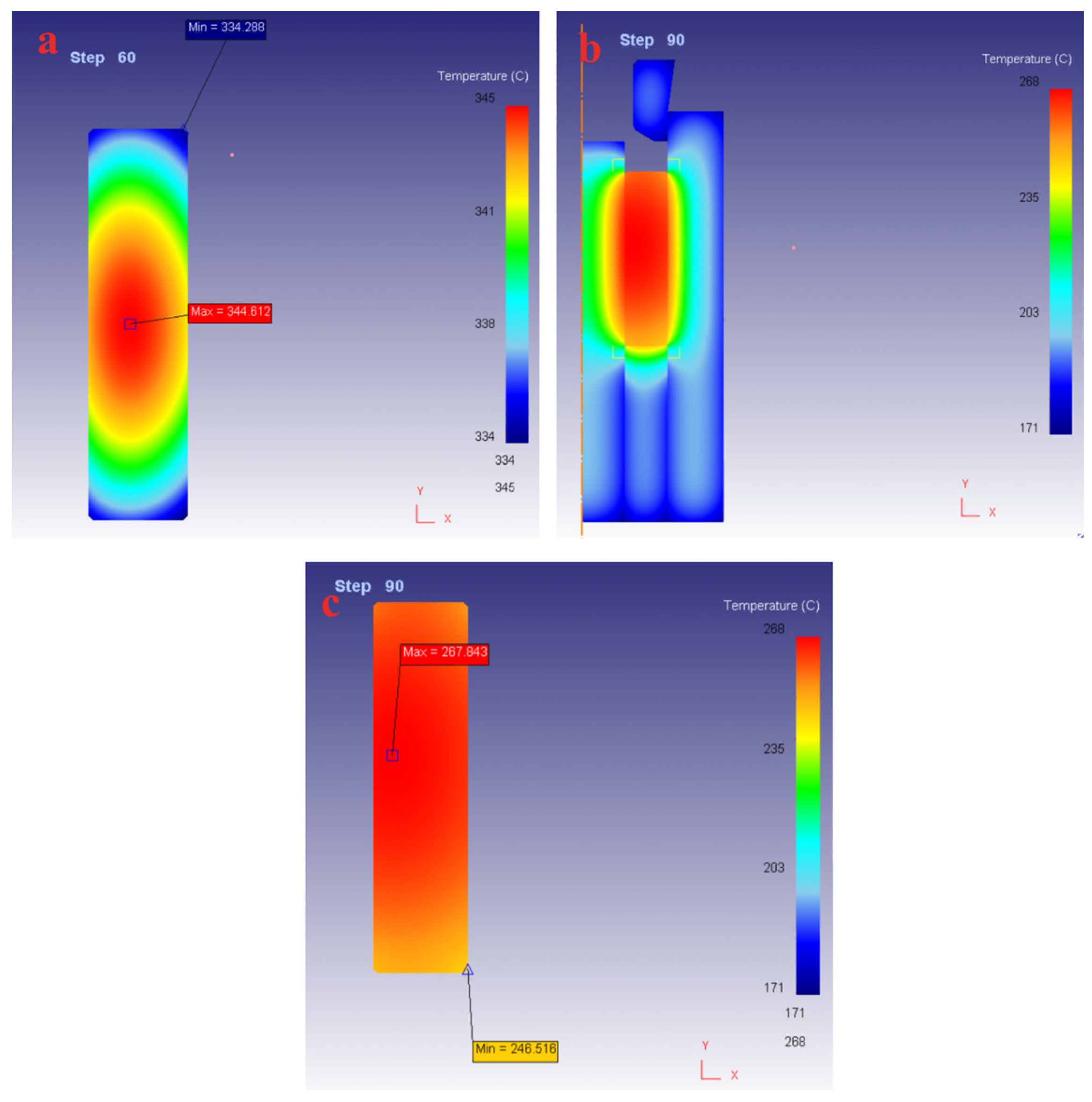
Figure 9a shows the temperature distribution of a billet of 2A12 aluminum alloy heated to 400 °C after 60 s of air-cooling, with an internal diameter of 85 mm, an external diameter of 170 mm, and a height of 170 mm. We can see that the core of the billet has the highest temperature and the rounded corner near the outside has the lowest temperature, but the overall temperature difference is small.
After placing the billet on the extrusion needle, the operator starts the extrusion machine and lets the machine reach the extrusion position quickly. In this condition, the billet is in contact with the extrusion mandrel, extrusion barrel and extrusion pad, and this process is the interface heat transfer. The simulation of
Figure 8b,c sets the temperature of the extrusion mandrel, extrusion barrel, extrusion pad and extrusion die at 200 °C. The expected time for this process is 30 s.
Figure 9b shows the overall temperature after 30 s interface heat transfer.
Figure 9c shows the billet temperature after 30 s interface heat transfer. We can find that the heat dissipation between the billet and the die makes the heat loss of the billet more than the heat loss during air cooling, and the lowest temperature of the billet is the outer ring of the lower right corner in contact with the sleeve and the lower extrusion pad, but the temperature difference inside the billet is still small.
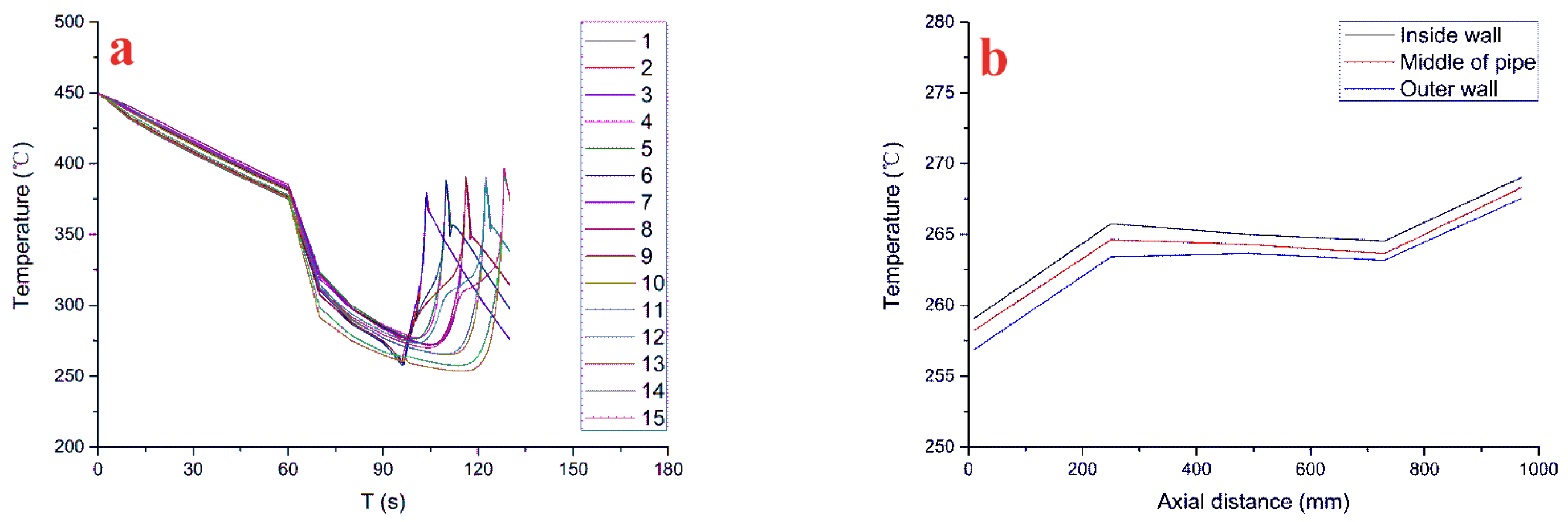
During the extrusion process, the focus is on the billet temperature at the extrusion exit of the die, as this is where the plastic deformation is most intense and where the temperature is highest during the extrusion deformation, which determines the grain size and mechanical properties of the formed pipe. Since the previously discussed extruded finished pipe has an inner diameter of 85 mm, an outer diameter of 100 mm, and a length of about 1 m, the points are taken along the extrusion direction and the vertical extrusion direction respectively in the simulation model of the extrusion process. Along the diameter direction, we take three points at the diameters of 85 mm, 92.5 mm, and 100 mm of the finished pipe; along the extrusion direction, we take five points at the extrusion lengths of 10 mm, 250 mm, 490 mm, 730 mm and 970 mm. In total, we select 3 × 5 = 15 points, and the points are named as follows: when the coordinates are d = 85 mm and l = 10 mm, it is the first point. When d = 92.5 mm, l = 10 mm is the second point, and so on. Set these 15 points as material flow following, record the temperature change of the 15 points during the extrusion process, and extract the extrusion exit temperature for further analysis.
In
Figure 10a, we can see that the billet temperature drops rapidly during the air-cooling and contact heat-dissipation process. When the extrusion process begins, there is a large temperature rise, which means the material at this point passes through the extrusion exit, where the temperature is highest. After the extrusion passes this point, the material becomes extruded in the tube state and is in the air-cooled state and the temperature drops. In this figure, we can see that the radial temperature changes in the extrusion exit temperature difference are not large.
In
Figure 10b we can see that the temperature at the inner point is the highest, and the temperature at the outer point is the lowest during extrusion. Because the wall thickness of the extruded pipe is too small, only 7.5 mm, and the extrusion exit temperature in the radial direction are very close, the maximum temperature difference is 5 °C, so the temperature distribution of the breakthrough extrusion temperature along the radial direction can considered uniform, only to think about the temperature distribution in the axial direction. Therefore, we take the radial extrusion exit temperature which is obtained in the FEM simulation average value as the axial location temperature, so we obtain five new temperature points to characterize the microstructure of pipe extrusion. The axial coordinate of 10 mm point is set as 1 point, and in turn axial distance of 970 mm point is set as five points.
In summary, the FEM simulation obtains 64 sets of extrusion exit temperature results which including five different extrusion exit-temperature outputs and three different process parameters. BP neural network in
Section 4 will use these data for training and predicting.
4. BP Neural Network Prediction Model
BP neural network (back propagation neural network) can fit nonlinear models well and is now widely used in engineering model prediction. Its main features are the signal forward propagation and the error backward propagation. In the signal-propagation process, the input signal is weighted and inputted to the hidden layer, and after solving in the hidden layer, it is weighted again and input to the output layer, and the expected value is obtained after solving in the output layer. When there is an error in the output layer that does not achieve the desired output, the error is back-propagated and the network weights and bias between the layers are adjusted so that the predicted output changes until the error approaches the expectations.
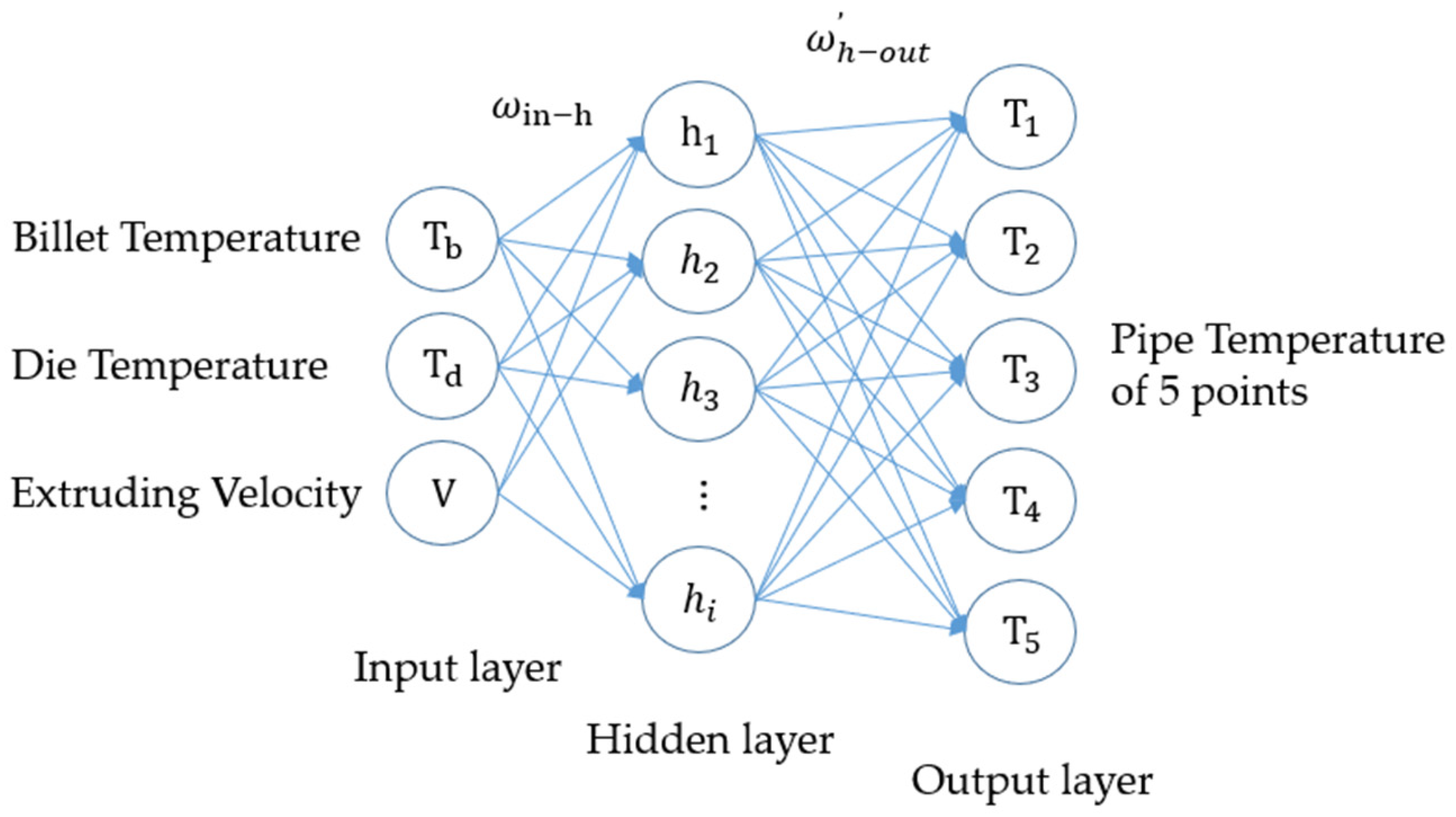
Figure 11 shows the structure of the BP neural network with three input units, five output units and one hidden layer. In a complete neural network, there are an input layer, several hidden layers, and an output layer, where the hidden layer numbers can change according to the data processing requirements, and we can set multiple hidden units in each hidden layer. The neurons in each layer are interconnected, and the neurons within the same layer are not connected. The data in the input layer are normalized first. After weighting, it is assigned to the hidden layer, which calculates the input values by the excitation function σ(x) and passes the calculation results to the output layer after second weighting. When there is an error between the predicted output and the desired output, the error is propagated backward, and the weights from the hidden layer to the output layer are adjusted first, and then the weights from the input layer to the hidden layer are adjusted. The above steps will not stop until the prediction model meets the accuracy requirements.
Considering the computation time and efficiency, this paper chooses to use a BP neural network with one hidden layer, and combines the empirical formula of the BP neural network to determine the number of nodes in the hidden layer:
or
In Equations (15) and (16), is the number of nodes in the hidden layer, is the number of inputs, is the number of outputs, and is a constant, whose value is between 1 and 10.
In the prediction of this paper, the number of input nodes is 3, which is the initial temperature of the billet, the initial temperature of the die, and the extrusion speed, and the number of output nodes is 5, which is the extrusion exit temperature at five points. According to the above equation, the number of nodes in the hidden layer is 4–13. After testing in the actual training, we choose a three-layer neural network with one hidden layer and eight neurons for the corresponding calculation, and the neural network of this structure can achieve a better balance of computational accuracy and computational time. We use the BP neural network module in Matlab for prediction simulation. The activation function of the BP neural network takes the form of a sigmoid function. The sigmoid function is expressed as followed:
where
is a constant,
is the weighted sum of the
neuron for input received from the preceding layer with
neurons, which can be expressed as followed:
where
is the weight of the
neuron in the previous layer,
is the output of the
neuron in the previous layer.
The detailed training parameters are listed as follows: the number of training times is 1000 times, the learning efficiency is 0.01, and the minimum error of the training target is 0.0000001.
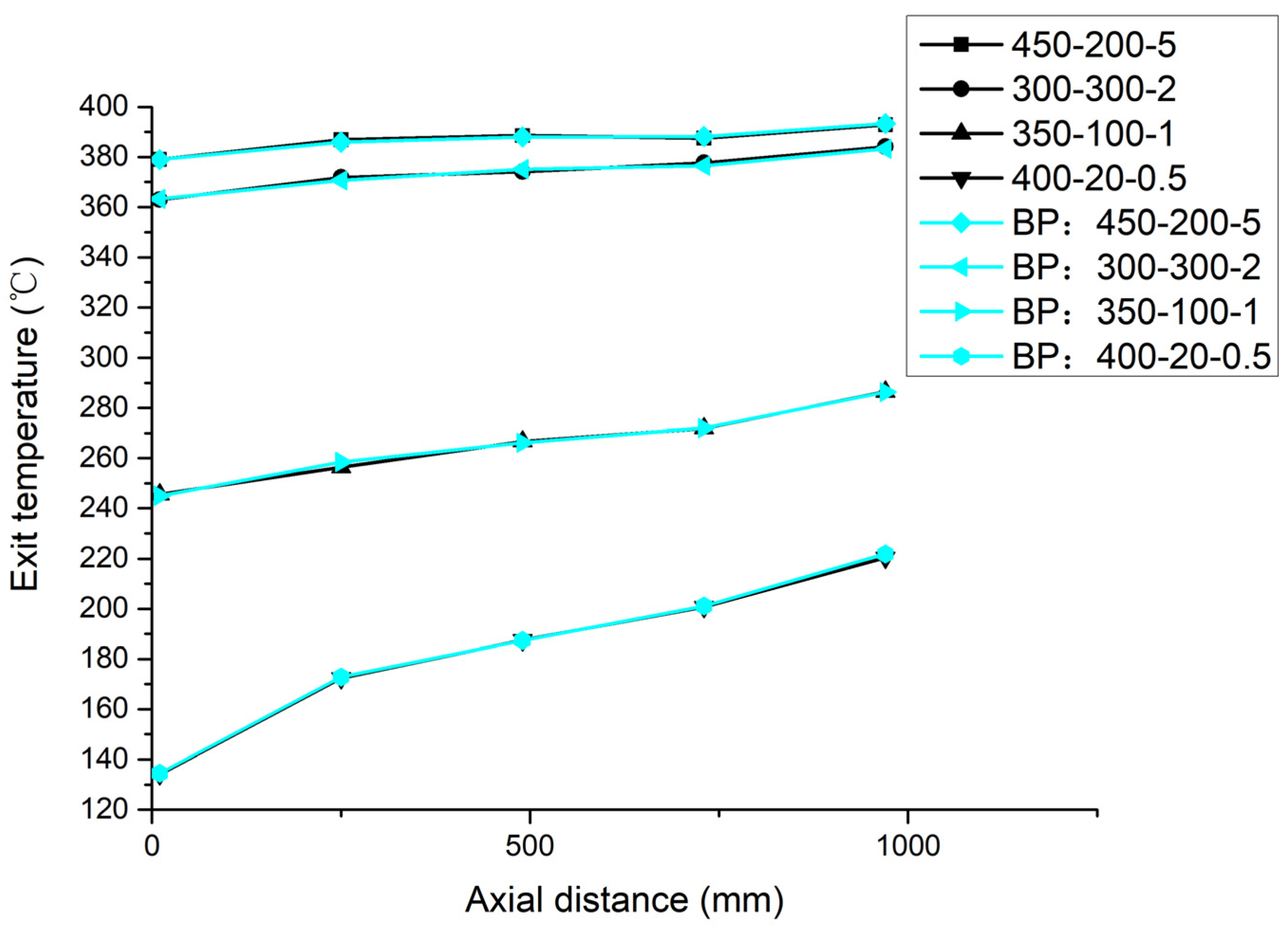
During the experiment, the 64 sets of parameters obtained from the Deform-2D simulation were divided into 60 training groups and 4 experimental groups. We select 450–200–5, 300–300–2, 350–100–1, and 400–20–0.5 for the 4 experimental groups (the order of experimental parameters were the initial temperature of the billet (°C), the initial temperature of the die (°C), and the extrusion speed (mm/s). There are four different initial temperatures of the billet, the initial temperature of the die, and extrusion speed respectively in the experimental set, which can have good generalizability.
After the 60 sets of training, we use the neural network to predict the remaining 4 experiment groups, and
Table 6 and
Figure 12 show the BP neural network predicted results and experimental results.
Figure 12 shows that the predicted temperature in blue line and the temperature obtained from the original simulation in black line almost overlap. After analyzing the data in
Table 5, we can find that the BP neural network used in this paper can better fit the extrusion exit temperature during the pipe extrusion process.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}