
Production and Tribological Characterization of Advanced Open-Cell AlSi10Mg-Al2O3 Composites


Abstract
:1. Introduction
2. Materials and Methods
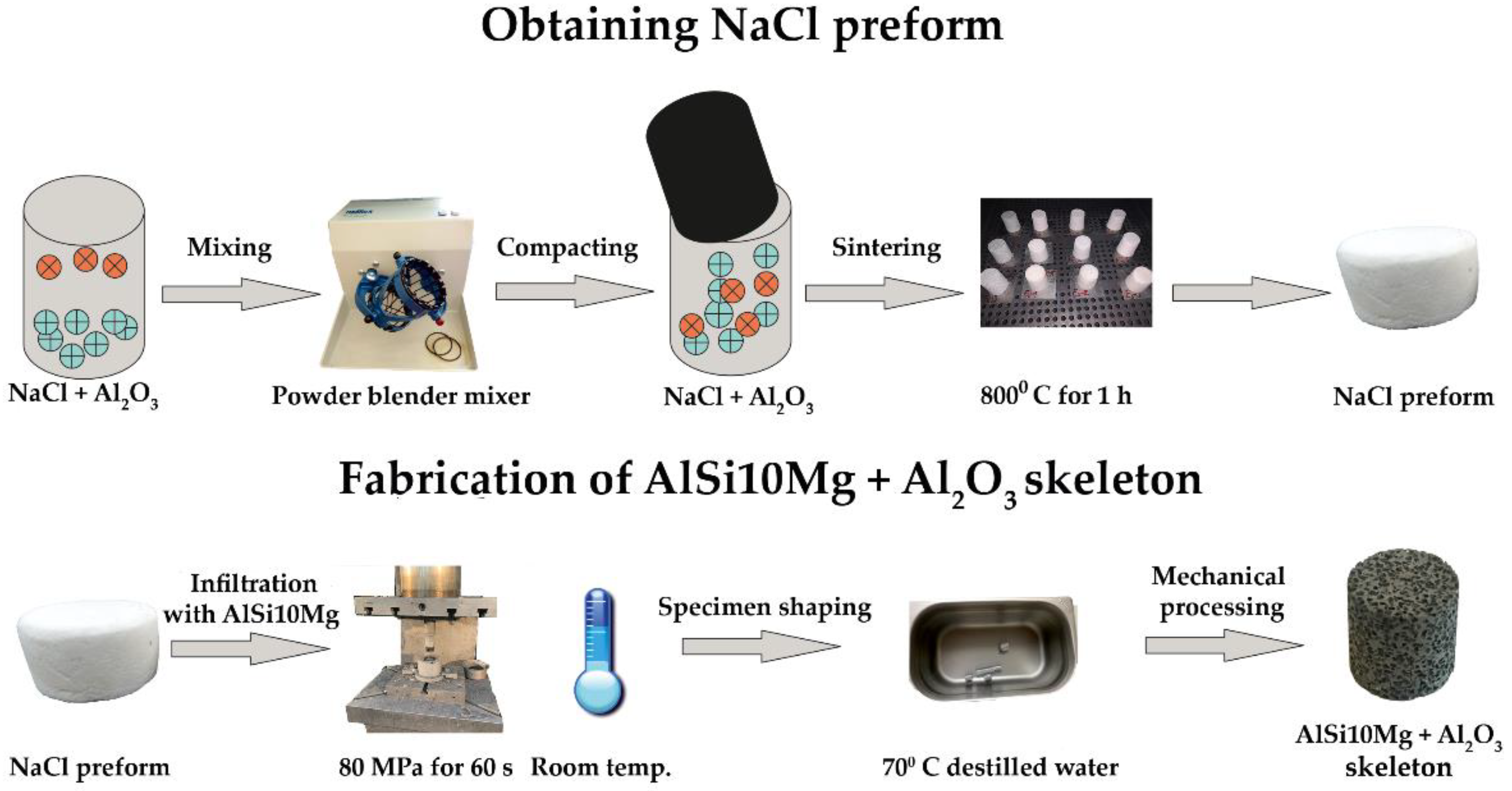
2.1. Production Method and Materials
2.2. Characterization Methods
3. Results and Discussion
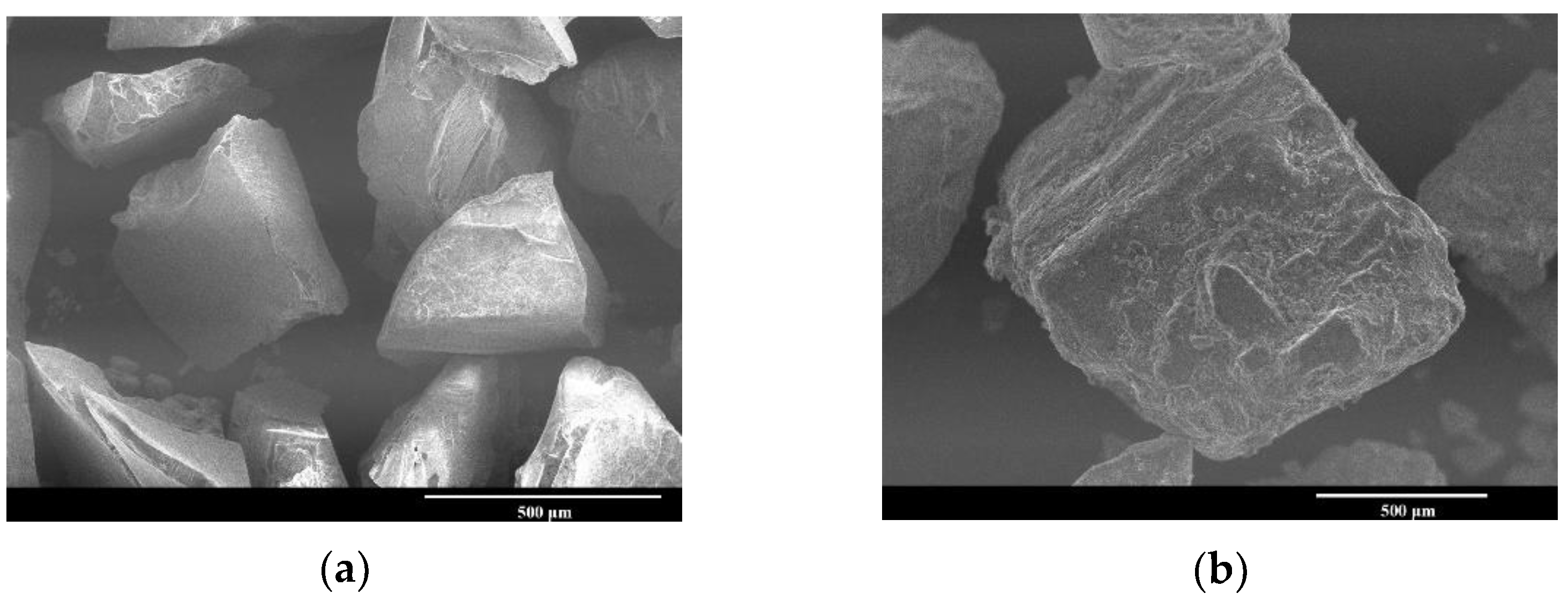
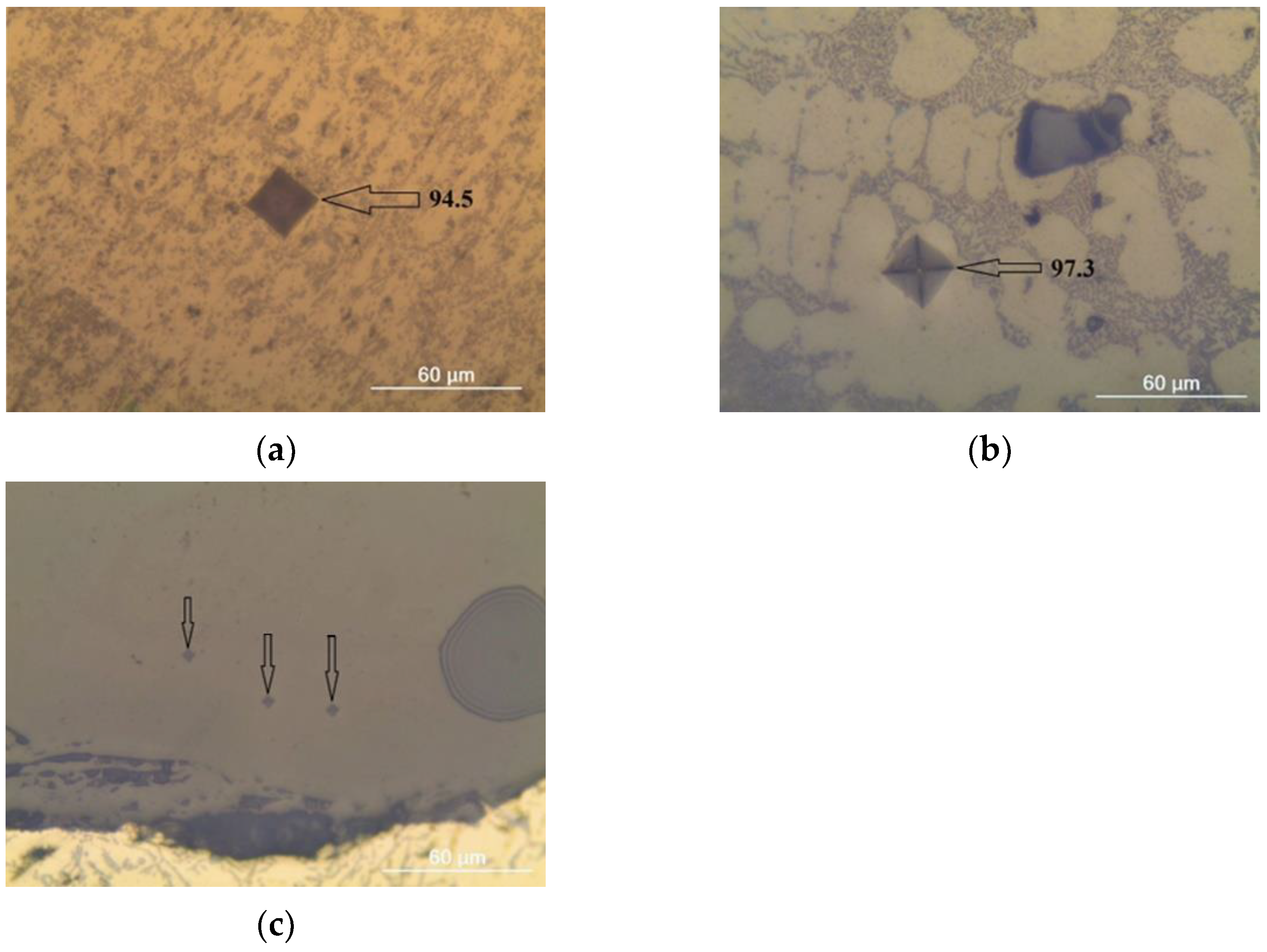
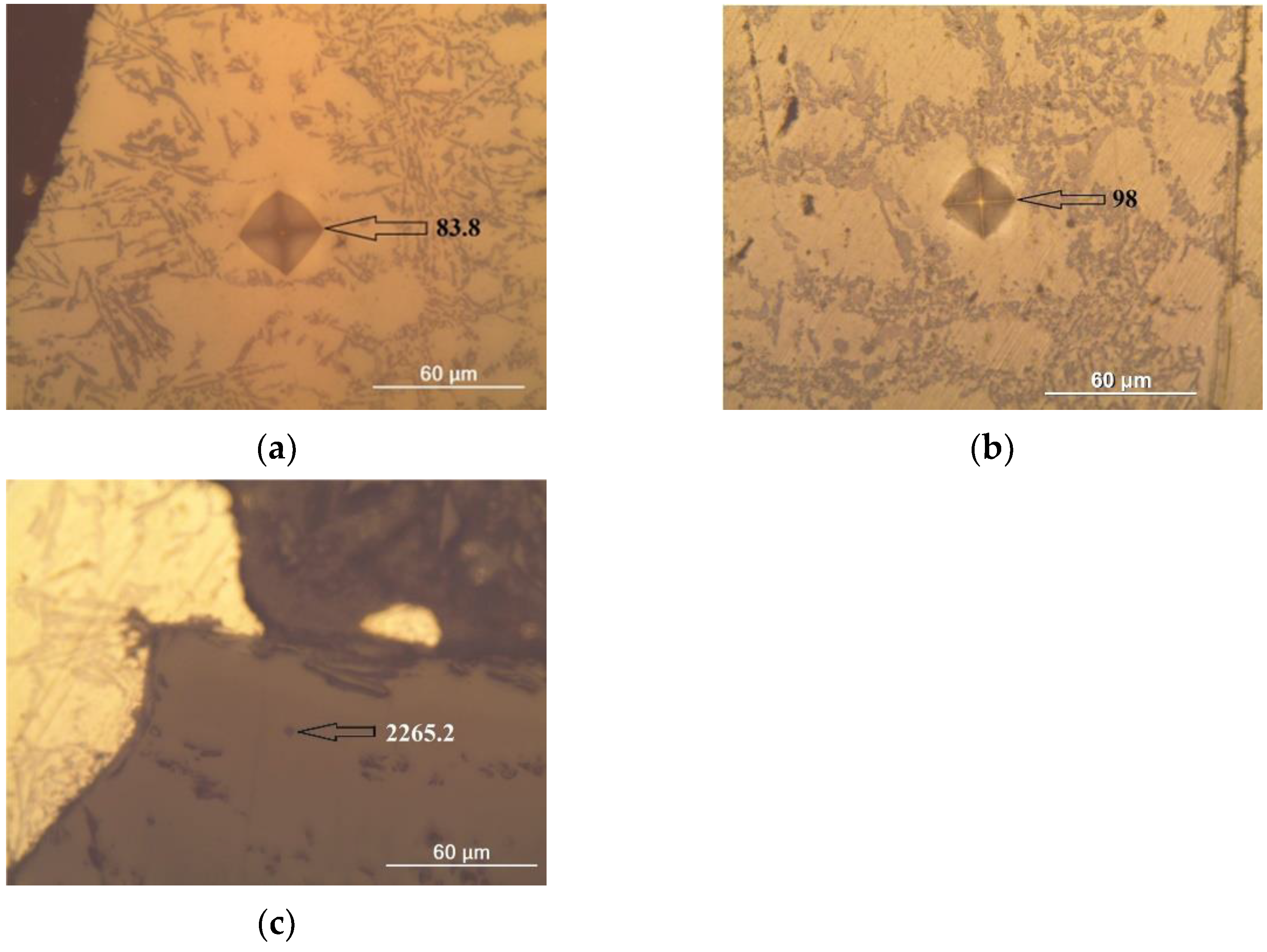
3.1. Microstructure
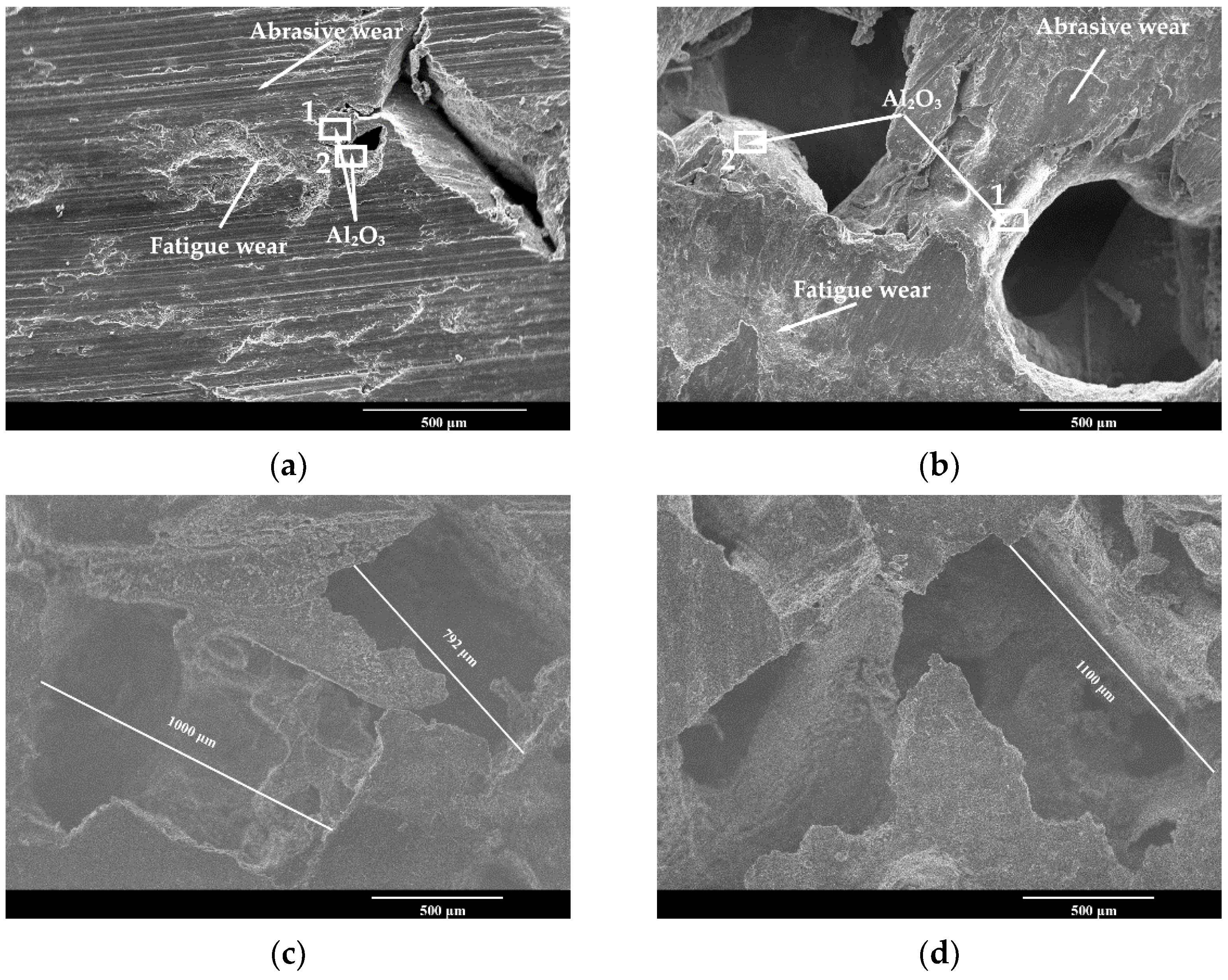
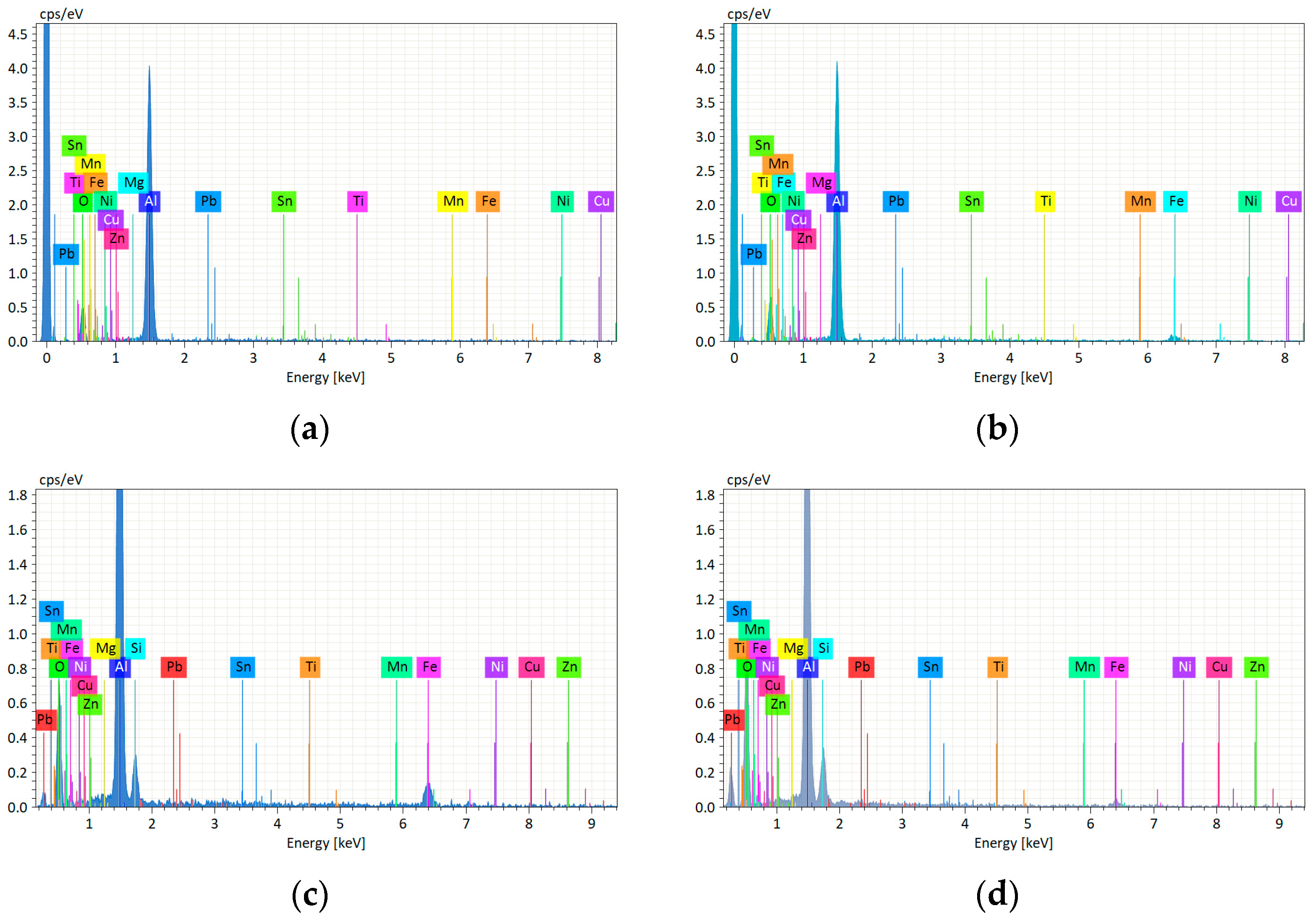
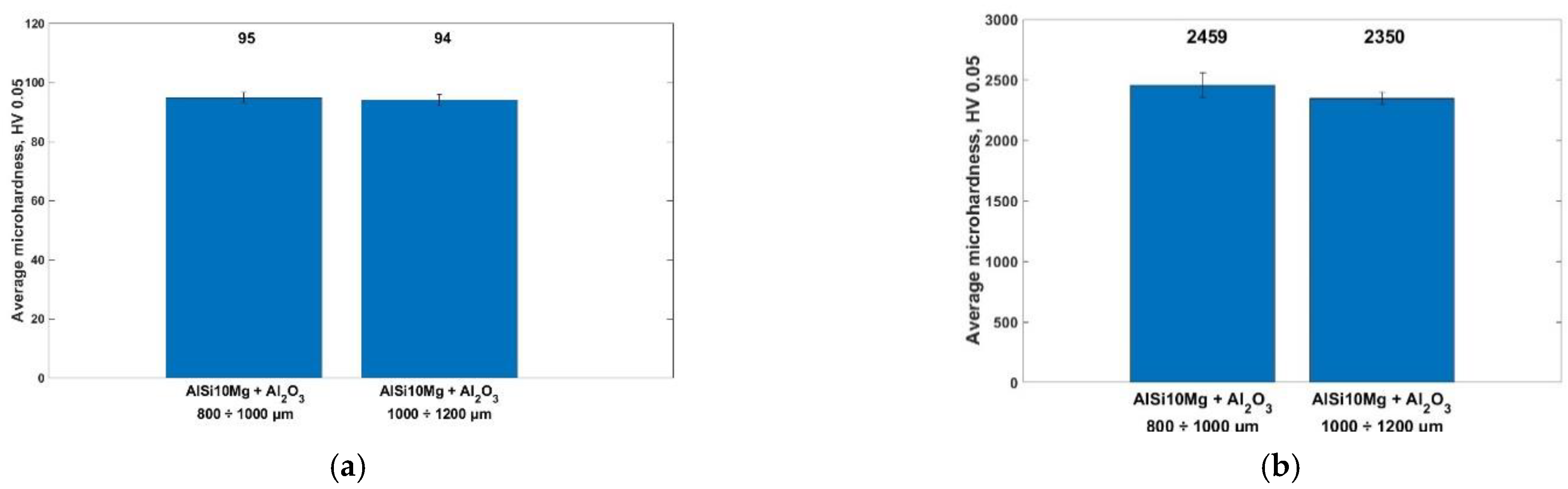
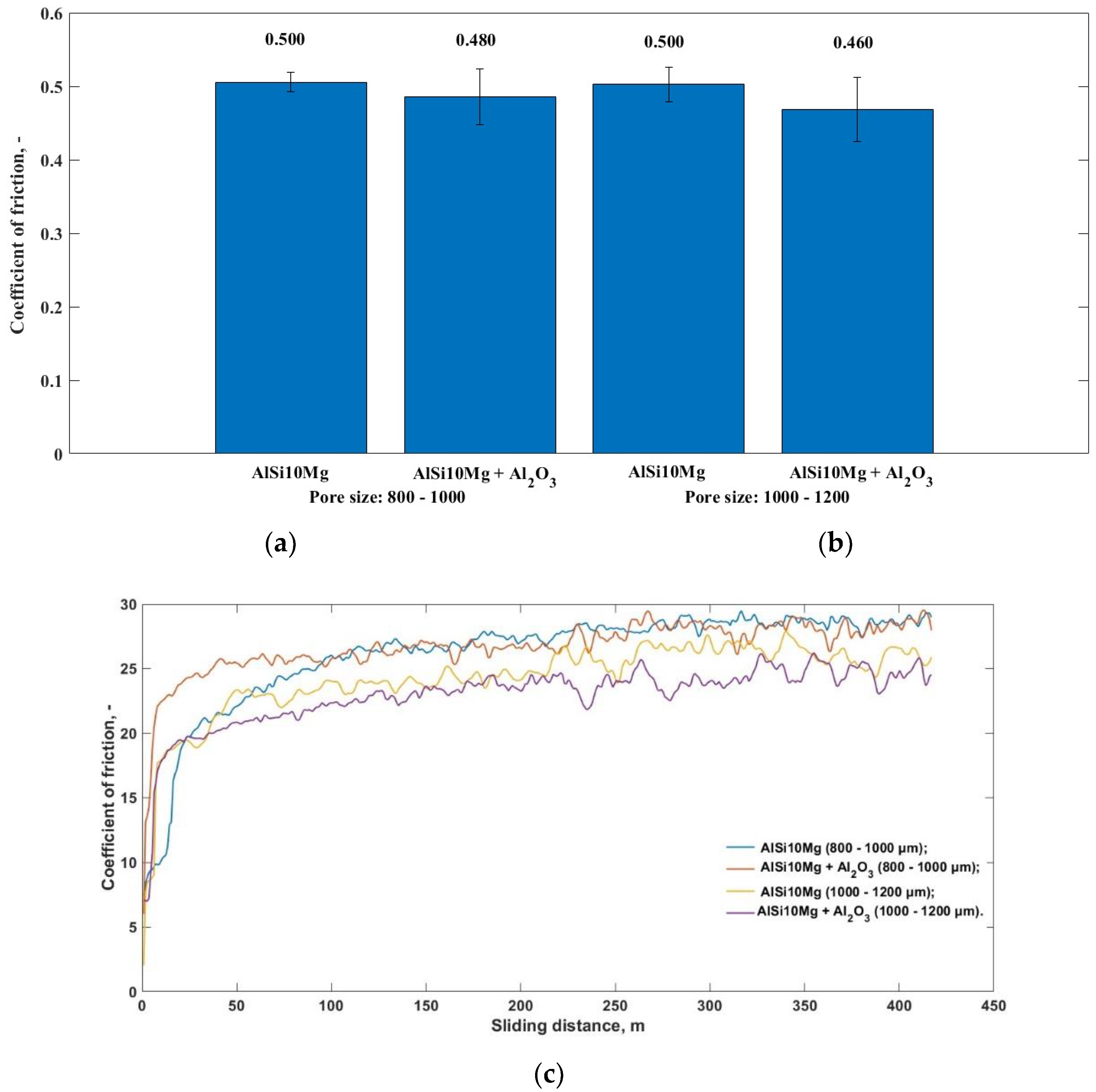
3.2. Wear and Micro-Hardness Behavior
4. Conclusions
- The AlSi10Mg-Al2O3 composite skeleton with pore size 800 ÷ 1000 μm decreases the COF 4.2% in comparison with the AlSi10Mg skeleton.
- The AlSi10Mg-Al2O3 composite skeleton with pore size 1000 ÷ 1200 μm decreases the COF 3.2% in comparison with the AlSi10Mg skeleton.
- Based on the above two facts, it can be concluded that the effect of the pore size in the range 800 ÷ 1200 μm does not affect the COF (1% difference, which is within the limits of the measurement error).
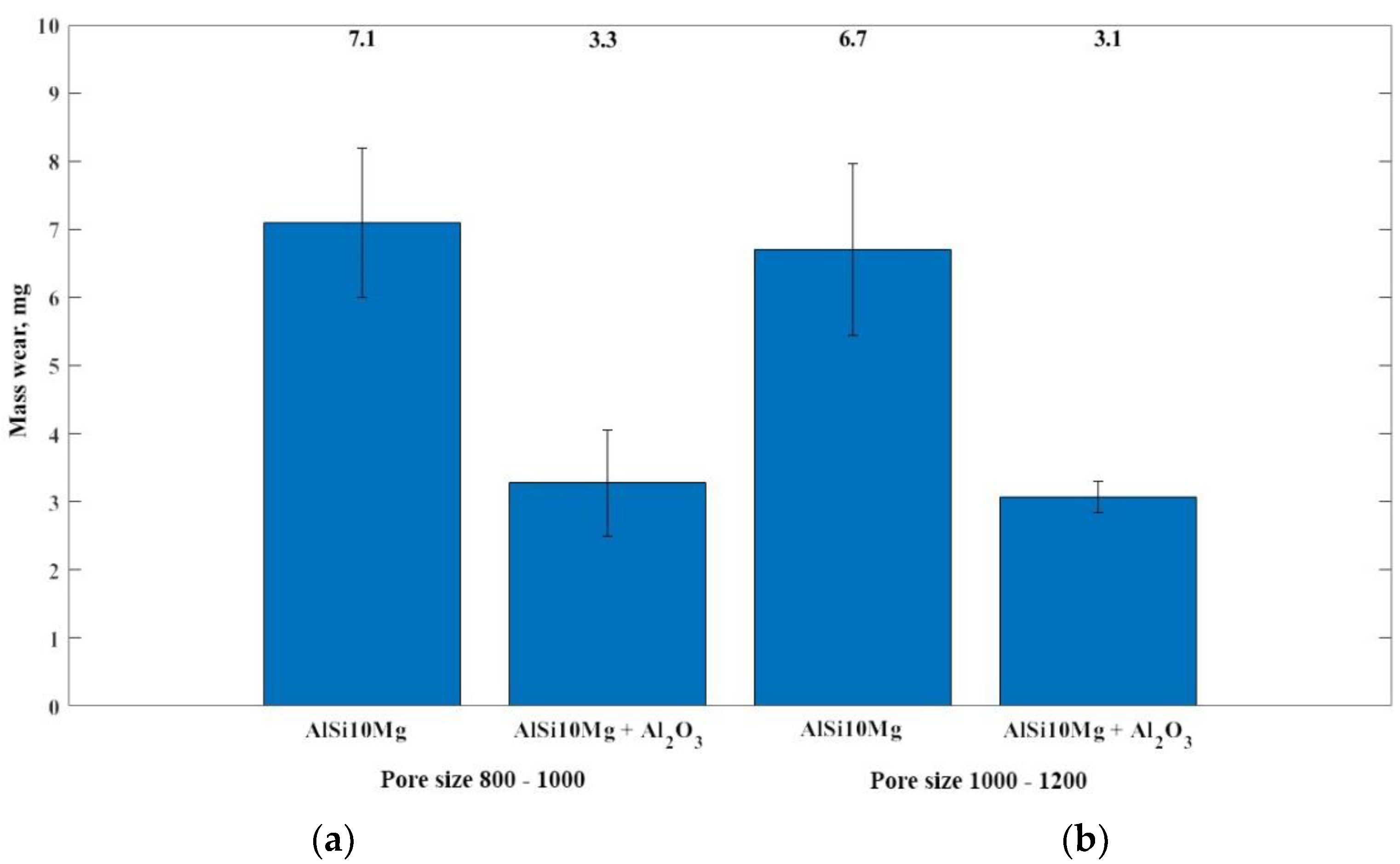
- The AlSi10Mg-Al2O3 composite skeleton with pore size 800 ÷ 1000 μm decreases the mass wear 53.5% in comparison with the AlSi10Mg skeleton.
- The AlSi10Mg-Al2O3 composite skeleton with pore size 1000 ÷ 1200 μm decreases the mass wear 53.7% in comparison with the AlSi10Mg skeleton.
- Based on the above two facts, it can be concluded that the effect of the pore size in the range 800 ÷ 1200 μm does not affect the mass wear (0.2% difference, which is within the limits of the measurement error).
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Banhart, J. Manufacture, Characterisation and Application of Cellular Metals and Metal Foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Parveez, B.; Jamal, N.A.; Maleque, A.; Yusof, F.; Jamadon, N.H.; Adzila, S. Review on Advances in Porous Al Composites and the Possible Way Forward. J. Mater. Res. Technol. 2021, 14, 2017–2038. [Google Scholar] [CrossRef]
- Stanev, L.; Kolev, M.; Drenchev, B.; Drenchev, L. Open-Cell Metallic Porous Materials Obtained through Space Holders—Part I: Production Methods. A Review. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 050801. [Google Scholar] [CrossRef]
- Stanev, L.; Kolev, M.; Drenchev, B.; Drenchev, L. Open-Cell Metallic Porous Materials Obtained through Space Holders—Part II: Structure and Properties. A Review. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 050802. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent Progress in Aluminum Metal Matrix Composites: A Review on Processing, Mechanical and Wear Properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Elizondo Luna, E.M.; Barari, F.; Woolley, R.; Goodall, R. Casting Protocols for the Production of Open Cell Aluminum Foams by the Replication Technique and the Effect on Porosity. J. Vis. Exp. 2014, 94, 52268. [Google Scholar] [CrossRef] [Green Version]
- Stanev, L.; Kolev, M.; Drenchev, L.; Krastev, B. Fabrication Technique and Characterization of Aluminum Alloy-Based Porous Composite Infiltrated with Babbitt Alloy. J. Mater. Eng. Perform. 2020, 29, 3767–3773. [Google Scholar] [CrossRef]
- Diologent, F.; Goodall, R.; Mortensen, A. Creep of Aluminium-Magnesium Open Cell Foam. Acta Mater. 2009, 57, 830–837. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Stanev, L. Tribological Characterization of Aluminum/Babbitt Composites and Their Application to Sliding Bearing. Arch. Foundry Eng. 2020, 20, 31–36. [Google Scholar] [CrossRef]
- Diologent, F.; Goodall, R.; Mortensen, A. Surface Oxide in Replicated Microcellular Aluminium and Its Influence on the Plasticity Size Effect. Acta Mater. 2009, 57, 286–294. [Google Scholar] [CrossRef]
- Hussain, Z.; Suffin, N.S.A. Microstructure and Mechanical Behaviour of Aluminium Foam Produced by Sintering Dissolution Process Using NaCl Space Holder. J. Eng. Sci. 2011, 7, 37–49. [Google Scholar]
- Łazińska, M.; Durejko, T.; Lipiński, S.; Polkowski, W.; Czujko, T.; Varin, R.A. Porous Graded FeAl Intermetallic Foams Fabricated by Sintering Process Using NaCl Space Holders. Mater. Sci. Eng. A 2015, 636, 407–414. [Google Scholar] [CrossRef]
- Golabgir, M.H.; Ebrahimi-Kahrizsangi, R.; Torabi, O.; Saatchi, A. Fabrication of Open Cell Fe-10%Al Foam by Space-Holder Technique. Arch. Metall. Mater. 2014, 59, 41–45. [Google Scholar] [CrossRef] [Green Version]
- Golabgir, M.H.; Ebrahimi-Kahrizsangi, R.; Torabi, O.; Tajizadegan, H.; Jamshidi, A. Fabrication and Evaluation of Oxidation Resistance Performance of Open-Celled Fe(Al) Foam by Space-Holder Technique. Adv. Powder Technol. 2014, 25, 960–967. [Google Scholar] [CrossRef]
- Diologent, F.; Combaz, E.; Laporte, V.; Goodall, R.; Weber, L.; Duc, F.; Mortensen, A. Processing of Ag-Cu Alloy Foam by the Replication Process. Scr. Mater. 2009, 61, 351–354. [Google Scholar] [CrossRef]
- Bafti, H.; Habibolahzadeh, A. Compressive Properties of Aluminum Foam Produced by Powder-Carbamide Spacer Route. Mater. Des. 2013, 52, 404–411. [Google Scholar] [CrossRef]
- Esen, Z.; Bor, Ş. Characterization of Ti-6Al-4V Alloy Foams Synthesized by Space Holder Technique. Mater. Sci. Eng. A 2011, 528, 3200–3209. [Google Scholar] [CrossRef]
- Michailidis, N.; Stergioudi, F.; Tsouknidas, A.; Pavlidou, E. Compressive Response of Al-Foams Produced via a Powder Sintering Process Based on a Leachable Space-Holder Material. Mater. Sci. Eng. A 2011, 528, 1662–1667. [Google Scholar] [CrossRef]
- Mondal, D.P.; Patel, M.; Jain, H.; Jha, A.K.; Das, S.; Dasgupta, R. The Effect of the Particle Shape and Strain Rate on Microstructure and Compressive Deformation Response of Pure Ti-Foam Made Using Acrowax as Space Holder. Mater. Sci. Eng. A 2015, 625, 331–342. [Google Scholar] [CrossRef]
- Xiang, C.; Zhang, Y.; Li, Z.; Zhang, H.; Huang, Y.; Tang, H. Preparation and Compressive Behavior of Porous Titanium Prepared by Space Holder Sintering Process. Proc. Procedia Eng. 2012, 27, 768–774. [Google Scholar] [CrossRef] [Green Version]
- Parvanian, A.M.; Panjepour, M. Mechanical Behavior Improvement of Open-Pore Copper Foams Synthesized through Space Holder Technique. Mater. Des. 2013, 49, 834–841. [Google Scholar] [CrossRef]
- Mohan Krishna, S.A.; Shridhar, T.N.; Krishnamurthy, L. Research Significance, Applications And Fabrication Of Hybrid Metal Matrix Composites. IJISET-Int. J. Innov. Sci. Eng. Technol. 2015, 2, 227–237. [Google Scholar]
- Bhaskar, K.V.; Sundarrajan, S.; Rao, B.S.; Ravindra, K. Effect of reinforcement and wear parameters on dry sliding wear of aluminum composites—A review. Mater. Today Proc. 2018, 5, 5891–5900. [Google Scholar] [CrossRef]
- Stojanović, B. Application of Aluminium Hybrid Composites in Automotive Industry. Teh. Vjesn. Tech. Gaz. 2015, 22, 247–251. [Google Scholar] [CrossRef] [Green Version]
- Stanev, L.; Kolev, M.; Drenchev, L. Enhanced Tribological Properties of an Advanced Al-Al2O3 Composite Infiltrated with a Tin-Based Alloy. J. Tribol. 2021, 143, 064502. [Google Scholar] [CrossRef]
- Kolev, M.; Drenchev, L.; Petkov, V. Wear Analysis of an Advanced al–Al2O3 Composite Infiltrated with a Tin-Based Alloy. Metals 2021, 11, 1692. [Google Scholar] [CrossRef]
- Schmidt, A.; Siebeck, S.; Götze, U.; Wagner, G.; Nestler, D. Particle-Reinforced Aluminum Matrix Composites (AMCs)-Selected Results of an Integrated Technology, User, and Market Analysis and Forecast. Metals 2018, 8, 143. [Google Scholar] [CrossRef] [Green Version]
- Surya, M.S.; Gugulothu, S.K. Fabrication, Mechanical and Wear Characterization of Silicon Carbide Reinforced Aluminium 7075 Metal Matrix Composite. Silicon 2022, 14, 2023–2032. [Google Scholar] [CrossRef]
- Patel, M.; Sahu, S.K.; Singh, M.K. Abrasive Wear Behavior of SiC Particulate Reinforced AA5052 Metal Matrix Composite. Mater. Today Proc. 2020, 33, 5586–5591. [Google Scholar] [CrossRef]
- Yadav, R.K.; Hasan, Z.; Ansari, A.H. Investigation of mechanical and wear behavior of Al based SiC reinforce metal matrix composite. Mater. Today Proc. 2020, 21, 1537–1543. [Google Scholar] [CrossRef]
- Rajkumar, K.; Santosh, S. Effect of Nano and Micro Graphite Particle on Tribological Performance of Aluminium Metal Matrix Composites. Appl. Mech. Mater. 2014, 592–594, 917–921. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R.; Pinca-Bretotean, C. A study of advancement in application opportunities of aluminum metal matrix composites. Mater. Today Proc. 2020, 26, 2419–2424. [Google Scholar] [CrossRef]
- Nayim, S.T.I.; Hasan, M.Z.; Seth, P.P.; Gupta, P.; Thakur, S.; Kumar, D.; Jamwal, A. Effect of CNT and TiC hybrid reinforcement on the micro-mechano-tribo behaviour of aluminium matrix composites. Mater. Today Proc. 2020, 21, 1421–1424. [Google Scholar] [CrossRef]
- Ramakoteswara Rao, V.; Ramanaiah, N.; Sarcar, M.M.M. Dry sliding wear behavior of TiC–AA7075 metal matrix composites. Int. J. Appl. Sci. Eng. 2016, 14, 27–37. [Google Scholar]
- Aydin, F. The Investigation of the Effect of Particle Size on Wear Performance of AA7075/Al2O3 Composites Using Statistical Analysis and Different Machine Learning Methods. Adv. Powder Technol. 2021, 32, 445–463. [Google Scholar] [CrossRef]
- Soorya Prakash, K.; Sathiya Moorthy, R.; Gopal, P.M.; Kavimani, V. Effect of Reinforcement, Compact Pressure and Hard Ceramic Coating on Aluminium Rock Dust Composite Performance. Int. J. Refract. Met. Hard Mater. 2016, 54, 223–229. [Google Scholar] [CrossRef]
- Kumarasamy, S.P.; Vijayananth, K.; Thankachan, T.; Pudhupalayam Muthukutti, G. Investigations on Mechanical and Machinability Behavior of Aluminum/Flyash Cenosphere/Gr Hybrid Composites Processed through Compocasting. J. Appl. Res. Technol. 2017, 15, 430–441. [Google Scholar] [CrossRef]
- Pandian, V.; Kannan, S. Processing and Preparation of Aerospace-Grade Aluminium Hybrid Metal Matrix Composite in a Modified Stir Casting Furnace Integrated with Mechanical Supersonic Vibration Squeeze Infiltration Method. Mater. Today Commun. 2021, 26, 101732. [Google Scholar] [CrossRef]
- Sharifi, H.; Ostovan, K.; Tayebi, M.; Rajaee, A. Dry Sliding Wear Behavior of Open-Cell Al-Mg/Al2O3 and Al-Mg/SiC-Al2O3 Composite Preforms Produced by a Pressureless Infiltration Technique. Tribol. Int. 2017, 116, 244–255. [Google Scholar] [CrossRef]
- Chang, H.; Binner, J.; Higginson, R. Dry Sliding Wear Behaviour of Al(Mg)/Al2O3 Interpenetrating Composites Produced by a Pressureless Infiltration Technique. Wear 2010, 268, 166–171. [Google Scholar] [CrossRef]
- Ahmad, F.; Lo, S.J.; Aslam, M.; Haziq, A. Tribology Behaviour of Alumina Particles Reinforced Aluminium Matrix Composites and Brake Disc Materials. Procedia Eng. 2013, 68, 674–680. [Google Scholar] [CrossRef] [Green Version]
- Baig, M.M.A.; Al-Qutub, A.M.; Allam, I.M.; Patel, F.; Mohammed, A.S. Tribological Performance of Sub-Micron Al2O3-Reinforced Aluminum Composite Brake Rotor Material. Arab. J. Sci. Eng. 2021, 46, 2691–2700. [Google Scholar] [CrossRef]
- Ghanaraja, S.; Ravikumar, K.; Raju, H.; Madhusudan, B. Studies on Dry Sliding Wear Behaviour of Al2O3 Reinforced Al Based Metal Matrix Composites. Mater. Today Proc. 2017, 4, 10043–10048. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Ni | Zn | Pb | Sn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Concentration, wt. % | 9.0–11.0 | 0.55 | 0.05 | 0.45 | 0.2–0.45 | 0.05 | 0.10 | 0.05 | 0.05 | 0.15 | rest |
| Element | C | Si | Mn | Cr | Si | Fe |
|---|---|---|---|---|---|---|
| Concentration, wt. % | 0.90–1.20 | 0.10–0.35 | 0.30–0.75 | 1.00–1.60 | 0.20 | rest |
| No. Analysis | Al | Fe | O | Si | Mg | Mn | Other |
|---|---|---|---|---|---|---|---|
| 1 | 64.26 | 0.52 | 33.22 | – | – | 0.42 | rest |
| 2 | 61.06 | 5.87 | 32.20 | – | 0.05 | – | rest |
| No. Analysis | Al | Fe | O | Si | Mg | Mn | Other |
|---|---|---|---|---|---|---|---|
| 1 | 48.04 | 3.04 | 41.50 | 6.33 | 0.07 | – | rest |
| 2 | 53.42 | 11.23 | 29.15 | 4.47 | 0.18 | 0.23 | rest |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolev, M.; Drenchev, L.; Petkov, V.; Dimitrova, R. Production and Tribological Characterization of Advanced Open-Cell AlSi10Mg-Al2O3 Composites. Metals 2023, 13, 131. https://doi.org/10.3390/met13010131
Kolev M, Drenchev L, Petkov V, Dimitrova R. Production and Tribological Characterization of Advanced Open-Cell AlSi10Mg-Al2O3 Composites. Metals. 2023; 13(1):131. https://doi.org/10.3390/met13010131
Chicago/Turabian StyleKolev, Mihail, Ludmil Drenchev, Veselin Petkov, and Rositza Dimitrova. 2023. "Production and Tribological Characterization of Advanced Open-Cell AlSi10Mg-Al2O3 Composites" Metals 13, no. 1: 131. https://doi.org/10.3390/met13010131