

LPBF-Formed 2024Al Alloys: Process, Microstructure, Properties, and Thermal Cracking Behavior


Abstract
:
1. Introduction
2. Experimental Section
3. Results
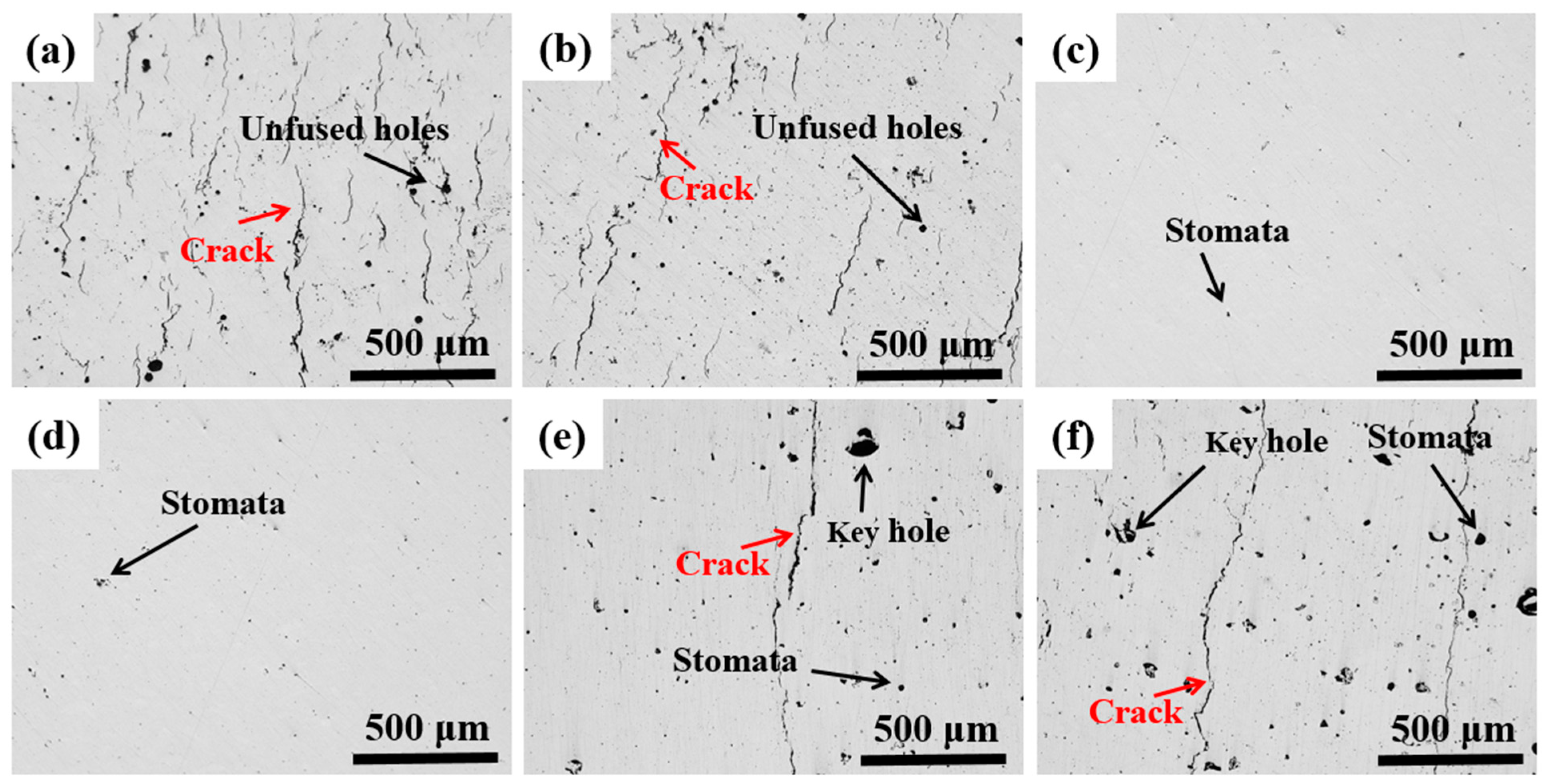
3.1. Density and Defects
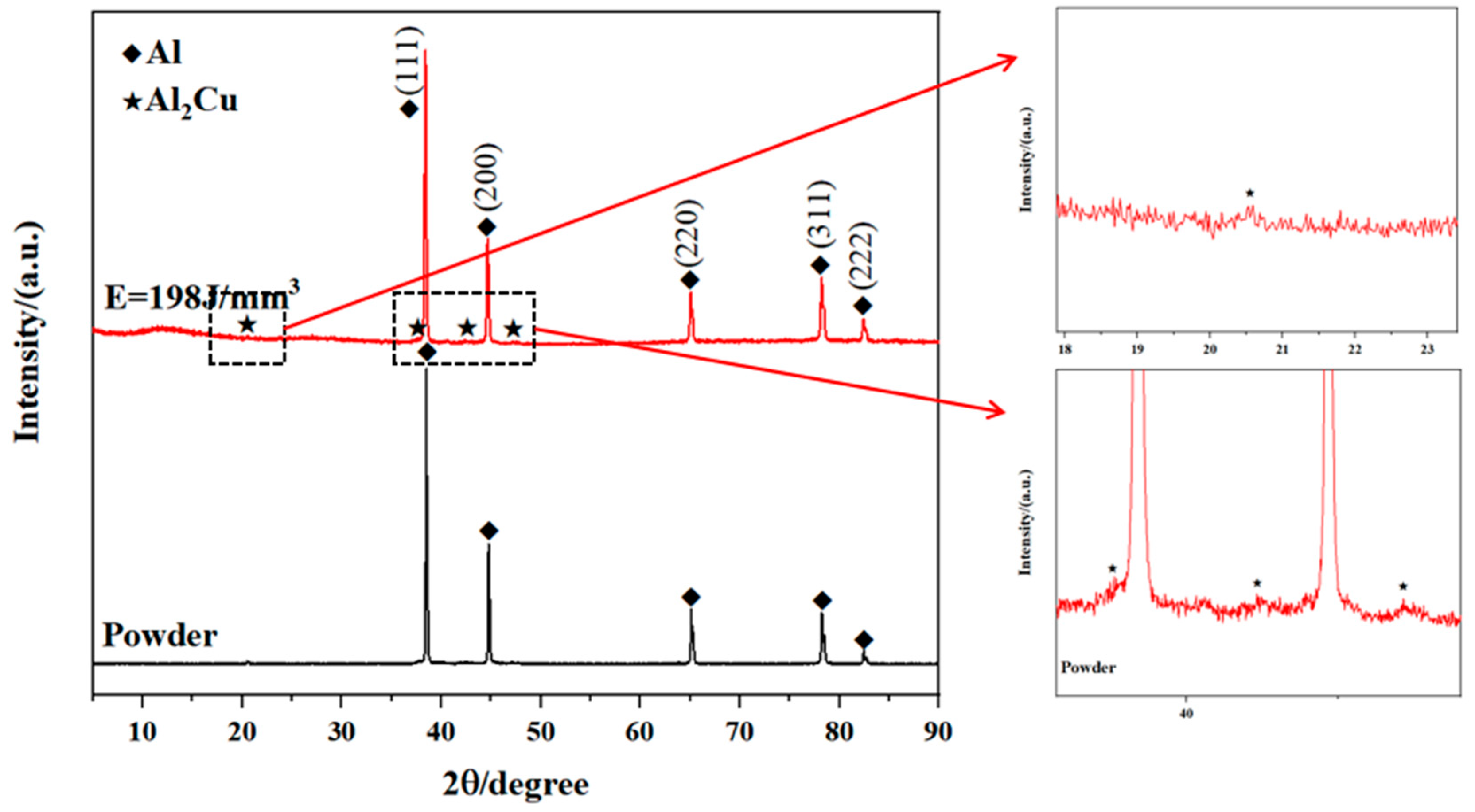
3.2. Phase Analysis
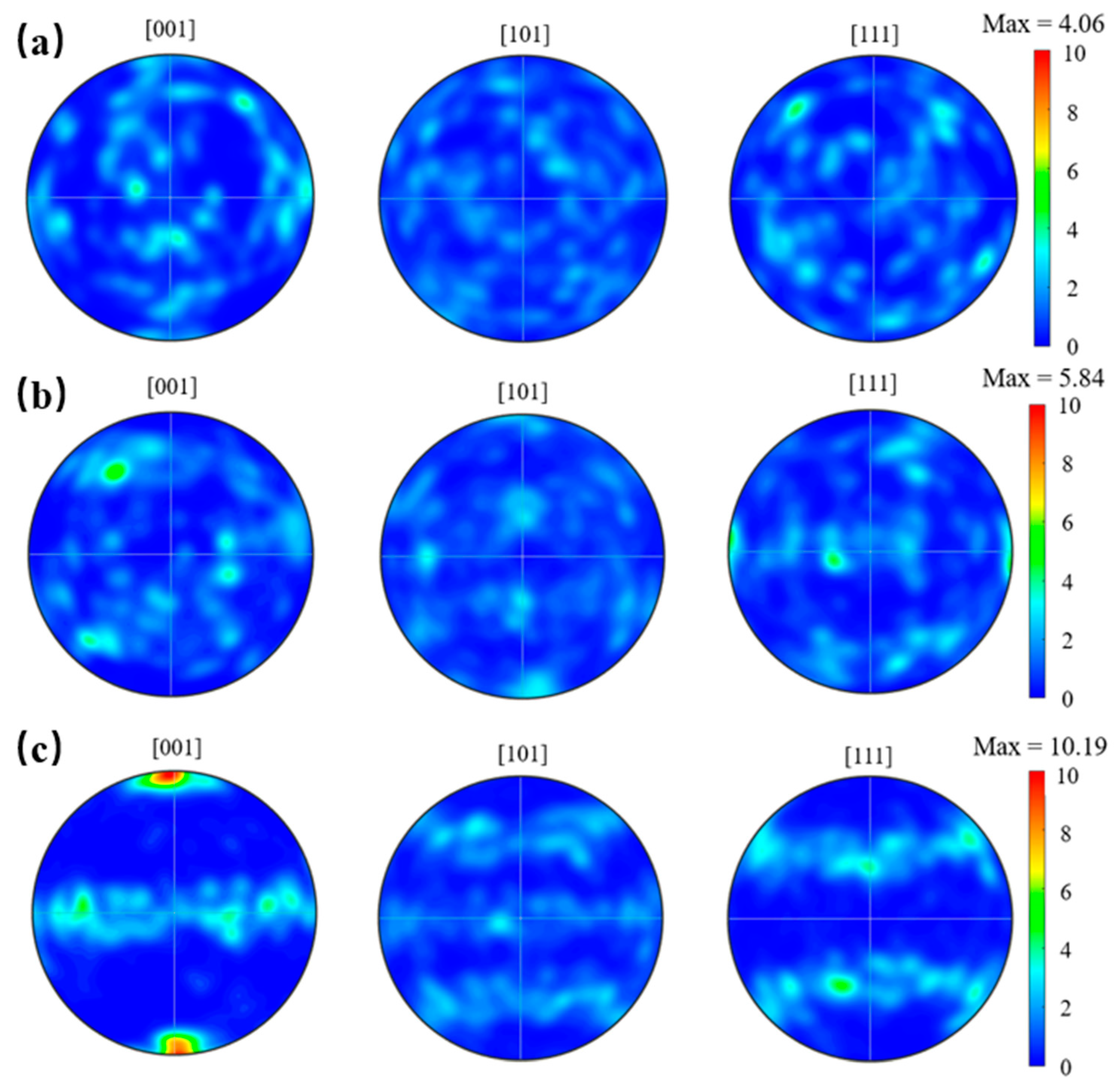
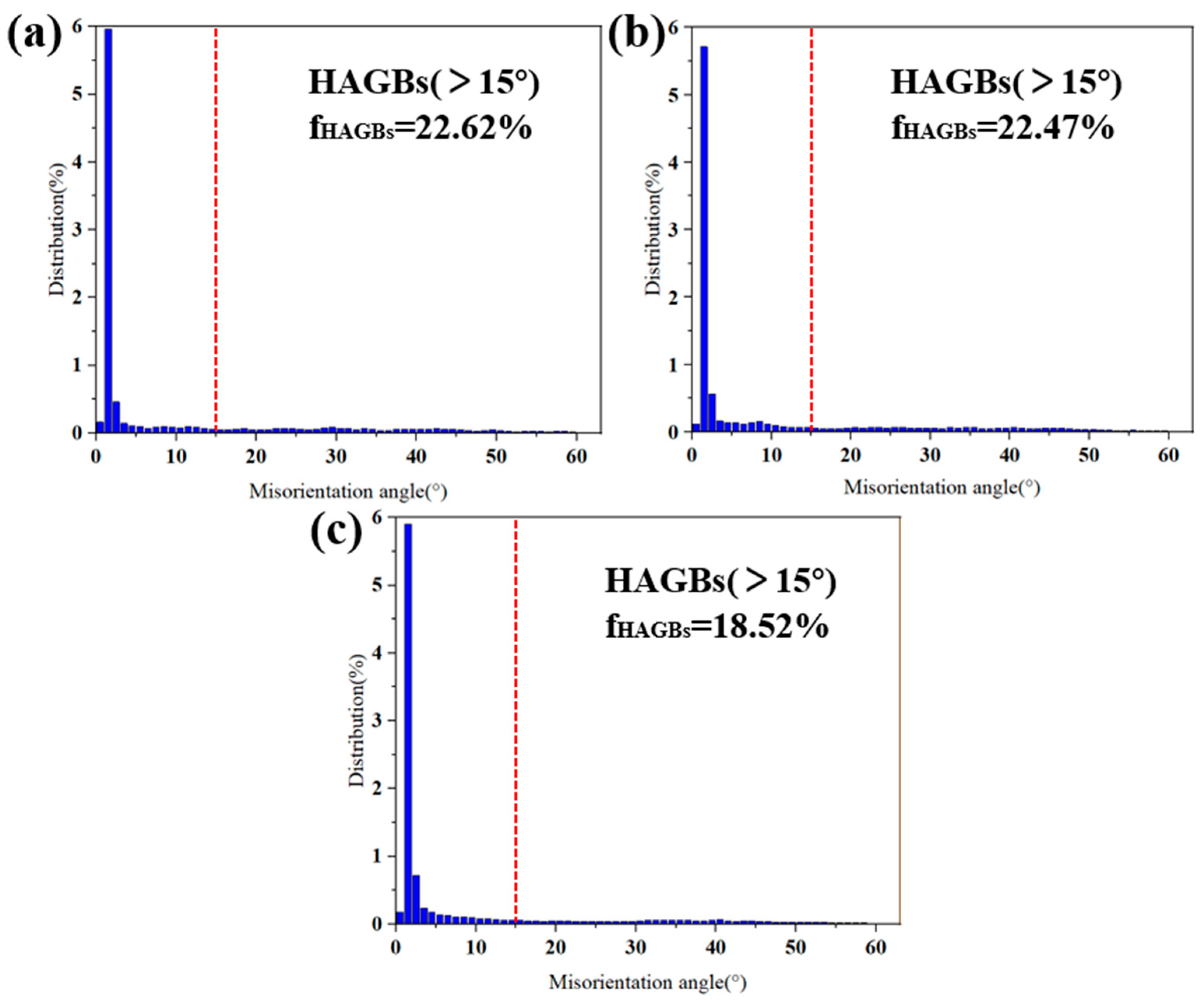
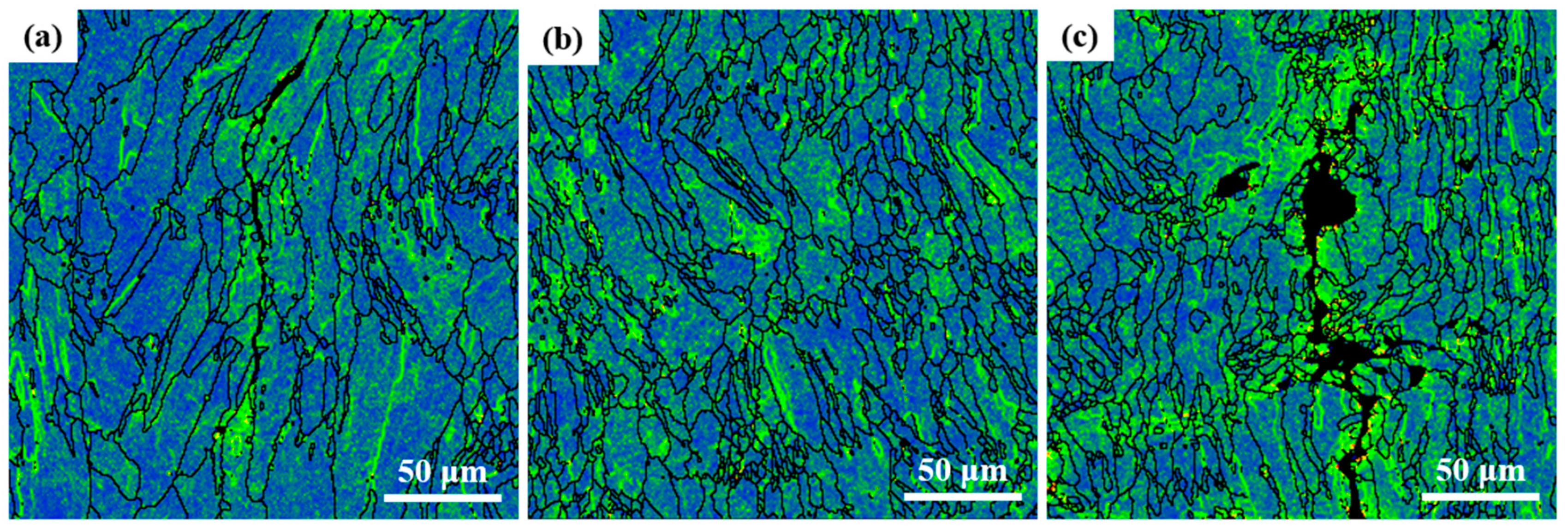
3.3. Microstructural Characterization
3.4. Mechanical Characterization
4. Discussion
4.1. Crack Formation Mechanism and Thermal Crack Susceptibility of LPBF-Formed 2024Al
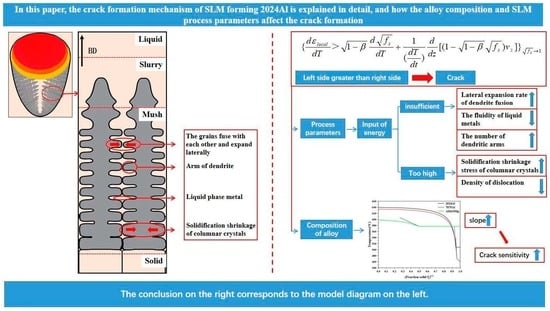
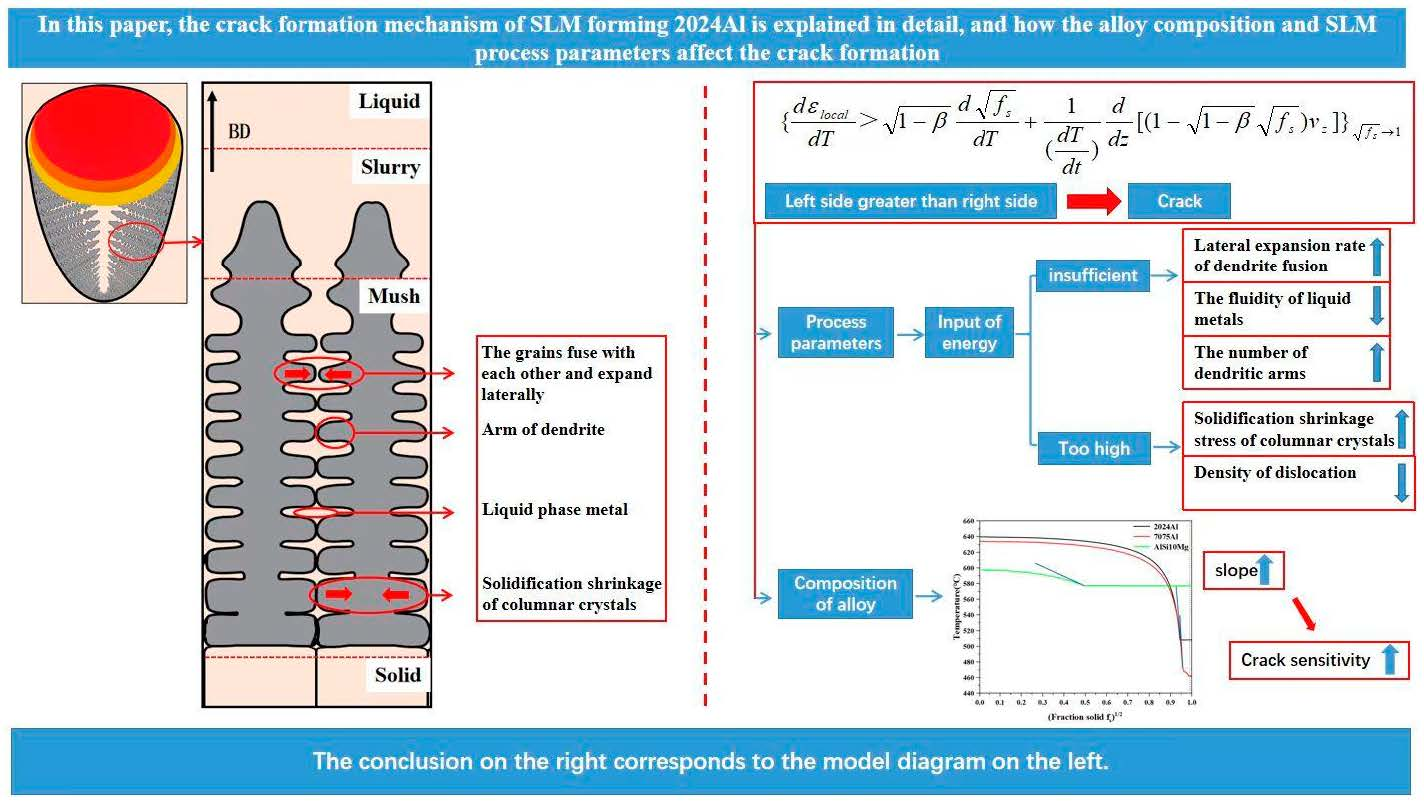
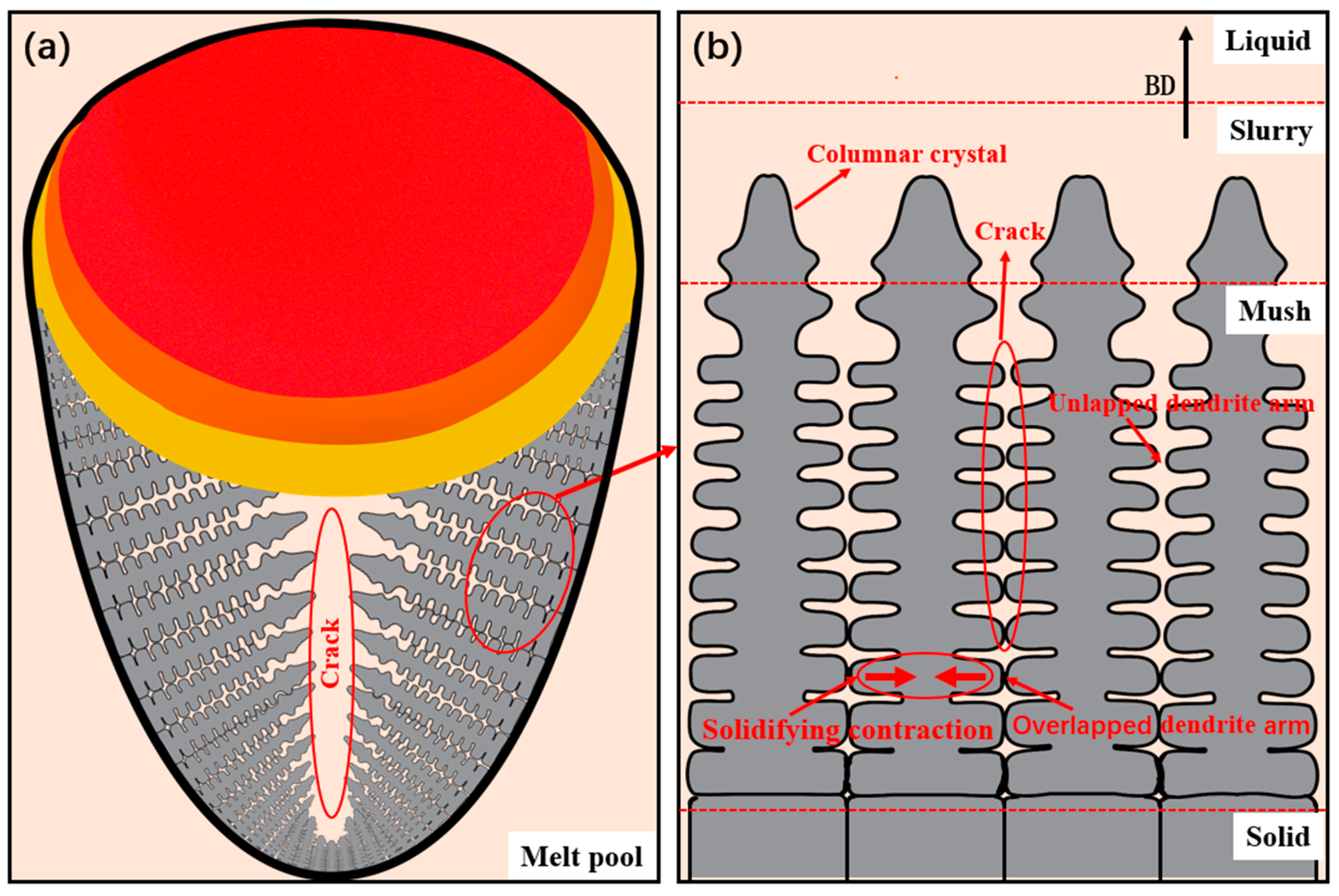
4.1.1. Crack Formation Mechanism
4.1.2. Crack Sensitivity
4.2. Influence of Process Parameters on Thermal Cracking
4.2.1. Effect of Increasing Energy Input on Thermal Cracks within a Certain Range
- (1)
- The crack sensitivity analysis in Section 4.1 assumes that three alloys experienced the same cooling rate. However, according to Equation (4), changing the cooling rate (dT/dt) can also affect the relationship of the equation. Therefore, when 2024Al is formed using LPBF, though the high thermal crack sensitivity easily increases the left-hand side of Equation (4), it can be changed by reducing the cooling rate (dT/dt) to achieve the effect of eliminating thermal cracks. During LPBF forming, increasing the input laser energy density can reduce the cooling rate. Therefore, if one wants to eliminate thermal cracks, the input energy can be appropriately increased.
- (2)
- According to Gu et al. [29]:where m refers to the atomic mass, represents the surface tension of the liquid (N/m), denotes the Boltzmann constant, and T corresponds to the temperature of molten pool. The analysis reveals that the dynamic viscosity of liquid metal in the molten pool during LPBF forming is inversely proportional to the temperature of the molten pool. Therefore, an appropriate increase in energy input can reduce the viscosity of the liquid phase metal and improve the filling capacity.
- (3)
- The surface tension distribution of the molten pool is opposite to the temperature distribution. The surface tension is smallest at the center of the light spot and increases toward the edge of the molten pool, thereby forming a surface tension gradient. The surface tension gradient forms a shear force on the molten pool surface, which promotes the flow of melt from the place with low surface tension to a place with high surface tension, forming the Marangoni convection. The intensity of the Marangoni convection can be expressed by the Marangoni convection number (Ma) [30]:where l0 refers to the characteristic length of molten pool, represents thermal diffusivity, and denotes the temperature gradient. The temperature gradient () and surface tension gradient () can be increased by increasing the energy input appropriately, enhancing the Marangoni convection. At this time, the fluidity of the liquid phase metal in the molten pool is enhanced and the metallurgical bonding between adjacent layers becomes sufficient. Hence, the filling capacity of the liquid phase metal is also enhanced.
- (4)
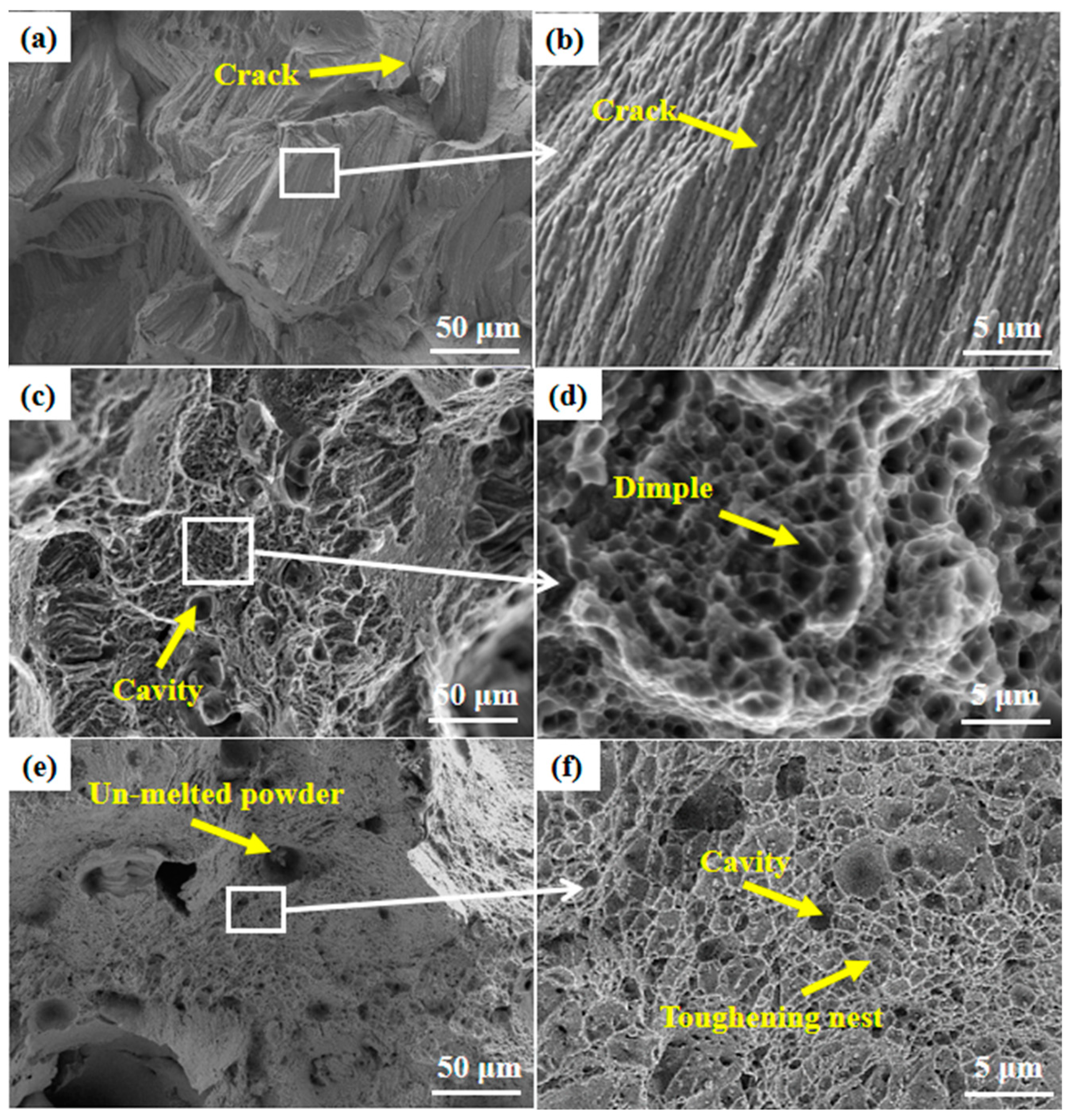
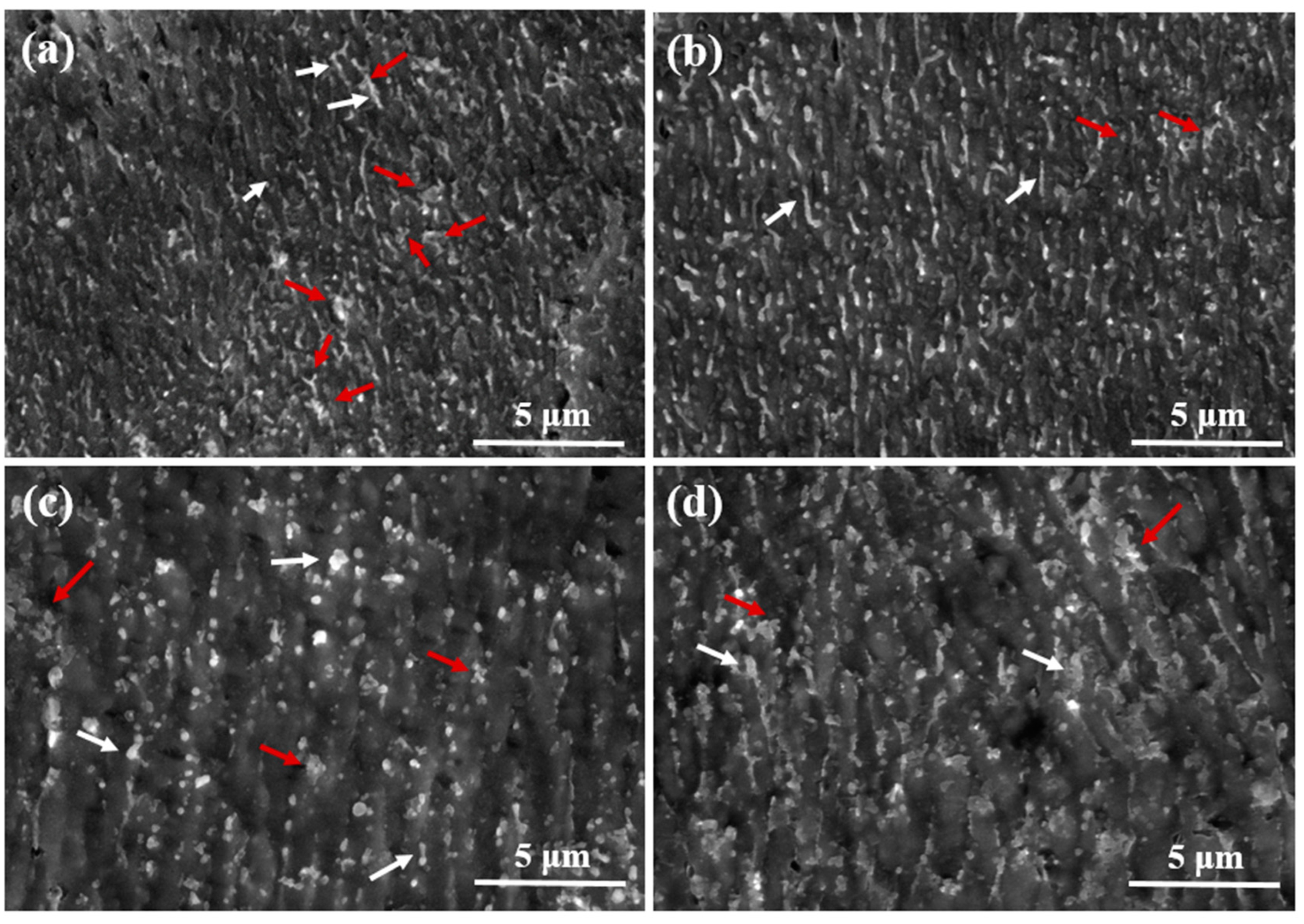
- Figure 14 shows SEM images of primary and secondary dendrites at the boundary of the molten pool. With the increase in VED, the number of primary and secondary dendrites in the sample decreases. It can be seen from the crack formation mechanism diagram in Figure 12 that the reduction in the number of primary and secondary dendrites can reduce the number of overlapping dendrites in the mushy zone and reduce the difficulty of filling the liquid metal.
4.2.2. Effect of Excessive Energy Input on Thermal Cracks
- (1)
- When the VED is too large, the excessively high temperature in the molten pool causes the vaporization of moisture in the powder and metallic elements with a low melting point, and the gas cannot escape under an extremely fast cooling rate of LPBF and form pores in the sample [13]. In addition, a high energy density leads to the formation of keyholes in pores and oxides at the bottom of the molten pool [19]. As shown in Figure 11c, stress concentration points exist near irregular pores, which increase the left-hand side of Equation (4), resulting in the formation of cracks.
- (2)
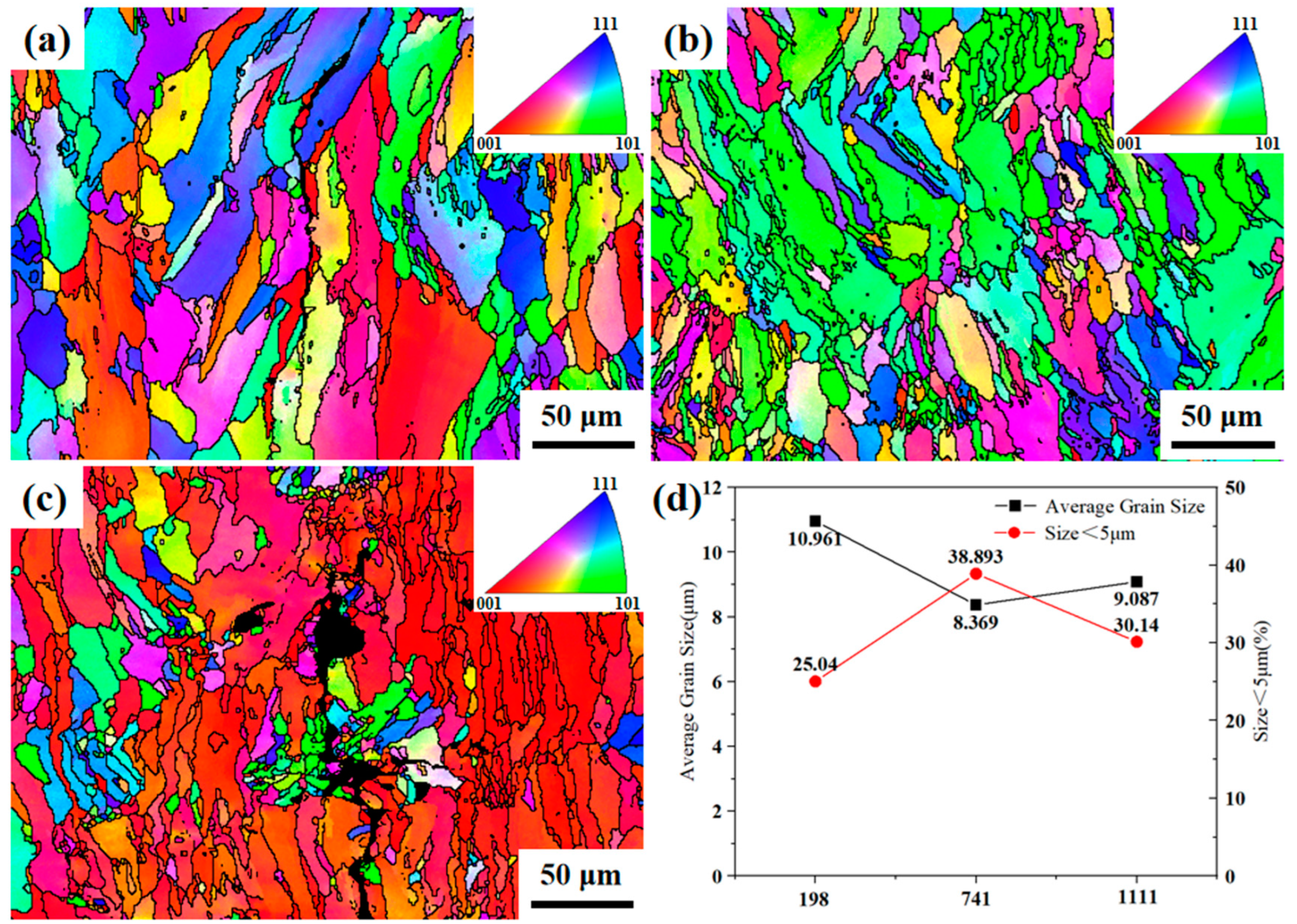
- The dislocations can often hinder crack propagation. Based on the analysis in Section 3.3 and Figure 9, it can be seen that the dislocation density of the sample decreases significantly when the VED is too large, which indicates that cracking is more difficult to restrain. Therefore, the crack length increases when the VED is too large.
5. Conclusions
- (1)
- During LPBF formation of 2024Al alloy, the defects mainly include cracks, pores, and unfused pores, and the content of cracks is much higher than pores. The cracks and pores of the specimen can be eliminated through process optimization. At E = 741 J/mm3, the maximum density of the specimen reaches 99.77%.
- (2)
- The impact of crack defects on the mechanical properties of the specimen is far greater than pore defects. Under the optimal process, the strength was 330 ± 7 MPa, yield strength was 234 ± 6 MPa, and elongation at the breaking point was 9 ± 0.6%.
- (3)
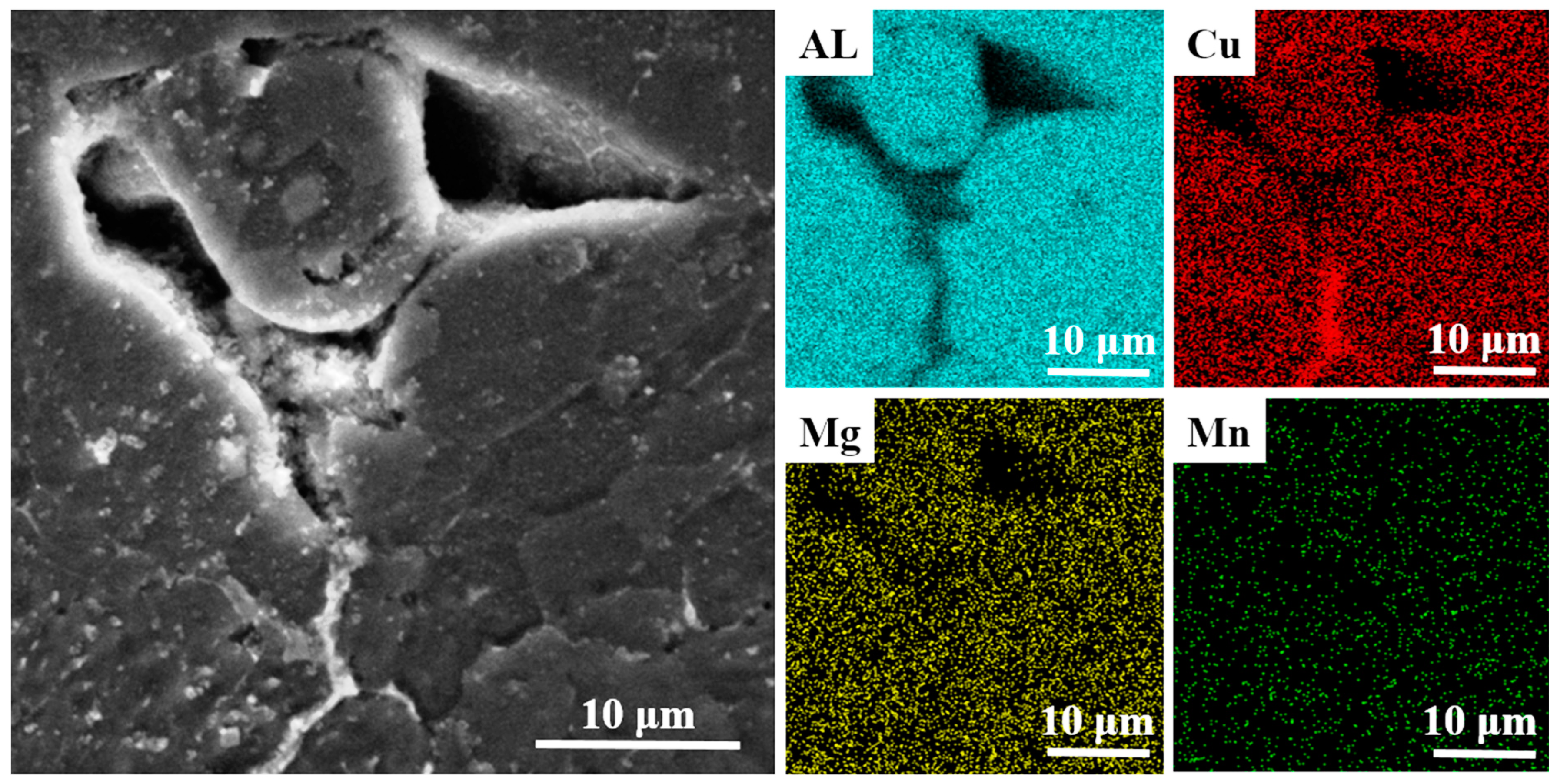
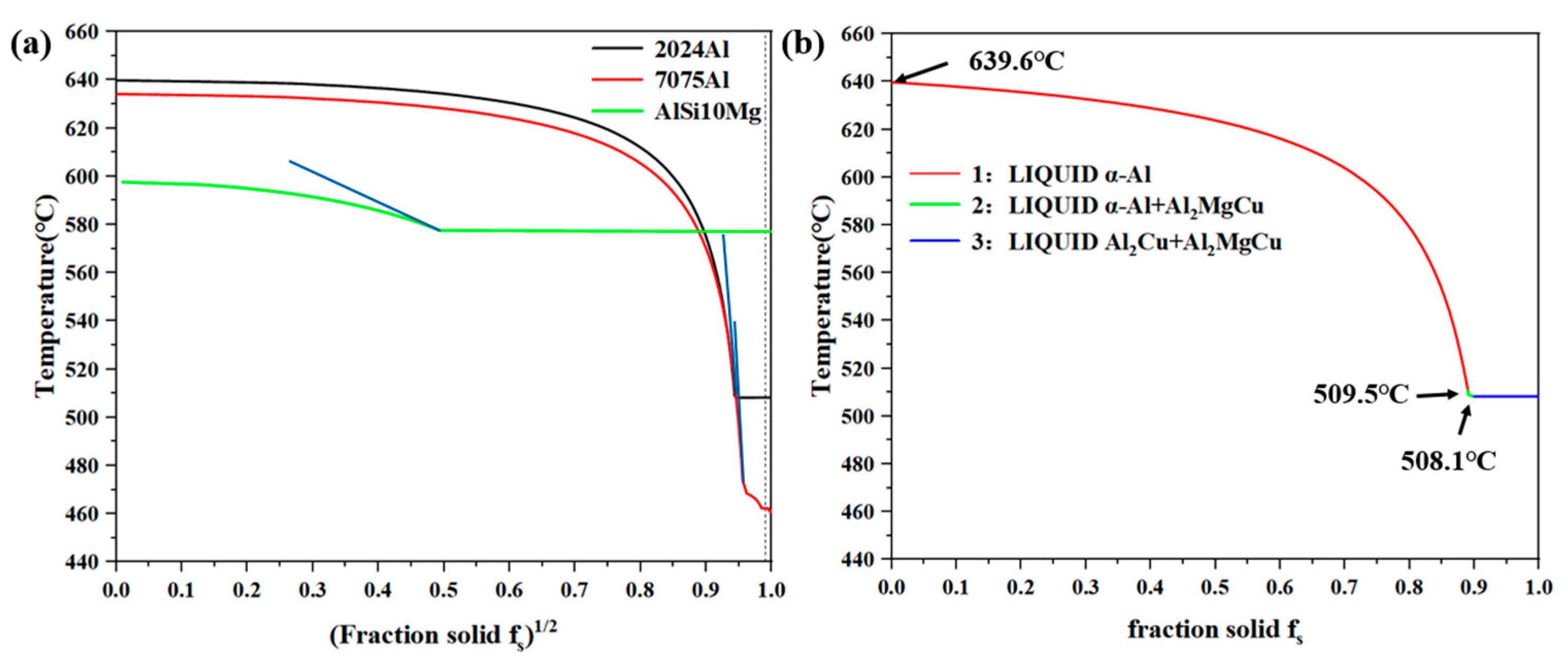
- Thermal crack sensitivity of the 2024Al alloy is due to high Cu and Mg contents, which makes the lateral strain rate of columnar dendrites bigger than the sum of the lateral expansion rate of grain fusion and liquid phase filling rate at grain boundaries. In addition, the extremely high cooling rate of LPBF also aggravates the thermal cracking tendency during the LPBF forming of the 2024Al alloy.
- (4)
- Excessively small energy input leads to an increase in the cooling rate, enhancing the viscosity of the liquid metal, weakening the Marangoni convection strength, and increasing the number of dendrites at the boundary of the molten pool, thereby exacerbating the tendency of thermal cracking. When the energy input is too large, the occurrence of pores leads to a strong stress concentration and causes cracks, and the decrease in dislocation density makes it difficult to suppress crack propagation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Zhang, J.; Li, F.; Zhang, H. Research progress on preparation of metallic materials by selective laser melting. Laser Optoelectron. Prog. 2019, 56, 100003. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Wang, P.; Eckert, J.; Prashanth, K.G.; Wu, M.W.; Scudino, S. A review of particulate-reinforced aluminum matrix composites fabricated by selective laser melting. Trans. Nonferrous Met. Soc. China 2020, 30, 2001–2034. [Google Scholar] [CrossRef]
- Nie, X.; Zhang, H.; Zhu, H.; Hu, Z.; Ke, L.; Zeng, X. Analysis of processing parameters and characteristics of selective laser melted high strength al-cu-mg alloys: From single tracks to cubic samples. J. Mater. Process. Technol. 2018, 256, 69–77. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength al–cu–mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Mair, P.; Goettgens, V.S.; Rainer, T.; Weinberger, N.; Letofsky-Papst, I.; Mitsche, S.; Leichtfried, G. Laser powder bed fusion of nano-cab 6 decorated 2024 aluminum alloy. J. Alloys Compd. 2021, 863, 158714. [Google Scholar] [CrossRef]
- Tan, Q.; Zhang, J.; Sun, Q.; Fan, Z.; Li, G.; Yin, Y.; Liu, Y.; Zhang, M.-X. Inoculation treatment of an additively manufactured 2024 aluminium alloy with titanium nanoparticles. Acta Mater. 2020, 196, 1–16. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.; Mukherjee, T.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Niu, P.; Li, R.; Yuan, T.; Zhu, S.; Chen, C.; Wang, M.; Huang, L. Microstructures and properties of an equimolar AlCoCrFeNi high entropy alloy printed by selective laser melting. Intermetallics 2019, 104, 24–32. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A Review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Rao, J.H.; Zhang, Y.; Huang, A.; Wu, X.; Zhang, K. Improving fatigue performances of selective laser melted Al-7Si-0.6Mg alloy via defects control. Int. J. Fatigue 2019, 129, 105215. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2017, 251, 376–386. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Prashanth, K.; Scudino, S.; Klauss, H.; Surreddi, K.; Löber, L.; Wang, Z.; Chaubey, A.; Kühn, U.; Eckertl, J. Microstructure and mechanical properties of al–12si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Tan, Q.; Liu, Y.; Fan, Z.; Zhang, J.; Yin, Y.; Zhang, M.-X. Effect of processing parameters on the densification of an additively manufactured 2024 Al alloy. J. Mater. Sci. Technol. 2020, 58, 34–45. [Google Scholar] [CrossRef]
- Wang, M.; Song, B.; Wei, Q.; Shi, Y. Improved mechanical properties of alsi7mg/nano-sicp composites fabricated by selective laser melting. J. Alloys Compd. 2019, 810, 151926. [Google Scholar] [CrossRef]
- Zhao, B.; Cai, Q.; Cheng, J.; Yang, S.; Chen, F. Investigation on recrystallization and precipitation behaviors of al-4.5cu-1.5mg alloy refined by ti-supported tic nanoparticles—Sciencedirect. J. Alloys Compd. 2019, 800, 392–402. [Google Scholar] [CrossRef]
- Kamaya, M. A smoothing filter for misorientation mapping obtained by ebsd. Mater. Trans. 2010, 51, 1516–1520. [Google Scholar] [CrossRef] [Green Version]
- Rappaz, M.; Drezet, J.M.; Gremaud, M. A new hot-tearing criterion. Metall. Mater. Trans. A 1999, 30, 449–455. [Google Scholar] [CrossRef] [Green Version]
- Kou, S. A criterion for cracking during solidification. Acta Mater. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Liu, J.; Duarte, H.P.; Kou, S. Evidence of back diffusion reducing cracking during solidification. Acta Mater. 2017, 122, 47–59. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Kou, S. Crack susceptibility of binary aluminum alloys during solidification. Acta Mater. 2016, 110, 84–94. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Kou, S. Susceptibility of ternary aluminum alloys to cracking during solidification. Acta Mater. 2017, 125, 513–523. [Google Scholar] [CrossRef] [Green Version]
- Gulliver, G.H. The quantitative effect of rapid cooling upon the constitution of binary alloys. J. Inst. Met. 1909, 9, 120–157. [Google Scholar]
- Zang, H. Study on Weldability of 2024 High-Strength Aluminum Alloy by High-Power CO2 Laser. Master’s Thesis, Shanghai Jiao Tong University, Shanghai, China, 2013. [Google Scholar]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Zhong, Y.; Zhuo, Y.; Wang, Z.; Sha, Y. Marangoni convection induced by simultaneous mass and heat transfer during evaporation of n-heptane/ether binary liquid mixture. Int. J. Heat Mass Transf. 2017, 108, 812–821. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mg | Cu | Mn | Ti | Zn | Si | Cr | Fe | Pb, Bi |
|---|---|---|---|---|---|---|---|---|---|
| Bal | 1.62 | 4.70 | 0.51 | 0.03 | 0.055 | / | / | / | / |
| Parameter | Value |
|---|---|
| Laser power (P, W) | 140, 160, 180, 200, 240 |
| Scanning speed (V, mm/s) | 60, 80, 120, 180, 240, 300 |
| Hatching space (HP, μm) | 90 |
| Layer thickness (T, μm) | 30 |
| Scanning strategy (θ, °) | 67 |
| Laser Energy Density (J/mm3) | UTS (MPa) | EL (%) | |
|---|---|---|---|
| 198 | 60 ± 4 | / | / |
| 741 | 330 ± 7 | 234 ± 6 | 9 ± 0.6 |
| 1111 | 300 ± 9 | 203 ± 5 | 7 ± 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, S.; Wang, J.; Li, M.; Chen, Z.; Lu, B.; Shen, S.; Li, Y. LPBF-Formed 2024Al Alloys: Process, Microstructure, Properties, and Thermal Cracking Behavior. Metals 2023, 13, 268. https://doi.org/10.3390/met13020268
Yao S, Wang J, Li M, Chen Z, Lu B, Shen S, Li Y. LPBF-Formed 2024Al Alloys: Process, Microstructure, Properties, and Thermal Cracking Behavior. Metals. 2023; 13(2):268. https://doi.org/10.3390/met13020268
Chicago/Turabian StyleYao, Sen, Jiajian Wang, Min Li, Zhen Chen, Bingheng Lu, Song Shen, and Yao Li. 2023. "LPBF-Formed 2024Al Alloys: Process, Microstructure, Properties, and Thermal Cracking Behavior" Metals 13, no. 2: 268. https://doi.org/10.3390/met13020268