
Corrosion Behavior of Gravity Cast and High-Pressure Die-Cast AM60 Mg Alloys with Ca and Y Addition

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Samples
2.2. Microstructure
2.3. Hydrogen Evolution Collections (HEC)
2.4. Immersion Test (IT) and Salt Spray Test (SST)
2.5. Electrochemical Measurements
3. Results and Discussion
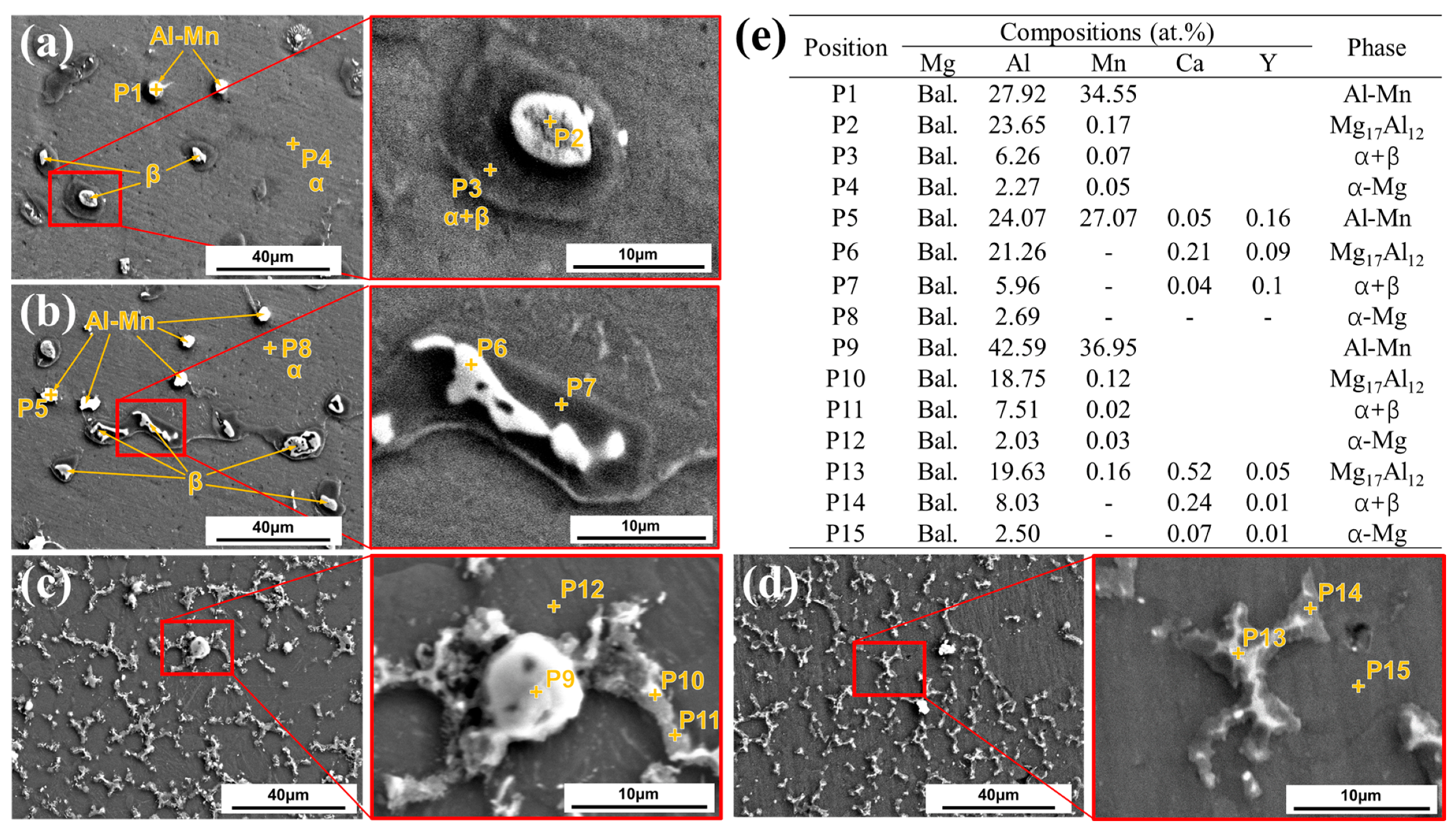
3.1. Microstructure of Magnezium-Based Alloys
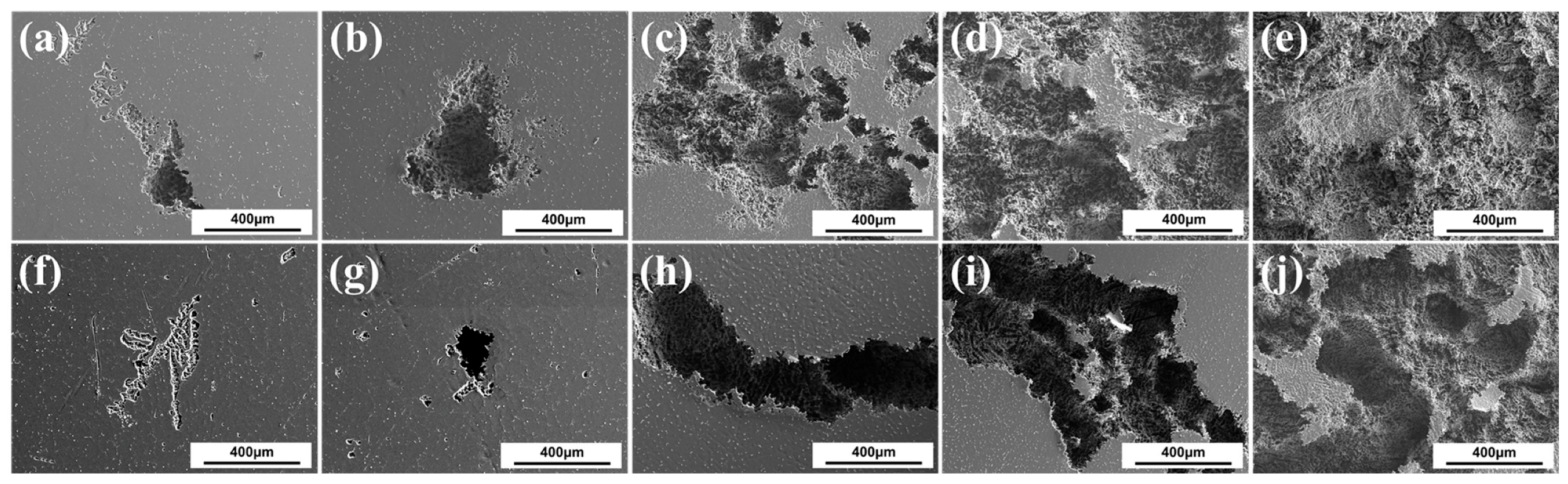
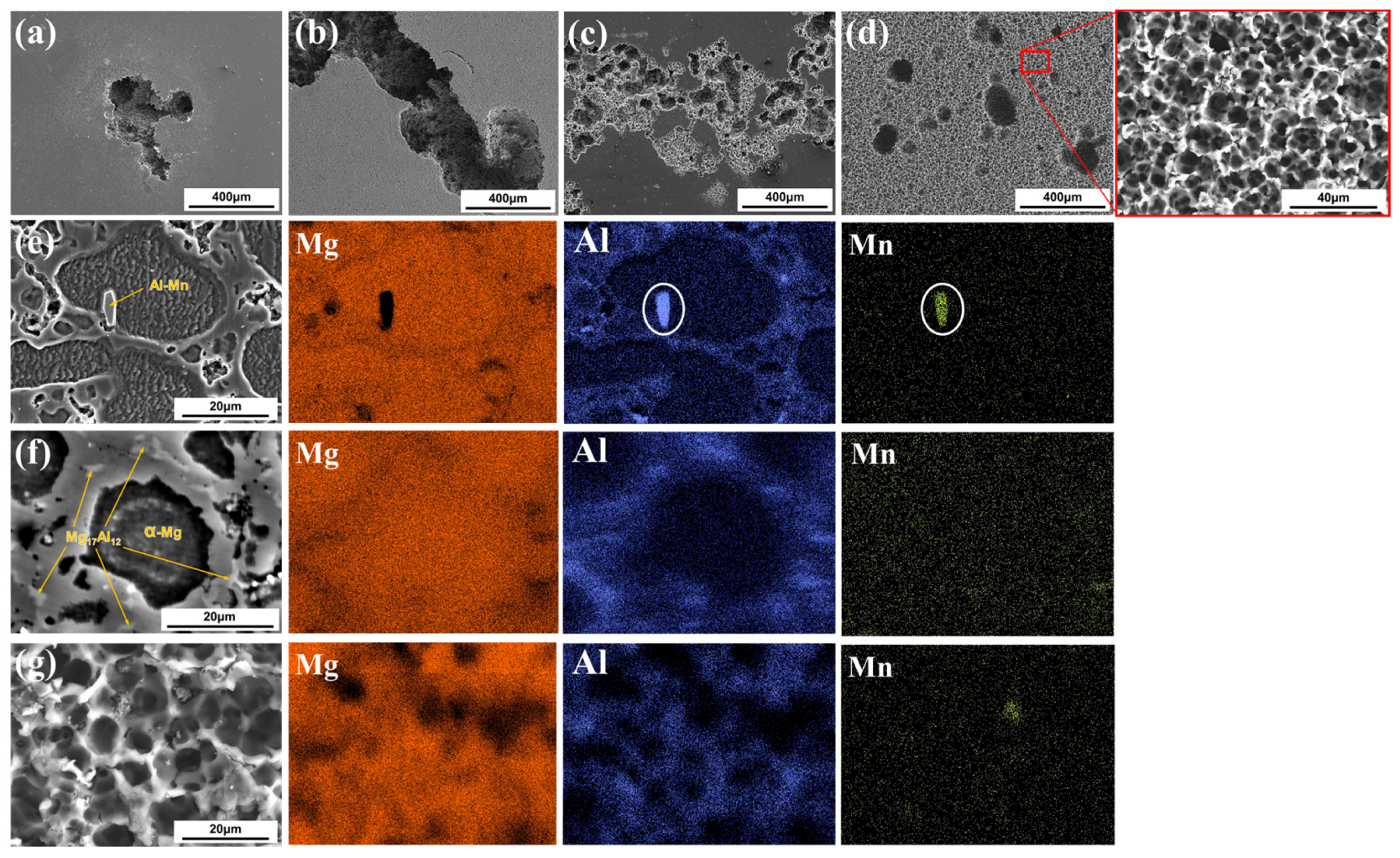
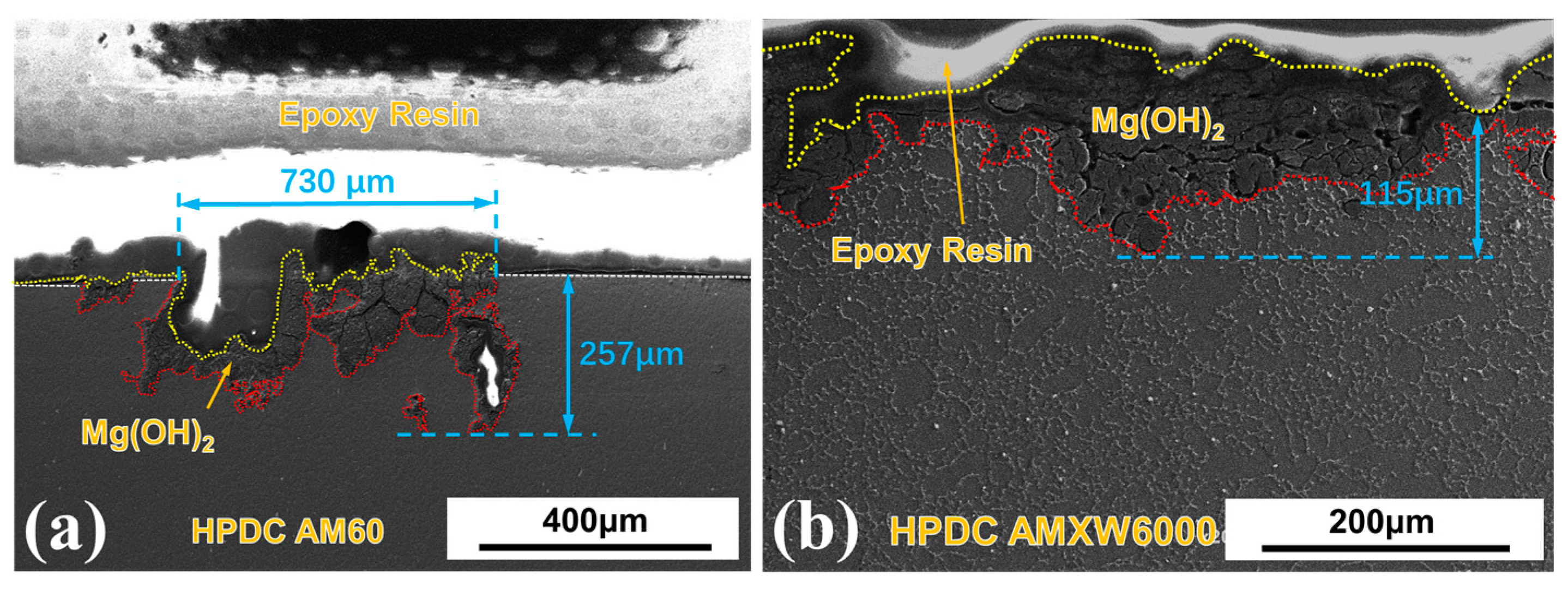
3.2. Corrosion Behavior
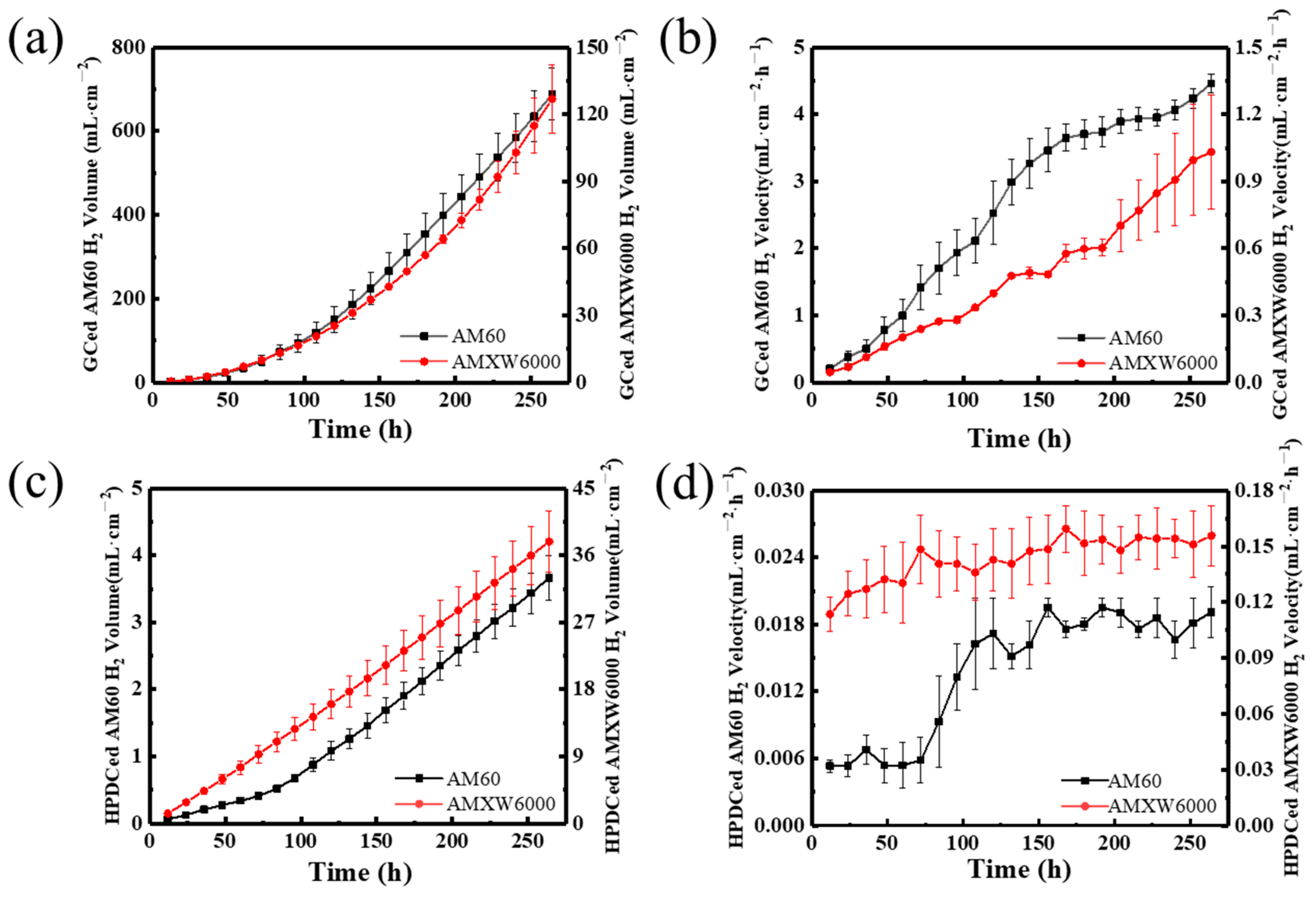
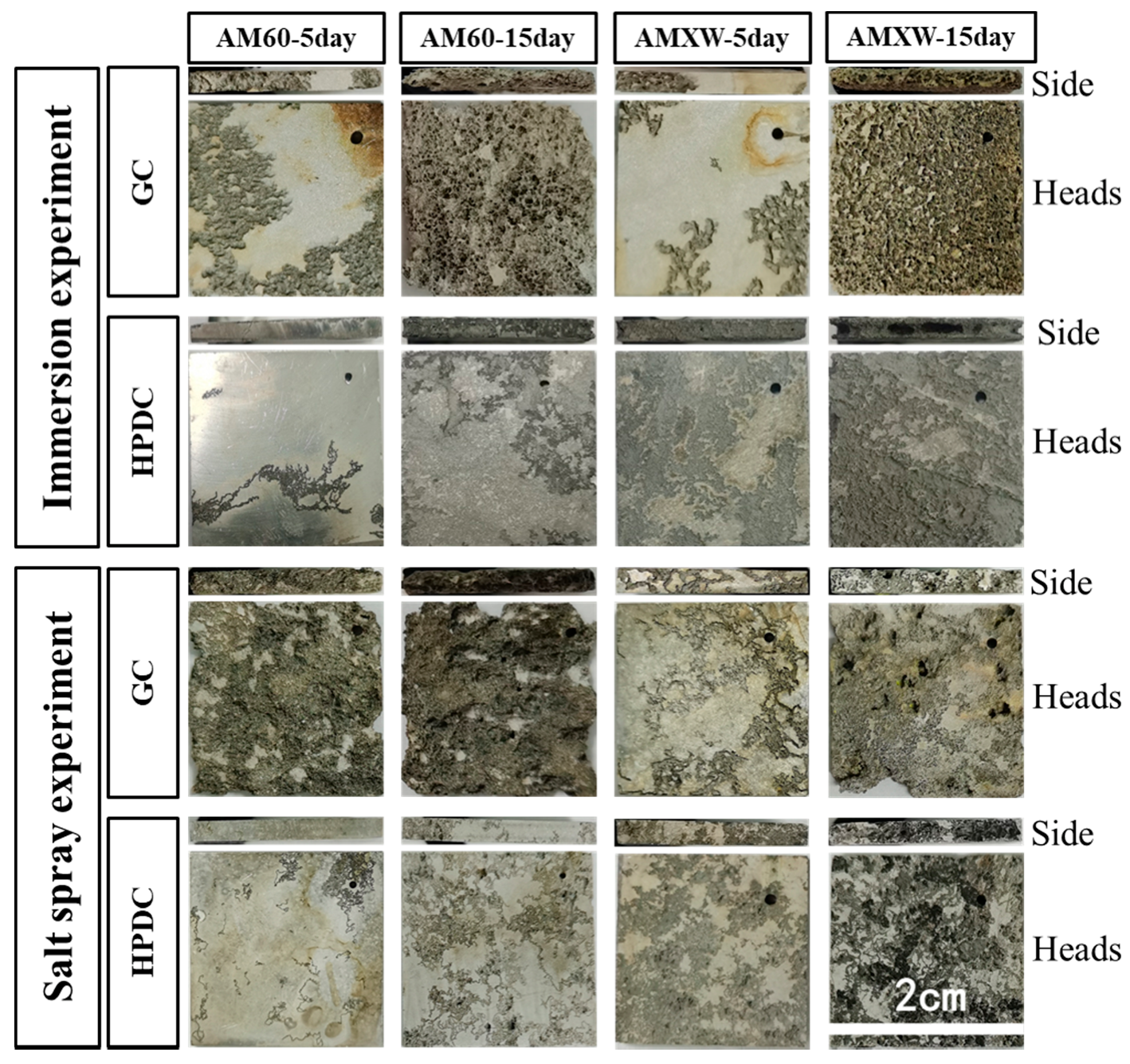
3.3. Hydrogen Evolution (HE), Immersion Test (IT), and Salt Spray Test (SST)
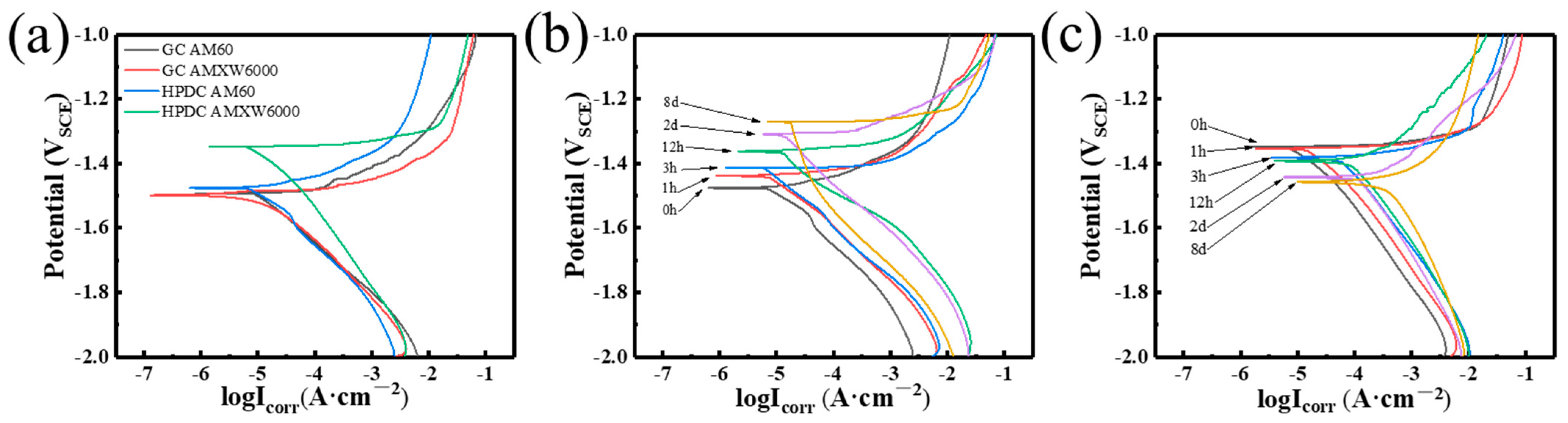
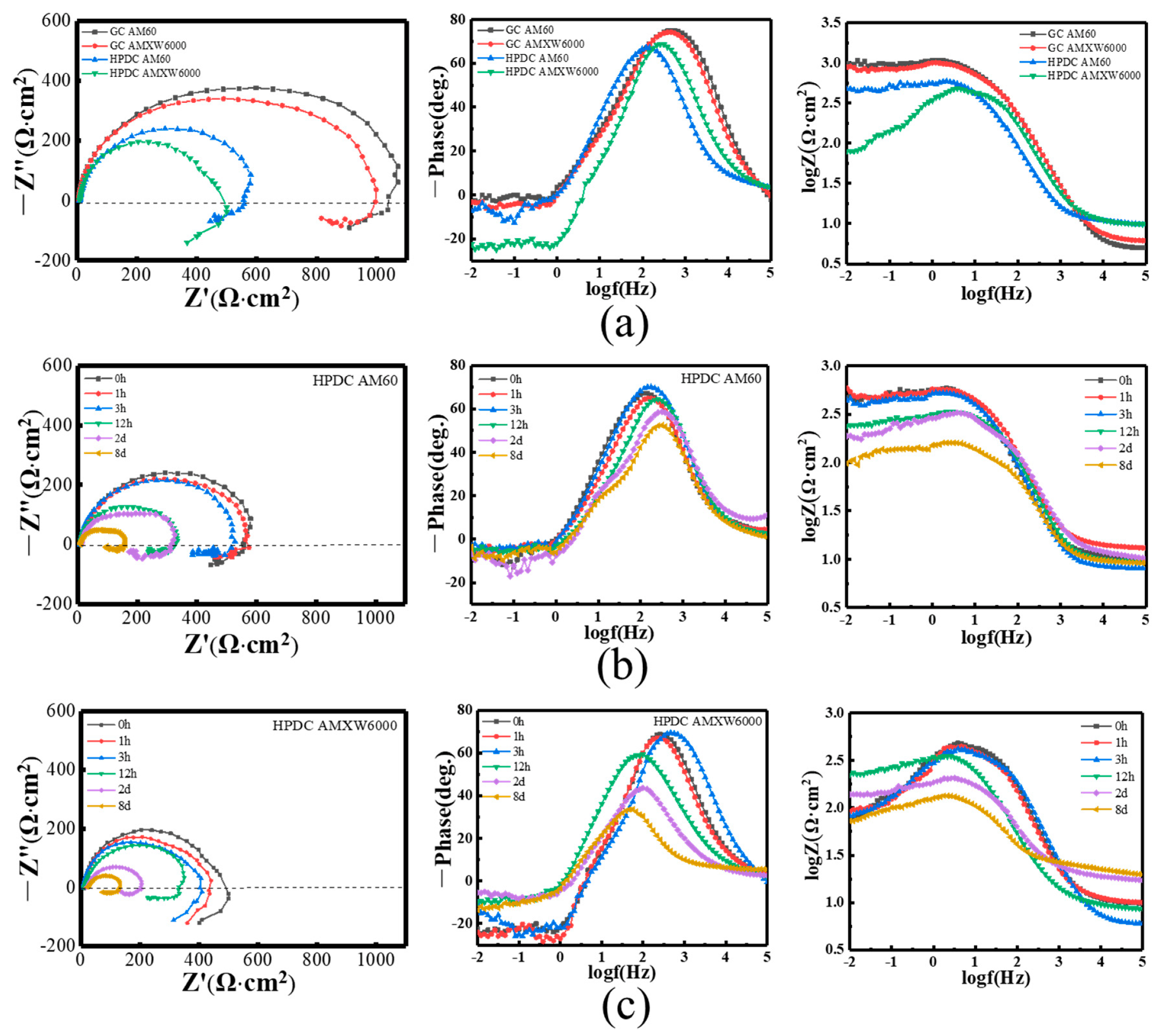
3.4. AC Impedance and Polarization Behavior
4. Conclusions
- (1)
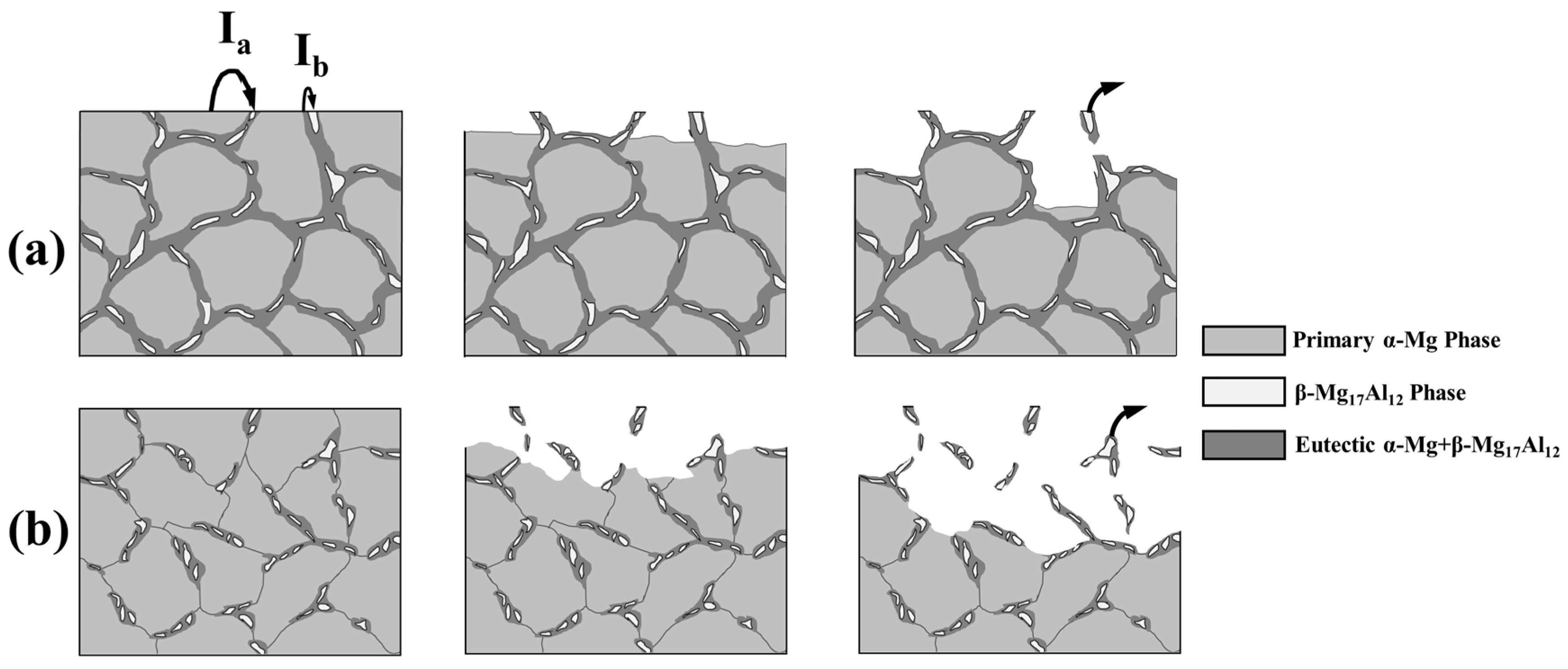
- The corrosion rate of HPDCed alloys is lower than that of GCed counterparts, which is mainly due to the formation of a second phase network and grain refinement.
- (2)
- Comparing the results of HE, IT, and SST—the corrosion resistance of the AM60 alloy increased by a factor between 2 and 5 with the addition of Ca and Y under GC conditions. However, for HPDCed samples, the AM60 alloy exhibits better corrosion resistance due to second phase hindering electrochemical corrosion action. Thus, the corrosion effect of Ca and Y on the AM60 alloy under different casting processing is different.
- (3)
- Although the second phase network structure serves to slow down corrosion, the corrosion resistance of HPDCed alloys gradually decreases with the corrosion process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, D.; Phanden, R.K.; Thakur, L. A review on environment friendly and lightweight Magnesium-Based metal matrix composites and alloys. Mater. Today Proc. 2020, 38, 359–364. [Google Scholar] [CrossRef]
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2016, 128, 107–112. [Google Scholar] [CrossRef]
- Tharumarajah, A.; Koltun, P. Is there an environmental advantage of using magnesium components for light-weighting cars? J. Clean. Prod. 2007, 15, 1007–1013. [Google Scholar] [CrossRef]
- Esmaily, M.; Svensson, J.E.; Fajardo, S.; Birbilis, N.; Frankel, G.S.; Virtanen, S.; Arrabal, R.; Thomas, S.; Johansson, L.G. Fundamentals and advances in magnesium alloy corrosion. Prog. Mater. Sci. 2017, 89, 92–193. [Google Scholar] [CrossRef]
- Weiler, J.P. A review of magnesium die-castings for closure applications. J. Magnes. Alloys 2019, 7, 297–304. [Google Scholar] [CrossRef]
- Luo, A.A. Applications: Aerospace, automotive and other structural applications of magnesium. Fundam. Magnes. Alloy Metall. 2013, 10, 266–316. [Google Scholar]
- Luo, A.A.; Sachdev, A.K. Applications of magnesium alloys in automotive engineering. Adv. Wrought Magnes. Alloys 2012, 1, 393–426. [Google Scholar]
- Weiler, J.P. Exploring the concept of castability in magnesium die-casting alloys. J. Magnes. Alloys 2021, 9, 102–111. [Google Scholar] [CrossRef]
- Pan, F.S.; Yang, J.; Nyberg, E.A.; Peng, J. Effect of Ca addition on the corrosion behavior of Mg-Al-Mn alloy. Appl. Surf. Sci. 2016, 369, 92–100. [Google Scholar]
- Powell, B.R.; Krajewski, P.E.; Luo, A.A. Magnesium alloys for lightweight powertrains and automotive structures. Mater. Des. Manuf. Lightweight Veh. 2010, 80, 114–173. [Google Scholar]
- Song, G.L.; Atrens, A. Corrosion Mechanisms of Magnesium Alloys. Adv. Eng. Mater. 2010, 1, 11–33. [Google Scholar] [CrossRef]
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F.S. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloys 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.L.; Cao, F.; Shi, Z.M.; Bowen, P.K. Advances in Mg corrosion and research suggestions. J. Magnes. Alloys 2013, 1, 177–200. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.H.; Nam, N.D.; Kim, J.G.; Shin, K.S.; Jung, H.C. Effect of calcium addition on the corrosion behavior of Mg–5Al alloy. Intermetallics 2011, 19, 1831–1838. [Google Scholar] [CrossRef]
- Chu, J.H.; Tong, L.B.; Jiang, Z.H.; Zou, D.N.; Zhang, H.J. A comparison study of Ce/La and Ca microalloying on the bio-corrosion behaviors of extruded Mg-Zn alloys. J. Magnes. Alloys 2020, 8, 1269–1280. [Google Scholar] [CrossRef]
- You, B.S.; Park, W.W.; Chung, I.S. The effect of calcium additions on the oxidation behavior in magnesium alloys. Scr. Mater. 2000, 11, 1089–1094. [Google Scholar] [CrossRef]
- Liu, W.; Cao, F.; Jia, B.; Zheng, L.; Zhang, J.; Cao, C.; Li, X. Corrosion behaviour of AM60 magnesium alloys containing Ce or La under thin electrolyte layers. Part 2: Corrosion product and characterization. Corros. Sci. 2010, 52, 639–650. [Google Scholar] [CrossRef]
- Luo, T.J.; Yang, Y.S.; Li, Y.J.; Dong, X.G. Influence of rare earth Y on the corrosion behavior of as-cast AZ91 alloy. Electrochim. Acta 2009, 54, 6433–6437. [Google Scholar] [CrossRef]
- Sang, K.W.; Blawert, C.; Yasakau, K.A.; Yi, S.; Chang, D.Y. Effects of combined addition of Ca and Y on the corrosion behaviours of die-cast AZ91D magnesium alloy. Corros. Sci. 2020, 166, 108451–108463. [Google Scholar]
- Szklarz, Z.; Krawiec, H.; Rogal, L. The effect of vacuum suction casting on the microstructure and corrosion behavior of aluminium alloy 2017. Mater. Sci. Eng. 2019, 240, 23–32. [Google Scholar] [CrossRef]
- Qi, M.; Kang, Y.; Qiu, Q.; Tang, W.; Li, J.; Li, B. Microstructures, mechanical properties, and corrosion behavior of novel high-thermal-conductivity hypoeutectic Al-Si alloys prepared by rheological high pressure die-casting and high pressure die-casting. J. Alloys Compd. 2018, 749, 487–502. [Google Scholar] [CrossRef]
- Wu, M.; Xiong, S. Microstructure Characteristics of the Eutectics of Die Cast AM60B Magnesium Alloy. J. Mater. Sci. Technol. 2011, 27, 1150–1156. [Google Scholar] [CrossRef]
- Cao, F.; Shi, Z.; Hofstetter, J.; Uggowitzer, P.J.; Song, G.; Ming, L.; Atrens, A. Corrosion of ultra-high-purity Mg in 3.5% NaCl solution saturated with Mg(OH)2. Corros. Sci. 2013, 75, 78–99. [Google Scholar] [CrossRef]
- Ambat, R.; Aung, N.N.; Zhou, W. Evaluation of microstructural effects on corrosion behaviour of AZ91D magnesium alloy. Corros. Sci. 2000, 42, 1433–1455. [Google Scholar] [CrossRef]
- Kondori, B.; Mahmudi, R. Effect of Ca additions on the microstructure, thermal stability and mechanical properties of a cast AM60 magnesium alloy. Mater. Sci. Eng. 2010, 527, 2014–2021. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Kim, H.S.; Kim, W.J. Enhanced corrosion resistance of ultrafine-grained AZ61 alloy containing very fine particles of Mg17Al12 phase. Corros. Sci. 2013, 75, 228–238. [Google Scholar] [CrossRef]
- Gollapudi, S. Grain size distribution effects on the corrosion behaviour of materials. Corros. Sci. 2012, 62, 90–94. [Google Scholar] [CrossRef]
- Aghion, E.; Lulu, N. The corrosion performance of die-cast magnesium alloy MRI230D in 3.5% NaCl solution saturated with Mg(OH)2. Mater. Charact. 2010, 61, 1221–1226. [Google Scholar] [CrossRef]
- Yim, C.D.; Kim, Y.M.; You, B.S. Effect of Ca Addition on the Corrosion Resistance of Gravity Cast AZ31 Magnesium Alloy. Mater. Trans. 2007, 48, 1023–1028. [Google Scholar] [CrossRef] [Green Version]
- Gusieva, K.; Davies, C.; Scully, J.R.; Birbilis, N. Corrosion of magnesium alloys the role of alloying. Int. Mater. Rev. 2015, 60, 169–194. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Qin, Y.W.; Wang, H.M.; Zhang, Z. Comparison of corrosion behaviors of AZ31, AZ91, AM60 and ZK60 magnesium alloys. Trans. Nonferrous Met. Soc. China 2009, 19, 4–9. [Google Scholar] [CrossRef]
- Oliveira, M.C.L.D.; Pereira, V.S.M.; Correa, O.V.; Lima, N.B.D.; Antunes, R.A. Correlation between the corrosion resistance and the semiconducting properties of the oxide film formed on AZ91D alloy after solution treatment. Corros. Sci. 2013, 69, 311–321. [Google Scholar] [CrossRef]
- Jian, C.; Wang, J.; Han, E.; Dong, J.; Wei, K. AC impedance spectroscopy study of the corrosion behavior of an AZ91 magnesium alloy in 0.1 M sodium sulfate solution. Electrochim. Acta 2007, 52, 3299–3309. [Google Scholar]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Arrabal, R.; Viejo, F.; Matykina, E. Corrosion behaviour of magnesium/aluminium alloys in 3.5 wt.% NaCl. Corros. Sci. 2008, 50, 823–834. [Google Scholar] [CrossRef]
- Song, G.; Atrens, A.; Dargusch, M. Influence of microstructure on the corrosion of diecast AZ91D. Corros. Sci. 1998, 41, 249–273. [Google Scholar] [CrossRef]
- Galicia, G.; Pébère, N.; Tribollet, B.; Vivier, V. Local and global electrochemical impedances applied to the corrosion behaviour of an AZ91 magnesium alloy. Corros. Sci. 2009, 51, 1789–1794. [Google Scholar] [CrossRef] [Green Version]
- Baril, G.; Blanc, C.; Pe, B.R.N. AC Impedance Spectroscopy in Characterizing Time-Dependent Corrosion of AZ91 and AM50 Magnesium Alloys Characterization with Respect to Their Microstructures. J. Electrochem. Soc. 2001, 148, 489–496. [Google Scholar] [CrossRef]
- Joensson, M.; Dan, P.; Thierry, D. Corrosion product formation during NaCl induced atmospheric corrosion of magnesium alloy AZ91D. Corros. Sci. 2007, 49, 1540–1558. [Google Scholar] [CrossRef]
- Sachdeva, D. Insights into microstructure based corrosion mechanism of high pressure die cast AM50 alloy. Corros. Sci. 2012, 60, 18–31. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Mg | Al | Mn | Ca | Y | Si | Fe |
|---|---|---|---|---|---|---|---|
| GCed AM60 | Bal. | 6.300 | 0.340 | - | - | 0.010 | 0.0065 |
| GCed AMXW6000 | Bal. | 6.070 | 0.140 | 0.190 | 0.200 | 0.077 | 0.0084 |
| HPDCed AM60 | Bal. | 6.060 | 0.330 | - | - | 0.078 | 0.0064 |
| HPDCed AMXW6000 | Bal. | 6.050 | 0.120 | 0.230 | 0.170 | 0.048 | 0.0095 |
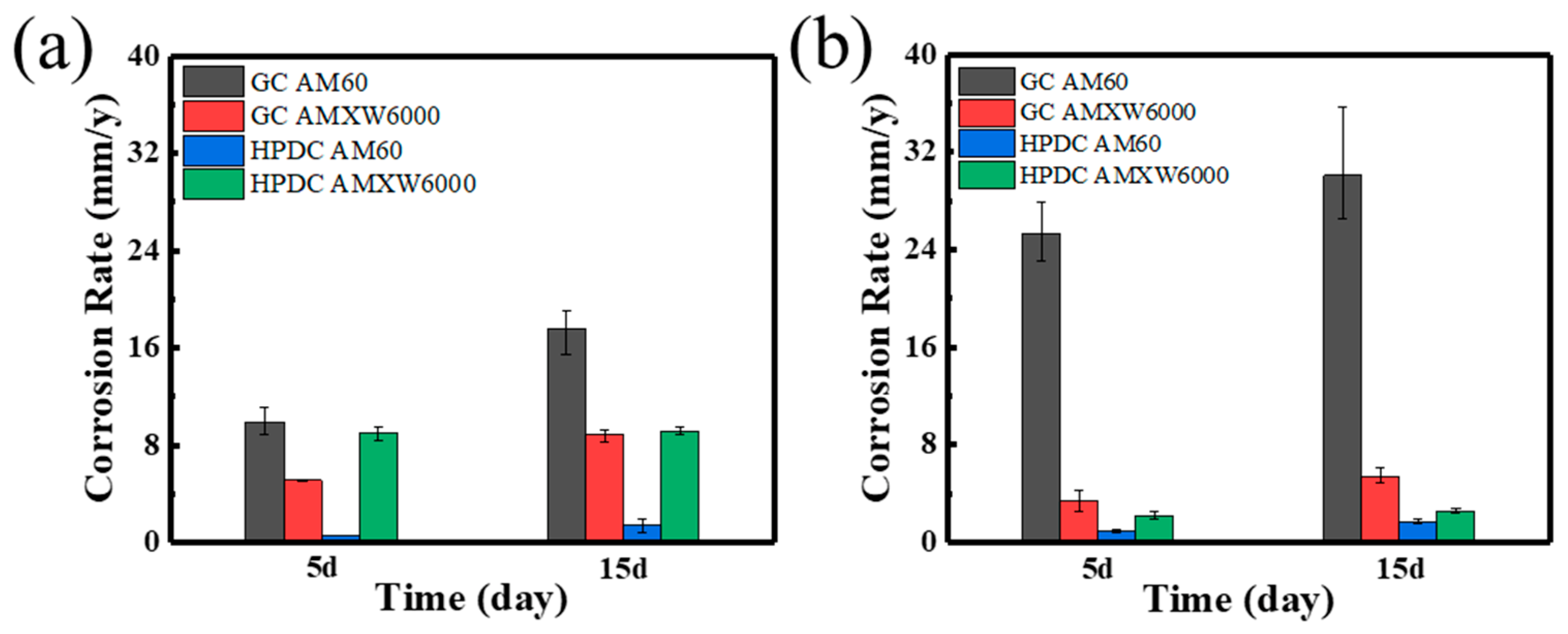
| Time | Samples | Immersion Corrosion Rate (mm·y−1) | Salt Spray Corrosion Rate (mm·y−1) |
|---|---|---|---|
| 5 days | GCed AM60 | 9.90 ± 1.1 | 25.32 ± 2.3 |
| GCed AMXW6000 | 5.13 ± 0.041 | 3.41 ± 0.85 | |
| HPDCed AM60 | 0.58 ± 0.034 | 0.90 ± 0.15 | |
| HPDCed AMXW6000 | 9.02 ± 0.51 | 2.20 ± 0.35 | |
| 15 days | GCed AM60 | 17.63 ± 1.7 | 30.07 ± 4.5 |
| GCed AMXW6000 | 8.92 ± 0.51 | 5.37 ± 0.53 | |
| HPDCed AM60 | 1.43 ± 0.53 | 1.71 ± 0.20 | |
| HPDCed AMXW6000 | 9.13 ± 0.25 | 2.55 ± 0.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, H.; Yang, X.; Yu, W.; Kim, Y.; Kang, S.; Huang, L.; You, B.; Liu, C.; Shin, K.; Zhao, W. Corrosion Behavior of Gravity Cast and High-Pressure Die-Cast AM60 Mg Alloys with Ca and Y Addition. Metals 2022, 12, 495. https://doi.org/10.3390/met12030495
Yu H, Yang X, Yu W, Kim Y, Kang S, Huang L, You B, Liu C, Shin K, Zhao W. Corrosion Behavior of Gravity Cast and High-Pressure Die-Cast AM60 Mg Alloys with Ca and Y Addition. Metals. 2022; 12(3):495. https://doi.org/10.3390/met12030495
Chicago/Turabian StyleYu, Hui, Xin Yang, Wei Yu, Youngmin Kim, Shaoming Kang, Lixin Huang, Bongsun You, Chunhai Liu, Kwangseon Shin, and Weimin Zhao. 2022. "Corrosion Behavior of Gravity Cast and High-Pressure Die-Cast AM60 Mg Alloys with Ca and Y Addition" Metals 12, no. 3: 495. https://doi.org/10.3390/met12030495