1. Introduction
In industrial production, CaO is often used as a fixative in slag. However, because it is often exposed to the air or drenched by rain during storage or transportation, some CaO will inevitably produce Ca(OH)
2 [
1]. Meanwhile, CaO is mostly made by calcining CaCO
3. When CaCO
3 particles are too large to burn through, some of them also inevitably remain in the CaO. So far, although the physicochemical properties, decomposition thermodynamics, and kinetics of Ca(OH)
2 and CaCO
3 have been fully researched [
2,
3,
4,
5], their effects on hot-metal dephosphorization have not been investigated yet. Therefore, it is valuable to reveal the effects of Ca(OH)
2 and CaCO
3 on mass transfer of phosphorus.
At present, many achievements have been made in research on mass transfer of phosphorus in hot metal, slag, or both phases [
6,
7,
8,
9,
10,
11]. Although these achievements have played an important role in research on dephosphorization kinetics, they still have defects in practical application. Among them, the deviation between the model curve and experimental data is a prominent problem. Most models can only ensure that the fitting curve is consistent with a few experimental data.
It was unusual that when the product of the interface area (
A) and the overall mass transfer coefficient (
kO) was taken as the mass transfer parameter (
A·
kO), it was found that
A·
kO would gradually decrease as dephosphorization reaction proceeded. In the explanation of this phenomenon, Manning et al. [
12] proved that emulsification can increase the slag-iron interface area (
A) through the existence of metal droplets in the slag. However, because the number of droplets entering the slag was small and it was not clear whether they could return to the hot metal, their effect on the mass transfer parameter remains to be determined. Meanwhile, Diao [
13,
14] and Ji [
15] proposed that flux (fluxing agent) can increase
A·
kO in the early stage of dephosphorization by improving the fluidity of the initial slag, but this does not explain the difference of
A·
kO in the early and late stages. In addition, according to Wang et al. [
16], the increase in P
2O
5 content and the decrease in Fe
tO content in slag can reduce
kO by increasing slag viscosity, but their effect at high temperatures is not significant, so it is difficult to cause a sharp decrease in
A·
kO. It is worth mentioning that although Gu et al. [
17] believe that CO generated in hot metal is easy to increase
A and
kO through the stirring of bubbles. However, the oxidation sequence of carbon and phosphorus in hot metal is different in different dephosphorization processes, so it is not discussed at present.
In conclusion, these researchers did not explain the reasons for the deviation in data fitting. Although some explanations for the decrease in mass transfer parameter are reasonable to a certain extent, they have not been confirmed by establishing models. In view of this situation, according to the change in phosphorus content in hot metal during dephosphorization, a concept of “dynamic relative area” is proposed to establish a new dephosphorization kinetic model. Then, with the help of literature data, the rationality of the new model will be verified from the fitting accuracy and the characteristics of the mass transfer parameter. Finally, combined with a brief analysis, the new model will be applied to research the mass transfer of phosphorus under the action of CaO and its derivatives.
3. Theoretical Analysis and Model Establishment
Generally, the dephosphorization process includes:
[P] diffuses from the hot-metal interior to the slag-metal interface;
[O] diffuses from the hot-metal or slag interior to the slag-metal interface;
(O2−) diffuses from the slag interior to the slag-metal interface;
[P], [O], and (O2−) react and form (PO43−);
(PO43−) diffuses from the slag-metal interface to the slag interior.
In the above process, the ion reaction of phosphorus transferred from hot metal to slag is as follows:
Obviously, in this reaction, the mass transfer of phosphorus includes the transfer of [P] in the hot metal and (PO43−) in the slag. Normally, in the two-film theory in liquid-liquid reaction, the slag-metal contact area A is mostly taken as a constant. However, in the actual reaction, the contact area between phosphorus and oxygen at the interface is not fixed.
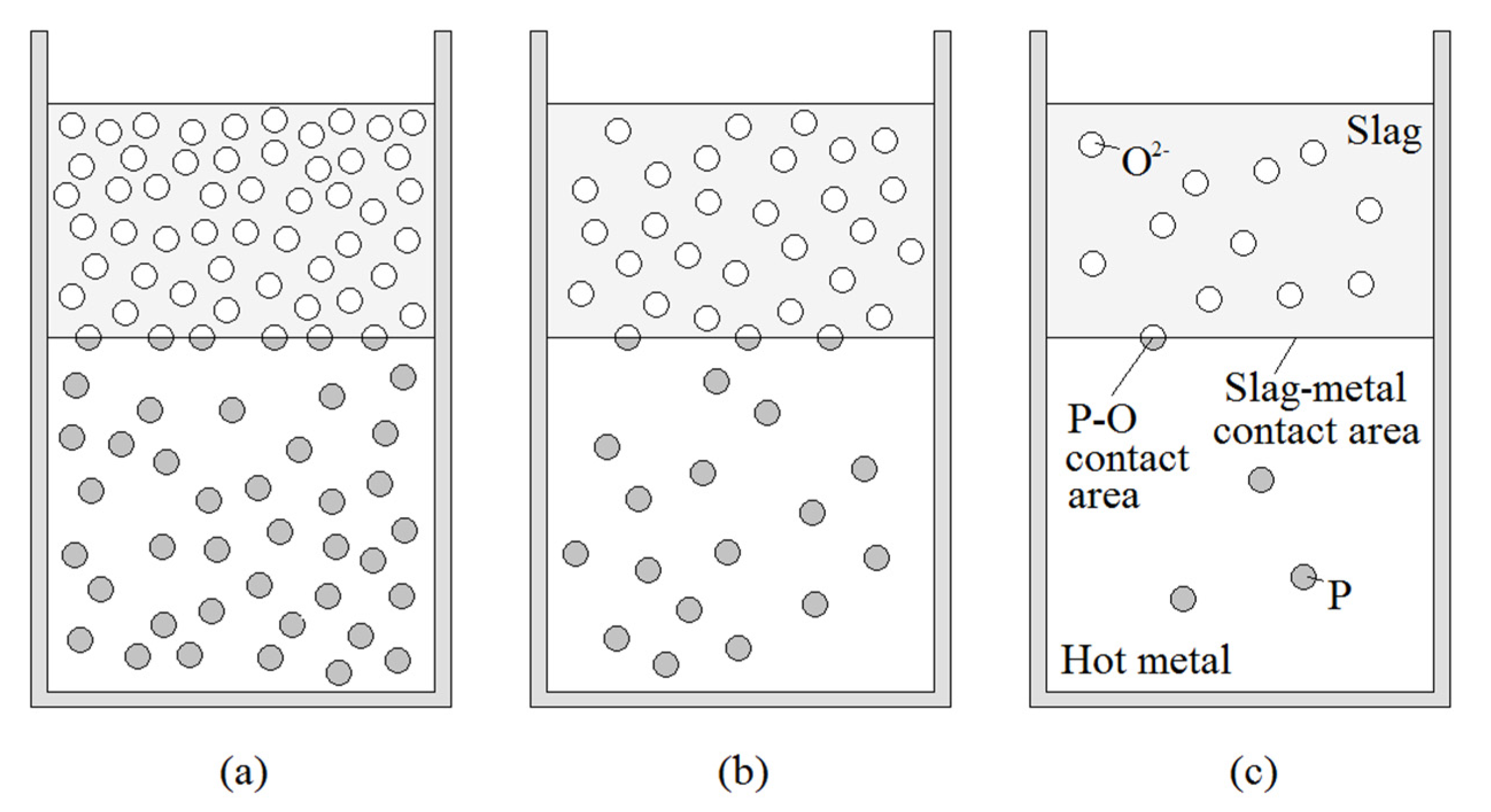
As shown in
Figure 1, with the oxidation and transfer (to the slag) of phosphorus at the slag-metal interface, the content of phosphorus in the hot metal continues to decrease, so the phosphorus diffused from the hot-metal interior to the slag-metal interface will be less and less, which will directly reduce the P–O contact area at the interface. In traditional dephosphorization models, the reaction area is directly replaced by the slag-metal contact area, which is difficult to reflect the effect of the decrease in hot-metal phosphorus content on P–O contact area. Therefore, according to the restrictive conditions of the reaction, it is more reasonable to use a “dynamic relative area” which is based on the slag-metal contact area and can reflect the change in P–O contact area relative to the initial value.
Since the content of oxygen (O
2−) in slag during dephosphorization is much higher than that of phosphorus in hot metal, the restrictive condition at this time is the phosphorus content in hot metal. Therefore, the use of “dynamic relative area”
([%P]
0 is the initial hot-metal phosphorus content during the selected dephosphorization period) can well reflect the relative decrease in P–O contact area in hot metal. At this time, the mass transfer flux equations of phosphorus in the hot metal and slag can be expressed as:
where [%P] and (%P) represent phosphorus content in the hot metal and slag, respectively, [%P]* and (%P)* represent phosphorus content in the hot metal and slag at the slag-metal interface.
km and
ks are mass transfer coefficients in the hot metal and slag, respectively.
ρm and
ρs are the density of hot metal and slag, respectively.
Wm and
Ws are the mass of the hot metal and slag, respectively, and
A is the slag-metal contact area.
Meanwhile, the mass balance equation of phosphorus in the dephosphorization process is as follows:
Based on the above equations, the dephosphorization rate can be expressed as:
Among them, the phosphorus distribution ratio
LP is calculated by phosphorus content in the hot metal and slag when the reaction reaches equilibrium.
Because the mass transfer of phosphorus is affected by both the hot metal and slag, according to previous research, the overall mass transfer coefficient
kO is still defined as:
At any time during dephosphorization, the mass of phosphorus in the hot metal and slag should meet the following equation:
Finally, the dephosphorization kinetic model is as follows:
Moreover, referring to the definition of traditional mass transfer parameters (
A·
kO), a new expression of
A·
kO can be obtained through deformation:
For the follow-up analysis, referring to the definition of previous scholars, the expression on the right side of the equal sign of Formula (10) is still represented by “RHS”.
4. Results and Discussion
4.2. Effect of “Dynamic Relative Area” on Mass Transfer Parameter
According to Manning’s research [
12], the mass transfer parameter (
A·
kO) should not change with time or composition. He believes that even if some dynamic interface phenomena may cause a distortion of the interface, the interface area will only increase temporarily without continuous and significant changes. However, the
A·
kO calculated by traditional dephosphorization models usually shows an obvious downward trend, which has been confirmed by the research results of Manning, Diao, and Ji. Therefore, the rationality of the new model can be judged indirectly by investigating the effect of “dynamic relative area” on
A·
kO.
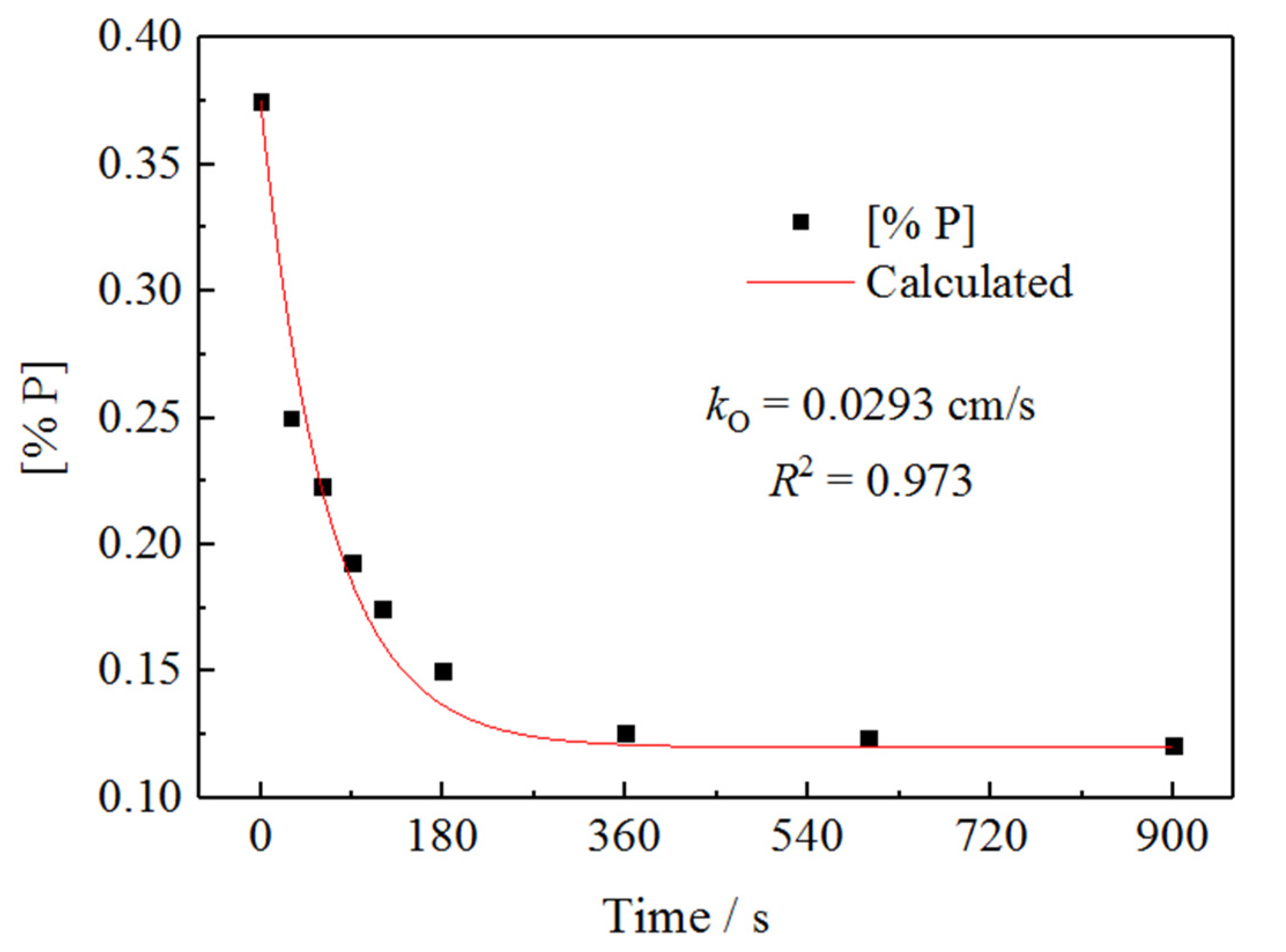
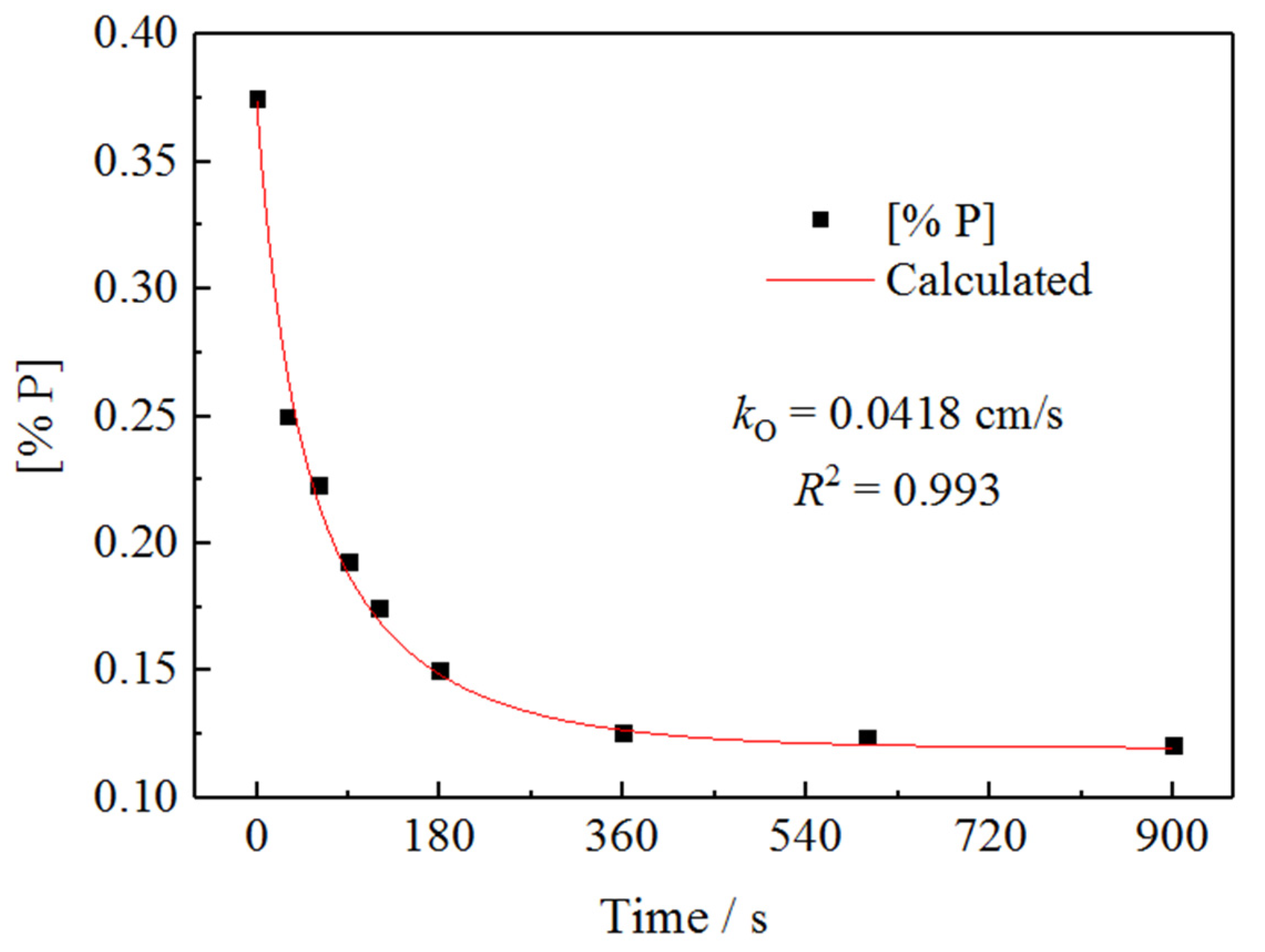
First, it is based on Mori’s RHS-time data, two models are used to calculate and fit them respectively, and
Figure 4 and
Figure 5 were obtained. In the figures, the RHS-time fitting curves are divided into three stages (0 to 120 s, 120 to 360 s, 360 to 900 s), and the average values of
A·
kO in each stage are marked.
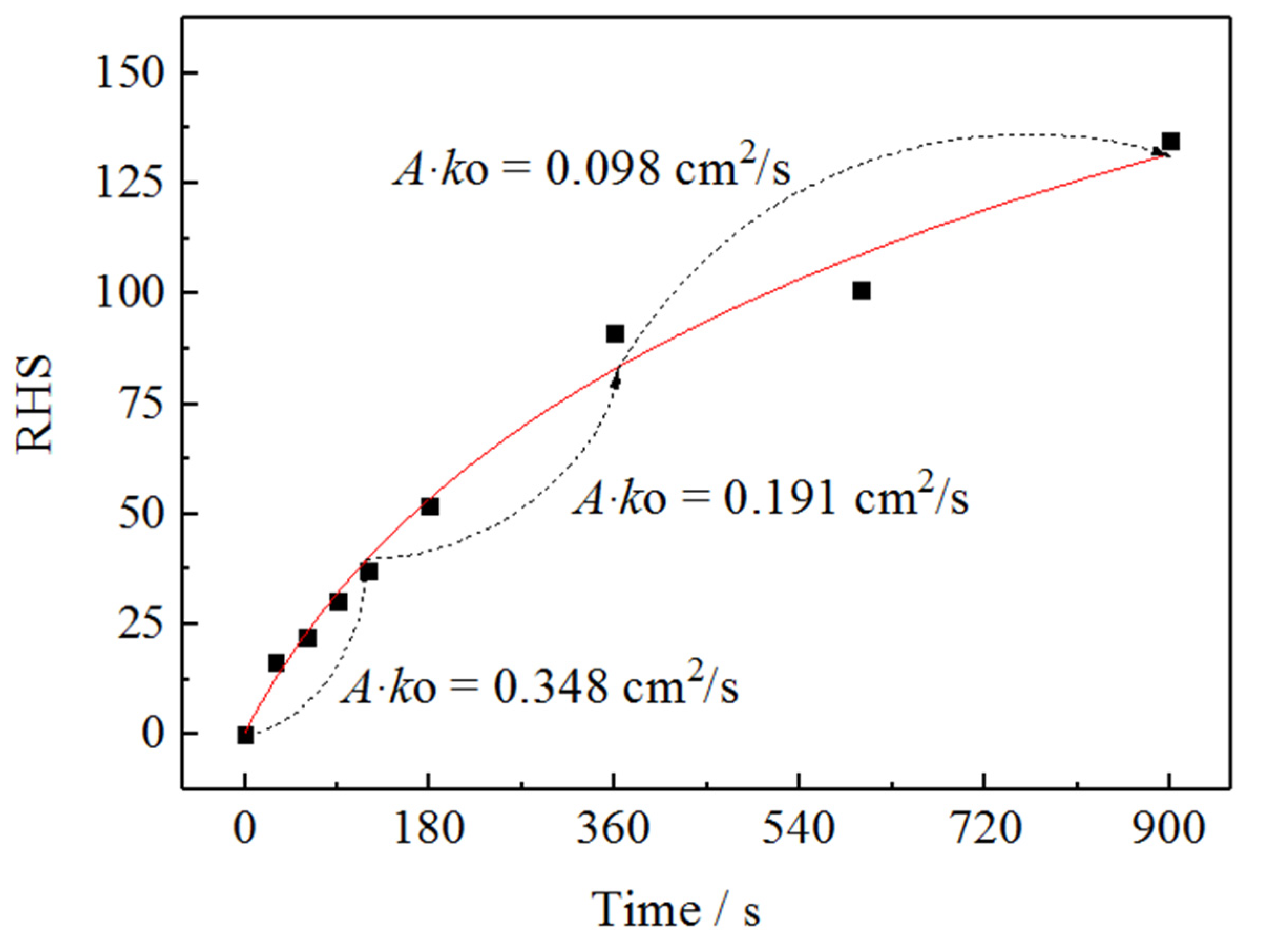
Figure 4 and
Figure 5 show the relationship between RHS and time fitted by two models, respectively. The fitting curves obtained by two models are obviously different. There is a more obvious “bulge” in
Figure 4, while the curve in
Figure 5 is relatively straight, that is, its slope (
A·
kO) fluctuates less, indicating that as the dephosphorization reaction proceeds, the decrease in P–O contact area caused by the hot-metal phosphorus content decrease indeed affects
A·
kO, and mainly in two aspects of numerical value and stability.
In terms of numerical value, the A·kO of the new and old models in three stages are 0.486, 0.428, 0.342 cm2/s and 0.348, 0.191, 0.098 cm2/s, respectively. The A·kO of the new model are higher than those of the old model, indicating that after considering the effect of “dynamic relative area”, real A·kO tends to be higher, and the decrease is not obvious with the reaction going on.
In terms of stability,
K is temporarily used to represent the change rate of the
A·
kO between the initial and final points of the RHS-time curve, which is defined as:
The smaller the K, the more stable the curve. Through the calculation, the K of the new and old models are 0.415 and 0.856, respectively, and the K of the new model curve is obviously smaller, that is, its stability is higher. It is obvious that this result, to some extent, explains the phenomenon that has perplexed some scholars about the abnormal decline of A·kO for a long time.
However, considering that the K of the new model curve is not zero, the viewpoint of “dynamic relative area” is still not enough to explain all the phenomena.
4.3. Effects of CaO and Its Derivatives on Mass Transfer of Phosphorus
The previous discussion has proved the rationality of the new dephosphorization model from two aspects, including the effect of “dynamic relative area” on fitting deviation and mass transfer parameter. Therefore, it is feasible to investigate the mass transfer of phosphorus in CaO and its derivatives using the new model. Based on the data of experiments A, B, and C, the new model is used to draw
Figure 6.
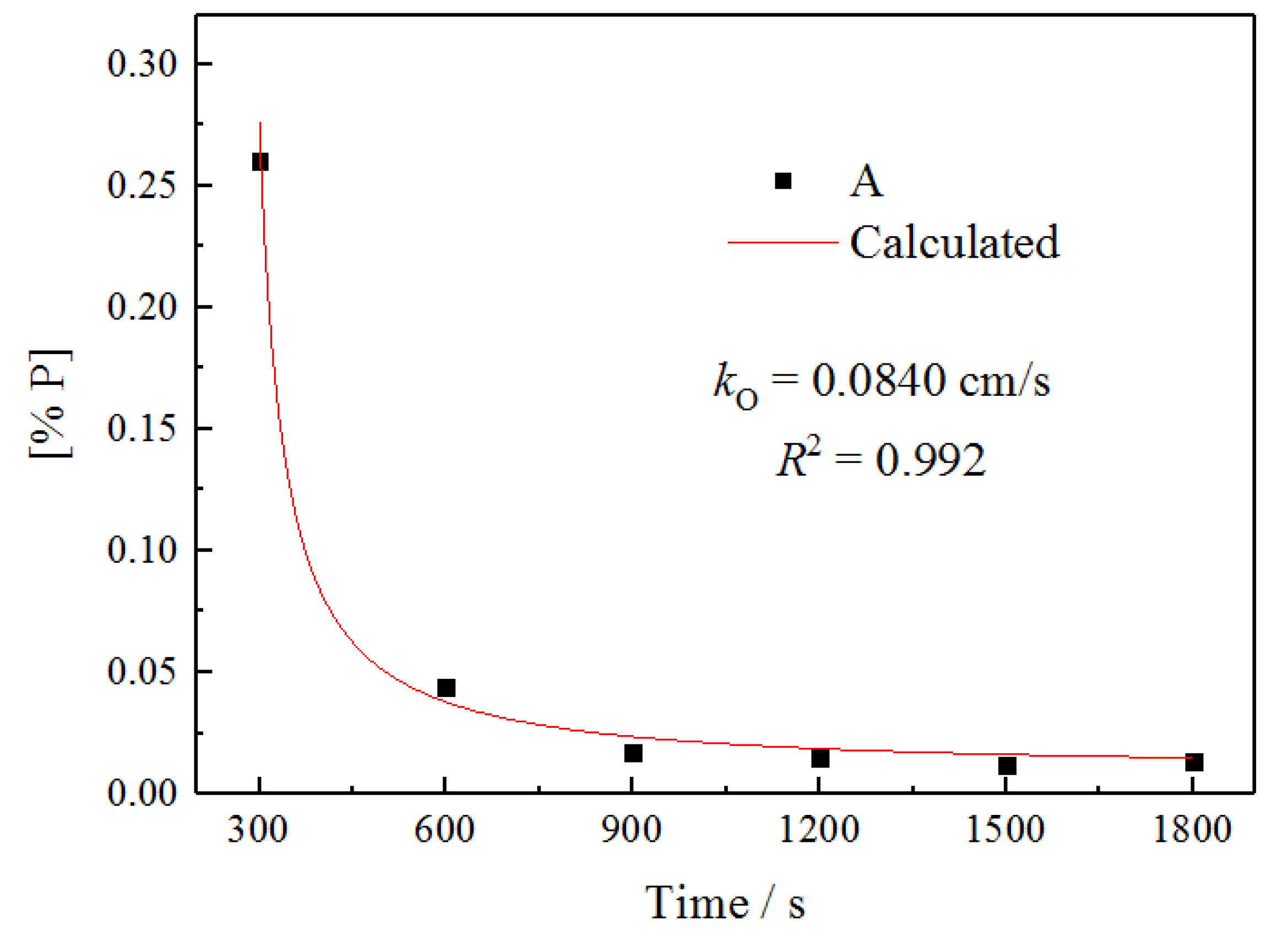
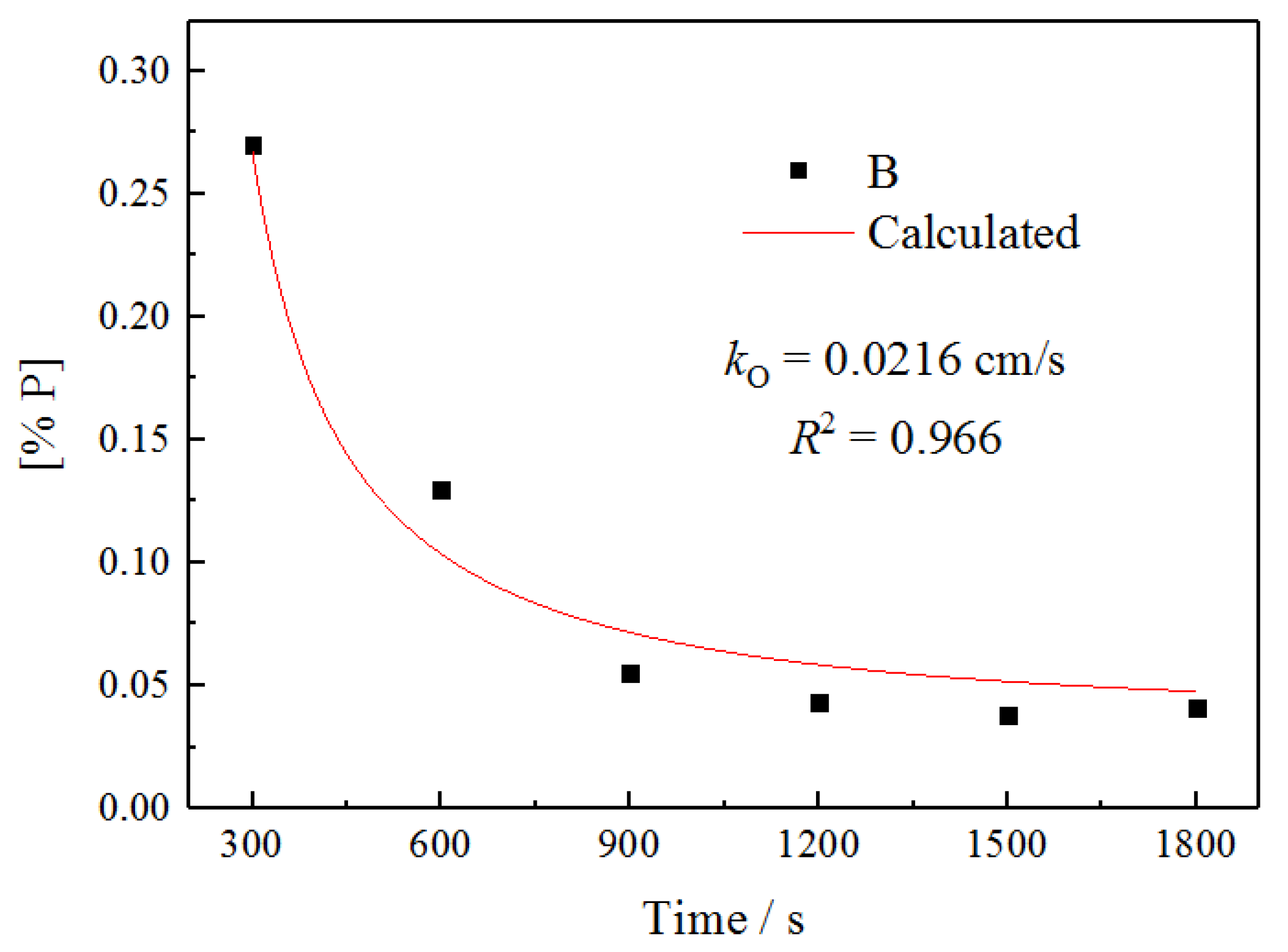
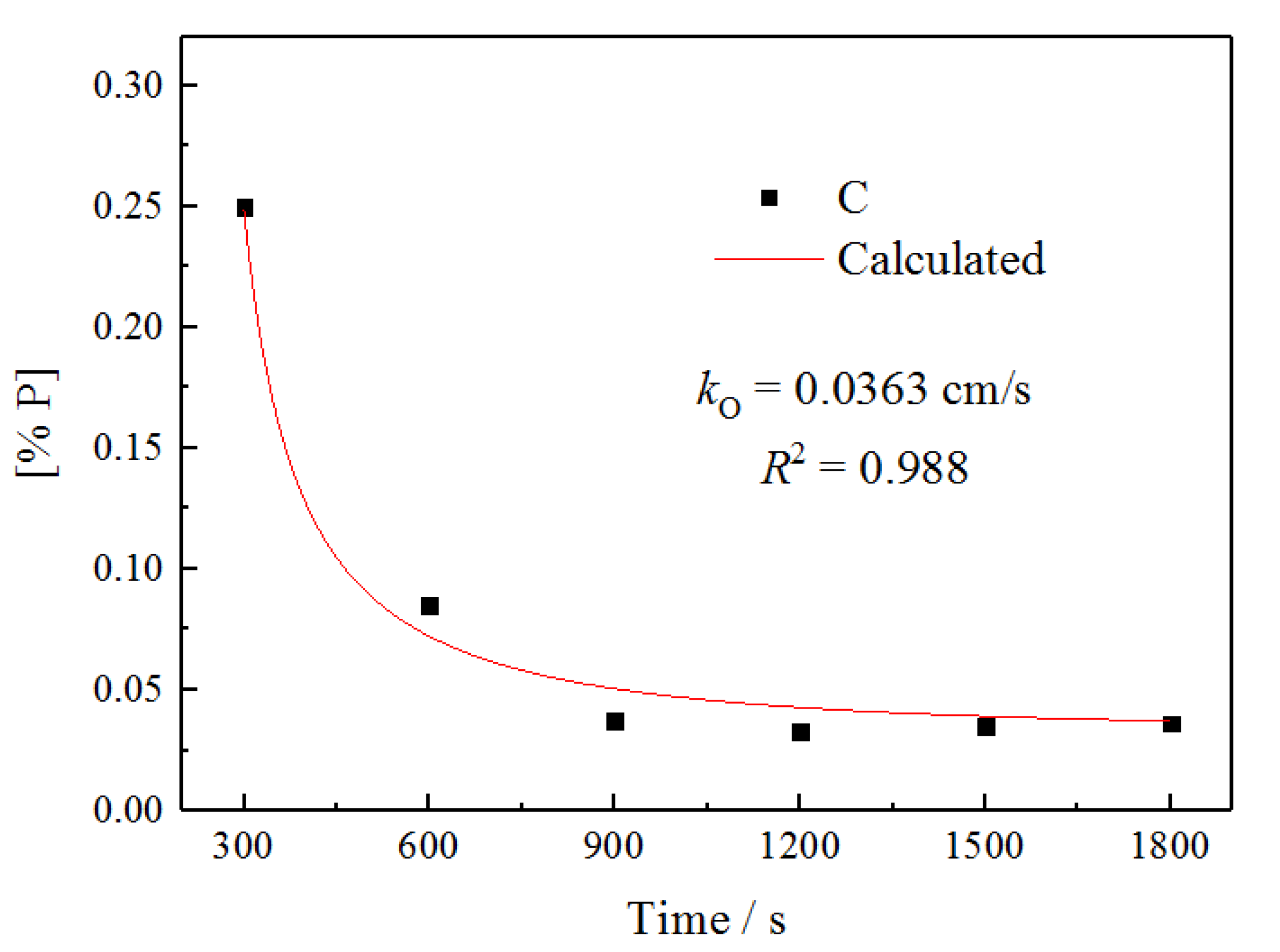
Figure 6,
Figure 7 and
Figure 8 demonstrate the fitting results of the new dephosphorization model to the [%P]—time data in experiments A, B, and C. Considering the interference of the dephosphorizer melting process, the new model only fits the experimental data after 300 s. As can be seen, the hot-metal phosphorus content in three experiments decreases rapidly in the first 300 s and tends to be a constant with the reaction progress, but the
kO in each experiment is significantly different. According to
Figure 6,
Figure 7 and
Figure 8, the
kO of three experiments are 0.0840 cm/s, 0.0216 cm/s, and 0.0363 cm/s, respectively. The
kO of A is much higher than that of B and C, indicating that the existence of Ca(OH)
2 and CaCO
3 is not conducive to mass transfer of phosphorus.
From the perspective of the dephosphorization thermodynamics, both CaCO
3 and Ca(OH)
2 will absorb heat and decompose under high-temperature conditions, thereby reducing the temperature of the hot metal and slag, which is very beneficial to dephosphorization [
2,
3]. Meanwhile, the decomposition heat of CaCO
3 (△
rH
θm (1673 K) = 146.12 kJ/mol) is obviously higher than that of Ca(OH)
2 (△
rH
θm (1673 K) = 21.51 kJ/mol). Therefore, the thermodynamic advantages of CaO, Ca(OH)
2, and CaCO
3 increase in turn.
However, in order to realize the oxidation of phosphorus, the movement of oxidants in slag is also very important, which is directly related to the fluidity of slag. First of all, the melting points of Ca(OH)2, CaCO3 and CaO increase in turn, which causes their fluidity to decrease in turn at the same temperature. Secondly, when CaCO3 and Ca(OH)2 are decomposed at high temperatures, the greater the decomposition heat is, the more obvious the hindrance to the heating and melting of slag is.
Specifically, the P–O reaction in experiment B had a moderate thermodynamic condition, and the slag fluidity was the highest in the three experiments. However, Ca(OH)2 would inevitably produce excessive bubbles in the decomposition process, which caused continuous and serious foaming of the slag. Meanwhile, because the slag and hot metal were not stirred in the experiment, even if Ca(OH)2 was completely decomposed, most of the foamed slag would be suspended above the hot metal because of its adsorption on the inner wall of the crucible, so it was difficult to contact the hot metal (this has been confirmed in the experiment, and resulted in a relatively higher final phosphorus content). As a result, the foam formed by Ca(OH)2 expanded the mass transfer distance of O2−, and even hindered the reaction of some slag and hot metal, eventually resulting in a very low kO.
Comparatively speaking, experiment C had an obvious thermodynamic advantage in reducing the P–O reaction temperature, but due to the excessive heat absorption of CaCO
3 in the decomposition process, the heat required for slag melting had to be restricted, which directly reduced the fluidity of the slag. In addition, according to Zhong et al. [
5], when the temperature exceeds 850 °C, there will be an obvious sintering phenomenon in the decomposition process of CaCO
3, which is consistent with the surface hardening and cracking of slag until the end of the experiment. At this time, the conversion rate of CaO decreased, and the fluidity of slag became worse. Both cases seriously hindered the diffusion of O
2− and PO
43− in the slag. As a result, the
kO was only slightly higher than that in experiment B.
Finally, as a reference, experiment A had no thermodynamic advantage, and the fluidity of the slag was the lowest among the three because of the high melting point of CaO. Fortunately, compared with Ca(OH)2 and CaCO3, CaO did not absorb excessive heat or cause foaming slag formation during heating. Therefore, it was obvious that the diffusion resistance of O2− and PO43− in the slag was relatively small, and a high kO was easy to obtain.
4.4. Effect of Slag Viscosity on Transfer of Phosphorus Mass
To further evaluate the reliability of the results obtained, it is necessary to understand the change in slag viscosity during dephosphorization. The chemical compositions of the final hot metal and slags are shown in
Table 3 and
Table 4, respectively.
It can be seen from
Table 3 and
Table 4 that other elements besides P in hot metal were also partially oxidized and entered the slag. Among them, Si and Mn have a relatively greater effect on the mass transfer of phosphorus. Generally, the viscosity of slag is two orders of magnitude higher than that of hot metal, so its effect on mass transfer of phosphorus is much greater than that of hot metal. In view of this, the following mainly investigates the effect of Si and Mn on slag viscosity.
As we all know, the viscosity of basic steelmaking slag is relatively small in homogeneous state and decreases with increasing FeO content. Because both the basicity of slag (>2) and FeO content (>10 wt.%) are high, the Si–O complexions in it mostly exist in the smallest structural unit SiO
44−, and the melting point of this slag is also relatively low [
19].
However, with the progress of dephosphorization reaction, the FeO content will decrease, while the contents of SiO2 and MnO will increase in the slag. Among them, the slag viscosity can increase with the increase in SiO2 content and decrease with the increase in MnO content. Considering the reduction in FeO content and the changes in other components in the slag, their final effect is often difficult to determine.
Nevertheless, it is feasible to use empirical Formula (12) [
19] to roughly judge the viscosity of the initial and final slag.
where,
η represents the viscosity of the slag,
Λ represents the optical basicity of the slag, and
T represents the temperature.
For the convenience of analysis, the effect of flux in the experiment is not considered temporarily, and it is assumed that all slag components were completely dissolved at 1400 °C and the temperature remained constant. Through calculation, the viscosity of the initial slag is 0.0073 Pa·s, and viscosities of final slag A, B, and C are 0.0011, 0.0019 and 0.0023 Pa·s, respectively. It is not difficult to find that the dephosphorization process reduced the slag viscosity, and the final slag viscosity in experiment A was significantly lower than that in experiments B and C, which explains the reason for the larger kO obtained in experiment A to a certain extent.
In addition, the basicity of the final slags (R = w(CaO)/(w(SiO2) + w(P2O5)) is 1.47, 2.22, and 2.57, respectively. They all have a certain deviation from the set ideal value, but considering the heterogeneous slag composition and sampling error, this is still acceptable. Obviously, the lower basicity in experiment A is due to its higher dephosphorization efficiency than experiments B and C.
Author Contributions
Conceptualization, G.S.; methodology, G.S.; validation, G.S.; formal analysis, G.S.; investigation, G.S.; data curation, G.S.; writing—original draft preparation, G.S.; writing—review and editing, X.X.; visualization, G.S.; supervision, X.X.; project administration, X.X.; funding acquisition, X.X. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by [Wuhan Science and Technology Bureau] grant number [2016060101010071] And The APC was funded by [Wuhan University of science and technology].
Data Availability Statement
Not applicable.
Acknowledgments
We would like to acknowledge Wuhan Science and Technology Plan Project (2016060101010071) for financial support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yang, R.G. Test and Analysis of Calcium Oxide Content and Reactivity Changes of Active Lime during Its Storage and Transport. Foreign Refract. 2013, 38, 18–19. [Google Scholar]
- Lu, S.Q.; Wu, S.F. Advances in Calcium Carbonate Thermal Decomposition. J. Chem. Ind. Eng. 2015, 66, 2895–2902. [Google Scholar]
- Long, X.F.; Wu, J. Thermal Decomposition Kinetics of Thermochemical Energy Storage System Ca(OH)2/CaO. J. South China Univ. Technol. Nat. Sci. Ed. 2014, 42, 75–81. [Google Scholar]
- Cao, K. Determination of Calcium Hydroxide and Calcium Carbonate. Synth. Lubr. 2006, 33, 16–18. [Google Scholar]
- Zhong, Z.P.; Marnie, T.; Zhang, M.Y.; Li, D.J.; Xu, Y.N.; Jin, B.S.; Lan, J.X.; Zhang, D.K. Experimental Study on Pyrolysis of Caroline Limestone. J. Combust. Sci. Technol. 2001, 7, 110–114. [Google Scholar]
- Kitamura, S. Importance of Kinetic Models in the Analysis of Steelmaking Reactions. Steel Res. Int. 2010, 81, 766–771. [Google Scholar] [CrossRef]
- Kitamura, S.Y.; Shibata, H.; Maruoka, N. Kinetic Model of Hot Metal Dephosphorization by Liquid and Solid Coexisting Slags. Steel Res. Int. 2008, 79, 586–590. [Google Scholar] [CrossRef]
- Zhang, X.; Xie, B.; Li, H.Y.; Diao, J.; Ji, C.Q. Coupled Reaction Kinetics of Duplex Steelmaking Process for High Phosphorus Hot Metal. Ironmak. Steelmak. 2013, 40, 282–289. [Google Scholar] [CrossRef]
- Tian, Z.H. Technology and Theory of Molten Steel Deep Dephosphorization out of Converter for Production of Ultra–low Phosphorus Steel. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2005; p. 141. [Google Scholar]
- Mori, K.; Doi, S.; Kaneko, T.; Kawai, Y. Rate of Transfer of Phosphorus between Metal and Slag. Trans. Iron Steel Inst. Jpn. 1978, 18, 261–268. [Google Scholar] [CrossRef] [Green Version]
- Manning, C.P. Behavior of Phosphorus in DRI/HBI during Electric Furnace Steelmaking. Ph.D. Thesis, Carnegie Mellon University, Pittsburgh, PA, USA, 2000; p. 175. [Google Scholar]
- Manning, C.P.; Fruehan, R.J. The Rate of the Phosphorous Reaction Between Liquid Iron and Slag. Metall. Mater. Trans. B 2013, 44, 37–44. [Google Scholar] [CrossRef]
- Diao, J.; Liu, X.; Zhang, T.; Xie, B. Mass transfer of phosphorus in high-phosphorus hot-metal refining. Int. J. Miner. Met. Mater. 2015, 3, 249–253. [Google Scholar] [CrossRef]
- Diao, J. Applied Fundamental Research on Medium and High Phosphorus Hot Metal Refining by Duplex Process in Converter. Ph.D. Thesis, Chongqing University, Chongqing, China, 2010; p. 62. [Google Scholar]
- Ji, C.Q. Study on Dephosphorization Kinetics of High-phosphorus Hot-metal by CaO–SiO2–FetO–Na2O(Al2O3) Slag. Master’s Thesis, Chongqing University, Chongqing, China, 2010; p. 41. [Google Scholar]
- Wang, Z.J.; Shu, Q.F.; Sridhar, S.; Zhang, M.; Guo, M.; Zhang, Z.T. Effect of P2O5 and FetO on the Viscosity and Slag Structure in Steelmaking Slags. Metall. Mater. Trans. B 2015, 46, 758–765. [Google Scholar] [CrossRef]
- Gu, K.; Dogan, N.; Coley, K.S. Dephosphorization Kinetics between Bloated Metal Droplets and Slag Containing FeO: The Influence of CO Bubbles on the Mass Transfer of Phosphorus in the Metal. Metall. Mater. Trans. B 2017, 48, 2984–3001. [Google Scholar] [CrossRef]
- Wen, Z.J.; Wu, J.; Ceng, M.J. Study on Dephosphorization Pretreatment of Hot Metal. China New Technol. Prod. 2012, 22, 88–89. [Google Scholar]
- Huang, X.H. Principles of Iron and Steel Metallurgy, 4th ed.; Metallurgical Industry Press: Beijing, China, 2013; p. 317. [Google Scholar]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}