

The Influence of Processing Parameters on the Al-Mn Enriched Nano-Precipitates Formation in a Novel Al-Mn-Cr-Zr Alloy Tailored for Power Bed Fusion-Laser Beam Process


Abstract
:1. Introduction
2. Materials and Methods
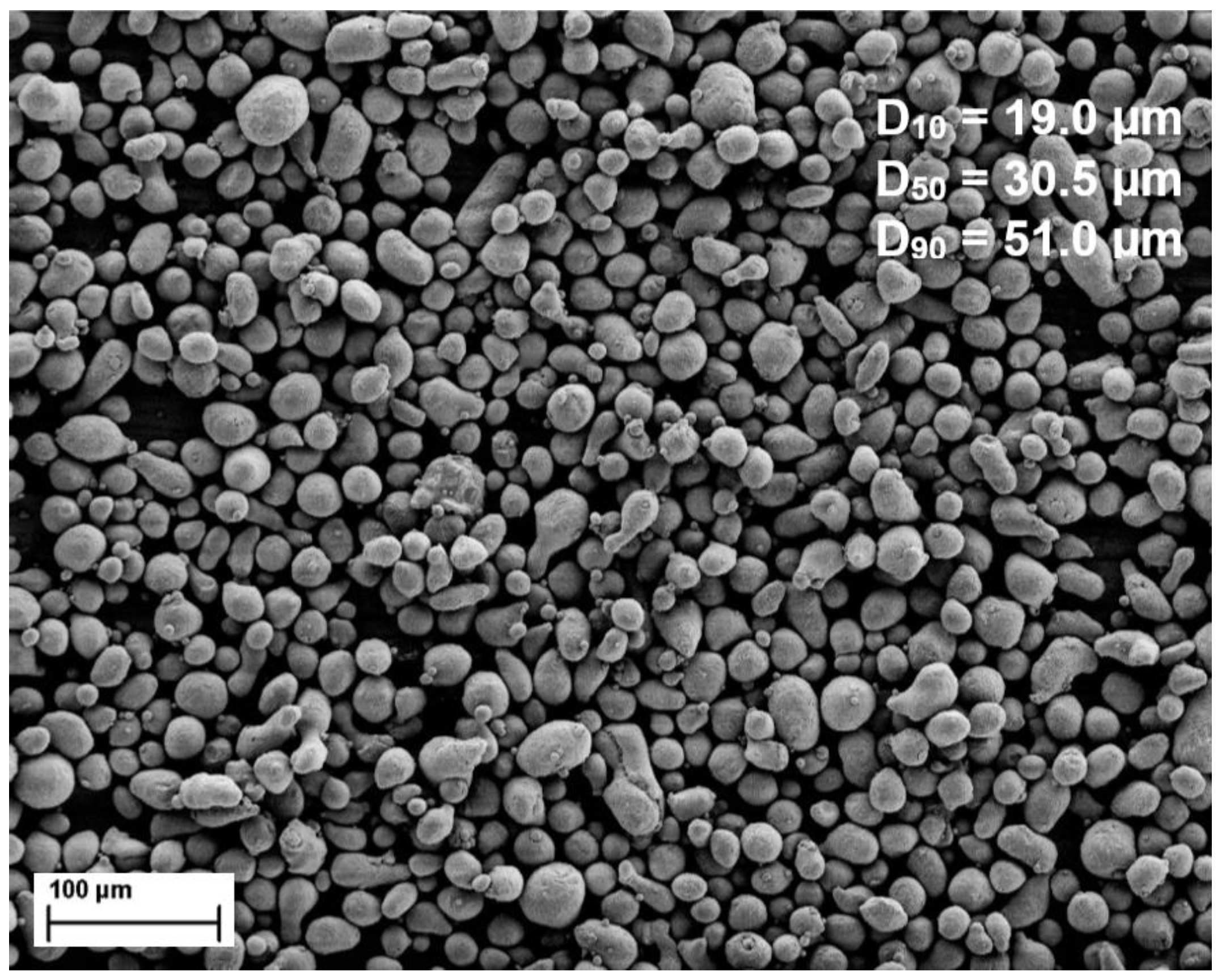
2.1. Material
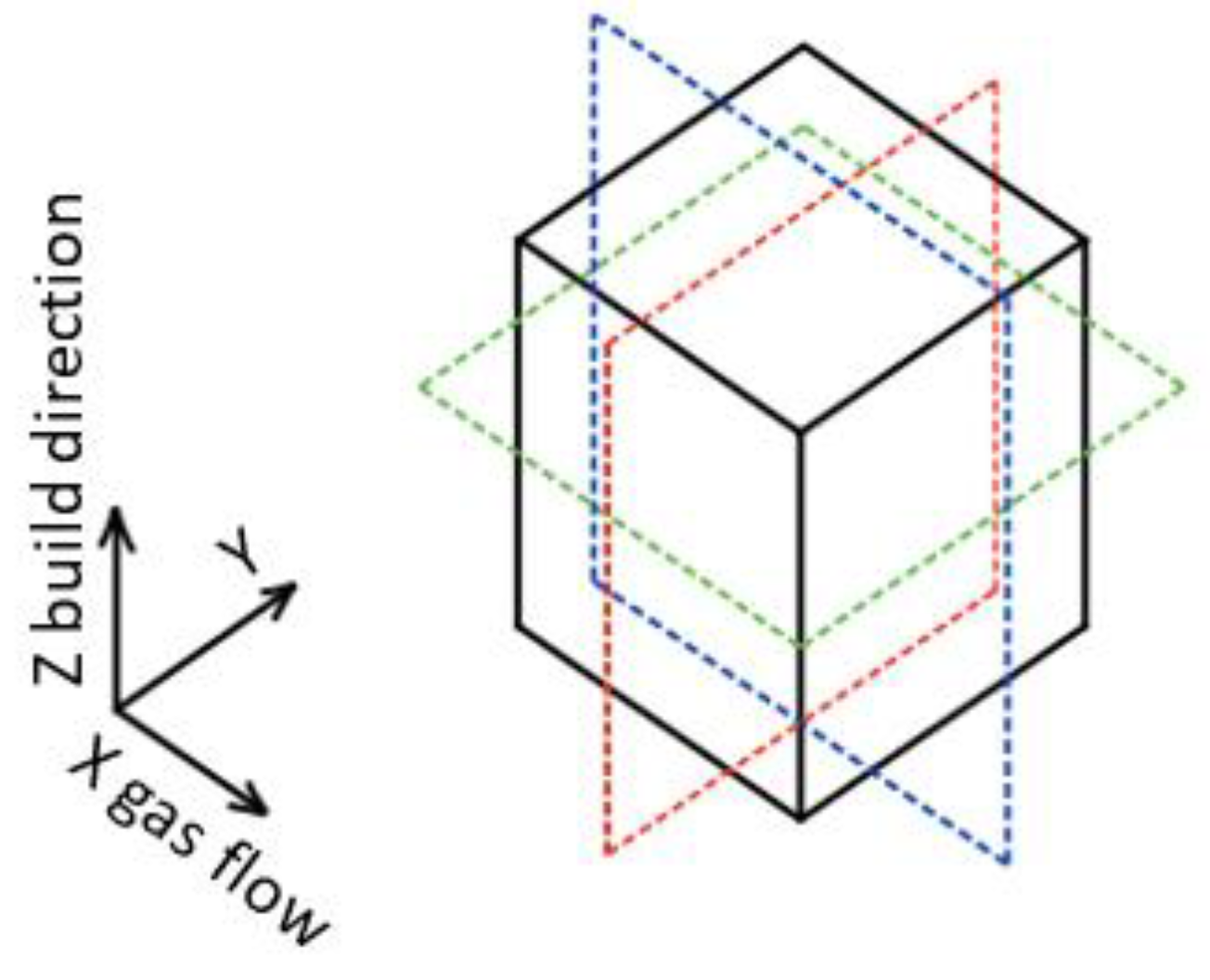
2.2. PBF-LB Processing
2.3. Characterization
3. Results
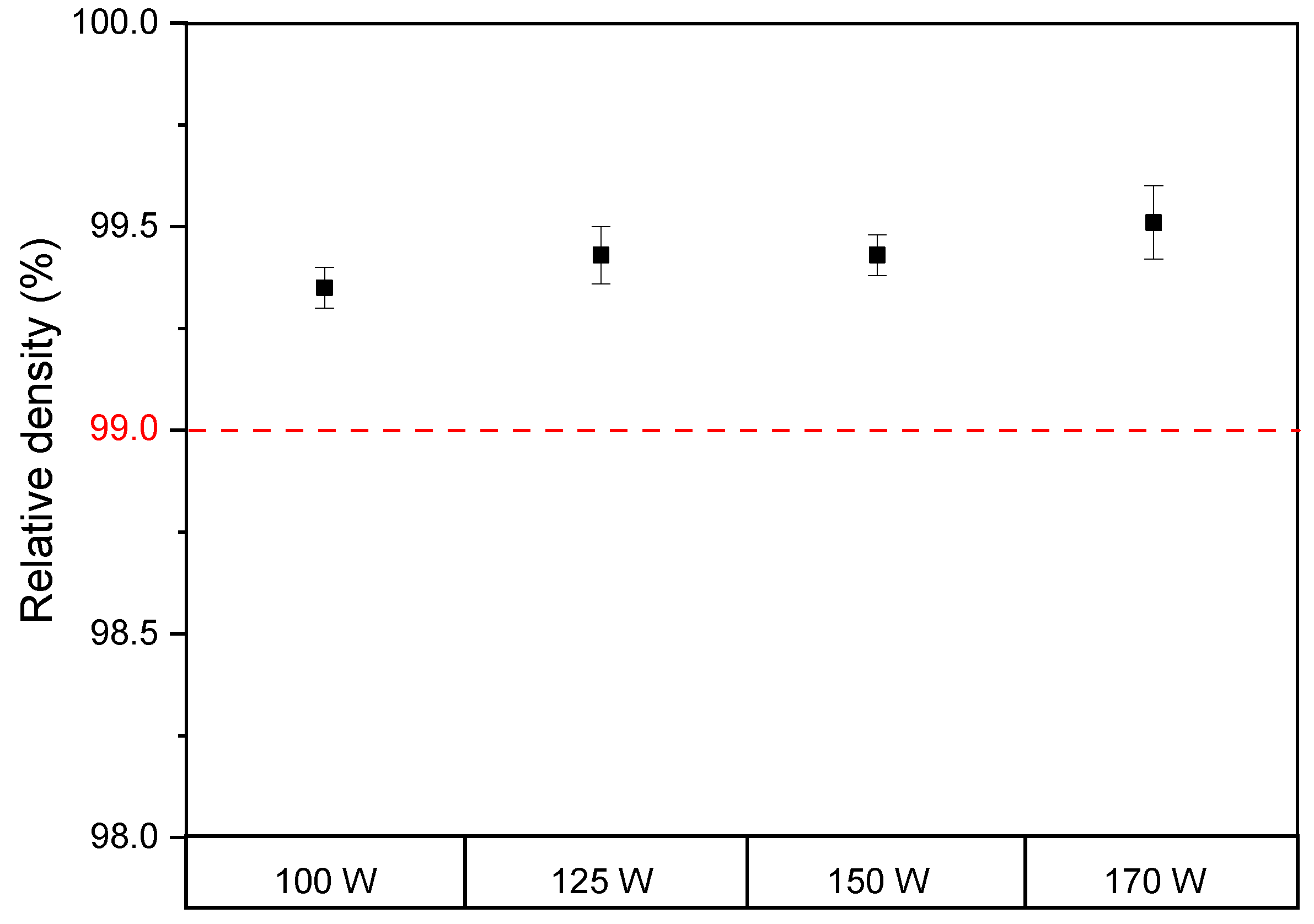
3.1. Relative Density at Different Processing Parameters
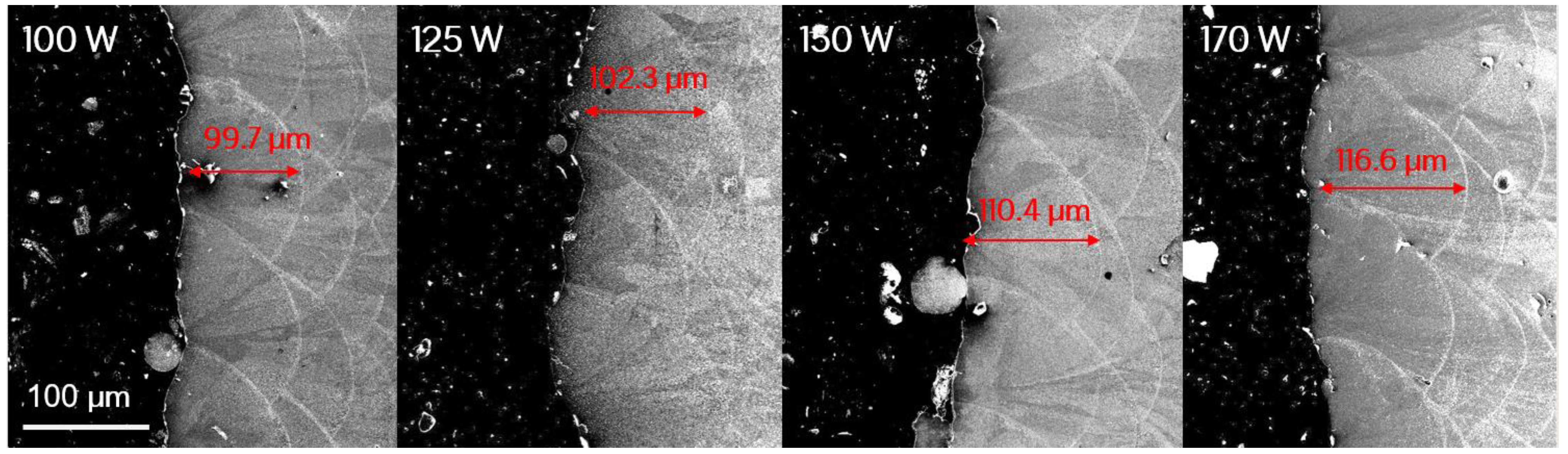
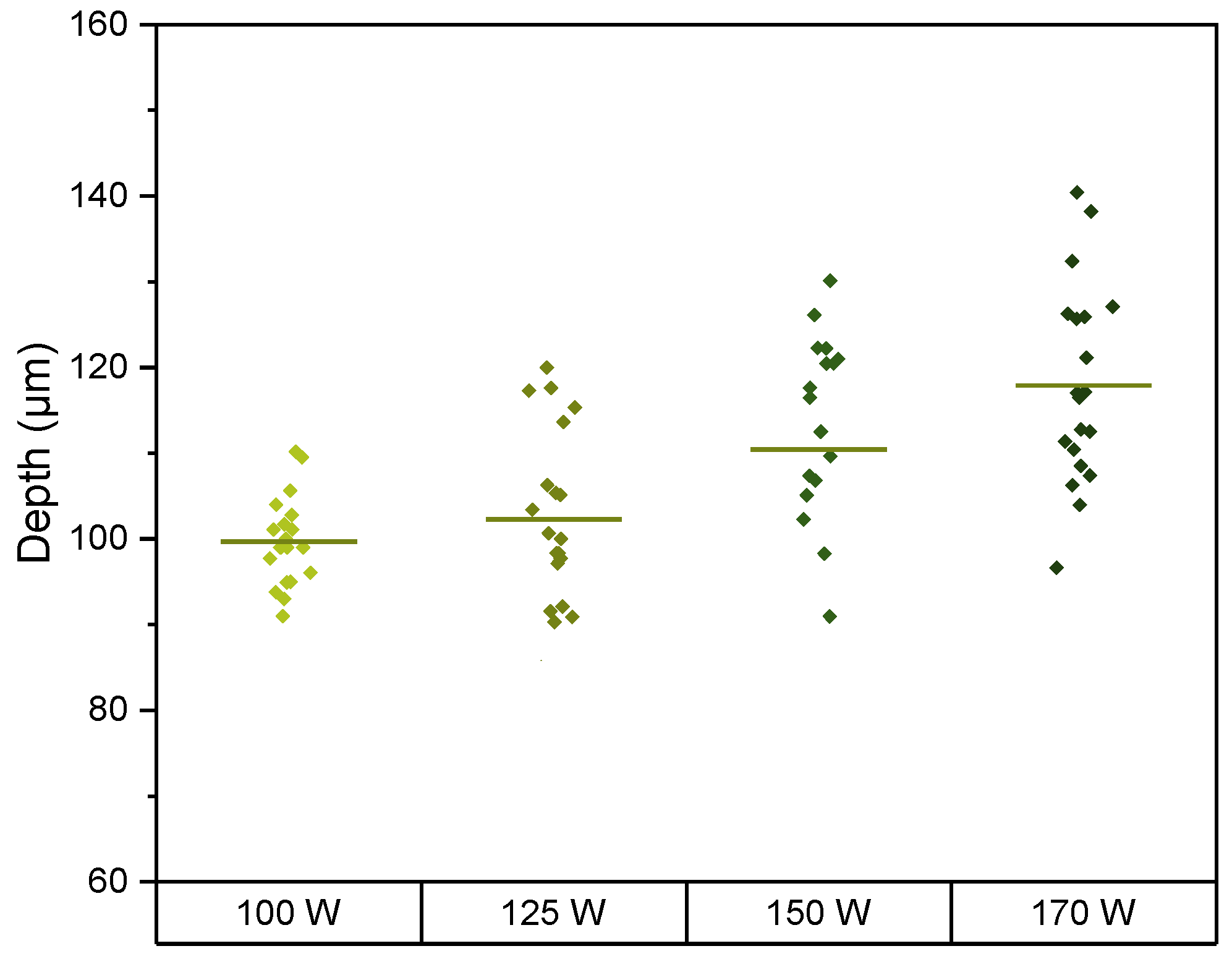
3.2. Melt Pool Morphology and Depth
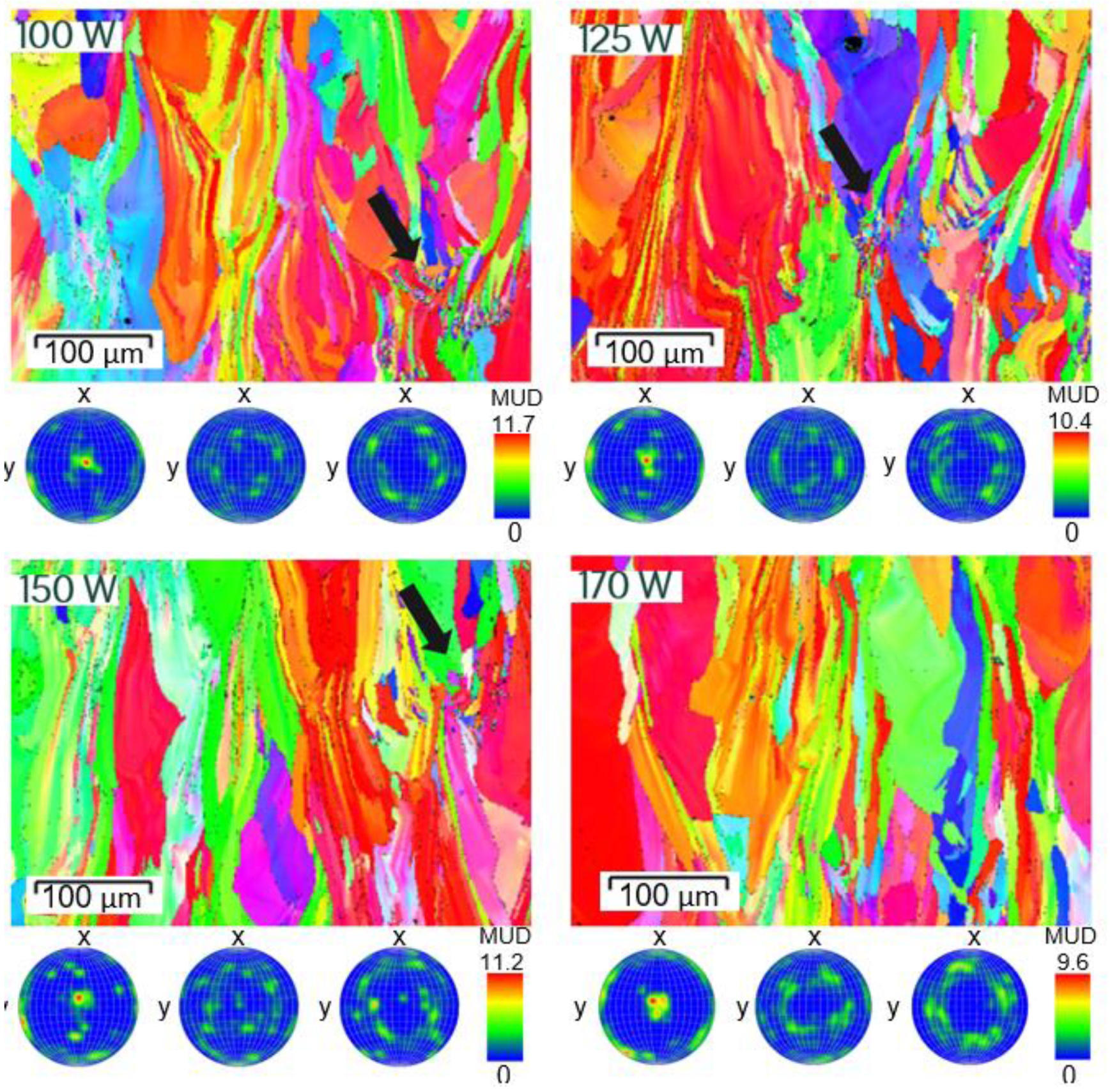
3.3. Microstructural Investigation
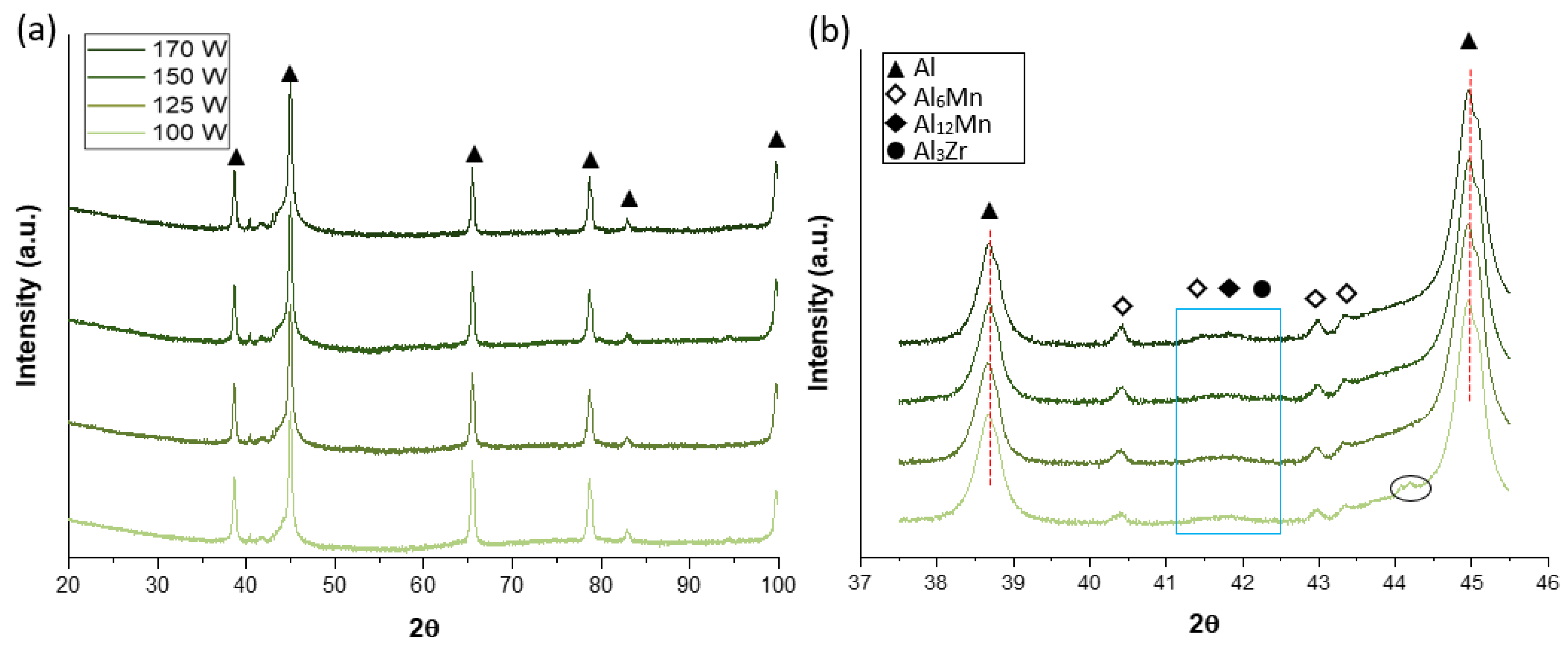
3.4. Phase Identification
3.5. Microhardness Testing
4. Discussion
5. Conclusions
- All the examined process parameters resulted to be optimal for the achievement of a high level of densification (around 99.5%);
- Melt pool analysis on etched samples revealed the presence of narrower and deeper melt pools for high power samples and wider and shallower ones for low power samples;
- EBSD analysis revealed longitudinal grain growth on multiple layers along the build direction for each condition. Some randomly diffused grain refinement zones were observed in lower power conditions;
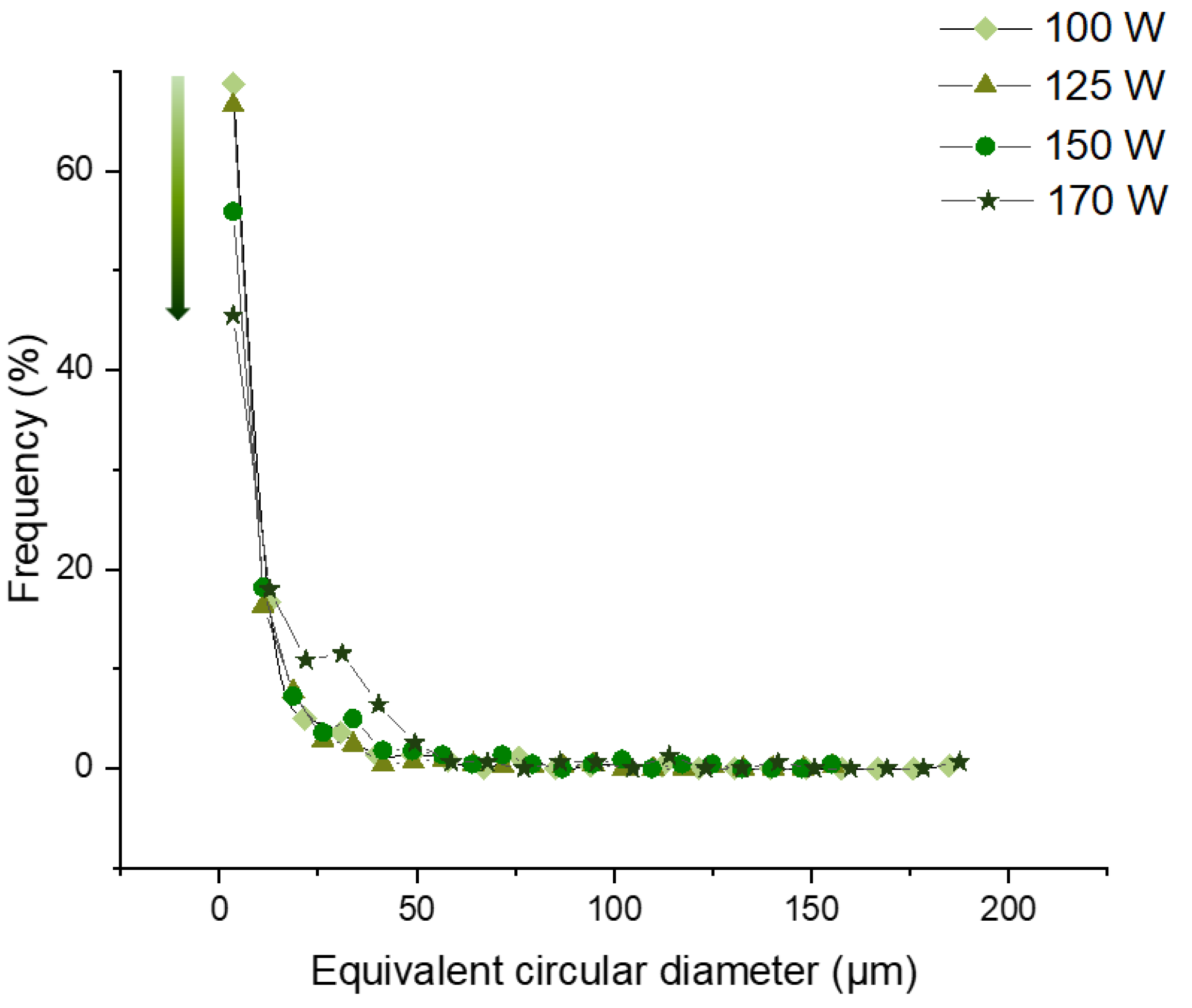
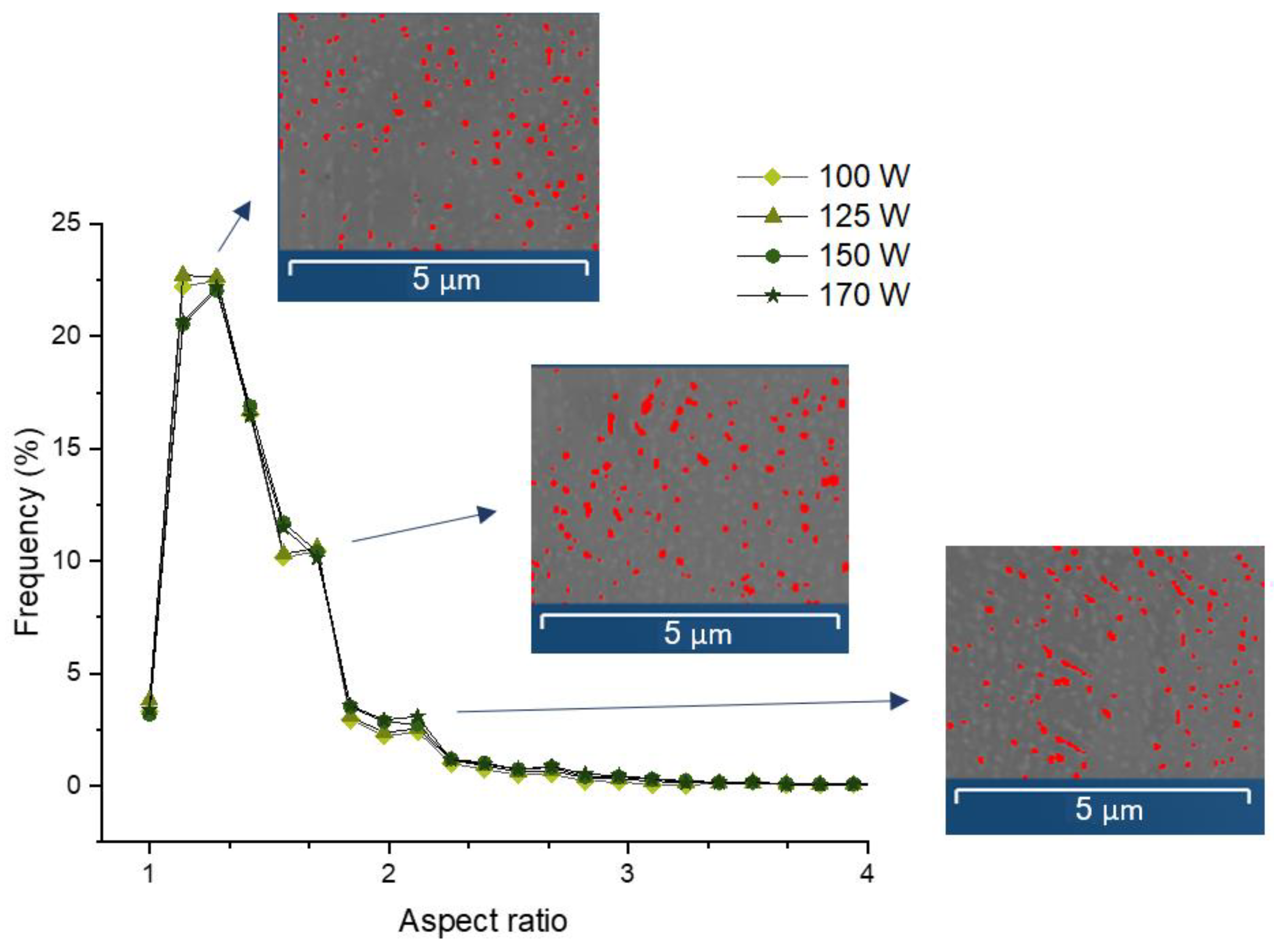
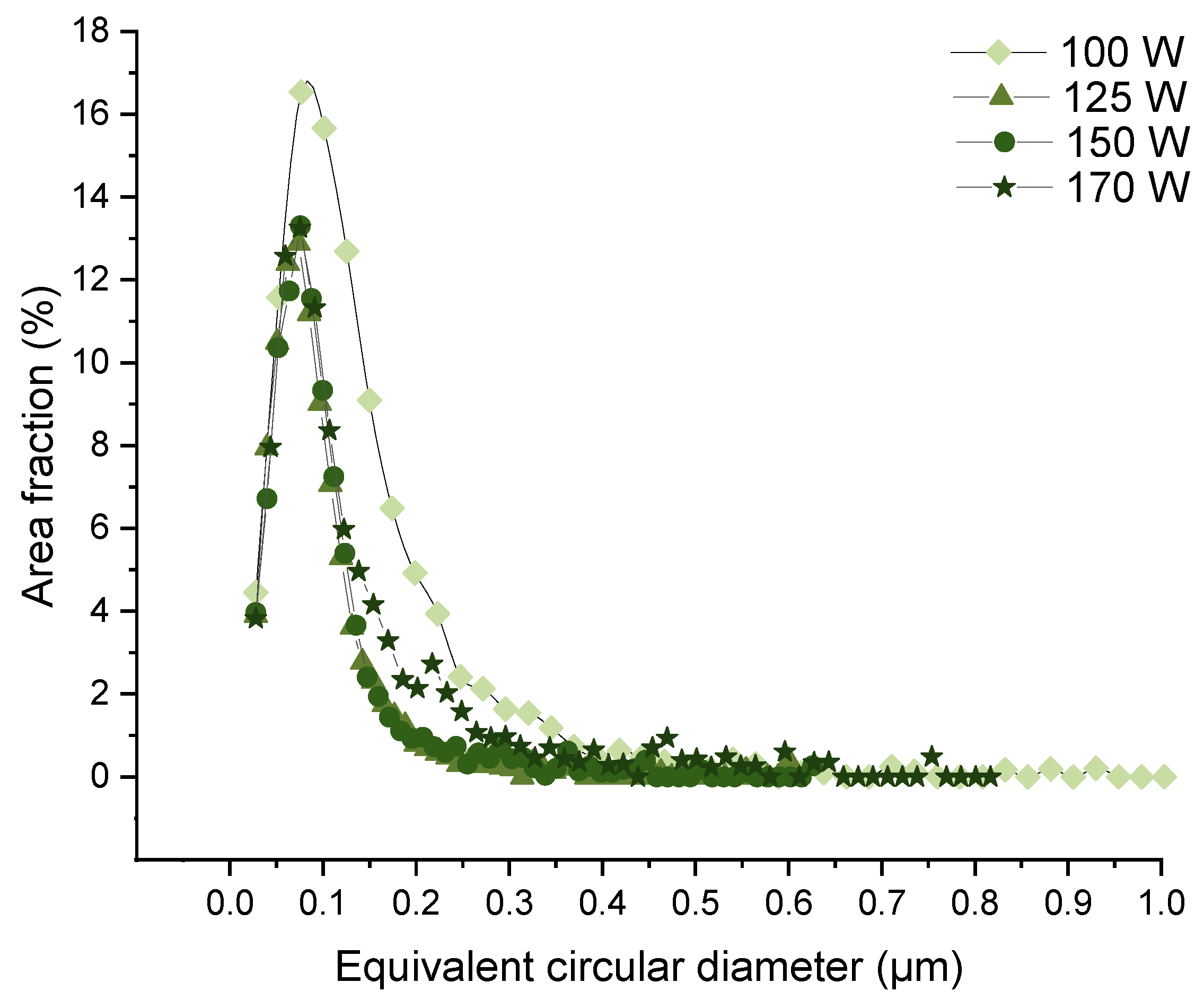
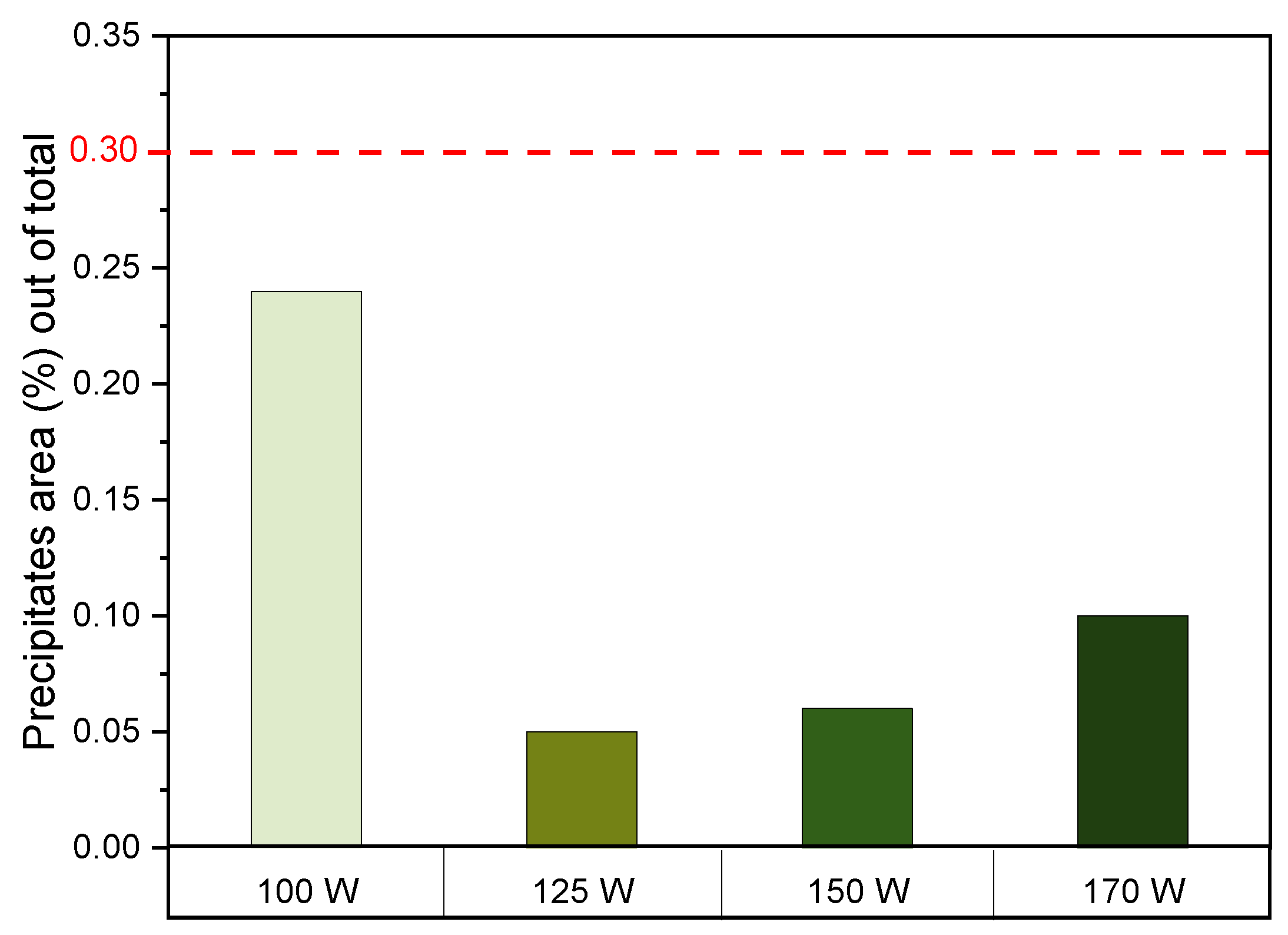
- During the SEM feature analysis, a certain number of precipitates were observed and analysed in terms of amount, shape and distribution. Through the aspect ratio examination, the Al-Mn enriched precipitates can be divided into two categories: the spherical ones plentiful on the melt pool boundaries and the oblong ones observed along the grain and cell boundaries. Quantitative analysis revealed an overall higher number of fine precipitates for the lower power sample in line with the XRD observations. The presence of an additional peak of around 0.2 µm as ECD in the sample produced at 170 W denotes a slightly different precipitation behaviour also confirmed by XRD analysis;
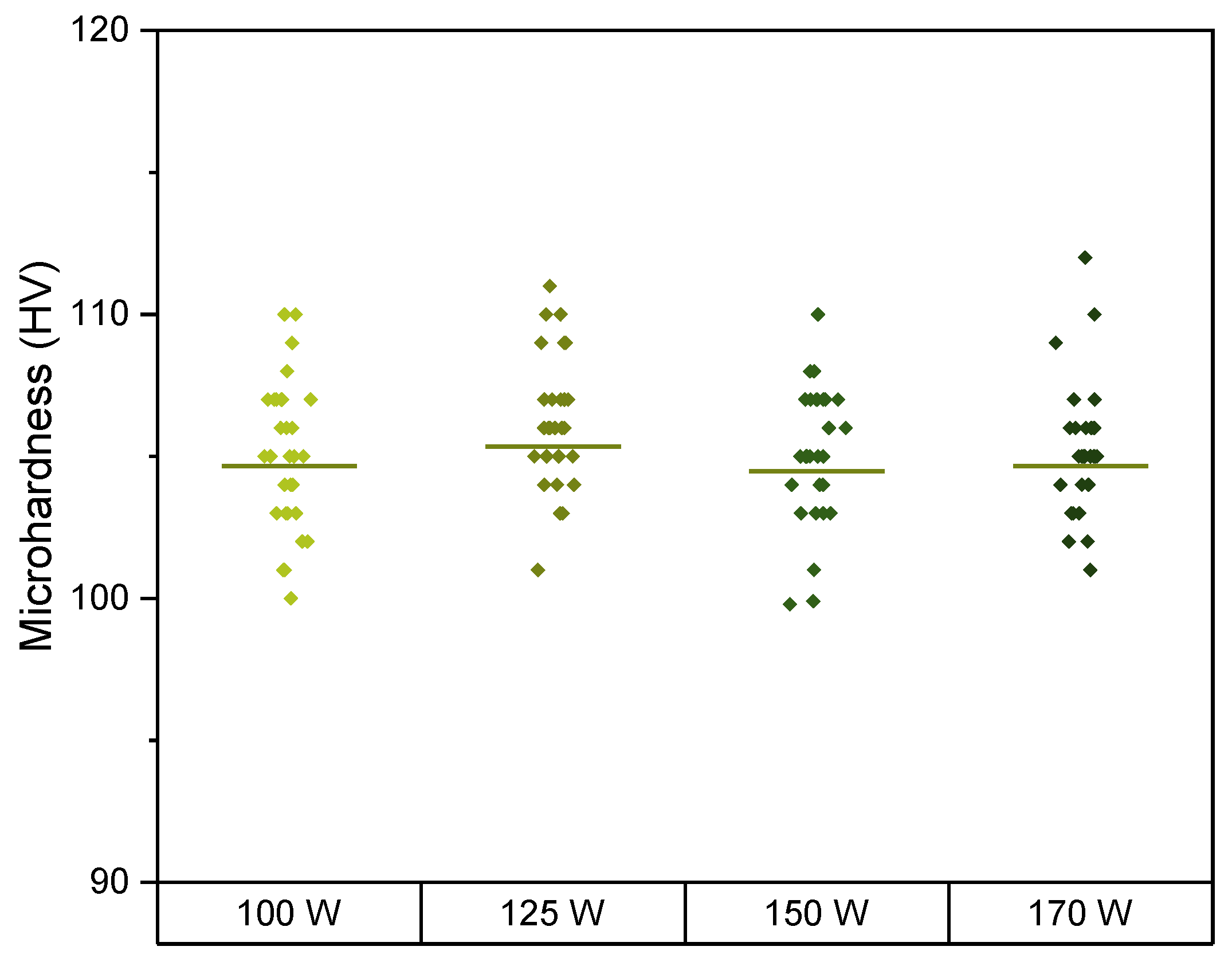
- The slight differences noted in grain distribution and in precipitation behaviour do not affect the hardness properties of the alloy. A constant mean value of 104.5 HV was recorded for all conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Yao, J.; Ding, R.; Li, K.; Du, B.; Zhao, L.; Yuan, Y. Study on the impact behavior of arch micro-strut (ARCH) lattice structure by selective laser melting (SLM). Rapid Prototyp. J. 2022, 28, 1541–1557. [Google Scholar] [CrossRef]
- Rometsch, P.; Jia, Q.; Yang, K.V.; Wu, X. Aluminum alloys for selective laser melting–towards improved performance. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 301–325. [Google Scholar] [CrossRef]
- Xiao, H.; Zhang, C.; Zhu, H. Effect of direct aging and annealing on the microstructure and mechanical properties of AlSi10Mg fabricated by selective laser melting. Rapid Prototyp. J. 2022. ahead of print. [Google Scholar] [CrossRef]
- Aversa, A.; Marchese, G.; Saboori, A.; Bassini, E.; Manfredi, D.; Biamino, S.; Lombardi, M. New aluminum alloys specifically designed for laser powder bed fusion: A review. Materials 2019, 12, 1007. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Patel, S.; Chen, H.; Vlasea, M.; Zou, Y. The influence of divergent laser beams on the laser powder bed fusion of a high reflectivity aluminium alloy. arXiv 2021. [Google Scholar] [CrossRef]
- Stopyra, W.; Gruber, K.; Smolina, I.; Kurzynowski, T.; Kuźnicka, B. Laser powder bed fusion of AA7075 alloy: Influence of process parameters on porosity and hot cracking. Addit. Manuf. 2020, 35, 101270. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Mertens, R.; Vrancken, B.; Wang, X.; van Hooreweder, B.; Kruth, J.P.; van Humbeeck, J. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Nie, X.; Yin, J.; Hu, Z.; Zeng, X. Effect of Zirconium addition on crack, microstructure and mechanical behavior of selective laser melted Al-Cu-Mg alloy. Scr. Mater. 2017, 134, 6–10. [Google Scholar] [CrossRef]
- Mertens, R.; Baert, L.; Vanmeensel, K.; van Hooreweder, B. Laser powder bed fusion of high strength aluminum. Mater. Des. Process. Commun. 2021, 3, e161. [Google Scholar] [CrossRef] [Green Version]
- Furrer, P.; Warlimont, H. Microstructure and properties of aluminum alloys after rapid solidification. Li. Extension of solid solubility, influence of thermal treatments, mechanical properties. Z. Met. 1971, 100–112. [Google Scholar]
- Du, Y.; Chang, Y.A.; Huang, B.; Gong, W.; Jin, Z.; Xu, H.; Yuan, Z.; Liu, Y.; He, Y.; Xie, F.Y. Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation. Mater. Sci. Eng. A 2003, 363, 140–151. [Google Scholar] [CrossRef]
- Polmear, I.; StJohn, D.; Nie, J.F.; Qian, M. Light Alloys: Metallurgy of the Light Metals; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Rometsch, P.A.; Zhu, Y.; Wu, X.; Huang, A. Review of High-Strength Aluminium Alloys for Additive Manufacturing by Laser Powder Bed Fusion. Mater. Des. 2022, 219, 110779. [Google Scholar] [CrossRef]
- Shechtman, D.; Schaefer, R.J.; Biancaniello, F.S. Precipitation in rapidly solidified Al-Mn alloys. Metall. Trans. A 1984, 15, 1987–1997. [Google Scholar] [CrossRef]
- Jia, Q.; Rometsch, P.; Kürnsteiner, P.; Chao, Q.; Huang, A.; Weyland, M.; Bourgeois, L.; Wu, X. Selective laser melting of a high strength AlMnSc alloy: Alloy design and strengthening mechanisms. Acta Mater. 2019, 171, 108–118. [Google Scholar] [CrossRef]
- Bayoumy, D.; Schliephake, D.; Dietrich, S.; Wu, X.H.; Zhu, Y.M.; Huang, A.J. Intensive processing optimization for achieving strong and ductile Al-Mn-Mg-Sc-Zr alloy produced by selective laser melting. Mater. Des. 2021, 198, 109317. [Google Scholar] [CrossRef]
- Kimura, T.; Nakamoto, T.; Ozaki, T.; Miki, T. Microstructures and mechanical properties of aluminum-transition metal binary alloys (Al-Fe, Al-Mn, and Al-Cr) processed by laser powder bed fusion. J. Alloys Compd. 2021, 872, 159680. [Google Scholar] [CrossRef]
- Hori, S.; Matsumoto, E.; Tai, H.; Furushiro, N.; Sasaki, A. Precipitation Behavior Aging of Rapidly Solidified Al--Cr Alloys. J. Jpn. Inst. Light Met. 1988, 38, 147–152. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Voegtlin, M.; Palm, F.; Uggowitzer, P.J. Microstructure and mechanical properties of as-processed scandium-modified aluminium using selective laser melting. CIRP Ann. 2016, 65, 213–216. [Google Scholar] [CrossRef]
- Mehta, B.; Nyborg, L.; Frisk, K.; Hryha, E. Al–Mn–Cr–Zr-based alloys tailored for powder bed fusion-laser beam process: Alloy design, printability, resulting microstructure and alloy properties. J. Mater. Res. 2022, 37, 1256–1268. [Google Scholar] [CrossRef]
- Streurs. Metallographic Preparation of Aluminum and Aluminum Alloys. Available online: https://www.struers.com/en/Knowledge/Materials/Aluminum#preparationmethod (accessed on 29 September 2021).
- Fiocchi, J.; Tuissi, A.; Biffi, C.A. Heat treatment of aluminium alloys produced by laser powder bed fusion: A review. Mater. Des. 2021, 204, 109651. [Google Scholar] [CrossRef]
- Cheng, B.; Lydon, J.; Cooper, K.; Cole, V.; Northrop, P.; Chou, K. Melt pool sensing and size analysis in laser powder-bed metal additive manufacturing. J. Manuf. Process. 2018, 32, 744–753. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; Sharabian, E.; Cordova, L.; Gibson, I.; Downing, D.; Bateman, S.; Brandt, M.; Rolfe, B. The effect of absorption ratio on meltpool features in laser-based powder bed fusion of IN718. Opt. Laser Technol. 2022, 153, 108263. [Google Scholar] [CrossRef]
- Lane, B.; Zhirnov, I.; Mekhontsev, S.; Grantham, S.; Ricker, R.; Rauniyar, S.; Chou, K. Transient laser energy absorption, co-axial melt pool monitoring, and relationship to melt pool morphology. Addit. Manuf. 2020, 36, 101504. [Google Scholar] [CrossRef] [PubMed]
- Fuller, C.B.; Seidman, D.N.; Dunand, D.C. Mechanical properties of Al (Sc, Zr) alloys at ambient and elevated temperatures. Acta Mater. 2003, 51, 4803–4814. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Uggowitzer, P.J.; Wegener, K. Influence of SLM scan-speed on microstructure, precipitation of Al3Sc particles and mechanical properties in Sc-and Zr-modified Al-Mg alloys. Mater. Des. 2018, 140, 134–143. [Google Scholar] [CrossRef]
- Martucci, A.; Aversa, A.; Manfredi, D.; Bondioli, F.; Biamino, S.; Ugues, D.; Lombardi, M.; Fino, P. Low-Power Laser Powder Bed Fusion Processing of Scalmalloy®. Materials 2022, 15, 3123. [Google Scholar] [CrossRef]
- Griffiths, S.; Rossell, M.D.; Croteau, J.; Vo, N.Q.; Dunand, D.C.; Leinenbach, C. Effect of laser rescanning on the grain microstructure of a selective laser melted Al-Mg-Zr alloy. Mater. Charact. 2018, 143, 34–42. [Google Scholar] [CrossRef]
- Croteau, J.R.; Griffiths, S.; Rossell, M.D.; Leinenbach, C.; Kenel, C.; Jansen, V.; Seidman, D.N.; Dunand, D.C.; Vo, N.Q. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting. Acta Mater. 2018, 153, 35–44. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt%) | Mn | Cr | Zr | Fe | Si | Al |
|---|---|---|---|---|---|---|
| Al-Mn-Cr-Zr | 5.0 | 0.8 | 0.59 | 0.16 | 0.16 | Remainder |
| Power (W) | Hatch Distance (mm) | Layer Thickness (μm) | Scan Speed (mm/s) | VED (Jmm−3) |
|---|---|---|---|---|
| 100 | 0.1 | 30 | 875 | 37 |
| 125 | 0.1 | 30 | 1125 | |
| 150 | 0.1 | 30 | 1375 | |
| 170 | 0.1 | 30 | 1500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martucci, A.; Mehta, B.; Lombardi, M.; Nyborg, L. The Influence of Processing Parameters on the Al-Mn Enriched Nano-Precipitates Formation in a Novel Al-Mn-Cr-Zr Alloy Tailored for Power Bed Fusion-Laser Beam Process. Metals 2022, 12, 1387. https://doi.org/10.3390/met12081387
Martucci A, Mehta B, Lombardi M, Nyborg L. The Influence of Processing Parameters on the Al-Mn Enriched Nano-Precipitates Formation in a Novel Al-Mn-Cr-Zr Alloy Tailored for Power Bed Fusion-Laser Beam Process. Metals. 2022; 12(8):1387. https://doi.org/10.3390/met12081387
Chicago/Turabian StyleMartucci, Alessandra, Bharat Mehta, Mariangela Lombardi, and Lars Nyborg. 2022. "The Influence of Processing Parameters on the Al-Mn Enriched Nano-Precipitates Formation in a Novel Al-Mn-Cr-Zr Alloy Tailored for Power Bed Fusion-Laser Beam Process" Metals 12, no. 8: 1387. https://doi.org/10.3390/met12081387