1. Introduction
The production of enormous quantities of waste electrical and electronic equipment (WEEE) is taking place globally, especially in industrialized countries such as the USA, Europe, Korea, India, Greece, China, etc., due to the rapid economic growth coupled with the swift change of technological advancement in the field of electrical and electronic equipment [
1]. WEEE contains large quantities of metals, for example, REE, that can be isolated, recovered, and recycled. On the one hand, their isolation, recovery, and recycling can have substantial environmental benefits, by decongesting landfills of potentially hazardous materials and compounds thereof that can result in elevated risks of cancer and neuro-logical disorders [
2]. Further, their reuse in added value materials, following the technological requirements, can lead to economic and societal benefits. More specifically, WEEE contains more than 1000 different substances, which fall under ‘hazardous’ and ‘non-hazardous’ categories. Broadly, it consists of ferrous and non-ferrous metals, plastics, glass, wood and plywood, concrete and ceramics, rubber, and other items. Iron and steel constitute about 50 wt% of the waste followed by plastics (21 wt%), non-ferrous metals (13 wt%), and other constituents. Non-ferrous metals consist of metals like copper (Cu), aluminum (Al), and precious metals, e.g., silver (Ag), gold (Au), platinum (Pt), palladium (Pd), etc. The presence of elements like lead (Pb), mercury (Hg), cadmium (Cd), selenium (Se), hexavalent chromium (Cr), and flame retardants (FR) beyond threshold quantities, classifies them as hazardous waste [
2].
REE are present in large quantities in the Earth’s crust, but their mixing with other minerals and the resulting low purity leads to their costly extraction. Due to the similarities of their physical and chemical properties, they are usually found together in geologic deposits and their separation process is rather costly [
3]. Combined with the relative monopoly of some countries (China has the largest share of REEs production and is followed by the US), their price has risen sharply in recent years [
4]. China is a pioneer in the development of REE mining technologies. The need for product development with innovative properties, especially in the last two decades, has led to a rapid increase in demand and in the price of REE. In particular, the shift of humanity to sustainability and renewable energy sources (solar, wind), the demand for extremely high-efficiency and low energy consumption materials combined with high durability, miniaturization ability, and thermal stability, has turned the attention of the scientific community to REE [
4].
The properties of REE are mainly due to the distribution of electrons in the outer layer, occupying part of 4f orbital positions. Although the distributions of their electrons are similar, their physical and chemical properties differ significantly, making each element and its application unique, in a wide range of technologies [
5].
The current recycling rate of REE is extremely low (only 2% of REEs are recovered by recycling processes against 90% of iron and steel) [
6]. Despite their low recycling rates, REE are expected to be used even more in the near future, as their demand grows rapidly. WEEE, batteries and magnets represent a significant opportunity for REE supply chain balance. According to Patil et al. [
6], at least 10% of REE used in batteries and magnets and 17% in phosphor lighting could be recovered through recycling processes. Finally, around 10 tons of Tb and 230 tons of Nd (both elements are short in supply) are estimated to be recoverable from WEEE streams every year [
6].
In the study of Gutiérrez-Gutiérrez et al. [
7], landfill sites were analyzed and it was observed that REE concentrations did not differ significantly. Ce was the most abundant rare metal with a mean concentration of 17 mg/kg of waste. The concentration of Nd ranged between 8.5 and 12 mg/kg and La between 7 and 10 mg/kg. Significant quantities of Cu and Al (mean concentration of 1500 and 15,000 mg/kg, respectively) and fewer quantities of Au and Ag (mean concentration of 0.15 and 3.5 mg/kg, respectively) were also observed. The mobility analysis of the critical metals showed that they are not being vertically transported since concentrations remained similar through the whole range of depth in the landfills [
7].
The European Union has increased the priority of regulations on circular economy, WEEE management, sustainability, and environmental agenda. As exponentially increased amounts of WEEE are wasted every year, the excessive need for their recovery, reuse, recycling, or disposal is crucial. Closed-loop supply chains and infrastructures of recycled critical raw materials need to be supported or financed from each respective country’s initiatives and the EU as a coordinator, as WEEE European Directives define the requirements for national collection systems but leave to each Country-Member States the responsibility to undertake specific policies and to reach the fixed targets [
8]. The analysis of both availability and accessibility of WEEE and the logistics of the closed-loop supply chains will be proven beneficial for policy authorities, as they will constitute diagnostics data which will help them intervene where needed [
8]. As recovery and recycle technologies become more feasible, companies will adopt them and WEEE will be treated on site, with high probability of ensuring availability and accessibility in the aforementioned collection points.
New applications, such as magnets, catalysts, batteries, glass screens, and phosphorescent pigments, represent more than 60% of the market, as shown in
Table 1, which presents the quantities of REE used in new technologies and intermediates [
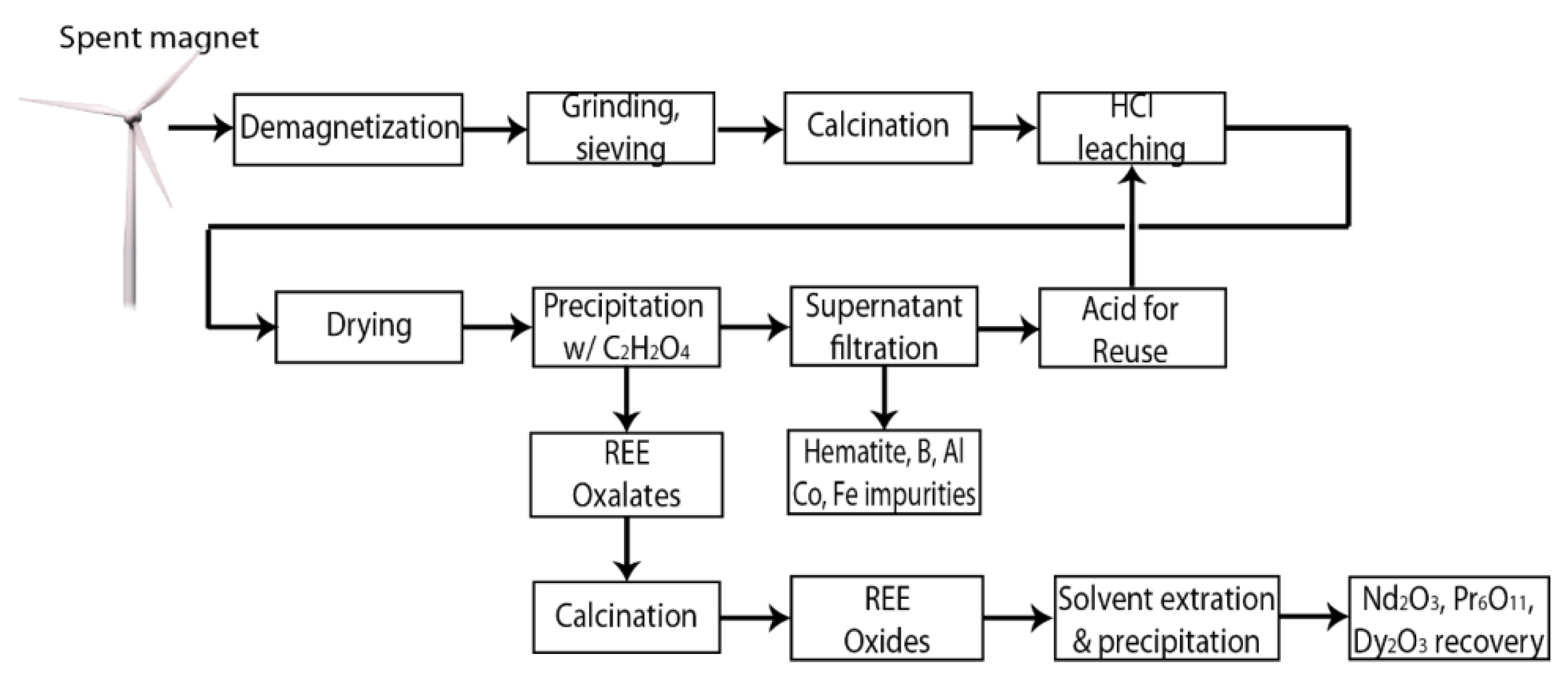
9]. Each intermediate product can use more than one from a total of 17 REE. In the permanent magnets that find application in wind turbines, praseodymium, neodymium, gadolinium, dysprosium, terbium, samarium (Pr, Nd, Gd, Dy, Tb, Sm, respectively) are used. Magnets are the market with the highest quantitative requirements of REEs, followed by catalysts for oil refining, where lanthanum and cerium (La, Ce) are used [
6,
7].
Current global REE production is approximately 130,000 metric tons of rare earth oxide equivalent (REO) content per year [
10].
Printed circuit boards (PCB), monitors, cell phones (CP), photovoltaic modules (PV), and wind turbines (WT) constitute technologies that require technologically advanced electrical and electronic equipment. The aforementioned technologies require specific management of their equipment at the end of their life cycle (EOL), as some of their constituents can be considered hazardous. More specifically, despite an enormous amount of WEEE being generated every year in the U.S. and EU, their treatment relies simply on incineration or landfill [
9,
10,
11,
12,
13,
14].
4. Additive Manufacturing
Global competitiveness has shifted production chains and markets towards sustainability, for the long-term positive impact on the environment. The adoption of sustainability policies in the supply of raw materials is of paramount importance. The transition to carbon neutrality and further evolvement in the global ecosystem through disruptive products with unique features, while making it autonomous towards its raw materials supply, will have a positive impact on an environmental and economic level.
The recovery and reusability of the aforementioned elements and compounds thereof constitute the inception of a circular-economy, zero-waste, sustainable-by-design value chain paradigm. As such, its benefits can be many-fold. A significant prerequisite in developing commercial exploitation pathways on such promising concepts, is adopting safe-by-design principles, thus ensuring environmental and health safety in every stage of production (namely from the Proof of Concept to the final product).
Three-dimensional (3D) printing, also known as additive manufacturing (AM), is an advanced technology based on a computer-aided design (CAD) model, which features a free interface and layer-by-layer manufacturing procedures [
96].
Owing to the convenience of preparing complex and customizable shapes, 3D printing exhibits unique technical versatility, making it integrate gradually into various applications, such as medicine, electronics, sensors, and automation. Three-dimensional printing has received extensive attention due to its unique multidimensional functionality and customizability and has been recognized as one of the most revolutionary manufacturing technologies [
97]. It is a rapidly developing technology with short production time, little material waste, and an ability to print complex, customized shapes and dimensions [
98]. Additive manufacturing is especially well suited for the fabrication of graded architecture. The technology has demonstrated the ability to fabricate architectures that are impossible to fabricate through conventional processing techniques [
99].
Material extrusion is an additive manufacturing process in which material is selectively dispensed through a nozzle. Fused deposition modeling (FDM), fused filament fabrication (FFF), 3D dispensing, and 3D bio-plotting fall into this category [
96].
FDM has the advantages of low cost, simplicity, and efficiency. A wide variety of functional integrations can be realized through the diverse combination of multiple extrusion nozzles and raw polymer materials. However, the 3D printable polymer materials for FDM processing are supposed to possess most of the properties of high mechanical strength, low shrinkage rate, suitable melting temperature, non-toxicity, simultaneously, which dramatically restricts the availability of raw materials. At present, acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA) are demonstrated to be the two main commercially available polymers for FDM, which dominate more than 95% of the market. Drawbacks, such as high cost of filament-type consumables, easy clogging of nozzles, difficulty in the printing of elastic materials, and polymer-based micro-/nanocomposite materials, have to be addressed and solutions have to be implemented [
97].
Regarding the case of advanced materials, introducing metals REE recovered from WEEE as fillers or additives to materials employed by AM applications can have a tremendous potential for both the performance and the commercialization of the final products. For instance, metals or metal oxides (M/MO) and REE used in filaments for FDM can add unique characteristics to the printed product, such as antibacterial properties, photoluminescence, thermochromism, enhanced mechanical properties, magnetic properties, thermal and electrical conductivity, and others [
97].
While customized medical devices and daily life items can be made by 3D printing of thermoplastics, microbial contamination has been a serious obstacle during their usage. A very clever approach to overcome this challenge is to incorporate antimicrobial M/MO nanoparticles within the thermoplastics during or prior to 3D printing. Many M/MO nanoparticles can prevent contamination from a wide range of microorganisms, including antibiotic-resistant bacteria via various antimicrobial mechanisms. Additionally, they can be easily printed with a thermoplastic matrix without losing their integrity and functionality [
100]. Most of the essential metals such as Cu, Zn, Mg, and their oxides have strong biocidal effects, while other non-essential M/MO including Titanium (Ti), Ag, Au, and Ce oxide are popular antibacterial agents [
101]. Incorporation of M/MO nanoparticles into polymers could improve overall antibacterial efficacy of the nanocomposite, due to the synergetic polymer and nanoparticle effects [
102]. Ag, Au, Zn, and Mg oxides have been reported to also present redox properties, prompting reactive oxygen species (ROS) formation, which can alleviate oxidative stress [
103].
With regards to Cu, it can be used to give photoluminescence and thermochromism properties, besides antibacterial [
104]. It can also increase wettability and improve the flexural strength of polymers (specifically PLA). Finally, it can be used in thermoplastic filaments as conductive filler for the fabrication of resistors in electronic components [
105]. In comparison to carbon-black and graphene, Cu offers better mechanical properties [
106]. Cu is present in the wiring of all of the aforementioned sources (PCB, PV, WT).
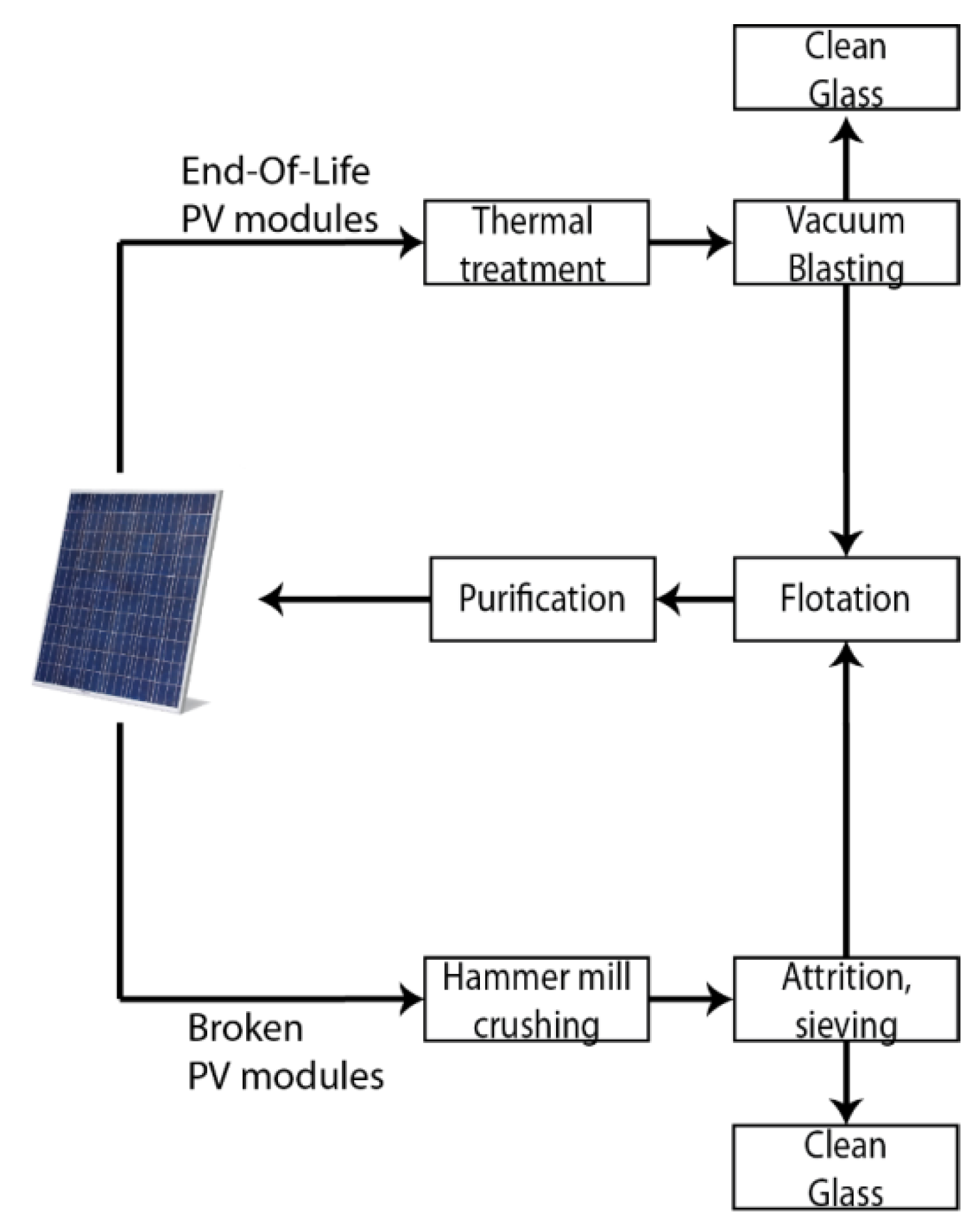
Glass extracted from EOL PV, as well as glass fibers found in PCB, can be used as additives in order to reinforce the polymer and increase the mechanical properties of the final product, namely textural and flexural strength [
107].
Electroless plating is a metallization technique that does not require electricity; rather, an immersion in a reducing agent which leads to metal deposition [
108]. In their study, Zhan et al. [
109] used electroless plating that achieves area-selective metal coating on 3D-printed plastic structures without conventional pretreatments, such as surface etching, which often involves hazardous chemicals (chromic acid) and roughening. They fabricated, using FFF 3D-printing, ABS filaments containing Pd ions (catalyst precursor for Ni electroless plating) using ABS as the polymeric matrix and PdCl
2 in acetone solution. The structure was then immersed in a Ni electroless plating bath and Ni was deposited in the selected areas and strongly adhered to the ABS. Many metals (Ni, Co, Cu, Au, Ag, Pt, etc.) and their alloys could be deposited by electroless plating, leading to the wide application of their proposed technology [
109].
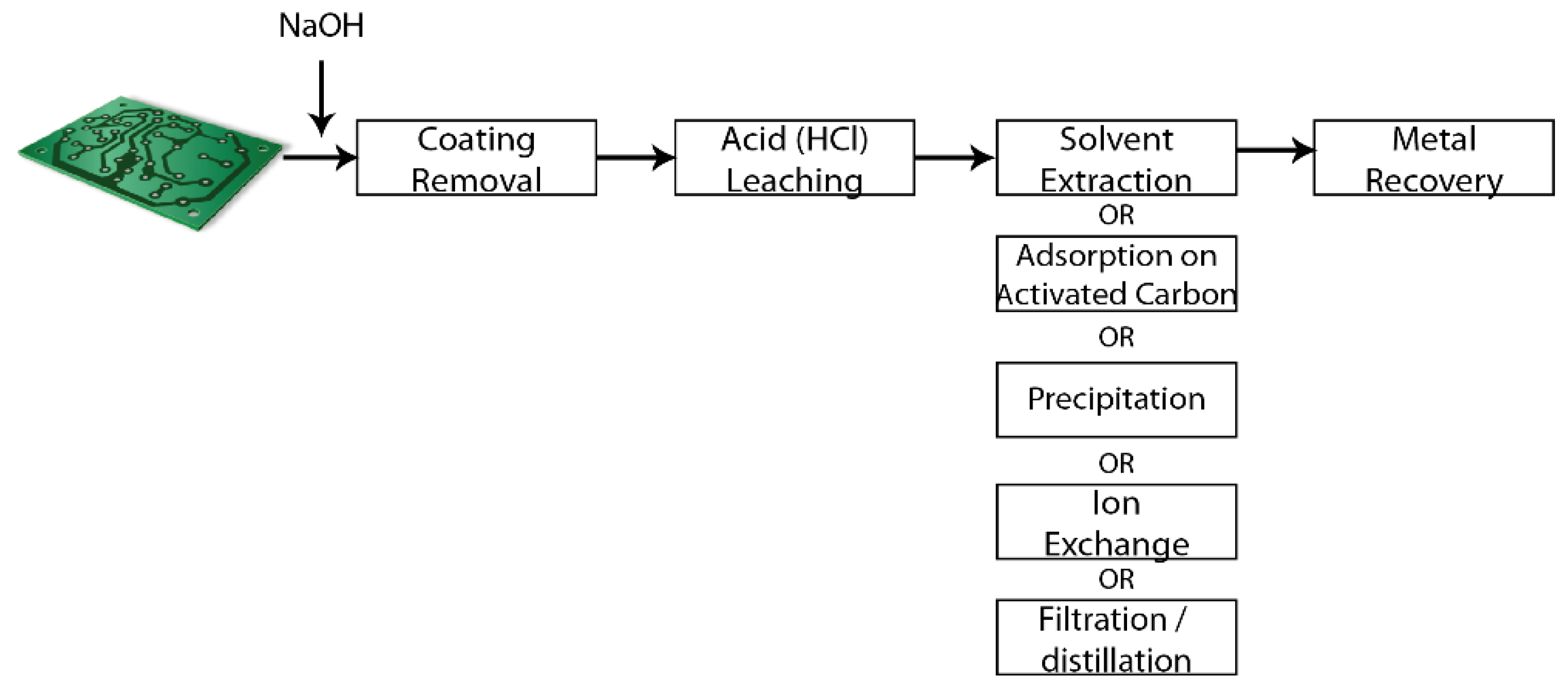
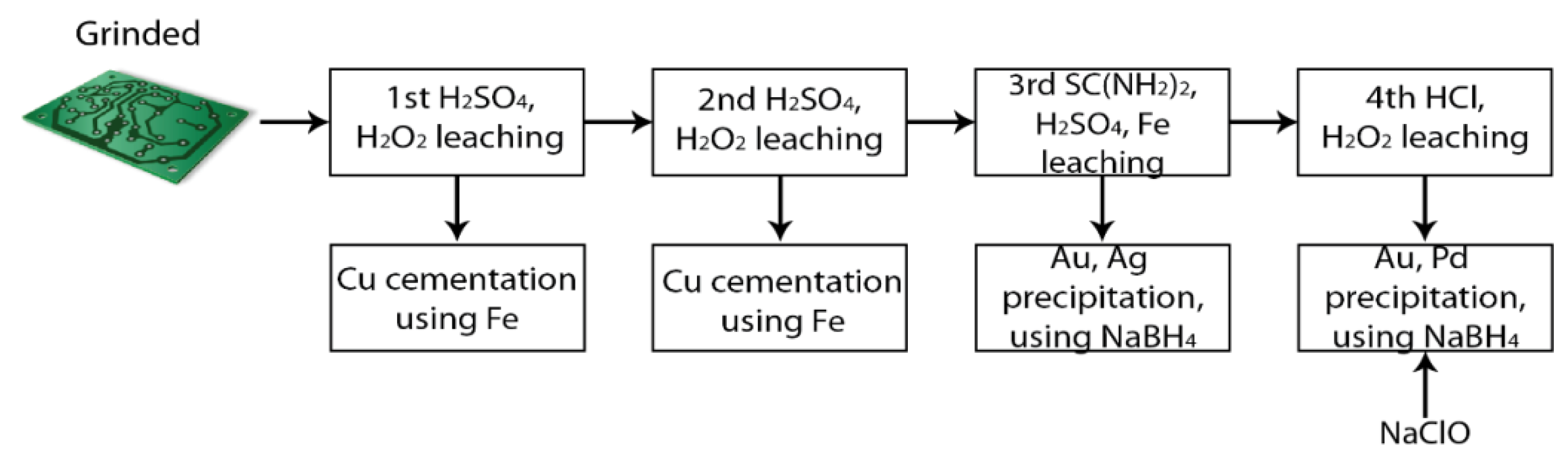
The FENIX project [
110] studies the recovery of precious metals and critical raw materials from WEEE, using similar extraction methods for Au, Ag, Cu, as described by Behnamfard et al. [
78], and tested their reusability in novel materials. The commercially exploitable products of such processes according to the project can be: M/MO powder as a product to be used for the formulation of filaments or for the direct use in injection molding and novel composite filament (M/MO and a polymeric matrix) as a product employed by FFF AM applications, giving novel properties to 3D-printed samples thereof or for the production of parts that can be sintered into customizable-shaped metal components [
110].
Regarding potential exposure to Cd compounds in plastics, the European Chemicals Agency [
111] stated that once encapsulated in the polymer, Cd and its compounds are firmly bound into the matrix and the use of strong acid is required to extract it. Cd is used in pigments as stabilizer, which can find application to colored polymers [
111]. Moreover, 3D-printed objects can provide protection against gamma and X-ray radiation if the filament used is infused with high atomic number materials. Banoqitah et al. [
112] developed a simulation analysis for thermal neutron applications of ABS 3D printing filament doped with Ga, B, Au, and Cd nanoparticles, which are excellent neutron absorbers. They concluded that ABS infused with Cd can be used for radiation detection and photon shielding purposes in a mixed neutron-gamma field. Finally, Cd can also be used to electroplate steel and protect it from corrosion [
113].
Te-containing polymers have become increasingly attractive, due to their unique properties as biomaterials and optoelectronic materials. The relatively large atomic size, low electronegativity, and sensitivity to oxygen of Te add unique properties, such as redox sensitivity. The introduction of Te can endow materials with different responsiveness, which makes it possible for them to be employed as biomaterials for controlled drug delivery. Further research has to take place in order to optimize the optoelectrical properties of polymers enriched with tellurophenes [
114]. Te can be used in 3D printing of thermoelectric conversion devices. Thermoelectric (TE) materials exhibit the capability to directly convert thermal energy into electrical energy, based on the temperature difference between the two ends of TE materials, e.g., PV. The majority of applied TE materials are based on metal chalcogenides, such as Te, due to the largest ZT (the dimensionless TE figure of merit ZT, has been utilized to characterize the efficiency of a TE material) [
97]. So far, FDM 3D printing technologies have been investigated for the preparation of TE devices. According to Wang et al. [
98], PLA can be used as a matrix in composite materials containing Te compounds (specifically Bi
0.5Sb
1.5Te
3), carbon nanotubes (conductive additive), and plasticizers [
98]. Finally, ABS polymer matrix, according to Oztan et al. [
115], was enhanced with bulk Bi
2Te
3 samples as the TE agent filler via FFF and the thermoelectric properties, such as Seebeck coefficient and electrical conductivity, were enhanced due to the lowered porosity of the printed specimens and the improved connectivity of the thermoelectric powders sintered at higher temperatures (above 500 °C). Cd and Te are present in the CdTe thin-film PV modules.
Indium tin oxide (ITO) is an optoelectric material and can be used in polymer-based electronics. It is highly transparent and has a relatively high electrical conductivity. Sn-doped indium oxide (ITO) can be deposited in organosilicon layers or directly on polyethylene terephthalate (PET), according to Mikoshiba and Sato [
116]. The mechanical properties of the ITO layer on PET surface such as abrasion resistance, peel strength, and durability are improved. Indium alloys exhibit low melting points and high ductility [
116]. UV (ultraviolet) polymer curing is a process that uses UV light to alter the properties of a polymer, or photopolymer. When a photopolymer is exposed to the UV radiation, it will typically harden and seal, creating a strengthened surface or an unbreakable bond [
117]. In their study, Mendes-Felipe et al. [
118] produced polyurethane acrylate (PUA) composites with ITO, by UV photopolymerization with filler contents up to 25 wt%, in order to tune morphology, optical, thermal, mechanical, and dielectric properties. The polymerization time and conversion were dependent on the ITO amount. The ITO fillers were well dispersed in the polymer matrix and no large agglomerates were observed, leading to an improvement of the mechanical properties (robust flexibility). They concluded that it is possible to develop high-dielectric constant UV curable polymer composites based on ITO/PUA [
118].
Their nonlinear optical properties, electro-luminescence, and electrical conductivities can find application in organic light-emitting diodes (OLEDs), organic solar cells, organic field effect transistors (OFETs), nonlinear optical (NLO) devices, and polymer sensors. General conjugated polymers consist of benzene rings or carbon–carbon multiple bonds in their main chains. By replacing the heavier atom, other properties are often obtained [
119]. However, there are only a few reports on the electronic properties of organo-gallium compounds because of their instability to air and moisture. In their study, Matsumoto et al. [
119] synthesized the polymers containing Ga atoms by organometal coupling reactions. The synthesized polymers showed good solubility in common organic solvents and enough stability for measuring a series of properties under ambient conditions. The electronic interaction through Ga was supported by UV-Visible spectrometry data and theoretical calculations.
In recent years, Se-containing polymers have been promising biomaterials [
120]. Taking advantage of the unique properties of Se (stimulus-responsive, anti-cancer activity antibacterial properties, and ultraviolet blocking action) along with the features of Se-containing polymers (e.g., high sensitivity, programmability, reversibility, and dynamics), they can be used to build smart systems of controlled drug release or synthetic enzyme mimics [
120]. According to Deng et al. [
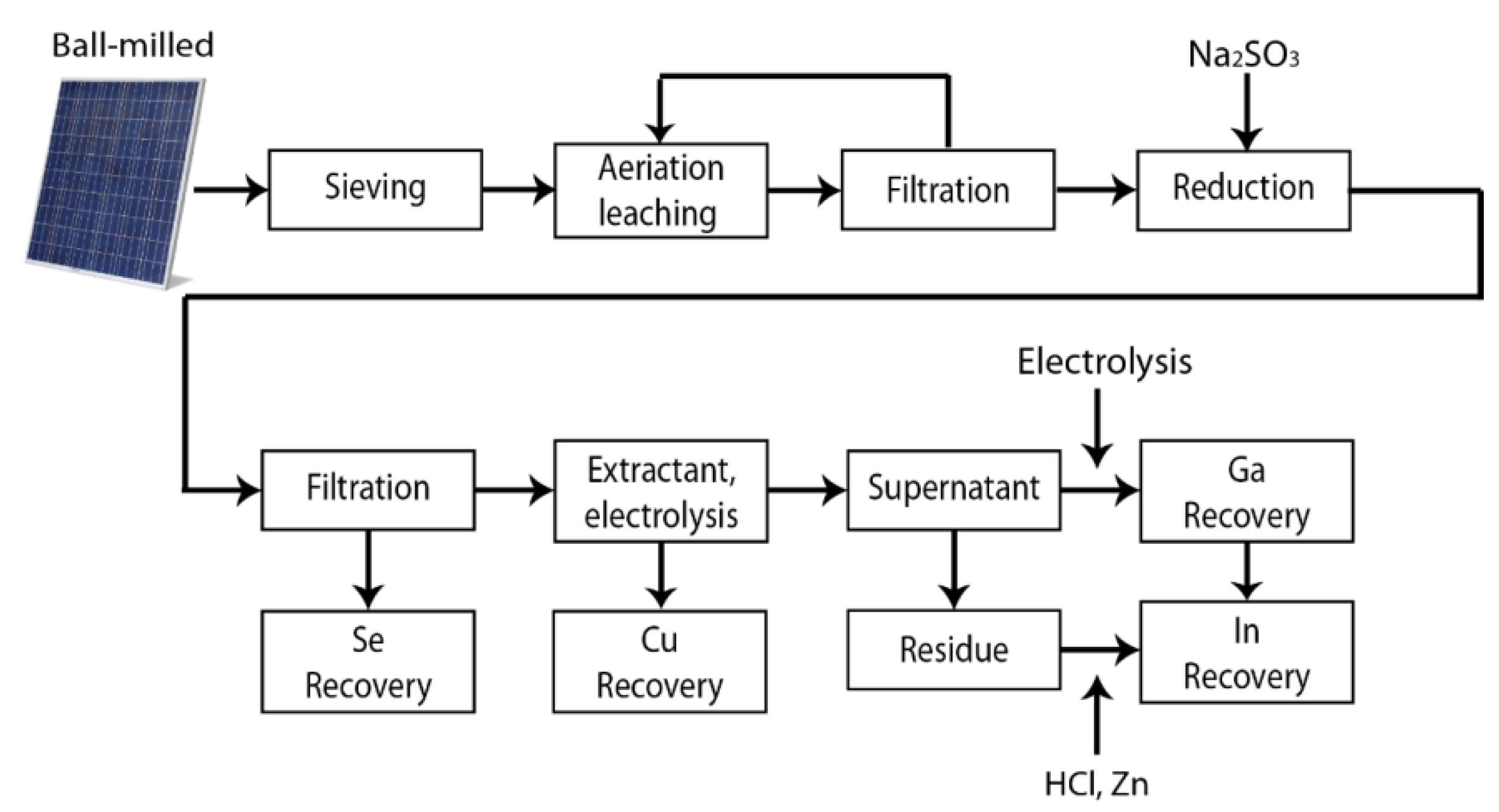
121] amorphous Se filaments, fabricated by an approach in which a thin film evolves into an ordered array of filaments in fiber, exhibited a two-orders-of-magnitude change in conductivity between dark and illuminated states, making them suitable for integration in large-area electronics. Cu, In, Ga, and Se are mostly present in the CIGS thin-film PV modules.
As mentioned, AM technology is well suited for the fabrication of architectures that are impossible to fabricate through conventional processing techniques [
99]. Additives and fillers such as critical metals, REE, and glass can give novel properties to composites, whilst using sustainably recovered raw materials. Recycling of critical metals such as Cu is growing exponentially. More specifically, a total of around 8.7 million tons of Cu per year come from the recycling of “old” scrap (EOL products) and “new” scrap (generated during production and downstream manufacturing processes) [
122]. Only 1% of the REE are recycled from end-products, with the rest deported to waste and being removed from the materials cycle [
5]. Only in the Nordic countries, the quantity of critical and rare earth metals, such as Au, Ag, In, Ga, Nd, Pd in WEEE, accounted for a total of 148 tons (in 2015) [
123,
124]. As for the nonmetal materials, such as glass, latest value chain data show that the average collection for recycling rate for glass packaging grew to the record rate of 78% in 2019 in the EU [
125]. The US Glass Packaging Institute (GPI) currently estimates that the container glass and flat glass industry in the US uses a total of 3.35 million tons of recycled glass [
126]. The amount of the aforementioned critical raw materials that can be recovered and recycled from WEEE on a global scale and reused in sustainable new technologies, such as AM, can grow exponentially.
5. Conclusions and Future References
WEEE is a waste stream of different materials, including multiple hazardous constituents that can be released in the environment if not treated properly. Moreover, as the demand for raw material rises, more recovery and recycle operations, as well as illegal shipments of WEEE, take place in developed and developing countries, which do not always follow the strict regulations and requirements, increasing health and environmental risks [
14]. The WEEE Directive has been adopted to reduce these risks by establishing requirements to ensure the safe collection and environmentally sound treatment of WEEE. The Directive of 2020 dictated that the minimum collection target was 4kg/inhabitant/year of WEEE for countries-members (equal to 33% of WEEE arising per year). Inspection during recovery, recycle paths, and shipment of WEEE is mandatory, to ensure safe-by-design procedures. Finally, the WEEE collection points are increased, followed by the collection targets accordingly [
14]. However, there are pitfalls, such as extra costs which are not matched by the increased recovery of valuable materials. For some types of WEEE, particularly those containing hazardous substances, these costs are very significant compared to the value of the materials themselves.
Furthermore, informative and educational campaigns can raise awareness of the advantages of WEEE reusability and lead to improved measures and tailor-made policies, for every country [
127]. The logistics and closed-loop supply chains can be analyzed and optimized accordingly, to ensure a balanced, monitored stream of WEEE, based on a circular-economy, zero-waste, sustainable-by-design paradigm.
First, this review presented the main features and characteristics of the critical raw materials found in the main components of WEEE. Then, having narrowed them down to those that are widely used in sustainable energy sources and every-day appliances and which can be relatively easily isolated, removed, and recycled, this review can serve as a collection of thorough procedures, applied and theoretical, that can lead the way to future breakthroughs. It must be taken into account that general procedures and guidelines of complicated flow charts should allow for further experimentation for verification and validation. Each particular critical raw material requires thorough trials with its corresponding extraction and recycle method, in order for the exact steps of the procedure and the novelty of the composite material to be fully understood.
The plethora of available recycle techniques is one of the main targets of this review. However, not all of the technologies discussed will be of significant interest, as some will be economically and environmentally feasible. The progress made over the last years towards the sustainable-by-design recycling procedures, which can lead to novel materials with tremendous potential in industrial employment, has been the cornerstone of further development and optimization of composite materials.
As the need for sustainability during the recycle and reuse of raw materials is more significant than ever before, the state-of-the-art processes need to fulfill some major requirements. The flow-chart of the process needs to be composed of environmentally friendly techniques (such as mechanical removal of parts from WEEE) that are less energy- (and subsequently cost-) intensive, and ensure the use of non-hazardous chemicals during every stage. Furthermore, heat treatment of WEEE must be in compliance with safe-by-design protocols of capturing dangerous and toxic emissions. Most of the widely used REEs’ extraction, recovery, and separation from minerals and ores are extremely costly, resulting in the increased price of the final product. The proposed recycle paths and the sustainability of the final novel composites are aimed at tackling this issue, while maintaining the environmental impact at a minimum.
The shift of technological progress towards sustainability, through the novel materials employed by AM applications, based on WEEE recycling, can be beneficial both environmentally, by decongesting landfills of potentially hazardous materials and toxins, and financially, as this can be the disengagement strategy from China and other major pioneers in extraction and monopoly of critical raw materials.
The originality of the review lies on the collection of relatively recent methods and patents on the recycle path of the mentioned CRM and their introduction, as additives to filaments used for the synthesis of composite materials with the ability to fabricate architectures that are impossible to fabricate through conventional processing techniques. By adding unique characteristics, tremendous potential for the performance and the commercialization of the final products can be achieved.
Further research will focus on testing some of the most sustainable and environmentally friendly, recent processes, followed by technoeconomic reports on the feasibility of each respective study and its applicability at a larger scale. Moreover, after the appropriate protocol of the critical raw material recovery is drafted, the existing expertise in the incorporation of critical raw material into composite materials and characterization of the final, novel 3D-printed composites for the modern industry, as well as the infrastructure with the latest technology equipment, will make the Physical Metallurgy Laboratory of the Department of Mechanical Engineering of AUTh an excellent candidate for the evaluation of the research and commercial exploitation of these new technologies, with further results to be published in scientific journals and conferences.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}