
Advanced High-Strength Steels for Automotive Applications: Arc and Laser Welding Process, Properties, and Challenges


Abstract
:1. Introduction
1.1. Historical Development of AHSS
1.2. Welding of AHSS

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Steel | Welding Process | Grade | Observations Reported |
|---|---|---|---|
| Microalloyed steels | GMAW | S700MC, S960QC [33] |
|
| Laser welding | Microalloyed C-Mn Steel [34] |
| |
| DP Steels | GMAW | DP600 [35] |
|
| DP800 [36] |
| ||
| Laser welding | DP600 [35] |
| |
| HSLA Steels | GMAW | Ti-Nb Microalloyed steel 800 MPa [36] |
|
| GTAW | XPF800 [37] |
| |
| Laser welding | Nb-Ti Microalloyed C-Mn Steel [38] |
|
2. Weldability Challenges in AHSS
2.1. Weldability Challenges Due to Steel Processing Conditions
2.2. Weldability Challenges Due to Alloying Elements
3. AHSS Behavior Due to Fusion Welding
3.1. Effect of Welding Process Parameters
3.2. Effect of Filler Wires Addition
4. HAZ Behavior in AHSS Welds
4.1. HAZ Behavior Due to GMAW Process
4.2. HAZ Behavior Due to Laser Welding Process
4.3. Softening Mechanism in AHSS
4.3.1. Softening in DP Steels
4.3.2. Softening in TRIP Steels
4.3.3. Softening in HSLA Steels
4.4. Softening Behavior Due to Thickness
5. Failure Mechanism of AHSS after Welding
6. Advantages, Disadvantages, and Future Directions of AHSS
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AHSS | Advanced High-Strength Steel |
| BM | Base Material |
| HAZ | Heat-Affected Zone |
| HSLA | High-Strength Low-Alloy Steel |
| HSS | High-Strength Steel |
| FGHAZ | Fine-Grain Heat-Affected Zone |
| CGHAZ | Coarse-Grain Heat-Affected Zone |
| AF | Acicular Ferrite |
| FGF | Fine-Grain Ferrite |
| GMAW | Gas Metal Arc Welding |
| P-GMAW | Pulsed Metal Arc Welding |
| CMT | Cold Metal Transfer |
| GTAW | Gas Tungsten Arc Welding |
| PAW | Plasma Arc Welding |
References
- Shome, M.; Tumuluru, M. (Eds.) Welding and Joining of Advanced High Strength Steels (AHSS); Woodhead Publishing Series in Welding and Other Joining Technologies; Woodhead: Cambridge, UK, 2015; ISBN 978-0-85709-436-0. [Google Scholar]
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced High Strength Steels for Automotive Industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Cheah, L.W. Cars on a Diet: The Material and Energy Impacts of Passenger Vehicle Weight Reduction in the U.S. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2010. [Google Scholar]
- Tolouei, R.; Titheridge, H. Vehicle Mass as a Determinant of Fuel Consumption and Secondary Safety Performance. Transp. Res. Part D Transp. Environ. 2009, 14, 385–399. [Google Scholar] [CrossRef]
- Demeri, M.Y. Advanced High-Strength Steels: Science, Technology, and Applications; ASM International: Materials Park, OH, USA, 2013; ISBN 978-1-62708-005-7. [Google Scholar]
- Galán, J.; Samek, L.; Verleysen, P.; Verbeken, K.; Houbaert, Y. Advanced High Strength Steels for Automotive Industry. Revmetal 2012, 48, 118–131. [Google Scholar] [CrossRef]
- Matlock, D.; Speer, J.; Moor, E.; Gibbs, P. Jestech Recent Developments In Advanced High Strength Sheet Steels For Automotive Applications: An Overview. Available online: https://www.semanticscholar.org/paper/Jestech-Recent-Developments-In-Advanced-High-Sheet-Matlock-Speer/2bfca3c314ae862b5d166e9cf36ed1e184dfdb21 (accessed on 3 March 2022).
- Yang, Y.; Sung, J.H.; Wagoner, R.H. Failure Analysis of Advanced High Strength Steels (Ahss) During Draw Bending. In Proceedings of the International Deep Drawing Research Group IDDRG 2009 International Conference, Golden, CO, USA, 1–3 June 2009. [Google Scholar]
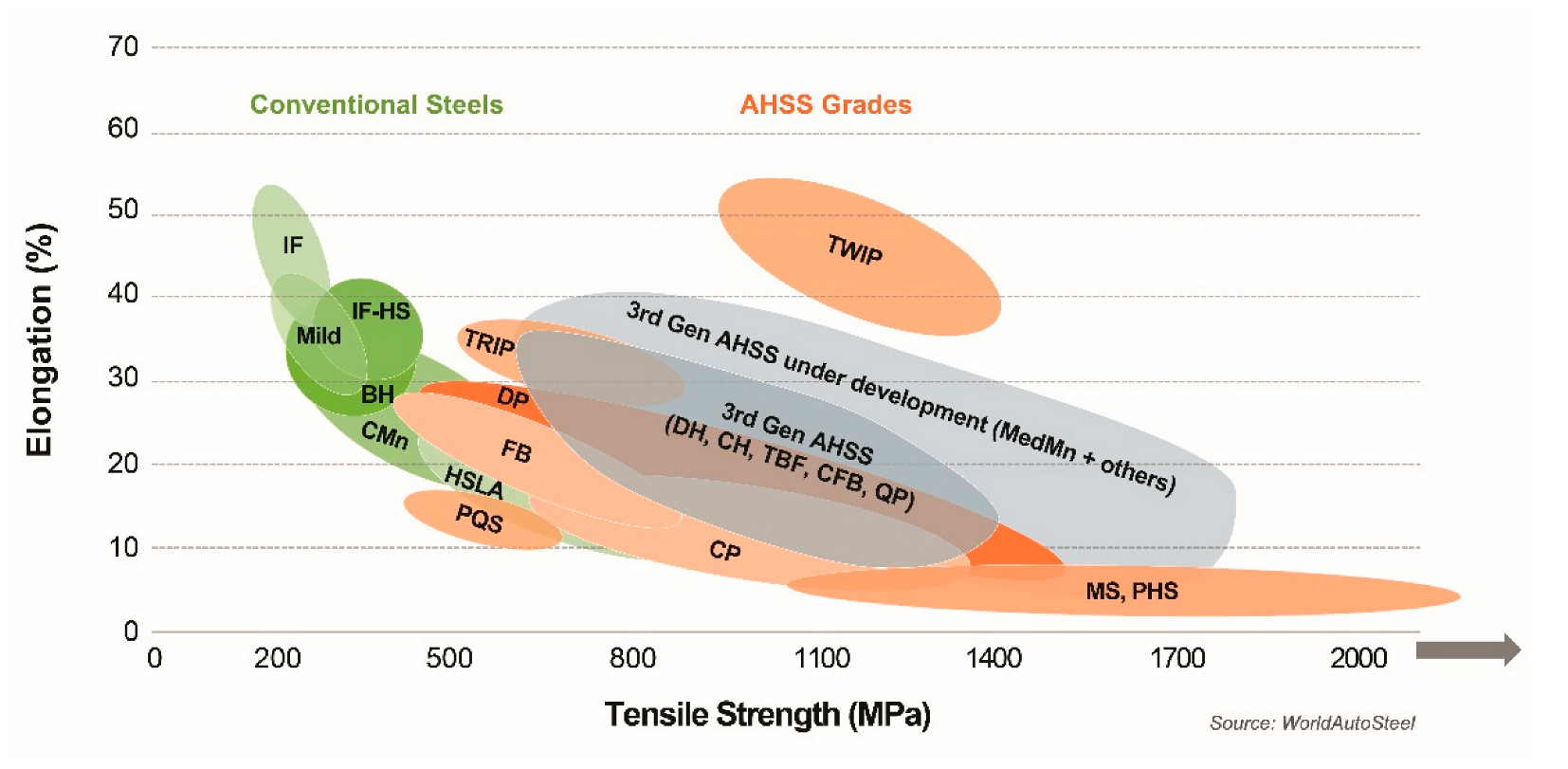
- WorldAutoSteel AHSS Insights Blog: The New Global Formability Diagram. Available online: https://www.worldautosteel.org/ahss-insights-blog-the-new-global-formability-diagram/ (accessed on 3 March 2022).
- Jocham, D.; Gaber, C.; Böttcher, O.; Wiedemann, P.; Volk, W. Experimental Prediction of Sheet Metal Formability of AW-5754 for Non-Linear Strain Paths by Using a Cruciform Specimen and a Blank Holder with Adjustable Draw Beads on a Sheet Metal Testing Machine. Int. J. Mater. 2017, 10, 597–605. [Google Scholar] [CrossRef]
- Habibi, N.; Ramazani, A.; Sundararaghavan, V.; Prahl, U. Failure Predictions of DP600 Steel Sheets Using Various Uncoupled Fracture Criteria. Eng. Fract. Mech. 2018, 190, 367–381. [Google Scholar] [CrossRef]
- Krizan, D.; Spiradek-Hahn, K.; Pichler, A. Relationship between Microstructure and Mechanical Properties in Nb–V Microalloyed TRIP Steel. Mater. Sci. Technol. 2015, 31, 661–668. [Google Scholar] [CrossRef]
- Wanrg, H.; Nie, S.; Li, J. Reduction Model of Hot- and Cold-Rolled High-Strength Steels during and after Fire. Fire Saf. J. 2022, 129, 103563. [Google Scholar] [CrossRef]
- Haupt, W.; Riffel, K.C.; Israel, C.L.; Silva, R.H.G.; Reguly, A. Effect of Wire Electrode and Shielding Gas Compositions on the Mechanical Properties of DOMEX 700 Steel Welded by the GMAW-P Process. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 174. [Google Scholar] [CrossRef]
- Mičian, M.; Frátrik, M.; Kajánek, D. Influence of Welding Parameters and Filler Material on the Mechanical Properties of HSLA Steel S960MC Welded Joints. Metals 2021, 11, 305. [Google Scholar] [CrossRef]
- Moravec, J.; Sobotka, J.; Solfronk, P.; Thakral, R. Heat Input Influence on the Fatigue Life of Welds from Steel S460MC. Metals 2020, 10, 1288. [Google Scholar] [CrossRef]
- Xiong, M.-X.; Liew, J.Y.R. Experimental Study to Differentiate Mechanical Behaviours of TMCP and QT High Strength Steel at Elevated Temperatures. Constr. Build. Mater. 2020, 242, 118105. [Google Scholar] [CrossRef]
- Xia, M.; Biro, E.; Tian, Z.; Zhou, Y.N. Effects of Heat Input and Martensite on HAZ Softening in Laser Welding of Dual Phase Steels. ISIJ Int. 2008, 48, 809–814. [Google Scholar] [CrossRef] [Green Version]
- Dong, D.; Liu, Y.; Yang, Y.; Li, J.; Ma, M.; Jiang, T. Microstructure and Dynamic Tensile Behavior of DP600 Dual Phase Steel Joint by Laser Welding. Mater. Sci. Eng. A 2014, 594, 17–25. [Google Scholar] [CrossRef]
- Farabi, N.; Chen, D.L.; Zhou, Y. Microstructure and Mechanical Properties of Laser Welded Dissimilar DP600/DP980 Dual-Phase Steel Joints. J. Alloys Compd. 2011, 509, 982–989. [Google Scholar] [CrossRef]
- Kouadri-Henni, A.; Seang, C.; Malard, B.; Klosek, V. Residual Stresses Induced by Laser Welding Process in the Case of a Dual-Phase Steel DP600: Simulation and Experimental Approaches. Mater. Des. 2017, 123, 89–102. [Google Scholar] [CrossRef] [Green Version]
- Tseng, K.H.; Chou, C.P. The Effect of Pulsed GTA Welding on the Residual Stress of a Stainless Steel Weldment. J. Mater. Process. Technol. 2002, 123, 346–353. [Google Scholar] [CrossRef]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. Special Features of Double Pulsed Gas Metal Arc Welding. J. Mater. Process. Technol. 2018, 251, 369–375. [Google Scholar] [CrossRef]
- Praveen, P.; Yarlagadda, P.K.D.V.; Kang, M.J. Advancements in Pulse Gas Metal Arc Welding. J. Mater. Process. Technol. 2005, 164–165, 1113–1119. [Google Scholar] [CrossRef]
- Pal, K.; Pal, S.K. Effect of Pulse Parameters on Weld Quality in Pulsed Gas Metal Arc Welding: A Review. J. Mater. Eng. Perform. 2011, 20, 918–931. [Google Scholar] [CrossRef]
- Balasubramanian, V.; Ravisankar, V.; Reddy, G.M. Effect of Pulsed Current and Post Weld Aging Treatment on Tensile Properties of Argon Arc Welded High Strength Aluminium Alloy. Mater. Sci. Eng. A 2007, 459, 19–34. [Google Scholar] [CrossRef]
- Mohandas, T.; Madhusudan Reddy, G. Effect of Frequency of Pulsing in Gas Tungsten Arc Welding on the Microstructure and Mechanical Properties of Titanium Alloy Welds: A Technical Note. J. Mater. Sci. Lett. 1996, 15, 626–628. [Google Scholar] [CrossRef]
- Balasubramanian, V.; Ravisankar, V.; Madhusudhan Reddy, G. Influences of Pulsed Current Welding and Post Weld Aging Treatment on Fatigue Crack Growth Behaviour of AA7075 Aluminium Alloy Joints. Int. J. Fatigue 2008, 30, 405–416. [Google Scholar] [CrossRef]
- Manti, R.; Dwivedi, D.K. Microstructure of Al–Mg–Si Weld Joints Produced by Pulse TIG Welding. Mater. Manuf. Process. 2007, 22, 57–61. [Google Scholar] [CrossRef]
- Palani, P.K.; Murugan, N. Selection of Parameters of Pulsed Current Gas Metal Arc Welding. J. Mater. Process. Technol. 2006, 172, 1–10. [Google Scholar] [CrossRef]
- So, W.; Kang, M.; Kim, D. Weldability of Pulse GMAW Joints of 780 MPa Dual-Phase Steel. Arch. Mater. Sci. Eng. 2010, 41, 53–60. [Google Scholar]
- Hua, C.; Lu, H.; Yu, C.; Chen, J.-M.; Wei, X.; Xu, J.-J. Reduction of Ductility-Dip Cracking Susceptibility by Ultrasonic-Assisted GTAW. J. Mater. Process. Technol. 2017, 239, 240–250. [Google Scholar] [CrossRef]
- Bayock, F.N.; Kah, P.; Salminen, A.; Belinga, M.; Yang, X. Feasibility Study of Welding Dissimilar Advanced and Ultra High Strength Steels. Rev. Adv. Mater. Sci. 2020, 59, 54–66. [Google Scholar] [CrossRef]
- Sun, Q.; Di, H.-S.; Li, J.-C.; Wu, B.-Q.; Misra, R.D.K. A Comparative Study of the Microstructure and Properties of 800 MPa Microalloyed C-Mn Steel Welded Joints by Laser and Gas Metal Arc Welding. Mater. Sci. Eng. A 2016, 669, 150–158. [Google Scholar] [CrossRef]
- Antunes, W.D.; de Lima, M.S.F. Experimental Development of Dual Phase Steel Laser-Arc Hybrid Welding and Its Comparison to Laser and Gas Metal Arc Welding. Soldag. Insp. 2016, 21, 379–386. [Google Scholar] [CrossRef] [Green Version]
- John, M.; Ashok Kumar, P.; Udaya Bhat, K.; Devadas Bhat, P. A Study on HAZ Behaviour in 800 MPa Cold Rolled and Hot Rolled Steel Weld. Mater. Today Proc. 2021, 44, 2985–2992. [Google Scholar] [CrossRef]
- Korkmaz, E.; Meran, C. Mechanical Properties and Microstructure Characterization of GTAW of Micro-Alloyed Hot Rolled Ferritic XPF800 Steel. Eng. Sci. Technol. Int. J. 2021, 24, 503–513. [Google Scholar] [CrossRef]
- Sun, Q.; Nie, X.-K.; Li, Y.; Di, H.-S. Microstructure-Property Correlations in Fiber Laser Welded Nb-Ti Microalloyed C-Mn Steel. J. Mater. Eng. Perform. 2018, 27, 847–856. [Google Scholar] [CrossRef]
- Zhang, L.; Kannengiesser, T. HAZ Softening in Nb-, Ti- and Ti + V-Bearing Quenched and Tempered Steel Welds. Weld World 2016, 60, 177–184. [Google Scholar] [CrossRef]
- Hochhauser, F.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Influence of the Soft Zone on The Strength of Welded Modern Hsla Steels. Weld World 2012, 56, 77–85. [Google Scholar] [CrossRef]
- Biro, E.; McDermid, J.R.; Embury, J.D.; Zhou, Y. Softening Kinetics in the Subcritical Heat-Affected Zone of Dual-Phase Steel Welds. Metall. Mater. Trans. A 2010, 41, 2348–2356. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, X.; Zhu, G.; Chen, C.; Hou, J.; Zhang, S.; Jing, H. Effect of Laser Welding Process Parameters on Microstructure and Mechanical Properties on Butt Joint of New Hot-Rolled Nano-Scale Precipitation-Strengthened Steel. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 521–529. [Google Scholar] [CrossRef]
- Shi, Y.; Han, Z. Effect of Weld Thermal Cycle on Microstructure and Fracture Toughness of Simulated Heat-Affected Zone for a 800 MPa Grade High Strength Low Alloy Steel. J. Mater. Process. Technol. 2008, 207, 30–39. [Google Scholar] [CrossRef]
- Forouzan, F.; Guitar, M.A.; Vuorinen, E.; Mücklich, F. Effect of Carbon Partitioning, Carbide Precipitation, and Grain Size on Brittle Fracture of Ultra-High-Strength, Low-Carbon Steel after Welding by a Quenching and Partitioning Process. Metals 2018, 8, 747. [Google Scholar] [CrossRef] [Green Version]
- Njock Bayock, F.; Kah, P.; Mvola, B.; Layus, P. Effect of Heat Input and Undermatched Filler Wire on the Microstructure and Mechanical Properties of Dissimilar S700MC/S960QC High-Strength Steels. Metals 2019, 9, 883. [Google Scholar] [CrossRef] [Green Version]
- Graville, B. Cold Cracking in Welds in HSLA Steels. In Proceedings of the AIM/ASM Conference, Rome, Italy, 9–12 November 1976; pp. 85–101. [Google Scholar]
- Schaupp, T.; Ernst, W.; Spindler, H.; Kannengiesser, T. Hydrogen-Assisted Cracking of GMA Welded 960 MPa Grade High-Strength Steels. Int. J. Hydrogen Energy 2020, 45, 20080–20093. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, X.; Chen, L. Weldability of 1000 MPa Grade Ultra-Low Carbon Bainitic Steel. J. Iron Steel Res. Int. 2016, 23, 705–710. [Google Scholar] [CrossRef]
- Yang, F.; Luo, H.; Hu, C.; Pu, E.; Dong, H. Effects of Intercritical Annealing Process on Microstructures and Tensile Properties of Cold-Rolled 7Mn Steel. Mater. Sci. Eng. A 2017, 685, 115–122. [Google Scholar] [CrossRef]
- Rijkenberg, R.; Blowey, A.; Bellina, P.; Wooffindin, C. Advanced High Stretch-Flange Formability Steels for Chassis & Suspension Applications. In Proceedings of the 4th International Conference on Steels in Cars and Trucks, Brunswick, Germany, 15–19 June 2014. [Google Scholar]
- Dong, H.; Hao, X.; Deng, D. Effect of Welding Heat Input on Microstructure and Mechanical Properties of HSLA Steel Joint. Metallogr. Microstruct. Anal. 2014, 3, 138–146. [Google Scholar] [CrossRef]
- Lau, T.W.; Wang, G.R.; North, T.H. HAZ Fracture Toughness of Titanium Containing Steels. Mater. Sci. Technol. 1989, 5, 575–583. [Google Scholar] [CrossRef]
- Tirumalasetty, G.K.; Fang, C.M.; Xu, Q.; Jansen, J.; Sietsma, J.; van Huis, M.A.; Zandbergen, H.W. Novel Ultrafine Fe(C) Precipitates Strengthen Transformation-Induced-Plasticity Steel. Acta Mater. 2012, 60, 7160–7168. [Google Scholar] [CrossRef] [Green Version]
- Funakawa, Y.; Shiozaki, T.; Tomita, K.; Yamamoto, T.; Maeda, E. Development of High Strength Hot-Rolled Sheet Steel Consisting of Ferrite and Nanometer-Sized Carbides. ISIJ Int. 2004, 44, 1945–1951. [Google Scholar] [CrossRef]
- Matlock, D.K.; Krauss, G.; Speer, J.G. New Microalloyed Steel Applications for the Automotive Sector. Mater. Sci. Forum 2005, 500–501, 87–96. [Google Scholar] [CrossRef]
- Shigeru, E.; Naoki, N. Development of Thermo-Mechanical Control Process (TMCP) and High Performance Steel in JFE Steel; JFE GIHO No. 33 (Feb. 2014); JFE Steel Corporation: Tokyo, Japan, 2015; Volume 7, pp. 1–6. [Google Scholar]
- Suzuki, H. Weldability of Modern Structural Steels in Japan. Trans. Iron Steel Inst. Jpn. 1983, 23, 189–204. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Lian, J. Effect of Microstructure on Low-Temperature Toughness of a Low Carbon Nb–V–Ti Microalloyed Pipeline Steel. Mater. Sci. Eng. A 2014, 592, 50–56. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.-X.; Xie, H.; Gao, X.-H.; Misra, R.D.K. Microstructure and Mechanical Properties of TMCP Heavy Plate Microalloyed Steel. Mater. Sci. Eng. A 2014, 607, 122–131. [Google Scholar] [CrossRef]
- de Meester, B. The Weldability of Modern Structural TMCP Steels. ISIJ Int. 1997, 37, 537–551. [Google Scholar] [CrossRef]
- Pisarski, H.G.; Dolby, R.E. The Significance of Softened HAZs in High Strength Structural Steels. Weld World 2003, 47, 32–40. [Google Scholar] [CrossRef]
- St. Węglowski, M.; Zeman, M. Prevention of Cold Cracking in Ultra-High Strength Steel Weldox. Arch. Civ. Mech. Eng. 2014, 14, 417–424. [Google Scholar] [CrossRef]
- Senuma, T. Physical Metallurgy of Modern High Strength Steel Sheets. ISIJ Int. 2001, 41, 520–532. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Li, Z.; Ma, S.; Kou, S.; Jing, H. High Strength Steel (600–900 MPa) Deposited Metals: Microstructure and Mechanical Properties. Sci. Technol. Weld. Join. 2016, 21, 186–193. [Google Scholar] [CrossRef]
- John, M.; Kumar, P.A.; Udaya Bhat, K. AHSS Welding Using Undermatching Filler Wires and Process Advantages with P-GMAW. Mater. Today Proc. 2022, 49, 1312–1318. [Google Scholar] [CrossRef]
- John, M.; Kumar, P.A.; Udaya Bhat, K. Effect of Wire Feed Rate on Microstructure Development during Bead on Plate Welding of Microalloyed Steel Using P-GMAW. Mater. Today Proc. 2021, 42, 423–428. [Google Scholar] [CrossRef]
- Njock Bayock, F.; Kah, P.; Layus, P.; Karkhin, V. Numerical and Experimental Investigation of the Heat Input Effect on the Mechanical Properties and Microstructure of Dissimilar Weld Joints of 690-MPa QT and TMCP Steel. Metals 2019, 9, 355. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.H.; Park, S.H.; Kwon, H.S.; Kim, G.S.; Lee, C.S. Laser, Tungsten Inert Gas, and Metal Active Gas Welding of DP780 Steel: Comparison of Hardness, Tensile Properties and Fatigue Resistance. Mater. Des. 2014, 64, 559–565. [Google Scholar] [CrossRef]
- Cuiuri, D.; Norrish, J.; Cook, C.D.; Cuiuri, D.; Norrish, J.; Cook, C. New Approaches to Controlling Unstable Gas Metal Arc Welding. Australas. Weld. 2002, 47, 39–47. [Google Scholar]
- Dutra, J.C.; e Silva, R.H.G.; Savi, B.M.; Marques, C.; Alarcon, O.E. Metallurgical Characterization of the 5083H116 Aluminum Alloy Welded with the Cold Metal Transfer Process and Two Different Wire-Electrodes (5183 and 5087). Weld World 2015, 59, 797–807. [Google Scholar] [CrossRef]
- Dutra, J.C.; e Silva, R.H.G.; Marques, C.; Viviani, A.B. A New Approach for MIG/MAG Cladding with Inconel. Weld World 2016, 60, 1201–1209. [Google Scholar] [CrossRef]
- Stol, I.; Williams, K.L.; Gaydos, D.W. Back to Basics: Using a Buried Gas Metal Arc for Seam Welds. Weld. J. 2006, 85, 28–33. [Google Scholar]
- Mirzaei, M.; Arabi Jeshvaghani, R.; Yazdipour, A.; Zangeneh-Madar, K. Study of Welding Velocity and Pulse Frequency on Microstructure and Mechanical Properties of Pulsed Gas Metal Arc Welded High Strength Low Alloy Steel. Mater. Des. 2013, 51, 709–713. [Google Scholar] [CrossRef]
- Devakumaran, K.; Ghosh, P.K. Thermal Characteristics of Weld and HAZ during Pulse Current Gas Metal Arc Weld Bead Deposition on HSLA Steel Plate. Mater. Manuf. Process. 2010, 25, 616–630. [Google Scholar] [CrossRef]
- Cui, S.; Shi, Y.; Cui, Y.; Zhu, T. The Influence of Microstructure and Chromium Nitride Precipitations on the Mechanical and Intergranular Corrosion Properties of K-TIG Weld Metals. Constr. Build. Mater. 2019, 210, 71–77. [Google Scholar] [CrossRef]
- Singh, D.K.; Sharma, V.; Basu, R.; Eskandari, M. Understanding the Effect of Weld Parameters on the Microstructures and Mechanical Properties in Dissimilar Steel Welds. Procedia Manuf. 2019, 35, 986–991. [Google Scholar] [CrossRef]
- Krauss, G.; Thompson, S.W. Ferritic Microstructures in Continuously Cooled Low- and Ultralow-Carbon Steels. ISIJ Int. 1995, 35, 937–945. [Google Scholar] [CrossRef]
- Babu, S.S. The Mechanism of Acicular Ferrite in Weld Deposits. Curr. Opin. Solid State Mater. Sci. 2004, 8, 267–278. [Google Scholar] [CrossRef]
- John, M.; Peraka, A.K.; Kuruveri, U.B. Effect of Employing Metal Cored Filler Wire for Single V Butt Joint Welding of Ti-Nb Microalloyed 800 MPa Steels. AIP Conf. Proc. 2020, 2236, 050003. [Google Scholar]
- Kumar, S.; Nath, S.K. Studies on Microstructure and Mechanical Properties of Simulated Heat Affected Zone in a Micro Alloyed Steel. Int. J. Mater. Metall. Eng. 2016, 8, 1056–1059. [Google Scholar]
- Khurshid, M.; Barsoum, Z.; Mumtaz, N.A. Ultimate Strength and Failure Modes for Fillet Welds in High Strength Steels. Mater. Des. 2012, 40, 36–42. [Google Scholar] [CrossRef]
- Lan, L.; Kong, X.; Qiu, C.; Zhao, D. Influence of Microstructural Aspects on Impact Toughness of Multi-Pass Submerged Arc Welded HSLA Steel Joints. Mater. Des. 2016, 90, 488–498. [Google Scholar] [CrossRef]
- John, M.; Kumar, P.A.; Bhat, K.U. Effect of Filler Wire Strength on High Strength Low Alloy Steels. Mater. Today Proc. 2022, 49, 1286–1293. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Svensson, L.-E.; Gretoft, B. The Austenite Grain Structure of Low-Alloy Steel Weld Deposits. J. Mater. Sci. 1986, 21, 3947–3951. [Google Scholar] [CrossRef]
- Grong, O.; Matlock, D.K. Microstructural Development in Mild and Low-Alloy Steel Weld Metals. Int. Met. Rev. 1986, 31, 27–48. [Google Scholar] [CrossRef]
- Zhang, Z.; Farrar, R.A. Columnar Grain Development in C-Mn-Ni Low-Alloy Weld Metals and the Influence of Nickel. J. Mater. Sci. 1995, 30, 5581–5588. [Google Scholar] [CrossRef]
- Farrar, R.A.; Harrison, P.L. Acicular Ferrite in Carbon-Manganese Weld Metals: An Overview. J. Mater. Sci. 1987, 22, 3812–3820. [Google Scholar] [CrossRef]
- Babu, S.S.; Bhadeshia, H.K.D.H. Mechanism of the Transition from Bainite to Acicular Ferrite. Mater. Trans. JIM 1991, 32, 679–688. [Google Scholar] [CrossRef] [Green Version]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef] [Green Version]
- Galindo-Nava, E.I.; Rivera-Díaz-del-Castillo, P.E.J. A Model for the Microstructure Behaviour and Strength Evolution in Lath Martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef] [Green Version]
- Hidalgo, J.; Santofimia, M.J. Effect of Prior Austenite Grain Size Refinement by Thermal Cycling on the Microstructural Features of As-Quenched Lath Martensite. Metall. Mater. Trans. A 2016, 47, 5288–5301. [Google Scholar] [CrossRef] [Green Version]
- Haslberger, P.; Holly, S.; Ernst, W.; Schnitzer, R. Microstructure and Mechanical Properties of High-Strength Steel Welding Consumables with a Minimum Yield Strength of 1100 MPa. J. Mater. Sci. 2018, 53, 6968–6979. [Google Scholar] [CrossRef] [Green Version]
- Kim, M.-C.; Jun Oh, Y.; Hwa Hong, J. Characterization of Boundaries and Determination of Effective Grain Size in Mn-Mo-Ni Low Alloy Steel from the View of Misorientation. Scr. Mater. 2000, 43, 205–211. [Google Scholar] [CrossRef]
- Flower, H.M.; Lindley, T.C. Electron Backscattering Diffraction Study of Acicular Ferrite, Bainite, and Martensite Steel Microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar] [CrossRef]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of Microstructural Refinement on the Toughness of Low Carbon Martensitic Steel. Scr. Mater. 2008, 58, 492–495. [Google Scholar] [CrossRef]
- Morris, J.W.; Kinney, C.; Pytlewski, K.; Adachi, Y. Microstructure and Cleavage in Lath Martensitic Steels. Sci. Technol. Adv. Mater. 2013, 14, 014208. [Google Scholar] [CrossRef]
- Krishnan, S.; Kulkarni, D.V.; De, A. Pulsed Current Gas Metal Arc Welding of P91 Steels Using Metal Cored Wires. J. Mater. Process. Technol. 2016, 229, 826–833. [Google Scholar] [CrossRef]
- Lu, L.; Fan, D.; Huang, J.; Shi, Y. Decoupling Control Scheme for Pulsed GMAW Process of Aluminum. J. Mater. Process. Technol. 2012, 212, 801–807. [Google Scholar] [CrossRef]
- Stenbacka, N.; Persson, K. Shielding Gas for Gas Metal Arc Welding. Weld. J. 1989, 68, 41–47. [Google Scholar]
- Zhang, C.; Yang, J.; Hu, X.; Lu, P.; Zhao, M. Microstructure Characteristics and Fatigue Properties of Welded HSLA with and without Buffer Layer. Mater. Sci. Eng. A 2012, 546, 169–179. [Google Scholar] [CrossRef]
- Yang, J.; Liu, Q.; Sun, D.; Li, X. Microstructure and Transformation Characteristics of Acicular Ferrite in High Niobium-Bearing Microalloyed Steel. J. Iron Steel Res. Int. 2010, 17, 53–59. [Google Scholar] [CrossRef]
- Ito, Y.; Bessyo, K. Cracking Parameter of High Strength Steels related to heat affected zone cracking. J. Jpn. Weld. Soc. 1968, 37, 983–991. [Google Scholar] [CrossRef]
- Ito, Y.; Bessyo, K. Weldability Formula of High Strength Steels: Related to Heat-Affected Zone Cracking; Document; International Institute of Welding; IIW: Paris, France, 1968. [Google Scholar]
- Májlinger, K.; Kalácska, E.; Russo Spena, P. Gas Metal Arc Welding of Dissimilar AHSS Sheets. Mater. Des. 2016, 109, 615–621. [Google Scholar] [CrossRef]
- Afkhami, S.; Björk, T.; Larkiola, J. Weldability of Cold-Formed High Strength and Ultra-High Strength Steels. J. Constr. Steel Res. 2019, 158, 86–98. [Google Scholar] [CrossRef]
- Cosham, A.; Hopkins, P.; Palmer, A. An Experimental and Numerical Study of the Effect of Pre-Strain on the Fracture Toughness of Line Pipe Steel. In Proceedings of the 2004 International Pipeline Conference, Volumes 1, 2 and 3, Calgary, AB, Canada, 4–8 October 2004; pp. 1635–1652. [Google Scholar]
- Gould, J.E.; Khurana, S.P.; Li, T. Predictions of Microstructures When Welding Automotive Advanced High-Strength Steels: A Combination of Thermal and Microstructural Modeling Can Be Used to Estimate Performance of Welds in Advanced High-Strength Steels. Weld. J. 2006, 85, 11–116. [Google Scholar]
- Guo, W.; Liu, Q.; Francis, J.A.; Crowther, D.; Thompson, A.; Liu, Z.; Li, L. Comparison of Laser Welds in Thick Section S700 High-Strength Steel Manufactured in Flat (1G) and Horizontal (2G) Positions. CIRP Ann. 2015, 64, 197–200. [Google Scholar] [CrossRef]
- Saha, D.C.; Westerbaan, D.; Nayak, S.S.; Biro, E.; Gerlich, A.P.; Zhou, Y. Microstructure-Properties Correlation in Fiber Laser Welding of Dual-Phase and HSLA Steels. Mater. Sci. Eng. A 2014, 607, 445–453. [Google Scholar] [CrossRef]
- Baltazar Hernandez, V.H.; Nayak, S.S.; Zhou, Y. Tempering of Martensite in Dual-Phase Steels and Its Effects on Softening Behavior. Metall. Mater. Trans. A 2011, 42, 3115–3129. [Google Scholar] [CrossRef]
- Biro, E.; Vignier, S.; Kaczynski, C.; Mcdermid, J.R.; Lucas, E.; Embury, J.D.; Zhou, Y.N. Predicting Transient Softening in the Sub-Critical Heat-Affected Zone of Dual-Phase and Martensitic Steel Welds. ISIJ Int. 2013, 53, 110–118. [Google Scholar] [CrossRef] [Green Version]
- Nayak, S.S.; Baltazar Hernandez, V.H.; Zhou, Y. Effect of Chemistry on Nonisothermal Tempering and Softening of Dual-Phase Steels. Metall. Mater. Trans. A 2011, 42, 3242–3248. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, S.; Yang, Z.; Zhou, H.; Li, E.; Pan, H.; Chen, Y.; Lu, L.; Liu, L. Simultaneously Improved the Strength Dramatically and Eliminated HAZ Softening of DP980 Steel Pulsed-Arc Welding Joints by PWHT. Mater. Sci. Eng. A 2022, 837, 142752. [Google Scholar] [CrossRef]
- Wang, J.; Yang, L.; Sun, M.; Liu, T.; Li, H. A Study of the Softening Mechanisms of Laser-Welded DP1000 Steel Butt Joints. Mater. Des. 2016, 97, 118–125. [Google Scholar] [CrossRef]
- Taka, T.; Kunishige, K.; Yamauchi, N.; Nagao, N. Hot-Rolled Steel Sheet with Excellent Flash Weldability for Automotive Wheel Rim Use. ISIJ Int. 1989, 29, 503–510. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Denis, S.; Appolaire, B.; Archambault, P. Modelling of Precipitation of Carbides during Tempering of Martensite. J. Phys. IV Fr. 2004, 120, 103–110. [Google Scholar] [CrossRef]
- Zhao, L.; Wibowo, M.K.; Hermans, M.J.M.; van Bohemen, S.M.C.; Sietsma, J. Retention of Austenite in the Welded Microstructure of a 0.16C–1.6Mn–1.5Si (Wt.%) TRIP Steel. J. Mater. Process. Technol. 2009, 209, 5286–5292. [Google Scholar] [CrossRef]
- Xia, M.; Tian, Z.; Zhao, L.; Zhou, Y.N. Metallurgical and Mechanical Properties of Fusion Zones of TRIP Steels in Laser Welding. ISIJ Int. 2008, 48, 483–488. [Google Scholar] [CrossRef] [Green Version]
- Guzman-Aguilera, J.J.; Martinez-Gonzalez, C.J.; Baltazar-Hernandez, V.H.; Basak, S.; Panda, S.K.; Razmpoosh, M.H.; Gerlich, A.; Zhou, Y. Influence of SC-HAZ Microstructure on the Mechanical Behavior of Si-TRIP Steel Welds. Mater. Sci. Eng. A 2018, 718, 216–227. [Google Scholar] [CrossRef]
- Sharma, R.S.; Molian, P. Yb:YAG Laser Welding of TRIP780 Steel with Dual Phase and Mild Steels for Use in Tailor Welded Blanks. Mater. Des. 2009, 30, 4146–4155. [Google Scholar] [CrossRef]
- Panda, S.K.; Sreenivasan, N.; Kuntz, M.L.; Zhou, Y. Numerical Simulations and Experimental Results of Tensile Test Behavior of Laser Butt Welded DP980 Steels. J. Eng. Mater. Technol. 2008, 130, 041003. [Google Scholar] [CrossRef]
- Rahman, M.; Maurer, W.; Ernst, W.; Rauch, R.; Enzinger, N. Calculation of Hardness Distribution in the HAZ of Micro-Alloyed Steel. Weld World 2014, 58, 763–770. [Google Scholar] [CrossRef]
- Maurer, W.; Ernst, W.; Rauch, R.; Kapl, S.; Pohl, A.; KrÜssel, T.; Vallant, R.; Enzinger, N. Electron Beam Welding of Atmcp Steel with 700 Mpa Yield Strength. Weld World 2012, 56, 85–94. [Google Scholar] [CrossRef]
- Maurer, W.; Ernst, W.; Rauch, R.; Vallant, R.; Enzinger, N. Evaluation of the Factors Influencing the Strength of HSLA Steel Weld Joint with Softened HAZ. Weld World 2015, 59, 809–822. [Google Scholar] [CrossRef]
- Komizo, Y. Performance of Welded Joints in TMCP Steel Plates. Weld. Int. 1991, 5, 598–601. [Google Scholar] [CrossRef]
- Rodrigues, D.M.; Menezes, L.F.; Loureiro, A.; Fernandes, J.V. Numerical Study of the Plastic Behaviour in Tension of Welds in High Strength Steels. Int. J. Plast. 2004, 20, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Jambor, M.; Novy, F.; Mician, M.; Trsko, L.; Bokuvka, O.; Pastorek, F.; Harmaniak, D. Gas Metal Arc Welding of Thermo-Mechanically Controlled Processed S960MC Steel Thin Sheets with Different Welding Parameters. Commun. Sci. Lett. Univ. Zilina 2018, 20, 29–35. [Google Scholar] [CrossRef]
- Wald, F.; Jandera, M. Stability and Ductility of Steel Structures 2019: Proceedings of the International Colloquia on Stability and Ductility of Steel Structures (SDSS 2019), 11–13 September 2019, Prague, Czech Republic; CRC Press LLC: London, UK, 2019; ISBN 978-1-00-075224-3. [Google Scholar]
- An, G.B.; Nam, S.K.; Jang, T.W. Effect of Weld HAZ Softening on Tensile Strength of Welded Joint with Weld HAZ Softening. Mater. Sci. Forum 2008, 580–582, 589–592. [Google Scholar] [CrossRef]
- Lahtinen, T.; Vilaça, P.; Peura, P.; Mehtonen, S. MAG Welding Tests of Modern High Strength Steels with Minimum Yield Strength of 700 MPa. Appl. Sci. 2019, 9, 1031. [Google Scholar] [CrossRef] [Green Version]
- Silva, A.; Szczucka-Lasota, B.; Węgrzyn, T.; Jurek, A. MAG Welding of S700MC Steel Used in Transport Means with the Operation of Low Arc Welding Method. Weld. Technol. Rev. 2019, 91, 23–28. [Google Scholar] [CrossRef] [Green Version]
- Denisa, M.; Michal, J.; Tibor, V.; Lýdia, F.D.; František, N. Examination of Fatigue Life of HSLA Domex 700 MC Welded Joints. Transp. Res. Procedia 2021, 55, 533–537. [Google Scholar] [CrossRef]
- Sharifimehr, S.; Fatemi, A.; Cha, S.C.; Bae, M.-K.; Hong, S.-H. Fatigue Behavior of AHSS Lap Shear and Butt Arc Welds Including the Effect of Periodic Overloads and Underloads. Int. J. Fatigue 2016, 87, 6–14. [Google Scholar] [CrossRef]
- Svoboda, H.G.; Nadale, H.C. Fatigue Life of GMAW and PAW Welding Joints of Boron Microalloyed Steels. Procedia Mater. Sci. 2015, 9, 419–427. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Westerbaan, D.; Nayak, S.S.; Chen, D.L.; Goodwin, F.; Zhou, Y. Tensile and Fatigue Properties of Fiber Laser Welded High Strength Low Alloy and DP980 Dual-Phase Steel Joints. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Cui, S.; Shi, Y.; Sun, K.; Gu, S. Microstructure Evolution and Mechanical Properties of Keyhole Deep Penetration TIG Welds of S32101 Duplex Stainless Steel. Mater. Sci. Eng. A 2018, 709, 214–222. [Google Scholar] [CrossRef]
- Węgrzyn, T.; Szymczak, T.; Szczucka-Lasota, B.; Łazarz, B. MAG Welding Process with Micro-Jet Cooling as the Effective Method for Manufacturing Joints for S700MC Steel. Metals 2021, 11, 276. [Google Scholar] [CrossRef]
- John, M.; Kalvala, P.R.; Misra, M.; Menezes, P.L. Peening Techniques for Surface Modification: Processes, Properties, and Applications. Materials 2021, 14, 3841. [Google Scholar] [CrossRef]
- Kushwaha, A.K.; John, M.; Misra, M.; Menezes, P.L. Nanocrystalline Materials: Synthesis, Characterization, Properties, and Applications. Crystals 2021, 11, 1317. [Google Scholar] [CrossRef]
- Kishore, A.; John, M.; Ralls, A.M.; Jose, S.A.; Kuruveri, U.B.; Menezes, P.L. Ultrasonic Nanocrystal Surface Modification: Processes, Characterization, Properties, and Applications. Nanomaterials 2022, 12, 1415. [Google Scholar] [CrossRef]
- John, M.; Ralls, A.M.; Dooley, S.C.; Thazhathidathil, A.K.V.; Perka, A.K.; Kuruveri, U.B.; Menezes, P.L. Ultrasonic Surface Rolling Process: Properties, Characterization, and Applications. Appl. Sci. 2021, 11, 10986. [Google Scholar] [CrossRef]
- Necati, Ö.; Koç, M. Promises and Problems of Ultra/Advanced High Strength Steel (U/AHSS) Utilization in Auto Industry. In Proceedings of the 7th Automotive Technologies Congress, Bursa, Turkey, 26–27 May 2014. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.-Q.; Li, C.; Wu, X.; Chen, H.; et al. Development of Low-Alloyed and Rare-Earth-Free Magnesium Alloys Having Ultra-High Strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Fan, G. An Overview of Tailoring Strain Delocalization for Strength-Ductility Synergy. Prog. Mater. Sci. 2020, 113, 100675. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High Dislocation Density–Induced Large Ductility in Deformed and Partitioned Steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [Green Version]
- He, S.H.; He, B.B.; Zhu, K.Y.; Huang, M.X. Evolution of Dislocation Density in Bainitic Steel: Modeling and Experiments. Acta Mater. 2018, 149, 46–56. [Google Scholar] [CrossRef]
- Rajarajan, C.; Sivaraj, P.; Sonar, T.; Raja, S.; Mathiazhagan, N. Resistance Spot Welding of Advanced High Strength Steel for Fabrication of Thin-Walled Automotive Structural Frames. Forces Mech. 2022, 7, 100084. [Google Scholar] [CrossRef]
- Domitner, J.; Auer, P.; Stippich, J.; Silvayeh, Z.; Jessernig, S.; Peiser, L.; Hönsch, F.; Sommitsch, C. Riv-Bonding of Aluminum Alloys with High-Strength Steels against the Favorable Joining Direction. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
















| t8/5 (s) | M/A Constituent (%) |
|---|---|
| 9 | 9.6 |
| 18 | 12.8 |
| 27 | 15.2 |
| 45 | 17.8 |
| 100 | 26.2 |
| 240 | 24.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perka, A.K.; John, M.; Kuruveri, U.B.; Menezes, P.L. Advanced High-Strength Steels for Automotive Applications: Arc and Laser Welding Process, Properties, and Challenges. Metals 2022, 12, 1051. https://doi.org/10.3390/met12061051
Perka AK, John M, Kuruveri UB, Menezes PL. Advanced High-Strength Steels for Automotive Applications: Arc and Laser Welding Process, Properties, and Challenges. Metals. 2022; 12(6):1051. https://doi.org/10.3390/met12061051
Chicago/Turabian StylePerka, Ashok Kumar, Merbin John, Udaya Bhat Kuruveri, and Pradeep L. Menezes. 2022. "Advanced High-Strength Steels for Automotive Applications: Arc and Laser Welding Process, Properties, and Challenges" Metals 12, no. 6: 1051. https://doi.org/10.3390/met12061051