
The Influence of Precipitation, High Levels of Al, Si, P and a Small B Addition on the Hot Ductility of TWIP and TRIP Assisted Steels: A Critical Review


Abstract
:1. Introduction
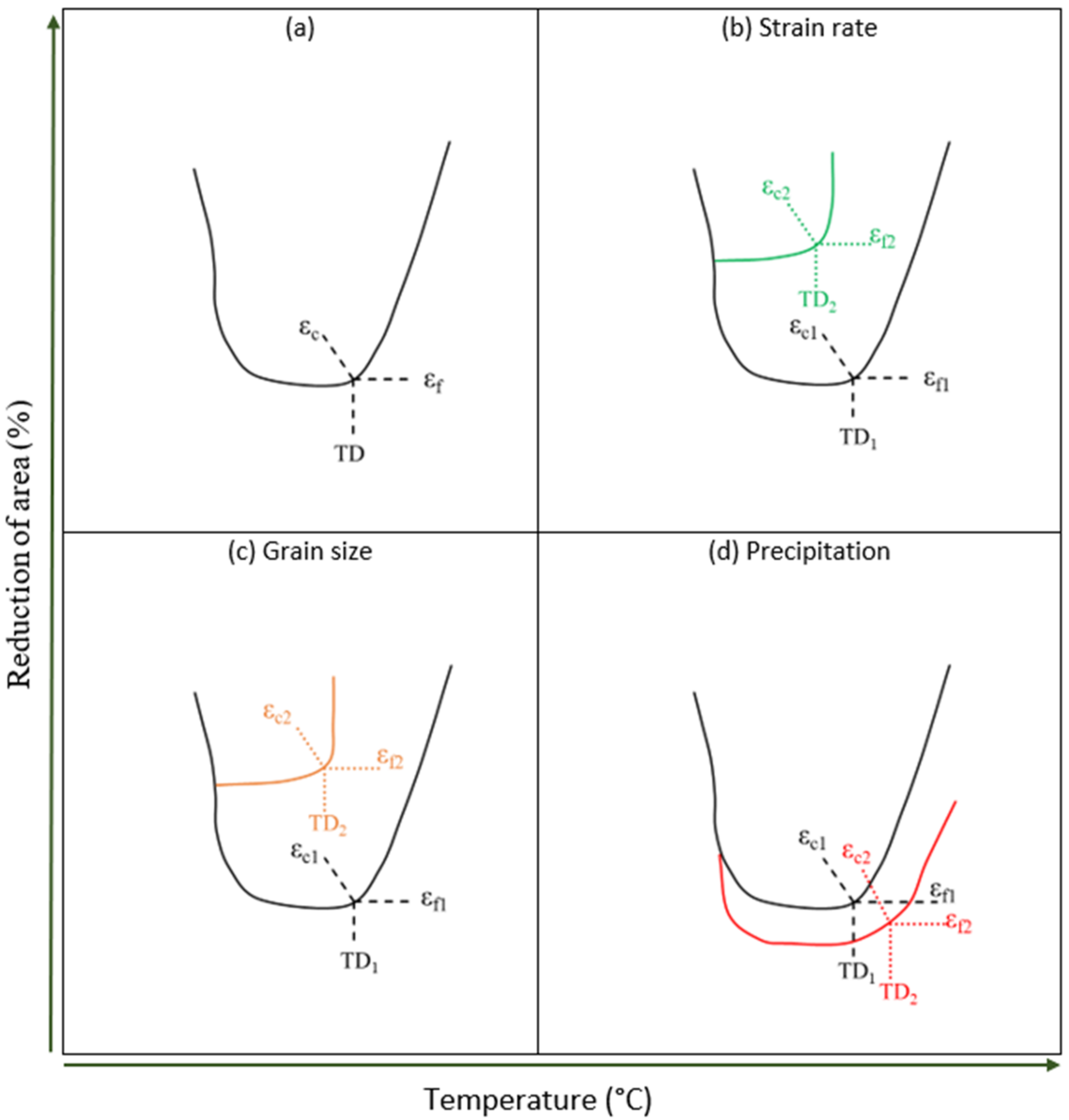
2. Analysis of the Simple Hot Ductility Test for Evaluating the Likelihood of Cracking Occurrence on Straightening
3. Influence of Microstructure, Precipitation and Grain Size on the Hot Ductility of TRIP and TWIP Steels
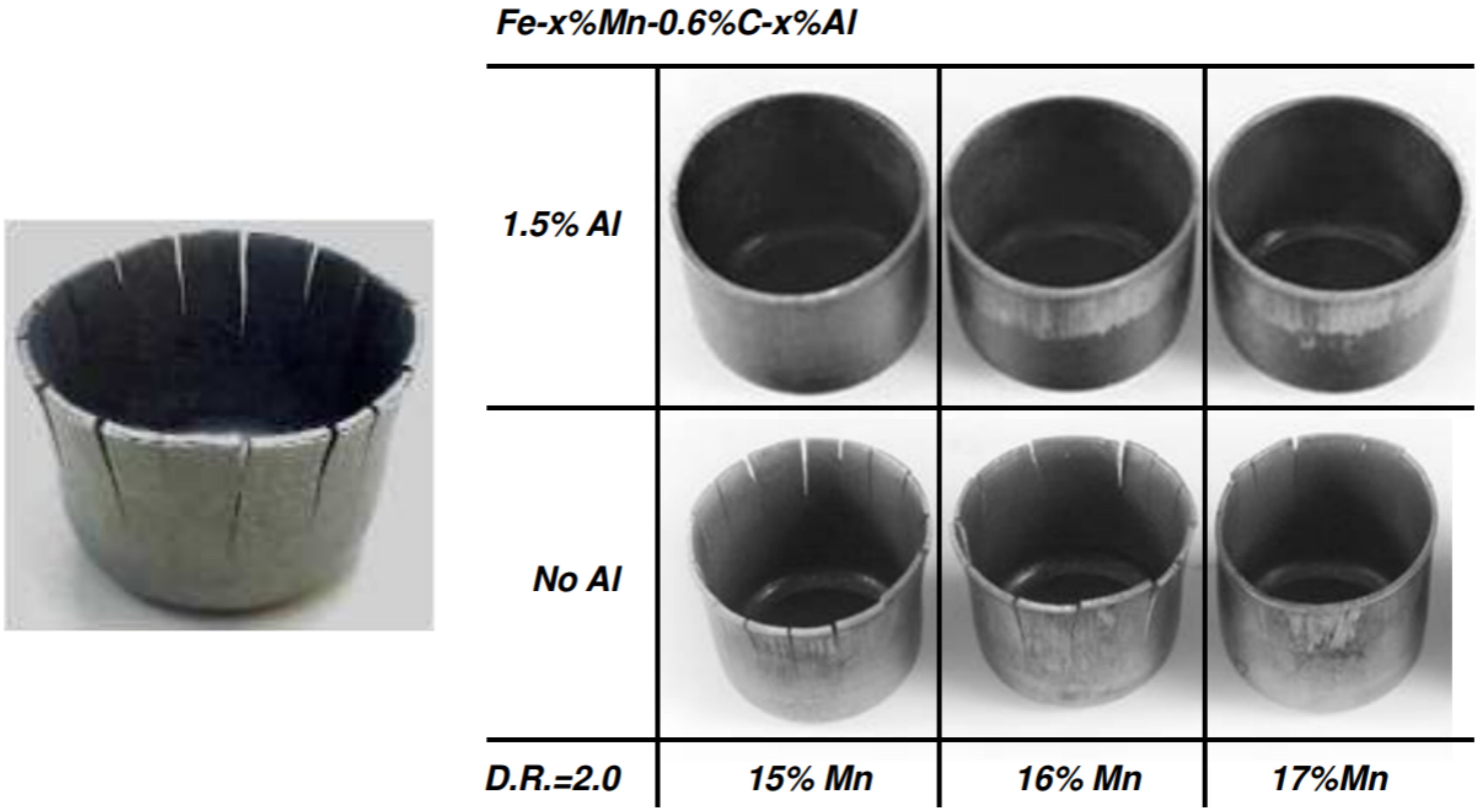
4. Influence of High Al on the TRIP and TWIP Steels

5. Influence of P
6. Influence of Si
7. Influence of Precipitation on Increasing the Room Temperature Yield Strength of TWIP Steels in Relation to Their Hot Ductility
8. Hot Ductility of V Containing High Al, TWIP Steels
9. The Beneficial Influence of a Ti-B Addition on the Hot Ductility of High Al, TWIP Steels
10. Relationship of Overall Hot Ductility to the Hot Ductility Needed for the Straightening Operation
11. Influence of Nb on Hot Ductility of TWIP Steels and Importance of Having a High N Content to Give Good Ductility
12. Summary and Conclusions
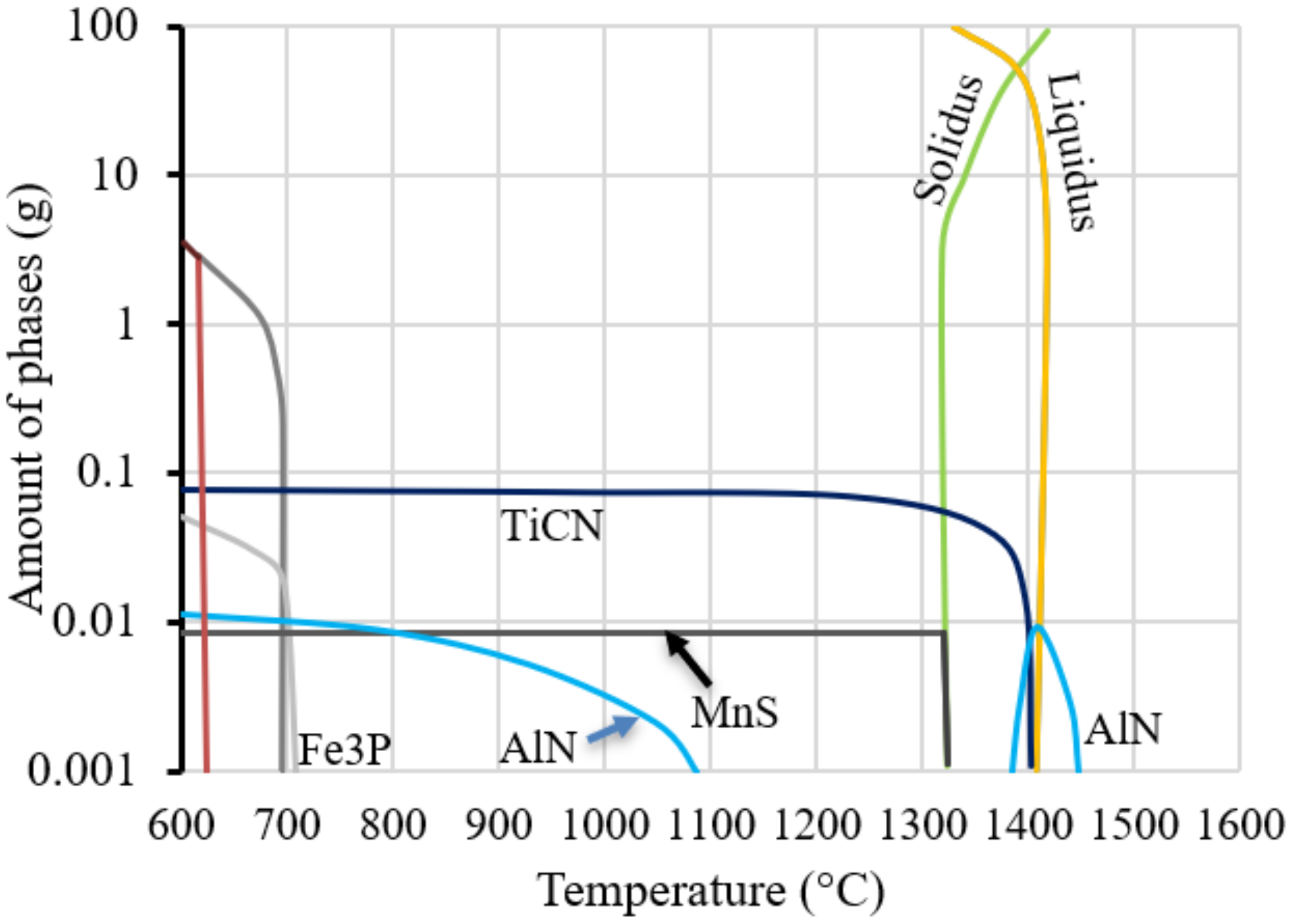
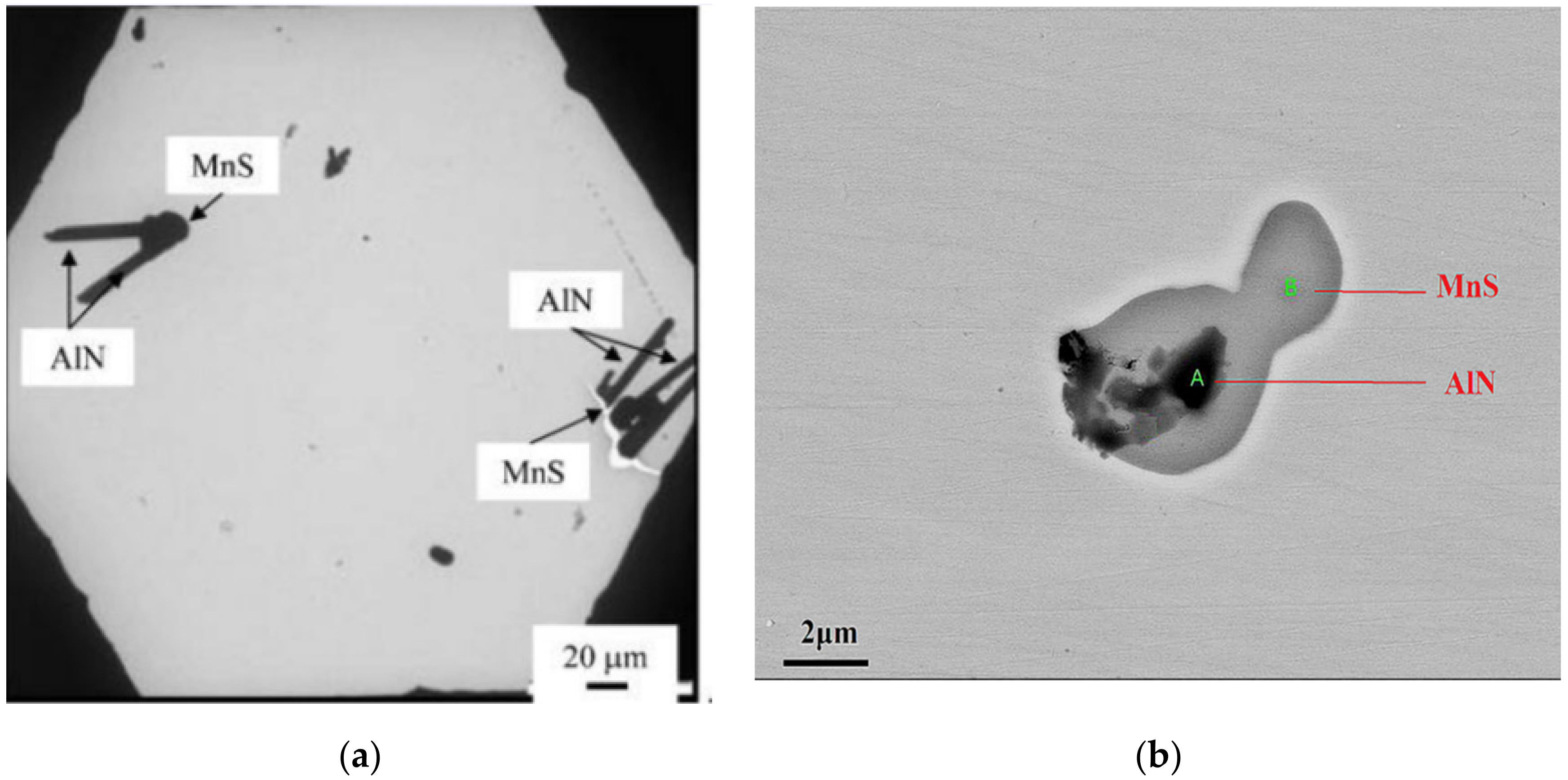
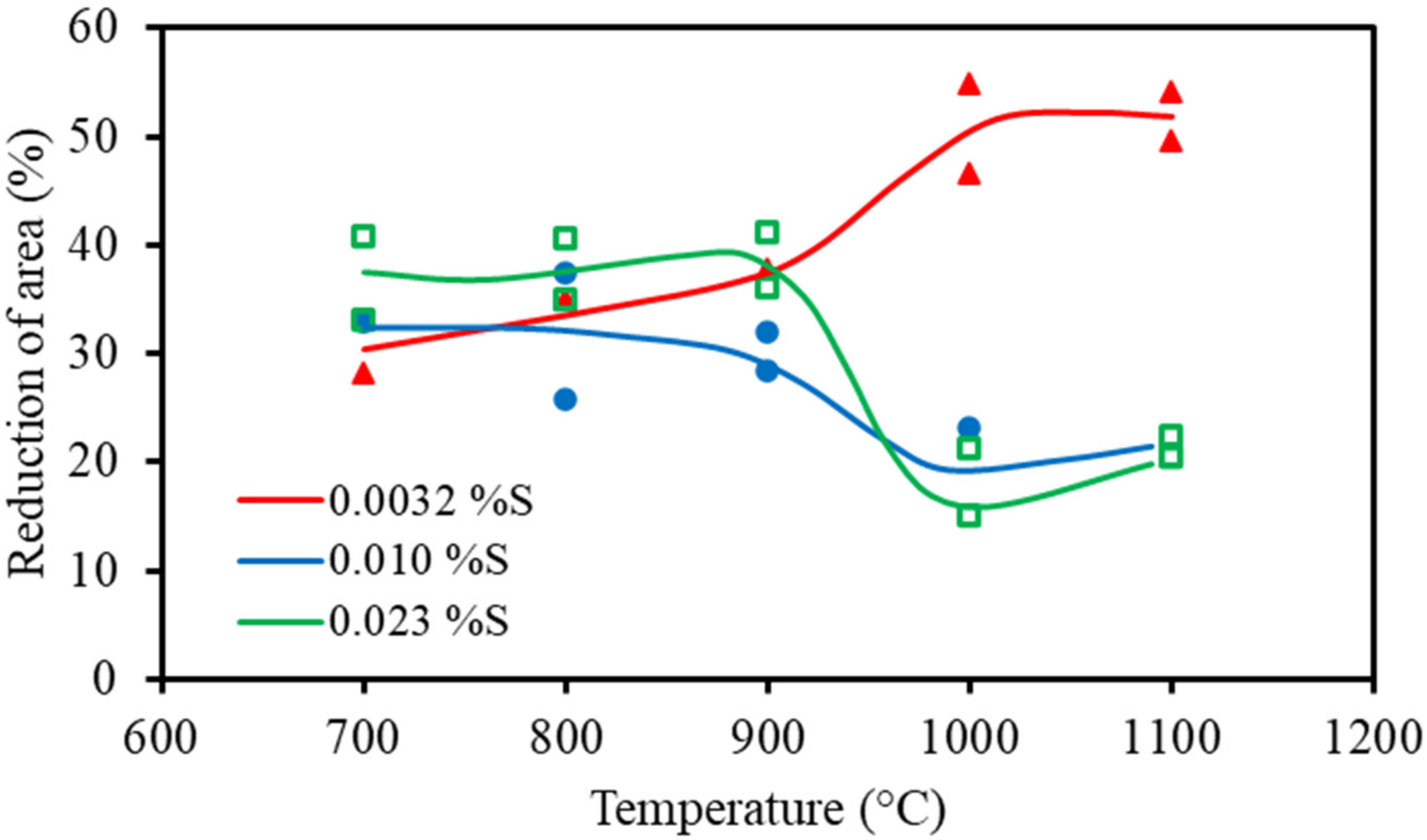
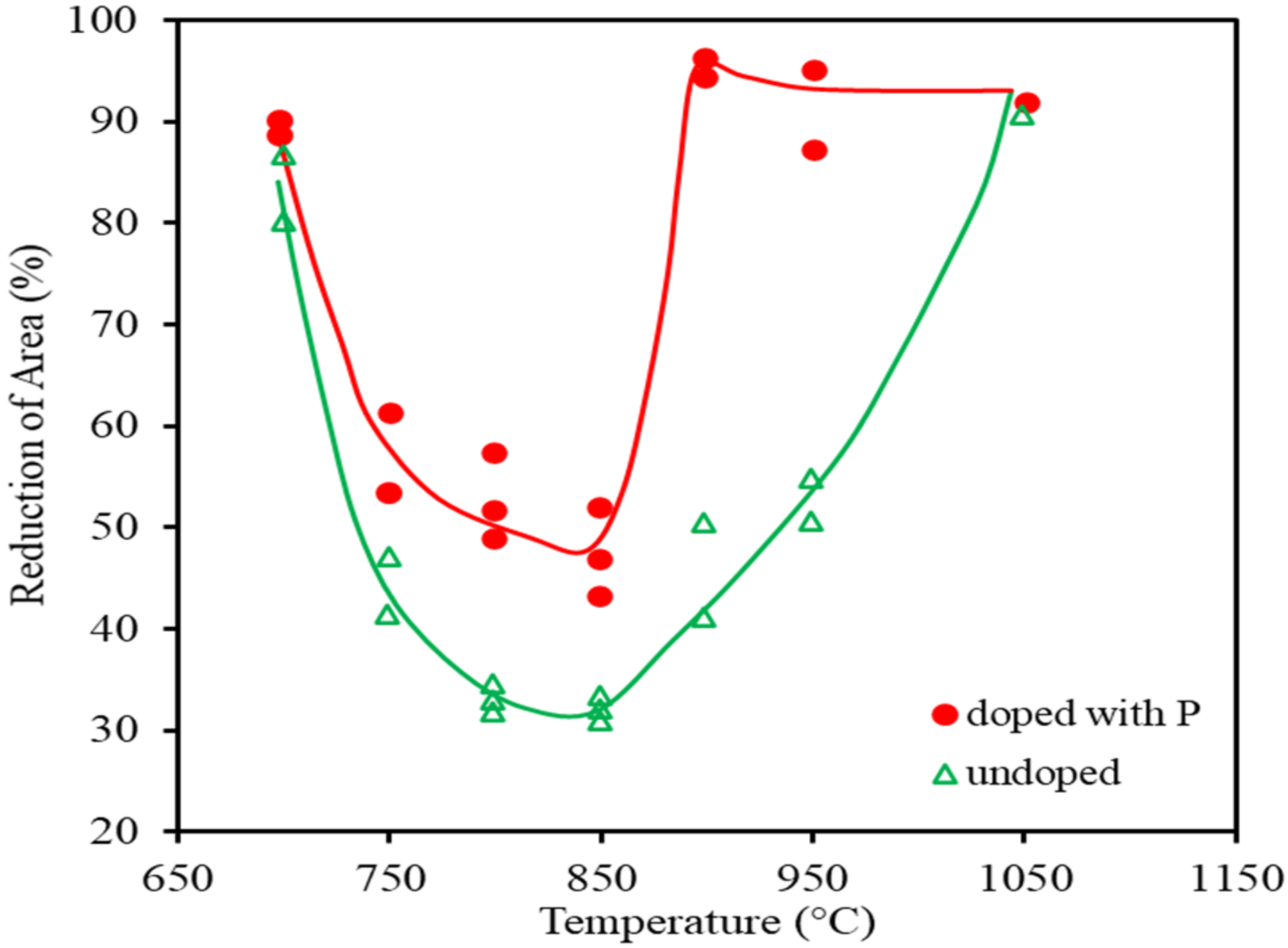
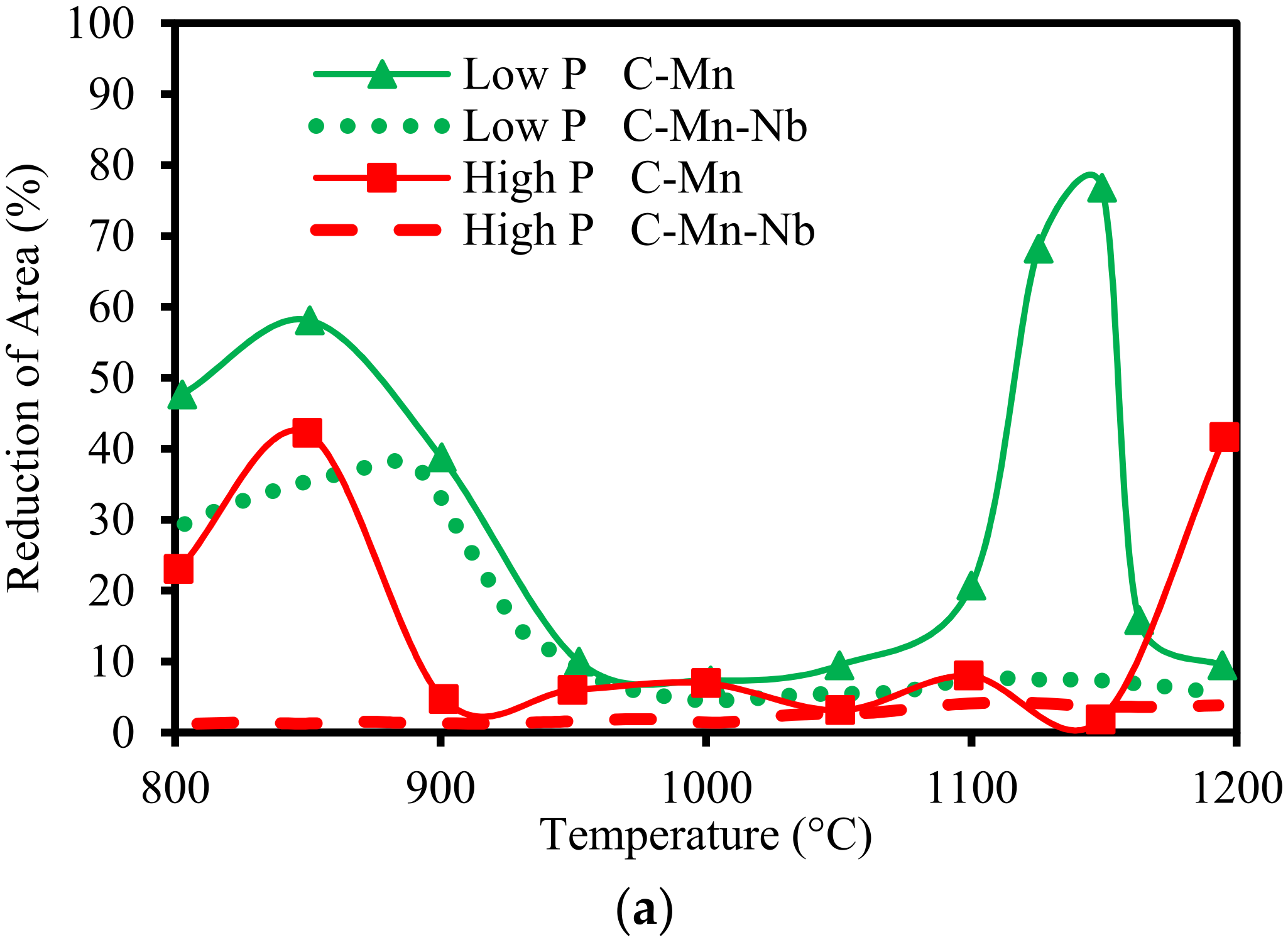
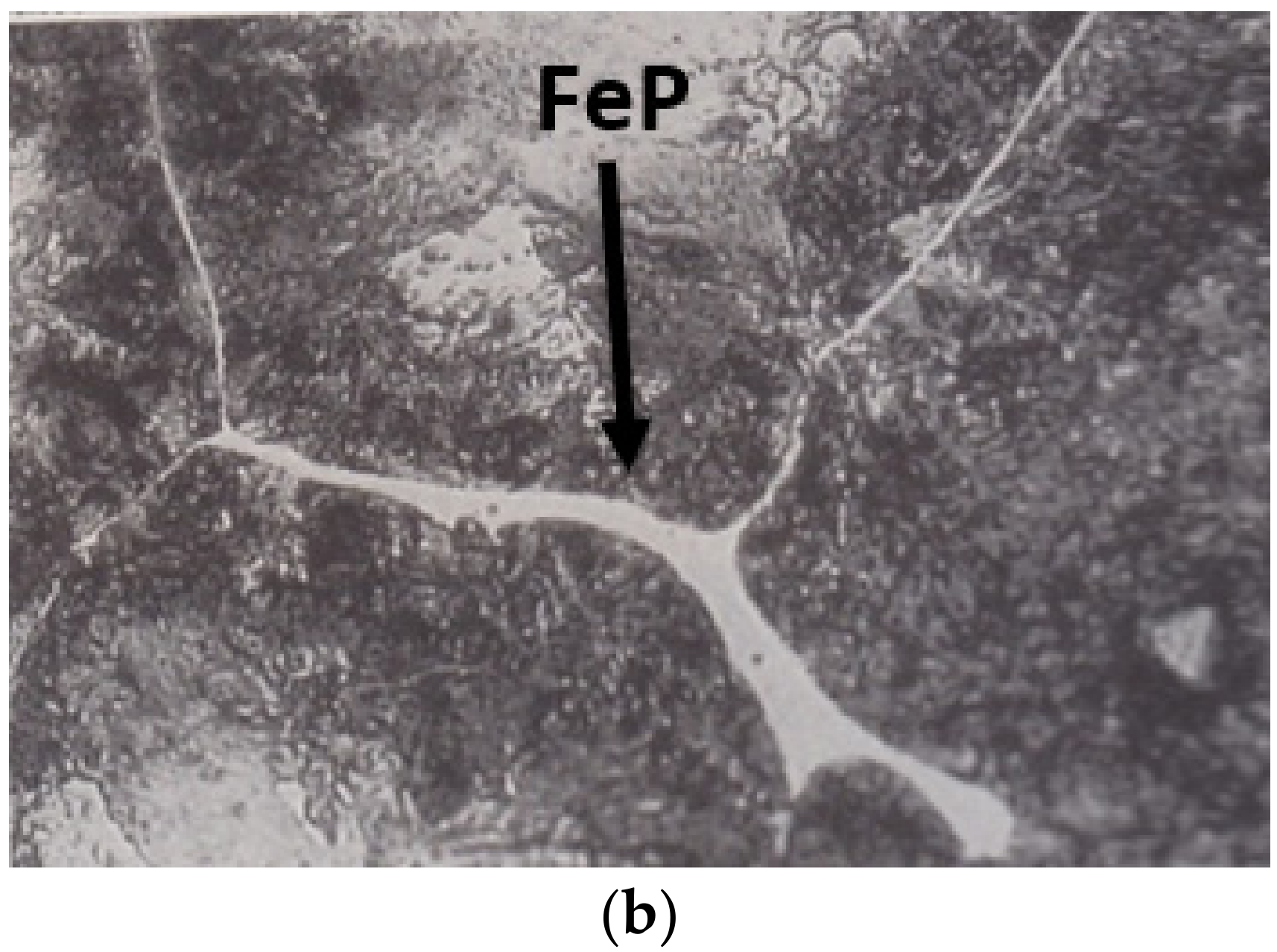
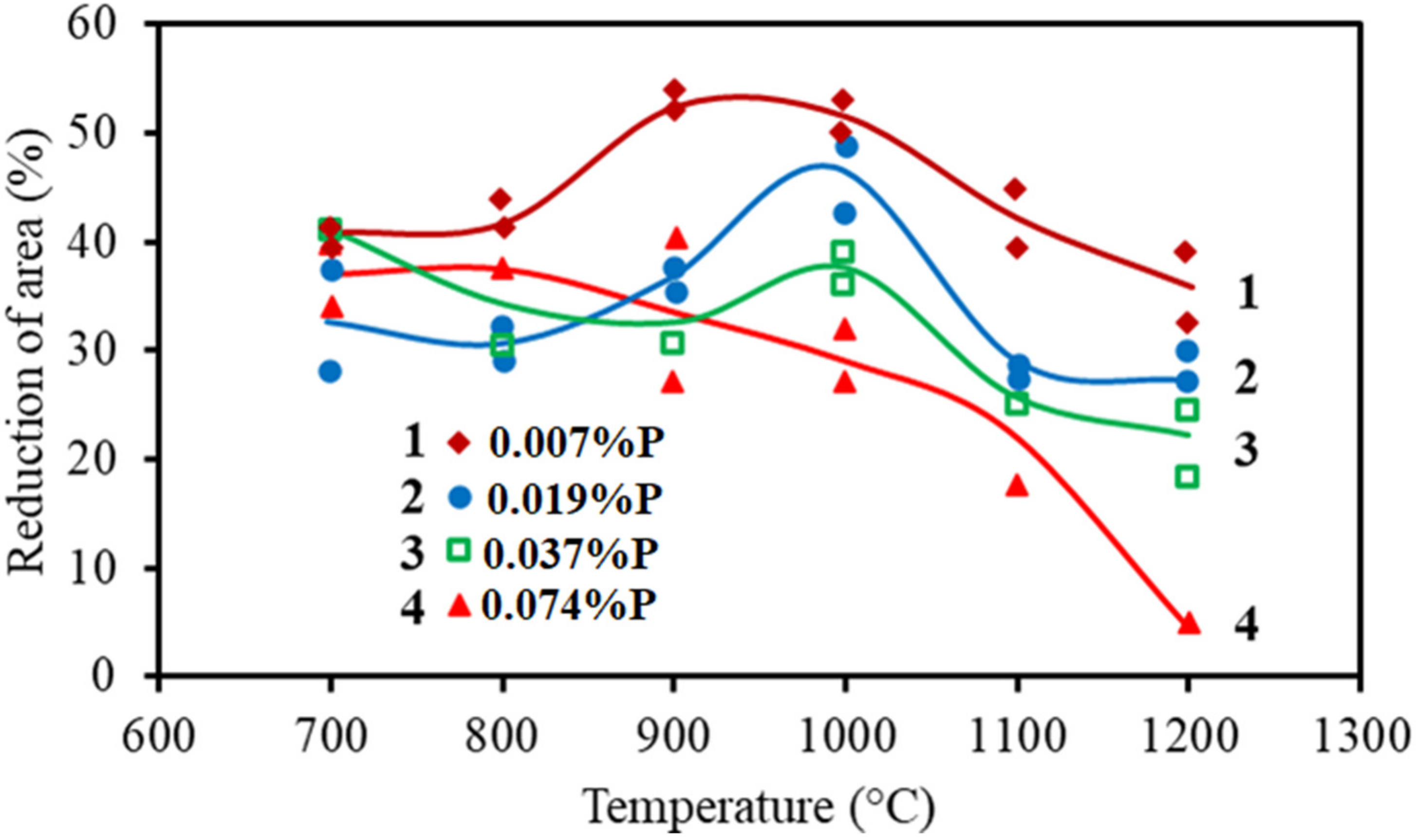
- P and S are generally detrimental to the hot ductility of both TRIP and TWIP steels, although high P additions have on occasion been found to be beneficial in TRIP steels. For TRIP steels, which are low C steels, the drawback of having a high P level is uncertainty in its effect, because controlling the segregation of P is often difficult. If there is too much segregation, a low melting point iron phosphate type phase forms at the boundaries causing intergranular failure on straightening. If the segregation can be controlled, P seems at times to be able to strengthen the boundary region or remove deleterious precipitates such as NbCN by preferentially taking up vacant sites which NbCN needs for precipitating out on. TWIP steels, because they are generally high C, are subject to even more problems with segregation, resulting in the easier formation of the low melting point iron phosphide type of phase and P levels need therefore to be as low as possible ≤0.01% P. In the case of S, if the adverse influence on ductility of having a high Al addition is to be controlled, then it is important to have the S level as low as possible <0.01 wt.% so that its favoured nucleation site, MnS inclusions, are scarce. Moreover, for B-treated steels, because B segregates to MnS inclusions in preference to the grain boundaries, in order to obtain the benefit of B strengthening the boundaries, a low S level is required so it can segregate freely to the grain boundaries.
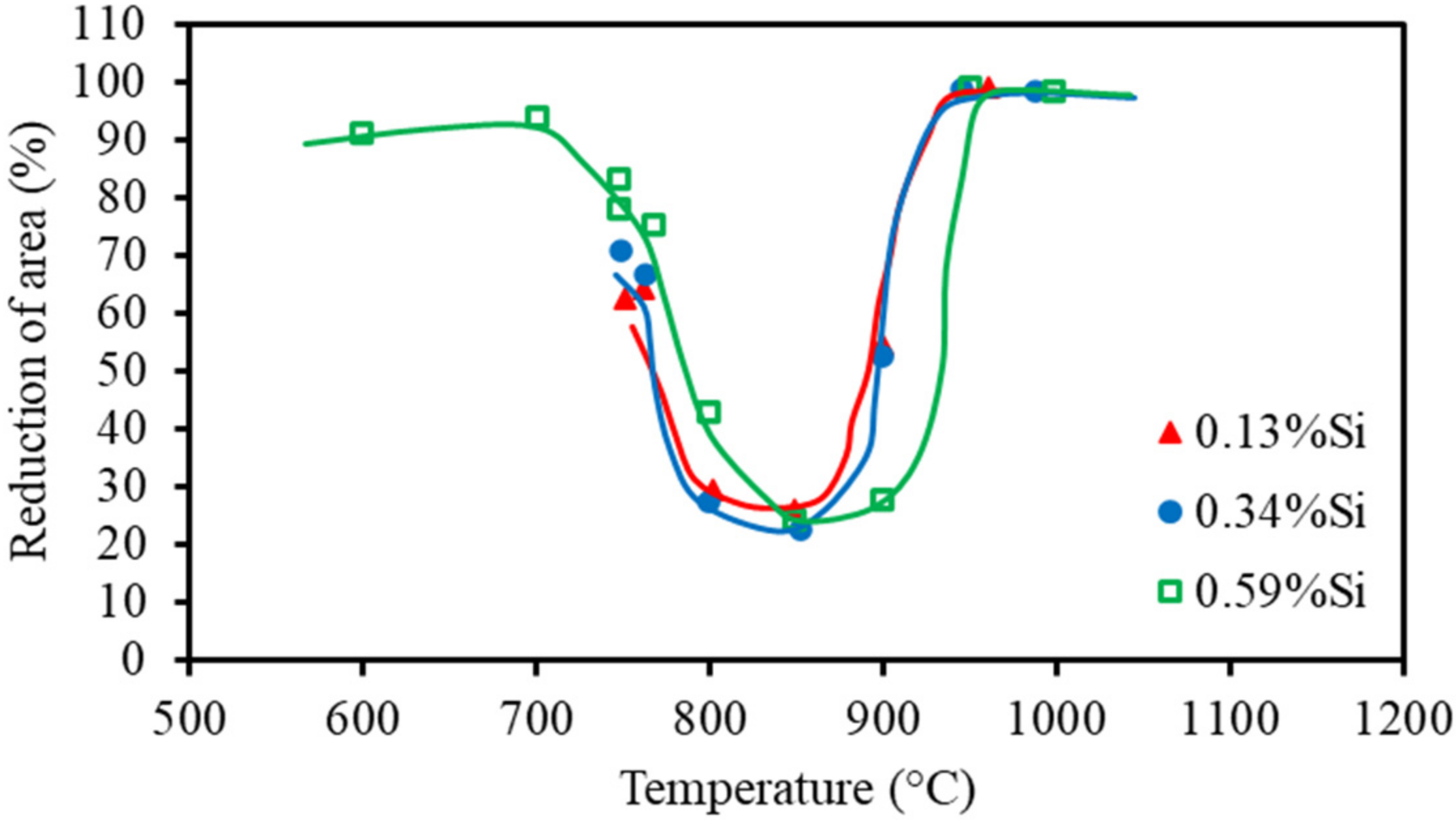
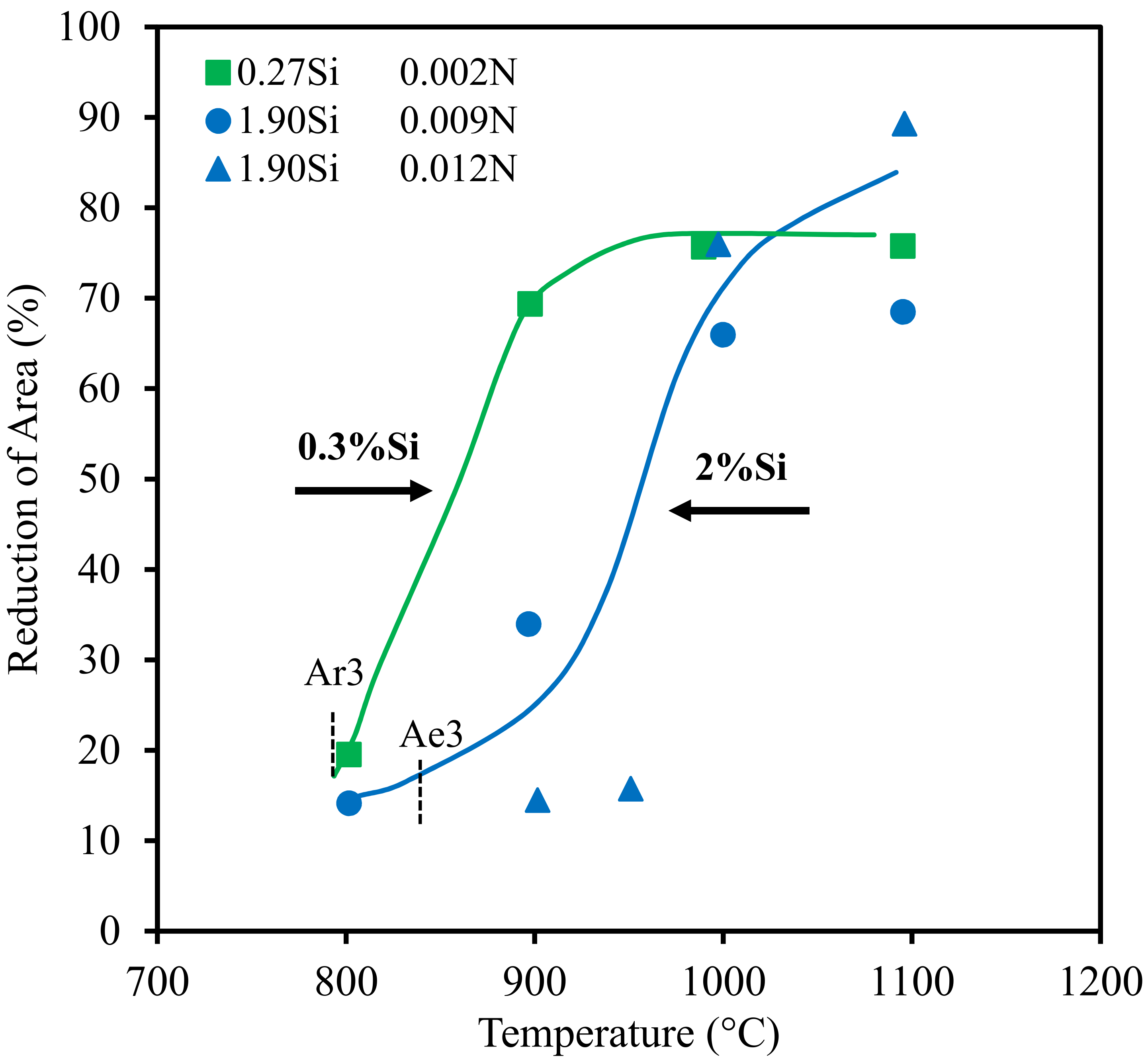
- Si does not appear to have a marked influence on the hot ductility. In TRIP steels it tends to move the hot ductility trough to higher temperatures because it increases the transformation temperatures (Ar3 and Ae3). This may involve increasing the straightening temperature by about 60 °C for a 1%Si addition to avoid the hot ductility trough. In TRIP steels, Si delays the precipitation of carbides enabling the carbon content in the austenite to increase so forming a very stable retained austenite at room temperature which can transform to martensite when deformed.
- In TWIP steel, Si lowers the SFE and therefore encourages dynamic recrystallization as well as encouraging twinning. Because TWIP steels have no hot ductility trough, Si is not likely to influence the hot ductility.
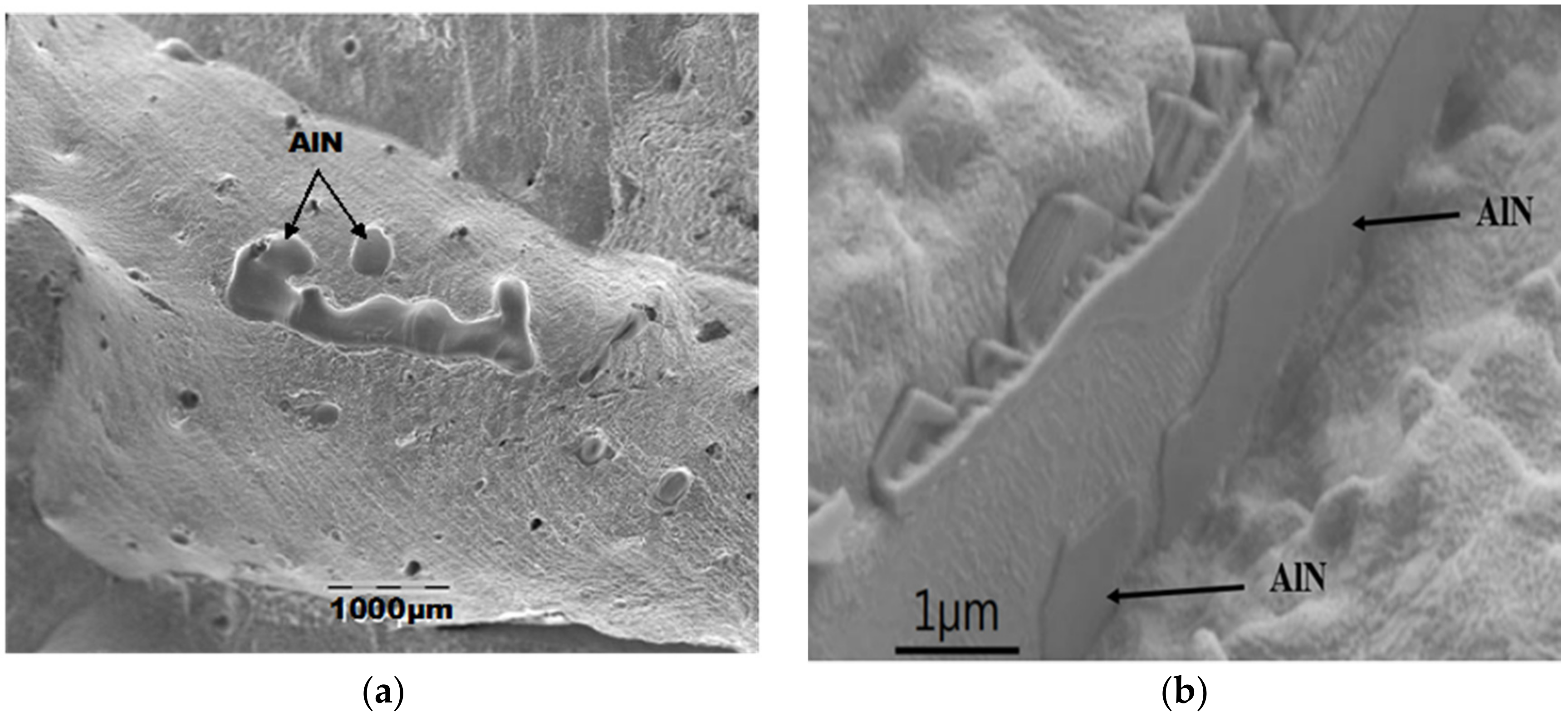
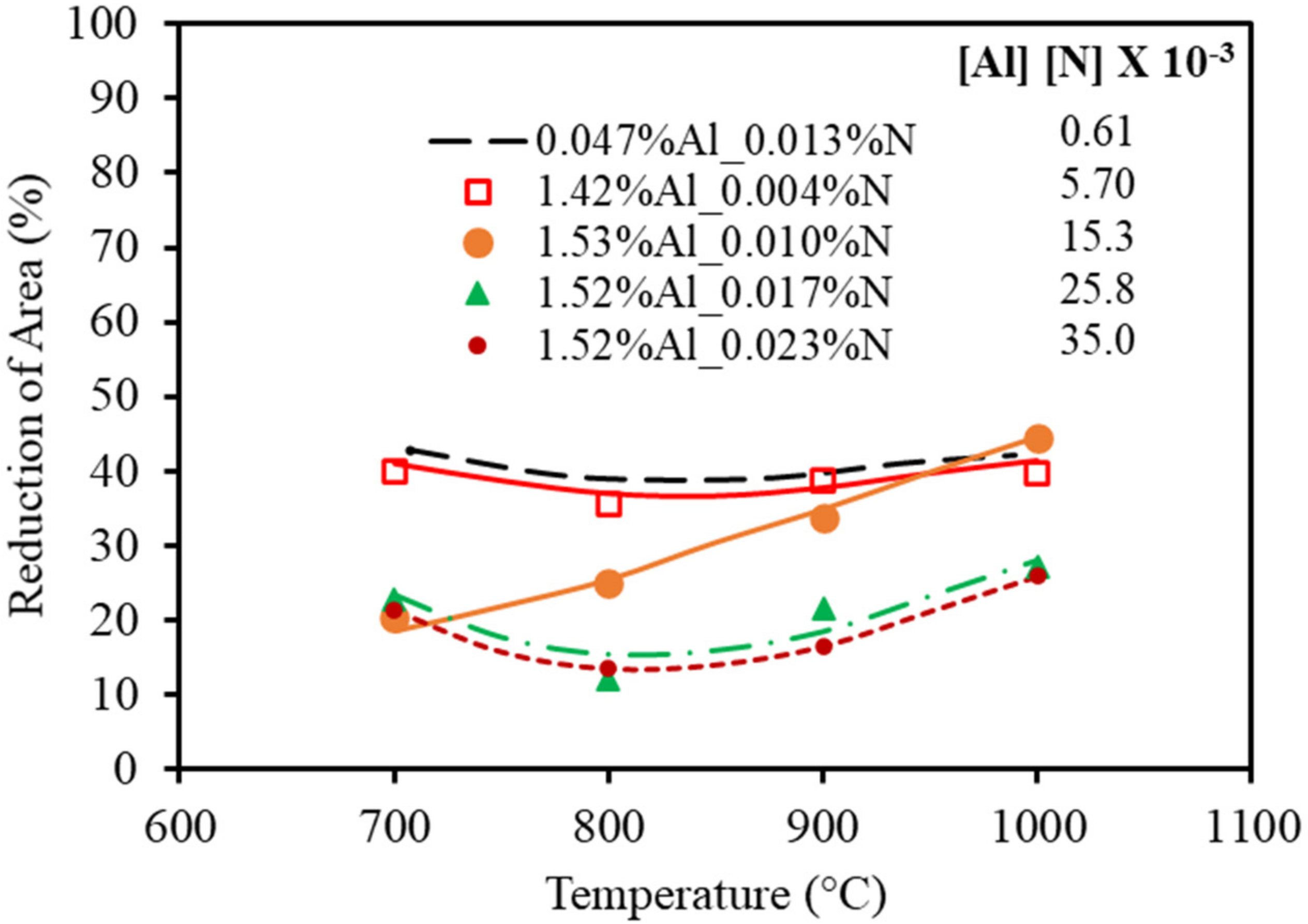
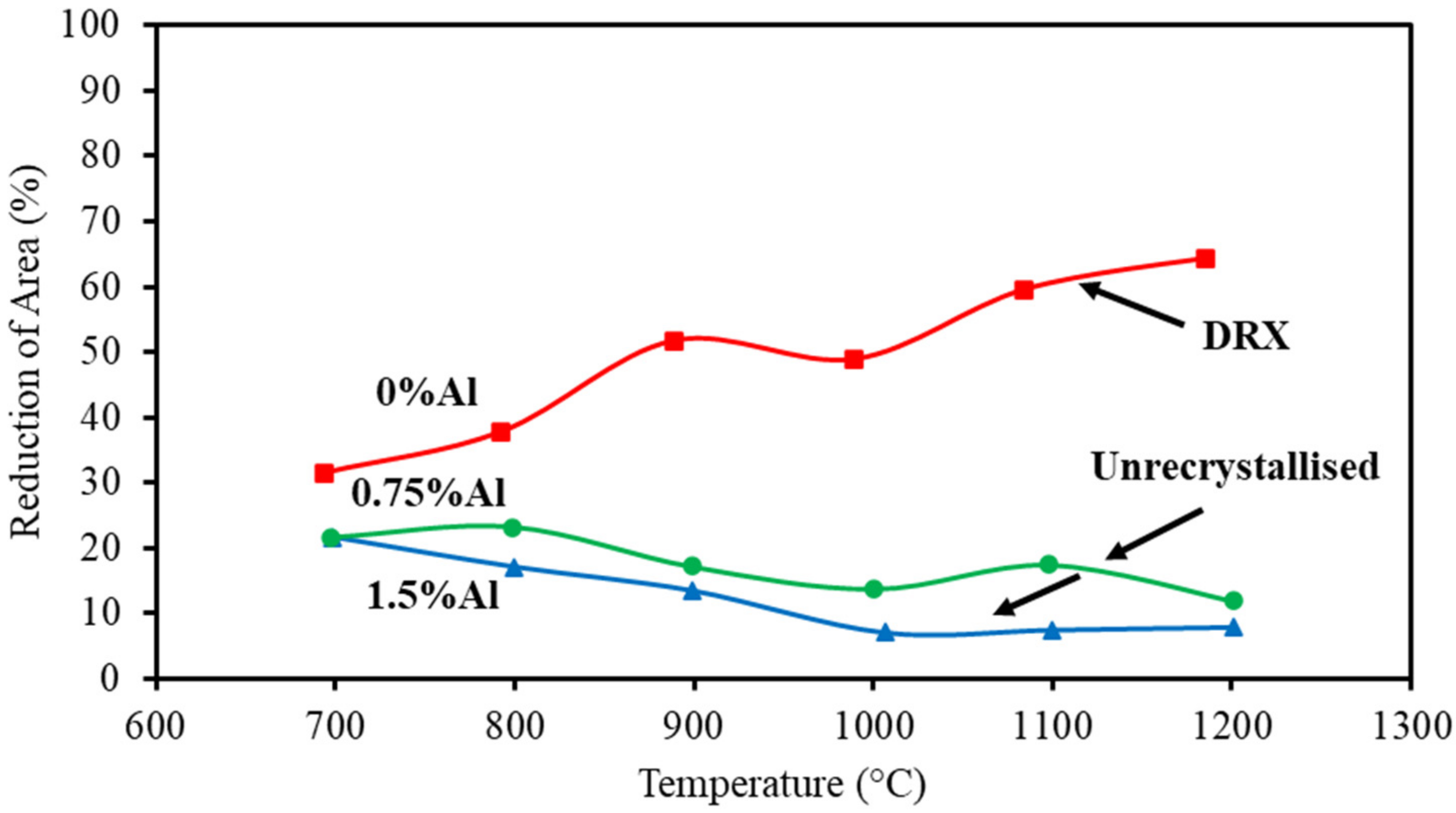
- Al, by forming AlN, will seriously impair ductility in TRIP and TWIP steels if it forms at the austenite grain boundaries, which is its common location. However, it is needed as a high addition in the composition of these steels for a number of reasons (a) high Al additions can strengthen the room temperature yield strength and so reduce the weight of steel this having become so important for the automobile industry. (b) Al has the ability to prevent delayed hydrogen cracking which is a serious problem for high strength steels. (c) for TWIP steels it encourages twinning, and (d) like Si in TRIP steels, it delays precipitation of carbides but more importantly it can substitute for Si, which gives unsightly stains on the surface of the steel when hot dip galvanised.
- In TWIP steels, when a high Al level is present in order to be able to cast them satisfactory without cracking B needs to be added and protected from combining with N to form a nitride by a Ti addition.
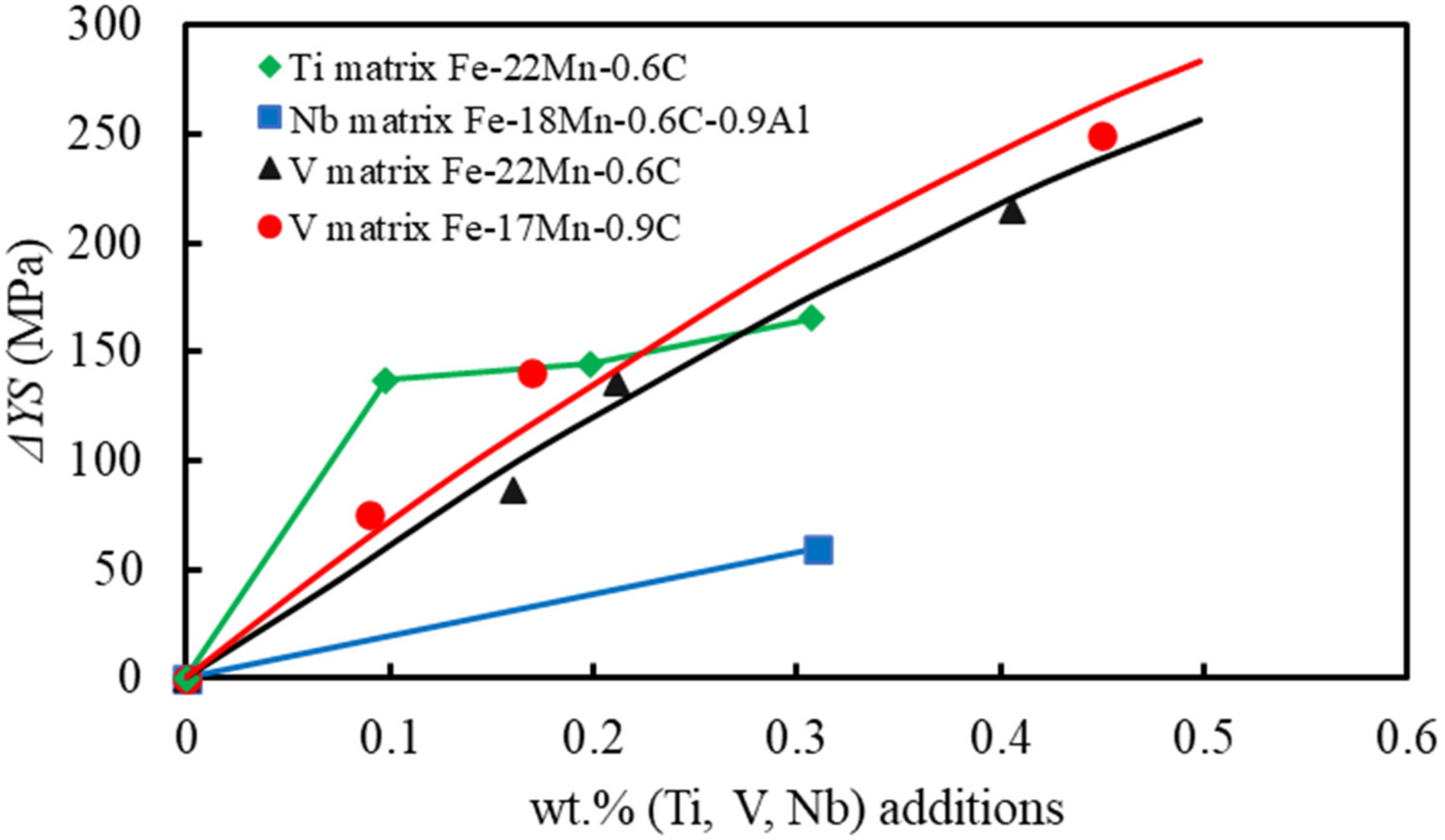
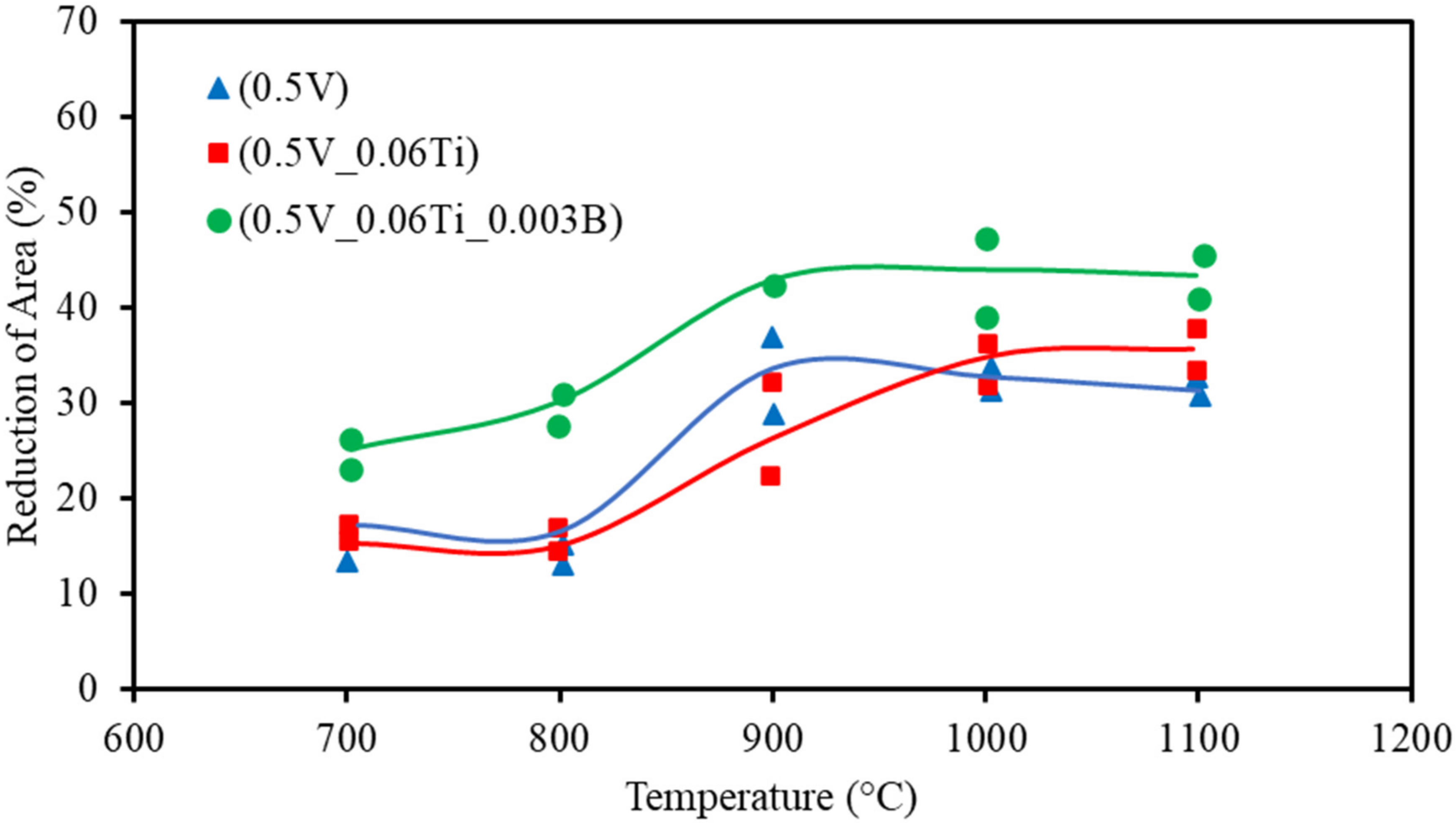
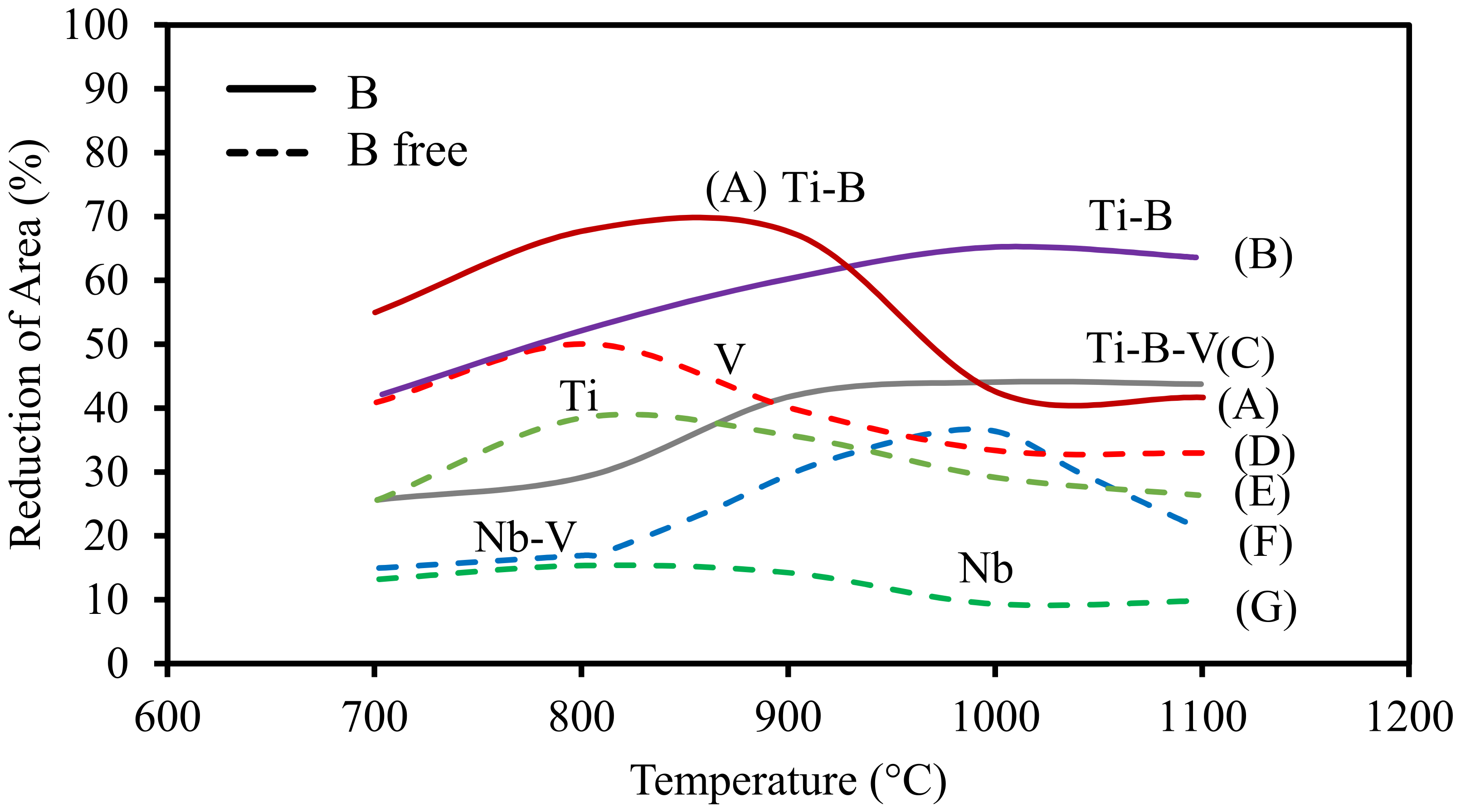
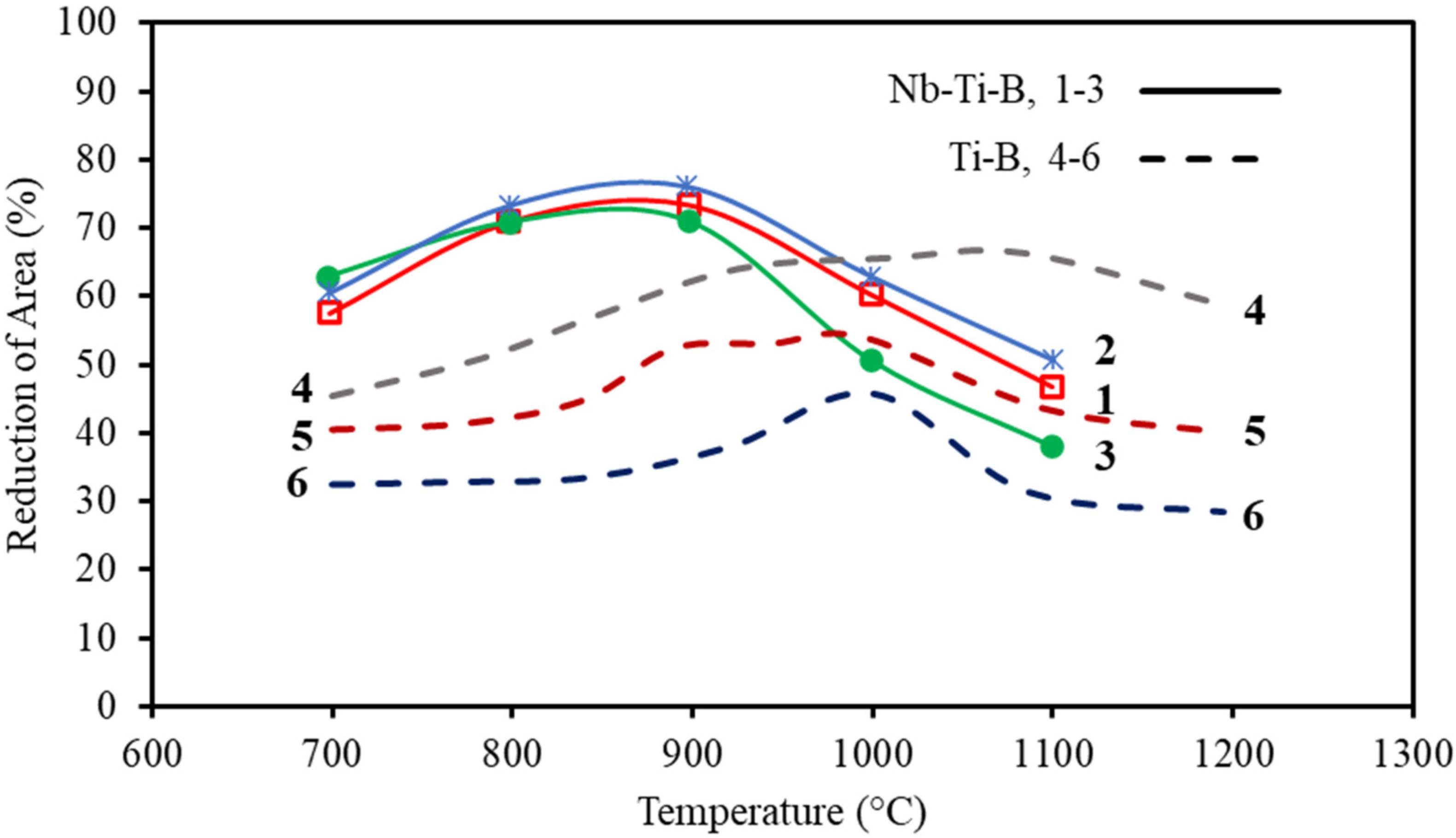
- Of the microalloying elements, Nb, Ti and V, which can be used to strengthen high Al, B treated TWIP steels at room temperature, probably Ti will give the best combination of hot ductility and room temperature strength but more work is required to confirm this. This would include impact testing for crashability as a high level of Ti ~0.075–0.1% combined with a high N content (0.01% N) would be needed and this may cause problems with the impact performance. Nb appears to give poor room temperature strength but good ductility as long as there is a high N level, whereas V can achieve a reasonable increase in room temperature strength at the 0.3–0.5% V level but this is likely to give a poor hot ductility. A lower V level of 0.2% may just possibly be suitable but more work is required to investigate this. A Nb addition of 0.03% combined with a high N content in a B-Ti treated high Al, TWIP steel may also be suitable. Clearly, further work is needed to find the most suitable composition to fulfil all the potentials of these high strength steels.
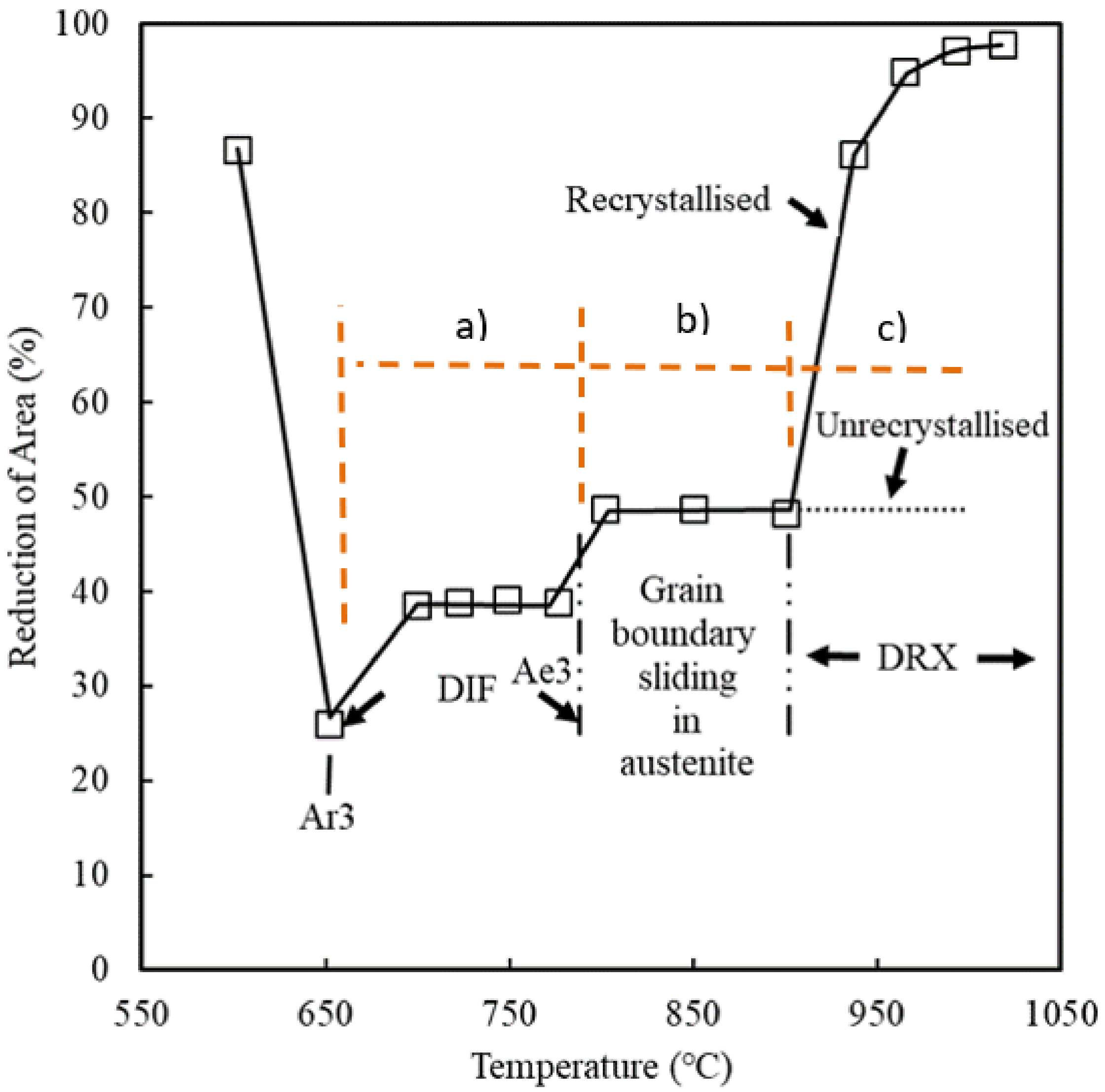
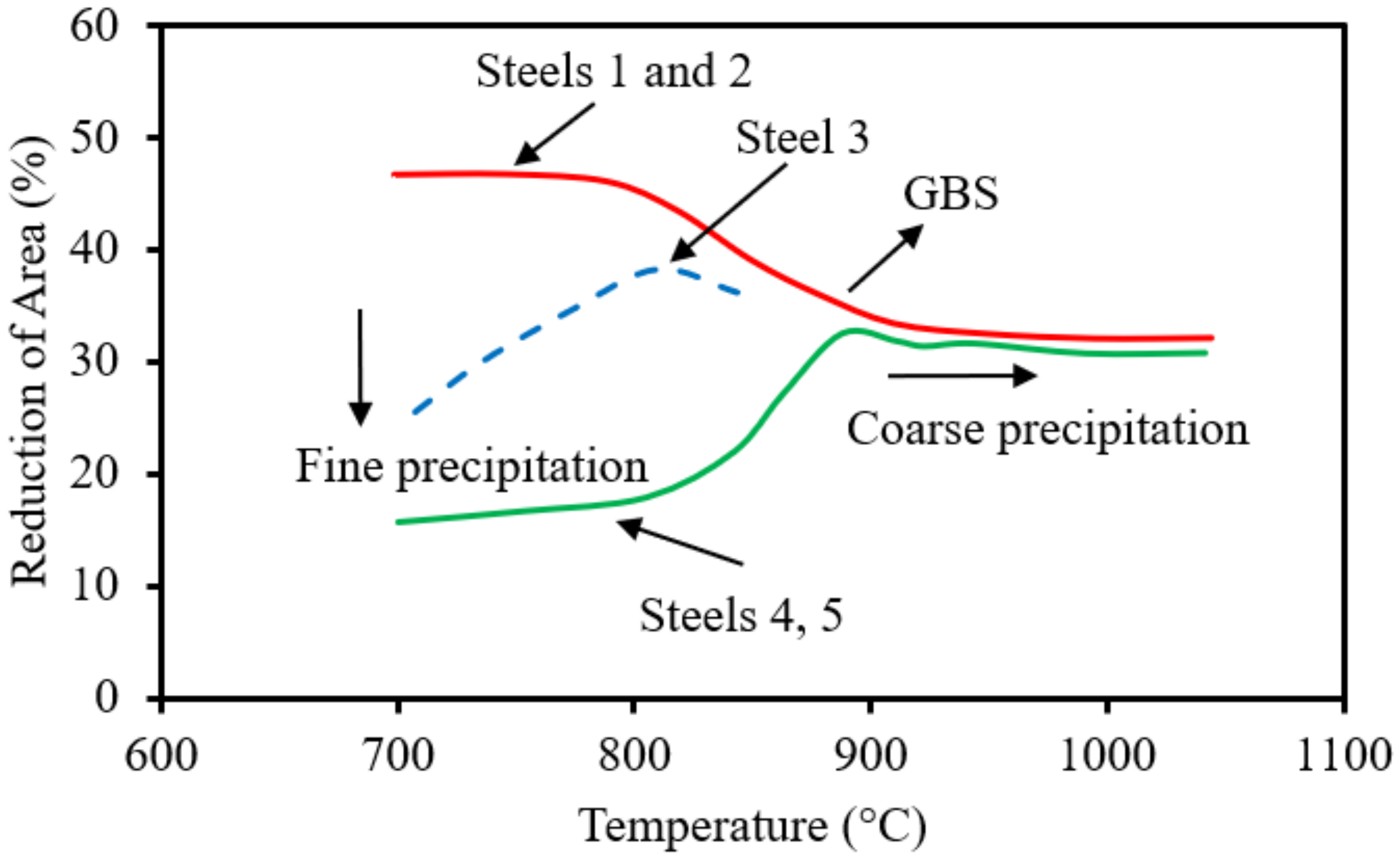
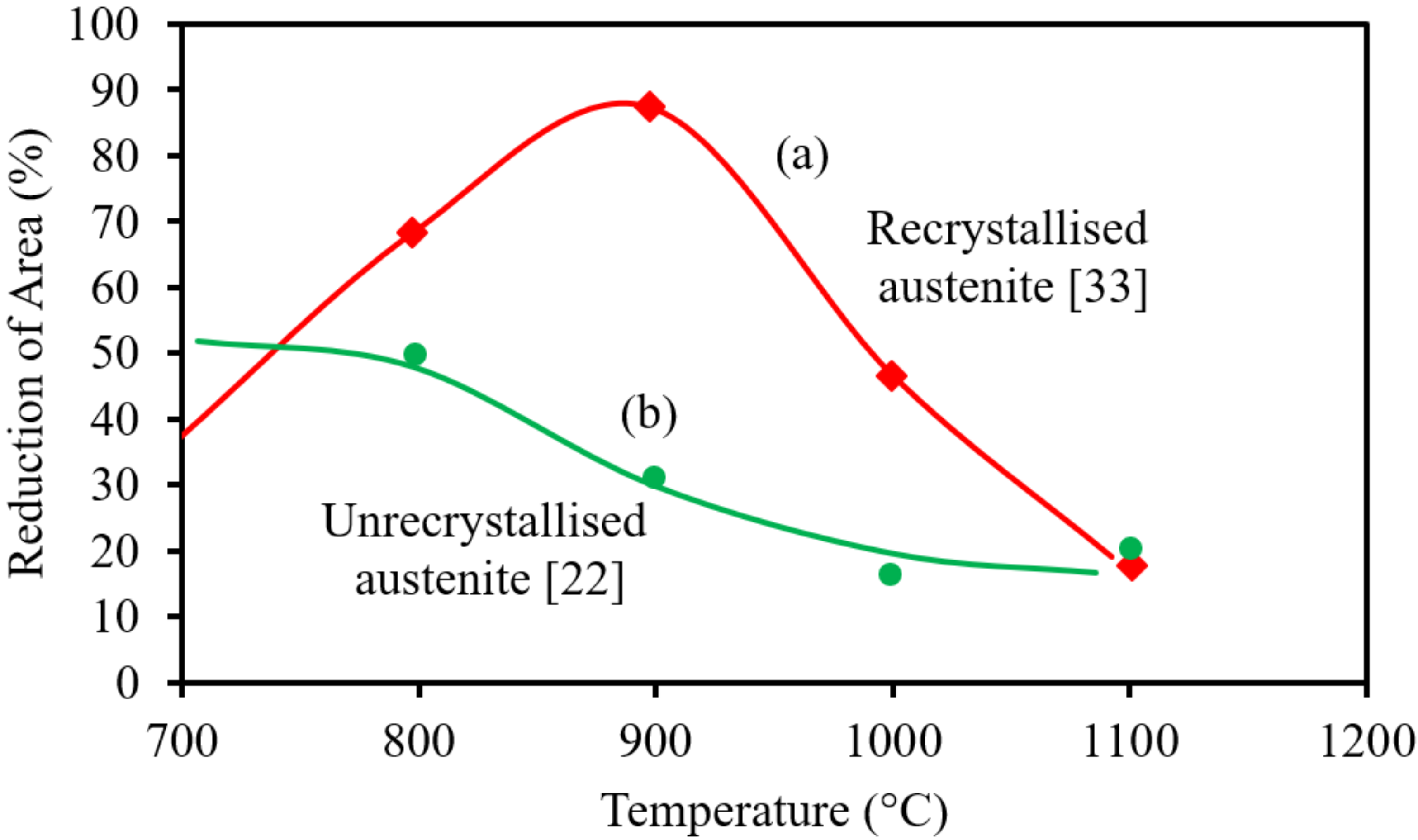
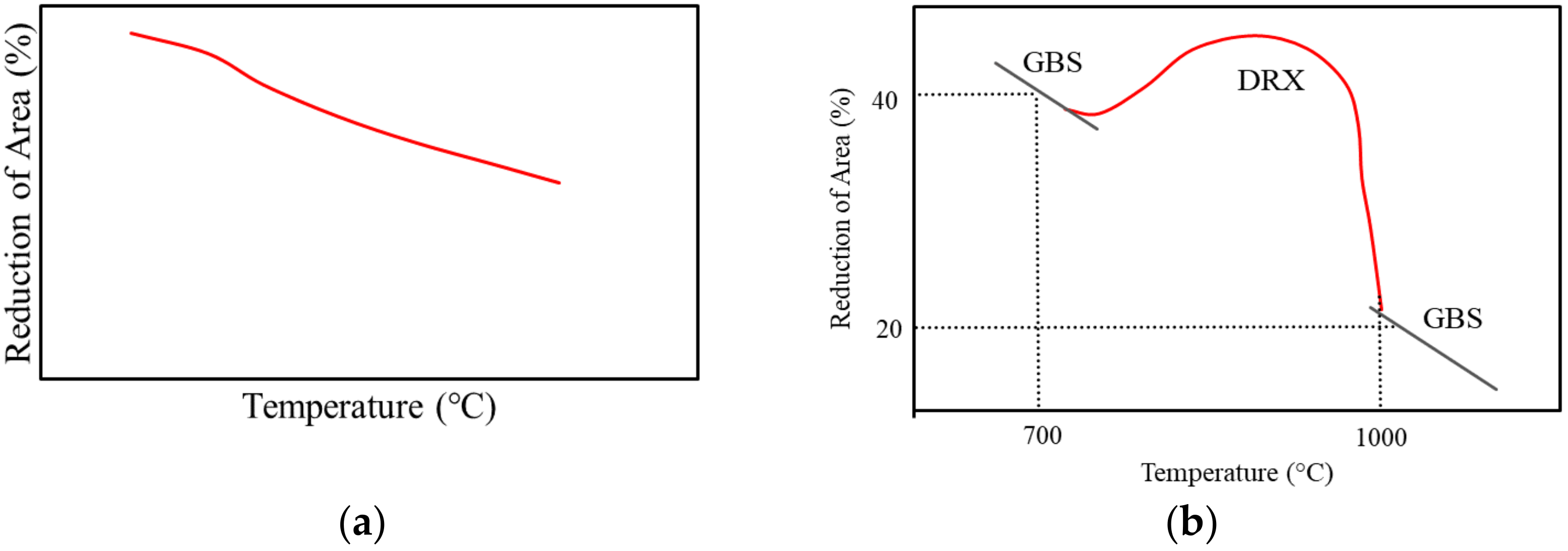
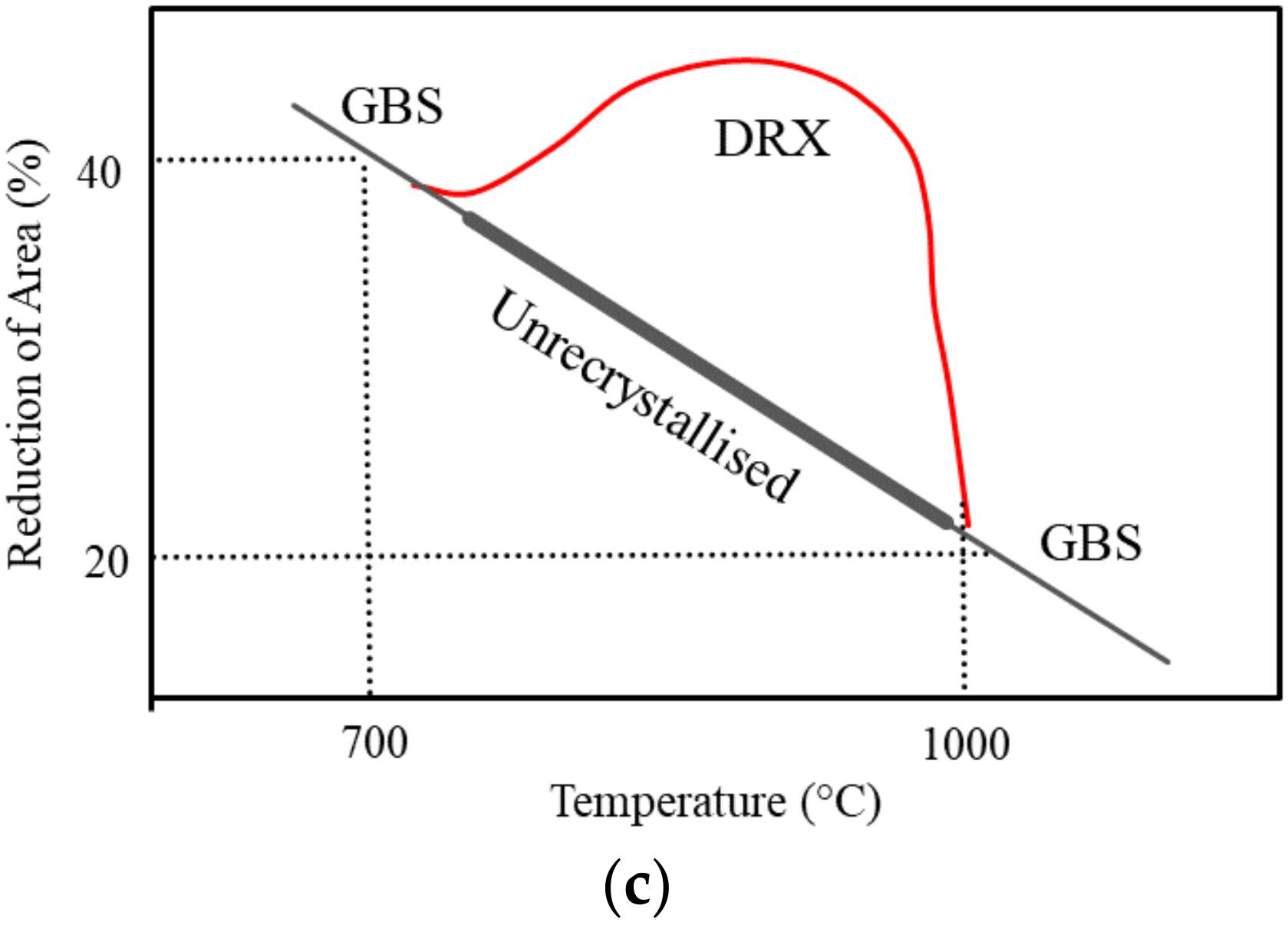
- For TRIP steels, it is likely that if the RA value exceeds 35–40% at the base of the hot ductility trough, i.e., before DRX occurs, cracking is unlikely to occur. For TWIP steels, because DRX does not occur during straightening, if the RA value is not in excess of 40% at 700 °C, the lowest temperature of the straightening temperature range, there is likely to be cracking at higher temperatures, as in the absence of DRX, GBS dominates the ductility.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hernandez, V.; Mostaghel, S.; Ge, S.; Harris, C.; Cramer, M. Innovative and economical approach for the production of mid-and high-manganese steel. In AIS Technology Conference Proceedings; AIS: Pittsburgh, PN, USA, 2016; Available online: https://www.researchgate.net/profile/Sa-Ge-2/publication/309589886_Innovative_and_Economical_Approach_for_the_Production_of_Mid-_and_High-Manganese_Steel/links/5818b4bf08ae1f34d24aa28a/Innovative-and-Economical-Approach-for-the-Production-of-Mid-and-High-Manganese-Steel.pdf (accessed on 1 January 2022).
- De Cooman, B.C. Chapter 11: High Mn TWIP steel and medium Mn steel. In Automotive Steels; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; p. 317. [Google Scholar]
- Kim, S.K.; Cho, J.W.; Kwak, W.J.; Kim, G.; Kwon, O. Development of TWIP steel for automotive application. In Proceedings of the 3rd International Steel Conference on New Developments in Metallurgical Process Technologies, Düsseldorf, Germany, 11–15 June 2007; pp. 690–697. [Google Scholar]
- Horvath, C.D. Advanced steels for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Sawston, UK, 2021; pp. 39–95. [Google Scholar]
- De Cooman, B.C.; Chin, K.G.; Kim, J. High Mn TWIP steels for automotive applications. New Trends Dev. Automot. Syst. Eng. 2011, 1, 101–128. [Google Scholar]
- Shi, G.; Westgate, S.A. Techniques for improving the weldability of TRIP steel using resistance spot welding. In Proceedings of the 1st International Conference of the High Strength Steel, Rome, Italy, 2–4 November 2005; pp. 1–13. Available online: http://www.phase-trans.msm.cam.ac.uk/2005/LINK/89.pdf (accessed on 1 January 2022).
- Zhang, M.; Li, L.; Fu, R.-Y.; Zhang, J.-C.; Wan, Z. Weldability of Low Carbon Transformation Induced PlasticitySteels. J. Iron Steel Int. 2008, 15, 87. [Google Scholar]
- Mintz, B. Hot Dip Galvanising of transformation induced plasticity and other intercritically annealed steels. Int. Mater. Rev. 2001, 46, 169–197. [Google Scholar] [CrossRef]
- UCI Department of Chemistry. Hexagonal Close-Packed Structure. Available online: https://www.chem.uci.edu/~lawm/263%202.pdf (accessed on 1 January 2022).
- Shih, M.; Miao, J.; Mills, M.; Ghazisaeidi, M. Stacking fault energy in concentrated alloys. Nat. Commun. 2021, 12, 3590. [Google Scholar] [CrossRef] [PubMed]
- Monsalve, A.; Barbieri, F.; Gómez, M.; Artigas, A.; Carvajal, L.; Sipos, K.; Bustos, O.; Perez Ipiña, J.E. Mechanical Behavior of a Twip Steel (Twinning Induced Plasticity). Rev. Mater. 2015, 20, 653–658. [Google Scholar] [CrossRef] [Green Version]
- Zambrano, O.A. Stacking fault energy maps of Fe–Mn–Al–C–Si steels: Effect of temperature, grain size, and variations in compositions. J. Eng. Mater. Technol. 2016, 138, 1–9. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development–properties–application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y. Effects of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe–Mn–Al alloys. ISIJ Int. 1989, 29, 868–877. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, J.Y. Manufacturing process of ultra high strength steel sheet with the characteristics of excellent ductility. In Recent Development of Rolling and Following Process Technology and/or Application of Steel Products; South East Asia Iron & Steel Institute: Shah Alam, Malaysia, 1995; p. 2. [Google Scholar]
- Australian Steel Institute. Galvanized Coating Defects in Ingal Specifiers Manual. pp. 78–84. Available online: https://www.steel.org.au/ (accessed on 1 January 2022).
- Mintz, B.; Yue, S.; Jonas, J.J. Hot ductility of steels and its relationship to the problem of transverse cracking during continuous casting. Int. Mater. Rev. 1991, 36, 187–220. [Google Scholar] [CrossRef]
- Mintz, B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Mintz, B.; Crowther, D.N. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int. Mater. Rev. 2010, 55, 168–196. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Klinkenberg, C.; Mintz, B. The influence of Ti on the hot ductility of Nb containing HSLA steels. Mater. Sci. Technol. 2011, 27, 537–545. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. Understanding the high temperature side of the hot ductility curve for steels. Mater. Sci. Technol. 2021, 37, 237–249. [Google Scholar] [CrossRef]
- Kang, S.E.; Kang, M.H.; Mintz, B. Influence of vanadium, boron and titanium on hot ductility of high Al TWIP steels. Mater. Sci. Technol. 2020, 37, 42–58. [Google Scholar] [CrossRef]
- Mintz, B.; Kang, S.; Qaban, A. The influence of grain size and precipitation and a boron addition on the hot ductility of a high Al, V containing TWIP steels. Mater. Sci. Technol. 2021, 37, 1035–1046. [Google Scholar] [CrossRef]
- Liu, Q.; Zhou, Q.; Venezuela, J.; Zhang, M.; Wang, J.; Atrens, A. A review of the influence of hydrogen on the mechanical properties of DP, TRIP, and TWIP advanced high-strength steels for auto construction. Corros. Rev. 2016, 34, 127–152. [Google Scholar] [CrossRef]
- Yin, H. Inclusion characterization and thermodynamics for high-Al advanced high-strength steels. Iron Steel Technol. 2006, 3, 64–73. [Google Scholar]
- Kang, S.E.; Tuling, A.; Lau, I.; Banerjee, J.R.; Mintz, B. The hot ductility of Nb/V containing high Al, TWIP steels. Mater. Sci. Technol. 2011, 27, 909–915. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Tuling, A.S.; Mintz, B. Influence of B on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2014, 30, 486–494. [Google Scholar] [CrossRef]
- Tuling, A.; Banerjee, J.R.; Mintz, B. Influence of peritectic phase transformation on hot ductility of high aluminium TRIP steels containing Nb. Mater. Sci. Technol. 2011, 27, 1724–1731. [Google Scholar] [CrossRef]
- Wilson, F.G.; Gladman, T. Aluminium nitride in steel. Int. Mater. Rev. 1988, 33, 221–286. [Google Scholar] [CrossRef]
- Kang, S.E.; Tuling, A.; Banerjee, J.R.; Gunawardana, W.D.; Mintz, B. Hot ductility of TWIP steels. Mater. Sci. Technol. 2011, 27, 95–100. [Google Scholar] [CrossRef]
- Kang, S.E.; Tuling, A.; Banerjee, J.R.; Mintz, B. The hot ductility of TWIP steels. In Proceedings of the 2nd International Conference Super-High Strength Steels, Peschiera del Garda, Italy, 17–20 October 2010. [Google Scholar]
- Liu, H.; Liu, J.; Wu, B.; Shen, Y.; He, Y.; Ding, H.; Su, X. Effect of Mn and Al contents on hot ductility of high alloy Fe-xMn-C-yAl austenite TWIP steels. Mater. Sci. Eng. A 2017, 708, 360–374. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Majia, I.; Bedolla-Jacuinde, A.; Boulaajaj, A.; Calvo, J.; Cabrera, J.M. Hot ductility Behaviour of high Mn austenitic Fe-22Mn-1.5Al-1.5 Si -0.45C TWIP steels microalloyed with Ti and V. Mater. Sci. Eng. A 2014, 611, 77–89. [Google Scholar] [CrossRef]
- Mejia, I.; Salas-Reyes, A.E.; Calvo, J.; Cabrera, J.H. Effect of Ti and B microadditions on the hot ductility behaviour of a High-Mn austenitic Fe-23Mn-1.5 Al-1.3Si-0.5C TWIP steel. Mater. Sci. Eng. A 2015, 648, 311–329. [Google Scholar] [CrossRef] [Green Version]
- Banerji, S.K.; Morral, J.E. Boron in steel. In Proceedings of the International Symposium on Boron Steels Held at the Fall Meeting of the Metalurgical Society of AIME, Milwaukee, WI, USA, 18 September 1979; Available online: https://lib.ugent.be/en/catalog/rug01:000098938 (accessed on 1 January 2022).
- López-Chipres, E.; Mejía, I.; Maldonado, C.; Bedolla-Jacuinde, A.; Cabrera, J.M. Hot ductility behavior of boron microalloyed steels. Mater. Sci. Eng. A 2007, 460, 464–470. [Google Scholar] [CrossRef]
- Salas-Reyes, A.E.; Altamirano-Guerrero, G.; Chávez-Alcalá, J.F.; Barba-Pingarrón, A.; Figueroa, I.A.; Bolarín-Miró, A.M.; Jesús, S.D.; Deaquino-Lara, R.; Salinas, A. Influence of boron content on the solidification structure, magnetic properties and hot mechanical behavior in an advanced as-cast TWIP steel. Metals 2020, 10, 1230. [Google Scholar] [CrossRef]
- Zarandi, F.; Yue, S. The effect of boron on hot ductility of Nb-microalloyed steels. ISIJ Int. 2006, 46, 591–598. [Google Scholar] [CrossRef] [Green Version]
- Mejía, I.; Bedolla-Jacuinde, A.; Maldonado, C.; Cabrera, J.M. Hot ductility behavior of a low carbon advanced high strength steel (AHSS) microalloyed with boron. Mater. Sci. Eng. A 2011, 528, 4468–4474. [Google Scholar] [CrossRef]
- Yamamoto, K.; Suzuki, H.G.; Oono, Y.; Noda, N.; Inoue, T. Formation mechanism and prevention method of facial cracks of continuously cast steel slabs containing boron. Tetsu-Hagane 1987, 73, 115–122. [Google Scholar] [CrossRef] [Green Version]
- Cho, K.C.; Mun, D.J.; Kim, J.Y.; Park, J.K.; Lee, J.S.; Koo, Y.M. Effect of boron precipitation behavior on the hot ductility of boron containing steel. Metall. Mater. Trans. A 2010, 41, 1421–1428. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.S.; Zhu, H.Y.; Sun, J.; Lei, J.L.; Duan, Y.Q.; Wang, Q. Thermodynamic analysis of BN, AlN and TiN precipitation in boron-bearing steel. Metalurgija 2019, 58, 199–202. [Google Scholar]
- Abushosha, R.; Comineli, O.; Mintz, B. Influence of Ti on hot ductility of C–Mn–Al steels. Mater. Sci. Technol. 1999, 15, 278–286. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.; Mintz, B. Influence of V and Ti on hot ductility of Nb containing steels of peritectic C contents. Mater. Sci. Technol. 2011, 27, 1309–1314. [Google Scholar] [CrossRef]
- Jahazi, M.; Jonas, J.J. The non-equilibrium segregation of boron on original and moving austenite grain boundaries. Mater. Sci. Eng. A 2002, 335, 49–61. [Google Scholar] [CrossRef]
- Cao, B.; Wang, X.; Cui, H.; He, X. Non-equilibrium segregation of boron on grain boundary in Fe-30% Ni alloy. Int. J. Miner. Metall. Mater. 2002, 9, 347–351. [Google Scholar]
- Cameron, T.B.; Morral, J.E. The solubility of boron in iron. Metall. Trans. A 1986, 17, 1481–1483. [Google Scholar] [CrossRef]
- Steenken, B.; Rezende, J.L.L.; Senk, D. Hot ductility behaviour of high manganese steels with varying aluminium contents. Mater. Sci. Technol. 2017, 33, 567–573. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Mintz, B. Influence of S and AlN on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2012, 28, 589–596. [Google Scholar] [CrossRef]
- Tanino, M. Precipitation behaviours of complex boron compounds in steel. Nippon Steel Tech. Rep. Overseas 1983, 21, 331–337. [Google Scholar]
- Chen, H.C.; Era, H.; Shimizu, M. Effect of phosphorus on the formation of retained austenite and mechanical properties in Si-containing low-carbon steel sheet. Metall. Trans. A 1989, 20, 437–445. [Google Scholar] [CrossRef]
- Harada, S.; Tanaka, S.; Misumi, H.; Mizoguchi, S.; Horiguchi, H. A formation mechanism of transverse cracks on CC slab surface. ISIJ Int. 1990, 30, 310–316. [Google Scholar] [CrossRef]
- Jiang, X.; Chen, X.M.; Song, S.H.; Shangguan, Y.J. Phosphorus-induced hot ductility enhancement of 1Cr–0.5 Mo low alloy steel. Mater. Sci. Eng. A 2013, 574, 46–53. [Google Scholar] [CrossRef]
- Mintz, B.; Arrowsmith, J.M. Hot-ductility behaviour of C–Mn–Nb–Al steels and its relationship to crack propagation during the straightening of continuously cast strand. Met. Technol. 1979, 6, 24–32. [Google Scholar] [CrossRef]
- Suzuki, H.G.; Nishimura, S.; Imamura, J.; Nakamura, Y. Embrittlement of Steels Occurring in the Temperature Range from 1000 to 600 °C. Trans. Iron Steel Inst. Jpn. 1984, 24, 169–177. [Google Scholar] [CrossRef]
- Mintz, B.; Cowley, A.; Talian, C.; Crowther, D.N.; Abushosha, R. Influence of P on hot ductility of high C, Al, and Nb containing steels. Mater. Sci. Technol. 2003, 19, 184–188. [Google Scholar] [CrossRef]
- Adams, C.J. Open Hearth and Basic Oxygen Steel Conference: Proceedings, Pittsburgh, PN, USA, 19–21 April 1971; Iron and Steel Society of the American Institute of Mining: New York, NY, USA, 1971; Volume 54, pp. 290–302. [Google Scholar]
- Yashima, Y.; Fujii, M.; Matsumoto, C.; Moriya, T. Effects of Phosphorus Content on High-Temperature Embrittlement of Carbon Steels. Nisshin Steel Tech. Rep. 1984, 51, 1–7. [Google Scholar]
- Kang, S.E.; Banerjee, J.R.; Tuling, A.; Mintz, B. Influence of P and N on hot ductility of high Al, boron containing TWIP steels. Mater. Sci. Technol. 2014, 30, 1328–1335. [Google Scholar] [CrossRef]
- Maehara, Y.; Nagamichi, T. Effects of silicon and nitrogen on hot ductility of low carbon steels. Mater. High Temp. 1991, 9, 30–34. [Google Scholar] [CrossRef]
- Banks, K.M.; Tuling, A.S.; Mintz, B. Influence of chemistry on transverse cracking during continuous casting of medium C high N steel billets. Mater. Sci. Technol. 2012, 28, 1254–1260. [Google Scholar] [CrossRef]
- Scott, C.; Remy, B.; Collet, J.L.; Cael, A.; Bao, C.; Danoix, F.; Malard, B.; Curfs, C. Precipitation strengthening in high manganese austenitic TWIP steels. Int. J. Mater. Res. 2011, 102, 538–549. [Google Scholar] [CrossRef]
- Chateau, J.P.; Dumay, A.; Allain, S.; Jacques, A. Precipitation hardening of a FeMnC TWIP steel by vanadium carbides. J. Phys. Conf. Ser. 2010, 240, 012023. [Google Scholar] [CrossRef]
- Gwon, H.; Kim, J.K.; Shin, S.; Cho, L.; De Cooman, B.C. The effect of vanadium micro-alloying on the microstructure and the tensile behavior of TWIP steel. Mater. Sci. Eng. A 2017, 696, 416–428. [Google Scholar] [CrossRef]
- Kang, S.E.; Banerjee, J.R.; Maina, E.M.; Mintz, B. Influence of B and Ti on hot ductility of high Al and high Al, Nb containing TWIP steels. Mater. Sci. Technol. 2013, 29, 1225–1232. [Google Scholar] [CrossRef]
- Qaban, A.; Mintz, B.; Kang, S.E.; Naher, S. Hot ductility of high Al TWIP steels containing Nb and Nb-V. Mater. Sci. Technol. 2017, 33, 1645–1656. [Google Scholar] [CrossRef]
- Mejía, I.; Salas-Reyes, A.E.; Bedolla-Jacuinde, A.; Calvo, J.; Cabrera, J.M. Effect of Nb and Mo on the hot ductility behavior of a high-manganese austenitic Fe–21Mn–1.3 Al–1.5 Si–0.5 C TWIP steel. Mater. Sci. Eng. A 2014, 616, 229–239. [Google Scholar] [CrossRef]
- Turkdogan, E.T. Causes and effects of nitride and carbonitride precipitation in HSLA steels in relation to continuous casting. In Steelmaking Conference Proceedings; AIME: New York, NY, USA, 1987; Volume 70, pp. 399–409. [Google Scholar]
- Xu, K.; Mech, S.E. Modelling, heat transfer, precipitate formation and grain growth during secondary spray cooling. In Proceedings of the Continuous Casting Symposium, Annual Report, UIUC, University of Illinois at Urbana-Champaign, Champaign, IL, USA, 5 August 2009. [Google Scholar]
- Zhang, L.P.; Davis, C.L.; Strangwood, M. Dependency of fracture toughness on the inhomogeneity of coarse TiN particle distribution in a low alloy steel. Metall. Mater. Trans. A 2001, 32, 1147–1155. [Google Scholar] [CrossRef]





































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | UTS MPa | YS MPa | Total Elong.% | Uniform Elong.% | n |
|---|---|---|---|---|---|
| DP800 | 825 | 440 | 18 | 17 | 0.13 |
| TRIP800 | 831 | 503 | 28 | 21.5 | 0.24 |
| TWIP1000 | 1009 | 464 | >50 | >45 | 0.42 |
| Element | Strengthening Coefficient of Microalloying Additions below 0.1 wt.% |
|---|---|
| Ti ≤ 0.1 | 1380 MPa/wt.% |
| Nb | 187 MPa/wt.% |
| V (up to 0.4%) | >530 MPa/wt.% |
| No | Steel | C | Mn | S | Al | Nb | Ti | V | N | B | %RA 900 °C | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (A) | Low Ti-B | 0.60 | 18.0 | 0.003 | 1.48 | - | 0.041 | - | 0.009 | 0.0026 | 68 | [27] |
| (B) | High Ti-B | 0.55 | 17.6 | 0.004 | 1.44 | - | 0.098 | - | 0.009 | 0.0017 | 61 | [27] |
| (C) | Ti-B-V | 0.61 | 18.0 | 0.001 | 1.54 | - | 0.062 | 0.50 | 0.012 | 0.0026 | 42 | [22] |
| (D) | V | 0.61 | 18.0 | 0.001 | 1.52 | - | - | 0.052 | 0.006 | - | 39 | [22] |
| (E) | Ti | 0.62 | 17.9 | 0.004 | 1.53 | - | 0.041 | - | 0.009 | - | 37 | [27] |
| (F) | Nb-V | 0.61 | 18.3 | 0.005 | 1.55 | 0.03 | - | .11 | 0.006 | - | 30 | [65] |
| (G) | Nb | 0.55 | 18.3 | 0.002 | 1.2 | 0.02 | - | - | 0.006 | - | 14 | [65] |
| Steel | Nb | Ti | B | N | [Ti][N] ×10−4 | RA% 900 °C |
|---|---|---|---|---|---|---|
| 1 | 0.033 | 0.075 | 0.0028 | 0.011 | 8.25 | 72 |
| 2 | 0.032 | 0.030 | 0.0028 | 0.010 | 3.00 | 76 |
| 3 | 0.031 | 0.019 | 0.0027 | 0.009 | 1.71 | 70 |
| 4 | - | 0.098 | 0.0017 | 0.009 | 8.82 | 62 |
| 5 | - | 0.105 | 0.0026 | 0.0073 | 7.67 | 53 |
| 6 | - | 0.100 | 0.0027 | 0.0068 | 6.8 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mintz, B.; Qaban, A. The Influence of Precipitation, High Levels of Al, Si, P and a Small B Addition on the Hot Ductility of TWIP and TRIP Assisted Steels: A Critical Review. Metals 2022, 12, 502. https://doi.org/10.3390/met12030502
Mintz B, Qaban A. The Influence of Precipitation, High Levels of Al, Si, P and a Small B Addition on the Hot Ductility of TWIP and TRIP Assisted Steels: A Critical Review. Metals. 2022; 12(3):502. https://doi.org/10.3390/met12030502
Chicago/Turabian StyleMintz, Barrie, and Abdullah Qaban. 2022. "The Influence of Precipitation, High Levels of Al, Si, P and a Small B Addition on the Hot Ductility of TWIP and TRIP Assisted Steels: A Critical Review" Metals 12, no. 3: 502. https://doi.org/10.3390/met12030502