
Investigation on the Microstructure and Mechanical Properties of Ni-Based Superalloy with Scandium
 ,
,
Abstract
:1. Introduction
2. Materials & Methods
2.1. Materials
2.2. Thermal Consolidation Process
2.3. Fast Hot Pressed Sintering Process
2.4. Microstructure Characterization
2.5. Mechanical Test
3. Results and Discussion
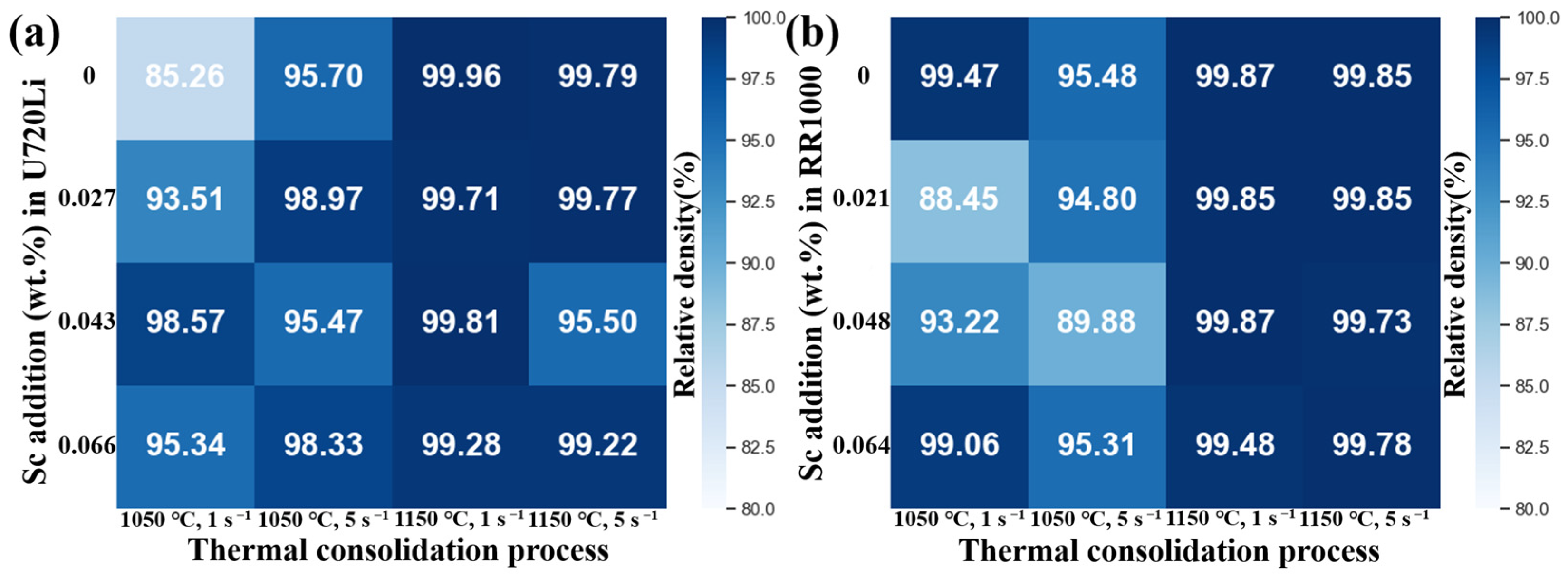
3.1. Composition Screening of Sc-Doped Superalloy
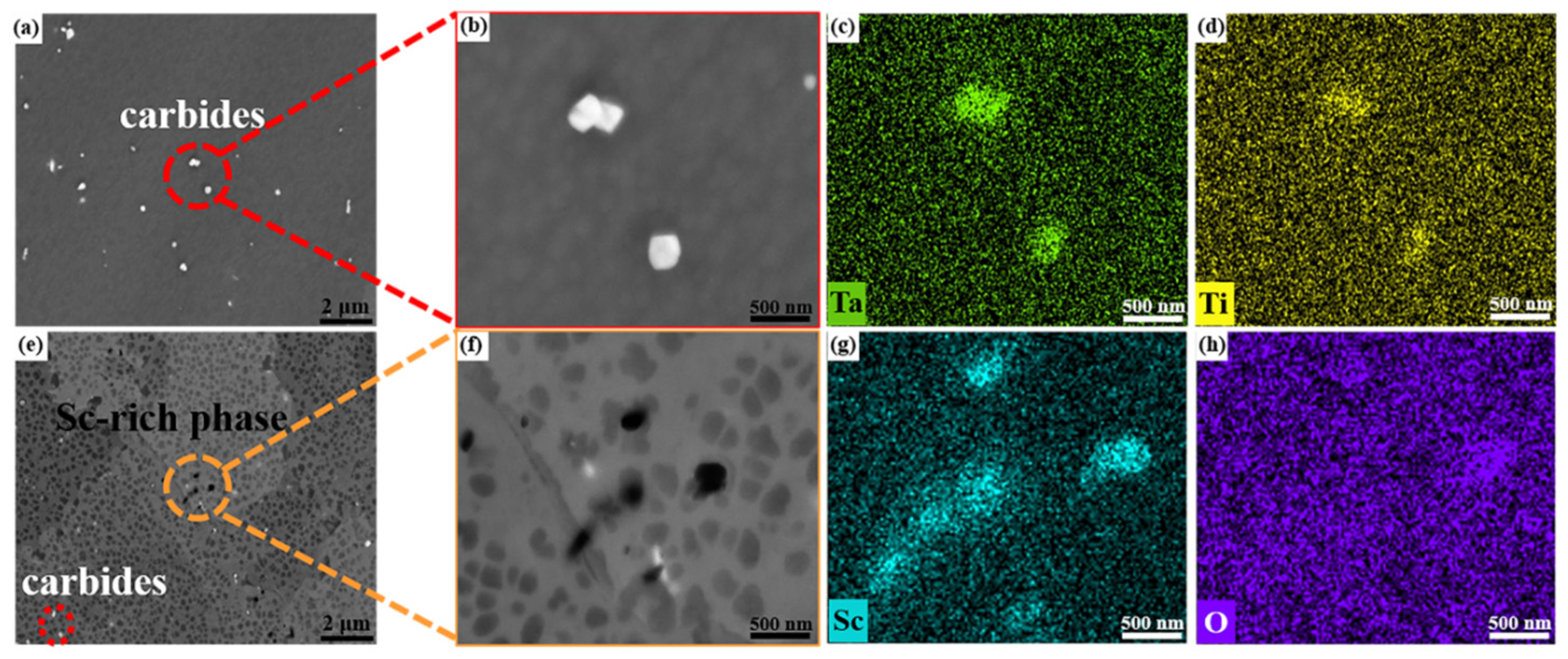
3.2. The Existence of Scandium
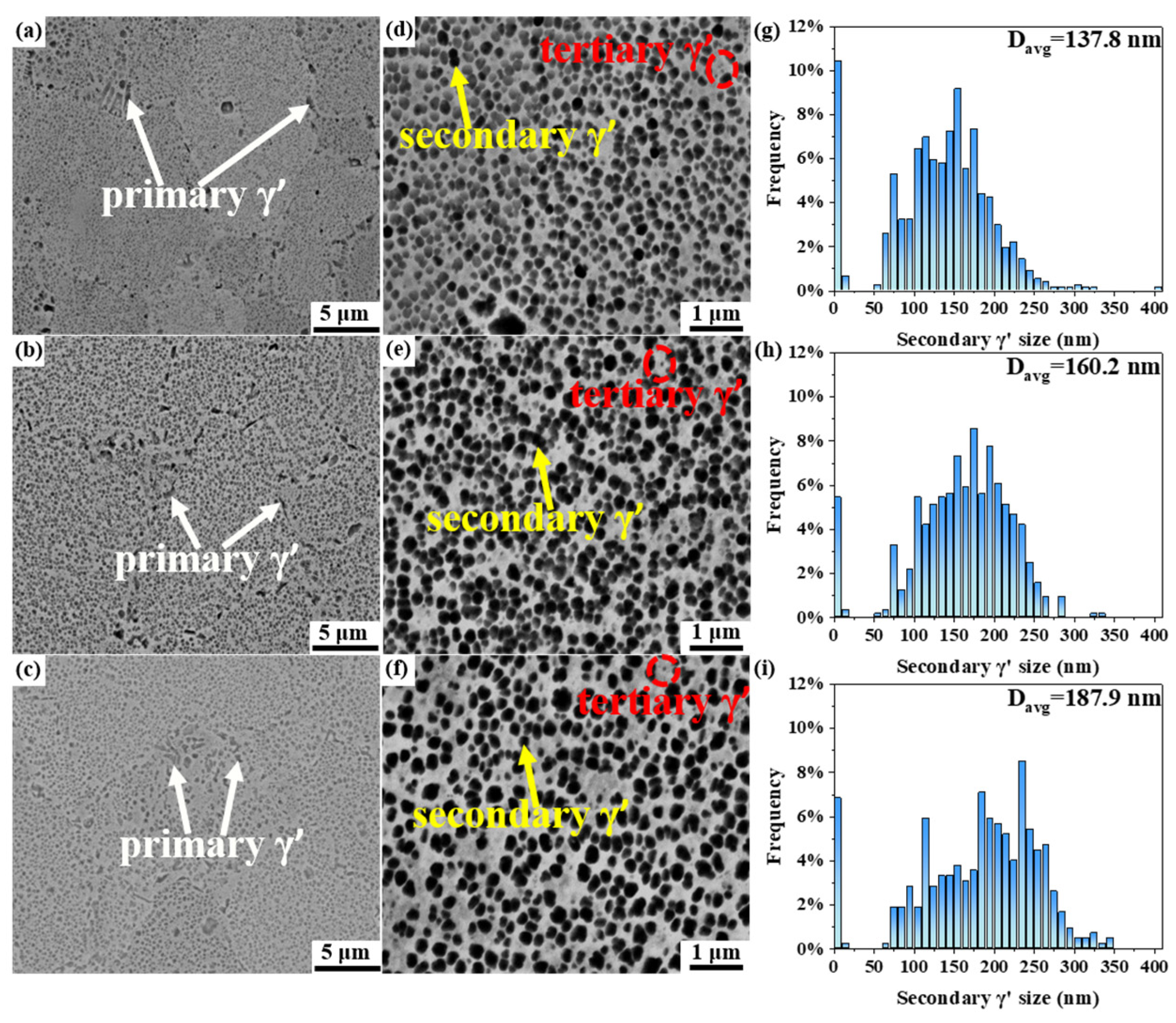
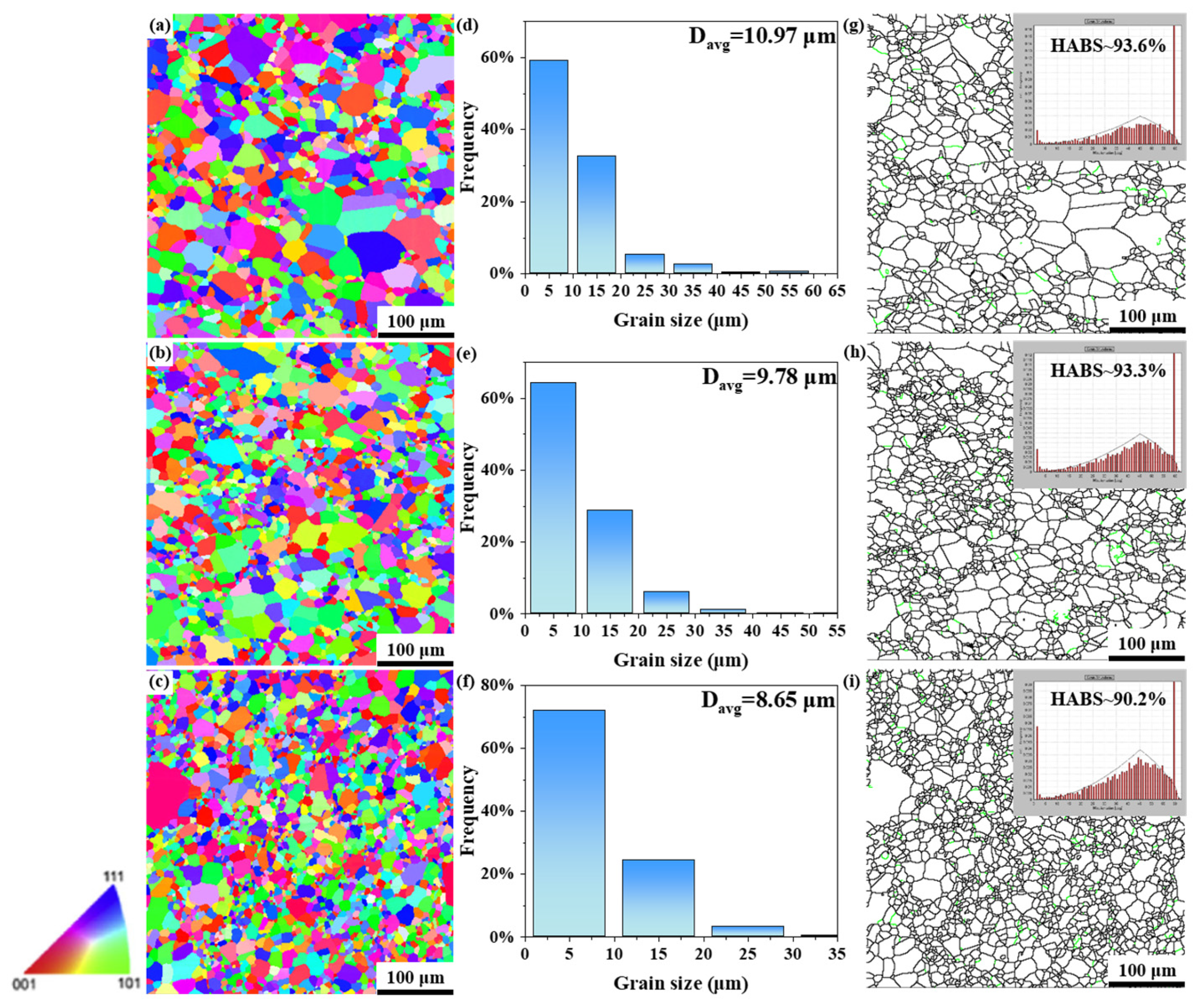
3.3. Microstructure Evolution
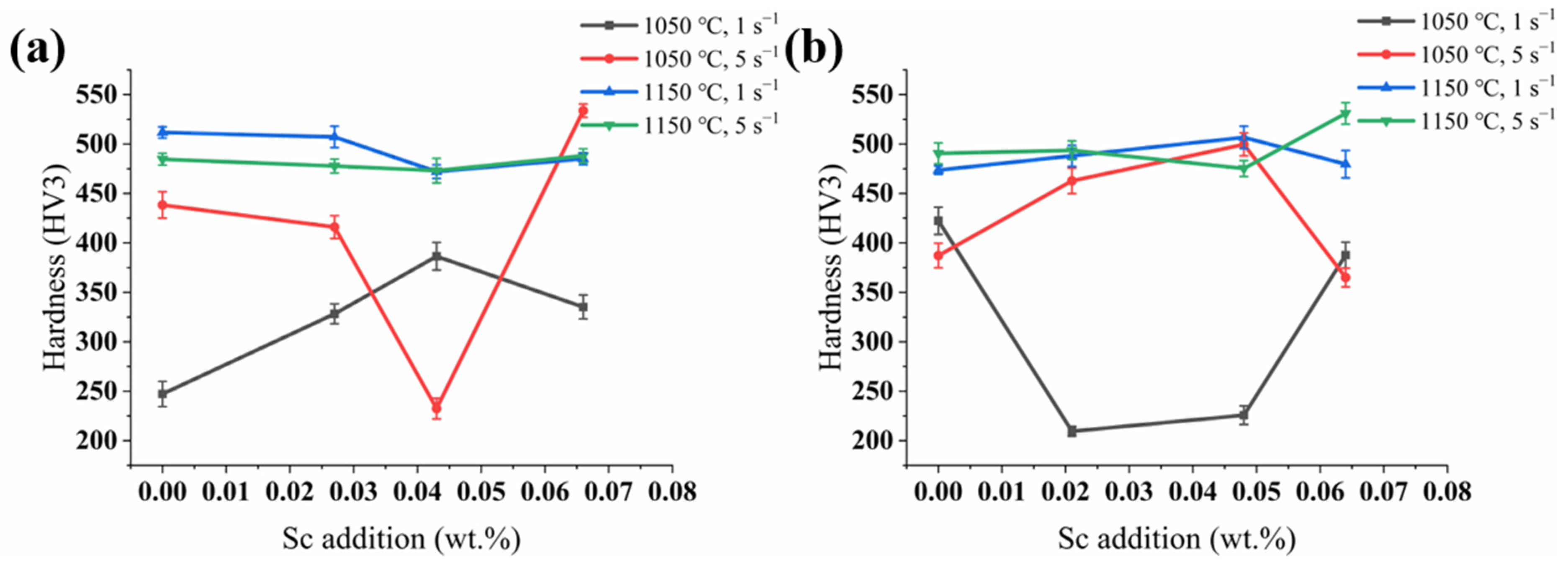
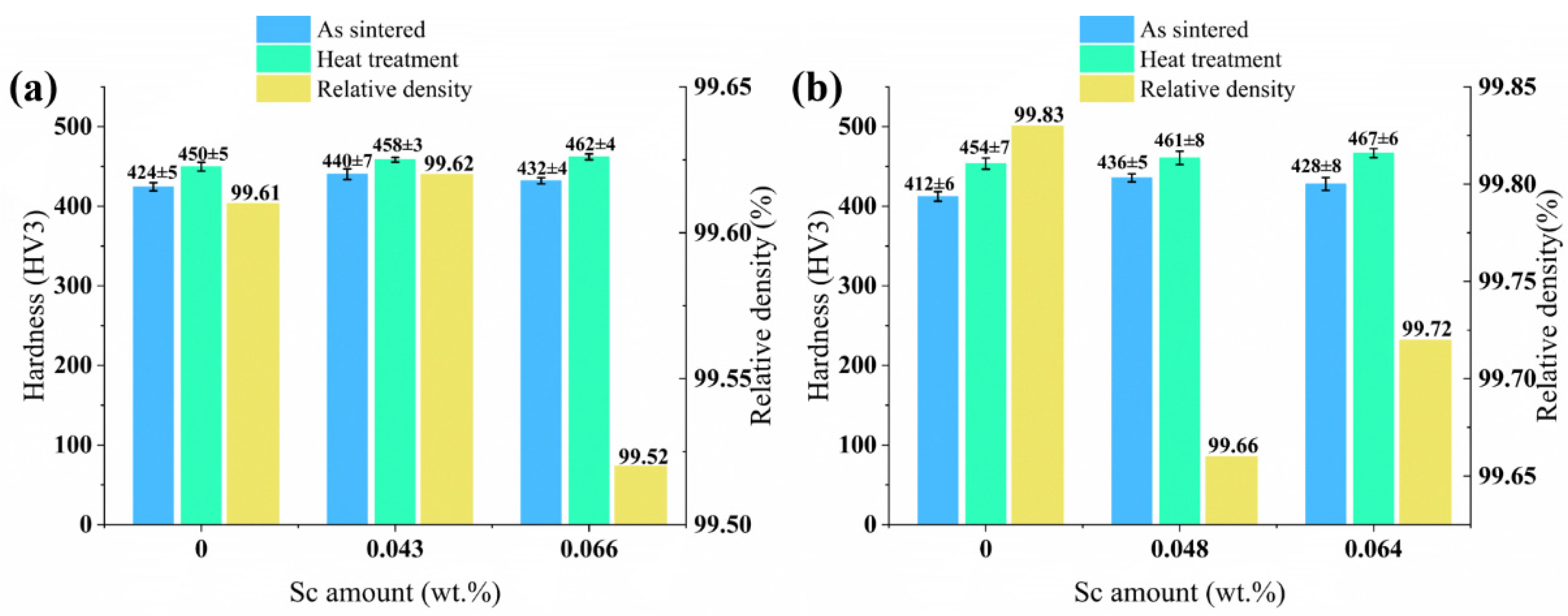
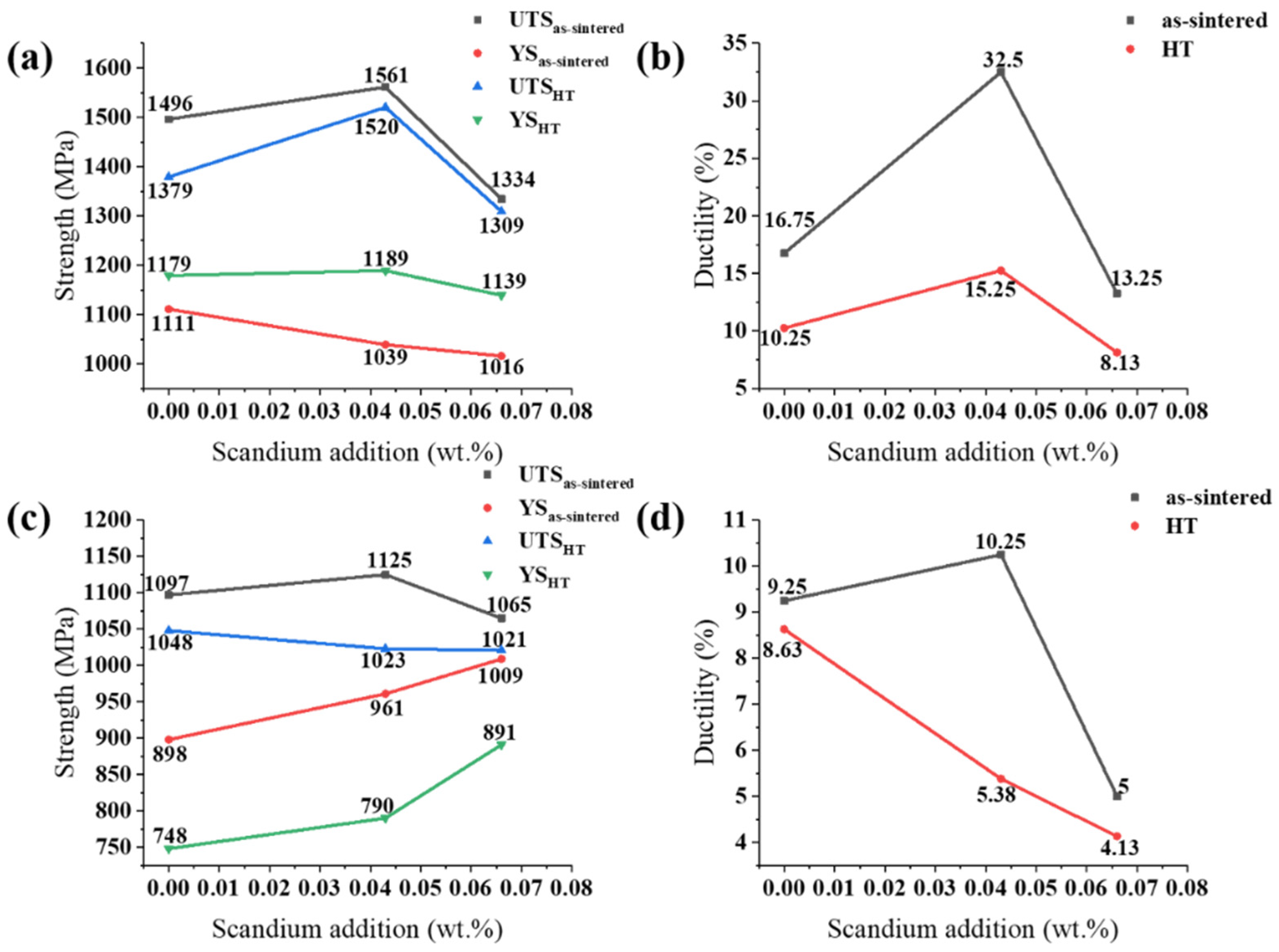
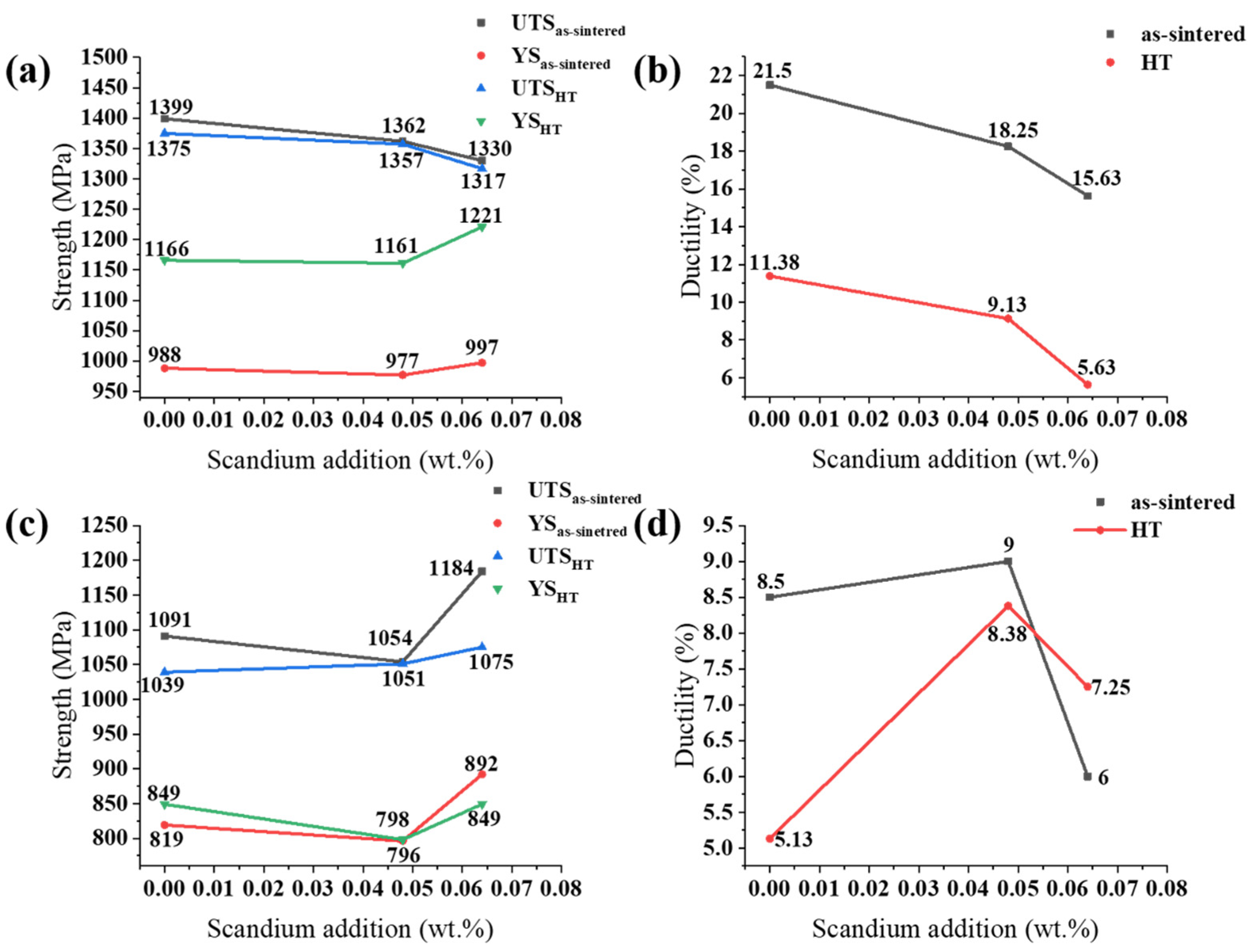
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, F.; Wang, Z.-X.; Wang, Z.; Zhong, J.; Zhao, L.; Jiang, L.; Zhou, R.-H.; Liu, Y.; Huang, L.; Tan, L.-M.; et al. High-Throughput Method–Accelerated Design of Ni-Based Superalloys. Adv. Funct. Mater. 2022, 32, 2109367. [Google Scholar] [CrossRef]
- Qin, Z.-J.; Wang, Z.; Wang, Y.-Q.; Zhang, L.-N.; Li, W.-F.; Liu, J.; Wang, Z.-X.; Li, Z.-H.; Pan, J.; Zhao, L.; et al. Phase prediction of Ni-base superalloys via high-throughput experiments and machine learning. Mater. Res. Lett. 2021, 9, 32. [Google Scholar] [CrossRef]
- Gayda, J.; Gabb, T.P.; Kantzos, P.T. The Effect of Dual Microstructure Heat Treatment on an Advanced Nickel-Base Disk Alloy. In Proceedings of the International Symposium on Superalloys, Cleveland, OH, USA, 19–23 September 2004; p. 323. [Google Scholar] [CrossRef]
- Zhu, C.Z.; Zhang, R.; Cui, C.Y.; Zhou, Y.Z.; Liang, F.G.; Liu, X.; Sun, X.F. Influence of Ta content on microstructure and creep behavior of a Ni–Co base disc superalloy. Mater. Sci. Eng. A 2021, 802, 140646. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Zhang, Y.W.; Zheng, L.; Peng, Z.C. Research Progress in Powder Metallurgy Superalloys and Manufacturing Technologies for Aero-Engine Application. Acta Metall. Sin. 2019, 55, 1133. [Google Scholar] [CrossRef]
- Preuss, M.; Fonseca, J.; Grant, B.; Knoche, E.; Moat, R.J.; Daymond, M. The Effect of γ’ Particle Size on the Deformation Mechanism in an Advanced Polycrystalline Nickel-Base Superalloy. In Proceedings of the International Symposium on Superalloys 2008, Champion, PA, USA, 14–18 September 2008; p. 405. [Google Scholar] [CrossRef]
- Kozar, R.W.; Suzuki, A.; Milligan, W.W.; Schirra, J.J.; Savage, M.F.; Pollock, T.M. Strengthening Mechanisms in Polycrystalline Multimodal Nickel-Base Superalloys. Metall. Mater. Trans. A 2009, 40, 1588. [Google Scholar] [CrossRef]
- Thébaud, L.; Villechaise, P.; Crozet, C.; Devaux, A.; Béchet, D.; Franchet, J.-M.; Rouffié, A.-L.; Mills, M.; Cormier, J. Is there an optimal grain size for creep resistance in Ni-based disk superalloys? Mater. Sci. Eng. A 2018, 716, 274–283. [Google Scholar] [CrossRef]
- Xu, K.-D.; Ren, Z.-M.; Li, C.-J. Progress in application of rare metals in superalloys. Rare Met. 2014, 33, 111. [Google Scholar] [CrossRef]
- Deng, R.; Liu, F.; Tan, L.-M.; Zhang, S.-Y.; Liu, Y.; Huang, L. Effects of scandium on microstructure and mechanical properties of RR1000. J. Alloys Compd. 2019, 785, 634. [Google Scholar] [CrossRef]
- Pan, X.L.; Yu, H.Y.; Tu, G.F.; Sun, W.R.; Hu, Z.Q. Effect of rare earth metals on solidification behaviour in nickel based superalloy. Mater. Sci. Technol.A 2012, 28, 560. [Google Scholar] [CrossRef]
- Kang, D.S.; Koizumi, Y.; Yamanaka, K.; Aoyagi, K.; Bian, H.-K.; Chiba, A. Significant impact of yttrium microaddition on high temperature tensile properties of Inconel 713C superalloy. Mater. Lett. 2018, 227, 40. [Google Scholar] [CrossRef]
- Li, X.L.; He, S.M.; Zhou, X.T.; Zou, Y.; Li, Z.J.; Li, A.G.; Yu, X.H. Effects of rare earth yttrium on microstructure and properties of Ni–16Mo–7Cr–4Fe nickel-based superalloy. Mater. Charact. 2014, 95, 171. [Google Scholar] [CrossRef]
- Zhou, P.J.; Yu, J.J.; Sun, X.F.; Guan, H.R.; He, X.M.; Hu, Z.Q. Influence of Y on stress rupture property of a Ni-based superalloy. Mater. Sci. Eng. A 2012, 551, 236. [Google Scholar] [CrossRef]
- Song, X.; Wang, L.; Liu, Y.; Ma, H.-P. Effects of temperature and rare earth content on oxidation resistance of Ni-based superalloy. Prog. Nat. Sci. Mater. Int. 2011, 21, 227. [Google Scholar] [CrossRef] [Green Version]
- Bian, W.-D.; Zhang, H.-R.; Zhang, X.-L.; Gao, M.; Li, J.-P.; Li, Q.-L.; Cui, Y.-S.; Zhang, H. Comprehensive influence of Y on K417 superalloy: Purification, interactions among the alloy elements and high temperature properties. Mater. Sci. Eng. A 2019, 755, 190. [Google Scholar] [CrossRef]
- Guimarães, A.V.; R, M.S.D.S.; Almeida, L.H.D.; Araujo, L.S.; Farina, A.B.; François Dille, J.A. Influence of yttrium addition on the microstructural evolution and mechanical properties of superalloy 718. Mater. Sci. Eng. A 2020, 776, 139023. [Google Scholar] [CrossRef]
- Banoth, S.; Palleda, T.N.; Shimazu, S.; Kakehi, K. Yttrium’s Effect on the Hot Cracking and Creep Properties of a Ni-Based Superalloy Built Up by Additive Manufacturing. Materials 2021, 14, 1143. [Google Scholar] [CrossRef]
- Cao, S.-T.; Yang, Y.-Q.; Chen, B.; Liu, K.; Ma, Y.-C.; Ding, L.-L.; Shi, J.-J. Influence of yttrium on purification and carbide precipitation of superalloy K4169. J. Mater. Sci. Technol. 2021, 86, 260. [Google Scholar] [CrossRef]
- Song, X.; Wang, L.; Liu, Y.; Ma, H.-P. Study on the Mechanical Performance of a Ni-Based Superalloy with Trace Rare Earth Element La Additions. Adv. Mater. Res. 2012, 509, 177. [Google Scholar] [CrossRef]
- Luis, E.G.A.; Bedolla-Jacuinde, A.; Guerra, F.V.; Ruiz, A. Influence of Rare Earth Additions to an Inconel 718 Alloy. MRS Adv. 2020, 5, 3035. [Google Scholar] [CrossRef]
- Song, X.; Wang, L.; Liu, Y.; Ma, H.-P. Precipitation characteristics and La effects on precipitates of a new 22Cr-14W-2Mo superalloy. Rare Met. 2010, 29, 132. [Google Scholar] [CrossRef]
- Cui, C.-Y.; Han, G.-M.; Sun, X.-F. Effect of Ce Addition on the Microstructures and Mechanical Properties of a Ni-Co-Based Superalloy. Adv. Mater. Res. 2012, 415, 2062–2065. [Google Scholar] [CrossRef]
- Liu, L.-F.; Wu, S.-S.; Chen, Y.; LÜ, S.-L. Oxidation behavior of RE-modified nickel-based superalloy between 950 °C and 1150 °C in air. Trans. Nonferrous Met. Soc. China 2016, 26, 1163. [Google Scholar] [CrossRef]
- Rehman, K.; Sheng, N.-C.; Sang, Z.-R.; Xun, S.-L.; Wang, Z.-J.; Xie, J.; Hou, G.-C.; Zhou, Y.-Z.; Sun, X.-F. Comparative study of the reactive elements effects on oxidation behavior of a Ni-based superalloy. Vacuum 2021, 191, 110382. [Google Scholar] [CrossRef]
- Bai, J.-Y.; Wu, J.-H.; Xu, S.-H.; Pei, Y.-L.; Qin, L.; Li, S.-S.; Gong, S.-K. Effects of Ce and Dy on the Cyclic Oxidation Behavior of a Ni-Based Single Crystal Superalloy. In Proceedings of the High Performance Structural Materials; Springer: Singapore, 2018; Volume 803, pp. 803–814. [Google Scholar] [CrossRef]
- Wei, B.; Liu, Z.-M.; Cao, B.; Nong, B.-Z.; Zhang, Y.-Z.; Zhou, H.; Ai, Y.-K. Selective laser melting of crack-free René 104 superalloy by Sc microalloying. J. Alloys Compd. 2022, 895, 162663. [Google Scholar] [CrossRef]
- Wei, B.; Cao, B.; Liu, Z.-M.; Zhou, H.; Nong, B.-Z.; Zhang, Y.-Z. Additive manufacturing of Sc microalloyed René 104 superalloy: Powder properties and cracking elimination. Adv. Powder Technol. 2022, 33, 103430. [Google Scholar] [CrossRef]
- Kendig, K.L.; Miracle, D.B. Strengthening mechanisms of an Al-Mg-Sc-Zr alloy. Acta Mater. 2002, 50, 4165. [Google Scholar] [CrossRef]
- Wen, M.-R.; Wang, C.-Y. Transition-metal alloying of γ’-Ni3Al: Effects on the ideal uniaxial compressive strength from first-principles calculations. Phys. Rev. B 2018, 97, 024101. [Google Scholar] [CrossRef]
- Chen, Y.-Q.; Prasath babu, R.; Slater, T.J.A.; Bai, M.-W.; Mitchell, R.; Ciuca, O.; Preuss, M.; Haigh, S.J. An investigation of diffusion-mediated cyclic coarsening and reversal coarsening in an advanced Ni-based superalloy. Acta Mater. 2016, 110, 295. [Google Scholar] [CrossRef]
- Doi, M. Coarsening Behaviour of Coherent Precipitates in Elastically Constrained Systems & mdash;With Particular Emphasis on Gamma-Prime Precipitates in Nickel-Base Alloys & mdash. Mater. Trans. JIM 1992, 33, 637. [Google Scholar] [CrossRef] [Green Version]
- Lifshitz, I.M.; Slyozov, V.V. The kinetics of precipitation from supersaturated solid solutions. J. Phys. Chem. Solids 1961, 19, 35. [Google Scholar] [CrossRef]
- Chellman, D.J.; Ardell, A.J. The coarsening of γ’ precipitates at large volume fractions. Acta Metall. 1974, 22, 577. [Google Scholar] [CrossRef]
- Khachaturyan, A.G.; Semenovskaya, S.V.; Morris, J.W. Theoretical analysis of strain-induced shape changes in cubic precipitates during coarsening. Acta Metall. 1988, 36, 1563. [Google Scholar] [CrossRef] [Green Version]
- Doi, M.; Miyazaki, T.; Wakatsuki, T. The effect of elastic interaction energy on the morphology of γ′precipitates in nickel-based alloys. Mater. Sci. Eng. 1984, 67, 247. [Google Scholar] [CrossRef]
- Collins, D.M.; Conduit, B.D.; Stone, H.J.; Hardy, M.C.; Conduit, G.J.; Mitchell, R.J. Grain growth behaviour during near-γ′ solvus thermal exposures in a polycrystalline nickel-base superalloy. Acta Mater. 2013, 61, 3378. [Google Scholar] [CrossRef]
- Smith, C.S. Introduction to Grains, Phases, and Interfaces—An Interpretation of Microstructure. Trans. AIME 1948, 175, 15. [Google Scholar]
- Song, K.; Aindow, M. Grain growth and particle pinning in a model Ni-based superalloy. Mater. Sci. Eng. A 2008, 479, 365. [Google Scholar] [CrossRef]
- Manohar, P.A.; Ferry, M.; Chandra, T. Five Decades of the Zener Equation. ISIJ Int. 1998, 38, 913. [Google Scholar] [CrossRef] [Green Version]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Grant, B.M.B.; Francis, E.M.; Quinta da Fonseca, J.; Daymond, M.R.; Preuss, M. Deformation behaviour of an advanced nickel-based superalloy studied by neutron diffraction and electron microscopy. Acta Mater. 2012, 60, 6829. [Google Scholar] [CrossRef]
- Xia, P.C.; Yu, J.J.; Sun, X.F.; Guan, H.R.; Hu, Z.Q. Influence of thermal exposure on γ′ precipitation and tensile properties of DZ951 alloy. Mater. Charact. 2007, 58, 645. [Google Scholar] [CrossRef]
- Heilmaier, M.; Leetz, U.; Reppich, B. Order strengthening in the cast nickel-based superalloy IN 100 at room temperature. Mater. Sci. Eng. A 2001, 375, 319–321. [Google Scholar] [CrossRef]
- Zhang, P.; Yuan, Y.; Li, B.; Guo, S.W.; Yang, G.X.; Song, X.L. Tensile deformation behavior of a new Ni-base superalloy at room temperature. Mater. Sci. Eng. A 2016, 655, 152. [Google Scholar] [CrossRef]
- Francis, E.M.; Grant, B.M.B.; Fonseca, J.Q.; Phillips, P.J.; Mills, M.J.; Daymond, M.R.; Preuss, M. High-temperature deformation mechanisms in a polycrystalline nickel-base superalloy studied by neutron diffraction and electron microscopy. Acta Mater. 2014, 74, 18. [Google Scholar] [CrossRef]
- Sharghi-Moshtaghin, R.; Asgari, S. The influence of thermal exposure on the γ′ precipitates characteristics and tensile behavior of superalloy IN-738LC. J. Mater. Process. Technol. 2004, 147, 343. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ni | Cr | Co | Mo | W | Al | Ti | Zr | Sc |
|---|---|---|---|---|---|---|---|---|---|
| U-0 | Bal. | 16.1 | 14.3 | 3.23 | 1.53 | 1.86 | 4.38 | 0.025 | 0 |
| U-0.027 | Bal. | 15.8 | 14.4 | 3.26 | 1.52 | 1.81 | 4.35 | 0.024 | 0.027 |
| U-0.043 | Bal. | 15.9 | 14.3 | 3.23 | 1.5 | 1.8 | 4.34 | 0.021 | 0.043 |
| U-0.066 | Bal. | 15.8 | 14 | 3.2 | 1.5 | 1.8 | 4.3 | 0.026 | 0.066 |
| Alloy | Ni | Cr | Co | Mo | Ta | Al | Ti | Hf | Sc |
|---|---|---|---|---|---|---|---|---|---|
| R-0 | Bal. | 14.3 | 19.5 | 4.97 | 1.82 | 2.58 | 3.18 | 0.41 | 0 |
| R-0.021 | Bal. | 14.5 | 19.8 | 4.98 | 1.79 | 2.55 | 3.24 | 0.42 | 0.021 |
| R-0.048 | Bal. | 14.5 | 19.6 | 4.98 | 1.83 | 2.58 | 3.18 | 0.41 | 0.048 |
| R-0.064 | Bal. | 14.4 | 19.5 | 4.97 | 1.84 | 2.6 | 3.19 | 0.45 | 0.064 |
| Alloy | Scandium Addition (wt.%) | Thermal Consolidation Process (Temperature, Strain Rate) | |||
|---|---|---|---|---|---|
| 1050 °C, 1 s−1 | 1050 °C, 5 s−1 | 1150 °C, 1 s−1 | 1150 °C, 5 s−1 | ||
| U720Li | 0 | 247 ± 13 | 438 ± 13 | 512 ± 6 | 485 ± 6 |
| 0.027 | 328 ± 10 | 416 ± 12 | 507 ± 11 | 478 ± 7 | |
| 0.043 | 386 ± 14 | 233 ± 10 | 472 ± 7 | 473 ± 12 | |
| 0.066 | 335 ± 12 | 534 ± 7 | 485 ± 6 | 488 ± 7 | |
| RR1000 | 0 | 422 ± 14 | 387 ± 12 | 474 ± 4 | 491 ± 11 |
| 0.021 | 210 ± 5 | 463 ± 13 | 488 ± 11 | 494 ± 9 | |
| 0.048 | 226 ± 9 | 500 ± 12 | 507 ± 11 | 475 ± 8 | |
| 0.064 | 388 ± 13 | 365 ± 9 | 480 ± 14 | 531 ± 11 | |
| Alloy | Primary γ′ | Secondary γ′ | ||
|---|---|---|---|---|
| Average Diameter/nm | Volume Fraction/% | Average Diameter/nm | Volume Fraction/% | |
| U-0 | 552.9 | 4.4 | 137.8 | 24.8 |
| U-0.043 | 636.7 | 5.1 | 160.2 | 30.5 |
| U-0.066 | 662.1 | 6.9 | 187.9 | 25.2 |
| Alloy | Primary γ′ | Secondary γ′ | ||
|---|---|---|---|---|
| Average Diameter/nm | Volume Fraction/% | Average Diameter/nm | Volume Fraction/% | |
| R-0 | 544.1 | 1.1 | 143.9 | 26.1 |
| R-0.048 | 629.8 | 5.1 | 149.1 | 25.9 |
| R-0.064 | 675.2 | 6.3 | 158.1 | 24.4 |
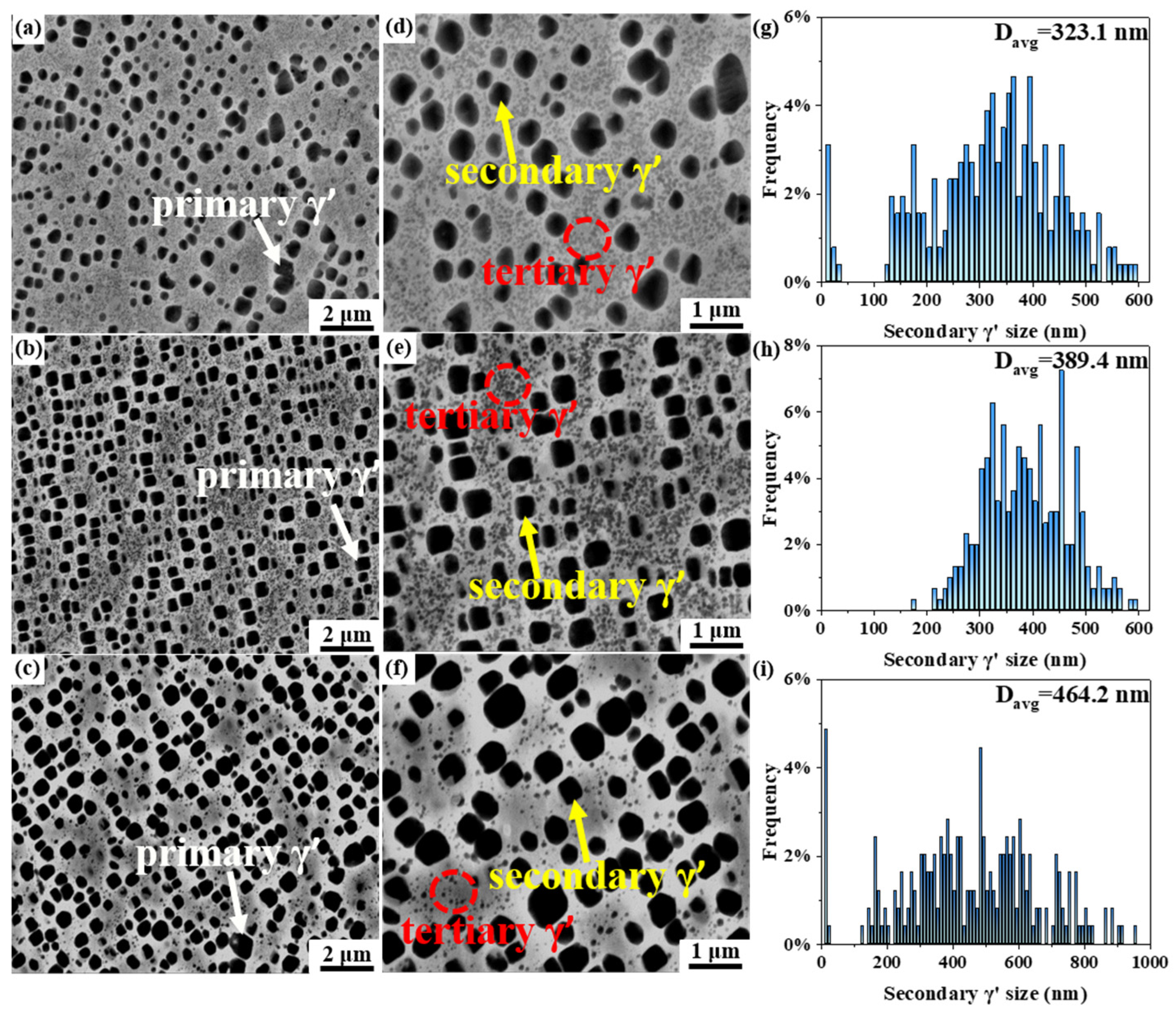
| Alloy | Average Diameter/nm | Volume Fraction/% |
|---|---|---|
| U-0 | 323.1 | 21.4 |
| U-0.043 | 389.4 | 23.9 |
| U-0.066 | 464.2 | 23.7 |
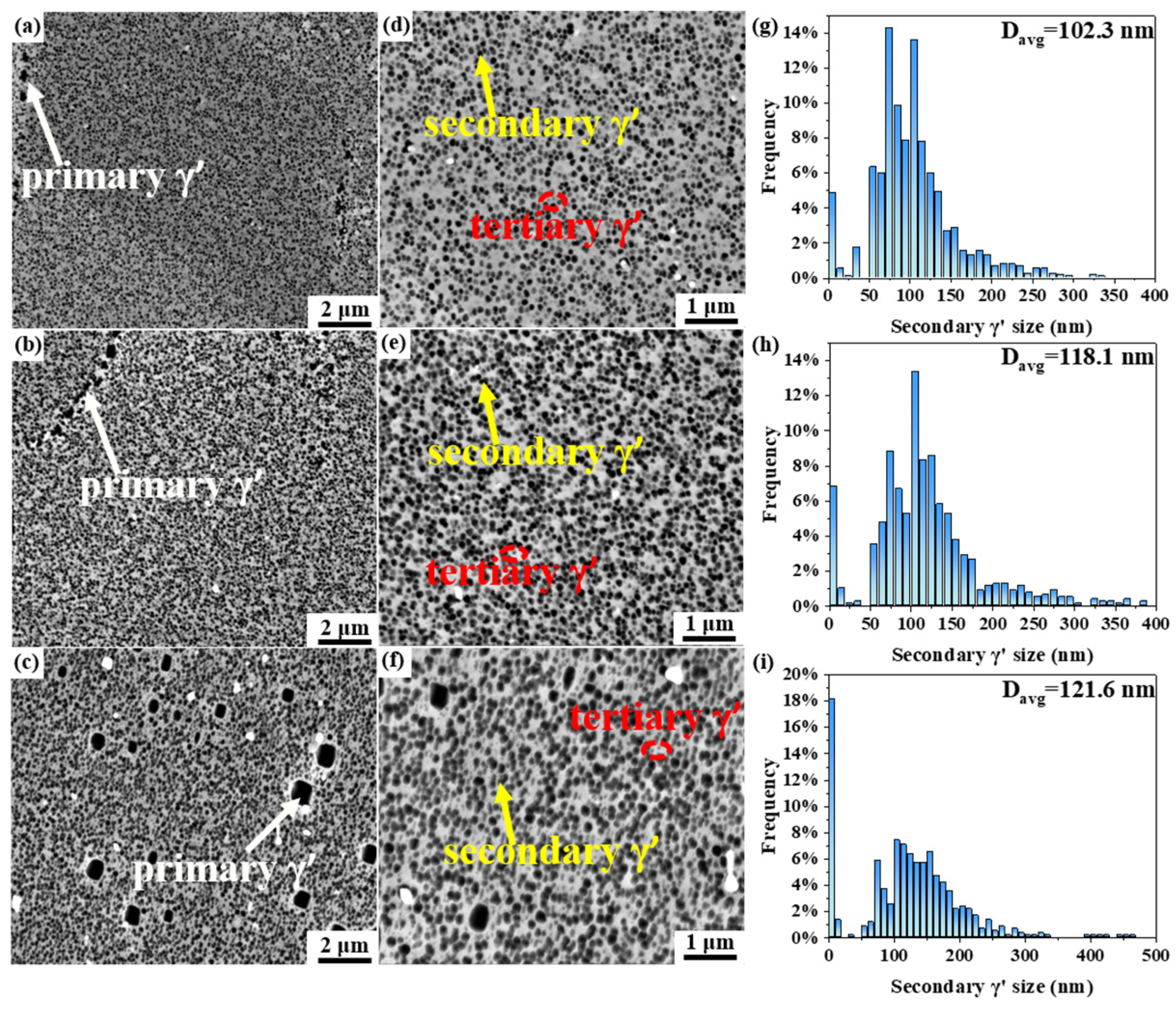
| Alloy | Average Diameter/nm | Volume Fraction/% |
|---|---|---|
| R-0 | 102.3 | 20.8 |
| R-0.048 | 118.1 | 26.1 |
| R-0.064 | 121.6 | 28.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, L.; Liu, F.; Dong, H.; Ouyang, X.; Xiao, X.; Tan, L.; Huang, L. Investigation on the Microstructure and Mechanical Properties of Ni-Based Superalloy with Scandium. Metals 2023, 13, 611. https://doi.org/10.3390/met13030611
Ye L, Liu F, Dong H, Ouyang X, Xiao X, Tan L, Huang L. Investigation on the Microstructure and Mechanical Properties of Ni-Based Superalloy with Scandium. Metals. 2023; 13(3):611. https://doi.org/10.3390/met13030611
Chicago/Turabian StyleYe, Lin, Feng Liu, Heng Dong, Xiaoqiong Ouyang, Xiangyou Xiao, Liming Tan, and Lan Huang. 2023. "Investigation on the Microstructure and Mechanical Properties of Ni-Based Superalloy with Scandium" Metals 13, no. 3: 611. https://doi.org/10.3390/met13030611