1. Introduction
Co-Cr-Mo and Co-Cr-W-Mo alloys are commonly used in biomedical applications such as joint replacement prosthetics and dental implants due to their excellent corrosion resistance, wear resistance and biocompatibility.
Co-Cr-Mo alloys are typically composed of about 60–70% cobalt, 25–30% chromium and 5–7% molybdenum, while Co-Cr-W-Mo alloys are typically composed of about 50–65% cobalt, 25–35% chromium, 5–20% tungsten and 0–10% molybdenum, although their exact composition may vary depending on the specific application [
1,
2].
In general, Co-Cr-Mo alloys have two crystal structures, hexagonal close-packed (ε-phase) and face-centred cubic (γ-phase). However, the transformation of the γ-phase to the ε-phase is extremely slow under normal cooling conditions, so that the high-temperature γ-phase structure is normally present at room temperature. This is also the case for pure cobalt, which shows an allotropic transformation to a γ-phase crystal structure at 400 °C [
3]. Chromium, molybdenum [
4] and tungsten [
3] increase the transformation temperature, as both increase the stability of the ε-phase. Anyway, with isothermal aging in the temperature region between 650 and 950 °C, the transformation from γ-phase to ε-phase can be completed [
5].
In the as-cast state, the microstructure of the Co-Cr-Mo alloy usually consists of a dendritic, metastable γ-FCC matrix due to the sluggish nature of the γ-phase → ε-phase transformation. The microstructure also consists of secondary phases, mainly blocky carbides of the M
23C
6 type, which mostly precipitate at the grain boundaries and in the interdendritic regions. In general, M
23C
6 carbides have been identified as the most important secondary phase in Co-Cr alloys [
4]. The mechanical properties can be improved by heat treatment through precipitation hardening, i.e., dissolving the large carbide network and forming fine precipitates during aging.
The wear resistance of materials used in medical applications is important because abrasion particles can have biological or toxicological effects if swallowed or inhaled. Therefore, the strength, hardness and wear resistance of alloys are also of great importance. The strength and resistance of cobalt-based alloys to abrasive wear depends primarily on the volume fraction of carbides and their morphology. The morphology of carbides depends mainly on the alloy and on the formation and size of the formed carbides, i.e., mainly on the solidification conditions of the alloy. Large hypereutectic carbides are good for abrasive wear resistance but bad for the overall strength of the alloy. In general, the smaller the carbides, the better the abrasive wear resistance. Chiba [
6] reported that abrasive wear is induced by precipitates such as γ-phase precipitates. He also reported that Co-Cr-Mo alloys containing the ε-phase (formed by martensitic transformation) have a significantly better wear resistance.
By adding different alloying elements into Co-Cr alloys, the mechanical properties can be altered [
7]. One of these elements is tungsten, which has a strong tendency to form carbides and other precipitates that can give rise to the formation of the ε-phase during cooling. Tungsten also increases the transformation temperature and the stability of the ε-phase [
8]. Adding tungsten to Co-Cr-Mo alloys increases the tensile and yield strength, as well as the hardness, of the alloy [
9]. It can have also beneficial influence on corrosion and wear resistance [
9,
10]. Adding tungsten to the Co-Cr-Mo alloy composition promotes the formation of long straight lines of ε-phase in the Co-Cr-W-Mo alloy.
Beside the chemical composition, the mechanical properties of Co-Cr-based alloys can be significantly improved by heat treatment [
4,
11]. The most typical heat treatment is precipitation hardening, which takes place in three steps: solution annealing, quenching and aging. Precipitation or age hardening is a heat treatment that results in the formation of evenly distributed fine precipitates in the metal matrix. The aim of precipitation hardening is to ensure and improve the strength and hardness of the alloy. Fine precipitates in the microstructure impede dislocation movements by forcing the dislocations to either cut through or go around the precipitated particles. By restricting the dislocation movements during deformation, the alloy is strengthened. However, the strengthening effect is mainly influenced by the interdistance and size of the precipitates. This can be determined by the ageing conditions, i.e., the ageing temperature and, especially, the ageing time. In general, longer aging times result in higher strength and hardness due to the increased precipitation of the γ’ phase to reach the optimum size. However, this also results in a decrease in ductility and toughness. After that the alloy is overaged: the precipitates are coarsened and the strengthening effect is reduced, while ductility is increased. In the case of Co-Cr-W-Mo alloys, the long straight lines of ε-phase can change in morphology, size and distribution during aging [
12]. The aging process can lead to the coarsening or dissolution of the ε-phase, which can affect the alloy’s mechanical properties.
In this investigation, the effect of precipitation hardening on microstructure development, hardness and wear properties of two commercially available dental alloys (Co-Cr-Mo and Co-Cr-W-Mo) was investigated. The alloys were investigated at three different times of aging and compared to the alloys in as-cast and quenched conditions.
4. Conclusions
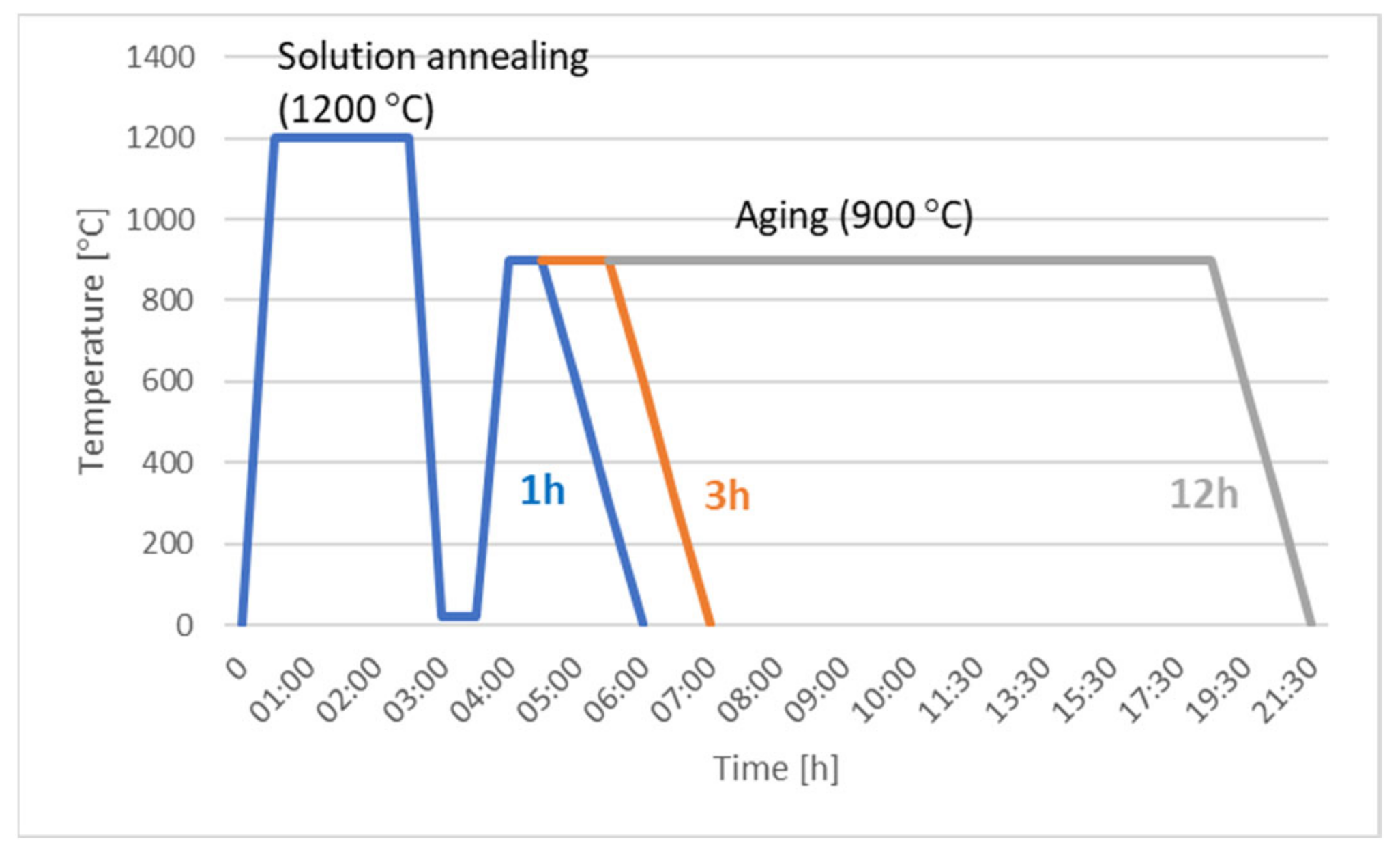
The influence of heat treatment on the hardness and wear properties of two dental alloys, Co-Cr-Mo and Co-Cr-W-Mo, were investigated. The samples were first solution-annealed (1200 °C/2 h) and quenched and then aged at 900 °C for 1, 3 and 12 h. The resulting properties were also compared with those of the as-cast alloys. Based on the results, the following conclusions can be drawn.
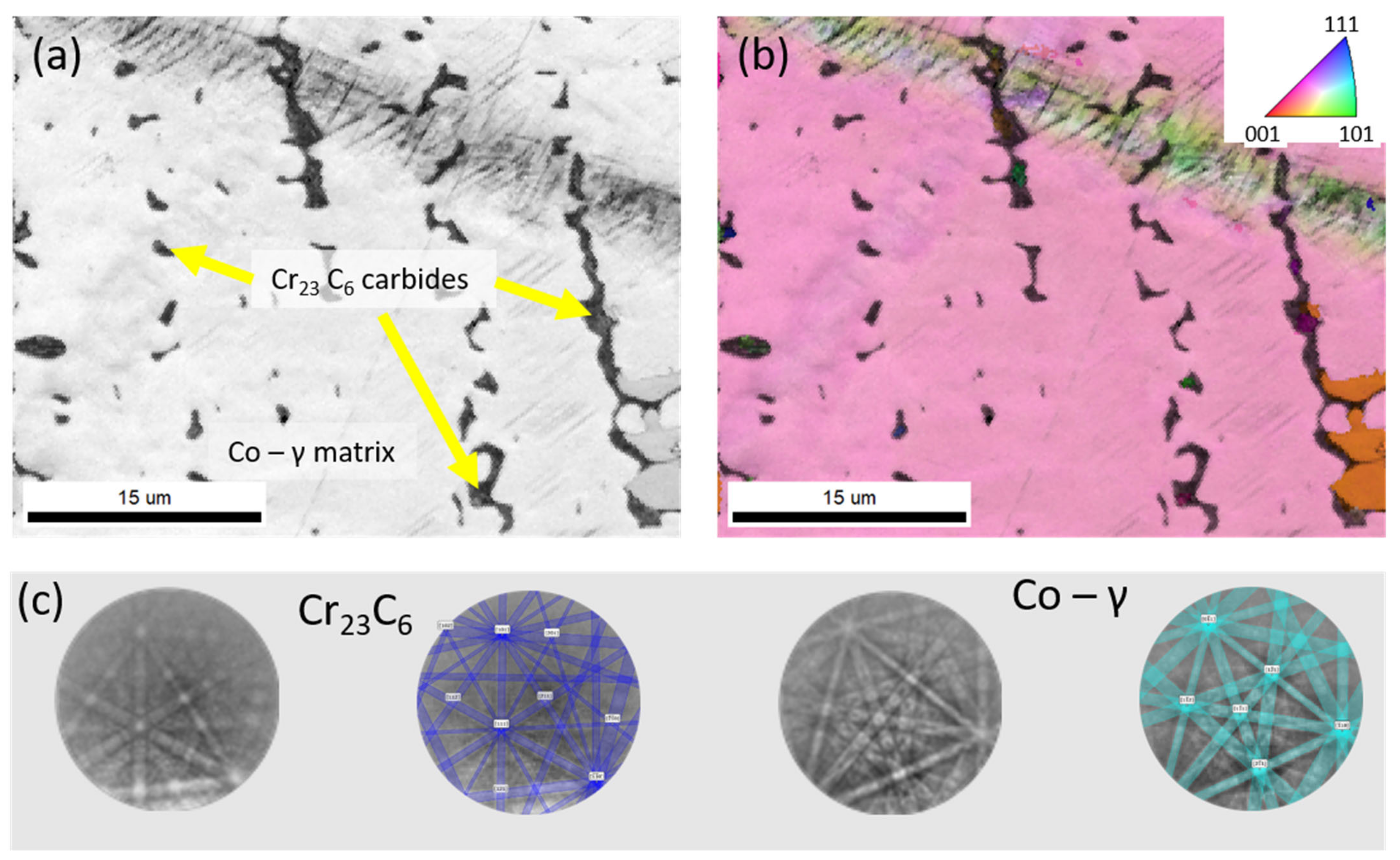
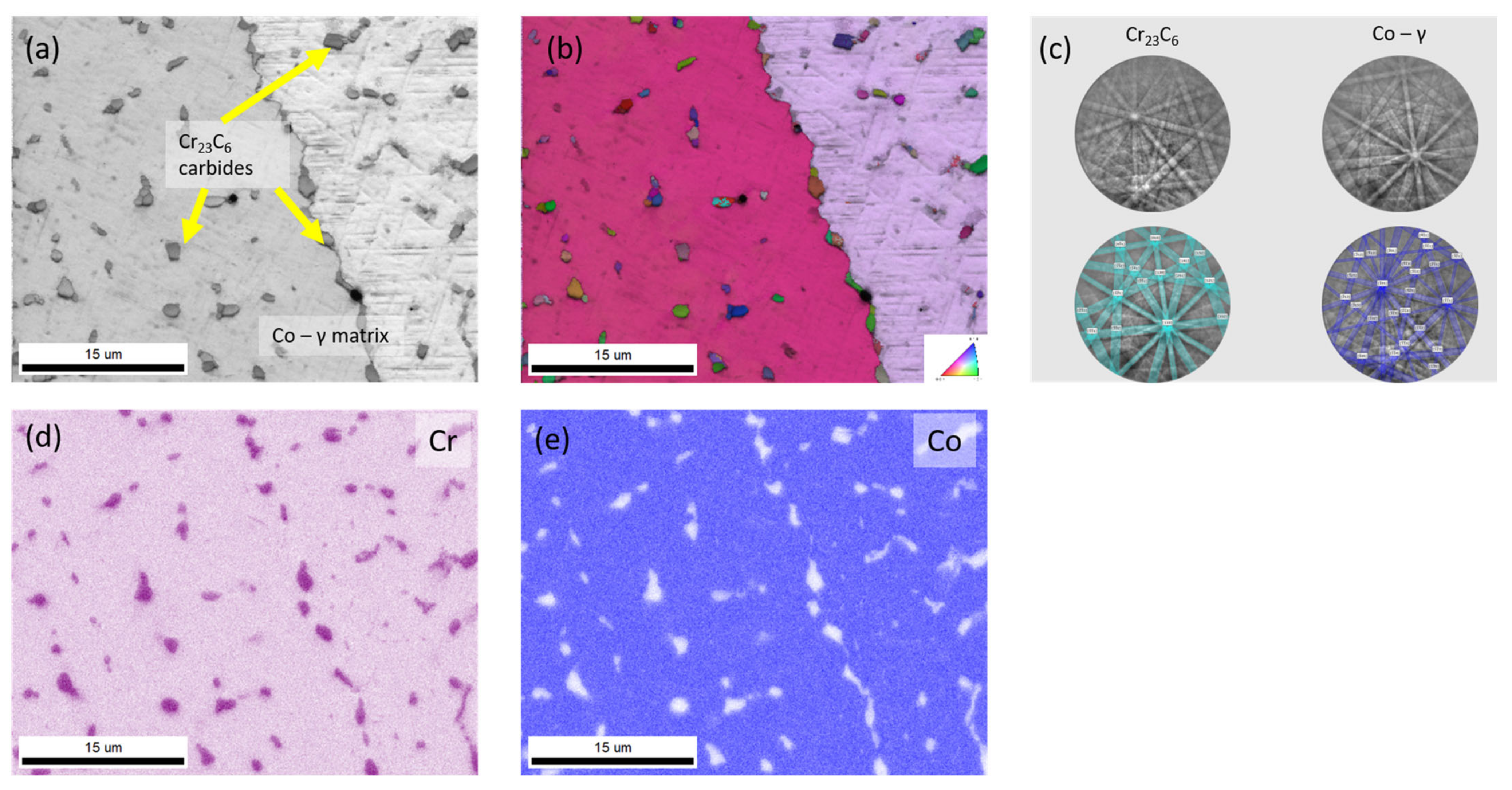
The microstructure of the Co-Cr-Mo alloy in its initial state (as cast) consisted of γ-phase dendrites and M23C6 carbides rich in Cr and Mo located in the interdendritic regions and at the crystal grain boundaries. During solution annealing at a temperature of 1200 °C, the carbides partially dissolved, while the undissolved carbides acquired a rounder shape. Precipitation of carbides in the microstructure was observed only after 12 h of aging at a temperature of 900 °C. No precipitation of carbides was observed at 1 and 3 h of aging. After 12 h of aging, M6C molybdenum-based carbides were observed forming along the boundaries of the crystal grains.
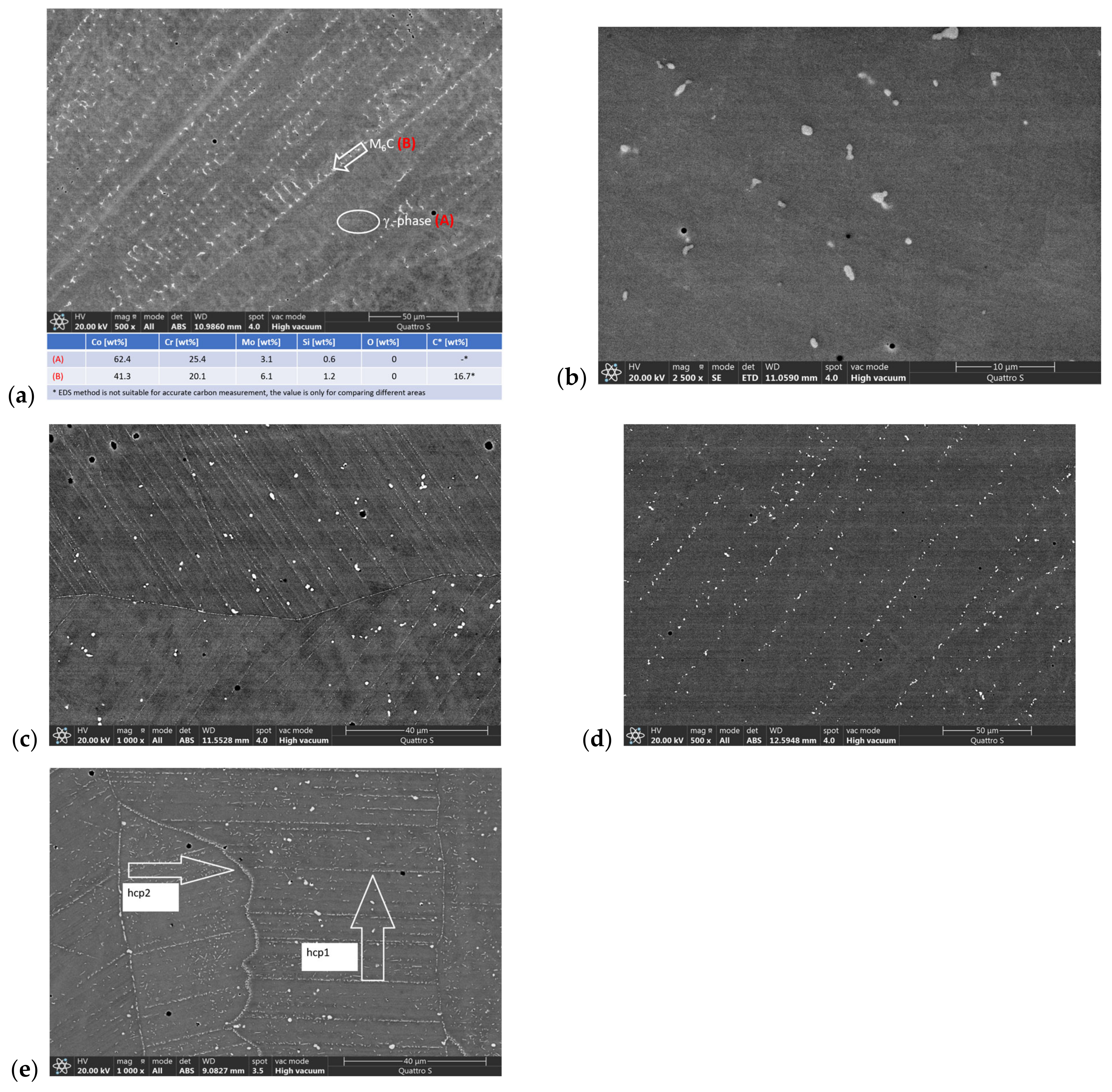
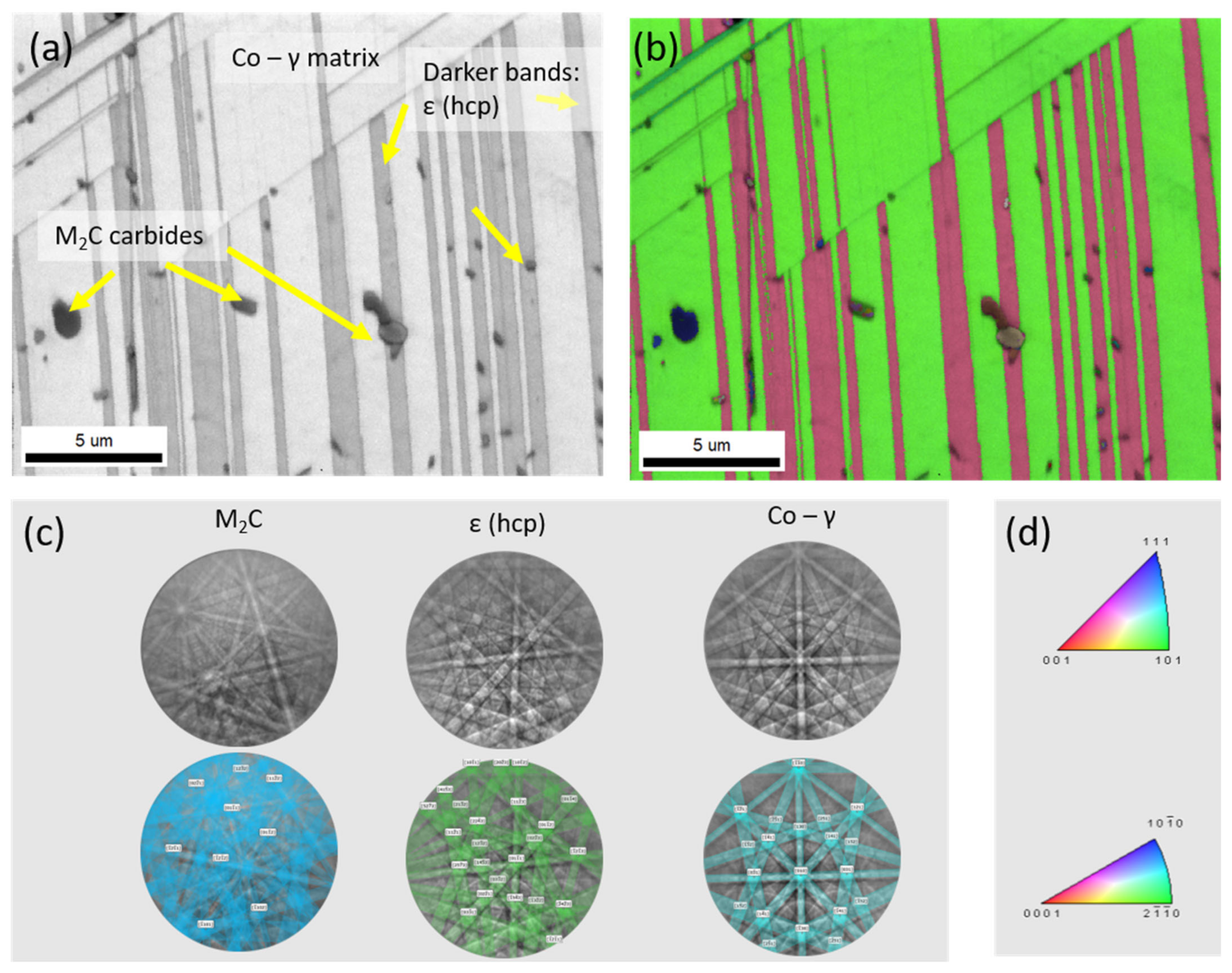
The microstructure of the as-cast Co-Cr-W-Mo alloy consisted of γ-phase dendrites and tungsten-based M6C carbides. Carbides were also present in the interdendritic regions and at the crystal grain boundaries. The microstructure after solution annealing contained a small amount of M6C carbides as they were mostly dissolved, and spheroidisation also occurred. After aging at 900 °C, fine carbides based on W and Mo began to separate after only one hour. They precipitated on the straight line of ε-martensite and crystal grain boundaries. After three hours of aging, the carbide precipitates were slightly coarser. After 12 h of aging, the precipitates in straight lines and crystal grain boundaries were even more pronounced. Fine carbide precipitates were also observed within the γ-phase. A lamellar morphology of the hcp2 phase appeared at the boundaries of the crystal grains, in which WC carbide precipitates could be seen.
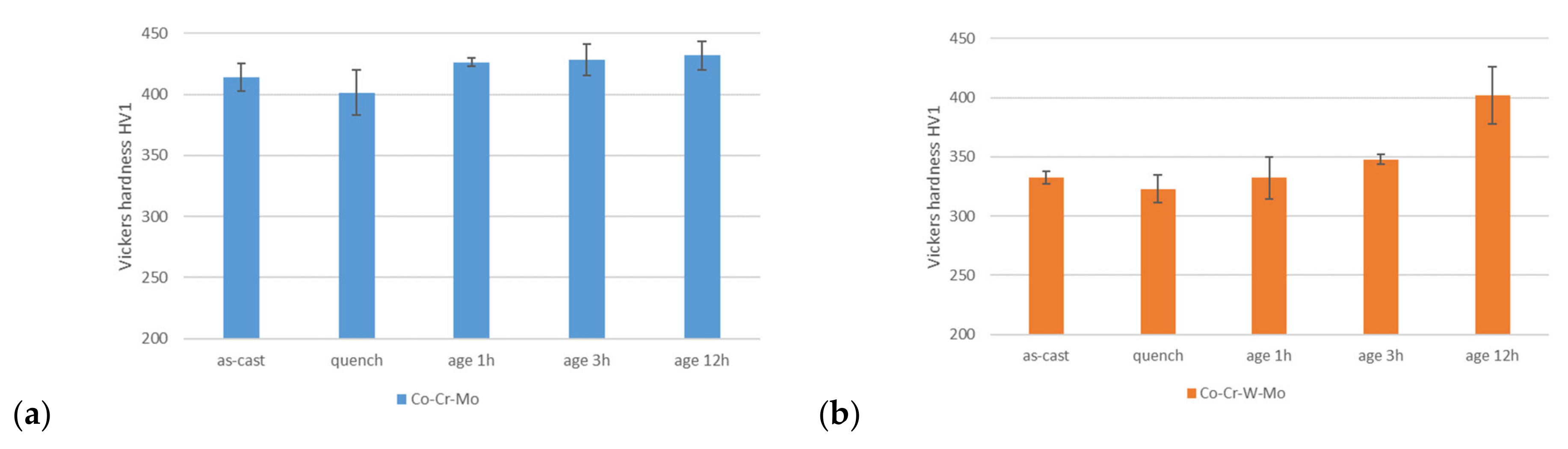
The Co-Cr-Mo alloy had an average hardness of 414 HV1 in the as-cast condition; after solution annealing and quenching, it dropped to 348 HV1, and with increasing aging time, it increased to 432 HV1 (12 h). The Co-Cr-W-Mo alloy generally had a slightly lower hardness, i.e., 332 HV1 in the as-cast status, 323 HV1 after solution annealing and quenching, which gradually increased to 393 HV1 (12 h) with an increasing ageing time. The lower hardness of Co-Cr-W-Mo alloy indicated that the peak hardness had not been achieved.
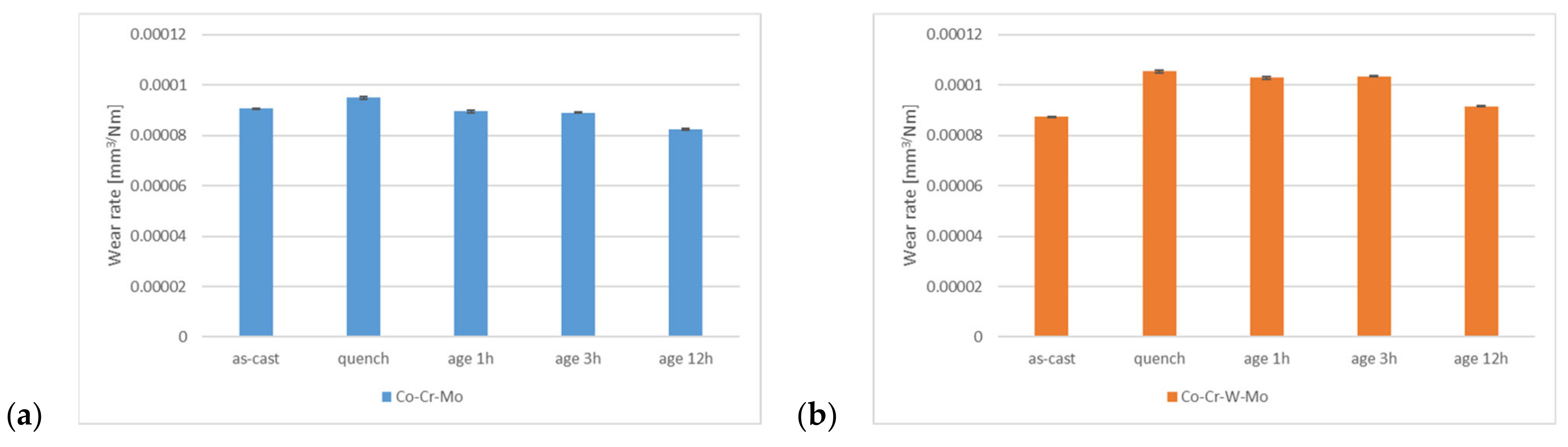
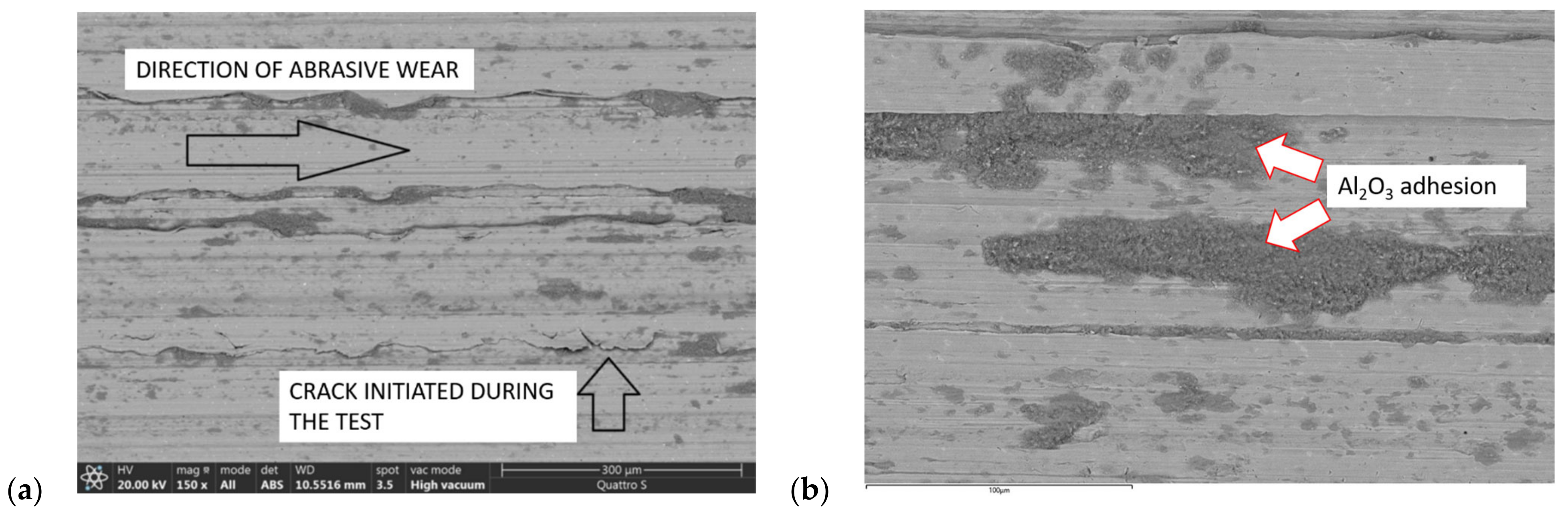
In general, the Co-Cr-Mo alloy exhibited better wear resistance than the Co-Cr-W-Mo alloy, which can also be attributed to the higher hardness of this alloy. Both alloys showed a predominance of abrasive wear and traces of adhesive wear and exhibited the worst wear resistance in the solution-annealed condition. The Co-Cr-Mo alloy exhibited the best wear resistance after 12 h of aging, and the Co-Cr-W-Mo alloy in the as-cast condition. For both alloys, the wear resistance improves with longer aging, followed by an increase in hardness.
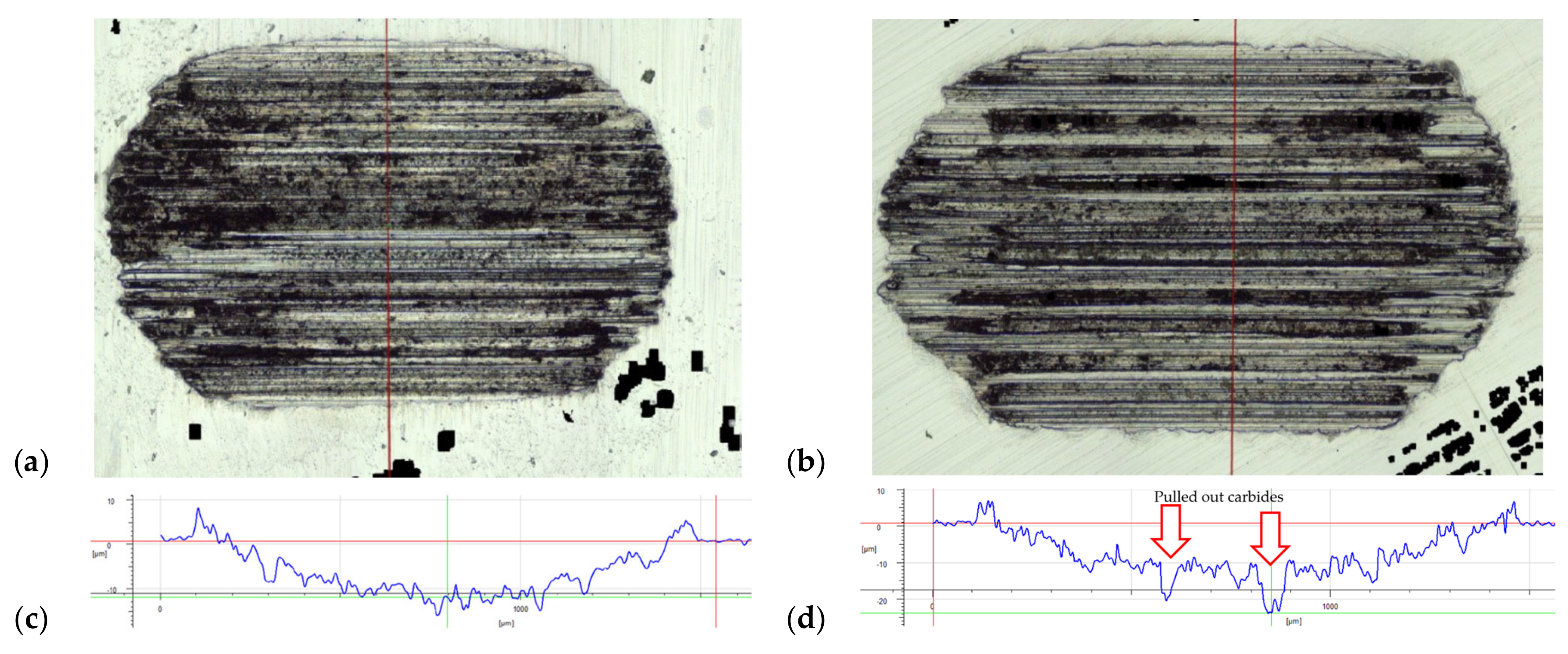
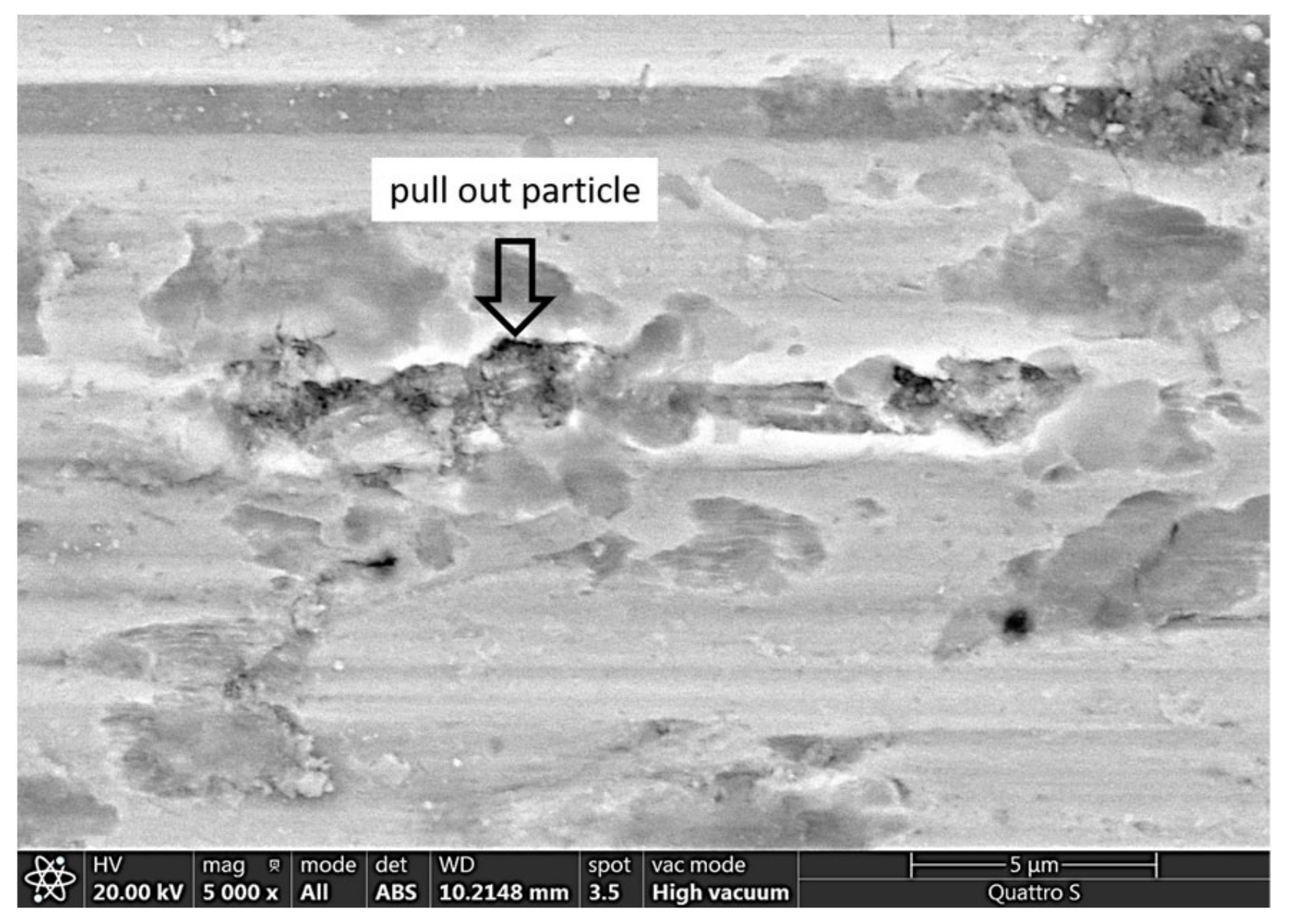
In the case of the Co-Cr-W-Mo alloy, a tearing of the carbides from the matrix was observed, resulting in higher wear. This can be attributed to the lower hardness of the matrix, which was not able to carry the contact load.
Author Contributions
Conceptualization, M.S. and A.N.; methodology, M.S. and A.N.; validation, B.K., M.Z. and K.Z.; formal analysis, K.Z., M.Z. and B.Š.B.; investigation K.Z., M.S. and B.Š.B.; resources, B.K.; data curation, K.Z.; writing—original draft preparation, M.S. and K.Z.; writing—review and editing, M.S. and A.N.; visualization, M.S., K.Z.; supervision, A.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partly funded by the Slovenian Research Agency, research core funding No. P2-0050.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to restrictions regarding an on-going funded research.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- John, A.D.; Kennedy, R.L.; Pilliar, R. (Eds.) Cobalt-Base Alloys for Biomedical Applications; ASTM: West Conshocken, PA, USA, 1999. [Google Scholar]
- Milošev, I. CoCrMo Alloy for Biomedical Applications. In Biomedical Applications; Djokić, S.S., Ed.; Modern Aspects of Electrochemistry; Springer: Boston, MA, USA, 2012; Volume 55, pp. 1–72. [Google Scholar] [CrossRef]
- Giacchi, J.V.; Morando, C.N.; Fornaro, O.; Palacio, H.A. Microstructural characterization of as-cast biocompatible Co–Cr–Mo alloys. Mater. Charact. 2011, 62, 53–61. [Google Scholar] [CrossRef]
- Zangeneh, S.; Erisir, E.; Abbasi, M.; Ramazani, A. Evaluation of the Aging Effect on the Microstructure of Co-28Cr-6Mo-0.3C Alloy: Experimental Characterization and Computational Thermodynamics. Metals 2019, 9, 581. [Google Scholar] [CrossRef] [Green Version]
- Turrubiates-Estrada, R.; Salinas-Rodríguez, A.; Lopez, H.F. FCC to HCP transformation kinetics in a Co–27Cr–5Mo–0.23C alloy. J. Mater. Sci. 2011, 46, 254–262. [Google Scholar] [CrossRef]
- Lee, S.-H.; Takahashi, E.; Nomura, N.; Chiba, A. Effect of Heat Treatment on Microstructure and Mechanical Properties of Ni- and C-Free Co–Cr–Mo Alloys for Medical Applications. Mater. Trans. 2005, 46, 1790–1793. [Google Scholar] [CrossRef] [Green Version]
- Nová, K.; Novák, P.; Dvorský, D. Influence of alloying elements on the mechanical properties of a cobalt-based alloy produced with powder metallurgy. Mater. Tehnol. 2017, 51, 443–447. [Google Scholar] [CrossRef]
- Karaali, A.; Mirouh, K.; Hamamda, S.; Guiraldenq, P. Microstructural study of tungsten influence on Co–Cr alloys. Mater. Sci. Eng. A 2005, 390, 255–259. [Google Scholar] [CrossRef]
- Antony, K.C. Wear-Resistant Cobalt-Base Alloys. JOM 1983, 35, 52–60. [Google Scholar] [CrossRef]
- Cui, G.; Liu, H.; Li, S.; Gao, G.; Hassani, M.; Kou, Z. Effect of Ni, W and Mo on the microstructure, phases and high-temperature sliding wear performance of CoCr matrix alloys. Sci. Technol. Adv. Mater. 2020, 21, 229–241. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zangeneh, S.; Lashgari, H.; Saghafi, M.; Karshenas, M. Effect of isothermal aging on the microstructural evolution of Co–Cr–Mo–C alloy. Mater. Sci. Eng. A 2010, 527, 6494–6500. [Google Scholar] [CrossRef]
- Mengucci, P.; Barucca, G.; Gatto, A.; Bassoli, E.; Denti, L.; Fiori, F.; Girardin, E.; Bastianoni, P.; Rutkowski, B.; Czyrska-Filemonowicz, A. Effects of thermal treatments on microstructure and mechanical properties of a Co–Cr–Mo–W biomedical alloy produced by laser sintering. J. Mech. Behav. Biomed. Mater. 2016, 60, 106–117. [Google Scholar] [CrossRef] [PubMed]
- Valer, V. Thermal Cooling Effects in the Microstructure and Properties of Cast 65 Cobalt-Base Biomedical Alloys. Master’s Thesis, The University of Wisconsin-Milwaukee, Milwaukee, WI, USA, 2014; p. 844. [Google Scholar]
- Erfanian-Naziftoosi, H.-R.; Lopez, H.F. The Effect of Rapid Solidification on Microstructure and Corrosion of Advanced Biomaterial Co-Cr-Mo-C Alloy. J. Mater. Appl. 2020, 9, 1–8. [Google Scholar] [CrossRef]
- Taylor, R.N.J.; Waterhouse, R.B. A study of the ageing behaviour of a cobalt based implant alloy. J. Mater. Sci. 1983, 18, 3265–3280. [Google Scholar] [CrossRef]
- Xu, Z.; Yate, L.; Qiu, Y.; Aperador, W.; Coy, E.; Jiang, B.; Moya, S.; Wang, G.; Pan, H. Potential of niobium-based thin films as a protective and osteogenic coating for dental implants: The role of the nonmetal elements. Mater. Sci. Eng. C 2018, 96, 166–175. [Google Scholar] [CrossRef] [PubMed]
- Nahak, S.; Dewangan, S.; Chattopadhyaya, S.; Krolczy, G.; Hloch, S. Discussion on Importance of Tungsten Carbide—Cobalt (Wc-Co) Cemented Carbide and Its Critical Characterization for Wear Mechanisms Based on Mining Applications. Arch. Min. Sci. 2018, 63, 229–246. [Google Scholar] [CrossRef]
- Knotek, O.; Lugscheider, E.; Tschech, F. The Formation of Tungsten Carbide in Cobalt-Base Wear-Resistant Coating Alloys. Thin Solid Films 1976, 39, 263–268. [Google Scholar] [CrossRef]
- Sultan, Z.K.; Sheikh, Z.; Zafar, M.S.; Sauro, S. Dental Materials; Principles and Applications; Paramount Books: Toronto, ON, Canada, 2018; p. 231. [Google Scholar]
- Skela, B.; Sedlaček, M.; Kafexhiu, F.; Podgornik, B. Influence of Microstructure and Mechanical Properties of Hot-work Tool Steel on Wear Resistance Subjected to High-stress Wear Conditions. Tribol. Lett. 2020, 68, 58. [Google Scholar] [CrossRef]
Figure 1.
Schematic representation of the performed heat treatment.
Figure 2.
Microstructures of the Co-Cr-Mo alloy (a) as-cast + EDS, (b) quenched + EDS, (c) aged at 900 °C for 1 h, (d) aged at 900 °C for 3 h and (e) aged at 900 °C for 12 h.
Figure 3.
EBSD analysis of the Co-Cr-Mo alloy in the as-cast state; (a) pattern image quality, (b) IPF-Z coloured image and (c) representative patterns of the carbide and matrix phase.
Figure 4.
EBSD analysis of the Co-Cr-Mo alloy aged at 900 °C for 12 h; (a) pattern image quality (b) IPF-Z coloured image, (c) representative patterns of the carbide and matrix phase, (d) EDS signal of Cr and (e) EDS signal of Co.
Figure 5.
Microstructures of the Co-Cr-W-Mo alloy (a) as-cast, (b) quenched, (c) aged at 900 °C for 1 h, (d) aged at 900 °C for 3 h and (e) aged at 900 °C for 12 h.
Figure 6.
EBSD analysis of the Co-Cr-W-Mo alloy aged at 900 °C for 12 h; (a) pattern image quality, (b) IPF-Z coloured image, (c) representative patterns of the carbide, ε, and matrix phase (Co-γ) and (d) legend for the IPF-Z colouring.
Figure 7.
Hardness of the investigated samples (HV1): (a) Co-Cr-Mo and (b) Co-Cr-W-Mo alloys.
Figure 8.
Wear rates of the investigated samples; (a) Co-Cr-Mo and (b) Co-Cr-W-Mo alloy.
Figure 9.
Wear tracks and 2D profiles of the (a,c) as-cast and (b,d) 3 h aged Co-Cr-W-Mo alloy.
Figure 10.
SEM analysis of the wear track of the Co-Cr-W-Mo alloy, aged for 12 h showing (a) abrasion and cracks, (b) adhesion.
Figure 11.
SEM analysis of a pull-out particle.
Table 1.
Chemical composition of the investigated materials in wt.%.
| | Co | Cr | Mo | Mn | Fe | Si | W | Nb | C |
|---|
| Co-Cr-Mo | 66.0 | 28.4 | 6.2 | 0.4 | 0.3 | 0.64 | - | | <1 |
| Co-Cr-W-Mo | 63.5 | 24.2 | 2.7 | 0.1 | | | 8.8 | 0.36 | |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}