
Effect of Intercritical Annealing Parameters and Starting Microstructure on the Microstructural Evolution and Mechanical Properties of a Medium-Mn Third Generation Advanced High Strength Steel


Abstract
:1. Introduction
2. Material and Methodology
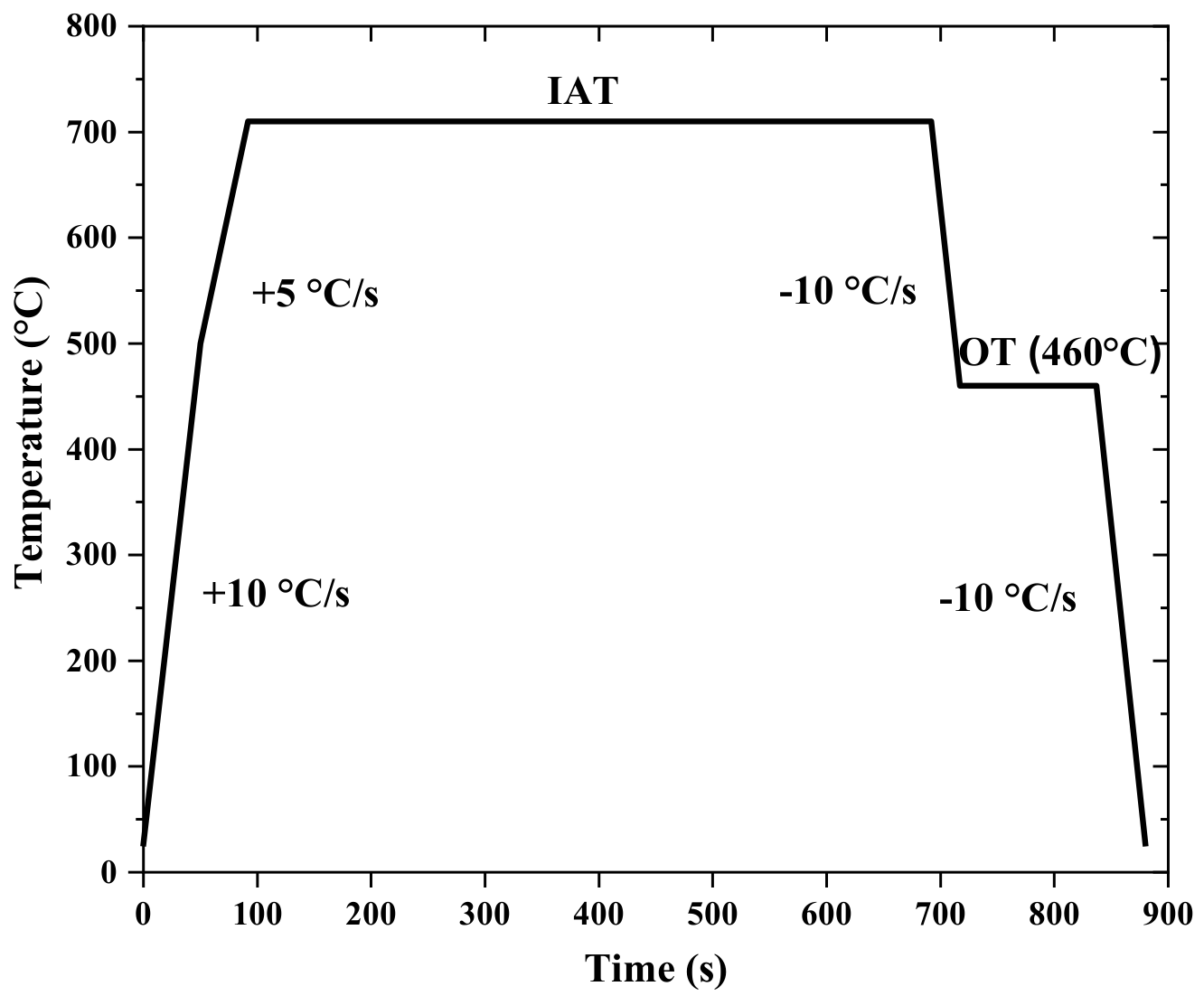
2.1. Starting Material and Heat Treatment Parameters
2.2. Mechanical Testing
2.3. XRD Analysis
2.4. Microstructural Characterisation
3. Results
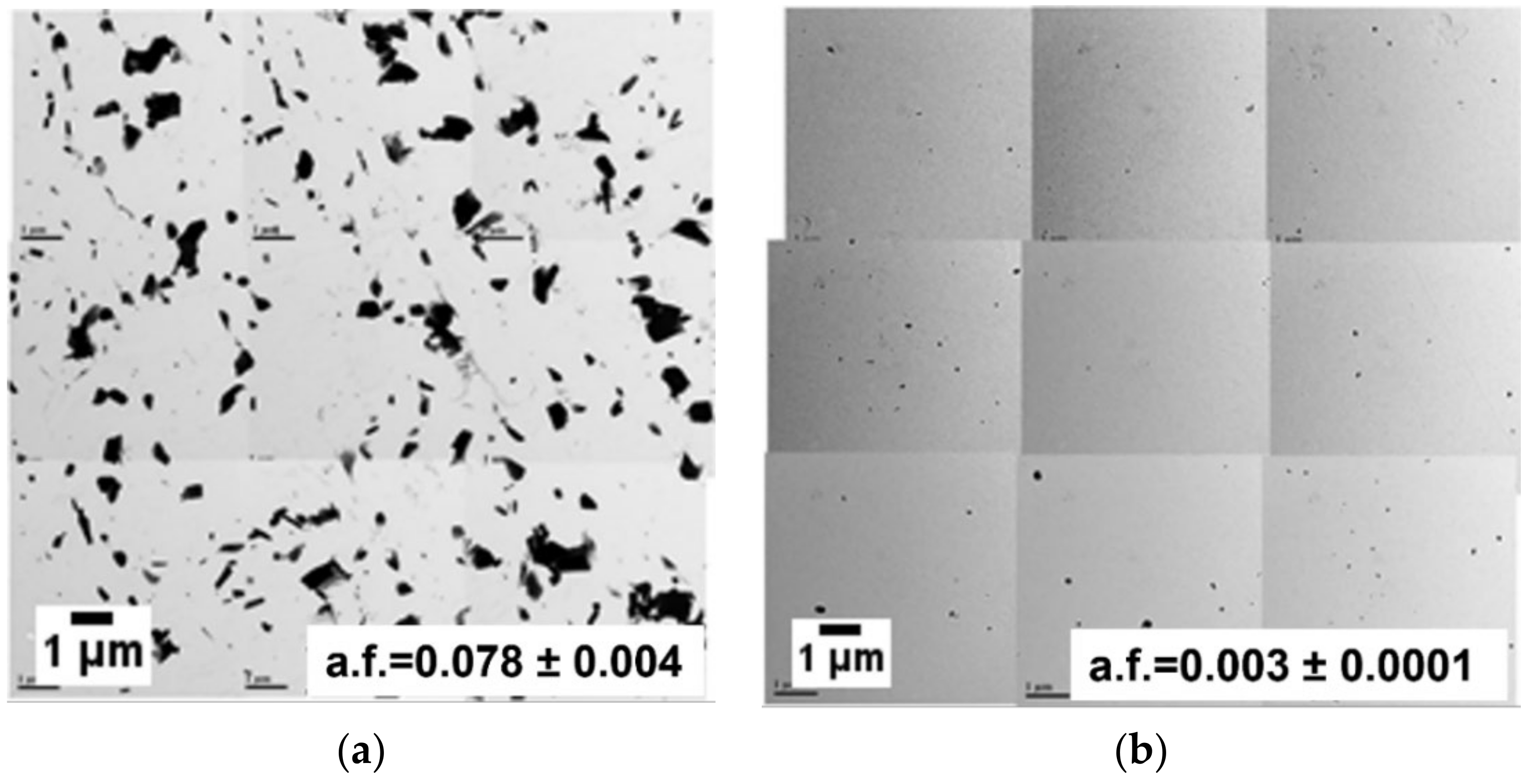
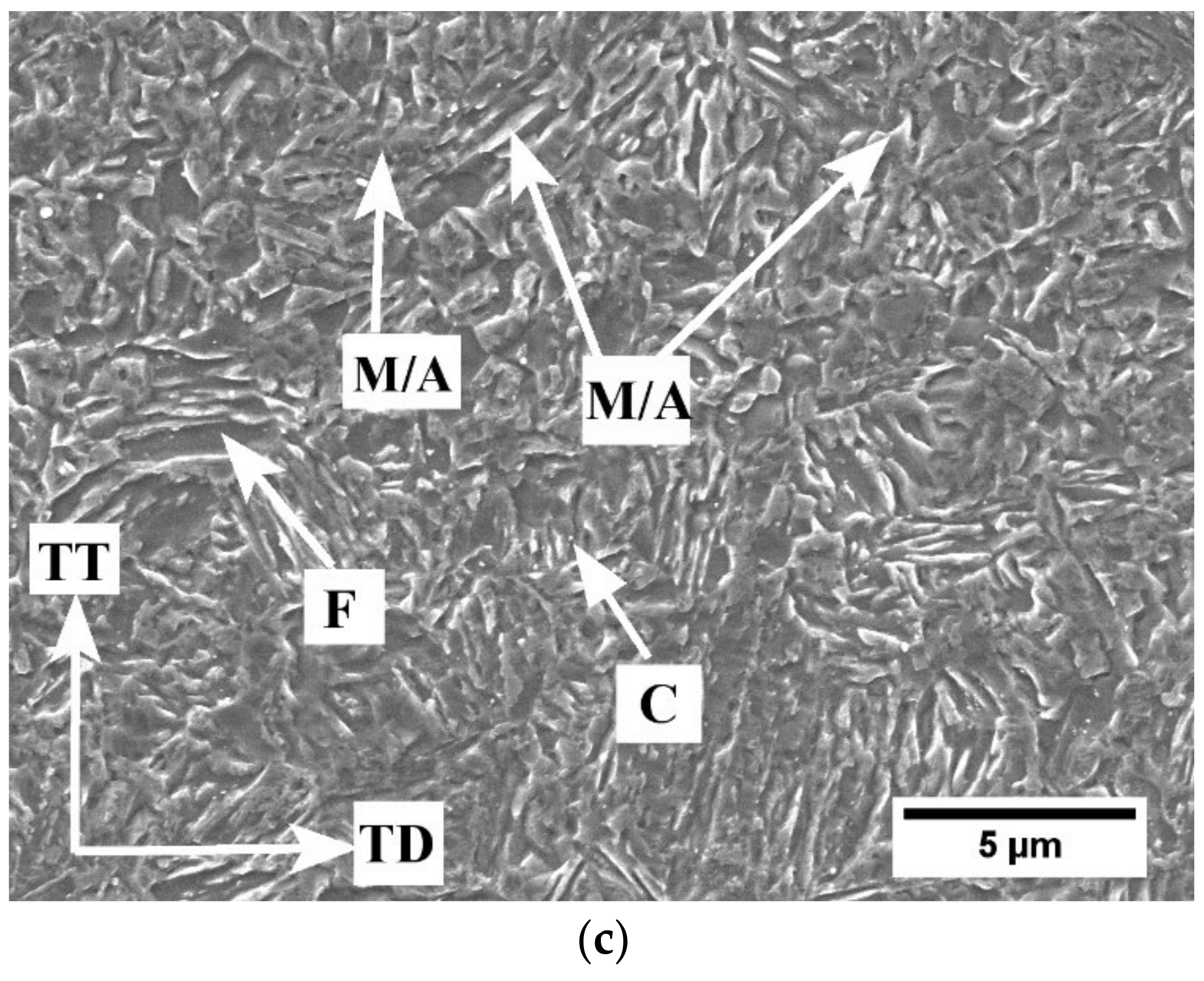
3.1. Starting Microstructure Characterisation
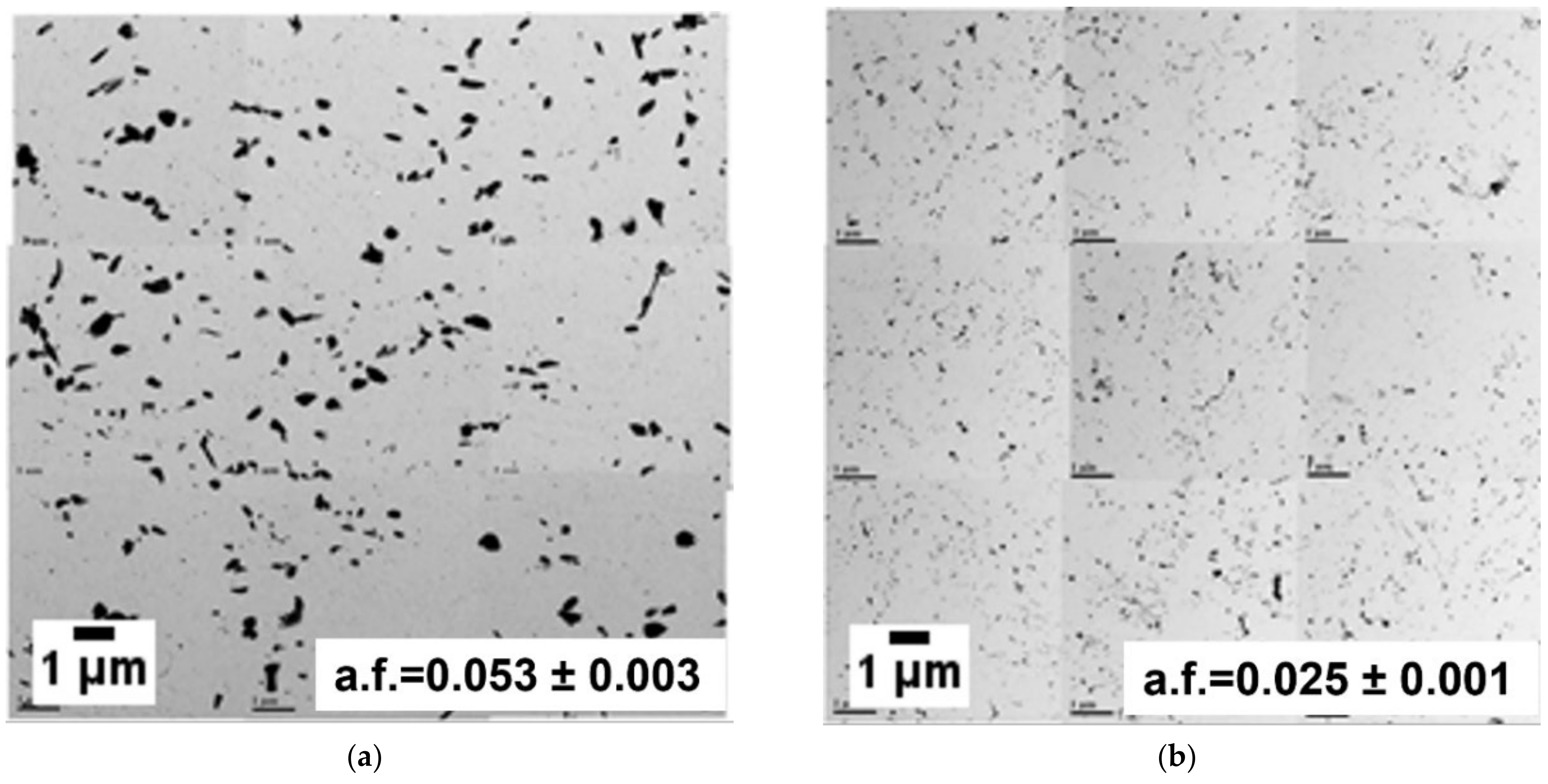
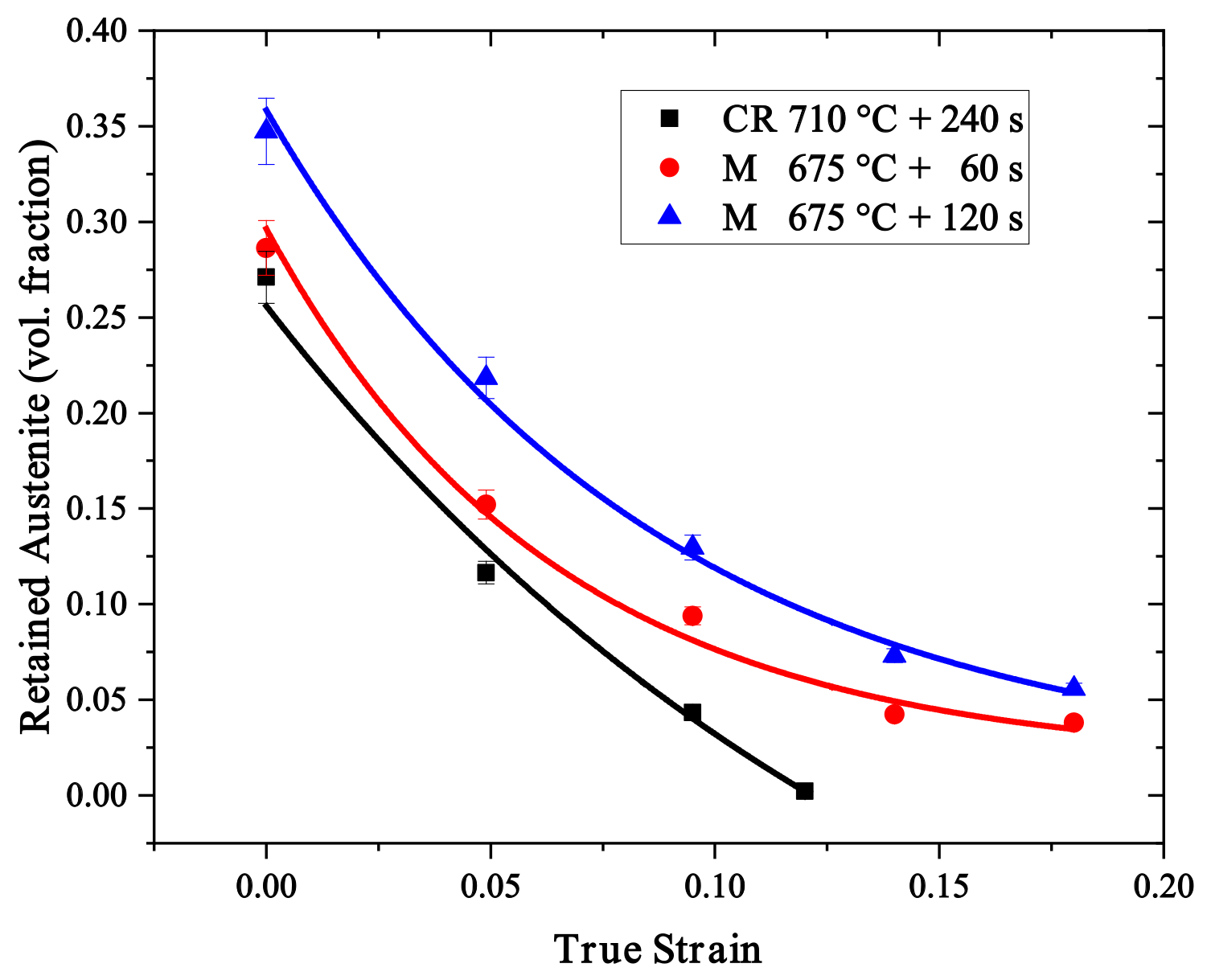
3.2. Retained Austenite Evolution
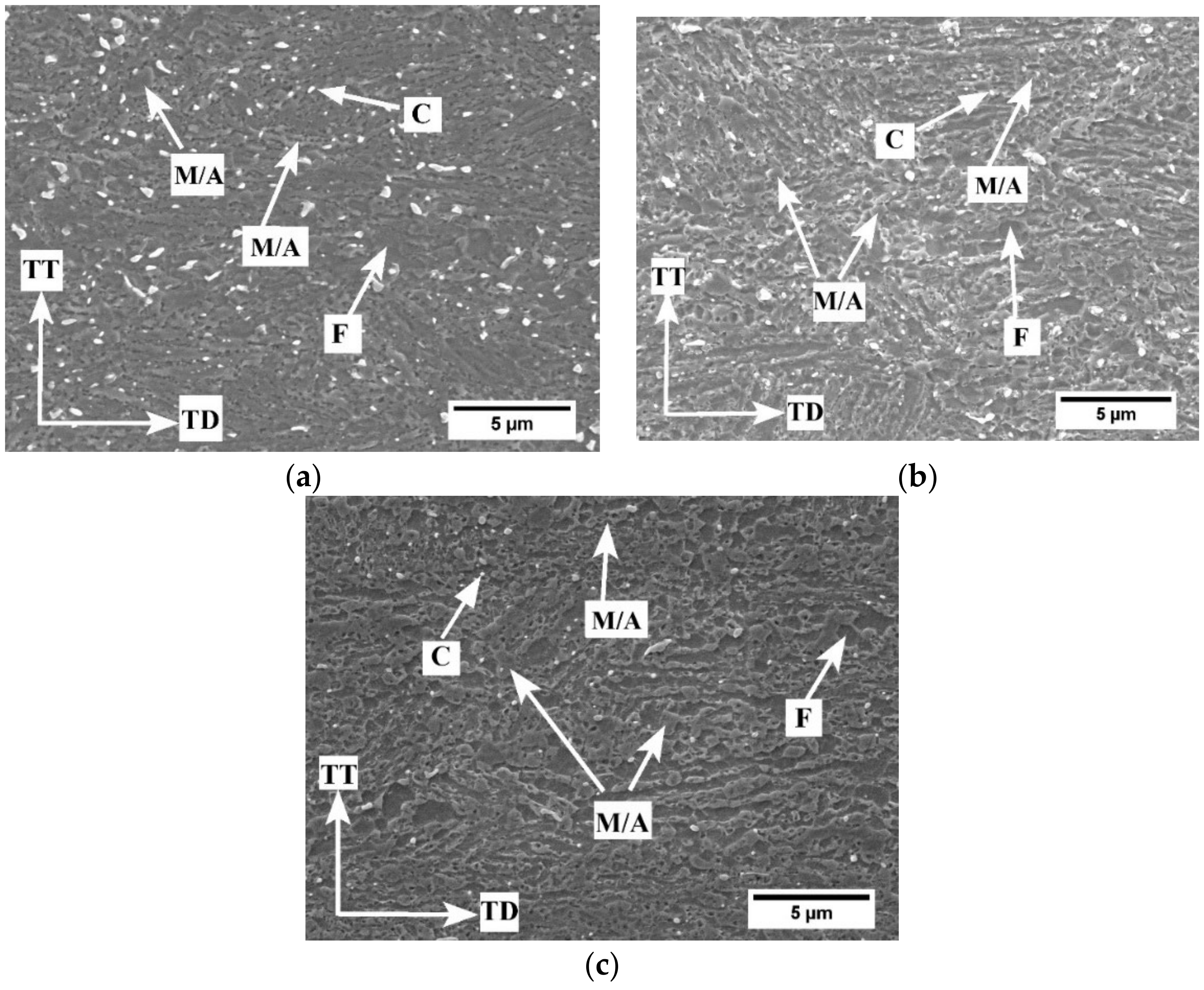
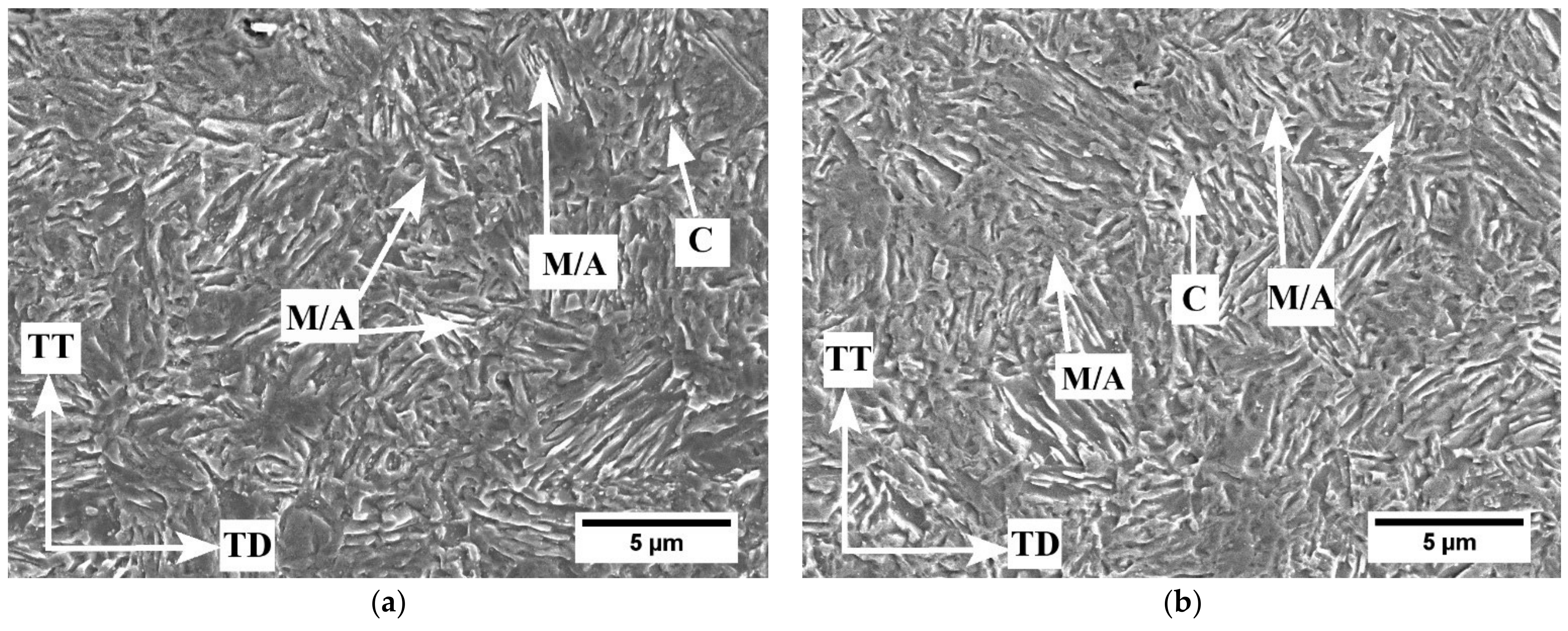
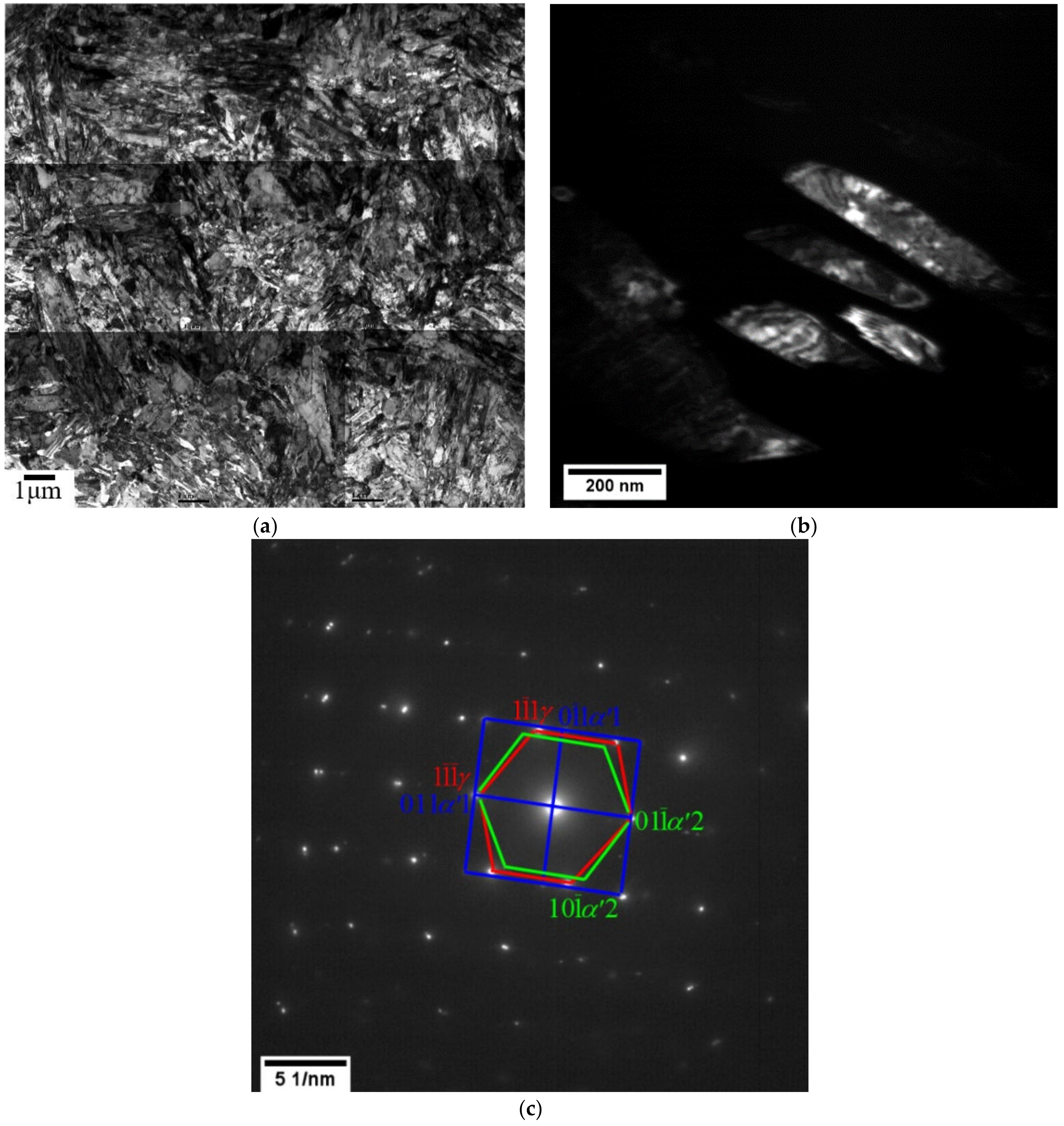
3.3. Microstructural Characterisation of Intercritically Annealed Samples
3.4. Mechanical Properties
4. Discussion
5. Conclusions
- 1.
- For the as-received CR starting microstructure, an IAT of 710 °C and time (>240 s) were required to provide sufficient volume fractions of stable retained austenite to achieve target 3G properties. This was due to the relatively slow austenite reversion kinetics arising from the kinetic barriers requiring nucleation of austenite and the dissolution of carbides to provide sufficient C to stabilise the retained austenite.
- 2.
- The thermal processing parameters required to achieve 3G mechanical properties from the CR starting microstructures are not CGL-compatible.
- 3.
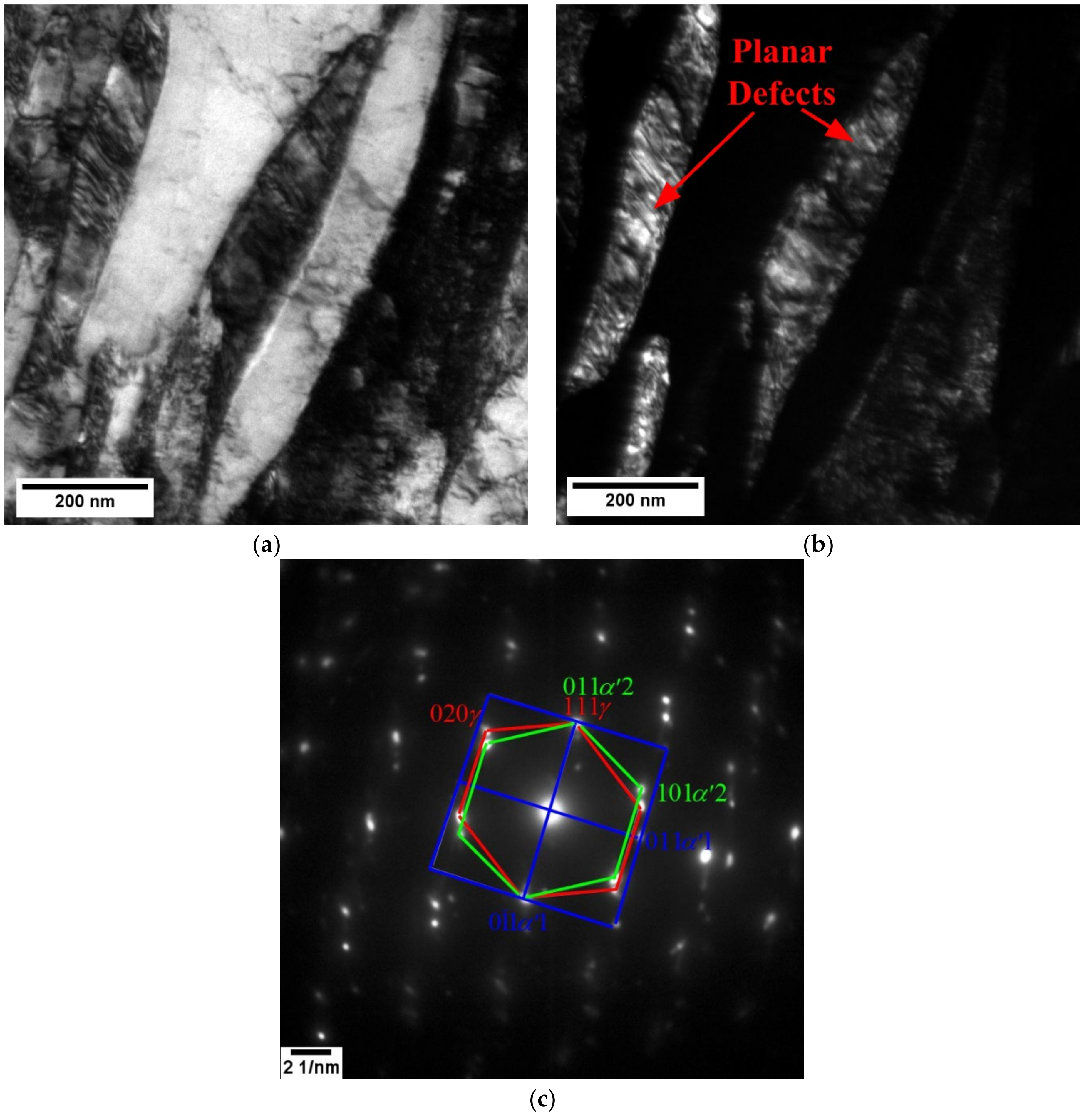
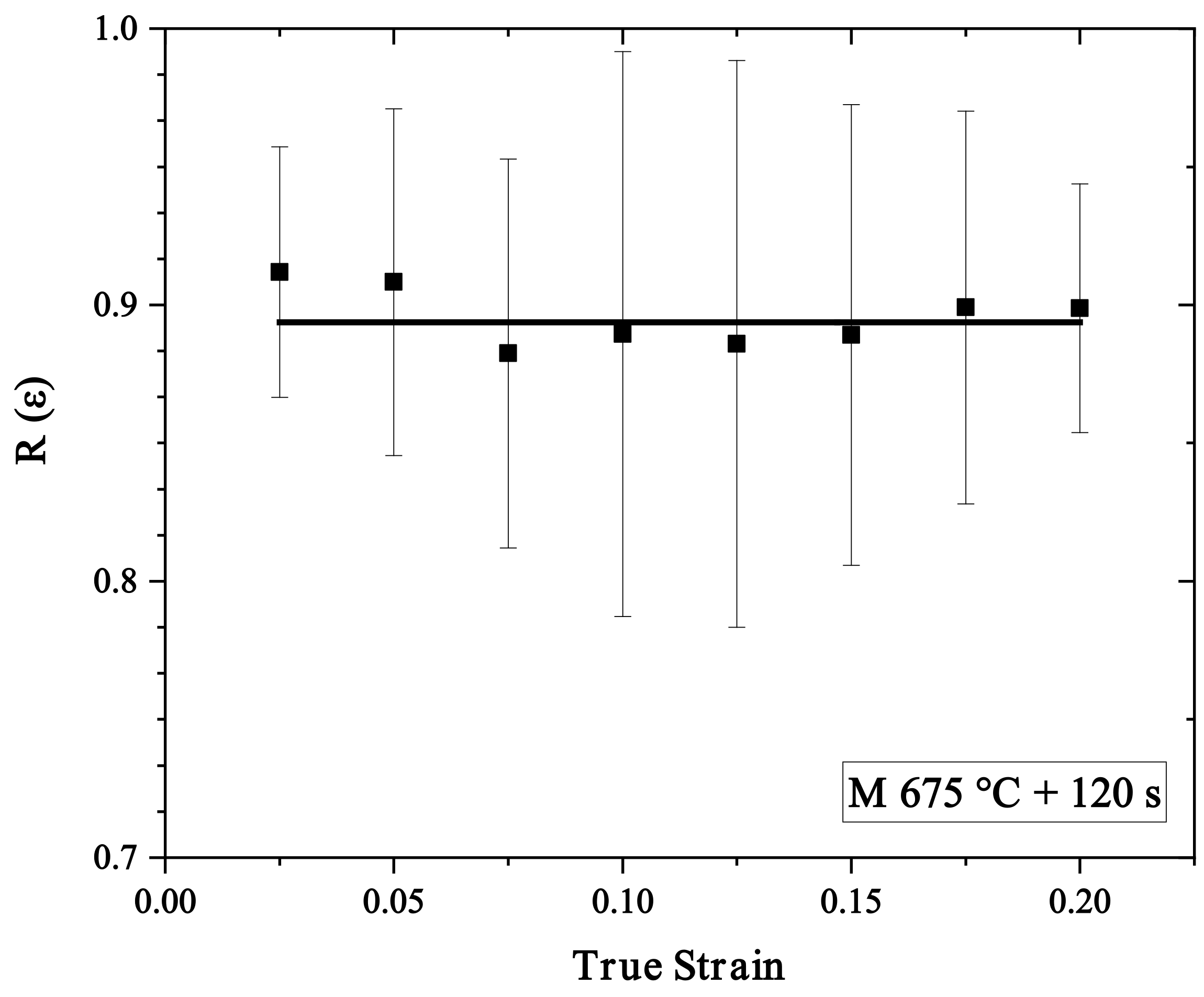
- For the M starting microstructure, an IAT of 675 °C + 60–360 s provided large fractions of chemically and mechanically stable retained austenite such that 3G AHSS target properties were realised through a gradual exhaustion of the TRIP effect and the formation of planar defects in the retained austenite during deformation such that high sustained work hardening rates were obtained. This was due to the direct growth of intercritical retained austenite from pre-existing interlath retained austenite films and the relatively rapid partitioning of C from the surrounding C supersaturated martensitic matrix.
- 4.
- For this reason, the prototype steel in the M starting microstructure condition is a promising candidate for a CGL-compatible med-Mn 3G AHSS.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matlock, D.K.; Speer, J.G.; Moor, E.D.; Gibbs, P.J. Recent Developments in Advanced High Strength Sheet Steels for Automotive Applications: An Overview. Jestech 2012, 15, 1–12. [Google Scholar]
- Moor, E.D.; Gibbs, P.J.; Speer, J.G.; Matlock, D.K.; Schroth, J.G. Strategies for Third Generation Advanced High Strength Steel Development. AIST Trans. Iron Steel Technol. 2010, 7, 133–144. [Google Scholar]
- Takahashi, M.; Yoshida, H.; Hiwatashi, S. Properties of TRIP type high strength steels. In Proceedings of the International Conference on TRIP-Aided High Strength Ferrous Alloys, Ghent, Belgium, 19–21 June 2002; pp. 103–111. [Google Scholar]
- Schutte, C. DOE Focuses on Developing Materials to Improve Vehicle Efficiency. In SAE Technical Paper Series; SAE International: Warrendale, PA, USA, 2015. [Google Scholar] [CrossRef]
- Hector, L.G., Jr. The Next Generation of Advanced High Strength Steels—Computation, Product Design and Performance. In Proceedings of the 12th Annual Great Designs in Steel Seminar, Livonia, MI, USA, 1 May 2013. [Google Scholar]
- Matlock, D.K.; Speer, J.G. Design Considerations for the Next Generation of Advanced High Strength Steel Sheets. In Proceedings of the 3rd International Conference on Structural Steels, Ed. by H.C. Lee, the Korean Institute of Metals and Materials, Seoul, Korea, 22–24 August 2006; pp. 774–781. [Google Scholar]
- Suh, D.W.; Ryu, J.H.; Joo, M.S.; Yang, H.S.; Lee, K.; Bhadeshia, H.K.D.H. Medium-Alloy Manganese-Rich Transformation-Induced Plasticity Steels. Metall. Mater. Trans. A 2013, 44, 286–293. [Google Scholar] [CrossRef] [Green Version]
- Bhadhon, K.M.H.; McDermid, J.R.; Wang, X.; McNally, E.; Goodwin, F.E. Fine-scale microstructure characterization and mechanical properties of CGL-compatible heat treated medium-Mn TRIP steel. In Proceedings of the 11th Conference on Zinc and Zinc alloy Coated Steel Sheet, Galvatech 2017, ISIJ Int., Tokyo, Japan, 12–14 November 2017; pp. 493–500. [Google Scholar]
- Pallisco, D.M.; Bhadhon, K.M.H.; Patel, V.; Pourmajidian, M.; Goodwin, F.E.; McDermid, J.R. Galvanizing of medium-Manganese third generation advanced high strength steels. In Proceedings of the 4th International Conference on Medium and High-Manganese Steels, Aachen, Germany, 31 March–3 April 2019; Volume 9–11, pp. 375–378. [Google Scholar]
- Pallisco, D.M.; McDermid, J.R. Mechanical property development of a 0.15C–6Mn–2Al–1Si third-generation advanced high strength steel using continuous galvanizing heat treatments. Mater. Sci. Eng. A 2020, 778, 139111. [Google Scholar] [CrossRef]
- Patel, V. Microstructure and Mechanical Properties of Medium Mn Steel; McMaster University: Hamilton, Canada, 2019. [Google Scholar]
- Lee, S.; Lee, S.-J.; Kumar, S.; Lee, K.; De Cooman, B.C. Localized Deformation in Multiphase, Ultra-Fine-Grained 6 Pct Mn Transformation-Induced Plasticity Steel. Metall. Mater. Trans. A 2011, 42, 3638–3651. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; De Cooman, B.C. On the Selection of the Optimal Intercritical Annealing Temperature for Medium Mn TRIP Steel. Metall. Mater. Trans. A 2013, 44, 5018–5024. [Google Scholar] [CrossRef] [Green Version]
- Gibbs, P.J.; De Moor, E.; Merwin, M.J.; Clausen, B.; Speer, J.G.; Matlock, D.K. Austenite Stability Effects on Tensile Behavior of Manganese-Enriched-Austenite Transformation-Induced Plasticity Steel. Metall. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H. A novel two-step intercritical annealing process to improve mechanical properties of medium Mn steel. Acta Mater. 2019, 176, 250–263. [Google Scholar] [CrossRef]
- Jing, S.; Ding, H.; Ren, Y.; Cai, Z. A new insight into annealing parameters in tailoring the mechanical properties of a medium Mn steel. Scr. Mater. 2021, 202, 114019. [Google Scholar] [CrossRef]
- Ma, Y.; Song, W.; Zhou, S.; Schwedt, A.; Bleck, W. Influence of Intercritical Annealing Temperature on Microstructure and Mechanical Properties of a Cold-Rolled Medium-Mn Steel. Metals 2018, 8, 357. [Google Scholar] [CrossRef] [Green Version]
- Bansal, G.K.; Madhukar, D.A.; Chandan, A.K.; Ashok, K.; Mandal, G.K.; Srivastava, V.C. On the intercritical annealing parameters and ensuing mechanical properties of low-carbon medium-Mn steel. Mater. Sci. Eng. A 2018, 733, 246–256. [Google Scholar] [CrossRef]
- Wang, C.; Yu, L.; Ding, R.; Liu, Y.; Li, H.; Wang, Z.; Liu, C.; Wang, H. Microstructure and mechanical properties of a novel medium Mn steel with Cr and Mo microalloying. Mater. Sci. Eng. A 2021, 825, 141926. [Google Scholar] [CrossRef]
- Luo, H.; Dong, H. New ultrahigh-strength Mn-alloyed TRIP steels with improved formability manufactured by intercritical annealing. Mater. Sci. Eng. A 2015, 626, 207–212. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.; Wang, M.; Hui, W.; Dong, H.; Cao, W. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Arlazarov, A.; Gouné, M.; Bouaziz, O.; Hazotte, A.; Petitgand, G.; Barges, P. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. A 2012, 542, 31–39. [Google Scholar] [CrossRef]
- Nakada, N.; Mizutani, K.; Tsuchiyama, T.; Takaki, S. Difference in Transformation Kinetics between Ferrite and Austenite Formation in 0.1%C-5%Mn Steel. In Proceedings of the Extended Abstracts of the 2nd International Conference High Manganese Steel, HMnS 2014, Aachen, Germany, 31 August–4 September 2014; pp. K2–89. [Google Scholar]
- Alibeigi, S.; Kavitha, R.; Meguerian, R.; McDermid, J. Reactive wetting of high Mn steels during continuous hot-dip galvanizing. Acta Mater. 2011, 59, 3537–3549. [Google Scholar] [CrossRef]
- Cao, W.Q.; Wang, C.; Shi, J.; Wang, M.Q.; Hui, W.J.; Dong, H. Microstructure and Mechanical Properties of Fe–0.2C–5Mn Steel Processed by ART-annealing. Mater. Sci. Eng. A 2011, 528, 6661–6666. [Google Scholar] [CrossRef]
- Bellhouse, E.; Mertens, A.; McDermid, J. Development of the surface structure of TRIP steels prior to hot-dip galvanizing. Mater. Sci. Eng. A 2007, 463, 147–156. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16a. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Westphal, M.; McDermid, J.R.; Boyd, J.D.; Embury, J.D. Novel Thermal Processing of Dual. Phase Steels: II—Work Hardening and Fracture Mechanisms. Can. Metall. Q 2010, 49, 91–97. [Google Scholar] [CrossRef]
- Kocks, U.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- ASTM E975-13. Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Nishiyama, Z. X-ray investigation of the mechanism of the transformation from face-centered cubic lattice to body-centered cubic. Sci. Rep. Tohoku Univ. 1934, 23, 637–664. [Google Scholar]
- Wassermann, G. Influence of the α-γ transformation of an irreversible Ni steel onto crystal orientation and tensile strength. Arch. Eisenhüttenwes 1933, 126, 647–654. [Google Scholar]
- Kurdjumov, G.; Sachs, G. Uber der Mechanismus der Stahlhartung (On the mechanism of hardening of steel). Z. Phys. 1930, 64, 325–343. [Google Scholar]
- Arlazarov, A.; Hazotte, A.; Bouaziz, O.; Goune, M.; Kegel, F. Characterization of microstructure formation and mechanical behavior of an advanced medium Mn steel. In Proceedings of the Materials Science and Technology, MS&T 2012, Pittsburgh, PA, USA, 7–11 October 2012; pp. 1124–1131. [Google Scholar]
- Jacques, P.; Furnémont, Q.; Mertens, A.; Delannay, F. On the sources of work hardening in multiphase steels assisted by transformation-induced plasticity. Philos. Mag. A 2001, 81, 1789–1812. [Google Scholar] [CrossRef]
- Findley, K.; Hidalgo-García, J.; Huizenga, R.; Santofimia, M. Controlling the work hardening of martensite to increase the strength/ductility balance in quenched and partitioned steels. Mater. Des. 2017, 117, 248–256. [Google Scholar] [CrossRef]
- Lee, S.; Lee, K.; De Cooman, B.C. Observation of the TWIP + TRIP Plasticity-Enhancement Mechanism in Al-Added 6 Wt Pct Medium Mn Steel. Metall. Mater. Trans. A 2015, 46, 2356–2363. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.-J.; De Cooman, B.C. Austenite Stability of Ultrafine-grained Transformation-induced Plasticity Steel with Mn Partitioning. Scr. Mater. 2011, 65, 225–228. [Google Scholar] [CrossRef]
- McDermid, J.R.; Chakraborty, A. Identification of Steel Chemistries and Galvanizing Process Design. In ZCO-53-1 Project Report; IZA-GAP: Hamilton, ON, Canada, 2012. [Google Scholar]
- Wei, R.; Enomoto, M.; Hadian, R.; Zurob, H.S.; Purdy, G.R. Growth of austenite from as-quenched martensite during intercritical annealing in an Fe–0.1C–3Mn–1.5Si alloy. Acta Mater. 2013, 61, 697–707. [Google Scholar] [CrossRef]
- Kim, J.I.; Ryu, J.H.; Lee, S.W.; Lee, K.; Heo, Y.-U.; Suh, D.-W. Influence of the Initial Microstructure on the Reverse Transformation Kinetics and Microstructural Evolution in Transformation-Induced Plasticity–Assisted Steel. Metall. Mater. Trans. A 2016, 47, 5352–5361. [Google Scholar] [CrossRef]
- Pourmajidian, M.; McDermid, J.R. On the Reactive Wetting of Medium-Mn Advanced High-Strength Steels during Continuous Hot-Dip Galvanizing. Surf. Coat. Technol. 2019, 357, 418–426. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Al | Cr | Mo | Ti | S |
|---|---|---|---|---|---|---|---|
| 0.21 | 6.12 | 1.69 | 0.42 | 0.50 | 0.07 | 0.009 | 0.0056 |
| IAT (°C) | Holding Time (s) | OT (°C) | Holding Time (s) | Intercritical Austenite C Content (wt %) | Ms (°C) |
|---|---|---|---|---|---|
| 675 | 60, 120, 240, 360, 480, 600 | 460 | 20 | 0.35 | 148 |
| 710 | 60, 120, 240, 360, 480, 600 | 460 | 20 | 0.27 | 184 |
| Sample ID | Yield Strength, YS (MPa) | Ultimate Tensile Strength, UTS (MPa) | Total Elongation, TE (%) | UTS × TE (MPa%) |
|---|---|---|---|---|
| As-received | 1100 | 1682 | 6.5 | 10,933 |
| CR 710 °C +120 s | 600 | 1828 | 11.4 | 20,839 |
| CR 710 °C +240 s | 540 | 1458 | 13.6 | 19,828 |
| CR 710 °C +600 s | 480 | 1410 | 21.6 | 30,456 |
| M 675 °C +60 s | 850 | 1390 | 22.2 | 30,858 |
| M 675 °C +120 s | 490 | 1640 | 22.6 | 37,064 |
| M 675 °C +360 s | 410 | 1590 | 21.8 | 34,662 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhadhon, K.M.H.; Wang, X.; McNally, E.A.; McDermid, J.R. Effect of Intercritical Annealing Parameters and Starting Microstructure on the Microstructural Evolution and Mechanical Properties of a Medium-Mn Third Generation Advanced High Strength Steel. Metals 2022, 12, 356. https://doi.org/10.3390/met12020356
Bhadhon KMH, Wang X, McNally EA, McDermid JR. Effect of Intercritical Annealing Parameters and Starting Microstructure on the Microstructural Evolution and Mechanical Properties of a Medium-Mn Third Generation Advanced High Strength Steel. Metals. 2022; 12(2):356. https://doi.org/10.3390/met12020356
Chicago/Turabian StyleBhadhon, Kazi M. H., Xiang Wang, Elizabeth A. McNally, and Joseph R. McDermid. 2022. "Effect of Intercritical Annealing Parameters and Starting Microstructure on the Microstructural Evolution and Mechanical Properties of a Medium-Mn Third Generation Advanced High Strength Steel" Metals 12, no. 2: 356. https://doi.org/10.3390/met12020356