
Challenges and Latest Developments in Diffusion Bonding of High-Magnesium Aluminium Alloy (Al-5056/Al-5A06) to Stainless Steels


Abstract
:1. Introduction
2. Materials and Methods
2.1. Method I: Direct Diffusion Bonding without Using an Interlayer
2.2. Method II: Gallium-Assisted Diffusion Bonding
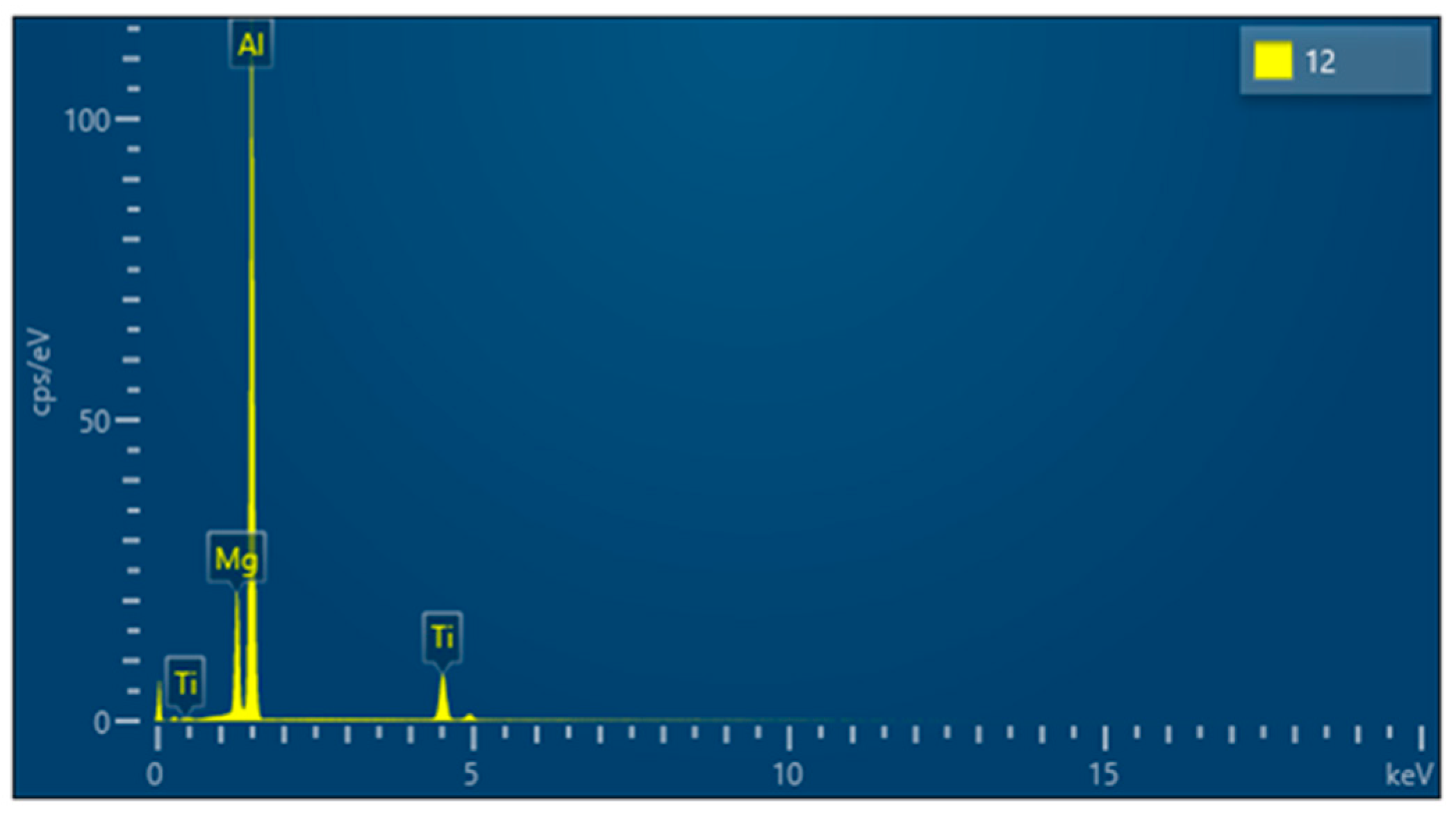
2.3. Method III: Diffusion Bonding Using Titanium
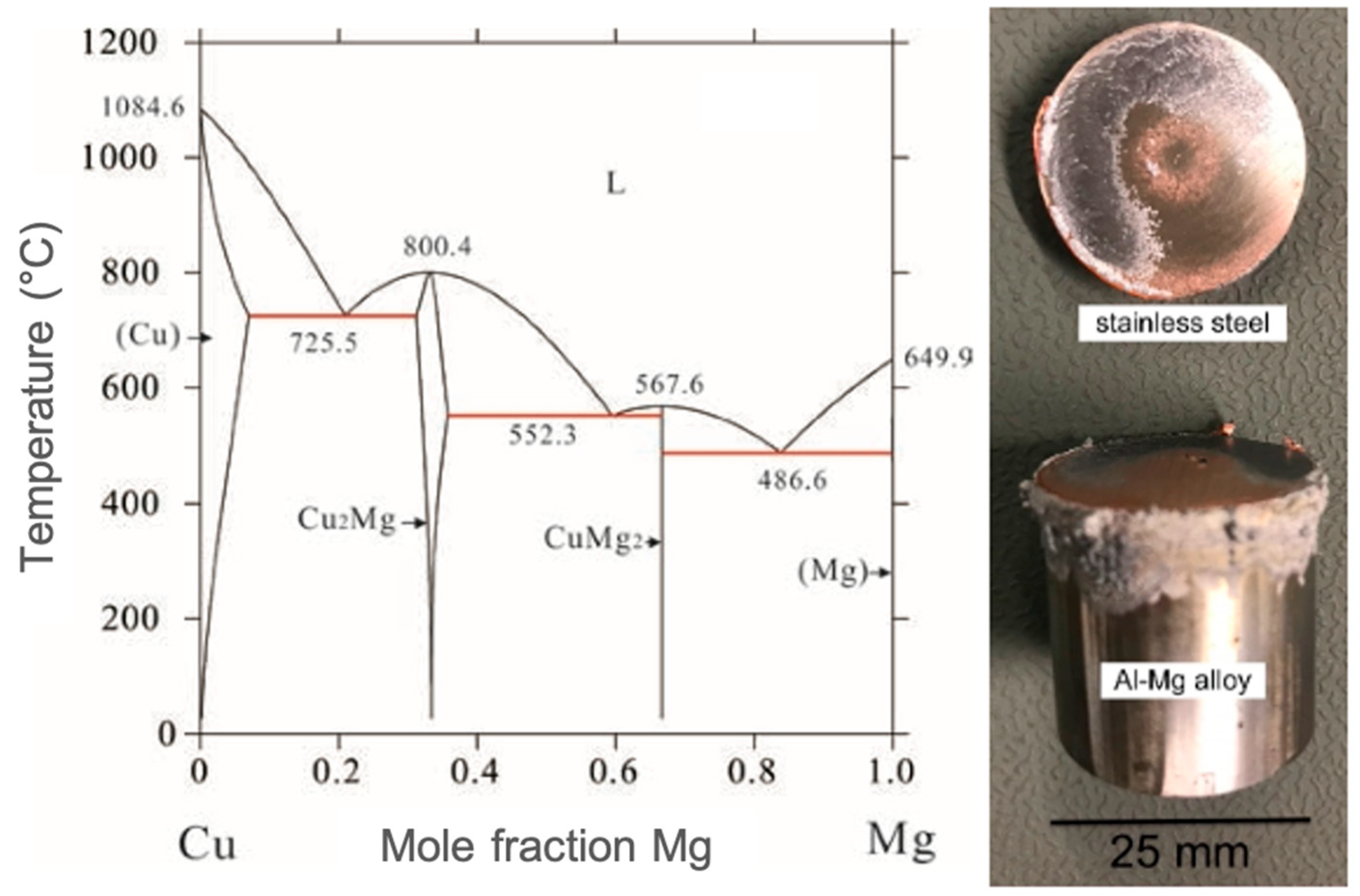
2.4. Method IV: Transient Liquid Phase (TLP) Bonding Using Pure Copper
2.5. Method V: Liquid Phase Bonding Using Zinc Interlayer
2.6. Method VI: Using Zn-Based Soldering Alloy (TECHNO-WELD)
2.7. Method VII: Using Multi-Interlayers of Cu, Zn and Al
2.8. Method VIII: Fast Brazing Using Al-Si Foils
2.9. Method IX: Active Diffusion Brazing
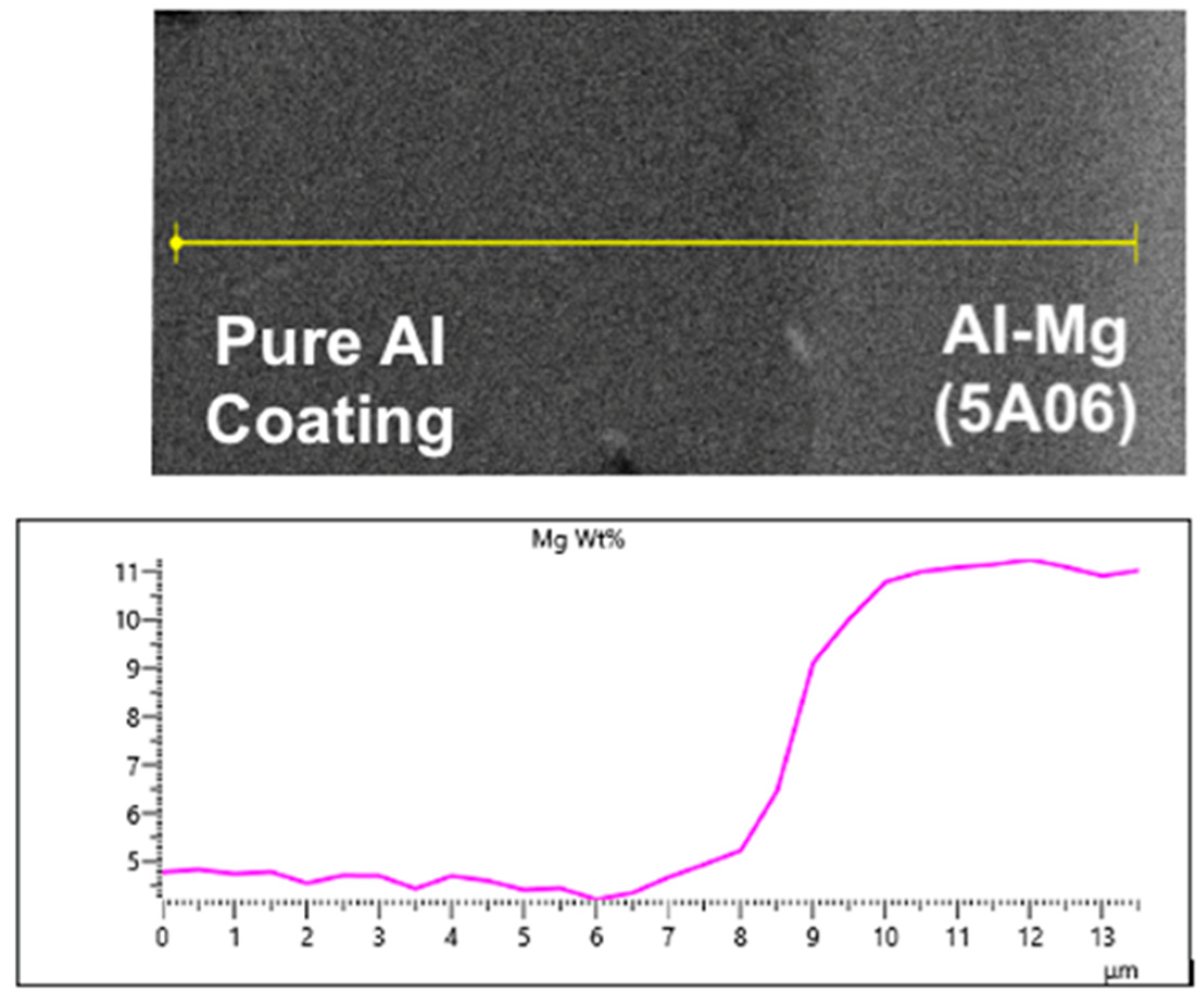
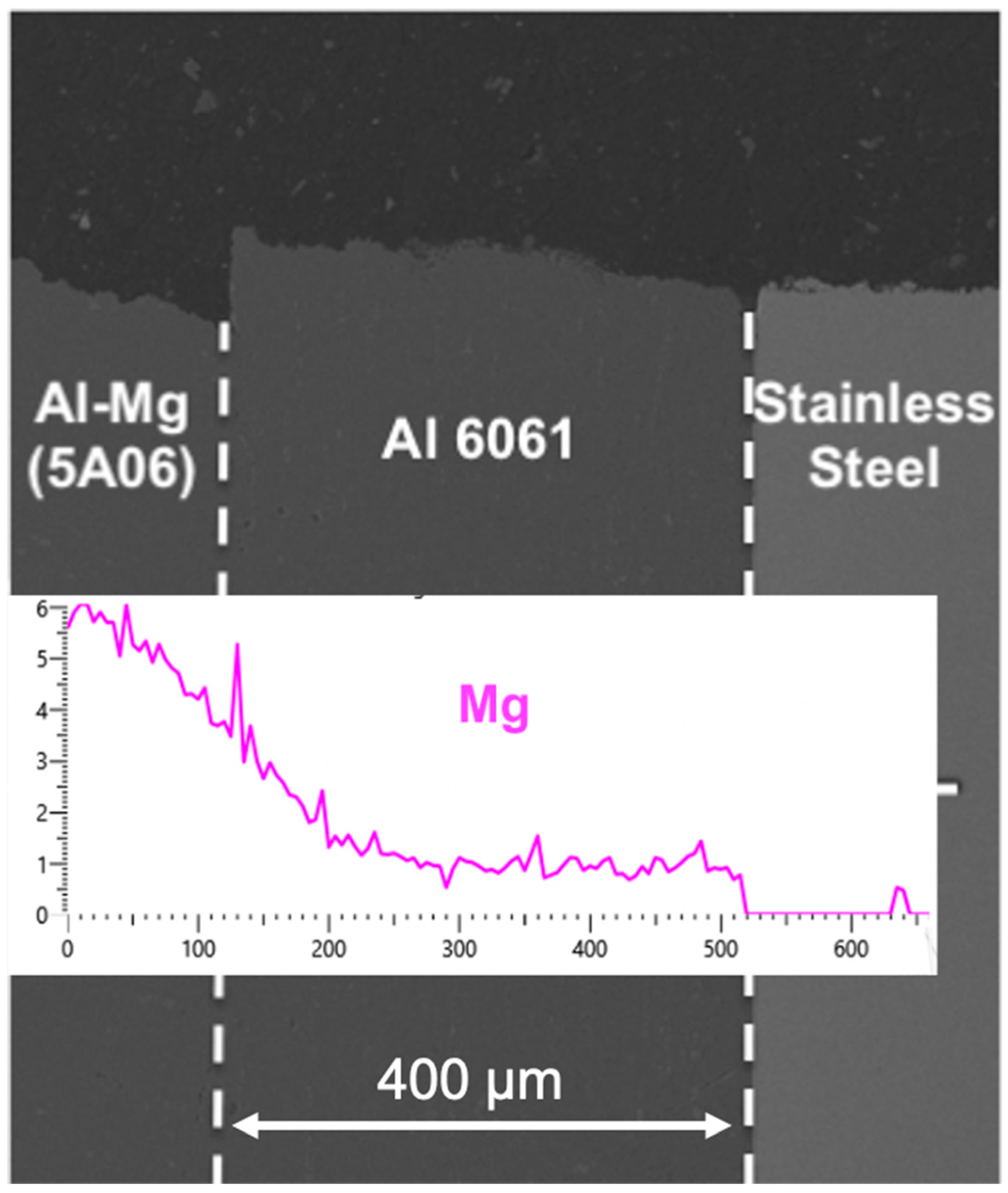
2.10. Method X: Cladding Al-Mg Alloy with Pure Al to Reduce Migration of Mg into the Joint Interface
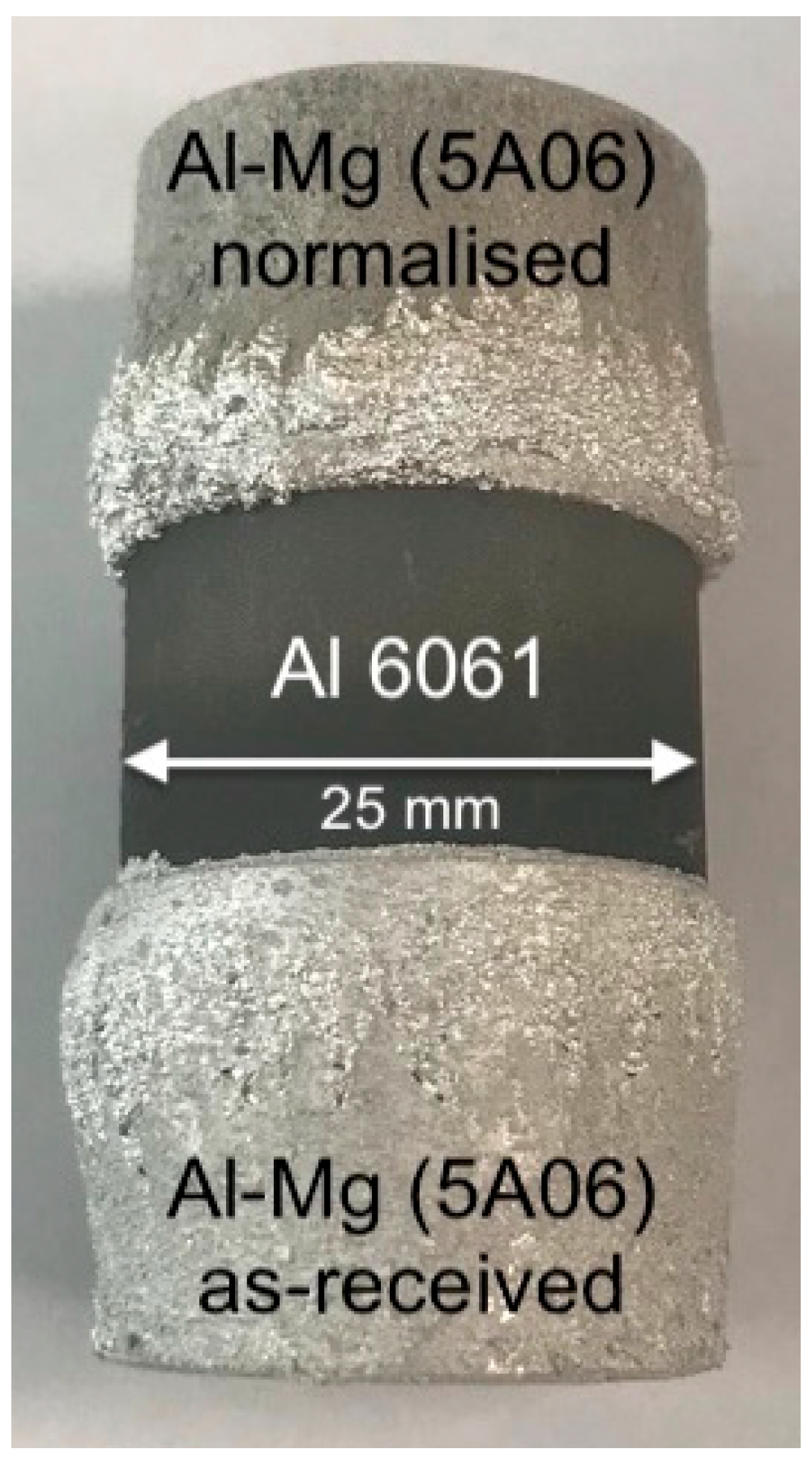
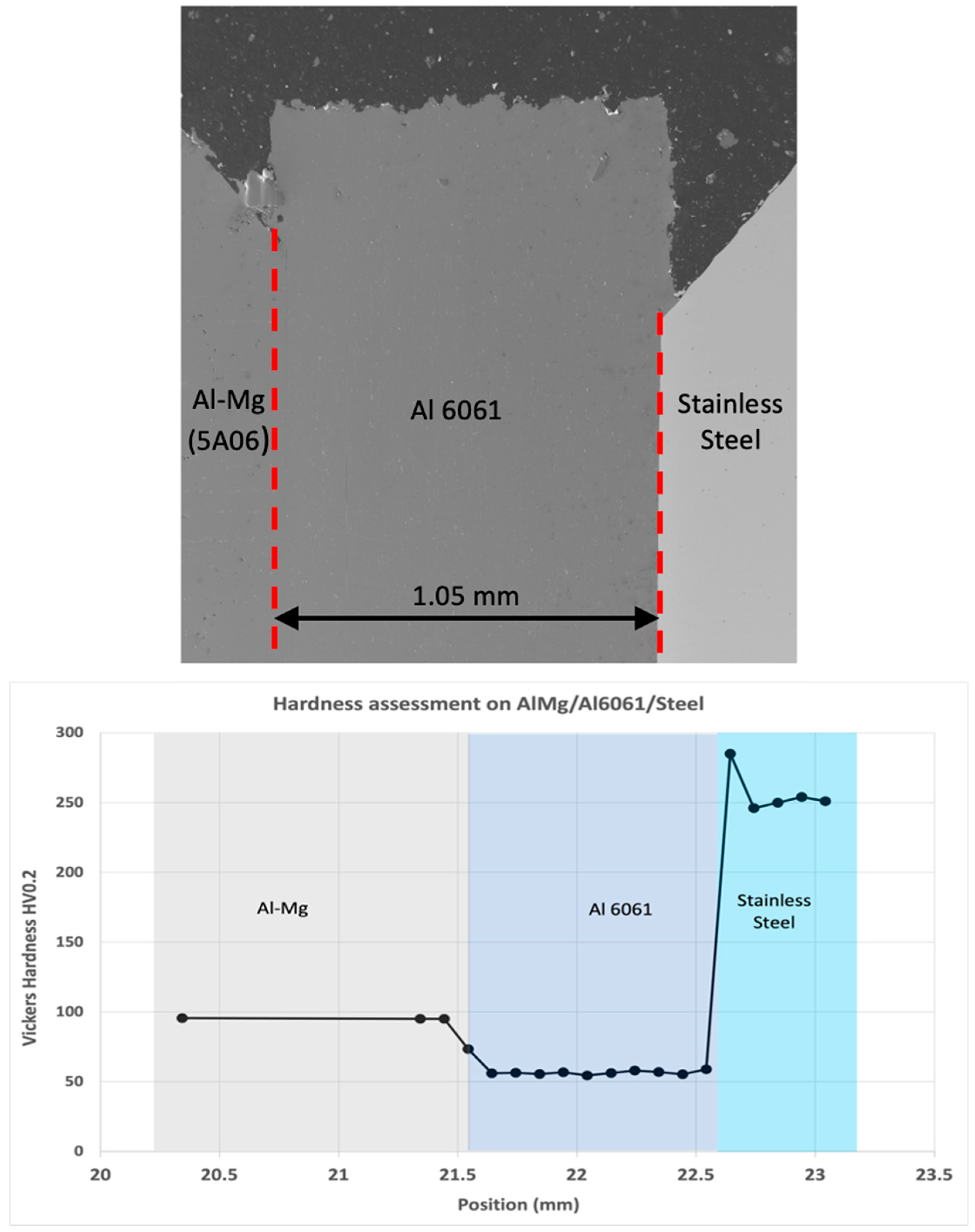
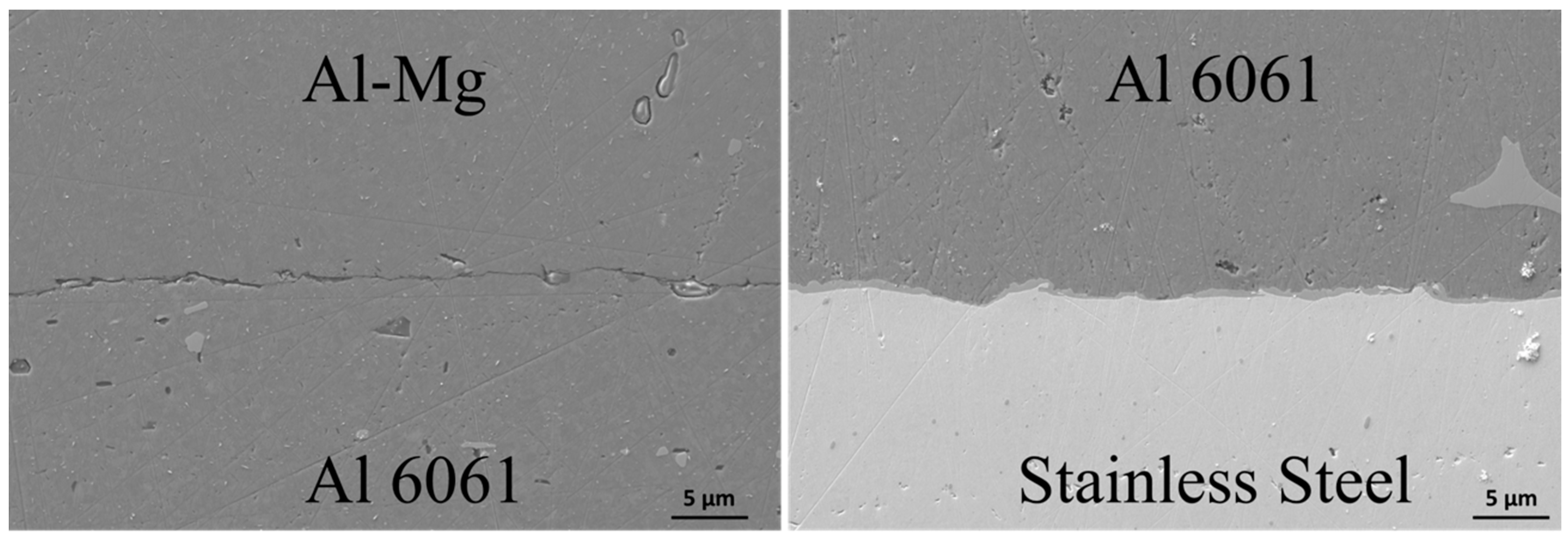
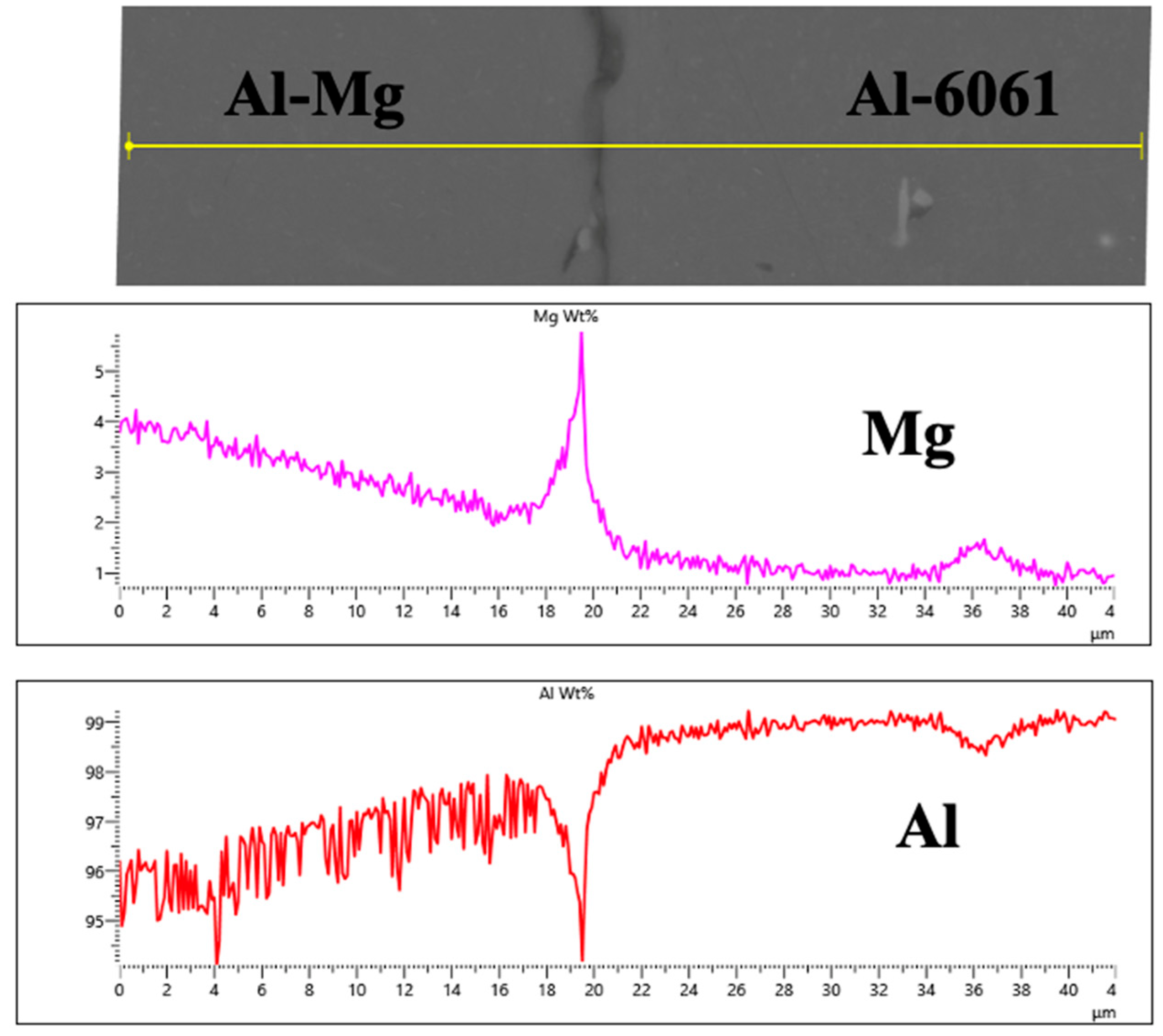
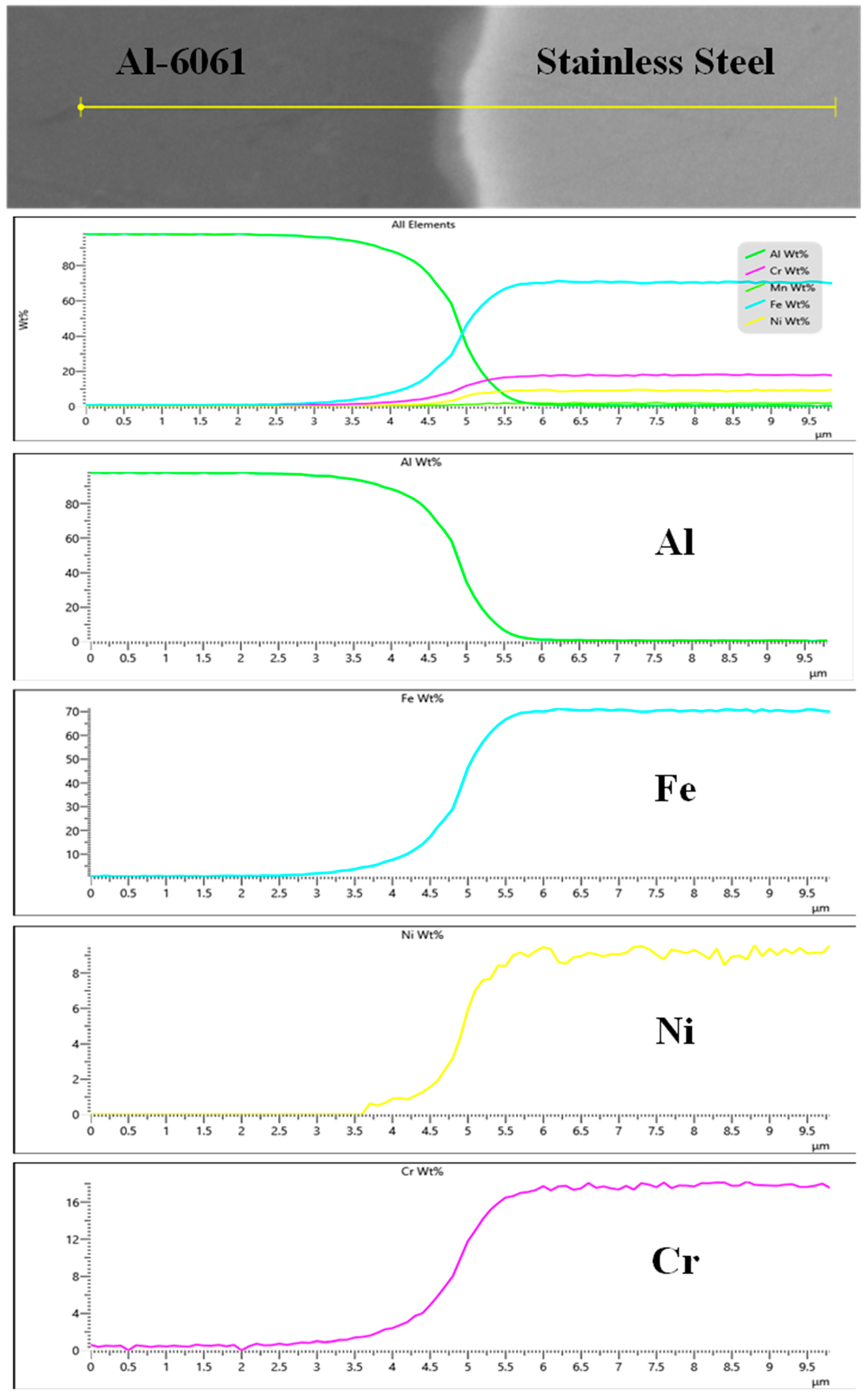
2.11. Method XI: Use of Al-6061 Plate as a Buffer Layer
3. Candidate Methods for Joining Al-Mg to Stainless Steel on a Laboratory Scale
4. Optimised Process for Diffusion Bonding Large Parts
5. Conclusions
- Diffusion bonding and brazing of Mg-rich aluminium alloys to stainless steels proved extremely difficult due to (a) high concentration of magnesium at the joint interface, (b) low melting point of Al-Mg alloys (5A06), and (c) formation of stable and tenacious magnesium oxide on the faying surfaces;
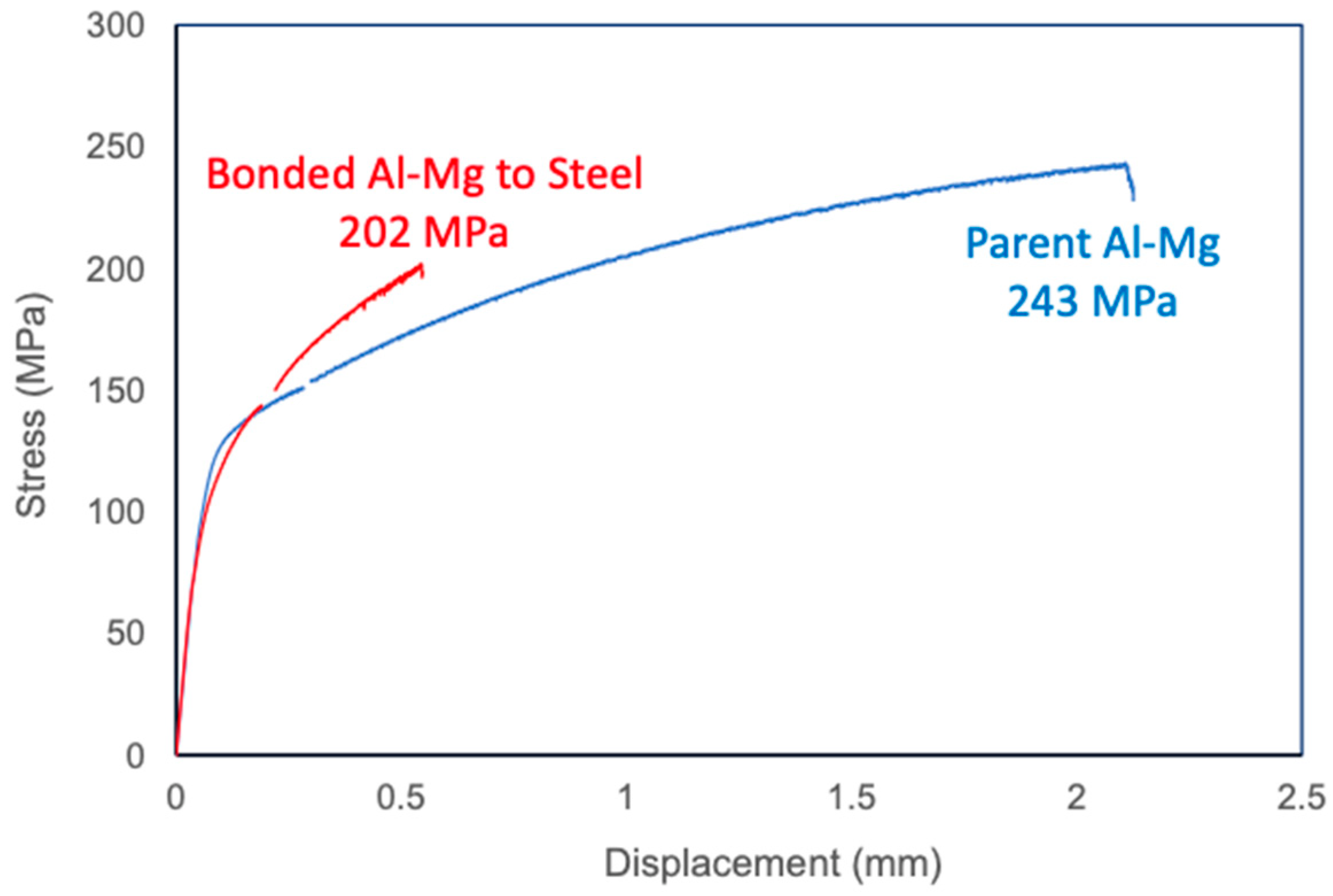
- At least eleven bonding methods were used to join the Al with 6 wt.% Mg to stainless steels. Some methods required multistage processing to achieve bonds with tensile strengths up to 226 MPa;
- The complexity and costs of the double or triple stage bonding cycles make these processes impossible or unviable for joining large industrial components. Any post-bonding heat-treatment to restore the Al-Mg initial mechanical properties would make the process even more complex and could deteriorate the joint performance. Therefore, the project was focused on optimisation of the bonding parameters for a single stage bonding cycle;
- Based on the outcome of this project, the following bonding processes are recommended for joining the Al with 6 wt.% Mg alloy (5A06) to stainless steels in a vacuum (<10−2 Pa).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminium to steel: An overview. Int. J. Adv. Manuf. Technol. 2016, 87, 3081–3090. [Google Scholar] [CrossRef]
- Mathieu, A.; Shabadi, R.; Deschamps, A.; Suery, M.; Matteï, S.; Grevey, D.; Cicala, E. Dissimilar material joining using laser (aluminium to steel using zinc-based filler wire). Opt. Laser Technol. 2007, 39, 652–661. [Google Scholar] [CrossRef]
- Song, J.L.; Lin, S.B.; Yang, C.L.; Ma, G.C.; Liu, H. Spreading behavior and microstructure characteristics of dissimilar metals TIG welding-brazing of aluminium alloy to stainless steel. Mater. Sci. Eng. A 2009, 509, 31–40. [Google Scholar] [CrossRef]
- Liu, F.C.; Dong, P. From thick intermetallic to nanoscale amorphous phase at Al-Fe joint interface: Roles of friction stir welding conditions. Scr. Mater. 2021, 191, 167–172. [Google Scholar] [CrossRef]
- Hirose, A.; Matsui, F.; Imaeda, H.; Kobayashi, K.F. Interfacial Reaction and Strength of Dissimilar Joints of Aluminum Alloys to Steels for Automobile. Mater. Sci. Forum 2005, 475, 349–352. [Google Scholar] [CrossRef]
- Hirose, A.; Imaeda, H.; Kondo, M.; Kobayashi, K.F. Influence of Alloying Elements on Interfacial Reaction and Strength of Aluminum/Steel Dissimilar Joints for Light Weight Car Body. Mater. Sci. Forum 2007, 539, 3888–3893. [Google Scholar] [CrossRef]
- Li, Y.; Hatsujiro, H.; Eiichi, S.; Zhang, Y.; Zhang, Z. Morphology and structure of various phases at the bonding interface of Al/steel formed by explosive welding. J. Electron Microsc. 2000, 49, 5–16. [Google Scholar] [CrossRef] [PubMed]
- Haghshenas, M.; Abdel-Gwad, A.; Omran, A.M.; Gökçe, B.; Sahraeinejad, S.; Gerlich, A.P. Friction stir weld assisted diffusion bonding of 5754 aluminium alloy to coated high strength steels. Mater. Des. 2014, 55, 442–449. [Google Scholar] [CrossRef]
- Howlader, M.M.R.; Kaga, T.; Suga, T. Investigation of bonding strength and sealing behavior of aluminium / stainless steel bonded at room temperature. Vacuum 2010, 84, 1334–1340. [Google Scholar] [CrossRef]
- Huang, Z.; Yanagimoto, J. Dissimilar joining of aluminium alloy and stainless steel thin sheets by thermally assisted plastic deformation. J. Mater. Process. Technol. 2015, 225, 393–404. [Google Scholar] [CrossRef]
- Zhao, Y.B.; Lei, Z.L.; Chen, Y.B.; Tao, W. A comparative study of laser-arc double-sided welding and double-sided arc welding of 6mm 5A06 aluminium alloy. Mater. Des. 2011, 32, 2165–2171. [Google Scholar] [CrossRef]
- Lv, S.; Cui, Q.; Huang, Y.; Jing, X. Influence of Zr addition on TIG welding-brazing of Ti-6Al-4V toAl5A06. Mater. Sci. Eng. A 2013, 568, 150–154. [Google Scholar] [CrossRef]
- Shirzadi, A.A.; Laik, A.; Tewari, R.T.; Orsborn, J.; Dey, G.K. Gallium-assisted diffusion bonding of stainless steel to titanium; microstructural evolution and bond strength. Materialia 2018, 4, 115–126. [Google Scholar] [CrossRef]
- Habisch, S.; Böhme, M.; Peter, S.; Grund, T.; Mayr, P. The Effect of Interlayer Materials on the Joint Properties of Diffusion-Bonded Aluminium and Magnesium. Metals 2018, 8, 138. [Google Scholar] [CrossRef] [Green Version]
- AlHazaa, A.; Haneklaus, N.; Almutairi, Z. Impulse Pressure-Assisted Diffusion Bonding (IPADB): Review and Outlook. Metals 2021, 11, 323. [Google Scholar] [CrossRef]
- Alhazaa, A.; Albrithen, H.; Hezam, M.; Ali, M.; Alhwaimel, I.; Estournes, C. Interfacial Evolution of Al7075/Cu/Ti-6Al-4V Processed by Spark Plasma Sintering. Metals 2022, accepted. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Mg | Mn | Si | Fe | Zn | Cu | Ti | Al | Cr | Ni | C | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5A06 | 5.8–6.8 | 0.5–0.8 | 0.4 | 0.4 | 0.2 | 0.1 | 0.02–0.1 | Bal. | - | - | - | - | - |
| 1Cr18Ni9Ti | - | ≤2.0 | ≤1.0 | Bal. | - | - | 0.5–0.8 | - | 17.0–19.0 | 8.0–11.0 | ≤0.12 | ≤0.03 | ≤0.035 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shirzadi, A.A.; Zhang, C.; Mughal, M.Z.; Xia, P. Challenges and Latest Developments in Diffusion Bonding of High-Magnesium Aluminium Alloy (Al-5056/Al-5A06) to Stainless Steels. Metals 2022, 12, 1193. https://doi.org/10.3390/met12071193
Shirzadi AA, Zhang C, Mughal MZ, Xia P. Challenges and Latest Developments in Diffusion Bonding of High-Magnesium Aluminium Alloy (Al-5056/Al-5A06) to Stainless Steels. Metals. 2022; 12(7):1193. https://doi.org/10.3390/met12071193
Chicago/Turabian StyleShirzadi, Amir A., Chengcong Zhang, Muhammad Zeeshan Mughal, and Peiyun Xia. 2022. "Challenges and Latest Developments in Diffusion Bonding of High-Magnesium Aluminium Alloy (Al-5056/Al-5A06) to Stainless Steels" Metals 12, no. 7: 1193. https://doi.org/10.3390/met12071193