3.1. Mechanical Strength
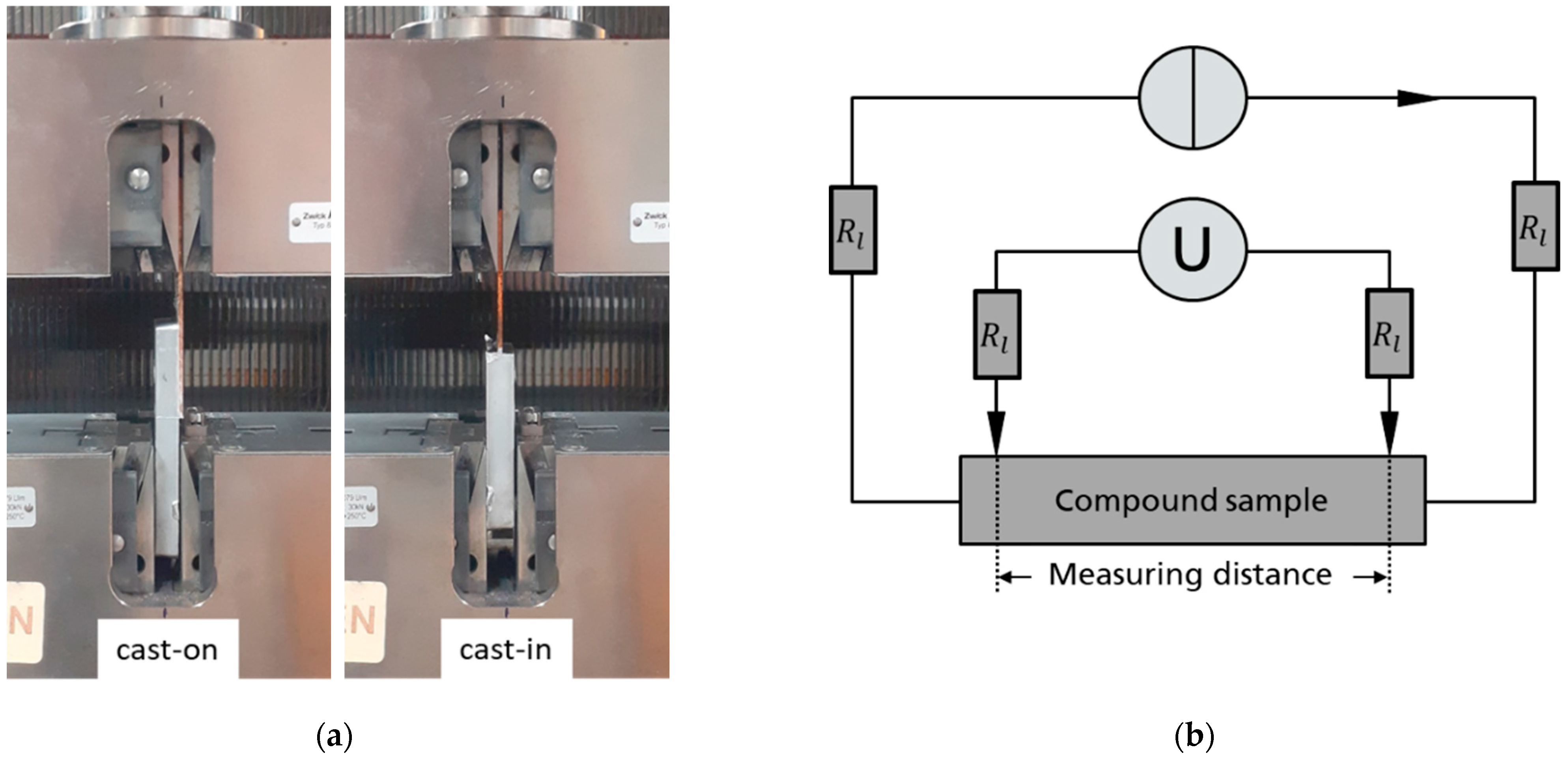
In some cases, the mechanical strength of the cast-on specimens was so low that they failed as soon as the castings were removed from the casting machine. Therefore, a higher number of cast-on than cast-in specimens were produced. The mechanical strength values for both specimen geometries were determined by tensile shear testing for
n = 5 specimens each and are shown in
Table 2. The mechanical strength of 2.66 ± 1.05 MPa is rather low and shows a variation of almost 40%. The high variation as well as the failure during removal of the casting demonstrate the instability of cast-on compound specimens and confirms the results from the literature.
However, it is surprising that the cast-in specimens show only slightly higher strengths at 3.85 ± 0.09 MPa. The insulating effect of the surrounding melt is assumed to result in a longer-lasting temperature impact for the cast-in compared to the cast-on samples. In combination with the approximately doubled contact area, this should result in significantly higher strength values from an increased intermetallic phase formation. Since the aluminum shrinks during solidification, an additional frictional connection between the insert and the shrunk-on aluminum should have occurred. It is supposed that the friction should also have a strength-increasing effect.
Nonetheless, the advantages of the cast-in geometry were observed. Since the shear strength results from the maximum force in relation to the joining area, the values of the cast-in specimens are similarly low compared to those of the cast-on specimens. However, they reach a maximum test load approx. three times higher than the cast-on ones. The variation in the measured values is also significantly lower for cast-in specimens, which indicates a stable process with better reproducibility.
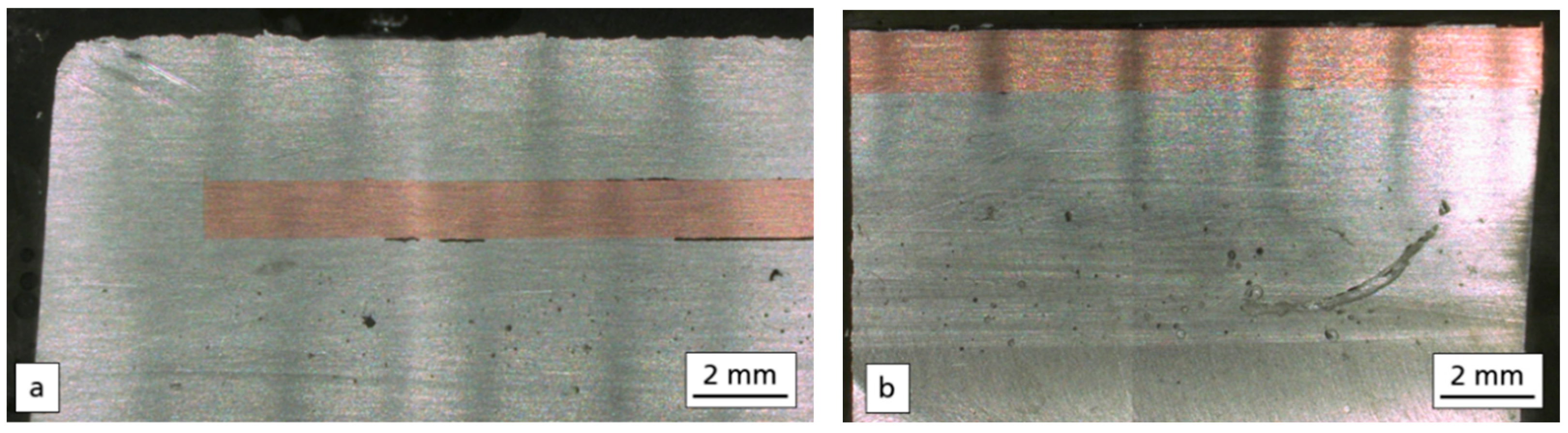
In
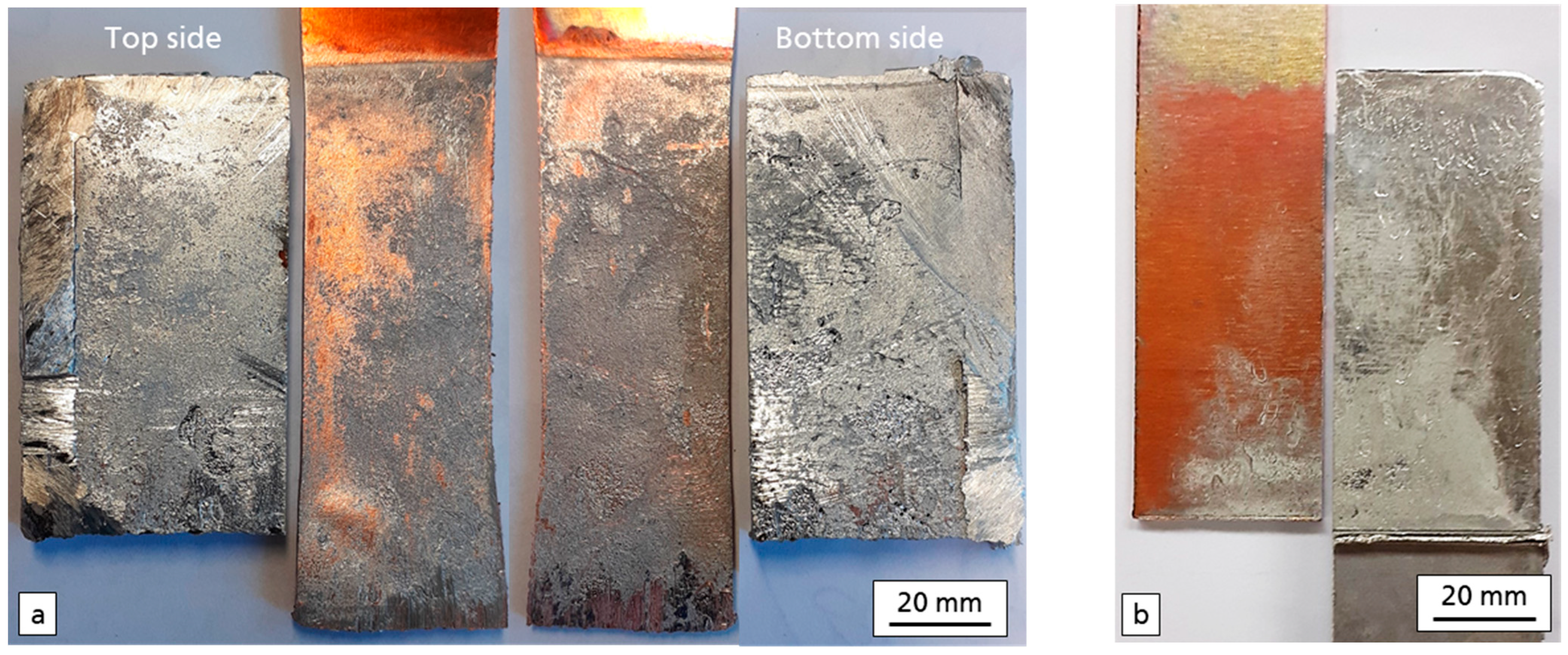
Figure 4a (showing the fracture surfaces), the cast-in specimens are depicted from each side. The aluminum joining partner was carefully sawn open without damaging the joining areas. The cast-in copper inserts show a necking and elongation of 10%, which is due to inelastic deformation of the material during the test as a result of the comparably high tensile force. The cast-on copper sheets in
Figure 4b do not show any change in shape, which is due to the failure of the compound within the elastic deformation limit.
The analysis of the fracture surfaces in
Figure 4 also indicates significant differences resulting from the applied geometries. Only a small amount of grayish discolouration is observed on the cast-on copper insert, which indicates an interaction with the melt. The discolouration occurs only locally in the area of the sprue. In contrast, both sides of the cast-in copper insert in
Figure 4 exhibit a significantly larger surface area with visible discolorations. Furthermore, when the sides of the cast-in copper insert are compared, it is revealed that the bottom side has a larger area of discoloration and, thus, more interactions than the top side.
The formation of the interaction areas can be explained by different thermal conditions of the respective cast geometries during the casting process, as well as the subsequent cooling. During mold filling, the molten aluminum flows within milliseconds from the sprue to the end of the joining area of the copper insert. Because the mold temperature of 200 °C is significantly below the melt temperature, part of the heat is dissipated along this length of the inserts. This results in an inhomogeneous temperature profile, where the thermal impact decreases with increasing specimen length.
For the cast-on geometry, only one side of the copper insert comes into contact with the melt. A large part of the heat is dissipated to the other sides of the insert due to the high thermal conductivity of copper—first through the die mold, and second to the environment. This rapid heat dissipation has a negative effect on the formation of the material bond in the interfacial layer, as the diffusion rate depends strongly on the applied temperature [
10]. Therefore, a material bond is formed only in the sprue area of the inserts as visible in
Figure 4b. The upper part of the copper insert does not show any changes, which suggests a high rate of cooling. Taking into account the relatively low amount of material bond of the cast-on samples, the maximum tensile force in
Table 2 is explained. Thus, the experimental results are identical with those of Freytag.
It can be assumed that the approximately three times higher average maximum test load for the cast-in specimens is due to the significantly enhanced thermal conditions during die casting of the cast-in compared with the cast-on specimens. The heat impact of cast-in specimens occurs on five sides instead of one. Furthermore, the surrounding aluminum has an insulating effect. This reduces the cooling rate and, thus, diffusion is elongated over a longer period of time so that a stronger material bond can be formed. From the literature, shear strengths of 40 MPa to 80 MPa are known from other casting processes such as lost foam [
2], horizontal core-filling continuous casting [
11], gravity die casting [
12], liquid–solid compound casting process [
13] and core-filling continuous casting [
14]. Compared to the determined shear strength of the cast-in samples, there is a strong difference. This can be explained by the significantly higher thermal impact due to longer casting times, as well as temperatures and higher component thickness. For further analysis, SEM images and EDX measurements were performed and evaluated.
3.2. Microstructure of the Interfacial Layer
The aluminum–copper interface layer was examined with micrographs of the compound specimens. The SEM analysis shows an inhomogeneous microstructured interfacial layer with a small amount of material bonds for the cast-on as well as the cast-in samples. Three different structure types can be identified, which will be presented and explained in their formation further below:
- I.
Intermetallic phase;
- II.
Oxide layer;
- III.
Defects.
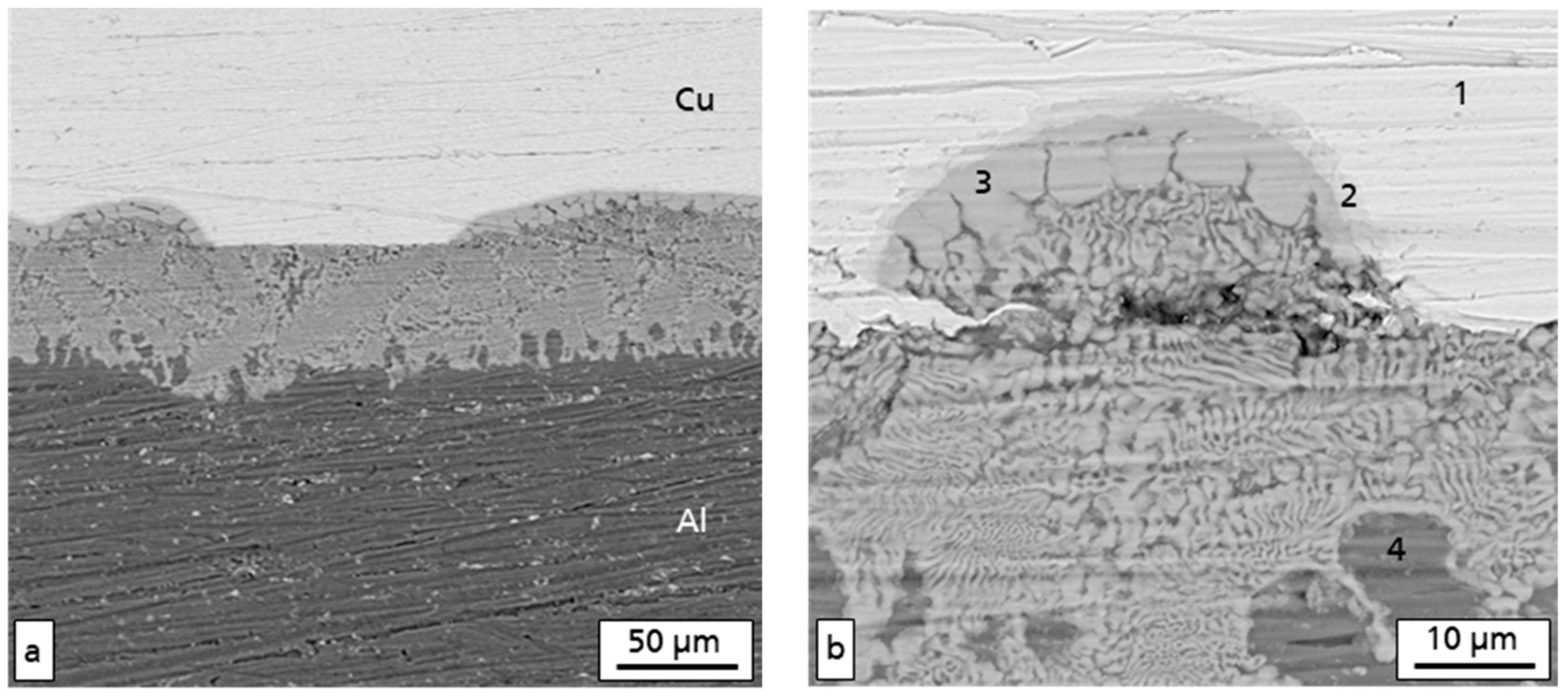
The first two structure types can be seen in the SEM image in
Figure 5a of a cast-in sample. Their formation is related to the turbulent mold filling typical of HPDC. When the melt flows over the copper surface, it heats up and shear forces occur. As a result, the oxide layer can partly be ripped off and flushed away from the molten surface of the copper. Thus, pure copper and aluminum come into direct contact and the metals mix to form structure type I—intermetallic phases. Structure type II occurs at the areas where the oxide layer remains or the shear forces are weaker.
This is observed on the SEM image shown in
Figure 5b. The copper–aluminum interface is visible over the whole width of the sample area. It can be assumed that the oxide layer in the central area has been removed, allowing for a material bond between aluminum and copper to be formed. This mechanism was also observed in other casting technologies, which apply significantly less pressure. In their investigations of aluminum–copper compound casting using a sand mold under normal atmospheric conditions, Zare et al. [
15] describe a similar process of an interfacial layer formation.
The interfacial layer in
Figure 5b was analyzed by EDX method and the chemical compositions at locations 1–4 were determined. The measurement results and the suggested intermetallic phases according to the investigation of Braunovic and Aleksandrov [
8] are shown in
Table 3.
The formation of the material bond by the intermetallic phases causes a change in the shape of the interfacial layer from an initially flat and parallel (left and right side in
Figure 5b) to a wavy contour (center part in
Figure 5b). The thickness of the δ-phase is 1.5–2 µm (Position 2). It is followed by the θ-phase, which varies in its formation shape and thickness. It changes in the direction of the aluminum from an initially roundish to a lamellar microstructure. The supersaturated α-solid solutions (4 in
Figure 5b and
Table 3) and lamellar θ-phase build a layer of a fine-structured eutectic. It grows along the interface as shown in
Figure 5a, so that it also occurs in areas where a material bond is prevented. This is also described in the investigations of Hu et al. [
13]. A continuous eutectic layer on the aluminum side can be observed both for separation by oxide layers and by gaps. The separation by oxide layers is the second type of formation that has been identified. It results from the oxides that was resistant to the shear stresses during mold filling. The contact is plane and takes place without any interaction in the form of diffusion or mixing. Therefore, unlike in the case of intermetallic phase formation, the interface keeps its original shape.
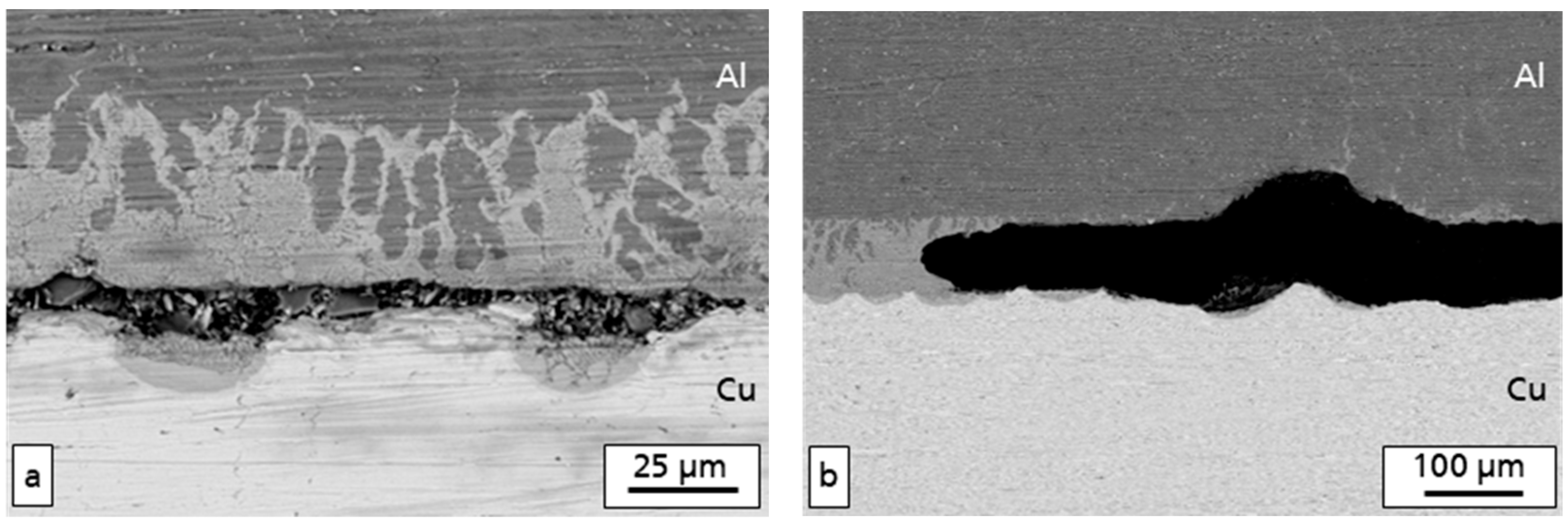
The third type of interface formation are defects, an exemplary case of which is shown in
Figure 6. They occur as cracks as in
Figure 6a and as cavities in
Figure 6b, whereby their formation is attributed to thermal effects during solidification of the aluminum mold.
As previously mentioned, the heat from the molten aluminum causes the copper insert to warm up, causing it to expand. As soon as the temperature balance is reached, the aluminum–copper compound starts to cool down. The change in temperature is accompanied by shrinkage of the metals. Due to the different coefficients of thermal expansion of aluminum with α
a = 23.8 × 10
−6 (1/°C) and copper with α
c = 16.8 × 10
−6 (1/°C), different length changes occur [
10]. This results in shear forces in the interface during cooling. The residual stresses partly exceed the strength of the material bonds, especially when they are as weakly formed as shown in
Figure 6a, and cause fracture along the brittle intermetallic phases. In addition to the cracks, long cavities like in
Figure 6b are detected in the interfacial layer. However, as can be seen in the micrographs in
Figure 7 these occur, unlike the cracks, only in the cast-in samples. Furthermore, the distribution of shrinking holes and pores can be used to identify where the molten aluminum solidified last. For the cast-on specimen, this is in the center of the aluminum component. As previously mentioned, the cast-on copper insert dissipates a large part of the heat via its surface, so that rapid solidification can be assumed across the joining area. The solidification runs in the direction of the heat center, towards the center of the specimen. So volume deficits caused by solidification and cooling of the aluminum can be compensated by feeding with liquid aluminum and shrinkage holes only occur in the center of the specimen.
The solidification of the cast-in samples also starts at the copper surface and proceeds in the direction of the outer contour. Because the upper aluminum section is thinner than the lower one, it can be assumed that it cools and solidifies faster. As a result, the compound strength to the upper section is higher than to the lower. When the cooling-induced shrinkage starts, the copper insert moves with the upper aluminum section. The aluminum has already partially solidified due to the previous contact with the lower copper side, so that it can no longer be fed with melt from the lower part of the sample. This results in the formation of cavities or the fracture of already formed compounds. The results are visible in
Figure 6. The contour of the copper surface is identical to that of the solidified aluminum. In addition, intermetallic phases have formed on the bottom of the cavity, indicating prior contact with the copper surface. The capillary shape of the interfacial layer also suggests this behavior.
For casting, the general aim is to achieve directional solidification to the center of a component, as in the case of cast-on samples. As a result, strength-reducing defects such as pores and shrinkage cavities do not form in the interfacial layer but in the inner part of the specimen. However, the high cooling rate causes very low diffusion rates, so that a sufficiently strong material bond cannot be achieved. If the sample geometry is changed to enhance the thermal conditions, as in the case of the cast-in-place samples, the number of material bonds increases. Simultaneously, the previously described defects occur close to the interface layer, limiting mechanical strength.
Hu et al. also described the formation of cavities in their investigations as a result of material shrinkage [
13]. However, cavities are reported only as a characteristic of a poor bond formation in the interfacial layer, which can be reduced by increasing the heat impact [
2,
3,
5,
16]. By increasing the mold or casting temperature, the thermal impact could be further increased, so solidification is directed to the center of the sample. This would increase diffusion in the interfacial layer and thus the growth of intermetallic phases. However, some studies show that excessively high growth in the intermetallic phase thickness, in turn, leads to a reduction in compound strength. For example, Hu et al. showed the influence of casting time and temperature on the formation of the intermetallic phase thickness. They achieved the highest compound strengths for samples which exhibited the smallest intermetallic phase formation due to low thermal impact [
13]. Similar results could be observed for other joining processes. In studies on the growth of intermetallic phases in joined aluminum–copper compounds by friction welding, it was shown that the compound strength decreases linearly as a function of the phase thickness [
17]. Abbasi et al. [
6] further describe a critical phase thickness of 2.5 µm in their investigations for the cold roll welding process. Above this critical phase thickness, the compound strength decreases drastically and the fatigue behavior changes from elastic to brittle.
Therefore, the thermal conditions in the HPDC process should be adjusted by geometry and process parameters to ensure that solidification can take place in such a way that continuous growth along the interfacial layer can occur. This could be achieved, for example, by preheating the inserts or increasing the pouring or die temperature. The thermal impact has to be just high enough to ensure defect-free interfacial layer formation while minimizing the thickness of intermetallic phases.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}