
Circular Recycling Strategies for LFP Batteries: A Review Focusing on Hydrometallurgy Sustainable Processing

 and
and
Abstract
:1. Introduction
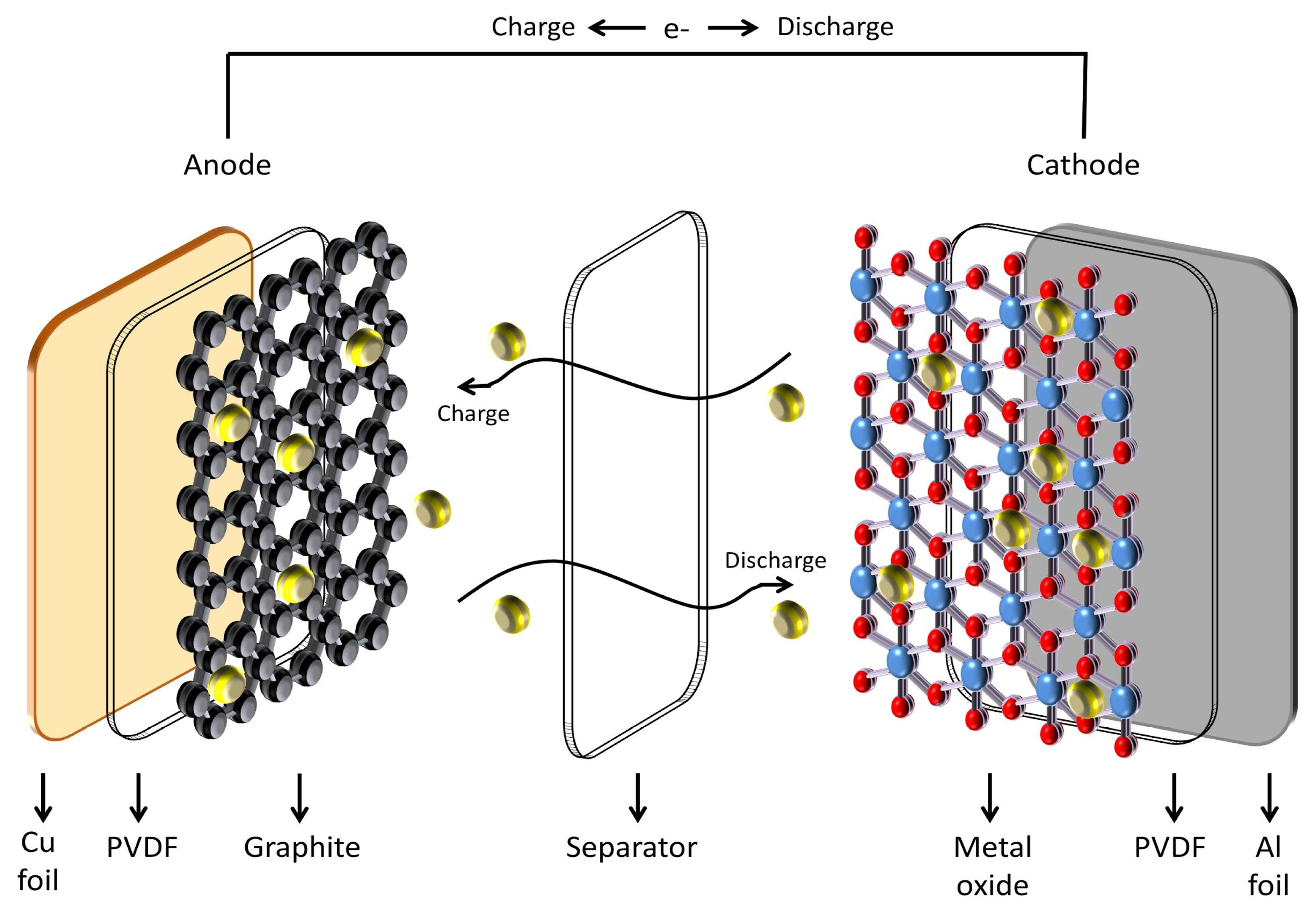
2. Lithium-Ion Batteries (LIBs)
2.1. Cathode Materials
2.2. LiFePO4 Cathode
2.3. Anode Materials
2.4. Separator
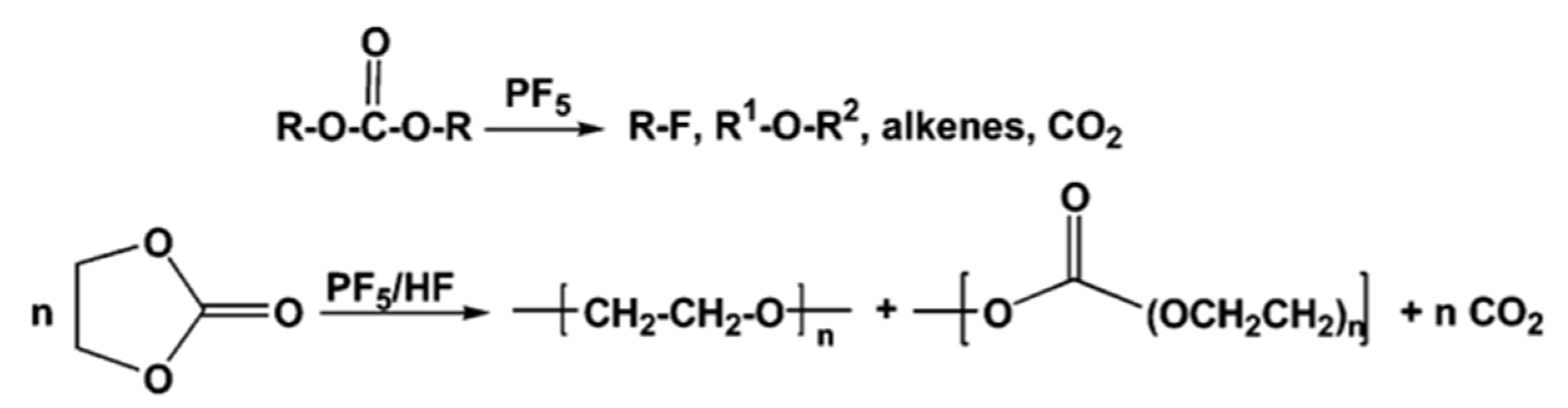
2.5. Electrolyte
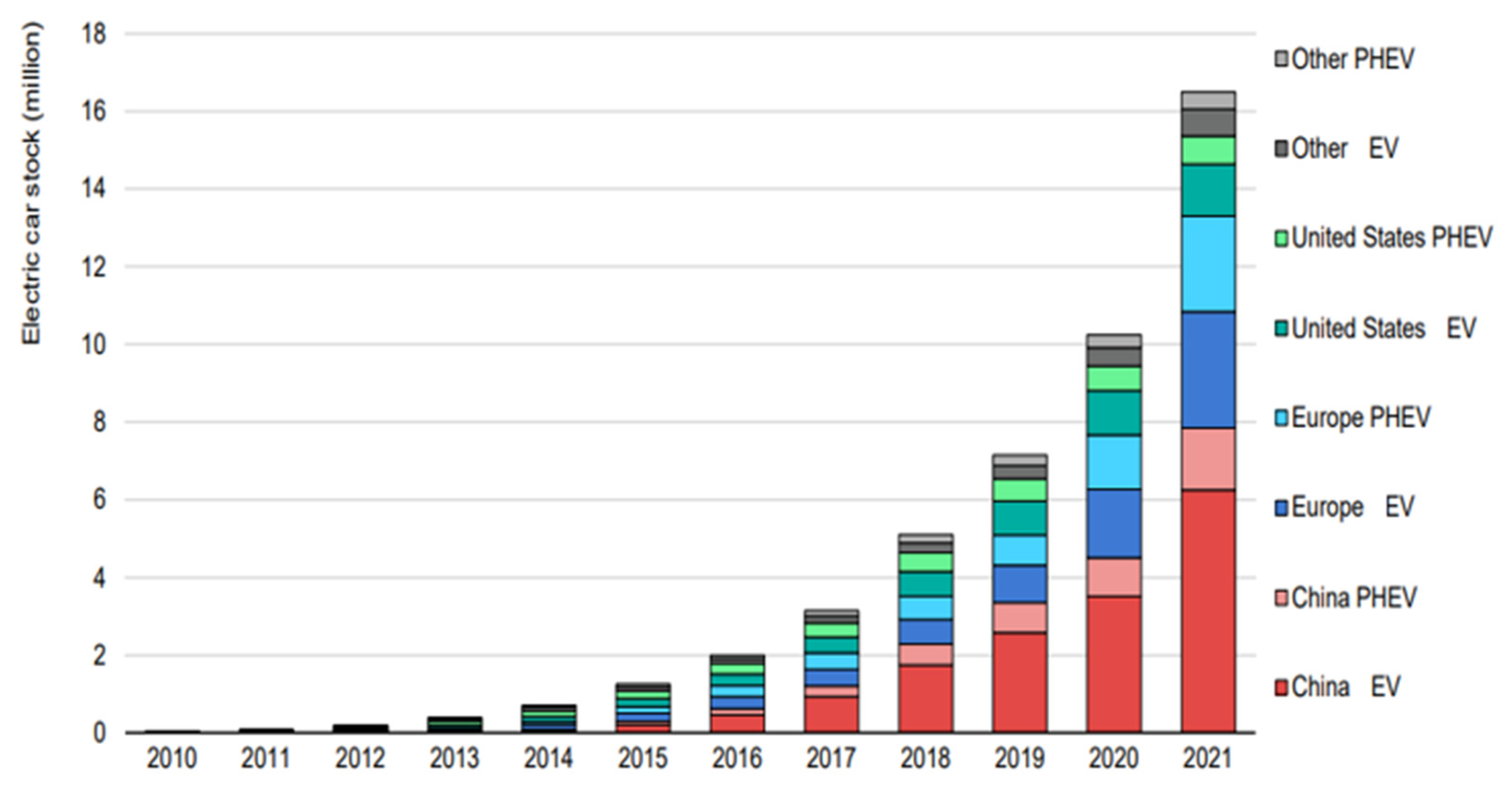
3. LIBs Demand and Waste Generation
4. Critical Raw Materials
5. LIBs Waste and Circular Economy
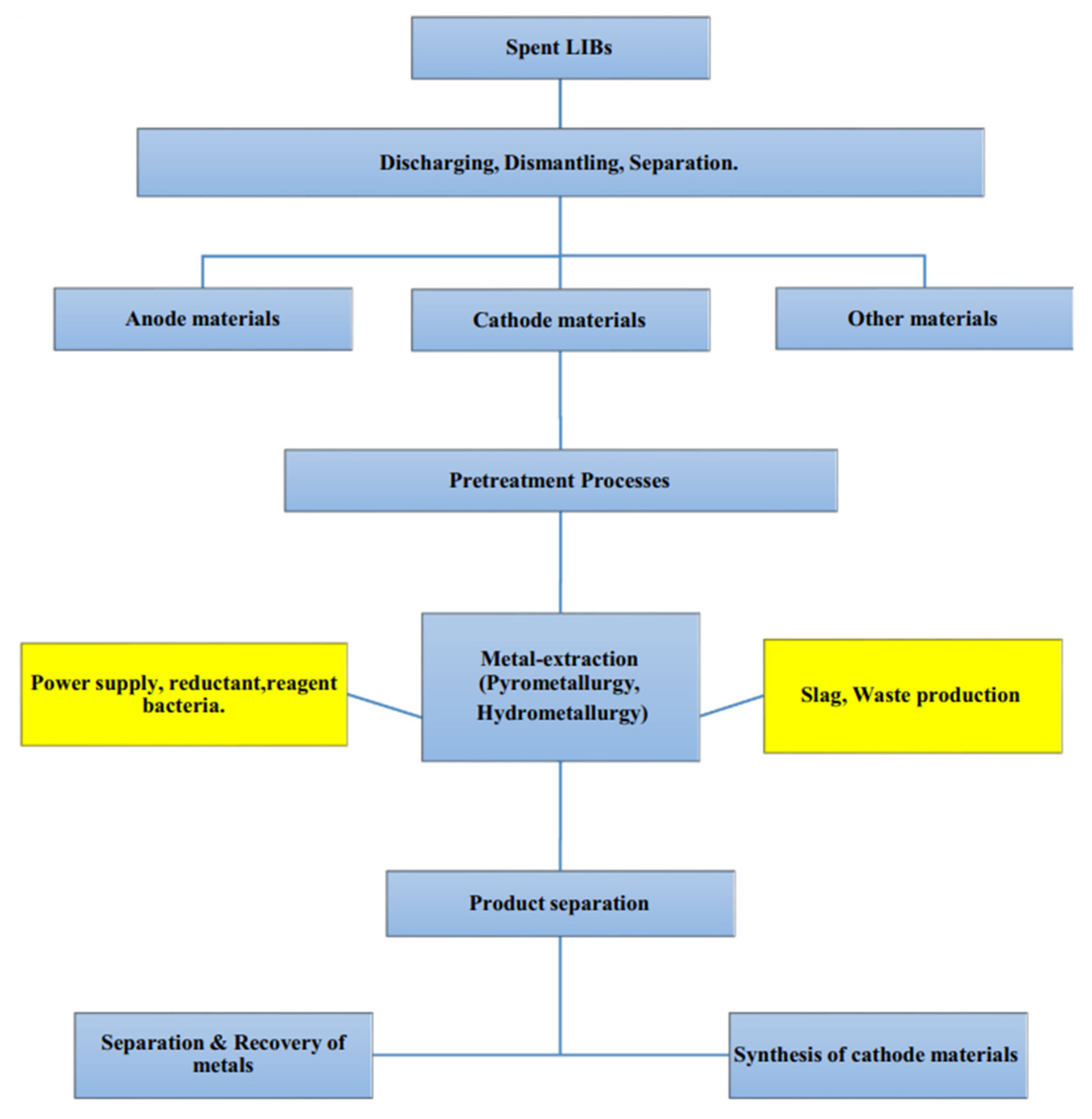
6. Recycling Routes
6.1. Industrial Processing
6.2. Pre-Treatment
6.3. Pyrometallurgical Processing
6.4. Hydrometallurgical Processing of LFP Batteries
6.4.1. Leaching

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pre-Treatment | Raw Material | Reagent | Conditions | Leaching Efficiency | Authors |
|---|---|---|---|---|---|
| Discharging, dismantling, manual cutting | Spent LFP cathode | 2.5 mol/L H2SO4 | 120 g/L S/L ratio, 50 °C and 30 min | Li = 95.05% Selectivity = 94.8% | [95] |
| Discharging, dismantling, Alkaline leaching, crushing and sieving | LiFePO4 spent powder | 2 mol/L H2SO4 | 10% pulp density, 500 rpm, 30 °C and 30 min | Li = 90% Fe < 0.5% | [105] |
| Grinding | LFP battery | AMR (H2SO4 98%wt volume/mass spent LFP) = 0.35:1 | 300 rpm, 8 h grinding time and 25 BPR | Li = 97.82% Fe = 95.62% | [106] |
| Discharging, dismantling, cathode scrapped off, grounding and sieving | LiFePO4 spent powder | 10 g LiFePO4 0.32 mol/L H2SO4 H2O2 | 67 g/L S/L ratio and 90 min | Li = 94.8% Fe = 4.1% Al = 47.2% P = 0.8% Cu = 96.92% | [98] |
6.4.2. Precipitation
6.4.3. Solvent Extraction
6.4.4. Ionic Exchange Resins
6.4.5. Electrodialysis
6.4.6. Ionic Liquids
6.4.7. Deep Eutectic Solvents
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ali, H.; Khan, H.; Pecht, M. Circular economy of Li Batteries: Technologies and trends. J. Energy Storage 2022, 40, 102690. [Google Scholar] [CrossRef]
- Zhao, Y.; Pohl, O.; Bhatt, A.; Collis, G.; Mahon, P.; Ruther, T.; Hollenkamp, A. A Review on Battery Market Trends, Second-Life Reuse, and Recycling. Sustain. Chem. 2021, 2, 167–205. [Google Scholar] [CrossRef]
- Pandey, A.; Patnaik, S.; Pati, S. Available technologies for remanufacturing, repurposing, and recycling lithium-ion batteries: An introduction. In Nano Technology for Battery Recycling, Remanufacturing, and Reusing; Elsevier: New Delhi, India, 2022; Volume 1, p. 33. [Google Scholar]
- Windisch-Kern, S.; Gerold, E.; Nigl, T.; Jandric, A.; Altendorfer, M.; Rutrecht, B.; Scherhaufer, S.; Raupenstrauch, H.; Pomberger, R.; Antrekowitsch, H.; et al. Recycling chains for lithium-ion batteries: A critical examination of current challenges, opportunities and process dependencies. Waste Manag. 2022, 138, 125–139. [Google Scholar] [CrossRef]
- Sharma, I.; Chandel, M. Will electric vehicles (EVs) be less polluting than conventional automobiles under Indian city conditions? Case Stud. Transp. Policy 2020, 8, 1489–1503. [Google Scholar] [CrossRef]
- Yuan, H.; Wang, X.; Wu, Q.; Shu, H.; Yang, X. Effects of Ni and Mn doping on physicochemical and electrochemical performances of LiFePO4/C. J. Alloys Compd. 2017, 675, 187–194. [Google Scholar] [CrossRef] [Green Version]
- Miao, Y.; Hynan, P.; Jouanne, A.; Yokochi, A. Current Li-Ion Battery Technologies in Electric Vehicles and Opportunities for Advancements. Energies 2019, 12, 1074. [Google Scholar] [CrossRef] [Green Version]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mohanty, A.; Sahu, S.; Sukla, L.; Devi, N. Application of various processes to recycle lithium-ion batteries (LIBs): A brief review. Mater. Today Proc. 2021, 47, 1203–1212. [Google Scholar] [CrossRef]
- Martins, L.S.; Guimarães, L.F.; Botelho Junior, A.B.; Tenório, J.A.S.; Espinosa, D.C.R. Electric car battery: An overview on global demand, recycling and future approaches towards sustainability. J. Environ. Manag. 2021, 295, 113091. [Google Scholar] [CrossRef]
- Jung, J.; Sui, P.; Zhang, J. A review of recycling spent lithium-ion battery cathode materials using hydrometallurgical treatments. J. Energy Storage 2021, 35, 102217. [Google Scholar] [CrossRef]
- Ma, Z.; Shao, G.; Fan, Y.; Wang, G.; Song, J.; Liu, T. Tunable Morphology Synthesis of LiFePO4 Nanoparticles as Cathode Materials for Lithium Ion Batteries. Appl. Mater. Interfaces 2014, 6, 9236–9244. [Google Scholar] [CrossRef]
- Xu, G.; Li, F.; Tao, Z.; Wei, X.; Liu, Y.; Li, X.; Ren, Z.; Shen, G.; Han, G. Monodispersed LiFePO4@C core–shell nanostructures for a high power Li-ion battery cathode. J. Power Sources 2014, 246, 696–702. [Google Scholar] [CrossRef]
- Pender, J.P.; Jha, G.; Youn, D.H.; Ziegler, J.M.; Andoni, I.; Choi, E.J.; Heller, A.; Dunn, B.S.; Weiss, P.S.; Penner, R.M.; et al. Electrode Degradation in Lithium-Ion Batteries. ACS Nano 2020, 14, 1243–1295. [Google Scholar] [CrossRef] [Green Version]
- Zheng, J.; Ye, Y.; Pan, F. ‘Structure units’ as material genes in cathode materials for lithium-ion batteries. Natl. Sci. Rev. 2020, 17, 242. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, S.; Li, Y.; Sun, P.; Yang, C.; Wang, D.; Liu, L. Review: Phase transition mechanism and supercritical hydrothermal synthesis of nano lithium iron phosphate. Ceram. Int. 2020, 46, 27922–27939. [Google Scholar] [CrossRef]
- Tolganbek, N.; Yerkinbekova, Y.; Kalybekkyzy, S.; Bakenov, Z.; Mentbayeva, A. Current state of high voltage olivine structured LiMPO4 cathode materials for energy storage applications: A review. J. Alloys Compd. 2021, 882, 160774. [Google Scholar] [CrossRef]
- Bhuvaneswari, D.; Kalaiselvi, N. In situ carbon coated LiFePO4/C microrods with improved lithium intercalation behavior. Phys. Chem. Chem. Phys. 2014, 16, 1469–1478. [Google Scholar] [CrossRef] [PubMed]
- Zhao, N.; Li, Y.; Zhao, X.; Zhi, X.; Liang, G. Effect of particle size and purity on the low temperature electrochemical performance of LiFePO4/C cathode material. J. Alloys Compd. 2016, 683, 123–132. [Google Scholar] [CrossRef]
- Statista, Different Types of EV Batteries’ Market Share Worldwide 2020–2050. 2020. Available online: https://www.statista.com/studies-and-reports/industries-and-markets (accessed on 10 January 2023).
- Forte, F.; Pietrantonio, M.; Pucciarmati, S.; Puzone, M.; Fontana, D. Lithium iron phosphate batteries recycling: An assessment of current status. Crit. Rev. Environ. Sci. Technol. 2020, 51, 2232–2259. [Google Scholar] [CrossRef]
- Oh, S.; Huang, Z.; Zhang, B.; Yu, Y.; He, Y.; Kim, J. Low temperature synthesis of graphene-wrapped LiFePO4 nanorod cathodes by the polyol method. J. Mater. Chem. 2012, 22, 17215. [Google Scholar] [CrossRef]
- Yuan, C.; Deng, Y.; Li, T.; Yang, F. Manufacturing energy analysis of lithium ion battery pack for electric vehicles. CIRP Ann. 2017, 66, 53–56. [Google Scholar] [CrossRef]
- Sui, D.; Si, L.; Li, G.; Yang, Y.; Zhang, Y.; Yan, W. A Comprehensive Review of Graphene-Based Anode Materials for Lithium-ion Capacitors. Chemistry 2021, 3, 1215–1246. [Google Scholar] [CrossRef]
- Sandhya, C.; John, B.; Gouri, C. Lithium titanate as anode material for lithium-ion cells: A review. Ionics 2014, 20, 601–620. [Google Scholar] [CrossRef]
- Costa, C.; Lanceros-Mendez, S. Recent advances on battery separators based on poly(vinylidene fluoride) and its copolymers for lithium-ion battery applications. Curr. Opin. Electrochem. 2021, 29, 100752. [Google Scholar] [CrossRef]
- Li, X.; Tao, J.; Hu, D.; Engelhard, M.; Zhao, W.; Zhang, J.; Xu, W. Stability of polymeric separators in lithium metal batteries in a low voltage environment. J. Mater. Chem. A 2018, 6, 5006. [Google Scholar] [CrossRef]
- Jang, J.; Oh, J.; Jeong, H.; Kang, W.; Jo, C. A Review of Functional Separators for Lithium Metal Battery Applications. Materials 2020, 13, 4625. [Google Scholar] [CrossRef]
- Costa, C.; Lizundia, E.; Lanceros-Mendez, S. Polymers for advanced lithium-ion batteries: State of the art and future needs on polymers for the different battery components. Prog. Energy Combust. Sci. 2020, 79, 100846. [Google Scholar] [CrossRef]
- Li, Y.; Pu, H.; Wei, Y. Polypropylene/polyethylene multilayer separators with enhanced thermal stability for lithium-ion battery via multilayer coextrusion. Electrochim. Acta 2018, 264, 140–149. [Google Scholar] [CrossRef]
- Aumnate, C.; Rudolph, N.; Samadi, M. Recycling of Polypropylene/Polyethylene Blends: Effect of Chain Structure on the Crystallization Behaviors. Polymers 2019, 11, 1456. [Google Scholar] [CrossRef] [Green Version]
- Demeuse, M.T. Ceramic-coated separators. In Polymer-Based Separators for Lithium-Ion Batteries, 1st ed.; Elsevier: Ghangzhou, China, 2021; pp. 115–138. [Google Scholar]
- Shi, C.; Dai, J.; Xiu, S.; Peng, L.; Li, C.; Wang, X.; Zhang, P.; Zhao, J. A high-temperature stable ceramic-coated separator prepared with polyimide binder/Al2O3 particles for lithium-ion batteries. J. Membr. Sci. 2016, 517, 91–99. [Google Scholar] [CrossRef]
- Miranda-Quintana, R.; Smiatek, J. Beneficial properties of solvents and ions for lithium ion and post-lithium ion batteries: Implications from charge transfer models. Electrochim. Acta 2021, 384, 138418. [Google Scholar] [CrossRef]
- Diederichsen, K.; Mcshane, E.; Mccleskey, B. Promising Routes to a High Li+ Transference Number Electrolyte for Lithium Ion Batteries. ACS Energy Lett. 2017, 2, 2563–2575. [Google Scholar] [CrossRef]
- Qiao, S.; Meng, X.; Cao, W.; Yu, S.; Liu, C.; Huang, Q. Effect of lithium salts LiPF6 and LiBF4 on combustion properties of electrolyte with EC/PC/EMC under different pressures. Case Stud. Therm. Eng. 2022, 30, 101741. [Google Scholar] [CrossRef]
- Xu, K. Nonaqueous Liquid Electrolytes for Lithium-Based Rechargeable Batteries. Chem. Rev. 2004, 104, 4303–4411. [Google Scholar] [CrossRef]
- Schaffner, B.; Schaffner, F.; Verevkin, S.P.; Borner, A. Organic Carbonates as Solvents in Synthesis and Catalysis. Chem. Rev. 2010, 110, 4554–4581. [Google Scholar] [CrossRef] [PubMed]
- Nomanbhay, S.; Ong, M.; Chew, K.; Show, P.; Lam, M.; Chen, W. Organic Carbonate Production Utilizing Crude Glycerol Derived as By-Product of Biodiesel Production: A Review. Energies 2020, 13, 1483. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Jow, T.; Amine, K.; Henriksen, G. LiPF6-EC-EMC electrolyte for Li-ion battery. J. Power Sources 2002, 107, 18–23. [Google Scholar] [CrossRef]
- Kim, K.; Cho, J.; Hwang, J.; Im, J.; Lee, Y. A key strategy to form a LiF-based SEI layer for a lithium-ion battery anode with enhanced cycling stability by introducing a semi-ionic C-F bond. J. Ind. Eng. Chem. 2021, 99, 48–54. [Google Scholar] [CrossRef]
- Heng, S.; Lv, L.; Zhiu, Y.; Shao, J.; Huang, W.; Long, F.; Qu, Q.; Zheng, H. Organic salts with unsaturated bond and diverse anions as substrates for solid electrolyte interphase on graphite anodes. Carbon 2021, 183, 108–118. [Google Scholar] [CrossRef]
- Delaporte, N.; Perea, A.; Paolella, A.; Dubé, J.; Vigeant, M.; Demers, H.; Clément, D.; Zhu, W.; Gariépy, V.; Zaghib, K. Alumina-flame retardant separators toward safe high voltage Li-Ion batteries. J. Power Sources 2021, 506, 230189. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, X.; Langari, R.; Cao, D. Energy management strategies of connected HEVs and PHEVs: Recent progress and outlook. Prog. Energy Combust. Sci. 2019, 73, 235–256. [Google Scholar] [CrossRef]
- Global EV Outlook 2022. International Energy Agency. 2022. Available online: www.iea.org (accessed on 20 January 2023).
- Global EV Outlook 2021. International Energy Agency. 2021. Available online: www.iea.org (accessed on 20 January 2023).
- Li, J.; Yang, B. Analysis of greenhouse gas emissions from electric vehicle considering electric energy structure, climate and power economy of ev: A China case. Atmos. Pollut. Res. 2020, 11, 1–11. [Google Scholar] [CrossRef]
- Norwegian Ministry of Climate and Environment, Norway’s National Plan. 2019. Available online: https://www.regjeringen.no/contentassets/4e0b25a4c30140cfb14a40f54e7622c8/national-plan-2030_version19_desember.pdf (accessed on 20 January 2023).
- Quan, J.; Zhao, S.; Song, D.; Wang, T.; He, W.; Li, G. Comparative life cycle assessment of LFP and NCM batteries including the secondary use and different recycling technologies. Sci. Total Environ. 2022, 819, 153105. [Google Scholar] [CrossRef]
- Mossali, E.; Picone, N.; Gentilini, L.; Rodriguez, O.; Pérez, J.; Colledani, M. Lithium-ion batteries towards circular economy: A literature review of opportunities and issues of recycling treatments. J. Environ. Manag. 2020, 264, 110500. [Google Scholar] [CrossRef]
- Miao, Y.; Liu, L.; Zhang, Y.; Tan, Q.; Li, J. An overview of global power lithium-ion batteries and associated critical metal recycling. J. Hazard. Mater. 2022, 425, 127900. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.; Liu, M.; Cao, S.; Hu, H.; Chen, G.; Guo, X.; Wang, X. Direct regeneration and performance of spent LiFePO4 via a green efficient hydrothermal technique. J. Alloys Compd. 2022, 924, 166487. [Google Scholar] [CrossRef]
- United States Geological Survey, Mineral Commodity Summary. 2019. Available online: https://www.usgs.gov/ (accessed on 20 January 2023).
- Olivetti, E.; Ceder, G.; Gaustad, G.; Fu, X. Lithium-Ion Battery Supply Chain Considerations: Analysis of Potential Bottlenecks in Critical Metals. Joule 2017, 1, 229–243. [Google Scholar] [CrossRef] [Green Version]
- Rui, X.; Geng, Y.; Sun, X.; Hao, H.; Xiao, S. Dynamic material flow analysis of natural graphite in China for 2001–2018. Resour. Conserv. Recycl. 2021, 173, 105732. [Google Scholar] [CrossRef]
- Spears, B.; Brownlie, W.; Cordell, D.; Hermann, L.; Mogollón, J. Concerns about global phosphorus demand for lithium-iron-phosphate batteries in the light electric vehicle sector. Commun. Mater. 2020, 14, 3. [Google Scholar] [CrossRef]
- Ministry of Natural Resources, China Mineral Resources. 2022. Available online: https://www.mnr.gov.cn/sj/sjfw/kc_19263/zgkczybg/202209/P020220921322252399161.pdf (accessed on 20 January 2023).
- Cabello, J. Lithium brine production, reserves, resources and exploration in Chile: An updated review. Ore Geol. Rev. 2021, 128, 103883. [Google Scholar] [CrossRef]
- United States Geological Survey, Mineral Commodity Summary. 2022. Available online: https://www.usgs.gov/ (accessed on 20 January 2023).
- Martim, G.; Rentsch, L.; Hock, M.; Bertau, M. Lithium market research—Global supply, future demand and price development. Energy Storage Mater. 2017, 6, 171–179. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J. Spent rechargeable lithium batteries in e-waste: Composition and its implications. Front. Environ. Sci. Eng. 2014, 8, 792–796. [Google Scholar] [CrossRef]
- European Comission, Critical Raw Materials Resilience: Charting a Path towards Greater Security and Sustainability. 2019. Available online: https://commission.europa.eu/index_en/ (accessed on 21 January 2023).
- Government of Canada, Natural Resources Canada. 2022. Available online: https://nrcan.gc.ca/ (accessed on 21 January 2023).
- Sridhar, S.; Salkuti, R. Development and future scope of renewable energy and energy storage systems. Smart Cities 2022, 5, 668–699. [Google Scholar] [CrossRef]
- Ministério da Ciência, Tecnologia, Inovações e Comunicações (MCTIC), Estratégia Nacional de Ciência, Tecnologia e Inovação. 2016. Available online: http://www.mcti.gov.br/ (accessed on 21 January 2023).
- Castro, F.; Peiter, C.; Góes, G. Minerais estratégicos e as relações entre brasil e china: Oportunidades de cooperação para o desenvolvimento da indústria mineral brasileira. RTM 2020, 24, 349–378. [Google Scholar]
- Kang, D.; Chen, M.; Ogunseitan, O.A. Potential Environmental and Human Health Impacts of Rechargeable Lithium Batteries in Electronic Waste. Environ. Sci. Technol. 2013, 47, 5495–5503. [Google Scholar] [CrossRef]
- Nie, H.; Xu, L.; Song, D.; Song, J.; Shi, X.; Wang, X.; Zhang, L.; Yuan, Z. LiCoO2: Recycling from spent batteries and regeneration with solid state synthesis. Green Chem. 2015, 17, 1276–1280. [Google Scholar] [CrossRef]
- Lai, X.; Huang, Y.; Deng, C.; Gu, H.; Han, X.; Zheng, Y.; Ouyang, M. Sorting, regrouping, and echelon utilization of the large-scale retired lithium batteries: A critical review. Renew. Sustain. Energy Rev. 2021, 146, 111162. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Pagliaro, M.; Meneguzzo, F. Lithium battery reusing and recycling: A circular economy insight. Heliyon 2019, 5, 1866. [Google Scholar] [CrossRef] [Green Version]
- Lima, M.; Pontes, L.; Vasconcelos, A.; Junior, W.; Wu, K. Economic Aspects for Recycling of Used Lithium-Ion Batteries from Electric Vehicles. Energies 2022, 15, 2203. [Google Scholar] [CrossRef]
- Fan, E.; Li, L.; Wang, Z.; Lin, J.; Huang, Y.; Yao, Y.; Chen, R.; Wu, F. Sustainable Recycling Technology for Li-Ion Batteries and Beyond: Challenges and Future Prospects. Chem. Rev. 2020, 120, 7020–7063. [Google Scholar] [CrossRef] [PubMed]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Liu, C.; Lin, J.; Cao, H.; Zhang, Y.; Sun, Z. Recycling of spent lithium-ion batteries in view of lithium recovery: A critical review. J. Clean. Prod. 2019, 228, 801–813. [Google Scholar] [CrossRef]
- Larouche, F.; Tedjar, F.; Amouzegar, K.; Houlachi, G.; Bouchard, P.; Demopoulos, G.; Zaghib, K. Progress and Status of Hydrometallurgical and Direct Recycling of Li-Ion Batteries and Beyond. Materials 2020, 13, 801. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tian, G.; Yuan, G.; Aleksandrov, A.; Zhang, T.; Li, Z.; Fathollahi-Fard, A.; Ivanov, M. Recycling of spent Lithium-ion Batteries: A comprehensive review for identification of main challenges and future research trends. Sustain. Energy Technol. Assess. 2022, 53, 102447. [Google Scholar] [CrossRef]
- Roy, J.; Cao, B.; Madhavi, S. A review on the recycling of spent lithium-ion batteries (LIBs) by the bioleaching approach. Chemosphere 2021, 282, 130944. [Google Scholar] [CrossRef]
- Sommerville, R.; Shaw-Stewart, J.; Goodship, V.; Rowson, N.; Kendrick, E. A review of physical processes used in the safe recycling of lithium ion batteries. Sustain. Mater. Technol. 2020, 25, 197. [Google Scholar] [CrossRef]
- Lai, X.; Huang, Y.; Gu, H.; Deng, C.; Han, X.; Feng, X.; Zheng, Y. Turning waste into wealth: A systematic review on echelon utilization and material recycling of retired lithium-ion batteries. Energy Storage Mater. 2021, 40, 96–123. [Google Scholar] [CrossRef]
- Eisenlauer, M.; Teipel, U. Comminution energy and particulate properties of cutting and hammer-milled beech, oak, and spruce wood. Powder Technol. 2021, 394, 685–704. [Google Scholar] [CrossRef]
- Dey, S.K.; Dey, S.; Das, A. Comminution features in an impact hammer mill. Powder Technol. 2013, 235, 914–920. [Google Scholar] [CrossRef]
- Schubert, G.; Bernotat, S. Comminution of non-brittle materials. Int. J. Miner. Process. 2004, 74, 19–30. [Google Scholar] [CrossRef]
- Rácz, A.; Csoke, B. Comminution of single real waste particles in a swing-hammer shredder and axial gap rotary shear. Powder Technol. 2021, 390, 182–189. [Google Scholar] [CrossRef]
- Kichner, J.; Timmel, G.; Schubert, G. Comminution of metals in shredders with horizontally and vertically mounted rotors—microprocesses and parameters. Powder Technol. 1999, 105, 274–281. [Google Scholar] [CrossRef]
- Luo, S.; Xiao, B.; Hu, Z.; Liu, S.; Guo, X. An experimental study on a novel shredder for municipal solid waste (MSW). Int. J. Hydrog. Energy 2009, 34, 1270–1274. [Google Scholar] [CrossRef]
- Vikharev, S. Engineering of the knife grinding machine milling process. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 450. [Google Scholar]
- Yokoyama, T.; Inoue, Y. Selection of Fine Grinding Mills. Handb. Powder Technol. 2007, 12, 487–508. [Google Scholar]
- Guimarães, L.; Botelho Junior, A.; Espinosa, D.C.R. Sulfuric acid leaching of metals from waste Li-ion batteries without using reducing agent. Miner. Eng. 2022, 183, 107597. [Google Scholar] [CrossRef]
- Lee, C.; Rhee, K. Preparation of LiCoO2 from spent lithium-ion batteries. J. Power Sources 2002, 109, 17–21. [Google Scholar] [CrossRef]
- Ekberg, C.; Petranikova, M. Lithium Batteries Recycling. In Lithium Process Chemistry, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2015; pp. 233–267. [Google Scholar]
- Zevenhoven, R.; Karlsson, M.; Hupa, M.; Frankenhaeuser, M. Combustion and Gasification Properties of Plastics Particles. J. Air Waste Manag. Assoc. 1997, 47, 861–870. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.; Liu, K.; Dutta, S.; Alessi, D.; Rinklebe, J.; Ok, Y.; Tsang, D. Recycling of lithium iron phosphate batteries: Status, technologies, challenges, and prospects. Renew. Sustain. Energy Rev. 2022, 163, 112215. [Google Scholar] [CrossRef]
- Hu, X.; Mousa, E.; Tian, Y.; Ye, G. Recovery of Co, Ni, Mn, and Li from Li-ion batteries by smelting reduction—Part I: A laboratory-scale study. J. Power Sources 2021, 483, 228936. [Google Scholar] [CrossRef]
- Yang, Y.; Meng, X.; Cao, H.; Lin, X.; Liu, C.; Sun, Y.; Zhang, Y.; Sun, Z. Selective recovery of lithium iron phosphate batteries: A sustainable process. Green Chem. 2018, 20, 3121–3133. [Google Scholar] [CrossRef]
- Kumar, J.; Neiber, R.; Park, J.; Soomro, R.; Greene, G.; Mazari, S.; Seo, H.; Lee, J.; Shon, M.; Chang, D.; et al. Recent progress in sustainable recycling of LiFePO4-type lithium-ion batteries: Strategies for highly selective lithium recovery. Chem. Eng. J. 2022, 431, 133993. [Google Scholar] [CrossRef]
- Zheng, R.; Zhao, L.; Wang, W.; Liu, Y.; Ma, Q.; Mu, D.; Li, R.; Dai, C. Optimized Li and Fe recovery from spent lithium-ion batteries via a solution-precipitation method. R. Soc. Chem. Adv. 2016, 6, 43613. [Google Scholar] [CrossRef]
- Kumar, J.; Shen, X.; Li, B.; Liu, H.; Zhao, J. Selective recovery of Li and FePO4 from spent LiFePO4 cathode scraps by organic acids and the properties of the regenerated LiFePO4. Waste Manag. 2020, 113, 32–40. [Google Scholar] [CrossRef]
- Song, Y.; Xie, B.; Song, S.; Lei, S.; Sun, W.; Xu, R.; Yang, Y. Regeneration of LiFePO4 from spent lithium-ion batteries via a facile process featuring acid leaching and hydrothermal synthesis. Green Chem. 2021, 23, 3963. [Google Scholar] [CrossRef]
- Lou, W.; Zhang, Y.; Zhang, Y.; Zheng, S.; Sun, P.; Wang, X.; Li, J.; Qiao, S.; Zhang, Y.; Wenzel, M.; et al. Leaching performance of Al-bearing spent LiFePO4 cathode powder in H2SO4 aqueous solution. Trans. Nonferrous Met. Soc. China 2021, 31, 817–831. [Google Scholar] [CrossRef]
- Li, H.; Xing, S.; Liu, Y.; Li, F.; Guo, H.; Kuang, G. Recovery of Lithium, Iron, and Phosphorus from Spent LiFePO4 Batteries Using Stoichiometric Sulfuric Acid Leaching System. ACS Sustain. Chem. Eng. 2017, 5, 8017–8024. [Google Scholar] [CrossRef]
- Wu, D.; Wang, D.; Liu, Z.; Rao, S.; Zhang, K. Selective recovery of lithium from spent lithium iron phosphate batteries using oxidation pressure sulfuric acid leaching system. Trans. Nonferrous Met. Soc. China 2022, 32, 2071–2079. [Google Scholar] [CrossRef]
- Cai, G.; Fung, K.; Ng, K. Process Development for the Recycle of Spent Lithium Ion Batteries by Chemical Precipitation. Ind. Eng. Chem. Res. 2014, 53, 18245–18259. [Google Scholar] [CrossRef]
- Geng, H.; Wang, F.; Yan, C.; Tian, Z.; Chen, H.; Zhou, B.; Yuan, R.; Yao, J. Leaching behavior of metals from iron tailings under varying pH and low- molecular-weight organic acids. J. Hazard. Mater. 2020, 383, 121136. [Google Scholar] [CrossRef]
- Mahandra, H.; Ghahreman, A. A sustainable process for selective recovery of lithium as lithium phosphate from spent LiFePO4 batteries. Resour. Conserv. Recycl. 2021, 175, 105883. [Google Scholar] [CrossRef]
- Li, L.; Bian, Y.; Zhang, X.; Yao, Y.; Xue, Q.; Fan, E.; Wu, F.; Chen, R. A green and effective room-temperature recycling process of LiFePO4 cathode materials for lithium-ion batteries. Waste Manag. 2019, 85, 437–444. [Google Scholar] [CrossRef] [PubMed]
- Niu, Y.; Peng, X.; Li, J.; Zhang, Y.; Song, F.; Shi, D.; Li, L. Recovery of Li2CO3 and FePO4 from spent LiFePO4 by coupling technics of isomorphic substitution leaching and solvent extraction. Chin. J. Chem. Eng. 2023, 54, 306–315. [Google Scholar] [CrossRef]
- Dai, Y.; Xu, Z.; Hua, D.; Gu, H.; Wang, N. Theoretical-molar Fe3+ recovering lithium from spent LiFePO4 batteries: An acid-free, efficient, and selective process. J. Hazard. Mater. 2020, 396, 122707. [Google Scholar] [CrossRef]
- Seo, E.; Cheong, Y.; Yim, G.; Min, K.; Geroni, J. Recovery of Fe, Al and Mn in acid coal mine drainage by sequential selective precipitation with control of pH. Catena 2017, 148, 11–16. [Google Scholar] [CrossRef]
- Costa, M.; Pêczek, I.; Sadowski, Z.; Natu, S.; Paiva, P. The Solvent Extraction of Iron(III) from Chloride Solutions by N,N′-Tetrasubstituted Malonamides: Structure-Activity Relationships. Solvent Extr. Ion Exch. 2007, 25, 463–484. [Google Scholar] [CrossRef]
- Muto, A.; Hirayama, Y.; Tokumoto, H.; Matsuoka, A.; Noishiki, K. Liquid–Liquid Extraction of Lithium Ions Using a Slug Flow Microreactor: Effect of Extraction Reagent and Microtube Material. Solvent Extr. Ion Exch. 2017, 35, 61–73. [Google Scholar] [CrossRef]
- Masmoudi, A.; Zante, G.; Trébouet, D.; Barillon, R.; Boltoeva, M. Understanding the Mechanism of Lithium Ion Extraction Using Tributyl Phosphate in Room Temperature Ionic Liquid. Solvent Extr. Ion Exch. 2020, 38, 777–799. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, K.; Zhang, X.; Peng, C.; Jiang, Y.; Chen, W. Aluminum separation by sulfuric acid leaching-solvent extraction from Al-bearing LiFePO4/C powder for recycling of Fe/P. Waste Manag. 2022, 144, 303–312. [Google Scholar] [CrossRef] [PubMed]
- Wesselborg, T.; Virolainen, S.; Sainio, T. Recovery of lithium from leach solutions of battery waste using direct solvent extraction with TBP and FeCl3. Hydrometallurgy 2021, 202, 105593. [Google Scholar] [CrossRef]
- Costa, R.; Dugo, P.; Mondello, L. Chemistry, Molecular Sciences and Chemical Engineering. Compr. Sampl. Sample Prep. 2012, 4, 43–59. [Google Scholar]
- Lee, P.; Li, C.; Chen, J.; Li, Y.; Chen, S. Dissolution of D2EHPA in liquid–liquid extraction process: Implication on metal removal and organic content of the treated water. Water Res. 2011, 45, 5953–5958. [Google Scholar] [CrossRef] [PubMed]
- Kocherginsky, N.M.; Yang, Q. Big Carrousel mechanism of copper removal from ammoniacal wastewater through supported liquid membrane. Sep. Purif. Technol 2007, 54, 104–116. [Google Scholar] [CrossRef]
- Liu, Q.; Tang, X.; Wang, Y.; Yang, Y.; Zhang, W.; Zhao, Y.; Zhang, X. ROS changes are responsible for tributyl phosphate (TBP)-induced toxicity in the alga Phaeodactylum tricornutum. Aquat. Toxicol. 2019, 208, 168–178. [Google Scholar] [CrossRef]
- MacCabe, W.; Smith, J.; Harriot, P. Unit Operations of Chemical Engineering, 5th ed.; McGraw-Hill: New York, NY, USA, 1993; pp. 623–632. [Google Scholar]
- Geankoplis, C. Transport Processes on Unit Operations, 3rd ed.; Prentice-Hall: Minnesota, NJ, USA, 2003; pp. 697–743. [Google Scholar]
- Torok, B.; Schafer, C.; Kokel, A. Solid catalysts for environmentally benign synthesis. In Heterogeneous Catalysis in Sustainable Synthesis; Elsevier: New Delhi, India, 2022; Volume 1, p. 229622. [Google Scholar]
- Lebron, Y.; Moreira, V.; Amaral, M. Metallic ions recovery from membrane separation processes concentrate: A special look onto ion exchange resins. Chem. Eng. J. 2021, 425, 131812. [Google Scholar] [CrossRef]
- Lv, R.; Hu, Y.; Jia, Z.; Li, R.; Zhang, X.; Liu, J.; Fan, C.; Feng, J.; Zhang, L.; Wang, Z. Removal of Fe3+ and Al3+ ions from phosphoric acid–nitric acid solutions with chelating resins. Hydrometallurgy 2019, 188, 194–200. [Google Scholar] [CrossRef]
- Nasef, M.; Ujang, Z. Introduction to Ion Exchange Processes. In Ion Exchange Technology I; Springer: Dordrecht, Netherlands, 2012; Volume 1, pp. 1–39. [Google Scholar]
- Virolainen, S.; Wesselborg, T.; Kaukinen, A.; Sainio, T. Removal of iron, aluminium, manganese and copper from leach solutions of lithium-ion battery waste using ion exchange. Hydrometallurgy 2021, 202, 105602. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Qu, D. Proof-of-Concept study of ion-exchange method for the recycling of LiFePO4 cathode. Waste Manag. 2023, 157, 1–7. [Google Scholar] [CrossRef]
- Becht, G.; Vaughey, J.; Britt, R.; Eagle, C.; Hwu, S. Ion exchange and electrochemical evaluation of the microporous phosphate Li9Fe7(PO4)10. Mater. Res. Bull. 2008, 43, 3389–3396. [Google Scholar] [CrossRef]
- Hermassi, M.; Granados, M.; Valderrama, C.; Skoglund, N.; Ayora, C.; Cortina, J. Impact of functional group types in ion exchange resins on rare earth element recovery from treated acid mine waters. J. Clean. Prod. 2022, 379, 134742. [Google Scholar] [CrossRef]
- Vinco, J.; Botelho Junior, A.; Duarte, H.; Espinosa, D.; Tenório, J. Purification of an iron contaminated vanadium solution through ion exchange resins. Miner. Eng. 2022, 176, 107337. [Google Scholar] [CrossRef]
- Perez, I.; Correa, M.; Tenório, J.; Espinosa, D. Effect of the pH on the Recovery of Al3+, Co2+, Cr3+, Cu2+, Fe3+, Mg2+, Mn2+, Ni2+ and Zn2+ by Purolite S950. Energy Technology. Miner. Met. Mater. Ser. 2018, 2018, 385–393. [Google Scholar]
- Song, Y.; Zhao, Z. Recovery of lithium from spent lithium-ion batteries using precipitation and electrodialysis techniques. Sep. Purif. Technol. 2018, 206, 335–342. [Google Scholar] [CrossRef]
- Li, Z.; He, L.; Zhu, Y.; Yang, C. A Green and Cost-Effective Method for Production of LiOH from Spent LiFePO4. Sustain. Chem. Eng. 2020, 8, 15915–15926. [Google Scholar] [CrossRef]
- Barrueto, Y.; Hernández, P.; Jiménez, Y.; Morales, J. Properties and application of ionic liquids in leaching base/precious metals from e-waste. A review. Hydrometallurgy 2022, 212, 105895. [Google Scholar] [CrossRef]
- Wandt, J.; Lee, J.; Arrigan, D.; Silvester, D. A lithium iron phosphate reference electrode for ionic liquid electrolytes. Electrochem. Commun. 2018, 93, 148–151. [Google Scholar] [CrossRef]
- Zhu, A.; Bian, X.; Han, W.; Cao, D.; Wen, Y.; Zhu, K.; Wang, S. The application of deep eutectic solvents in lithium-ion battery recycling: A comprehensive review. Resour. Conserv. Recycl. 2023, 188, 106690. [Google Scholar] [CrossRef]
- Milevskii, N.; Zinov’era, I.; Zakhodyaeva, Y.; Voshkin, A. Separation of Li(I), Co(II), Ni(II), Mn(II), and Fe(III) from hydrochloric acid solution using a menthol-based hydrophobic deep eutectic solvent. Hydrometallurgy 2022, 207, 105777. [Google Scholar] [CrossRef]
- Cabezas, R.; Zurob, E.; Gomez, B.; Merlet, G.; Plaza, A.; Araya-Lopez, C.; Romero, J.; Olea, F.; Quijada-Maldona, E.; Pino-Soto, L.; et al. Challenges and Possibilities of Deep Eutectic Solvent-Based Membranes. Ind. Eng. Res. 2022, 61, 17397–17422. [Google Scholar] [CrossRef]
- Deep Eutectic Solvents: A Review of Fundamentals and Applications. U.S. Department of Energy. 2020. Available online: https://www.energy.gov/ (accessed on 1 February 2023).
- Schiavi, P.; Altimari, P.; Branchi, M.; Zanoni, R.; Simonetti, G.; Navarra, M.; Pagnanelli, F. Selective recovery of cobalt from mixed lithium ion battery wastes using deep eutectic solvent. Chem. Eng. J. 2021, 417, 129249. [Google Scholar] [CrossRef]
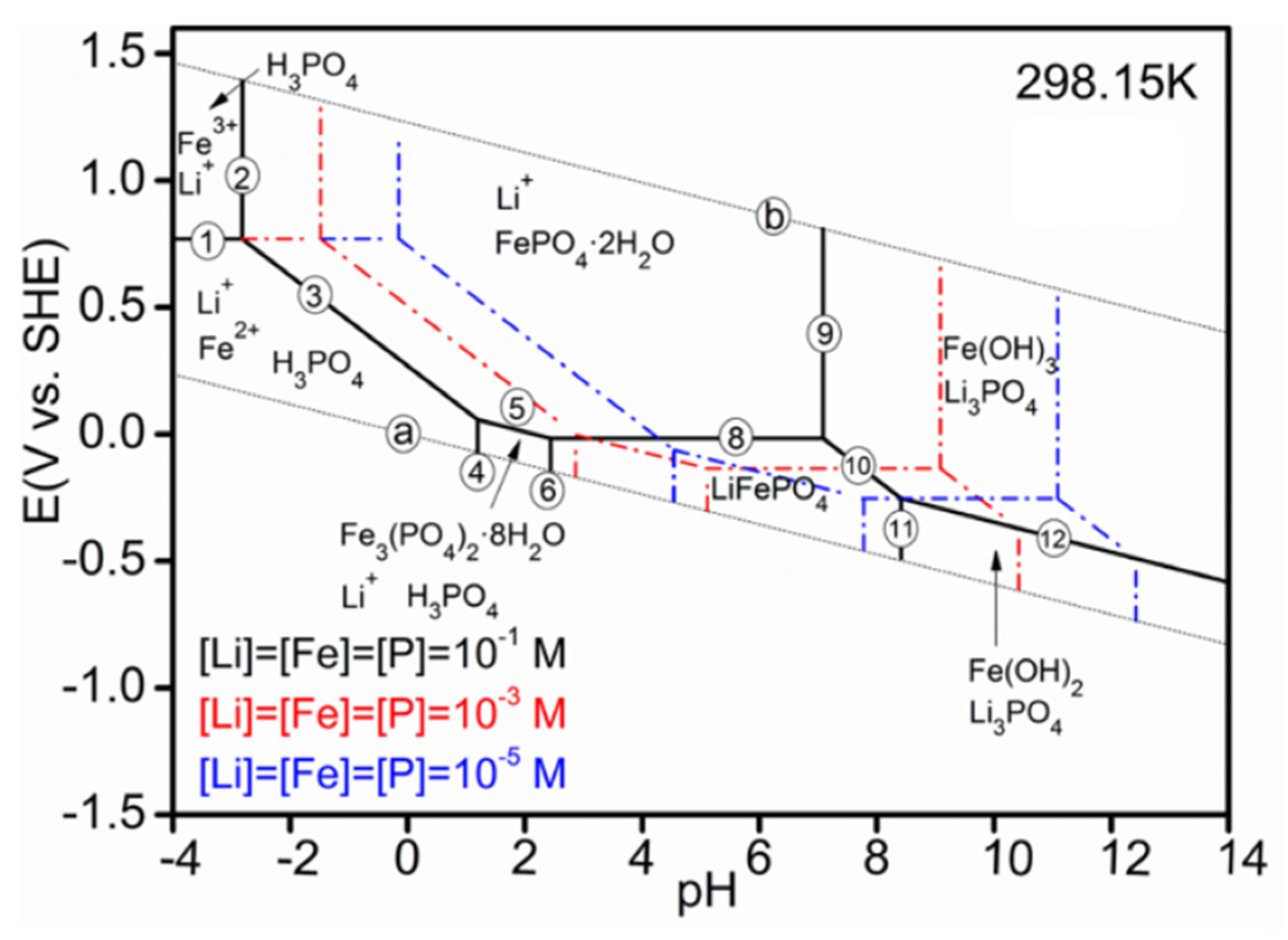
- Jing, Q.; Zhang, J.; Liu, Y.; Yang, C.; Ma, B.; Chen, Y.; Wang, C. E-pH Diagrams for the Li-Fe-P-H2O System from 298 to 473 K: Thermodynamic Analysis and Application to the Wet Chemical Processes of the LiFePO4 Cathode Material. J. Phys. Chem. 2019, 123, 14207–14215. [Google Scholar] [CrossRef]






| Cathode | LiCoO2 | LiMn2O4 | LiNxMyCzO2 | LiFePO4 |
|---|---|---|---|---|
| Tap density (kg/m3) | 2.8–3.0 | 2.2–2.4 | 2.0–2.3 | 1.0–1.4 |
| Specific surface area (m2/kg) | 400–600 | 400–800 | 200–400 | 1200–2000 |
| Theoretical specific capacity (Ah/kg) | 274 | 148 | 270–285 | 170 |
| Specific capacity (Ah/kg) | 135–140 | 100–115 | 155–165 | 130–140 |
| Voltage (V) | 3.6 | 3.7 | 3.5 | 3.2 |
| Cycle life | 300 cycles | 500 cycles | 800 cycles | 2000 cycles |
| Abundance of raw materials | Poor | Abundant | Poor | Very abundant |
| Cost of raw material | Very expensive | Cheap | Expensive | Cheap |
| Environment | Containing cobalt | Nontoxic | Containing nickel and cobalt | Nontoxic |
| Safety | Poor | Better | Better | Best |
| Company | Country | Capacity (ton/year) | Recycling Process | Products |
|---|---|---|---|---|
| Umicore | Belgium | 7000 | Pyro-dominant | Ni-Co alloy, NiCO3, NiSO4, CoCO3, CoSO4 |
| Xstrata (Glencore) | Switzerland | 7000 | Pyro-dominant | Co alloy |
| Inmetco | USA | 6000 | Pyro-dominant | Co–Ni–Fe alloy |
| Accurec | Germany | 6000 | Pyro-dominant | Li2CO3 |
| JX Nippon Mining and Metals | Japan | 5000 | Pyro-dominant | Co Alloy |
| Retriev | Canada | 4500 | Hydro-dominant | Li2CO3 and Ni |
| Recupyl | France | 110 | Hydro-dominant | MnCO3 and Co |
| Pre-Treatment | Raw Material | Reagent | Conditions | Leaching Efficiency | Authors |
|---|---|---|---|---|---|
| Discharge | LiFePO4 spent powder | 2.5 mol/L H2SO4 | Solid:liquid ratio 10 mL/g, 4 h, 60 °C and 500 rpm | Li = 97% Fe = 98% | [97] |
| Manual | LiFePO4 spent powder | 2 mol/L H2SO4 | Solid:liquid ratio 20:1, 70 °C and 2 h | Li = 97.7% Fe = 93.3% | [99] |
| Separation | LiFePO4 spent powder and Al foil | AMR (H2SO4 98%wt volume/mass spent LFP) = 0.35:1 | 20 °C, 90 min, Solid:liquid ratio 5:1 and 800 rpm | Li = 92.19% Fe = 91.53% P = 91.01% Al = 15.98% | [100] |
| Calcining (600 °C) | LiFePO4 spent powder | 10 g LiFePO4 0.32 mol/L H2SO4 H2O2 | 60 °C | Not mentioned | [103] |
| Discharge, Manual | LiFePO4 spent powder | 0.3 mol/L H2SO4, 2.07 H2O2/Li molar ratio | 0.57 molar ratio H2SO4/Li, 200 rpm, 60 °C and 120 min | Li = 96.85% Fe = 0.03% P = 1.95% | [101] |
| Separation and Alkaline Leaching | LiFePO4 spent powder | 0.6 mol/L H2SO4 1.3 MPa O2 | Solid:liquid ratio 0.525:1, 120 °C and 90 min | Li = 97% Fe = 1% | [102] |
| Purification Process | Reagent | Conditions | Purification Efficiency | Authors |
|---|---|---|---|---|
| Precipitation | NaOH Na3PO4 | 65 °C 2 h 250 rpm | Li3PO4 = 95.56% | [101] |
| Precipitation Regeneration | NH3 Na2CO3 LiCO3 FePO4 | Boil point Ball-milling, 7 h 300 °C, 4 h 700 °C, 10 h | Not mentioned | [97] |
| Resynthesis (Hydrothermal reaction) | Leachate liquor Li:Fe:P = 3:1:10 Glucose 8:100 weight ratio LFP cathode | 200 °C, 6 h Filtration 50 °C, 8 h 200 °C, 6 h | Not mentioned | [99] |
| Precipitation | NaOH Na3PO4 | Room temperature 240 min | Fe = 97.6% Li = 96.9% | [103] |
| Precipitation Regeneration | NaOH Na2CO3 FePO4 LiCO3 C6H12O6 | 700 °C, 8 h Air and 700 °C, 3 h Air | Li = 84.8% Fe = 96.4% | [98] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vasconcelos, D.d.S.; Tenório, J.A.S.; Botelho Junior, A.B.; Espinosa, D.C.R. Circular Recycling Strategies for LFP Batteries: A Review Focusing on Hydrometallurgy Sustainable Processing. Metals 2023, 13, 543. https://doi.org/10.3390/met13030543
Vasconcelos DdS, Tenório JAS, Botelho Junior AB, Espinosa DCR. Circular Recycling Strategies for LFP Batteries: A Review Focusing on Hydrometallurgy Sustainable Processing. Metals. 2023; 13(3):543. https://doi.org/10.3390/met13030543
Chicago/Turabian StyleVasconcelos, David da Silva, Jorge Alberto Soares Tenório, Amilton Barbosa Botelho Junior, and Denise Crocce Romano Espinosa. 2023. "Circular Recycling Strategies for LFP Batteries: A Review Focusing on Hydrometallurgy Sustainable Processing" Metals 13, no. 3: 543. https://doi.org/10.3390/met13030543