

Effect of Scanning Strategies on the Microstructure and Mechanical Properties of Ti-22Al-25Nb Alloy Fabricated through Selective Laser Melting

Abstract
:1. Introduction
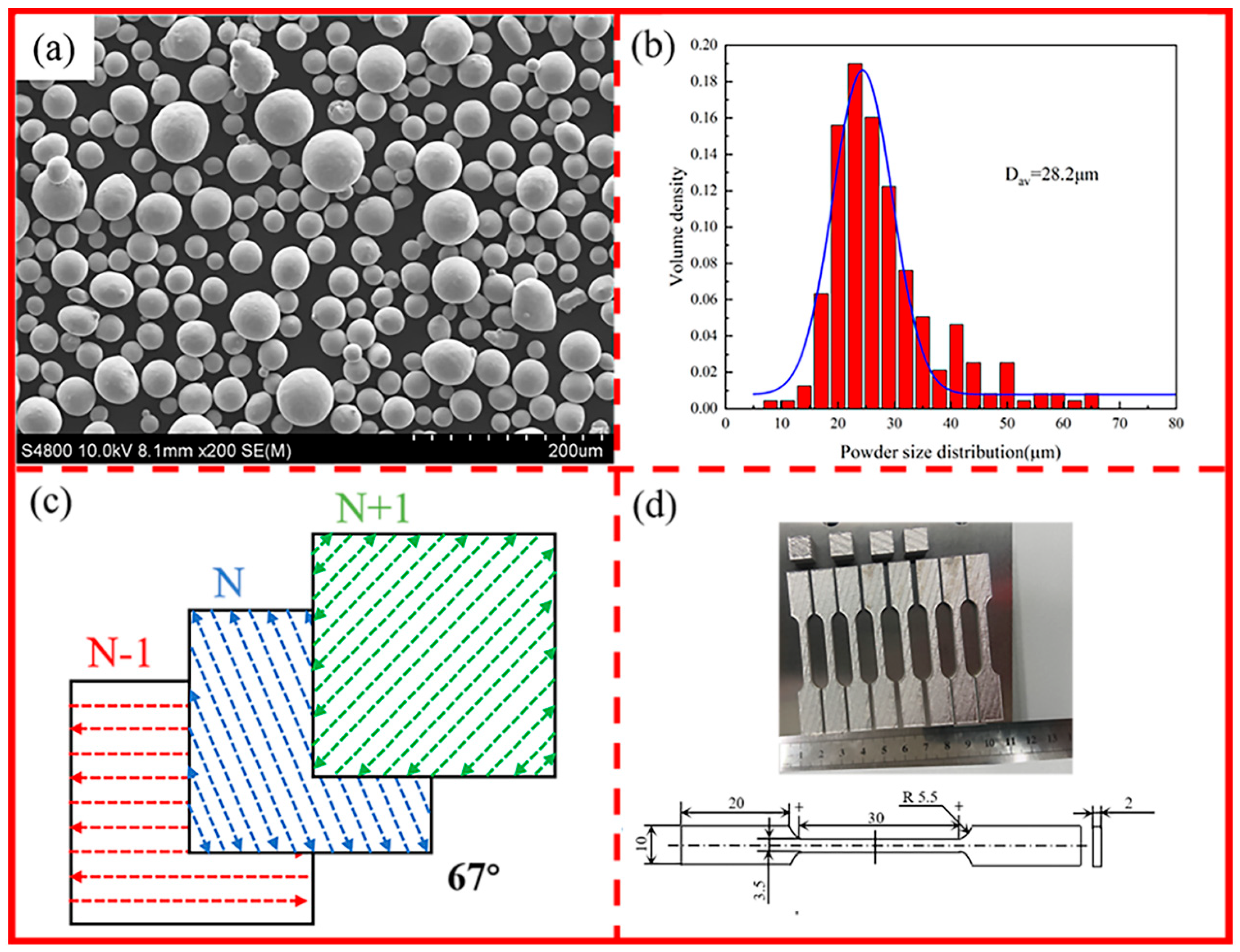
2. Materials and Methods
3. Results and Discussion
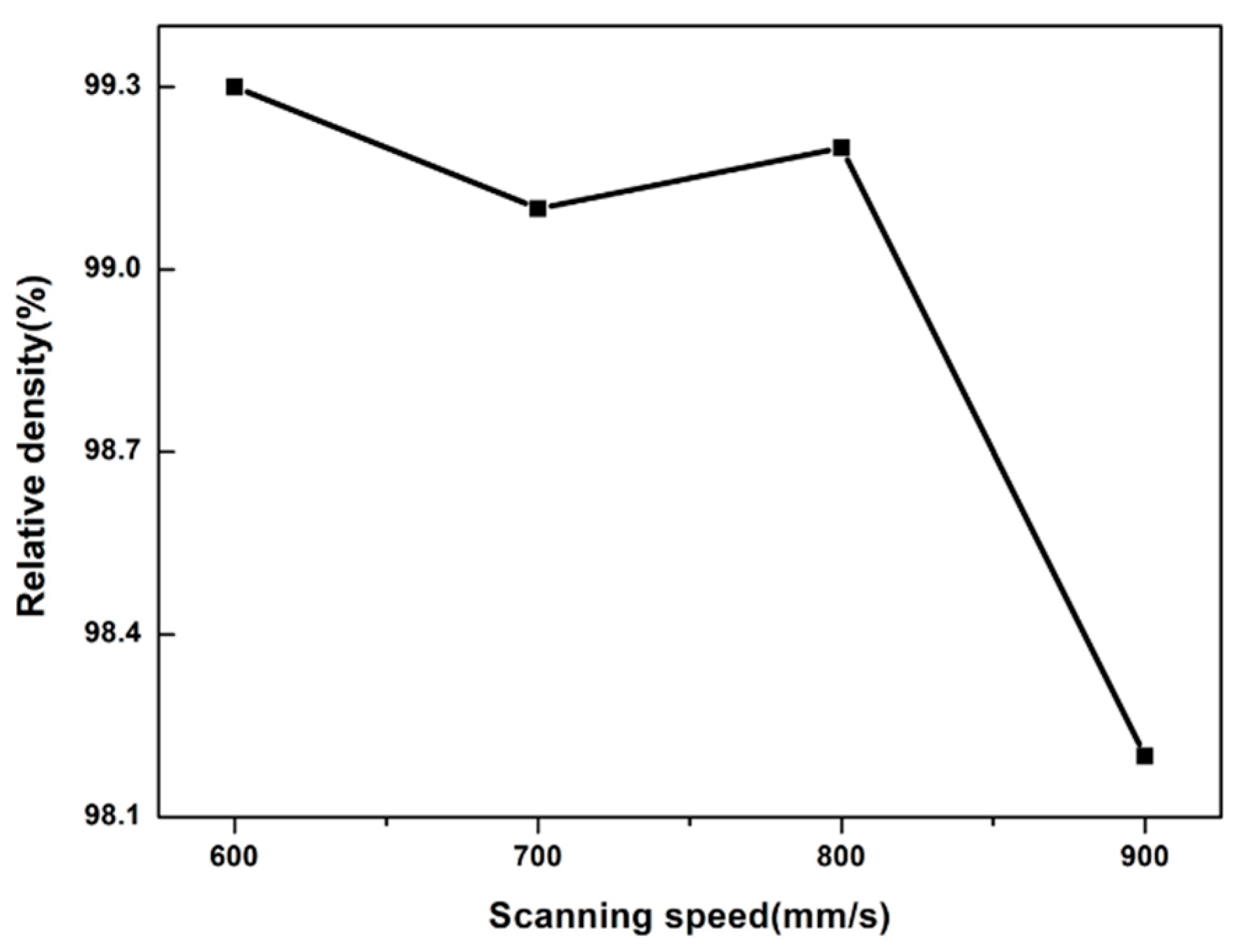
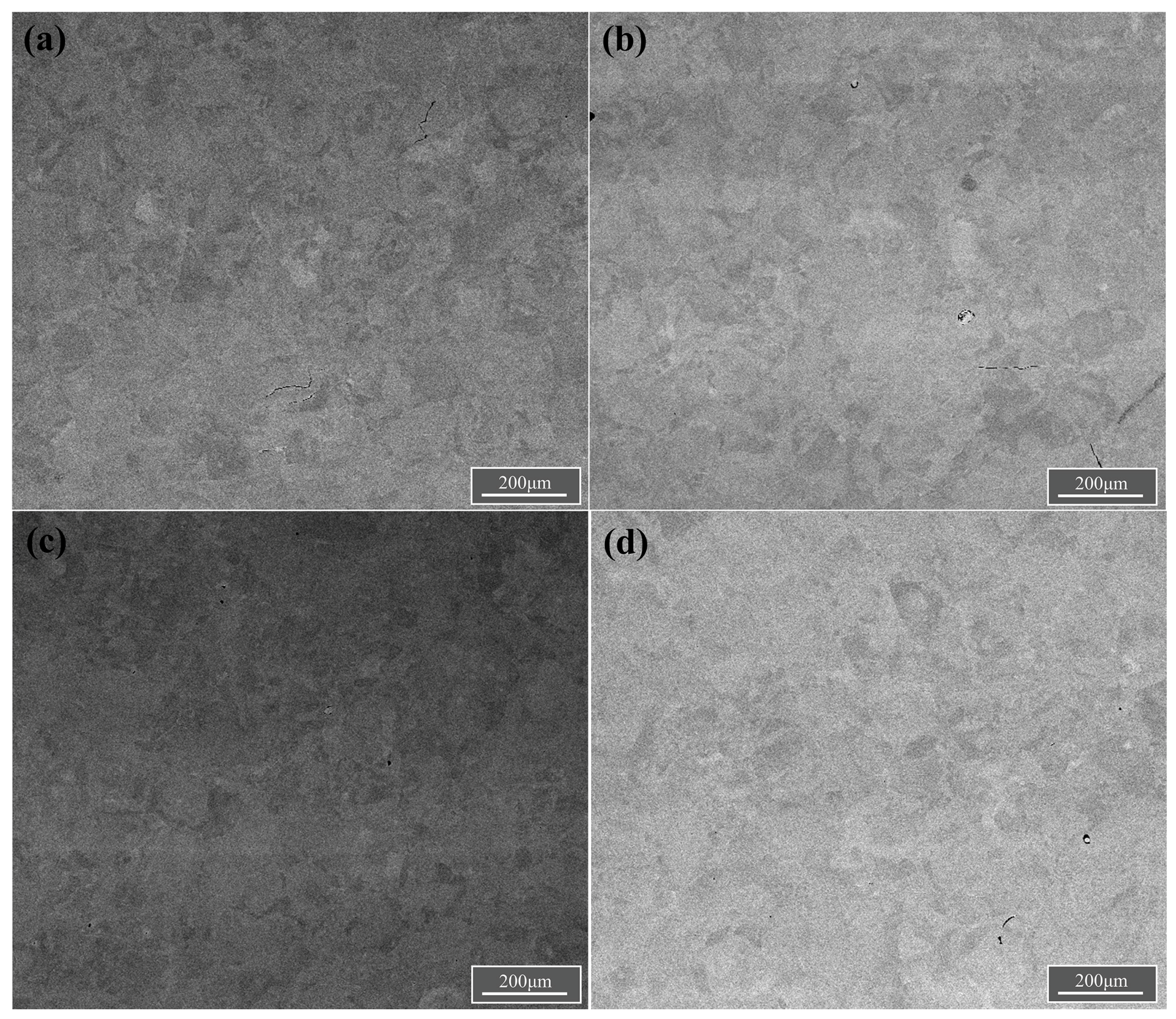
3.1. Relative Density and Surface Morphology
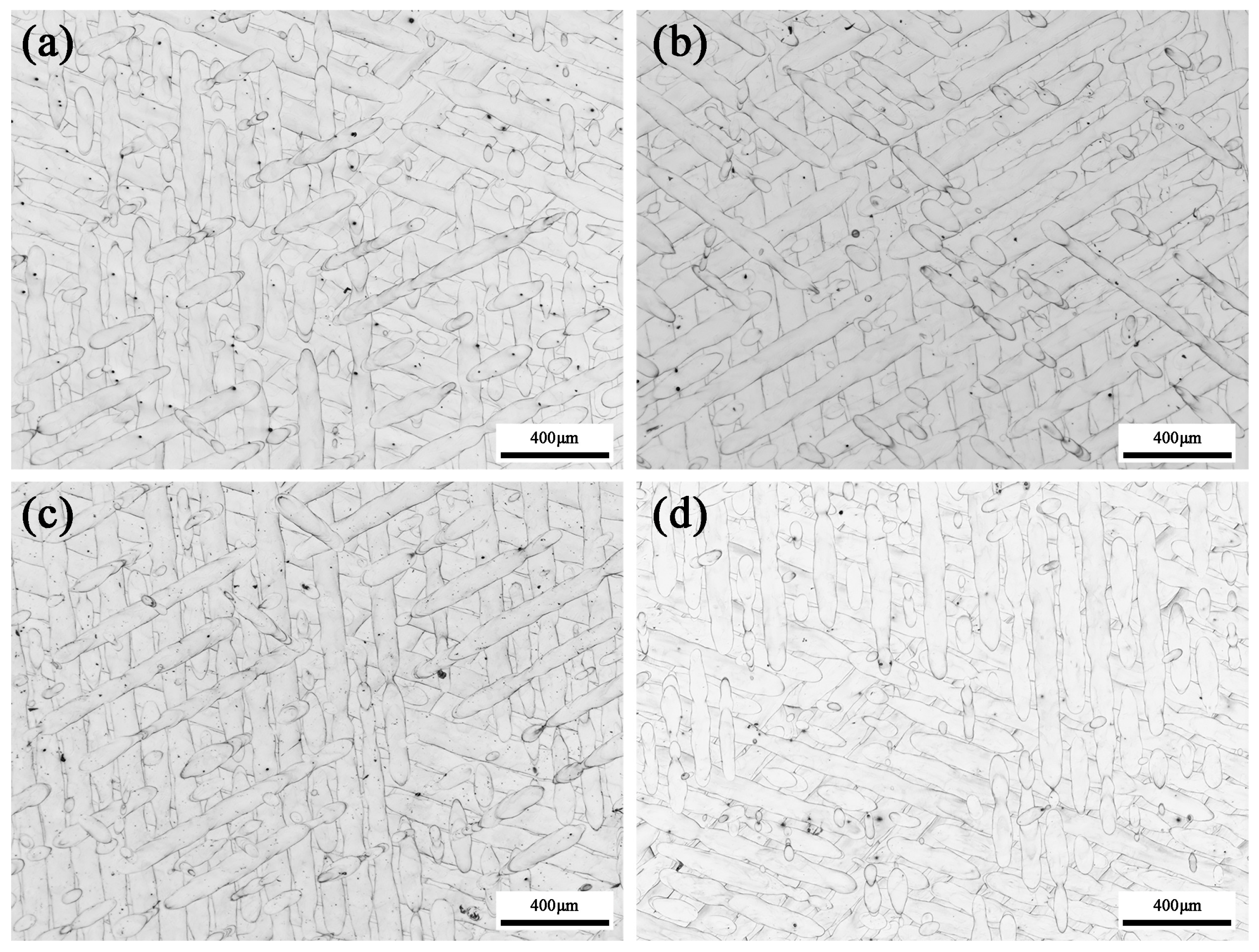
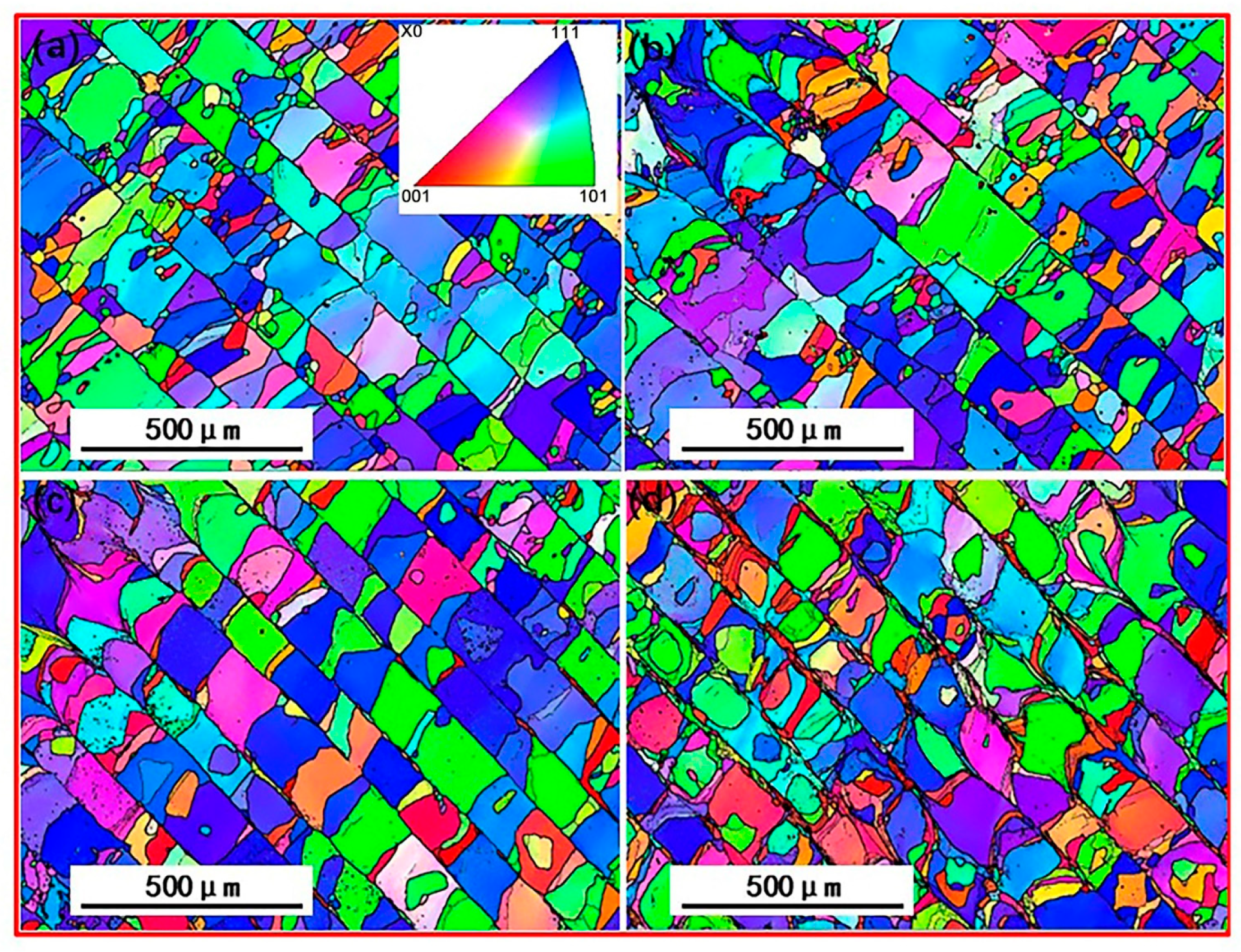
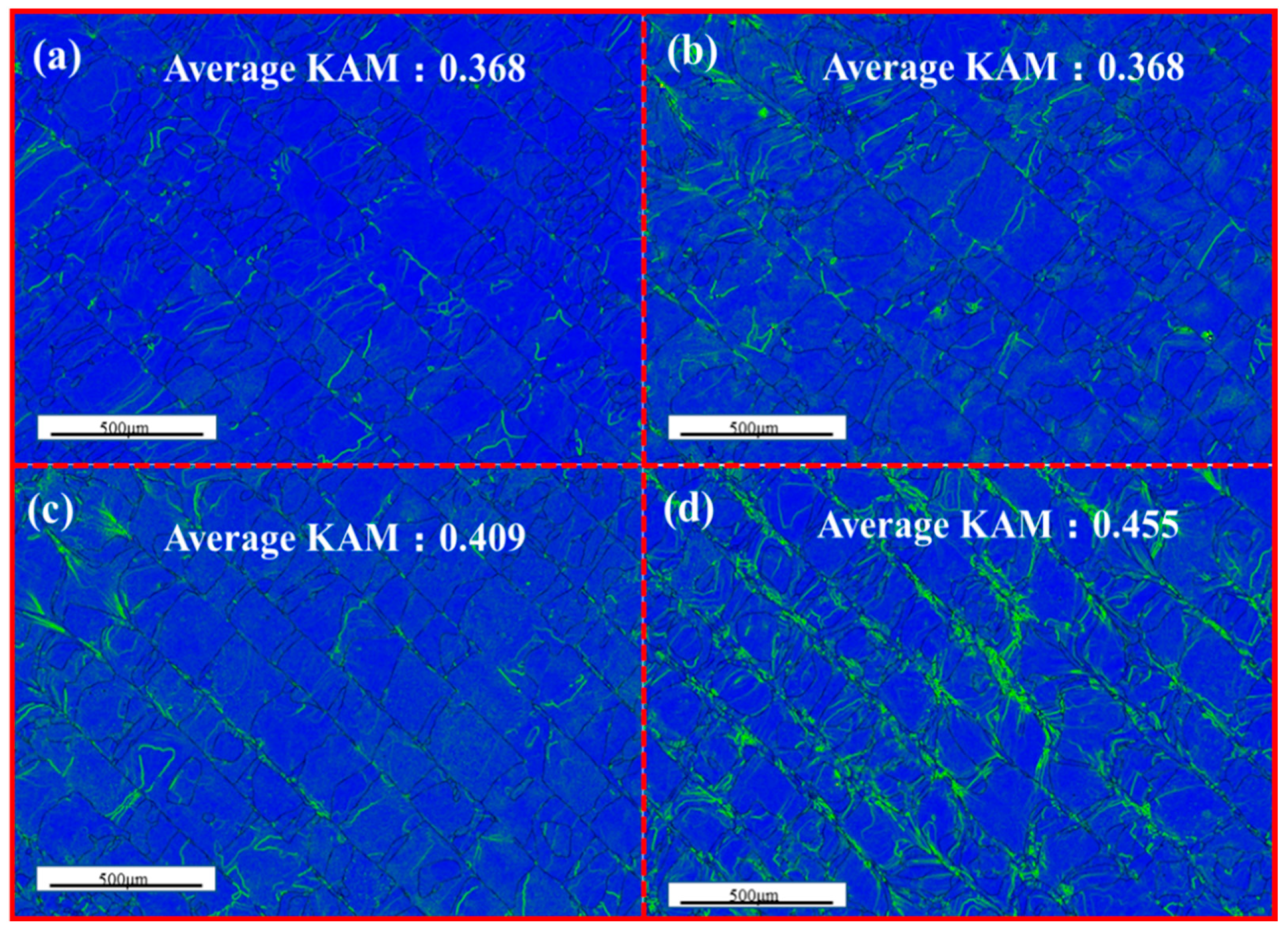
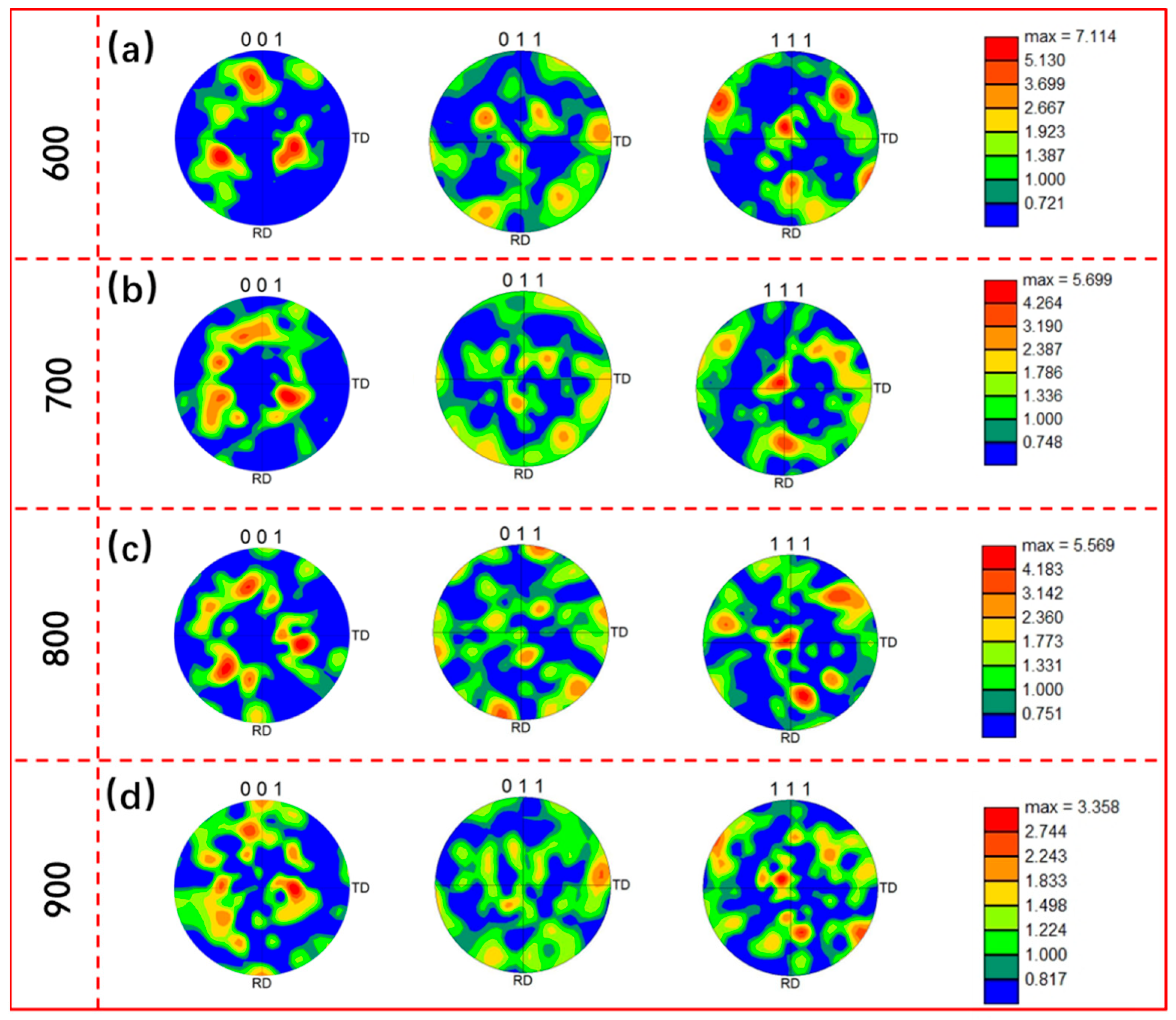
3.2. Microstructure Characteristics and Grain Orientation
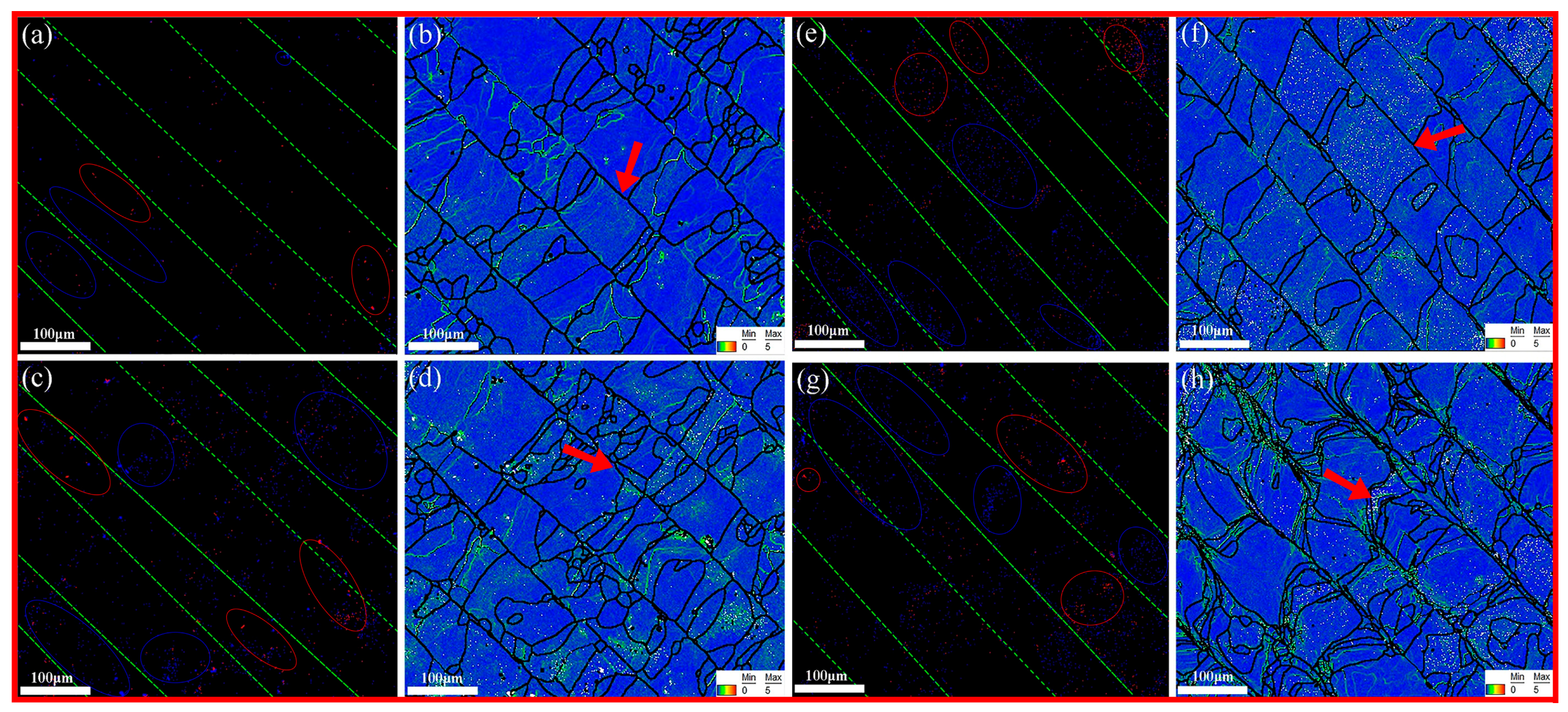
3.3. Phase Distribution
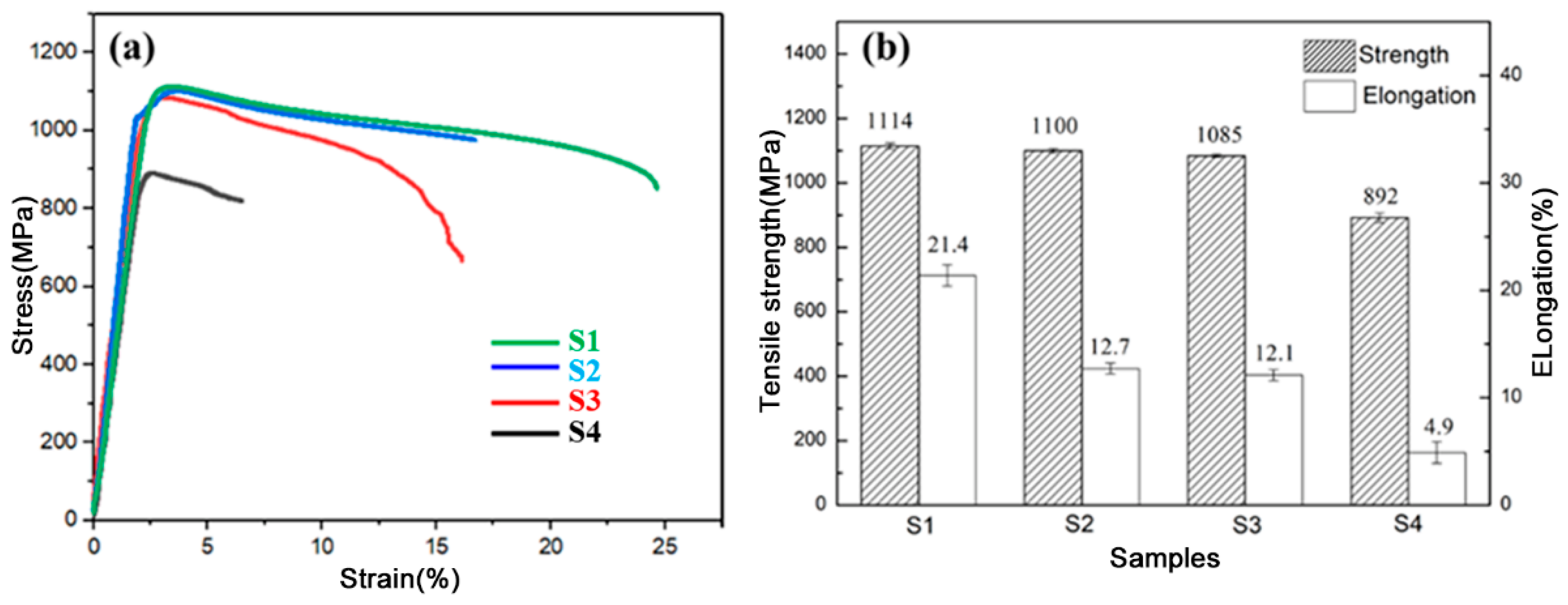
3.4. Tensile Properties
3.5. TEM Characterization
4. Conclusions
- (1)
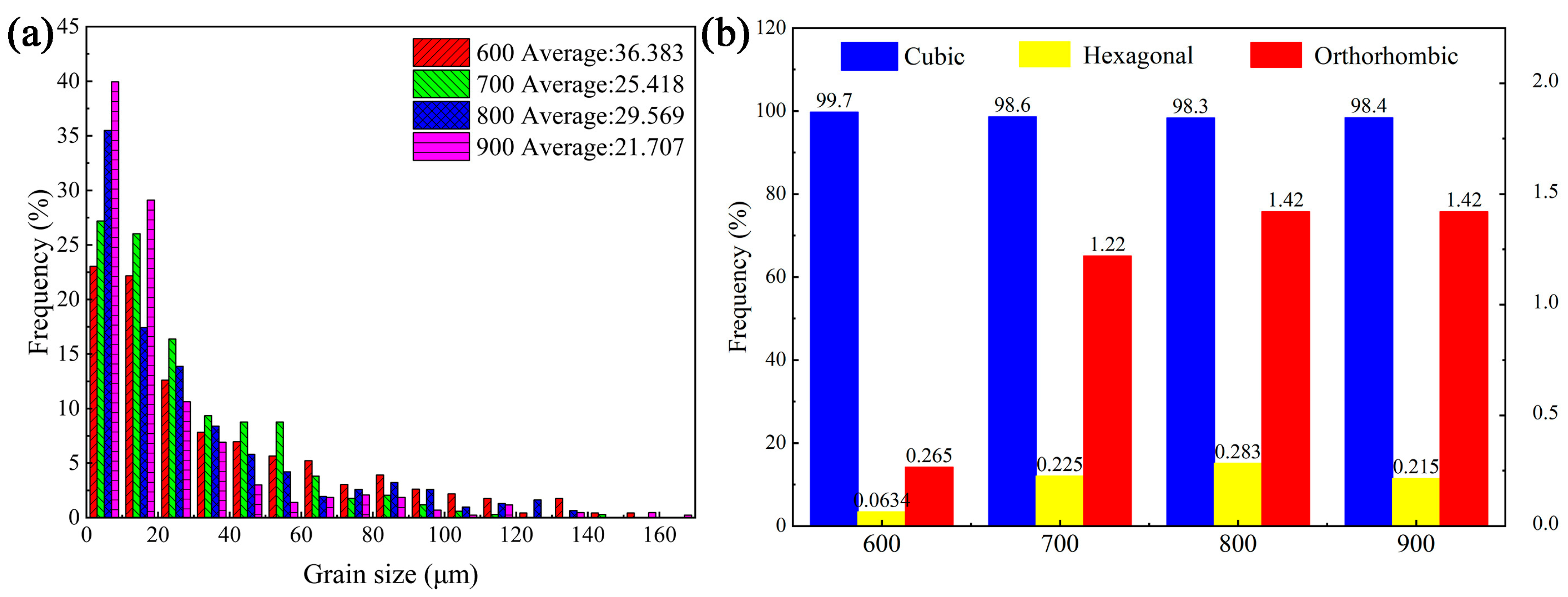
- The relative density, grain size, texture density, and volume of secondary phases depended on the scanning speed. The sample with the slowest scanning speed of 600 mm/s exhibited the maximum relative density, grain size, and texture density, while the sample fabricated with the highest speed of 900 mm/s exhibited the minimum relative density, grain size, and texture density.
- (2)
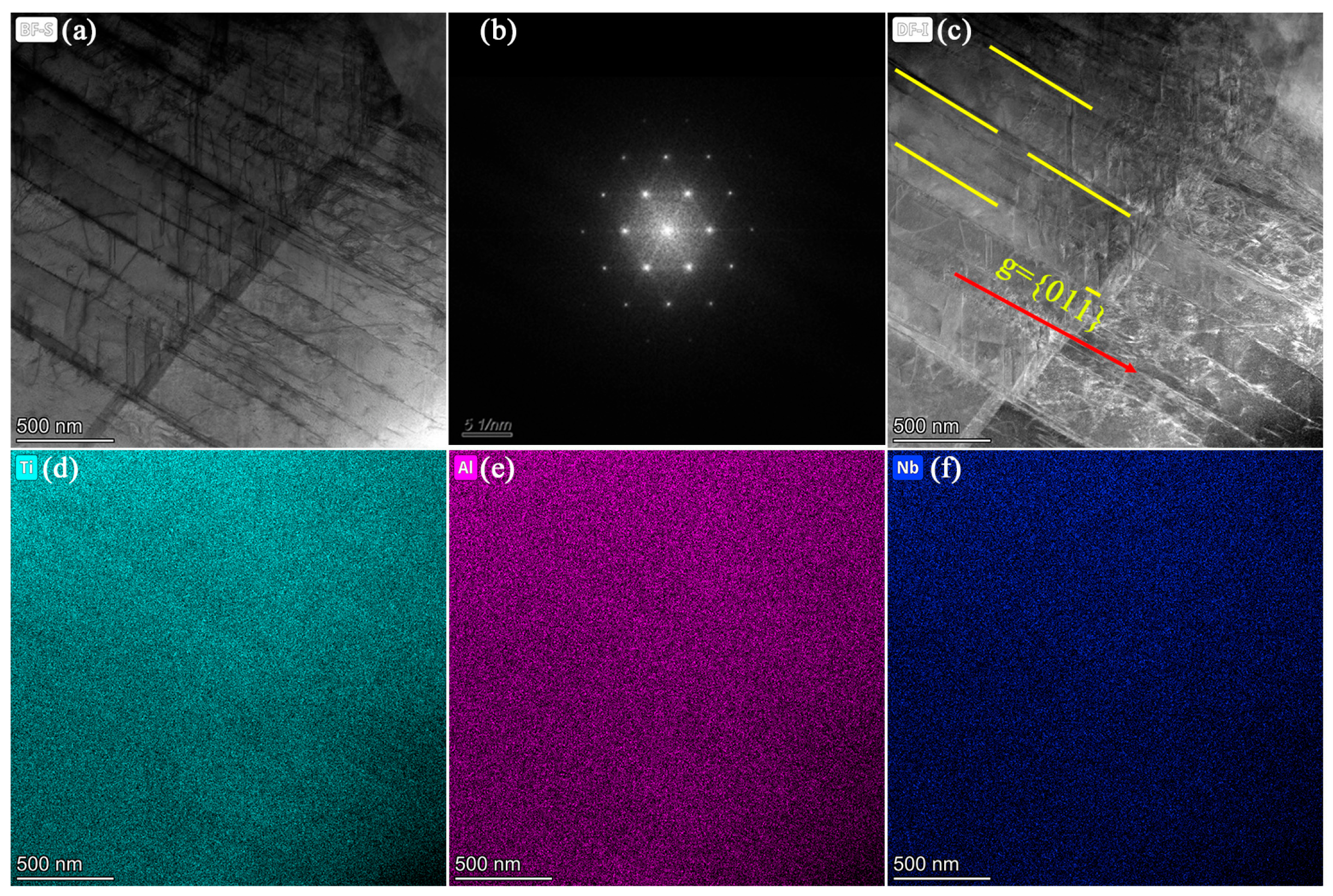
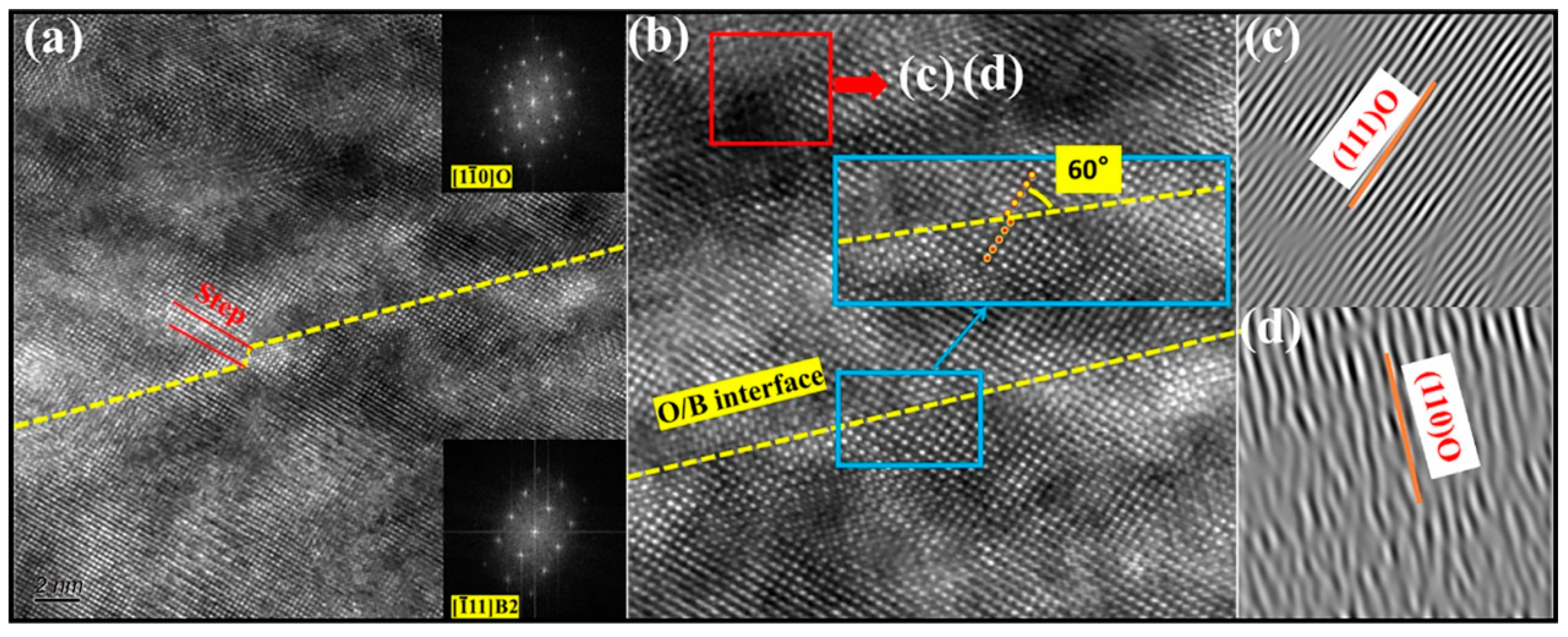
- The volume fractions of the Ti3Al and O phases first increased and then decreased with the increase in scanning speed. The above two phases tended to precipitate near the pool boundary, which was the area with the highest dislocation density. Solution element equilibrium and Ti and Al enrichment were identified in lamellar O precipitates.
- (3)
- The SLM-fabricated sample with a scanning speed of 600 mm/s exhibited the highest strength and elongation, the reason for which was the synergistic effect of the uniformly distributed secondary phases in the matrix.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Pang, G.D.; Lin, Y.C.; Jiang, Y.Q.; Zhang, X.Y.; Liu, X.G.; Xiao, Y.W.; Zhou, K.C. Precipitation behaviors and orientation evolution mechanisms of a phases in Ti-55511 titanium alloy during heat treatment and subsequent hot deformation. Mater. Charact. 2020, 167, 110471. [Google Scholar] [CrossRef]
- Lutjering, G.G.; William, J.C. Engineering Materials and Processes: Titanium; Springer: New York, NY, USA, 2007; pp. 203–250. [Google Scholar]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Chen, W.; Li, Q.F.; Zhou, L.B.; Qiu, W.; Ren, Y.J.; Li, C.; Chen, J.; Lin, Y.C.; Zhou, K.C. Oxidation mechanism of a near b-Ti alloy. Mater. Des. 2022, 223, 111144. [Google Scholar] [CrossRef]
- Banerjee, D.; Gogia, A.K.; Nandy, T.K. A new ordered orthorhombic phase in a Ti3Al-Nb alloy. Acta Metall. 1988, 36, 871–882. [Google Scholar] [CrossRef]
- Wang, W.; Zeng, W.; Xue, C.; Liang, X.; Zhang, J. Microstructure control and mechanical properties from isothermal forging and heat treatment of Ti-22Al-25Nb (at. %) orthorhombic alloy. Intermetallics 2015, 56, 79–86. [Google Scholar] [CrossRef]
- Chen, W.; Li, Q.F.; Zhou, L.B.; Li, C.; Qiu, W.; Chen, J.; Lin, Y.C.; Zhou, K.C. Limit of cold deformation in a near β-Ti alloy: Role of a′ phases on the failure of β phase during cold rolling. J. Mater. Res. Technol. 2022, 20, 2385–2393. [Google Scholar] [CrossRef]
- Devaraj, A.; Joshi, V.V.; Srivastava, A.; Manandhar, S.; Moxson, V.; Duz, V.A. A low-cost hierarchical nanostructured beta-titanium alloy with high strength. Nat. Commun. 2016, 7, 11176. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.L.; Guo, H.Z.; Liang, H.Q. Hot deformation behavior and process parameter optimization of Ti22Al25Nb using processing map. Rare Met. 2016, 35, 118–126. [Google Scholar] [CrossRef]
- Sefene, E.M. State-of-the-art of selective laser melting process: A comprehensive review. J. Manuf. Syst. 2022, 63, 250–274. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Li, R.; Tang, J.; Wang, G.; Guo, K. Selective laser melting of pure tantalum: Densification, microstructure and mechanical behaviors. Mater. Sci. Eng. A 2017, 707, 443–451. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, J.; Chen, J.; Chen, W.; Ren, Y.; Niu, Y.; Li, C.; Qiu, W. Performance of Ti-15Mo alloy processed by selective laser melting. J. Alloys Compd. 2022, 928, 167130. [Google Scholar] [CrossRef]
- Zhang, T.L.; Huang, Z.H.; Yang, T.; Kong, H.J.; Luan, J.H.; Wang, A.D.; Wang, D.; Kuo, W.; Wang, Y.Z.; Liu, C.T. In situ design of advanced titanium alloy with concentration modulations by additive manufacturing. Science 2021, 374, 478–482. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Li, W.P.; Wang, D.W.; Zhang, L.; Ohara, K.; Shen, J.; Ebel, T.; Yan, M. Selective laser melting enabled additive manufacturing of Ti-22Al-25Nb intermetallic: Excellent combination of strength and ductility, and unique microstructural features associated. Acta Mater. 2019, 173, 117–129. [Google Scholar] [CrossRef]
- Zhou, L.; Sun, J.; Bi, X.; Chen, J.; Chen, W.; Ren, Y.; Niu, Y.; Li, C.; Qiu, W.; Yuan, T. Effect of scanning strategies on the microstructure and mechanical properties of Ti–15Mo alloy fabricated by selective laser melting. Vacuum 2022, 205, 111454. [Google Scholar] [CrossRef]
- Tang, X.; Zhang, S.; Zhang, C.H.; Chen, J.; Zhang, J.B. Optimization of laser energy density and scanning strategy on the forming quality of 24CrNiMo low alloy steel manufactured by SLM. Mater. Charact. 2020, 170, 110718. [Google Scholar] [CrossRef]
- Song, C.H.; Deng, Z.T.; Zhou, Z.; Liu, L.S.; Xu, K.X.; Yang, Y.Q. Pure tantalum manufactured by laser powder bed fusion: Influence of scanning speed on the evolution of microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2022, 107, 105882. [Google Scholar] [CrossRef]
- Song, C.H.; Deng, Z.T.; Zhou, Z.; Liu, L.S.; Xu, K.X.; Yang, Y.Q. Influence of SLM scan-speed on microstructure, precipitation of Al3Sc particles and mechanical properties in Sc- and Zr-modified Al-Mg alloys. Mater. Des. 2018, 140, 134–143. [Google Scholar]
- Bhardwaj, T.; Shukla; Paul, C.P.; Bindra, K.S. Direct Energy Deposition—Laser Additive Manufacturing of Titanium-Molybdenum alloy: Parametric studies, microstructure and mechanical properties. J. Alloys Compd. 2019, 787, 1238–1248. [Google Scholar] [CrossRef]
- Li, W.; Zhou, Y.; Li, S.; Wen, S.F.; Wei, Q.S.; Yan, C.Z.; Shi, Y.S. Effect of laser scanning speed on a Ti-45Al-2Cr-5Nb alloy processed by selective laser melting: Microstructure, phase and mechanical properties. J. Alloys Compd. 2016, 688, 626–636. [Google Scholar] [CrossRef]
- Ahmed, M.; Obeidi, M.A.; Yin, S.; Lupoi, R. Influence of processing parameters on density, surface morphologies and hardness of as-built Ti-5Al-5Mo-5V-3Cr alloy manufactured by selective laser melting. J. Alloys Compd. 2022, 910, 164760. [Google Scholar] [CrossRef]
- Yang, X.; Zhang; Bai, Q.; Xie, G. Correlation of microstructure and mechanical properties of Ti2AlNb manufactured by SLM and heat treatment. Intermetallics 2021, 139, 107367. [Google Scholar] [CrossRef]
- Arab, J.; Mishra, D.K.; Dixit, P. Measurement and analysis of the geometric characteristics of microholes and tool wear for varying tool-workpiece gaps in electrochemical discharge drilling. Measurement 2020, 168, 108463. [Google Scholar] [CrossRef]
- Couret, A.; Reyes, D.; Thomas, M.; Ramond, N.R.; Desshayes, C.; Monchoux, J.P. Effect of ageing on the properties of the W-containing IRIS-TiAl alloy. Acta Mater. 2020, 199, 169–180. [Google Scholar] [CrossRef]
- Guo, W.Q.; Feng, B.; Yang, Y.; Ren, Y.; Liu, Y.N.; Yang, H.; Yang, Q.; Cui, L.S.; Tong, X.; Hao, S.J. Effect of laser scanning speed on the microstructure, phase transformation and mechanical property of NiTi alloys fabricated by LPBF. Mater. Des. 2022, 215, 110460. [Google Scholar] [CrossRef]
- Xu, S.; Cai, Q.; Li, G.; Lu, X.; Zhu, X. Effect of scanning speed on microstructure and properties of TiC/Ni60 composite coatings on Ti6Al4V alloy by laser cladding. Opt. Laser Technol. 2022, 154, 108309. [Google Scholar] [CrossRef]
- Chen, W.; Chen, C.; Zi, X.H.; Cheng, X.F.; Zhang, X.Y.; Lin, Y.C.; Zhou, K.C. Controlling the microstructure and mechanical properties of a metastable β titanium alloy by selective laser melting. Mater. Sci. Eng. A 2018, 726, 240–250. [Google Scholar] [CrossRef]
- Huang, W.; Li, Y.; Yanjie, R.E.N.; Sun, J.; Xia, Z.; Zhou, L.; Li, C.; Chen, J. Effect of scanning speed on the high-temperature oxidation resistance and mechanical properties of Inconel 625 alloys fabricated by selective laser melting. Vacuum 2022, 206, 111447. [Google Scholar] [CrossRef]
- Wang, Q.; Han, C.J.; Choma, T.; Wei, Q.S.; Yan, C.Z.; Song, B.; Shi, Y.S. Effect of Nb content on microstructure, property and in vitro apatite-forming capability of Ti-Nb alloys fabricated via selective laser melting. Mater. Des. 2017, 126, 268–277. [Google Scholar] [CrossRef]
- Sui, X.C.; Liu, Q.; Luo, S.Y.; Liu, Y.K.; Li, Z.L.; Kang, Q.X.; Wang, G.F. Achieving high ductility of Ti2AlNb sheet without sacrificing the tensile strength without post heat treatment. Mater. Sci. Eng. A 2022, 840, 142897. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Yan, N.; Liang, H.Y.; Liu, Y.C. Phase transformation and microstructure control of Ti2AlNb-based alloys: A review. J. Mater. Sci. Technol. 2021, 80, 203–216. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Zavodov, A.V.; Medvedev, P.N.; Nochovnaya, N.A. Effects of Dislocation Density and Concentration of Vacancies on Growth of O-Phase in Ti2AlNb-Based Alloy. Met. Sci. Heat Treat. 2021, 62, 612. [Google Scholar] [CrossRef]
- Facchini, L.; Magalini, E.; Robotti, P.; Molinari, A.; Hoges, S.H.; Wissenbach, K. Ductility of a Ti-6Al-4V alloy produced by selective laser melting of prealloyed powders. Rapid Prototyp. J. 2010, 16, 450–459. [Google Scholar] [CrossRef]
- Fu, Y.; Cui, Z. Effects of Plastic Deformation and Aging Treatment on Phase Precipitation in Ti2AlNb Alloy. J. Mater. Eng. Perform. 2022, 31, 2633–2643. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Hirth, J.P.; Wang, J.; Tomé, C.N. Disconnections and other defects associated with twin interfaces. Prog. Mater. Sci. 2016, 83, 417–471. [Google Scholar] [CrossRef] [Green Version]
- Chai, L.; Chen, Y.; Liu, Z. Effects of Y and Nb on the Microstructure and Mechanical Properties of Rapidly Solidified TiAl Alloys. Rare Met. Mater. Eng. 2011, 40, 1976–1981. [Google Scholar]
- Fang, H.; Chen, R.; Chen, X.; Yang, Y.; Su, Y.; Ding, H.; Guo, J. Effect of Ta element on microstructure formation and mechanical properties of high-Nb TiAl alloys. Intermetallics 2019, 104, 43–51. [Google Scholar] [CrossRef]
- Gabrisch, H.; Janovská, M.; Rackel, M.W.; Pyczak, F.; Stark, A. Impact of microstructure on elastic properties in the alloy Ti-42Al-8.5Nb. J. Alloys Compd. 2019, 932, 167578. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Laser Power (W) | Scanning Speed (mm/s) | Layer Thickness (mm) | Hatch Distance (mm) | VED (J/mm3) |
|---|---|---|---|---|---|
| S1 | 180 | 600 | 0.03 | 0.1 | 100.0 |
| S2 | 180 | 700 | 0.03 | 0.1 | 85.7 |
| S3 | 180 | 800 | 0.03 | 0.1 | 75.0 |
| S4 | 180 | 900 | 0.03 | 0.1 | 66.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Shan, Z.; Yang, X.; Jiao, H.; Huang, W. Effect of Scanning Strategies on the Microstructure and Mechanical Properties of Ti-22Al-25Nb Alloy Fabricated through Selective Laser Melting. Metals 2023, 13, 634. https://doi.org/10.3390/met13030634
Liu Y, Shan Z, Yang X, Jiao H, Huang W. Effect of Scanning Strategies on the Microstructure and Mechanical Properties of Ti-22Al-25Nb Alloy Fabricated through Selective Laser Melting. Metals. 2023; 13(3):634. https://doi.org/10.3390/met13030634
Chicago/Turabian StyleLiu, Yaqun, Zhongde Shan, Xujing Yang, Haowen Jiao, and Weiying Huang. 2023. "Effect of Scanning Strategies on the Microstructure and Mechanical Properties of Ti-22Al-25Nb Alloy Fabricated through Selective Laser Melting" Metals 13, no. 3: 634. https://doi.org/10.3390/met13030634