Microstructure Evolution, Mechanical Properties, and Corrosion Resistance of Hot Rolled and Annealed Ti-Mo-Ni Alloy


Abstract
:1. Introduction
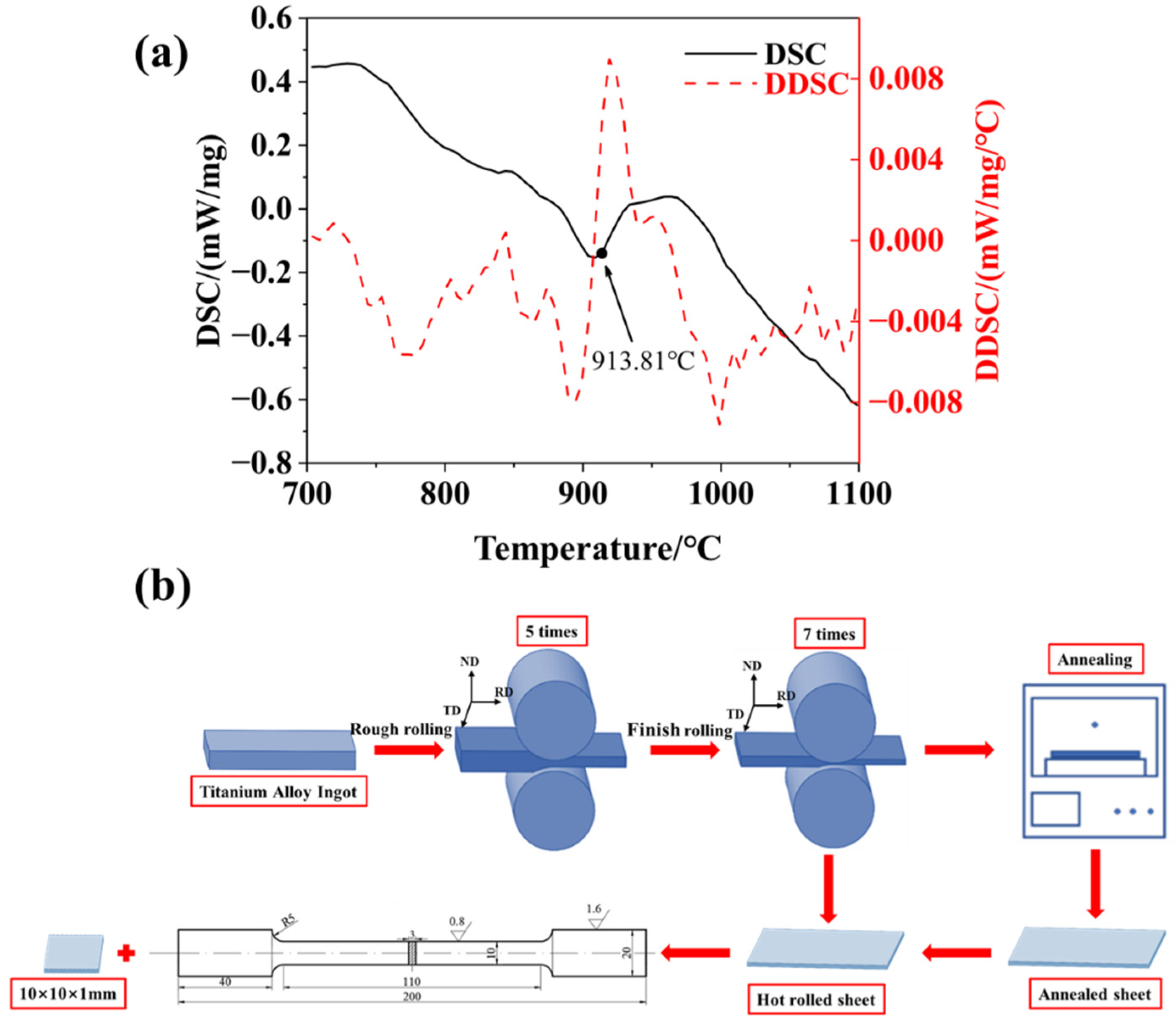
2. Experimental Materials and Methods
3. Results and Discussions
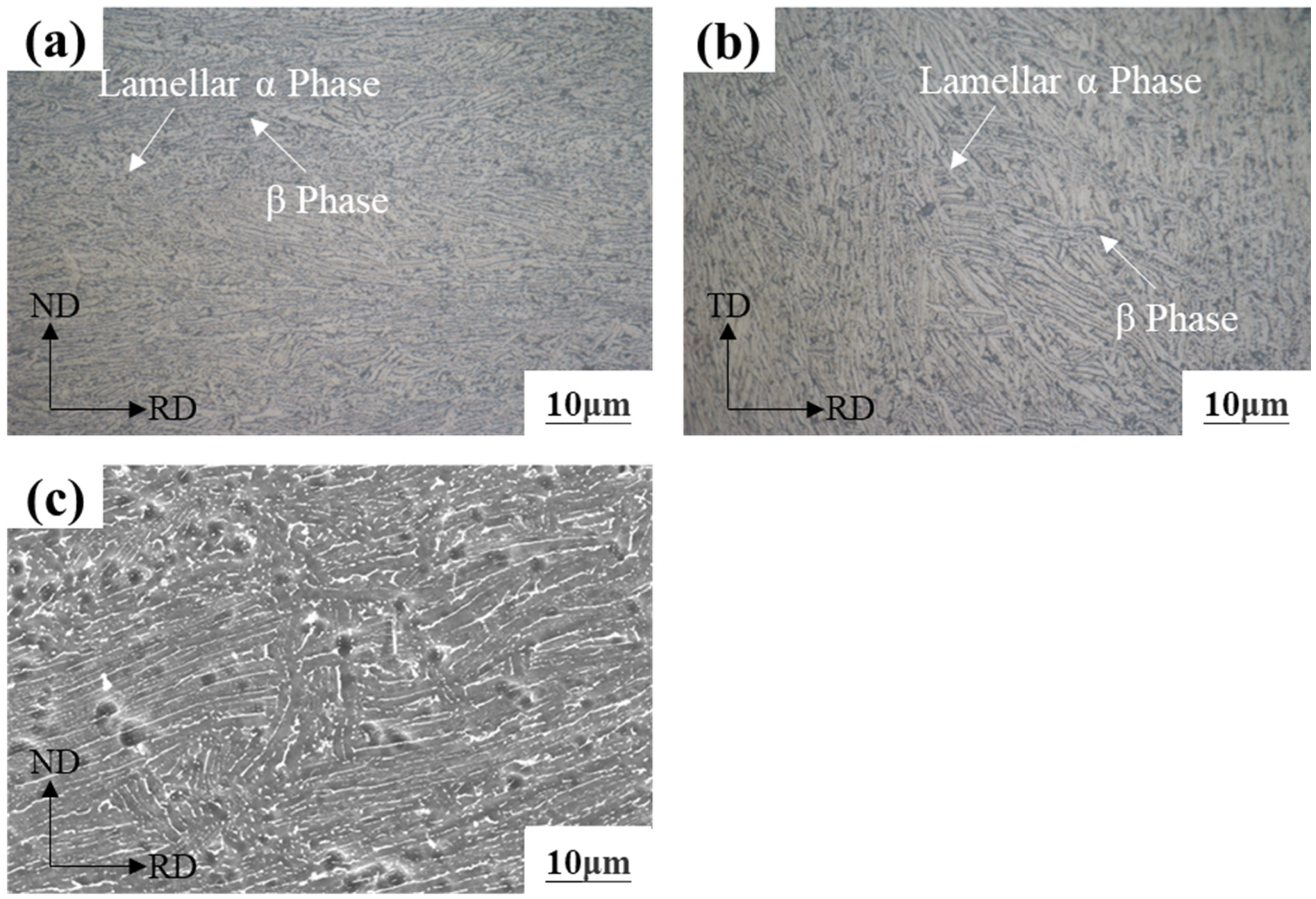
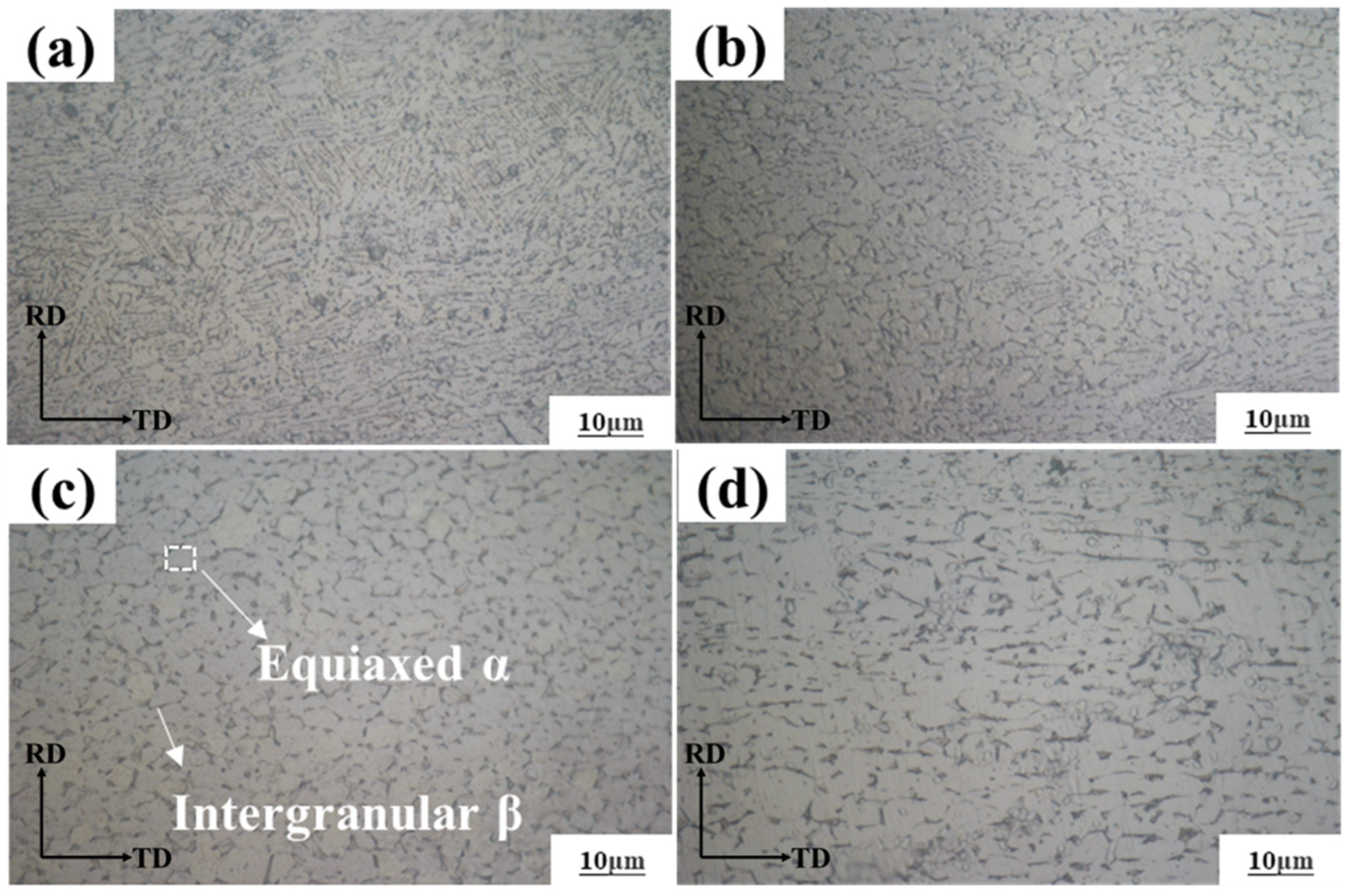
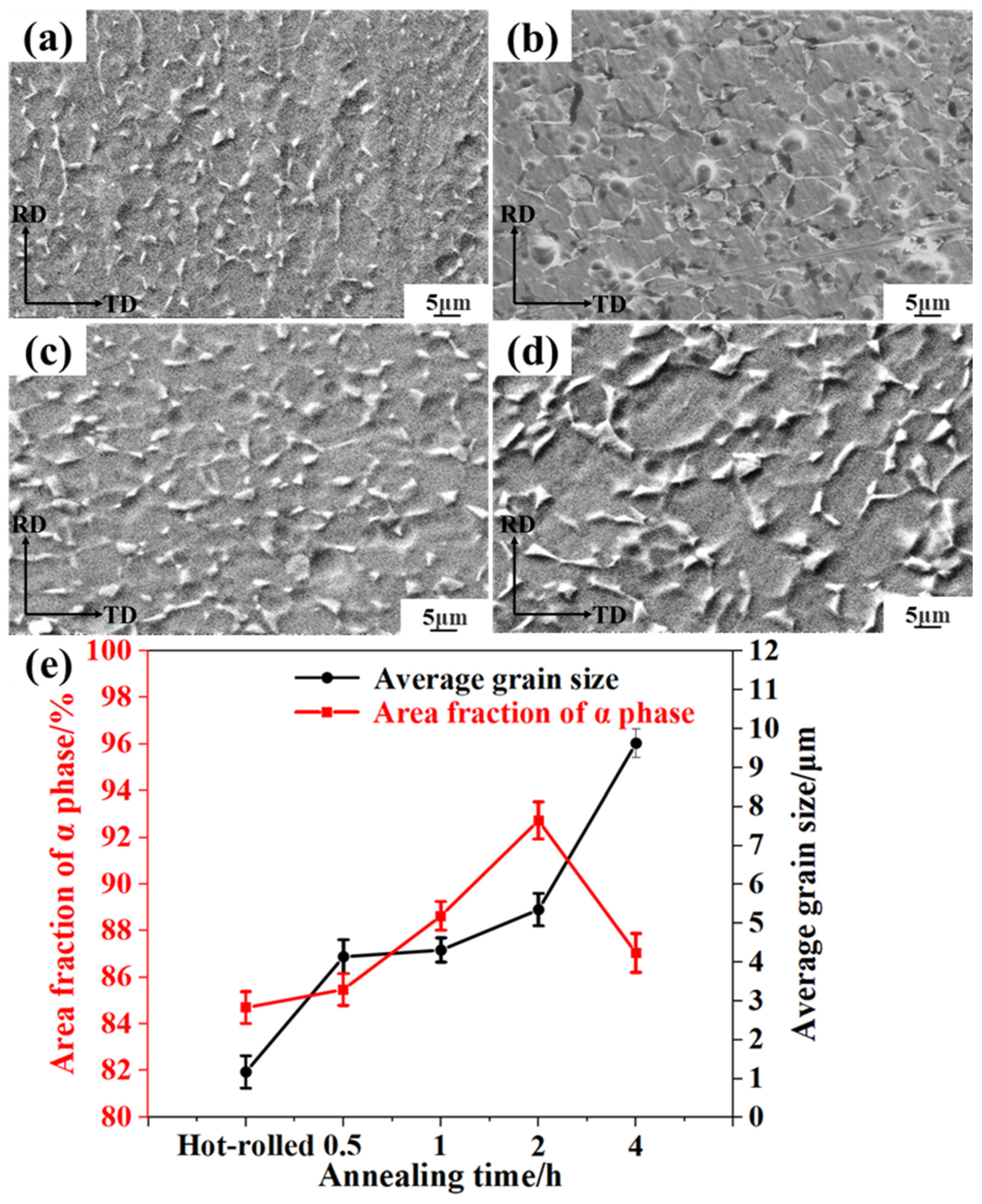
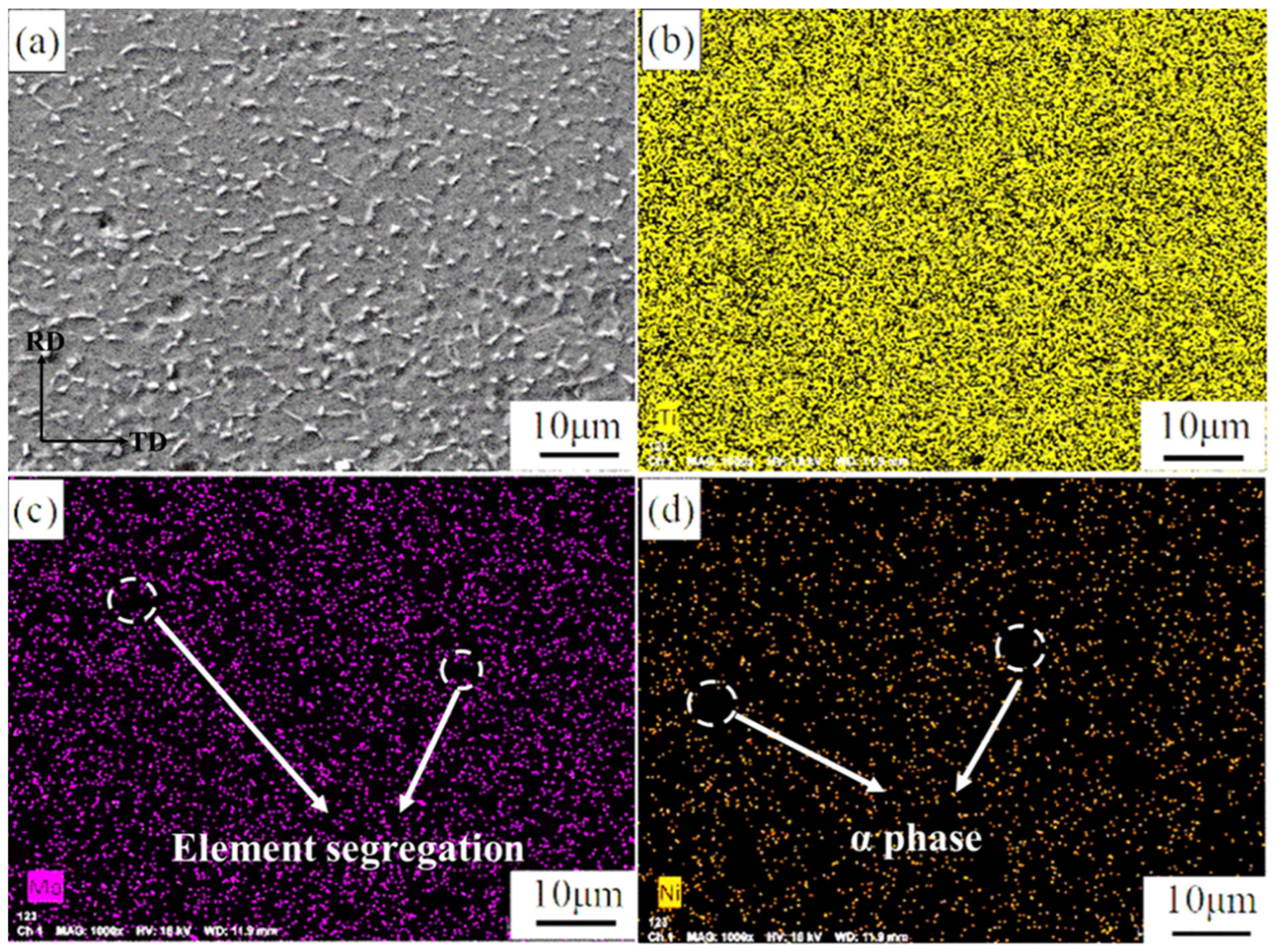
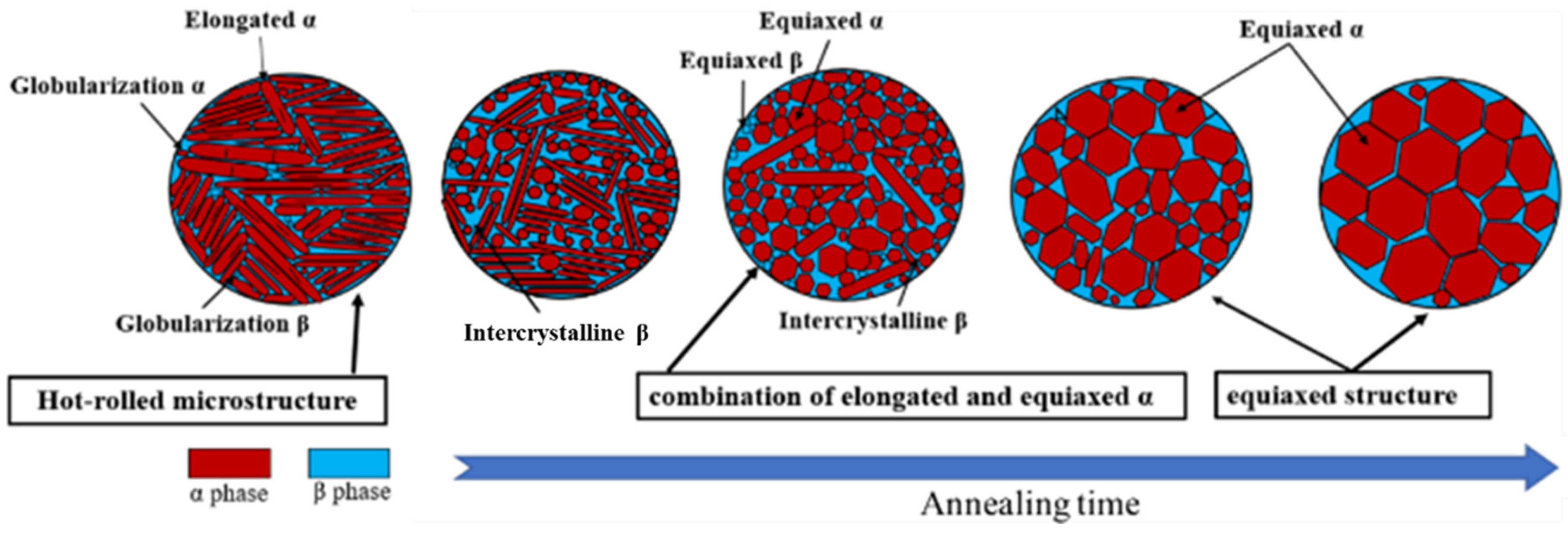
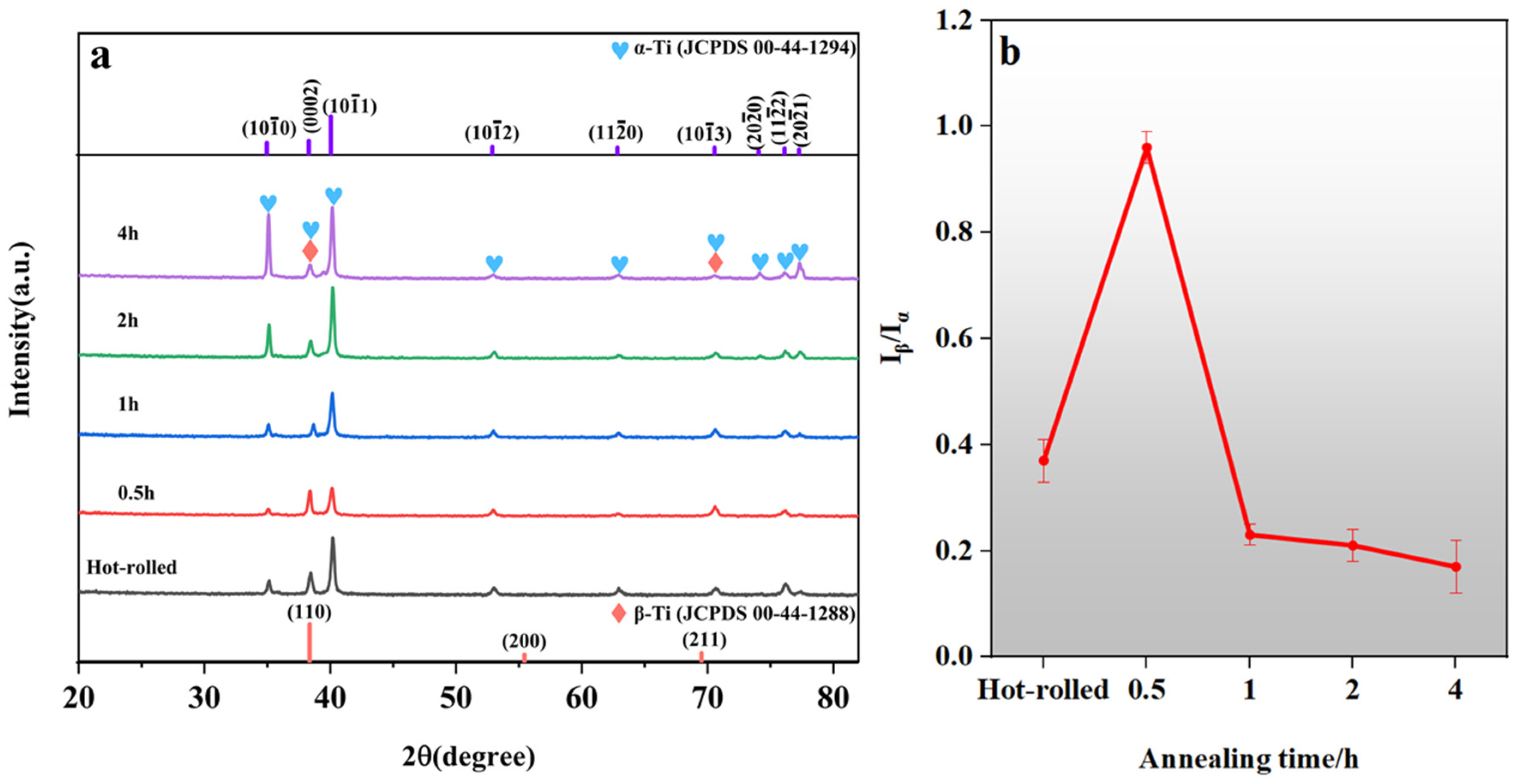
3.1. Microstructure of TA10 Alloy
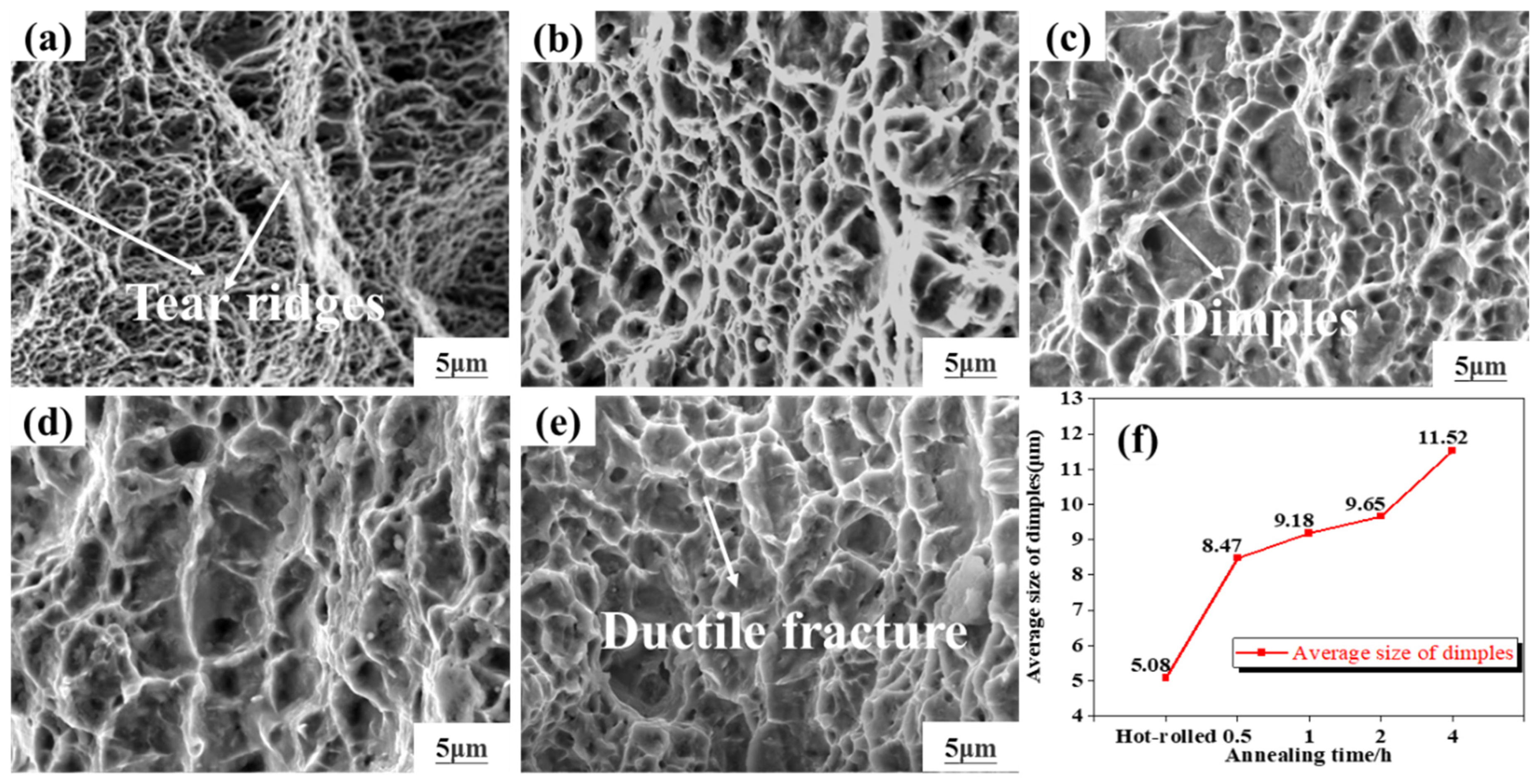
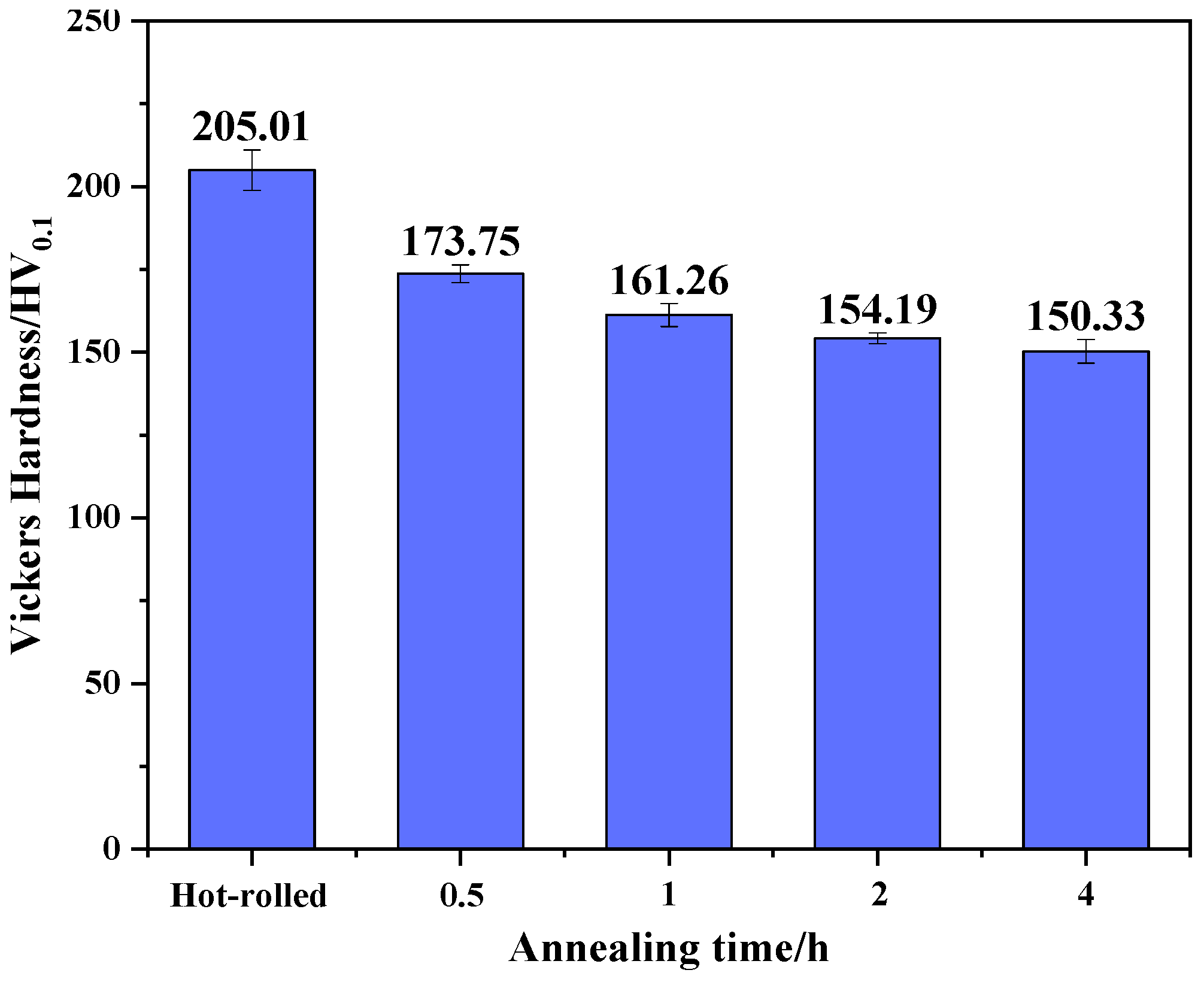
3.2. Mechanical Properties of TA10 Alloy
3.3. Recrystallization Analysis of TA10 Alloy
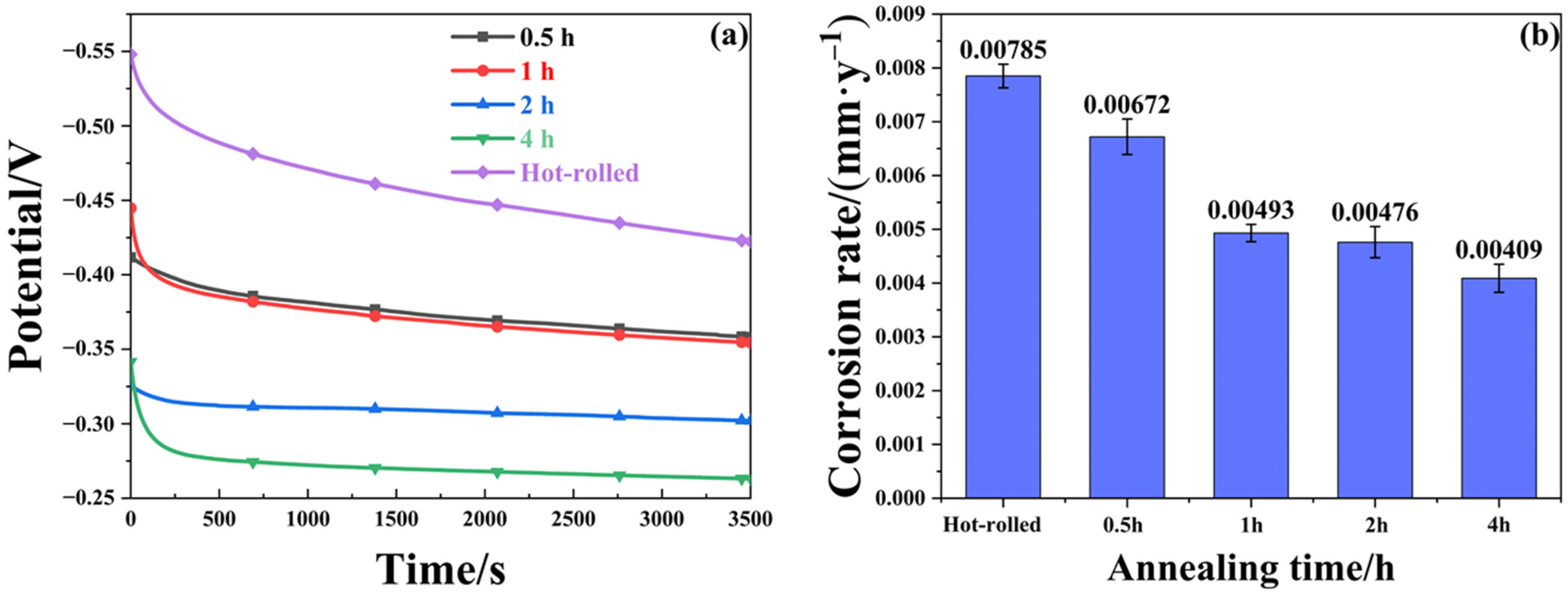
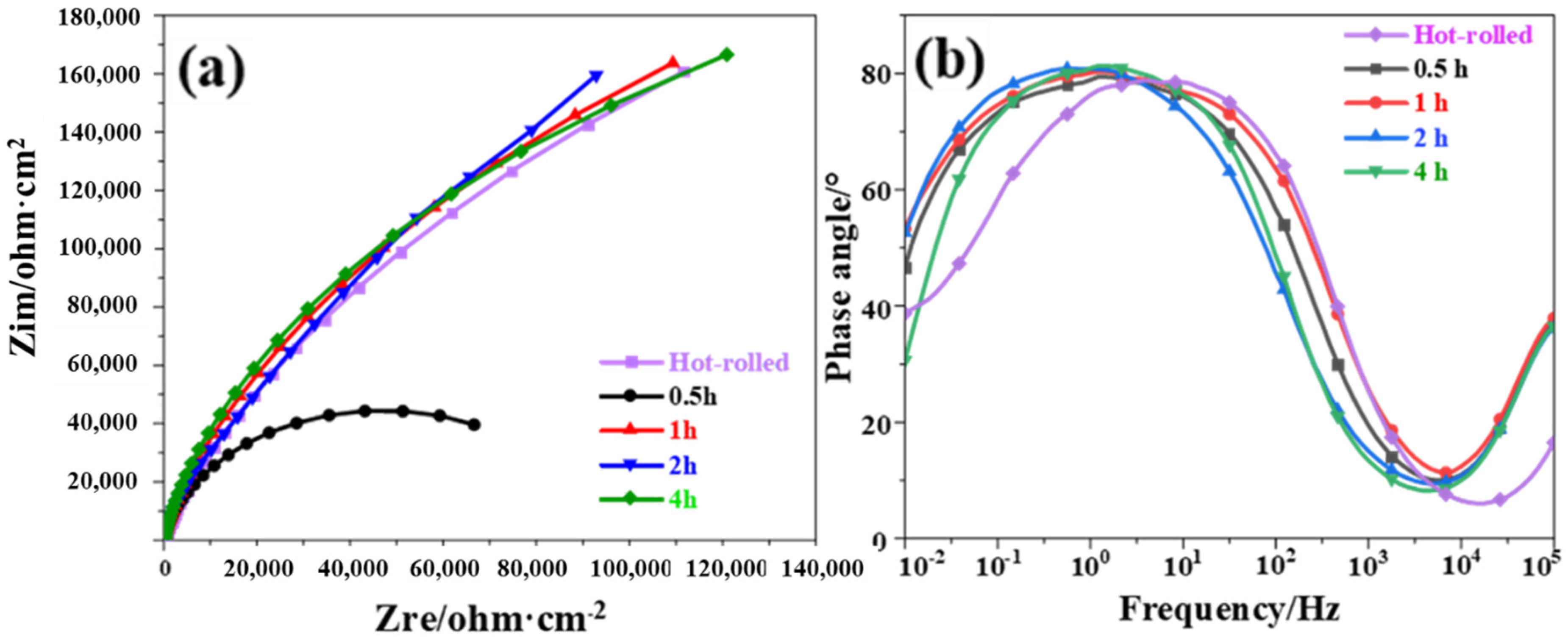
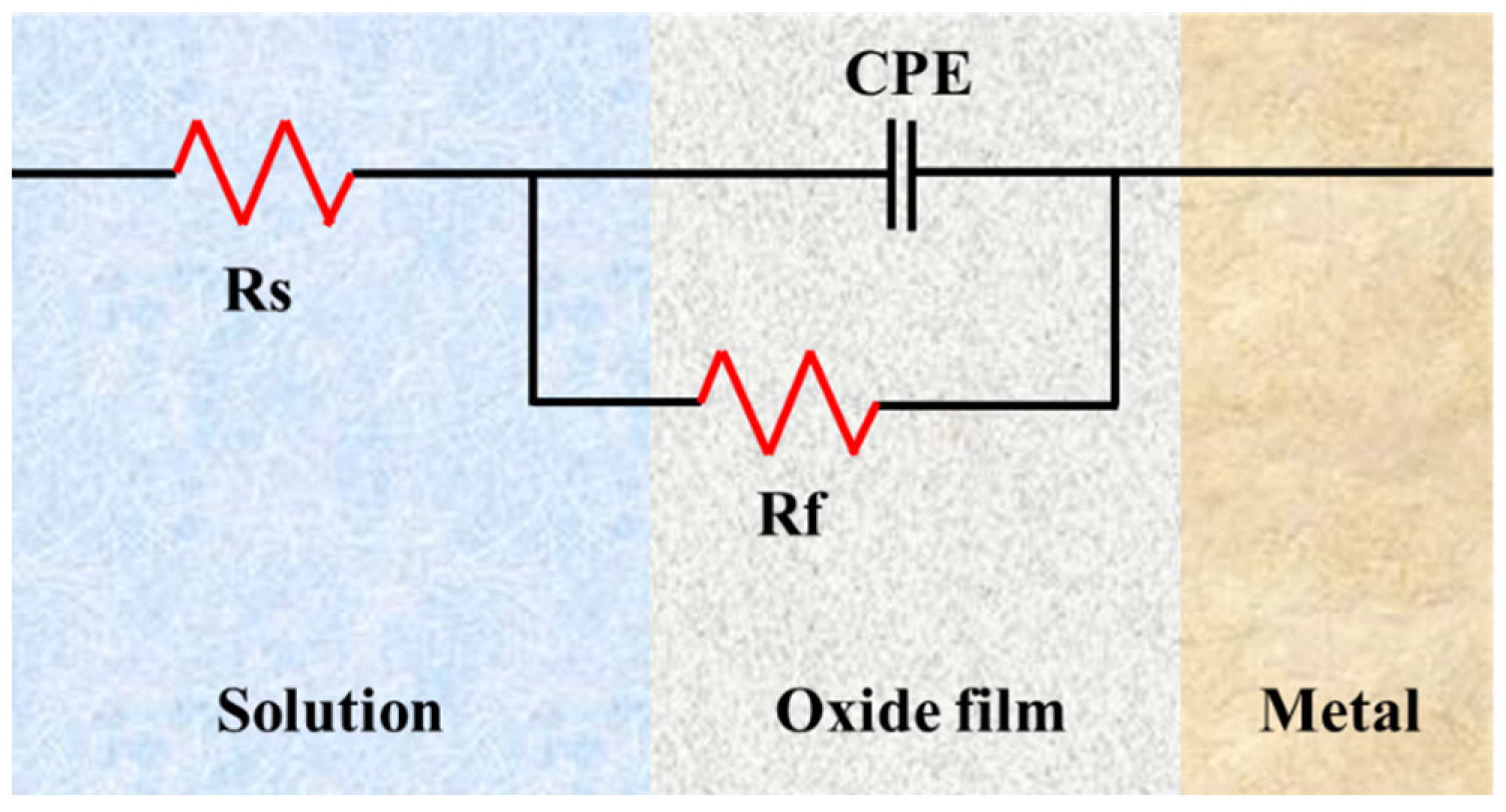
3.4. Electrochemical Properties of TA10 Alloy
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, D.; Fan, Q.; Cheng, X.; Zhou, Y.; Shi, R.; Qian, Y.; Wang, L.; Zhu, X.; Gong, H.; Chen, K.; et al. Texture evolution and slip mode of a Ti-5.5Mo-7.2Al-4.5Zr-2.6Sn-2.1Cr dual-phase alloy during cold rolling based on multiscale crystal plasticity finite element model. J. Mater. Sci. Technol. 2022, 111, 76–87. [Google Scholar] [CrossRef]
- Prakash, D.L.; Honniball, P.; Rugg, D.; Withers, P.; da Fonseca, J.Q.; Preuss, M. The effect of β phase on microstructure and texture evolution during thermomechanical processing of α + β Ti alloy. Acta Mater. 2013, 61, 3200–3213. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Straumal, A.B.; Khodos, I.I.; Gnesin, I.B.; Mazilkin, A.A.; Afonikova, N.S.; Straumal, B.B. Effect of composition, annealing temperature, and high pressure torsion on structure and hardness of Ti-V and Ti-V-Al alloys. J. Appl. Phys. 2019, 125, 082522. [Google Scholar] [CrossRef]
- Huang, T.-D.; Wu, S.-Y.; Jiang, H.; Lu, Y.-P.; Wang, T.-M.; Li, T.-J. Effect of Ti content on microstructure and properties of TixZrVNb refractory high-entropy alloys. Int. J. Miner. Met. Mater. 2020, 27, 1318–1325. [Google Scholar] [CrossRef]
- Javadinejad, H.R.; Shin, G.; Lee, H.; Choi, M.-S.; Park, J.; Yoon, J.; Kim, J.H. Origin of surface ridging in Ti-6Al-4V sheets produced by pack rolling and its effect on microstructural and mechanical properties. J. Mater. Process. Technol. 2021, 297, 117228. [Google Scholar] [CrossRef]
- Li, Z.; Li, C.; Qiu, S.; Wang, D.; Guo, T. Biological evaluation of TAMZ alloy implanted surgically. Rare Met. Mater. Eng. 1998, 27, 59–62. [Google Scholar]
- Sun, Z.; He, G.; Meng, Q.; Li, Y.; Tian, X. Corrosion mechanism investigation of TiN/Ti coating and TC4 alloy for aircraft compressor application. Chin. J. Aeronaut. 2020, 33, 1824–1835. [Google Scholar] [CrossRef]
- Sandenbergh, R.; Van der Lingen, E. The use of Tafel back extrapolation to clarify the influence of ruthenium and palladium alloying on the corrosion behaviour of titanium in concentrated hydrochloric acid. Corros. Sci. 2005, 47, 3300–3311. [Google Scholar] [CrossRef]
- Santhy, K.; Kumar, K.H. Thermodynamic assessment of Mo-Ni-Ti ternary system by coupling first-principle calculations with CALPHAD approach. Intermetallics 2010, 18, 1713–1721. [Google Scholar] [CrossRef]
- Shoesmith, D.; Noël, J.; Annamalai, V. Corrosion of titanium and its alloys. Ref. Modul. Mater. Sci. Mater. Eng. 2016, 3, 2042–2052. [Google Scholar] [CrossRef]
- Luo, S.; Yao, J.; Zou, G.; Li, J.; Jiang, J.; Yu, F. Transformation characteristics of temperature and phases within Ti-6Al-4V aeroengine drum in hot forging and air cooling procedures. J. Mater. Res. Technol. 2020, 9, 8235–8244. [Google Scholar] [CrossRef]
- Davari, N.; Rostami, A.; Abbasi, S.M. Effects of annealing temperature and quenching medium on microstructure, mechanical properties as well as fatigue behavior of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2017, 683, 1–8. [Google Scholar] [CrossRef]
- Wang, K.; Wu, M.; Yan, Z.; Li, D.; Xin, R.; Liu, Q. Microstructure evolution and static recrystallization during hot rolling and annealing of an equiaxed-structure TC21 titanium alloy. J. Alloys Compd. 2018, 752, 14–22. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Su, B.; Luo, L.; Wang, B.; Su, Y.; Wang, L.; Ritchie, R.O.; Guo, E.; Li, T.; Yang, H.; Huang, H.; et al. Annealed microstructure dependent corrosion behavior of Ti-6Al-3Nb-2Zr-1Mo alloy. J. Mater. Sci. Technol. 2021, 62, 234–248. [Google Scholar] [CrossRef]
- Meng, K.; Guo, K.; Yu, Q.; Miao, D.; Yao, C.; Wang, Q.; Wang, T. Effect of annealing temperature on the microstructure and corrosion behavior of Ti-6Al-3Nb-2Zr-1Mo alloy in hydrochloric acid solution. Corros. Sci. 2021, 183, 109320. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, H.; Zheng, Y.; Ke, W.; Qiao, Y. Comparison of the corrosion behavior of pure titanium and its alloys in fluoride-containing sulfuric acid. Corros. Sci. 2016, 103, 50–65. [Google Scholar] [CrossRef]
- Osório, W.R.; Freitas, E.S.; Garcia, A. EIS and potentiodynamic polarization studies on immiscible monotectic Al–In alloys. Electrochim. Acta 2013, 102, 436–445. [Google Scholar] [CrossRef]
- Osório, W.R.; Peixoto, L.C.; Moutinho, D.J.; Gomes, L.G.; Ferreira, I.L.; Garcia, A. Corrosion resistance of directionally solidified Al–6Cu–1Si and Al–8Cu–3Si alloys castings. Mater. Des. 2011, 32, 3832–3837. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, Z.; Yao, Z.; Song, Y.; Wu, Z. Effects of scan rate on the potentiodynamic polarization curve obtained to determine the Tafel slopes and corrosion current density. Corros. Sci. 2009, 51, 581–587. [Google Scholar] [CrossRef]
- McCafferty, E. Validation of corrosion rates measured by the Tafel extrapolation method. Corros. Sci. 2005, 47, 3202–3215. [Google Scholar] [CrossRef]
- Gil, F.J.; Ginebra, M.-P.; Manero, J.M.; Planell, J.A. Formation of α-Widmanstätten structure: Effects of grain size and cooling rate on the Widmanstätten morphologies and on the mechanical properties in Ti6Al4V alloy. J. Alloys Compd. 2001, 329, 142–152. [Google Scholar] [CrossRef]
- Yang, Y.; Xia, C.; Feng, Z.; Jiang, X.; Pan, B.; Zhang, X.; Ma, M.; Liu, R. Corrosion and passivation of annealed Ti–20Zr–6.5Al–4V alloy. Corros. Sci. 2015, 101, 56–65. [Google Scholar] [CrossRef]
- Duarte, T.; Meyer, Y.A.; Osório, W.R. The Holes of Zn Phosphate and Hot Dip Galvanizing on Electrochemical Behaviors of Multi-Coatings on Steel Substrates. Metals 2022, 12, 863. [Google Scholar] [CrossRef]
- Meyer, Y.A.; Bonatti, R.S.; Bortolozo, A.D.; Osório, W.R. Correction to: Electrochemical behavior and compressive strength of Al-Cu/xCu composites in NaCl solution. J. Solid State Electrochem. 2021, 25, 2455. [Google Scholar] [CrossRef]
- Meyer, Y.A.; Menezes, I.; Bonatti, R.S.; Bortolozo, A.D.; Osório, W.R. EIS Investigation of the Corrosion Behavior of Steel Bars Embedded into Modified Concretes with Eggshell Contents. Metals 2022, 12, 417. [Google Scholar] [CrossRef]
- Hamadou, L.; Aïnouche, L.; Kadri, A.; Yahia, S.A.A.; Benbrahim, N. Electrochemical impedance spectroscopy study of thermally grown oxides exhibit-ing constant phase element behaviour. Electrochim. Acta 2013, 113, 99–108. [Google Scholar] [CrossRef]
- Sotniczuk, A.; Kuczyńska-Zemła, D.; Królikowski, A.; Garbacz, H. Enhancement of the corrosion resistance and mechanical properties of nanocrystalline titanium by low-temperature annealing. Corros. Sci. 2019, 147, 342–349. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Mo | Ni | Fe | H | N | C | O |
|---|---|---|---|---|---|---|---|
| Bal. | 0.282 | 0.769 | 0.078 | 0.001 | 0.016 | 0.021 | 0.052 |
| Annealing Time (h) | Hot-Rolled | 0.5 | 1 | 2 | 4 |
|---|---|---|---|---|---|
| The corrosion potential (Ecorr/V) | −0.482 | −0.477 | −0.422 | −0.421 | −0.420 |
| Corrosion current density (Icorr/μA·cm−2) | 1.734 | 1.641 | 1.421 | 1.393 | 1.388 |
| Rs (Ω cm2) | Q (F cm−2) | n | Rp (Ω cm2) | χ2 | |
|---|---|---|---|---|---|
| Hot-rolled | 22.73 | 1.661 × 10−5 | 0.857 | 1.879 × 105 | 3.47 × 10−3 |
| 0.5 h | 27.81 | 1.568 × 10−5 | 0.852 | 3.126 × 105 | 3.42 × 10−3 |
| 1 h | 21.56 | 1.469 × 10−5 | 0.874 | 3.329 × 105 | 3.02 × 10−3 |
| 2 h | 20.53 | 1.441 × 10−5 | 0.881 | 3.463 × 105 | 3.01 × 10−3 |
| 4 h | 24.31 | 1.385 × 10−5 | 0.894 | 3.801 × 105 | 4.74 × 10−3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, K.; Zhang, H.; Xiu, M.; Huang, Z.; Huang, H.; Xu, Y.; Zhou, R.; Xiao, H. Microstructure Evolution, Mechanical Properties, and Corrosion Resistance of Hot Rolled and Annealed Ti-Mo-Ni Alloy. Metals 2023, 13, 566. https://doi.org/10.3390/met13030566
Liu K, Zhang H, Xiu M, Huang Z, Huang H, Xu Y, Zhou R, Xiao H. Microstructure Evolution, Mechanical Properties, and Corrosion Resistance of Hot Rolled and Annealed Ti-Mo-Ni Alloy. Metals. 2023; 13(3):566. https://doi.org/10.3390/met13030566
Chicago/Turabian StyleLiu, Kaiyuan, Hongyu Zhang, Mingkai Xiu, Zhirong Huang, Haiguang Huang, Yaoping Xu, Rongfeng Zhou, and Han Xiao. 2023. "Microstructure Evolution, Mechanical Properties, and Corrosion Resistance of Hot Rolled and Annealed Ti-Mo-Ni Alloy" Metals 13, no. 3: 566. https://doi.org/10.3390/met13030566