
Influence of the Dross Formation of the Laser-Cut Edge on the Fatigue Strength of AISI 304

 ,
,
Abstract
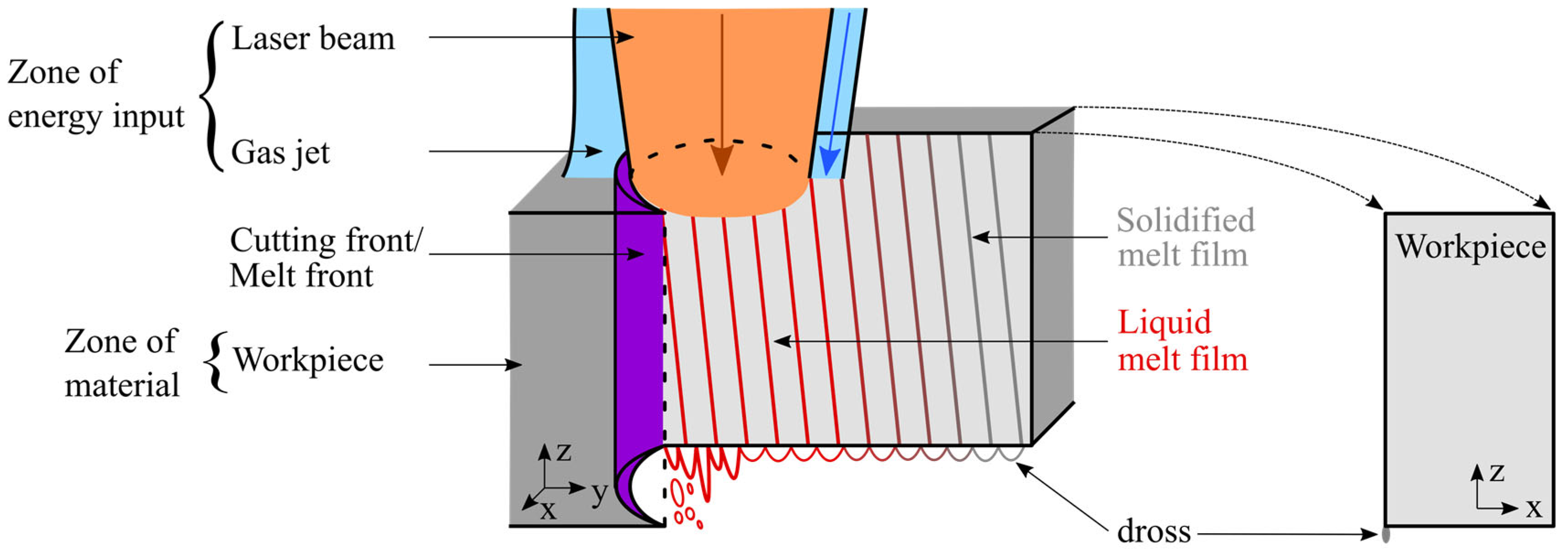
:1. Introduction
2. Materials and Methods
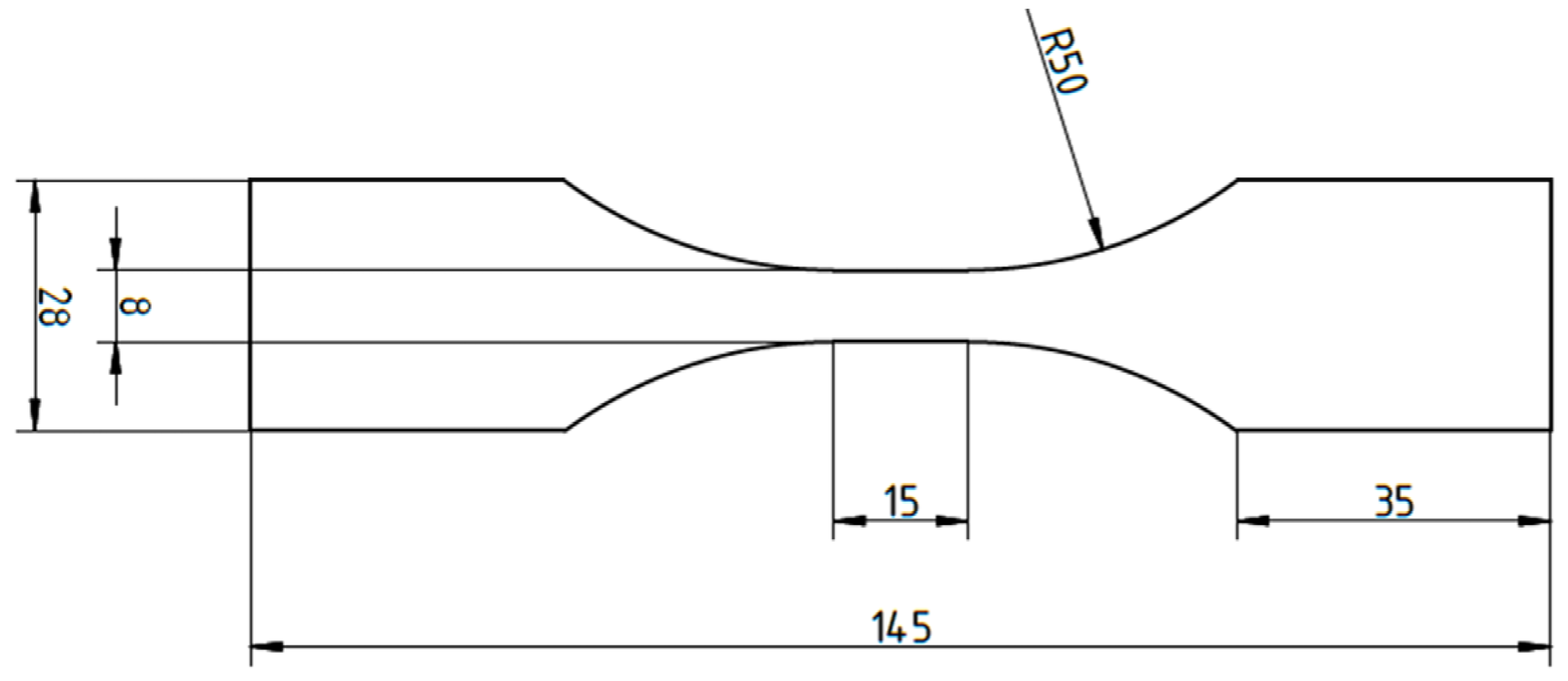
2.1. Sample Preparation and Laser Cutting Parameters
2.2. Fatigue Testing
3. Results and Discussion
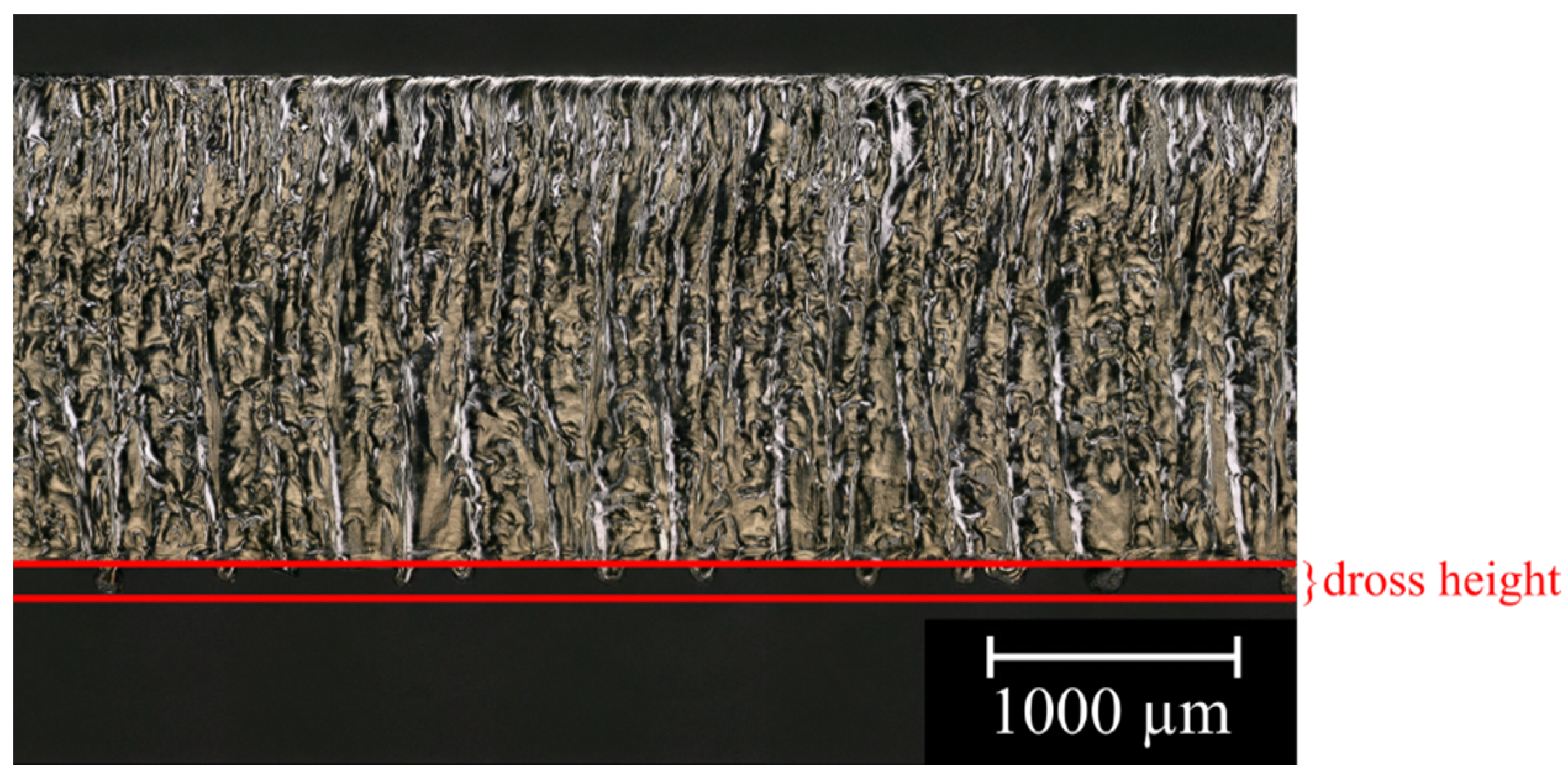
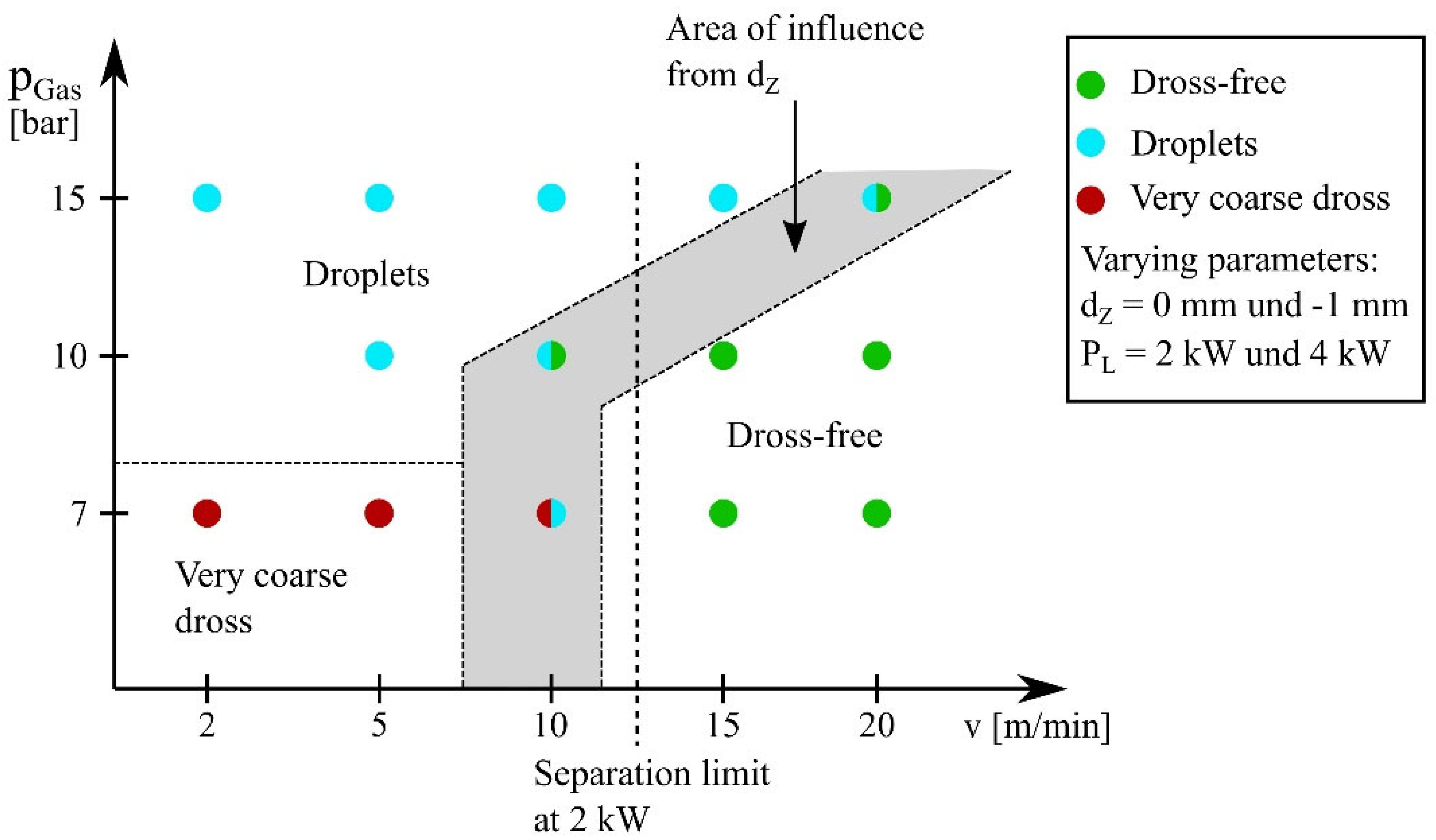
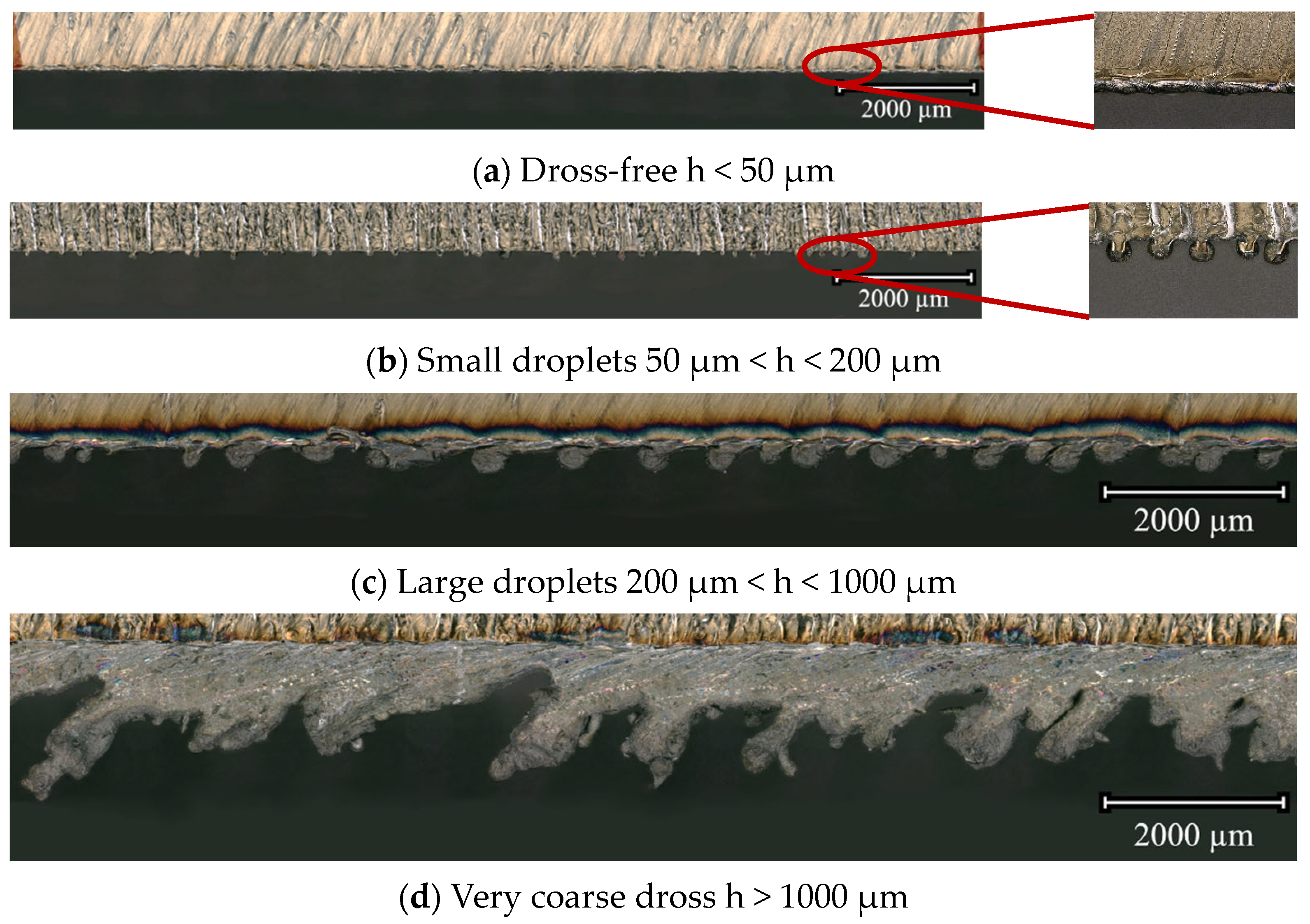
3.1. Phase One: Systematic Production of Different Dross Shapes and Influence of the Laser Cutting Parameters on Dross Geometry
- Dross-free h < 50 μm;
- Droplets 50 μm < h < 1000 μm;
- Very coarse dross h > 1000 μm.
- Feeds below 15 m/min led to laser-cut edges with dross;
- In the range of feed rates below 15 m/min, decreasing gas pressures led to higher dross volume;
- In the range of feed rates above 15 m/min, decreasing gas pressures led to lower dross volumes or dross-free cutting edges.
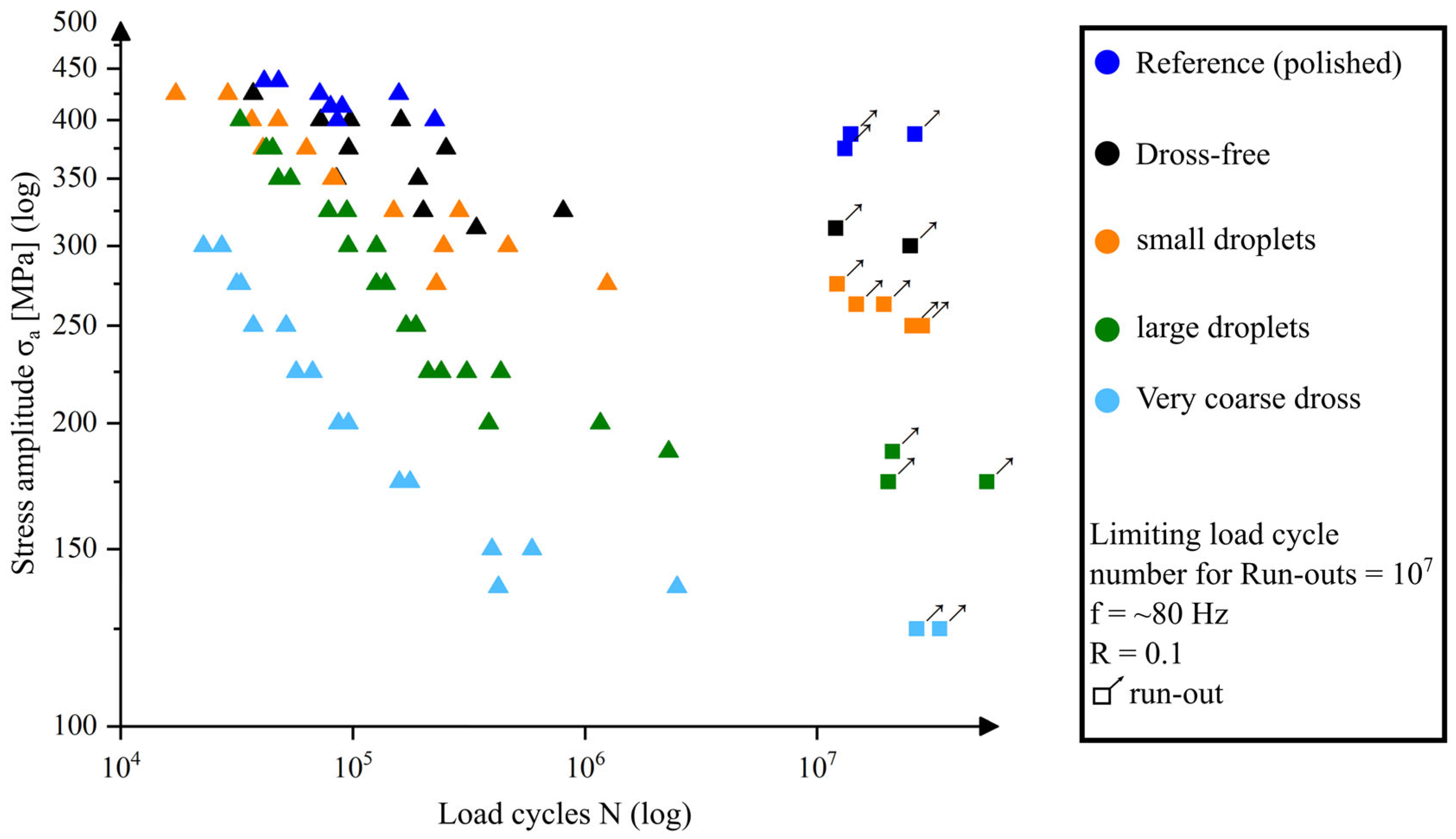
3.2. Phase Two: Fatigue Behavior of the Representative Dross Geometries
4. Conclusions
- Different dross geometries could be systematically realized and categorized by process parameter variation;
- The different dross geometries showed significantly different fatigue behavior;
- Dross geometries with low dross volumes showed higher fatigue strength than dross geometries with higher dross volumes;
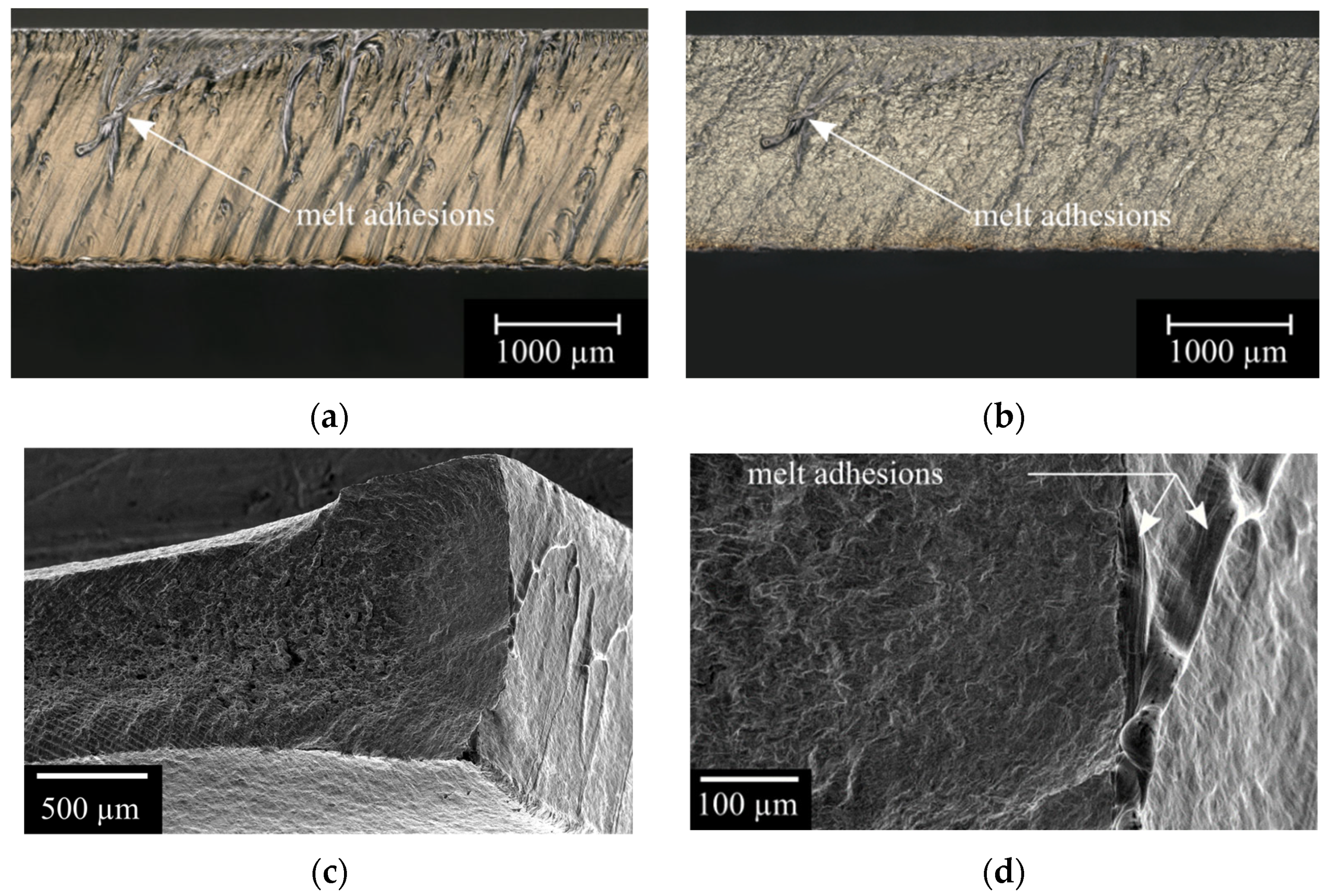
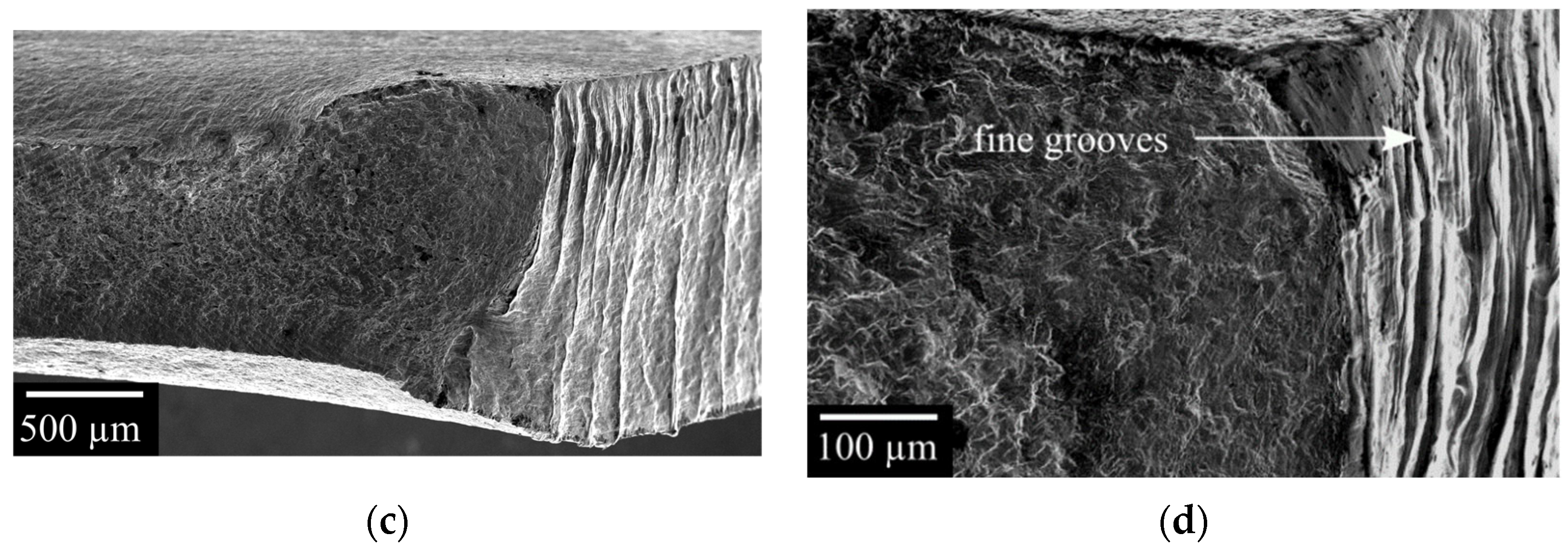
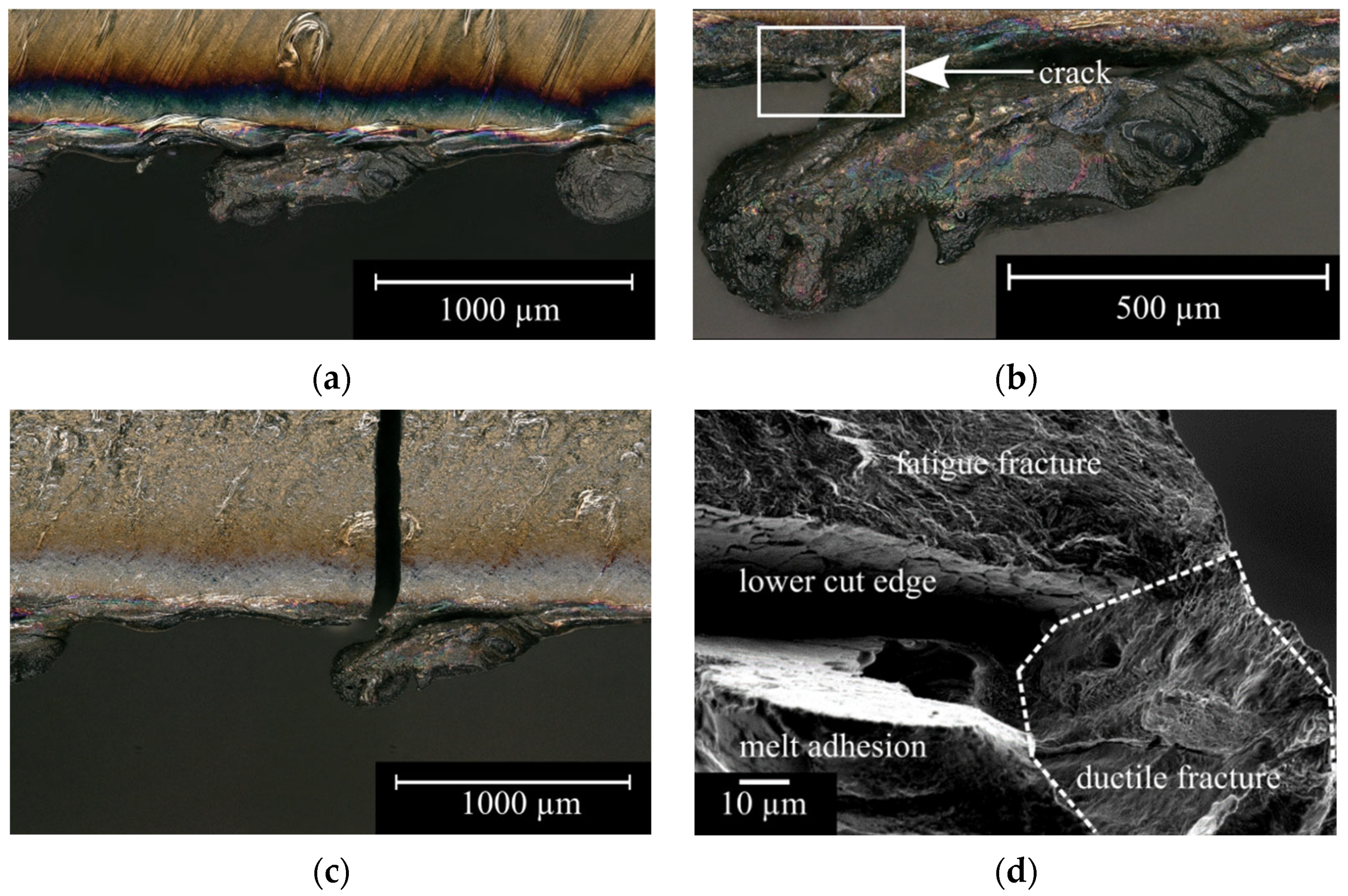
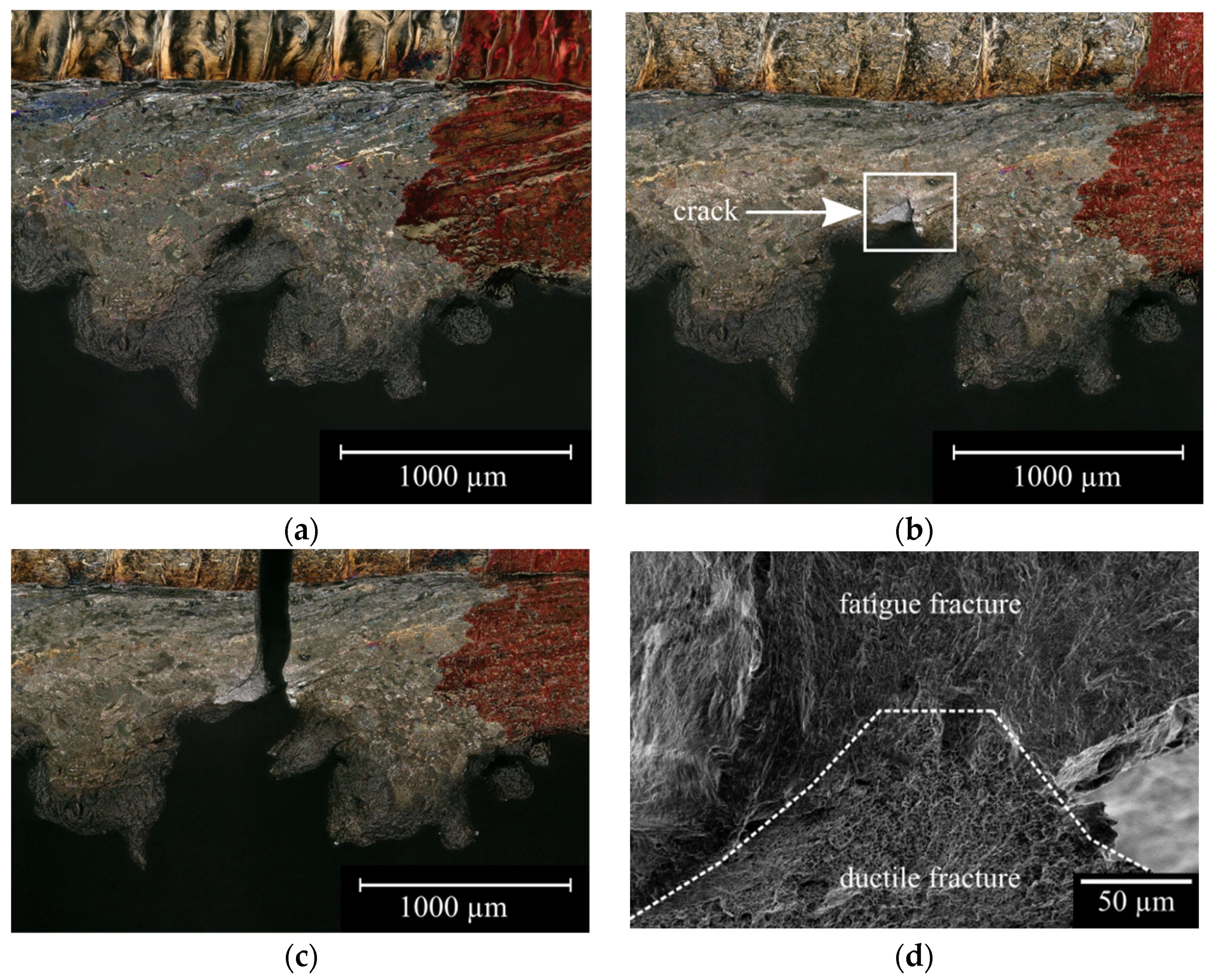
- The defect leading to failure in the specimens with high dross volumes was predeformation-induced cracking in the dross layer;
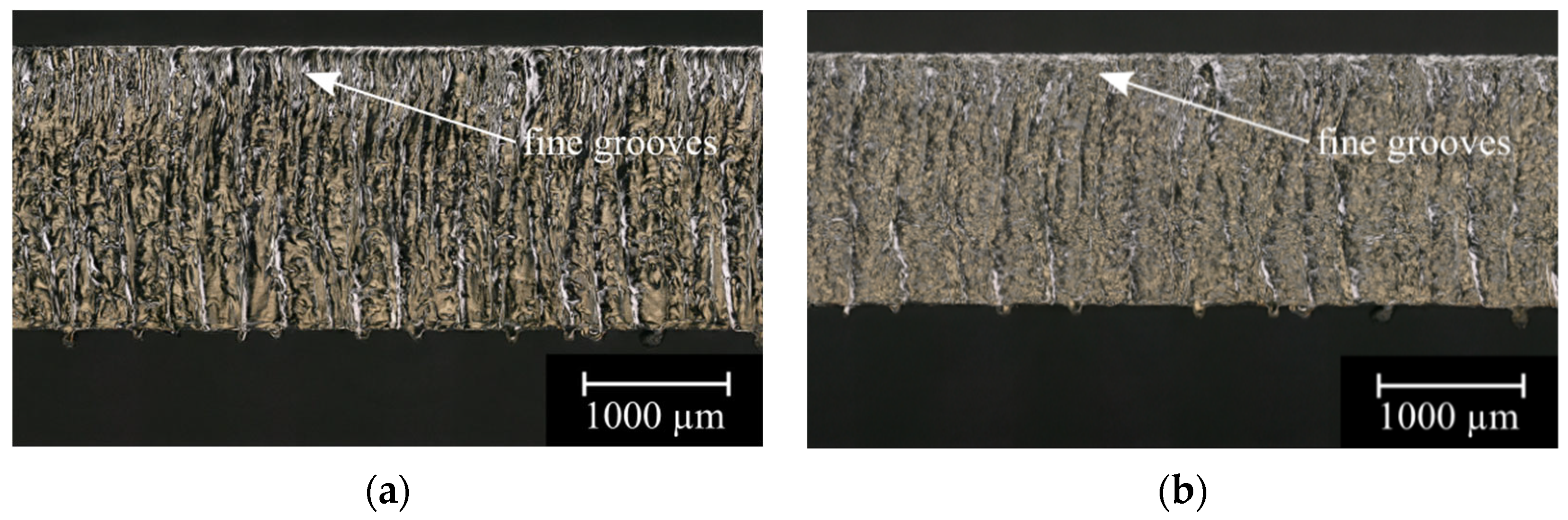
- The defect leading to failure in the specimens with lower dross volumes was mainly the surface relief of the cutting edge;
- For estimation of the fatigue strength of laser-cut materials, the average dross height is a simple yet promising feature and should be systematically included in future studies;
- The results shown in this work allow a preliminary estimation of the influence of dross and surface relief on fatigue strength in more complex cutting geometries or thicker plates.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hügel, H.; Graf, T. Laser in Der Fertigung; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Förster, R.; Förster, A. (Eds.) Einteilung Der Fertigungsverfahren Nach Din 8580. In Einführung in Die Fertigungstechnik; Springer: Berlin/Heidelberg, Germany, 2018; pp. 23–136. [Google Scholar]
- Aurich, J.; Dornfeld, D.; Arrazola, P.; Franke, V.; Leitz, L.; Min, S. Burrs—Analysis, Control And Removal. Cirp Ann. 2009, 58, 519–542. [Google Scholar] [CrossRef] [Green Version]
- Din, E. Thermisches Schneiden. Einteilung Thermischer Schnitte. Geom. Prod. Und Qual. 2003, 9013, 2003–2007. [Google Scholar]
- Bliedtner, J.; Müller, H.; Barz, A. Lasermaterialbearbeitung: Grundlagen-Verfahren-Anwendungen-Beispiele; Carl Hanser Verlag Gmbh Co Kg: Munich, Germany, 2013. [Google Scholar]
- Olsen, F.; Alting, L. Cutting Front Formation in Laser Cutting. Cirp Ann. 1989, 38, 215–218. [Google Scholar] [CrossRef]
- Olsen, F. Fundamental Mechanisms of Cutting Front Formation in Laser Cutting. In Laser Materials Processing: Industrial and Microelectronics Applications; Beyer, E., Cantello, M., La Rocca, A., Laude, L., Olsen, F., Sepold, G., Eds.; Spie: Washington, DC, USA, 1994. [Google Scholar]
- Safyari, M.; Moshtaghi, M. Dependence of The Mechanical Properties of Metastable Austenitic Stainless Steel In High-Pressure Hydrogen Gas on Machining-Induced Defects. Mater. Lett. 2023, 340, 134149. [Google Scholar] [CrossRef]
- Tekiner, Z.; Yeşilyurt, S. Investigation of The Cutting Parameters Depending on Process Sound During Turning of Aisi 304 Austenitic Stainless Steel. Mater. Des. 2004, 25, 507–513. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Sato, S. Characterization of Dislocation Evolution in Cyclically Loaded Austenitic And Ferritic Stainless Steels Via Xrd Line-Profile Analysis. Isij Int. 2019, 59, 1591–1598. [Google Scholar] [CrossRef] [Green Version]
- Kumagai, M.; Akita, K.; Kuroda, M.; Harjo, S. In Situ Diffraction Characterization on Microstructure Evolution in Austenitic Stainless Steel During Cyclic Plastic Deformation and Its Relation to The Mechanical Response. Mater. Sci. Eng. A 2021, 820, 141582. [Google Scholar] [CrossRef]
- Yilbas, B.; Aleem, B. Dross Formation During Laser Cutting Process. J. Phys. D Appl. Phys. 2006, 39, 1451–1461. [Google Scholar] [CrossRef]
- Schulz, W.; Kostrykin, V.; Nießen, M.; Michel, J.; Petring, D.; Kreutz Ew Poprawe, R. Dynamics of Ripple Formation and Melt Flow in Laser Beam Cutting. J. Phys. D Appl. Phys. 1999, 32, 1219. [Google Scholar] [CrossRef]
- Ghany, K.; Newishy, M. Cutting of 1.2 Mm Thick Austenitic Stainless Steel Sheet Using Pulsed And Cw Nd: Yag Laser. J. Mater. Process. Technol. 2005, 168, 438–447. [Google Scholar] [CrossRef]
- Amaral, I.; Silva, F.; Pinto, G.; Campilho, R.; Gouveia, R. Improving The Cut Surface Quality By Optimizing Parameters in the Fibre Laser Cutting Process. Procedia Manuf. 2019, 38, 1111–1120. [Google Scholar] [CrossRef]
- Tani, G.; Tomesani, L.; Campana, G. Prediction of Melt Geometry in Laser Cutting. Appl. Surf. Sci. 2003, 208, 142–147. [Google Scholar] [CrossRef]
- Duan, J.; Man, H.; Yue, T. Modelling The Laser Fusion Cutting Process: I. Mathematical Modelling of The Cut Kerf Geometry For Laser Fusion Cutting of Thick Metal. J. Phys. D Appl. Phys. 2001, 34, 2127. [Google Scholar] [CrossRef]
- Duan, J.; Man, H.; Yue, T. Modelling The Laser Fusion Cutting Process: II. Distribution of Supersonic Gas Flow Field inside the Cut Kerf. J. Phys. D Appl. Phys. 2001, 34, 2135. [Google Scholar] [CrossRef]
- Duan, J.; Man, H.; Yue, T. Modelling The Laser Fusion Cutting Process: III. Effects of Various Process Parameters on Cut Kerf Quality. J. Phys. D Appl. Phys. 2001, 34, 2143. [Google Scholar] [CrossRef]
- Tani, G.; Tomesani, L.; Campana, G.; Fortunato, A. Quality Factors Assessed By Analytical Modelling in Laser Cutting. Thin Solid Film. 2004, 453, 486–491. [Google Scholar] [CrossRef]
- Schuöcker, D.; Aichinger, J.; Majer, R. Dynamic Phenomena In Laser Cutting and Process Performance. Phys. Procedia 2012, 39, 179–185. [Google Scholar] [CrossRef] [Green Version]
- Lara, A.; Picas, I.; Casellas, D. Effect of The Cutting Process on The Fatigue Behaviour of Press Hardened And High Strength Dual Phase Steels. J. Mater. Process. Technol. 2013, 213, 1908–1919. [Google Scholar] [CrossRef]
- Thomas, D. A Review of Fatigue Failure Properties From Edge Defects. J. Fail. Anal. Prev. 2017, 17, 802–811. [Google Scholar] [CrossRef]
- Pessoa, D.; Grigorescu, A.; Herwig, P.; Wetzig, A.; Zimmermann, M. Influence of Notch Effects Created by Laser Cutting Process on Fatigue Behavior of Metastable Austenitic Stainless Steel. Procedia Eng. 2016, 160, 175–182. [Google Scholar] [CrossRef]
- Pessoa, D.; Herwig, P.; Wetzig, A.; Zimmermann, M. Influence of Surface Condition Due to Laser Beam Cutting on The Fatigue Behavior of Metastable Austenitic Stainless Steel Aisi 304. Eng. Fract. Mech. 2017, 185, 227–240. [Google Scholar] [CrossRef]
- Mateo, A.; Fargas, G.; Calvo, J.; Roa, J. Influence of Laser Cutting on The Fatigue Limit of Two High Strength Steels. Mater. Test. 2015, 57, 136–140. [Google Scholar] [CrossRef]
- Wanski, T.; Zeuner At Schöne, S.; Herwig, P.; Mahrle, A.; Wetzig, A.; Zimmermann, M. Investigation of The Influence of A Two-Step Process Chain Consisting of Laser Cutting and Subsequent Forming on The Fatigue Behavior of Aisi 304. Int. J. Fatigue 2022, 159, 106779. [Google Scholar] [CrossRef]
- Zeuner, A.; Wanski, T.; Schettler, S.; Fell, J.; Wetzig, A.; Kühne, R.; Fischer, S.; Zimmermann, M. Influence of A Pronounced Pre-Deformation on The Attachment of Melt Droplets and The Fatigue Behavior of Laser-Cut Aisi 304. Metals 2023, 13, 201. [Google Scholar] [CrossRef]
- Thomas, D.; Whittaker, M.; Bright, G.; Gao, Y. The Influence of Mechanical and Co2 Laser Cut-Edge Characteristics on The Fatigue Life Performance of High Strength Automotive Steels. J. Mater. Process. Technol. 2011, 211, 263–274. [Google Scholar] [CrossRef]
- Smaga, M.; Walther, F.; Eifler, D. Deformation-Induced Martensitic Transformation in Metastable Austenitic Steels. Mater. Sci. Eng. A 2008, 483–484, 394–397. [Google Scholar] [CrossRef]
- Müller-Bollenhagen, C.; Zimmermann, M.; Christ, H.-J. Very High Cycle Fatigue Behaviour of Austenitic Stainless Steel and The Effect of Strain-Induced Martensite. Int. J. Fatigue 2010, 32, 936–942. [Google Scholar] [CrossRef]
- Chen, A.; Ruan, H.; Wang, J.; Chan, H.; Wang, Q.; Li, Q.; Lu, J. The Influence of Strain Rate on The Microstructure Transition of 304 Stainless Steel. Acta Mater. 2011, 59, 3697–3709. [Google Scholar] [CrossRef]
- Wandera, C. Fiber Lasers in Material Processing Fiber Laser; IntechOpen: London, UK, 2016. [Google Scholar]
- Wandera, C.; Kujanpaa, V. Characterizations of The Melt Removal Rate In Laser Cutting of Thick-Section Stainless Steel. J. Laser Appl. 2010, 22, 62–70. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | N | Cr | Ni |
|---|---|---|---|---|---|---|---|---|
| wt.% | 0.0262 | 0.361 | 1.412 | 0.0311 | 0.0038 | 0.0455 | 18.07 | 8.032 |
| Characteristics | Data |
|---|---|
| Beam parameter product/mm mrad | 4.4 |
| Focal diameter/μm | 192 |
| Rayleigh length/mm | 2.1 |
| Beam quality M2 | 13.0 |
| Parameter | Limits |
| Laser power PL/kW | 2 and 4 |
| Assist gas pressure ρGas/bar | From 7 to 15 |
| Feed rate v/m·min−1 | From 2 to 20 |
| Focal position dZ/mm | From +2 to −1 |
| Stand-off distance/mm | 0.5 and 3 |
| Specimen Batch | Fatigue Strength at 107 Load Cycles (MPa) | Strength Loss Compared to Reference (%) |
|---|---|---|
| reference (polished) | 387.5 | - |
| dross-free | 300 | 23 |
| dmall droplets | 262.5 | 32 |
| large droplets | 175 | 55 |
| very coarse dross | 125 | 68 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bach, J.; Zeuner, A.T.; Wanski, T.; Fischer, S.C.L.; Herwig, P.; Zimmermann, M. Influence of the Dross Formation of the Laser-Cut Edge on the Fatigue Strength of AISI 304. Metals 2023, 13, 624. https://doi.org/10.3390/met13030624
Bach J, Zeuner AT, Wanski T, Fischer SCL, Herwig P, Zimmermann M. Influence of the Dross Formation of the Laser-Cut Edge on the Fatigue Strength of AISI 304. Metals. 2023; 13(3):624. https://doi.org/10.3390/met13030624
Chicago/Turabian StyleBach, Julia, André T. Zeuner, Thomas Wanski, Sarah C. L. Fischer, Patrick Herwig, and Martina Zimmermann. 2023. "Influence of the Dross Formation of the Laser-Cut Edge on the Fatigue Strength of AISI 304" Metals 13, no. 3: 624. https://doi.org/10.3390/met13030624