

Correlation Analysis of Established Creep Failure Models through Computational Modelling for SS-304 Material
 , ,
, ,
Abstract
:1. Introduction
Research Objectives
2. Creep Damage Constitutive Models
2.1. Norton Bailey Model
2.2. Omega Model
2.3. Kachanov–Rabotnov Model
2.4. Theta Projection Model
2.5. Sine-Hyperbolic Model
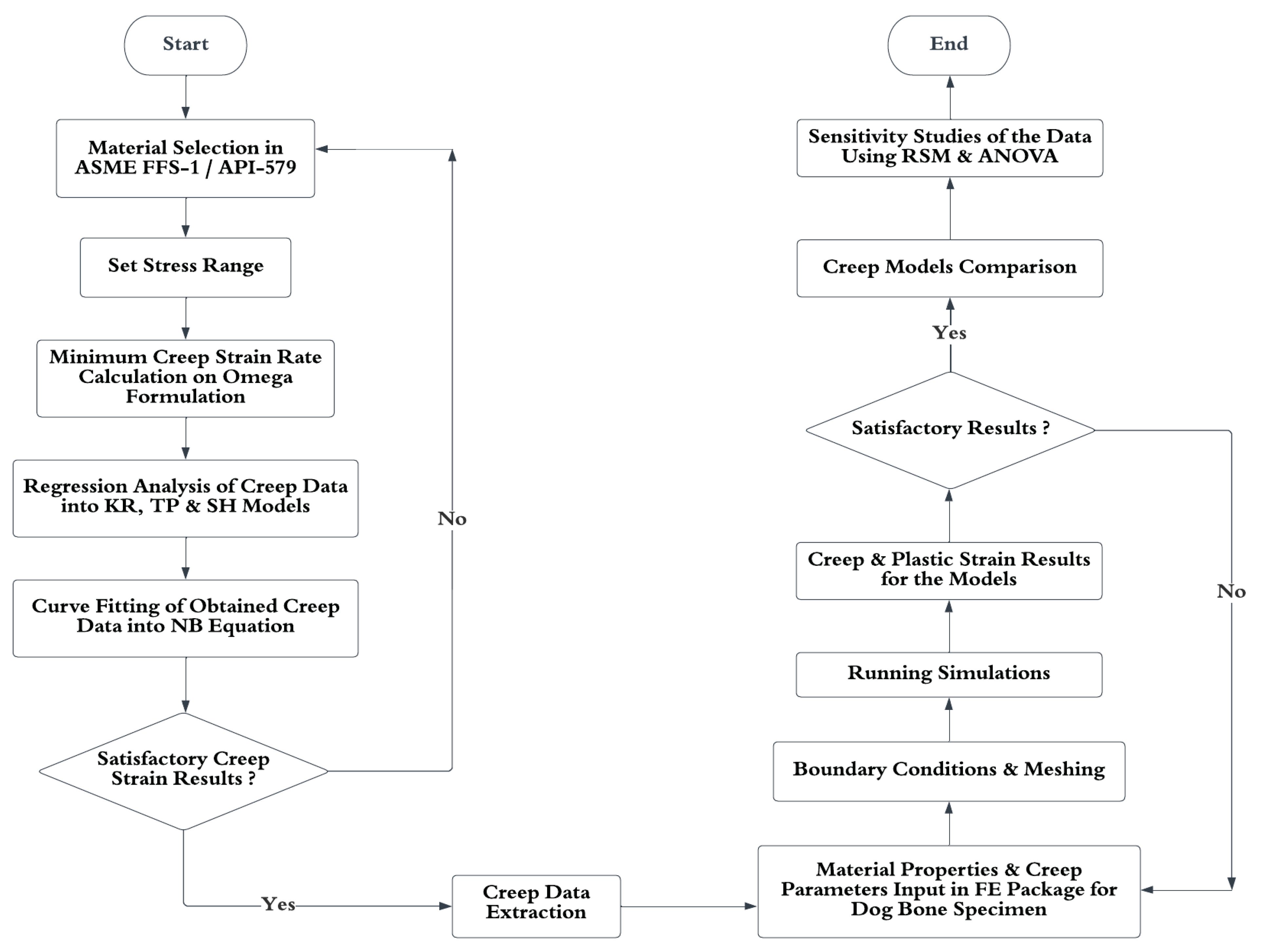
3. Methodology
3.1. Creep Strain Analytical Analysis
3.2. Regression Analysis of Creep Plot through Extrapolative Prediction
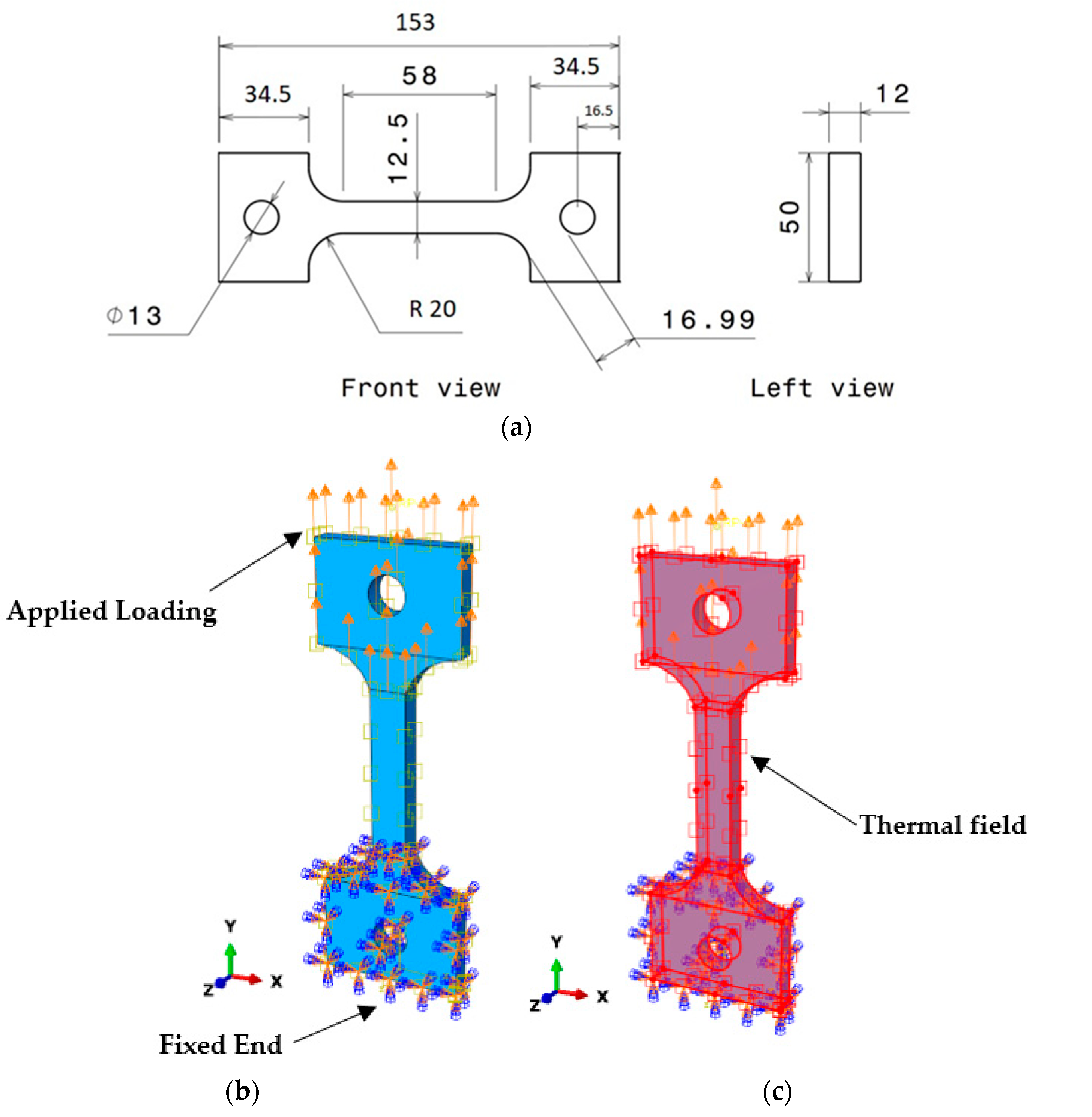
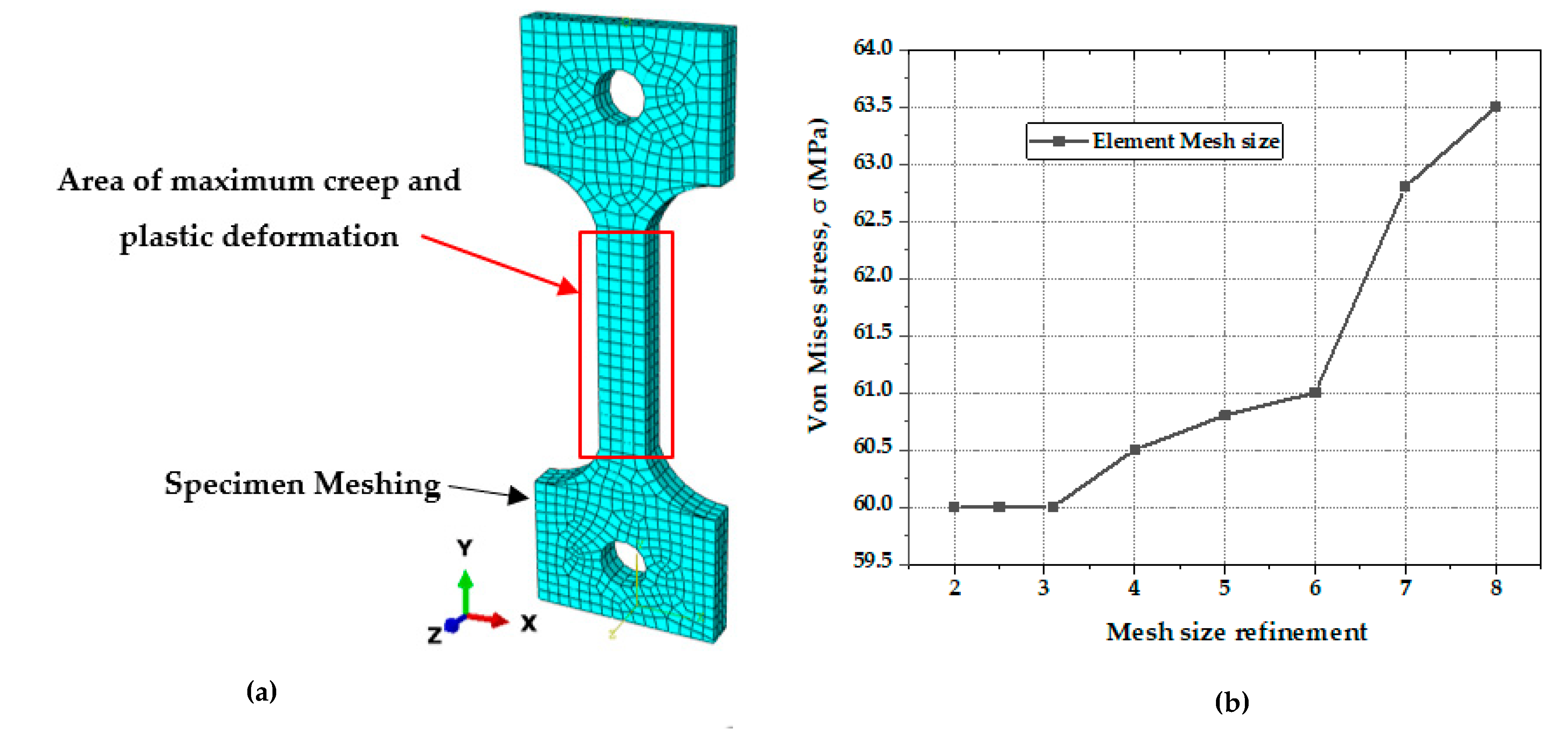
3.3. Finite Element Geometry Modelling and Pre-Processing
3.4. Sensitivity Analysis of Established Models Using RSM and ANOVA
4. Results and Discussions
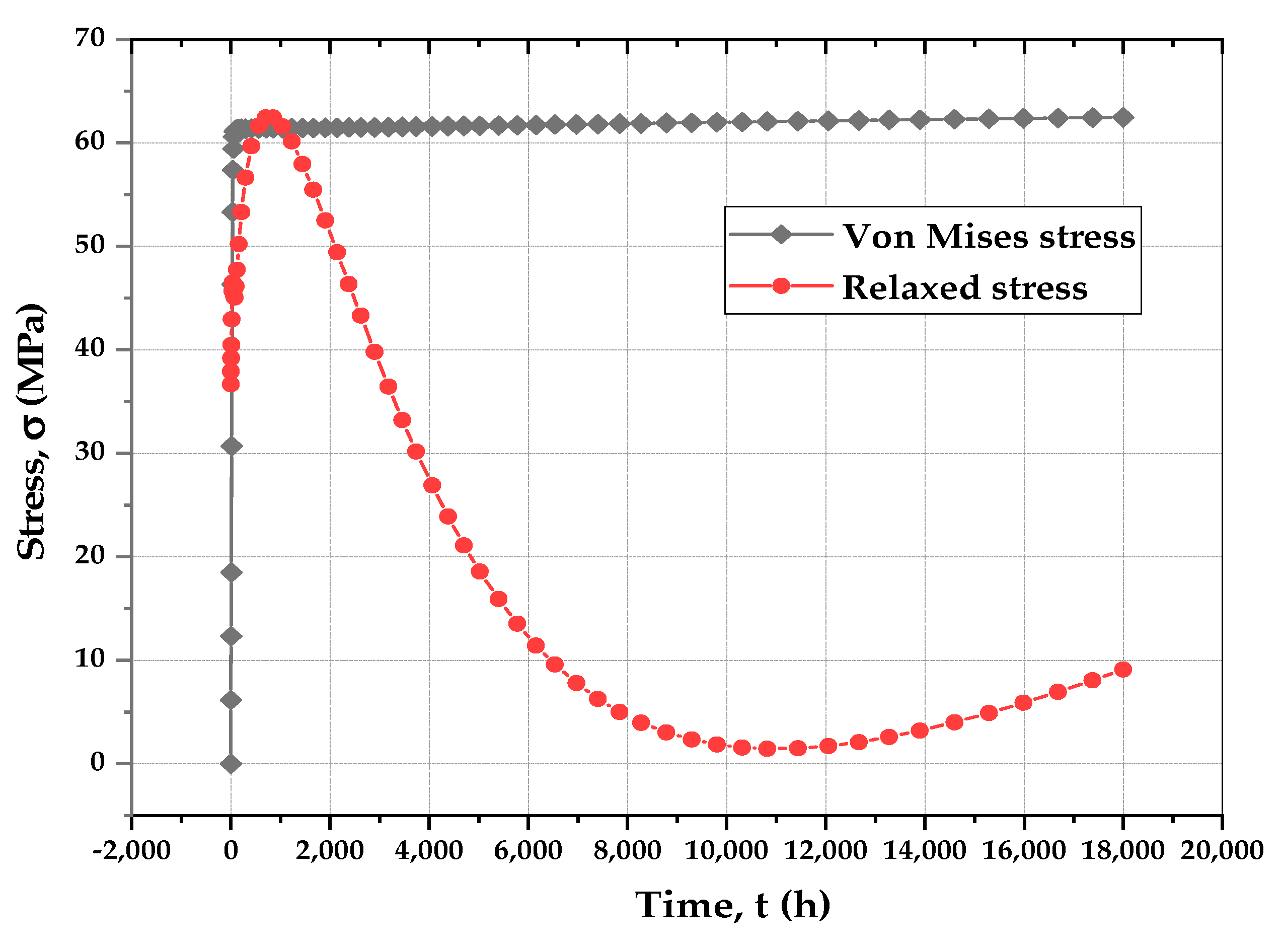
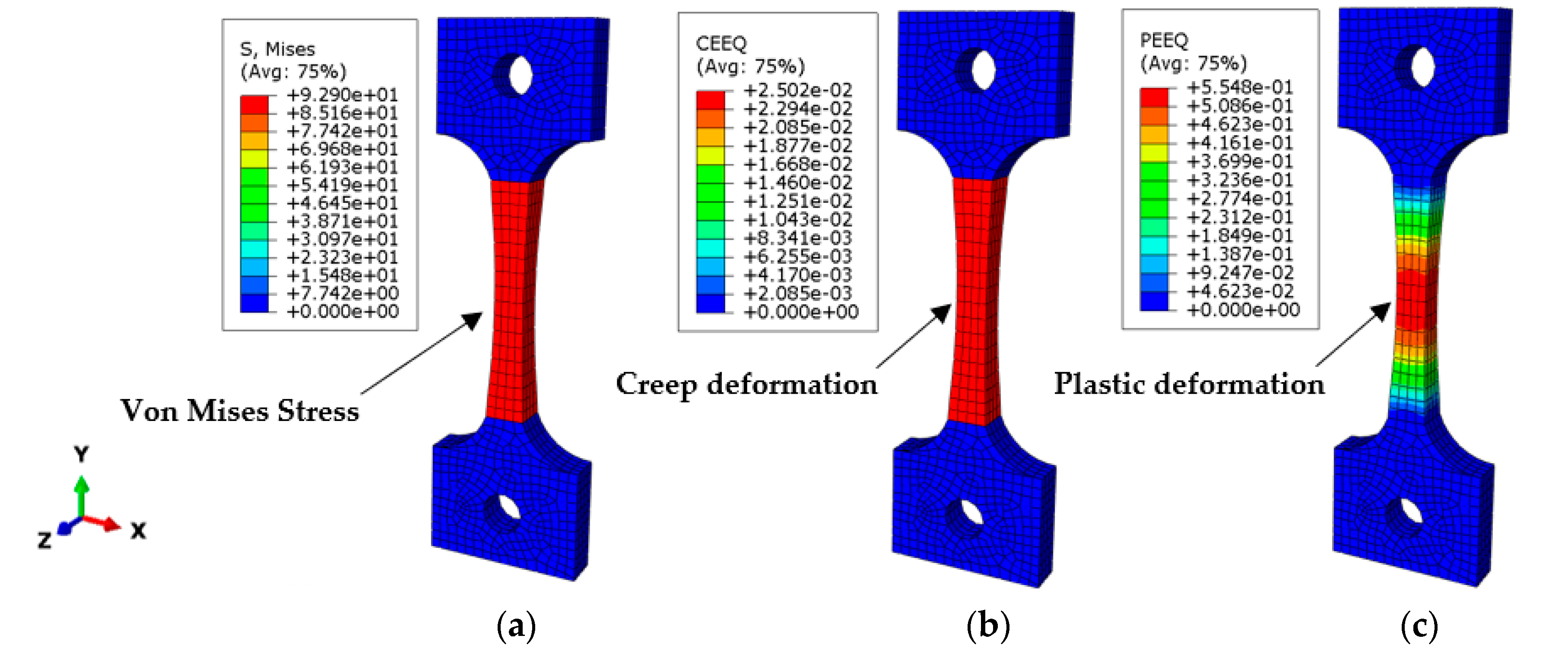
4.1. FE Analysis of Dog-Bone Specimen of SS-304
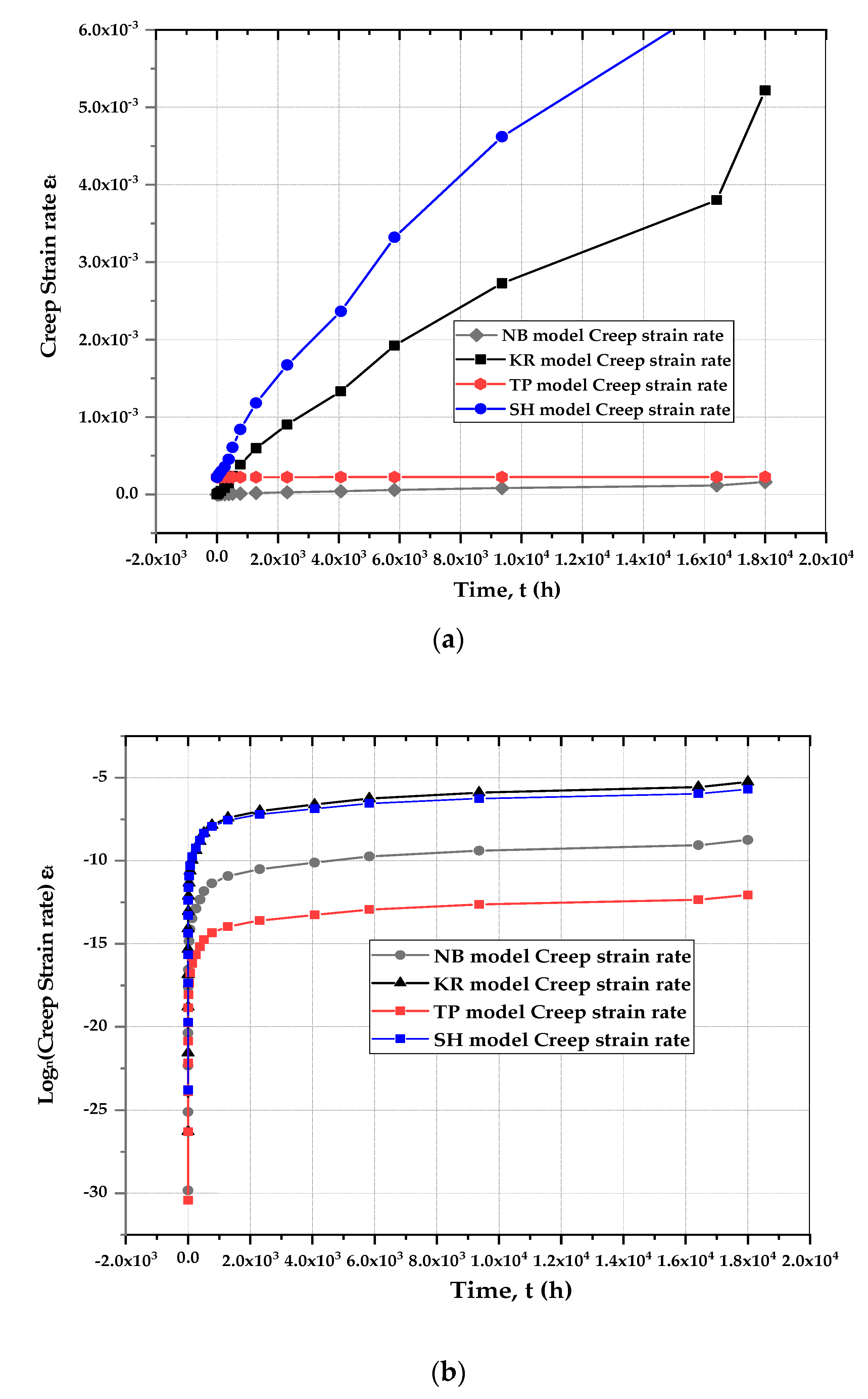
4.2. Model Comparison—Minimum Creep Strain Rate
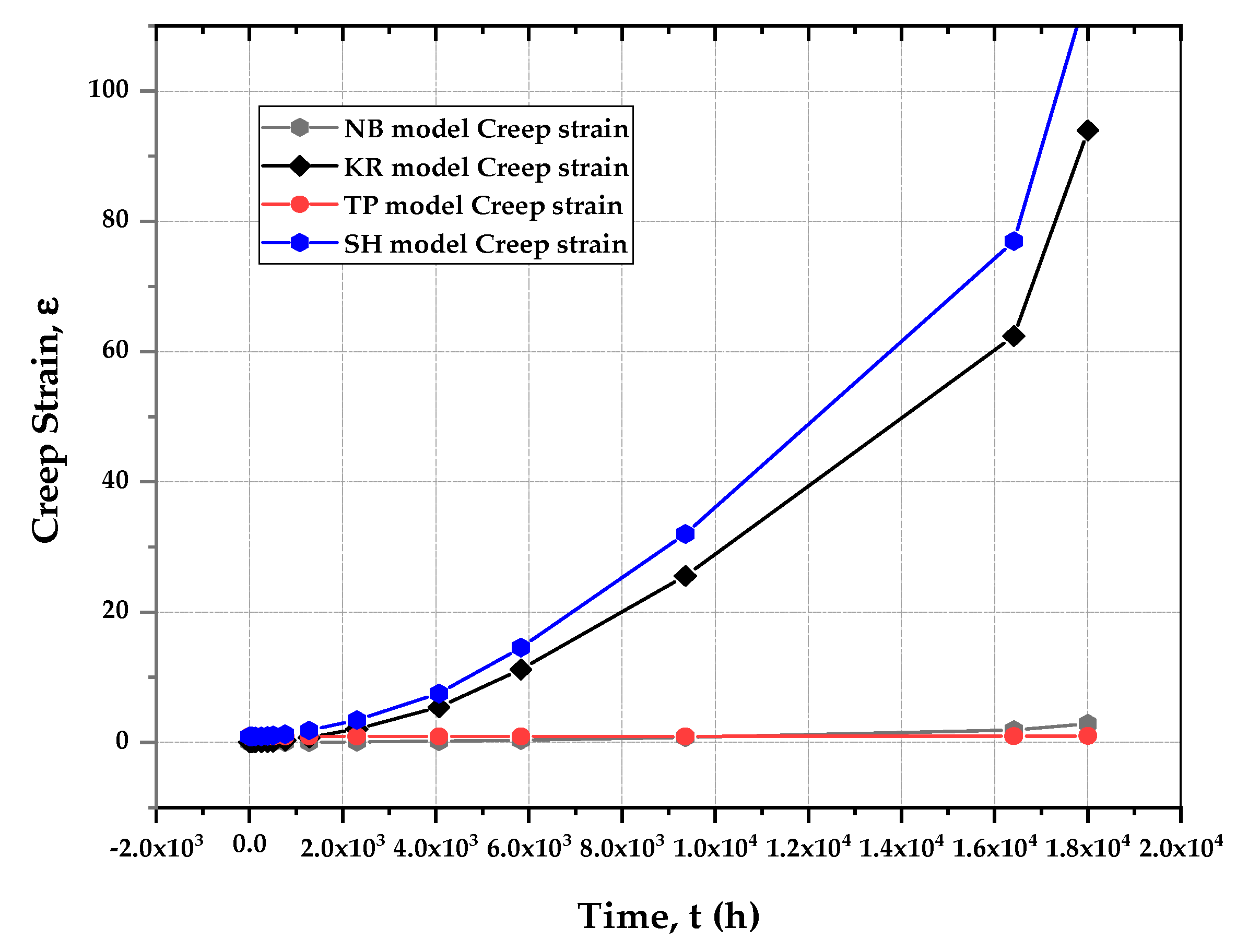
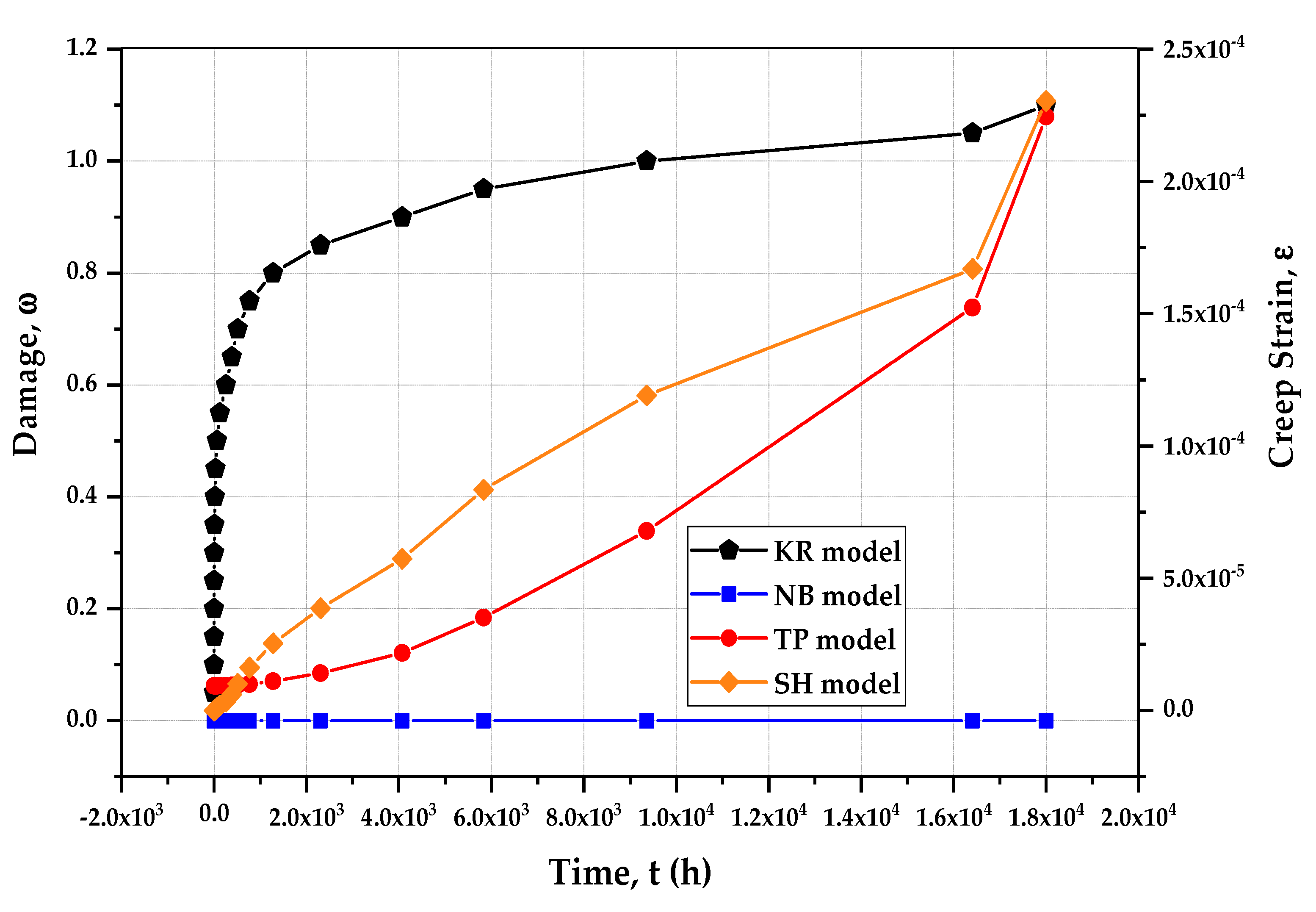
4.3. Model Comparison—Creep Deformation and Damage
4.4. Model Comparison—Stress-Rupture
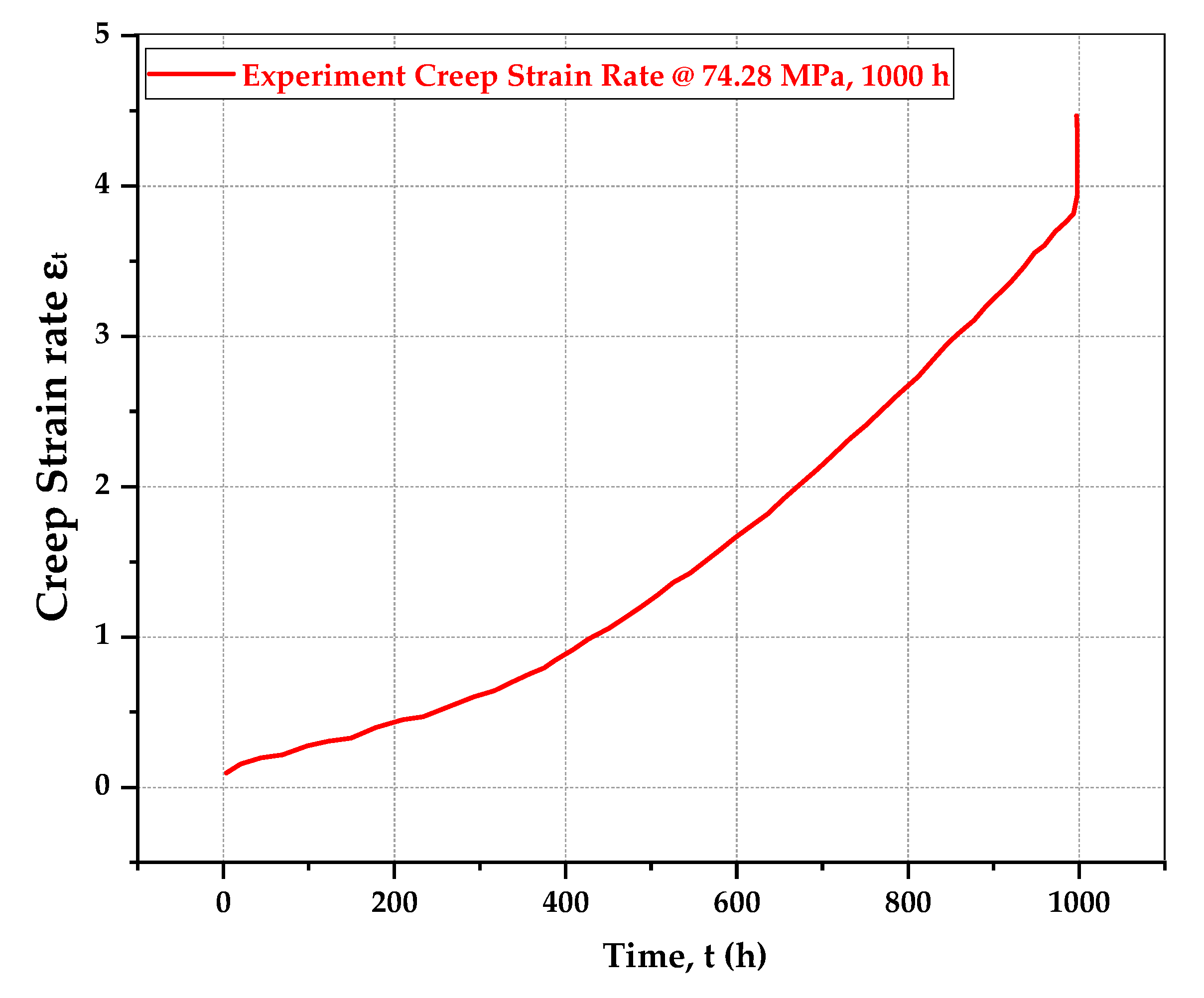
4.5. Creep Experimental Testing
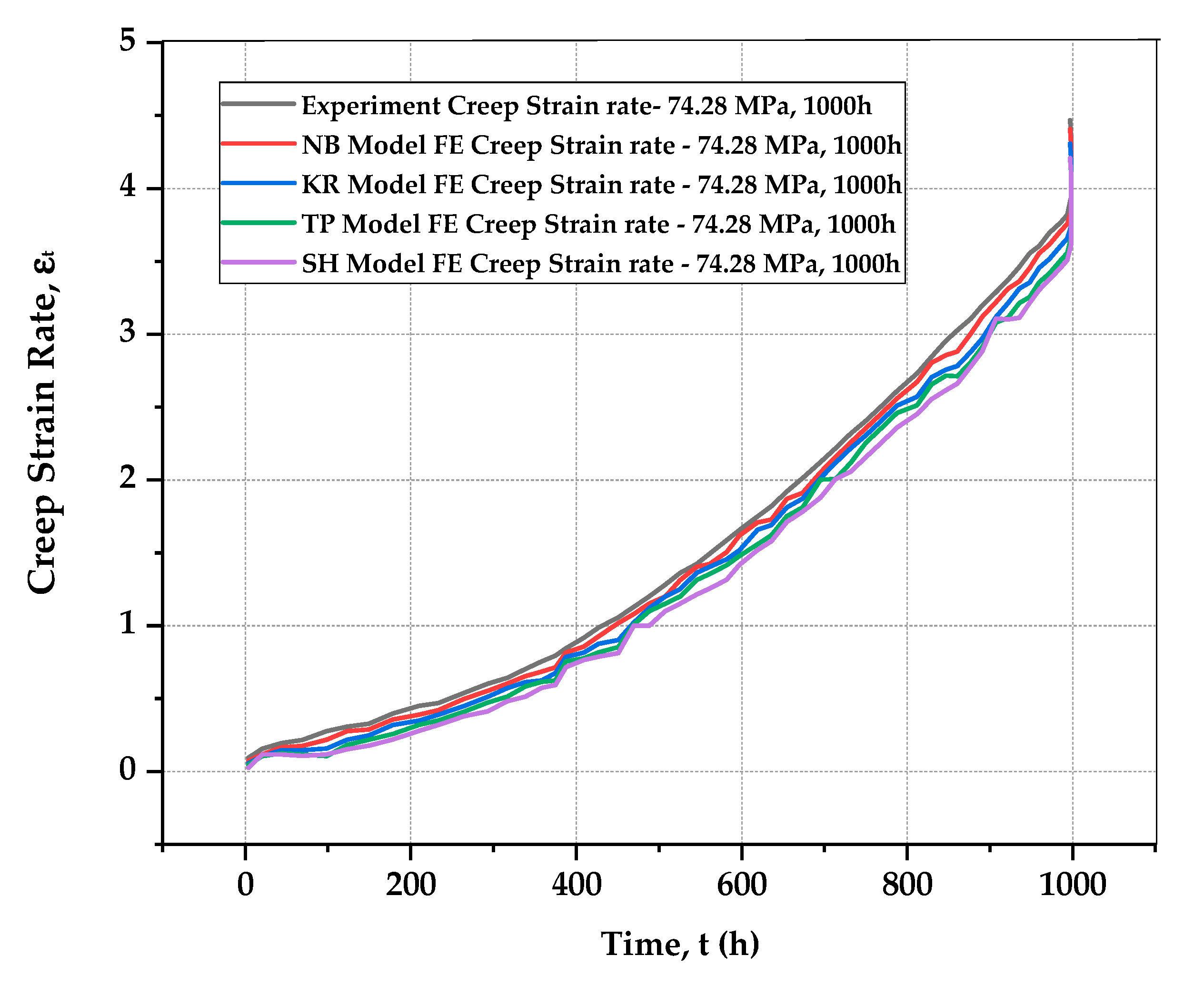
4.6. Validation of Models by Creep Experiment
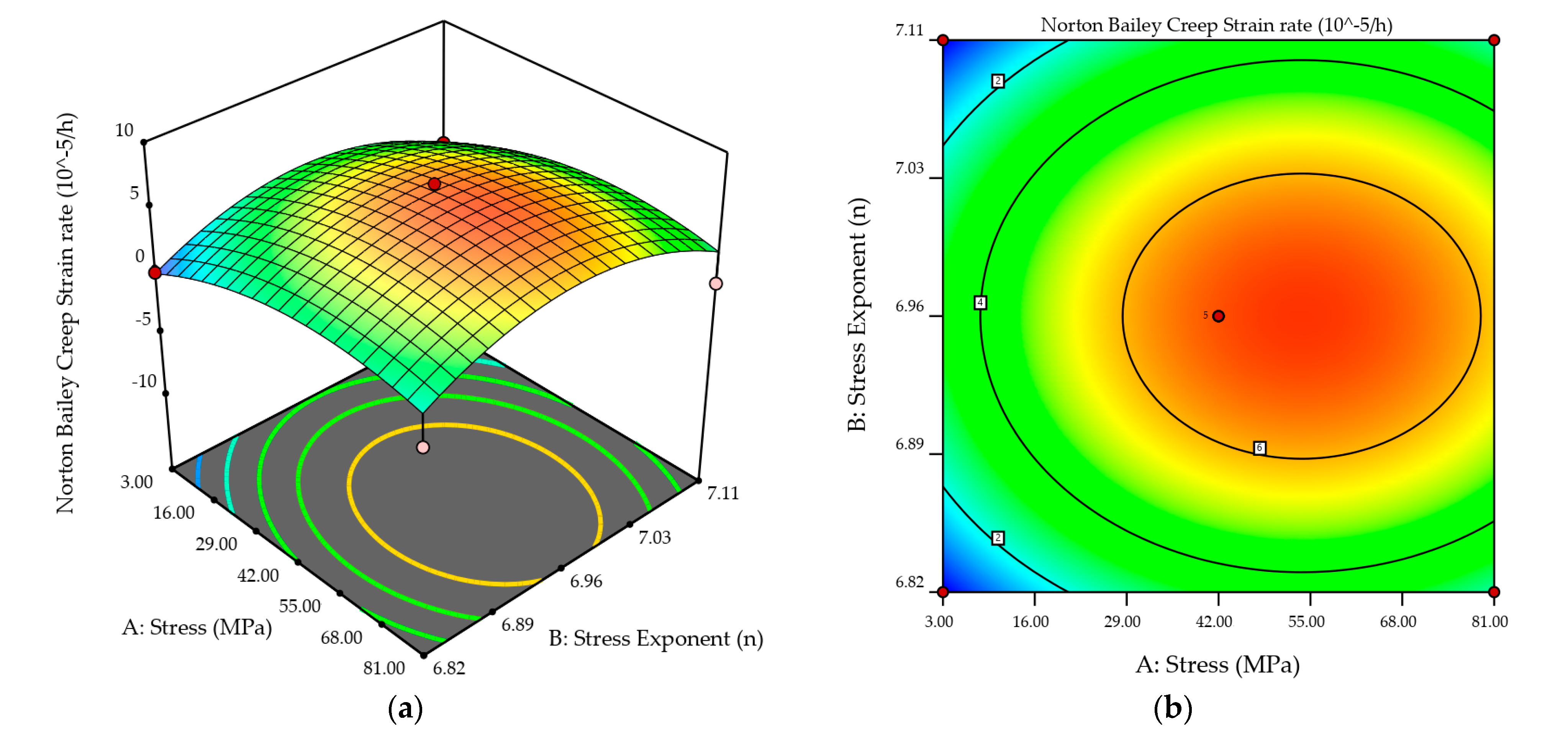
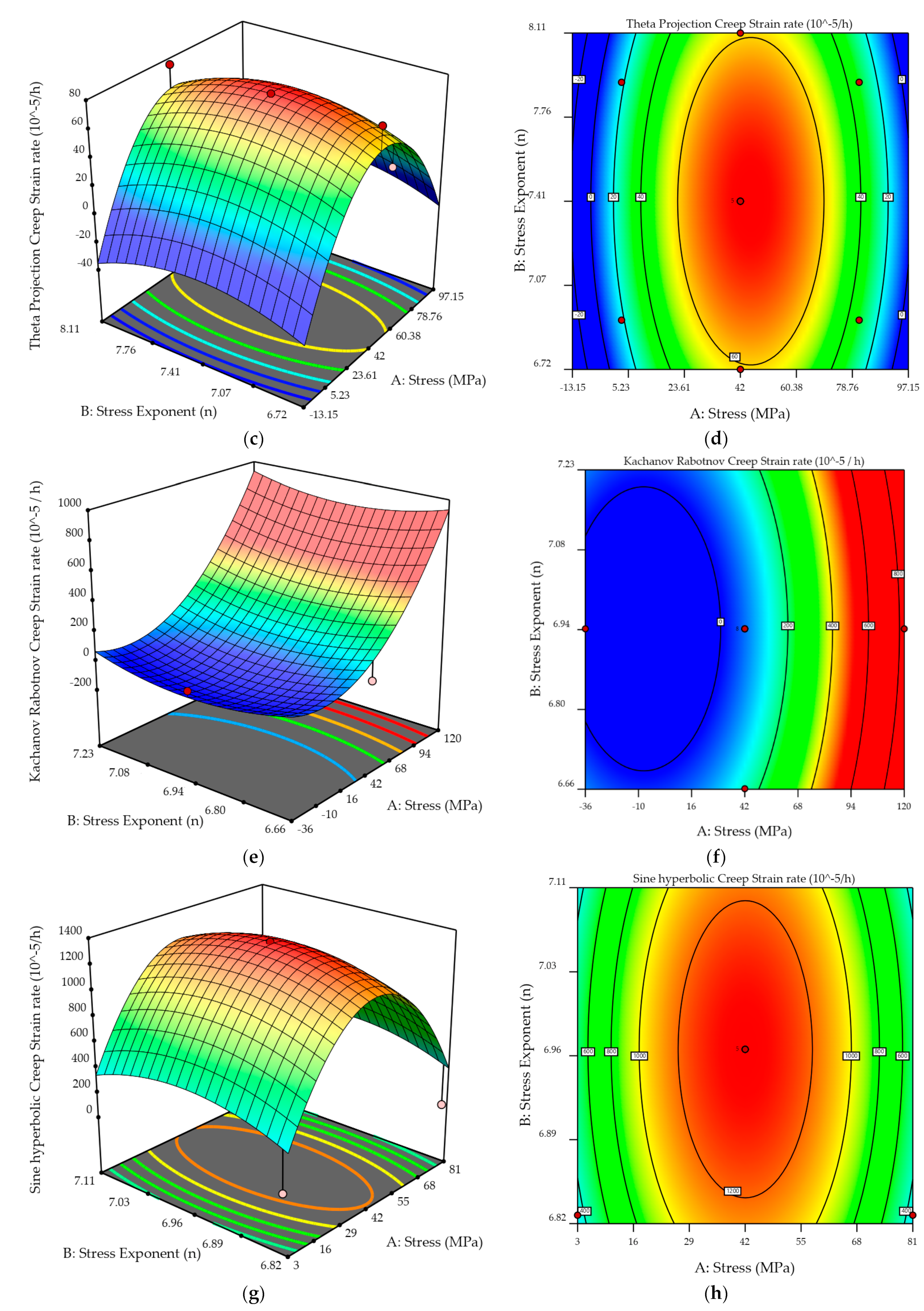
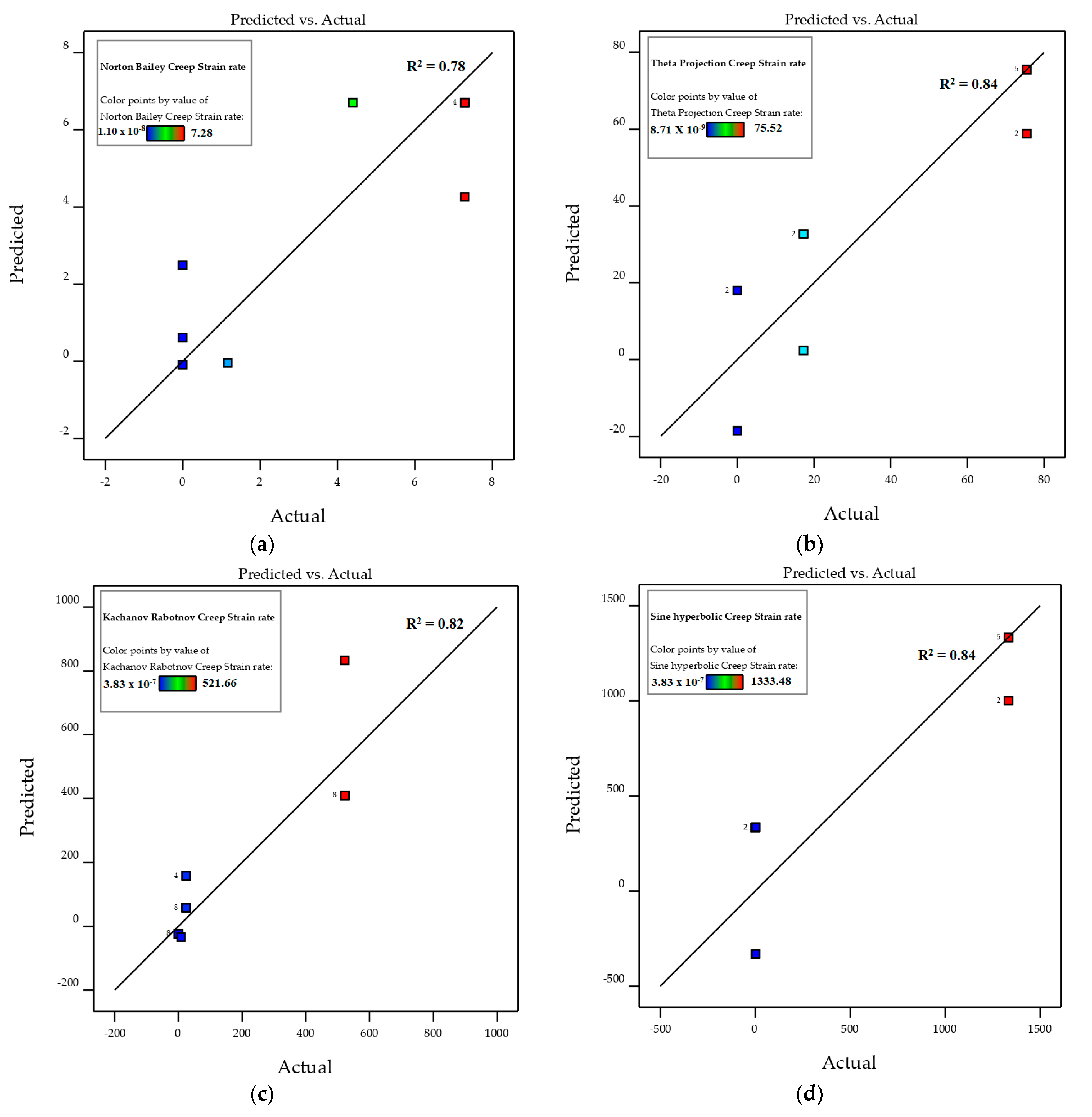
4.7. Data Optimization by Statistical Modelling
5. Conclusions
- The creep strain rate curve modeled by the SH model was better as compared to the KR, NB, Omega, and TP models primarily because of the material constants in its formulation. The model accurately modeled all three creep stages for the SS-304 material while running the simulation and extrapolating to 18,000 h.
- The KR, NB, Omega and TP models could not represent the minimum creep strain rate vs. stress bend accurately. However, the SH model represented the lowest creep strain rate bend precisely.
- The stress rupture predictions of the SH model exhibited a smooth curve for the creep strain and damage evolution as compared to the KR, NB, Omega, and TP models in conditions up to 720 °C and 60 MPa.
- The damage evolution differed between the KR, TP and SH models, whereas the NB and Omega models were incapable of predicting the damage evolution. The NB and Omega models depicted zero damage evolution, whereas the KR and TP models exhibited a conservative damage evolution. The best damage evolution criteria were modelled by the SH model for ω = 0–1.10.
- The combined effects of the design factors on the response SH model’s creep strain rate (εt) and contour creep deformation maps from the RSM results were better as compared to the other models. The relative error of the SH model’s ANOVA results was 0.84, which was comparable to the other models, which proves the significance of the model.
6. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Norton’s power-law constant |
| n | Stress exponent |
| T | Temperature |
| R | Universal gas constant |
| Q | Activation energy |
| tr | Rupture time |
| σ1, σ2, and σ3 | Principal stresses |
| S1 | Stress parameter |
| Qc | Norton’s activation energy |
| α | Triaxiality parameter |
| ω | Omega damage parameter |
| δΩ | Omega parameter |
| ε0 | Initial creep strain |
| Ω | Omega material damage constant |
| εt | Creep strain rate |
| Ωm | Omega multi-axial damage parameter |
| Ωn | Omega uniaxial damage parameter |
| σe | Effective stress |
| Δcd | The adjustment factor for creep ductility |
| εΩ | Accumulated creep strain |
| Ωt | Omega material damage constant over time |
| AΩ | Stress coefficient |
| A0 | Stress coefficient |
| Creep rupture life | |
| nBN | Norton–Bailey coefficient |
| QΩ | Temperature dependence of Ω |
| βΩ | Omega parameter to 0.33 |
| FEA | Finite element analysis |
| FFS | Fitness for service |
| Trefa | Reference temperature |
| API | American Petroleum Institute |
| UTS | Ultimate tensile strength |
| MPC | Material Properties Council |
| ASME | American Society for Mechanical Engineers |
| BPVC | Boiler and pressure vessel codes |
| UTS | Ultimate tensile strength |
| ASTM | American Standards for Testing of Materials |
| CDM | Continuum damage mechanics |
| KR | Kachanov–Rabotnov model |
| NB | Norton–Bailey Model |
| ANOVA | Analysis of variance |
| TP | Theta Projection model |
| SH | Sine-hyperbolic model |
References
- Haque, M.S.; Stewart, C.M. Comparative Analysis of the Sin-Hyperbolic and Kachanov–Rabotnov Creep-Damage Models. Int. J. Press. Vessel. Pip. 2019, 171, 1–9. [Google Scholar] [CrossRef]
- Sattar, M.; Othman, A.R.; Kamaruddin, S.; Akhtar, M.; Khan, R. Limitations on the computational analysis of creep failure models: A review. Eng. Fail. Anal. 2022, 134, 105968. [Google Scholar] [CrossRef]
- Norton, F. The Creep of Steels at High Temperatures; Mc Graw Hill: New York, NY, USA, 1929; Volume 1, p. 90. [Google Scholar]
- Bråthe, L.; Josefson, L. Estimation of norton-bailey parameters from creep rupture data. Met. Sci. 1979, 13, 660–664. [Google Scholar] [CrossRef]
- Prager, M. Development of the MPC Omega Method for Life Assessment in the Creep Range. J. Press. Vessel. Technol. Trans. ASME 1995, 117, 95–103. [Google Scholar] [CrossRef]
- Yeom, J.T.; Kim, J.Y.; Na, Y.S.; Park, N.K. Creep Strain and Creep-Life Prediction for Alloy 718 Using the Omega Method. J. Met. Mater. Int. 2003, 9, 555–560. [Google Scholar] [CrossRef]
- Prager, M. The Omega Method—An Engineering Approach to Life Assessment. J. Press. Vessel. Technol. 2000, 122, 273–280. [Google Scholar] [CrossRef]
- Kachanov, L.M. Rupture Time under Creep Conditions. Int. J. Fract. 1999, 97, 11–18. [Google Scholar] [CrossRef]
- Christopher, J.; Praveen, C.; Ganesan, V.; Reddy, G.P.; Albert, S.K. Influence of Varying Nitrogen on Creep Deformation and Damage Behaviour of Type 316L in the Framework of Continuum Damage Mechanics Approach. Int. J. Damage Mech. 2021, 30, 3–24. [Google Scholar] [CrossRef]
- Stewart, C.M.; Gordon, A.P. Strain and Damage-based Analytical Methods to Determine the Kachanov-Rabotnov Tertiary Creep-Damage Constants. Int. J. Damage Mech. 2012, 21, 1186–1201. [Google Scholar] [CrossRef]
- Evans, R.W.; Parker, J.D.; Wilshire, B. The θ Projection Concept-A Model-Based Approach to Design and Life Extension of Engineering Plant. Int. J. Press. Vessel. Pip. 1992, 50, 147–160. [Google Scholar] [CrossRef]
- Stewart, C.M. A Novel Sin-Hyperbolic Creep Damage Model To Overcome the Mesh dependency. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 13–19 November 2015; pp. 1–9. [Google Scholar]
- Alipour, R.; Nejad, A.F.; Dezfouli, H.N. Steady State Creep Characteristics of a Ferritic Steel at Elevated Temperature: An Experimental and Numerical Study. ADMT J. 2018, 11, 115–129. [Google Scholar]
- Yang, F.Q.; Xue, H.; Zhao, L.Y.; Tian, J. Calculations and modeling of material constants in hyperbolic-sine creep model for 316 stainless steels. Appl. Mech. Mater. 2013, 457–458, 185–190. [Google Scholar] [CrossRef]
- Yao, H.T.; Xuan, F.Z.; Wang, Z.; Tu, S.T. A review of creep analysis and design under multi-axial stress states. Nucl. Eng. Des. 2007, 237, 1969–1986. [Google Scholar] [CrossRef]
- Haque, M.S.; Stewart, C.M. Exploiting functional relationships between MPC Omega, Theta, and Sin-hyperbolic continuum damage mechanics model. In Proceedings of the ASME 2016 Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 17–21 July 2016; Volume 6A. [Google Scholar] [CrossRef]
- Maruyama, K.; Nonaka, I.; Sawada, K.; Sato, H.; Koike, J.I.; Umaki, H. Improvement of Omega Method for Creep Life Prediction. ISIJ Int. 1997, 37, 419–423. [Google Scholar] [CrossRef] [Green Version]
- Golan, O.; Arbel, A.; Eliezer, D.; Moreno, D. The applicability of Norton’s creep power law and its modified version to a single-crystal superalloy type CMSX-2. Mater. Sci. Eng. A 1996, 216, 125–130. [Google Scholar] [CrossRef]
- Dyson, B. Use of CDM in Materials Modeling and Component Creep Life Prediction. J. Press. Vessel Technol. ASME 2000, 122, 281–296. [Google Scholar] [CrossRef]
- Law, M.; Payten, W.; Snowden, K. Finite element analysis of creep using Theta projection data. Int. J. Press. Vessel. Pip. 1998, 75, 437–442. [Google Scholar] [CrossRef]
- Cedro, V.; Pellicote, J.; Bakshi, O.; Render, M. Application of a modified hyperbolic sine creep rate equation to correlate uniaxial creep rupture data of Sanicro 25 and HR6W. Mater. High Temp. 2020, 37, 434–444. [Google Scholar] [CrossRef]
- Sattar, M.; Othman, A.R.; Akhtar, M.; Kamaruddin, S.; Khan, R.; Masood, F. Curve Fitting for Damage Evolution through Regression Analysis for the Kachanov—Rabotnov Model to the Norton—Bailey Creep Law of SS-316 Material. Materials 2021, 14, 5518. [Google Scholar] [CrossRef]
- Sattar, M.; Othman, A.R.; Kamaruddin, S.; Alam, M.A.; Azeem, M. Creep Parameters Determination by Omega Model to Norton Bailey Law by Regression Analysis for Austenitic Steel SS-304. Solid State Phenom. 2021, 324, 188–197. [Google Scholar] [CrossRef]
- Sattar, M.; Othman, A.R.; Othman, M.F.; Musa, M.F. Regression Analysis of Omega Model to Norton- Bailey Law for Creep Prediction in Fitness for Service Assessment of Steel Material. Solid State Technol. 2020, 63, 1228–1239. [Google Scholar]
- Abdallah, Z.; Gray, V.; Whittaker, M.; Perkins, K. A Critical Analysis of the Conventionally Employed Creep Lifing Methods. Materials 2014, 7, 3371–3398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- May, D.L.; Gordon, A.P.; Segletes, D.S. The Application of the Norton-Bailey Law for Creep Prediction through Power Law Regression. In Proceedings of the ASME Turbo Expo, San Antonio, TX, USA, 3–7 June 2013; Volume 7A, pp. 1–8. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Zhu, G.R.; Gong, J.M. Creep Life Prediction for P91/12Cr1MoV Dissimilar Joint Based on the Omega Method. Procedia Eng. 2015, 130, 1143–1147. [Google Scholar] [CrossRef] [Green Version]
- Stewart, C.M.; Gordon, A.P. Analytical Method To Determine the Tertiary Creep Damage Constants of the Kachanov-Rabotnov Constitutive Model. In Proceedings of the ASME, International Mechanical Engineering Congress & Exposition IMECE2010, Vancouver, BC, Canada, 12–18 November 2010; pp. 1–8. [Google Scholar]
- Murakami, S. Continuum Damage Mechanics; Solid Mechanics and its Applications; Springer: New York, NY, USA, 2012; Volume 185. [Google Scholar]
- Liu, H.; Peng, F.; Zhang, Y.; Li, Y.; An, K.; Yang, Y.; Zhang, Y.; Guan, X.; Zhu, W. A New Modified Theta Projection Model for Creep Property at High Temperature. J. Mater. Eng. Perform. 2020, 29, 4779–4785. [Google Scholar] [CrossRef]
- Brown, S.G.R.; Evans, R.W.; Wilshire, B. A Comparison of Extrapolation Techniques for Long-term Creep Strain and Creep Life Prediction based on Equations Designed to represent Creep Curve Shape. Int. J. Press. Vessel. Pip. 1986, 24, 251–268. [Google Scholar] [CrossRef]
- Haque, M.S.; Stewart, C.M. Modeling the creep deformation, damage, and rupture of Hastelloy X using MPC Omega, theta, and sin-hyperbolic models. In Proceedings of the ASME 2016 Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 17–21 July 2016; Volume 6A, pp. 1–10. [Google Scholar] [CrossRef]
- Haque, M.S.; Stewart, C.M. The Stress-Sensitivity, Mesh-Dependence, and Convergence of Continuum Damage Mechanics Models for Creep. J. Press. Vessel Technol. Trans. ASME 2017, 139, 041403-1-10. [Google Scholar] [CrossRef] [Green Version]
- ASME. ASME Boiler and Pressure Vessel Code An International Code—Section II Part A, 1998; ASME: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- ASME. American Petroleum Institute API-579, Fitness for Service, Operation Manual, 3rd ed.; ASME: Washington, DC, USA, 2016. [Google Scholar]
- Jones, D.R.H.; Ashby, M.F.; Fifth, M. Power Law Creep Equation Mechanisms of Creep, and Creep-Resistant Materials; Engineering Materials 1, 5th ed.; Elsevier: Edinburgh, UK, 2019. [Google Scholar]
- Al-Bakri, A.A.; Sajuri, Z.; Ariffin, A.K.; Razzaq, M.A.; Fafmin, M.S. Tensile and Fracture Behaviour of very thin 304 Stainless Steel Sheet. J. Teknol. 2016, 78, 45–50. [Google Scholar] [CrossRef] [Green Version]
- Jones, D.P.; Gordon, J.L.; Hutula, D.N.; Banas, D.; Newman, J.B. An elastic-perfectly plastic flow model for finite element analysis of perforated materials. J. Press. Vessel Technol. Trans. ASME 2001, 123, 265–270. [Google Scholar] [CrossRef]
- LPowers, M.; Arnold, S.M.; Baranski, A. Using ABAQUS Scripting Interface for Materials Evaluation and Life Prediction. In Proceedings of the Abaqus Users’ Conference, Cambridge, MA, USA, 23–25 May 2006; pp. 1–11. [Google Scholar]
- Jin, Z.H.; Paulino, G.H. Transient thermal stress analysis of an interior crack in functionally graded materials. Am. Soc. Mech. Eng. Aerosp. Div. AD 2000, 60, 121–125. [Google Scholar]
- Masood, F.; Nallagownden, P.; Elamvazuthi, I.; Akhter, J.; Alam, M.A. A new approach for design optimization and parametric analysis of symmetric compound parabolic concentrator for photovoltaic applications. Sustainability 2021, 13, 4606. [Google Scholar] [CrossRef]
- Alam, M.A.; Hamdan, H.Y.; Azeem, M.; Hussain, P.B.; bin Salit, M.S.; Khan, R.; Arif, S.; Ansari, A.H. Modelling and Optimisation of Hardness Behaviour of Sintered Al/SiC Composites using RSM and ANN: A Comparative Study. J. Mater. Res. Technol. 2020, 9, 14036–14050. [Google Scholar] [CrossRef]
- Khan, M.I.; Sutanto, M.H.; Napiah, M.B.; Khan, K.; Rafiq, W. Design optimization and statistical modeling of cementitious grout containing irradiated plastic waste and silica fume using response surface methodology. Constr. Build. Mater. 2020, 271, 121504. [Google Scholar] [CrossRef]
- Jadoon, J.; Shazad, A.; Muzamil, M.; Akhtar, M.; Sattar, M. Finite Element Analysis of Composite Pressure Vessel Using Reduced Models. Tecciencia 2022, 17, 49–62. [Google Scholar] [CrossRef]
- Basoalto, H.; Sondhi, S.K.; Dyson, B.F.; Mclean, M. A Generic Microstructure-Explicit Model of Creep. Superalloys 2004, 1, 897–906. [Google Scholar]
- Stewart, C.M.; Gordon, A.P. Methods to Determine The Critical Damage Criterion of the Kachanov-Rabotnov Law. In Proceedings of the ASME’s International Mechanical Engineering Congress & Exposition Congress, Houston, TX, USA, 9–15 November 2012; Volume 3, pp. 663–670. [Google Scholar] [CrossRef]
- Arutyunyan, A.R.; Arutyunyan, R.A.; Saitova, R.R. High-temperature creep and damage of metallic materials. J. Phys. Conf. Ser. 2020, 1474, 1–7. [Google Scholar] [CrossRef]
- Potirniche, G. Prediction and Monitoring Systems of Creep-Fracture Behavior of 9Cr- 1Mo Steels for Reactor Pressure Vessels; University of Idaho: Moscow, ID, USA, 2013. [Google Scholar]
- Christopher, J.; Choudhary, B.K. Modeling Creep Deformation and Damage Behavior of Tempered Martensitic Steel in the Framework of Additive Creep Rate Formulation. J. Press. Vessel Technol. Trans. ASME 2018, 140, 151401. [Google Scholar] [CrossRef]
- Hayhurst, D.R. Use of Continuum Damage Mechanics in Creep Analysis for Design. J. Strain Anal. Eng. Des. 1994, 29, 233–241. [Google Scholar] [CrossRef]
- Stewart, C.M. A Hybrid Constitutive Model for Creep, Fatigue, and Creep-Fatigue Damage; University of Central Florida: Orlando, FL, USA, 2013. [Google Scholar]
- Booker, M.K. Use of Generalized Regression Models for the Analysis of Stress-Rupture Data; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 1978; pp. 459–499. [Google Scholar]
- Penny, R.K. The use of damage concepts in component life assessment. Int. J. Press. Vessel. Pip. 1996, 66, 263–280. [Google Scholar] [CrossRef]
- Zahid, M.; Shafiq, N.; Isa, M.H.; Gil, L. Statistical modeling and mix design optimization of fly ash based engineered geopolymer composite using response surface methodology. J. Clean. Prod. 2018, 194, 483–498. [Google Scholar] [CrossRef]
- Memon, A.M.; Sutanto, M.H.; Napiah, M.; Khan, M.I.; Rafiq, W. Modeling and Optimization of Mixing Conditions for Petroleum Sludge Modified Bitumen using Response Surface Methodology. Constr. Build. Mater. 2020, 264, 120701. [Google Scholar] [CrossRef]
- Said, K.A.M.; Yakub, I.; Amin, M.A.M. Overview of Response Surface Methodology (RSM) in Extraction Process. J. Appl. Sci. Process Eng. 2015, 2, 279–287. [Google Scholar] [CrossRef]
- Kumari, M.; Gupta, S.K. Response Surface Methodological (RSM) Approach for Optimizing the Removal of Trihalomethanes (THMs) and its Precursor’s by Surfactant Modified Magnetic Nanoadsorbents (sMNP)—An Endeavor to diminish Probable Cancer Risk. Sci. Rep. 2019, 9, 18339. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alam, M.A.; Ya, H.H.; Yusuf, M.; Sivraj, R.; Mamat, O.B.; Sapuan, S.M.; Masood, F.; Parveez, B.; Sattar, M. Modeling, Optimization and Performance Evaluation of Response Surface Methodology. Materials 2021, 14, 4703. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Omega—(Ω) | ||||
|---|---|---|---|---|
| Type-SS 304 | A0 | −19.17 | B0 | −3.40 |
| A1 | 37,917.40 | B1 | 10,521.29 | |
| A2 | −12,389.36 | B2 | −7444.83 | |
| A3 | 4112.12 | B3 | 3266.58 | |
| A4 | −936.22 | B4 | −552.00 | |
| Material Model | Elastic–Perfectly Plastic |
|---|---|
| Young’s modulus | (201,000–17,100) MPa @ −25 °C to 720 °C |
| Poisson’s ratio | 0.31 |
| Density | 8000 kg/m3 |
| Thermal expansion coefficient | 17.3 × 10−6 °C−1 |
| Thermal conductivity | 16.2 W m−1 °C−1 |
| Yield stress | (207–126) MPa |
| Plastic strain | (0–0.015) |
| Norton–Bailey Model | Kachanov–Rabotnov Model | Sin-h Model | Theta Projection Model | Temperature (°C) | |
|---|---|---|---|---|---|
| Creep parameters | 1.93 × | 2.10 × | 4.71 × | 2.47 × | 680 |
| 4.71 × | 5.15 × | 1.06 × | 8.24 × | 690 | |
| 1.13 × | 1.23 × | 2.35 × | 2.68 × | 700 | |
| 2.67 × | 2.90 × | 5.13 × | 8.51 × | 710 | |
| 6.18 × | 6.73 × | 1.10 × | 2.64 × | 720 | |
| Stress exponent | 7.10 | 7.08 | 7.11 | 7.91 | 680 |
| 7.03 | 7.01 | 7.03 | 7.65 | 690 | |
| 6.69 | 6.94 | 6.96 | 7.40 | 700 | |
| 6.88 | 6.87 | 6.89 | 7.16 | 710 | |
| 6.82 | 6.80 | 6.82 | 6.92 | 720 |
| Independent Design Factors | Response | ||||||
|---|---|---|---|---|---|---|---|
| Models | Values | Stress (A) MPa | Stress Exponent (B) ‘n’ | Creep Parameter (C) MPa−nh−1 | Damage Parameter (D) ‘ω’ | Strain Rate 10−5/h | |
| Norton–Bailey | Low | 3 | 6.82 | 1.93 × | 0 | 1.11 × | |
| High | 81 | 7.16 | 6.18 × | 0 | 15.89 | ||
| Theta Projection | Low | 3 | 6.72 | 8.24 × | 0.05 | 8.71 × | |
| High | 81 | 8.11 | 2.64 × | 0.40 | 17.28 | ||
| Kachanov–Rabotnov | Low | 3 | 6.66 | 5.15 × | 0.05 | 3.83 × | |
| High | 81 | 7.08 | 1.23 × | 0.40 | 521.65 | ||
| Sine-Hyperbolic | Low | 3 | 6.68 | 1.10 × | 0.05 | 1.99 × | |
| High | 81 | 7.25 | 4.71 × | 0.40 | 11.74 | ||
| Type of Creep Test | Creep Models | Maximum Deviation up to 5% | |
|---|---|---|---|
| FEA | Experiment | ||
| 1000 h | NB Model | 0.1596 | 0.0994 |
| KR Model | 0.2282 | 0.0994 | |
| TP Model | 0.2878 | 0.0994 | |
| SH Model | 0.3332 | 0.0994 | |
| Fit Statistics for NB Model’s Creep Strain Rate (εt) | |
|---|---|
| Statistical Parameters | Values |
| R2 | 0.78 |
| Adjusted R2 | 0.62 |
| Predicted R2 | −0.29 |
| Adequate precision | 4.71 |
| Fit Statistics for TP Model’s Creep Strain Rate (εt) | |
| R2 | 0.84 |
| Adjusted R2 | 0.74 |
| Predicted R2 | −0.07 |
| Adequate precision | 7.72 |
| Fit Statistics for KR Model’s Creep Strain Rate (εt) | |
| R2 | 0.82 |
| Adjusted R2 | 0.74 |
| Predicted R2 | 0.26 |
| Adequate precision | 12.60 |
| Fit Statistics for SH Model’s Creep Strain Rate (εt) | |
| R2 | 0.84 |
| Adjusted R2 | 0.73 |
| Predicted R2 | −0.10 |
| Adequate precision | 6.88 |
| Response: NB Model’s Creep Strain Rate—Model Summary | ||||||
|---|---|---|---|---|---|---|
| Source | Std. Dev. | R2 | Adjusted R2 | Predicted R2 | Press | |
| Linear | 3.62 | 0.09 | −0.08 | −0.54 | 222.62 | |
| 2FI | 3.81 | 0.09 | −0.21 | −1.73 | 393.94 | |
| Quadratic | 2.12 | 0.78 | 0.62 | −0.29 | 186.96 | Suggested |
| Cubic | 1.91 | 0.87 | 0.69 | −4.20 | 750.21 | Aliased |
| Response: TP Model’s Creep Strain Rate—Model Summary | ||||||
| Linear | 38.04 | 0.02 | −0.16 | −0.81 | 27,007.75 | |
| 2FI | 40.09 | 0.02 | −0.29 | −1.99 | 44,564.25 | |
| Quadratic | 17.93 | 0.84 | 0.74 | −0.07 | 15,998.53 | Suggested |
| Cubic | 21.15 | 0.84 | 0.63 | −8.60 | 1.43 × 105 | Aliased |
| Response: KR Model’s Creep Strain Rate—Model Summary | ||||||
| Linear | 138.51 | 0.69 | 0.65 | 0.58 | 6.73 × 105 | |
| 2FI | 147.27 | 0.69 | 0.61 | 0.48 | 8.34 × 105 | |
| Quadratic | 119.07 | 0.82 | 0.74 | 0.26 | 1.18 × 106 | Suggested |
| Cubic | 108.94 | 0.88 | 0.78 | −6.52 | 1.22 × 107 | Aliased |
| Response: SH Model’s Creep Strain Rate—Model Summary | ||||||
| Linear | 757.0 | 0 | −0.20 | −0.86 | 1.07 × 107 | |
| 2FI | 797.95 | 0 | −0.33 | −2.08 | 1.76 × 107 | |
| Quadratic | 356.15 | 0.84 | 0.73 | −0.10 | 6.31 × 106 | Suggested |
| Cubic | 421.41 | 0.84 | 0.62 | −8.91 | 5.68 × 107 | Aliased |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sattar, M.; Othman, A.R.; Muzamil, M.; Kamaruddin, S.; Akhtar, M.; Khan, R. Correlation Analysis of Established Creep Failure Models through Computational Modelling for SS-304 Material. Metals 2023, 13, 197. https://doi.org/10.3390/met13020197
Sattar M, Othman AR, Muzamil M, Kamaruddin S, Akhtar M, Khan R. Correlation Analysis of Established Creep Failure Models through Computational Modelling for SS-304 Material. Metals. 2023; 13(2):197. https://doi.org/10.3390/met13020197
Chicago/Turabian StyleSattar, Mohsin, Abdul Rahim Othman, Muhammad Muzamil, Shahrul Kamaruddin, Maaz Akhtar, and Rashid Khan. 2023. "Correlation Analysis of Established Creep Failure Models through Computational Modelling for SS-304 Material" Metals 13, no. 2: 197. https://doi.org/10.3390/met13020197