
Extraction of Magnesium and Nickel from Nickel-Rich Serpentine with Sulfation Roasting and Water Leaching

Abstract
:1. Introduction
2. Experimental
2.1. Materials
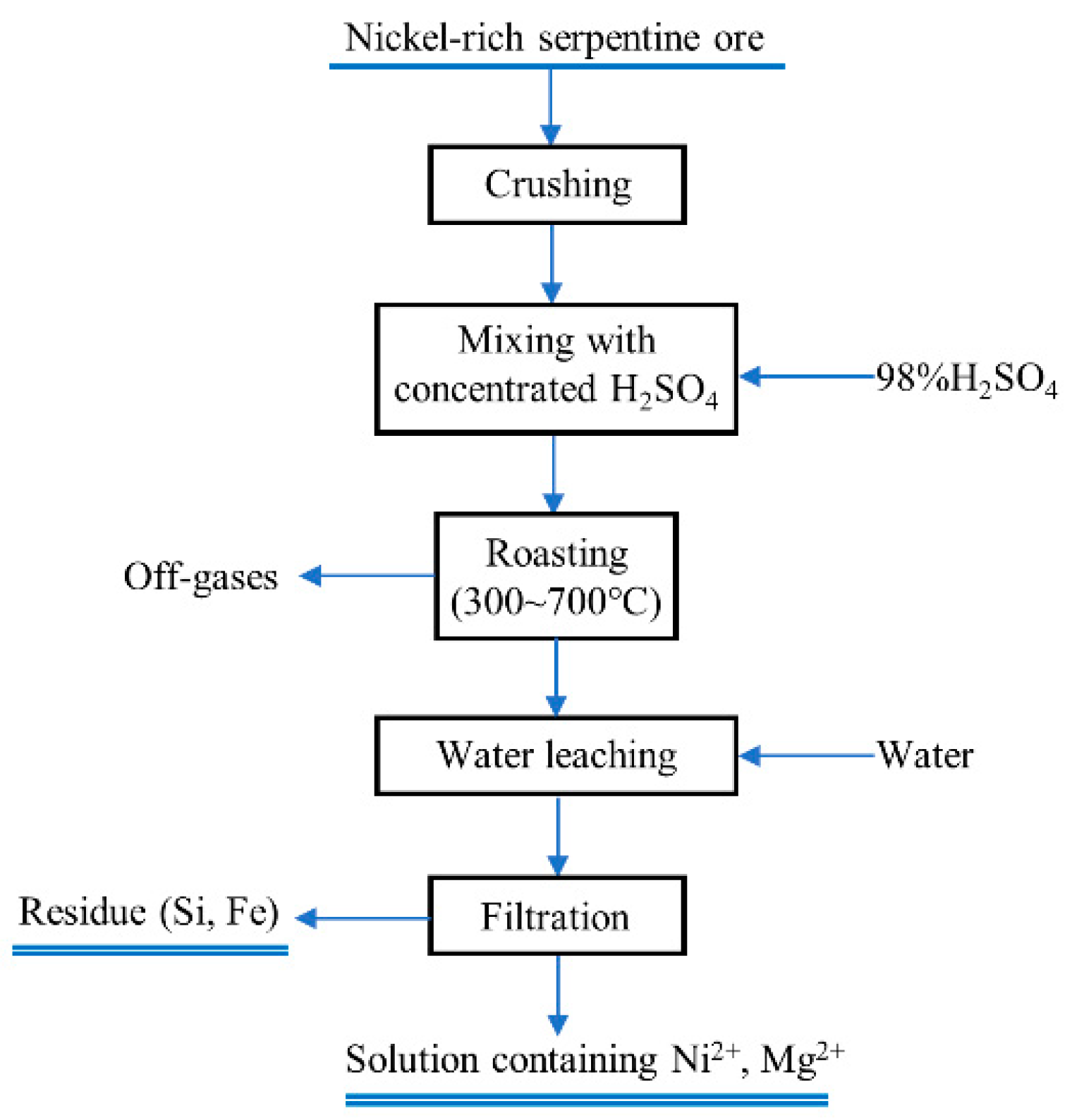
2.2. Experimental Procedure
2.3. Characterization
3. Results and Discussion
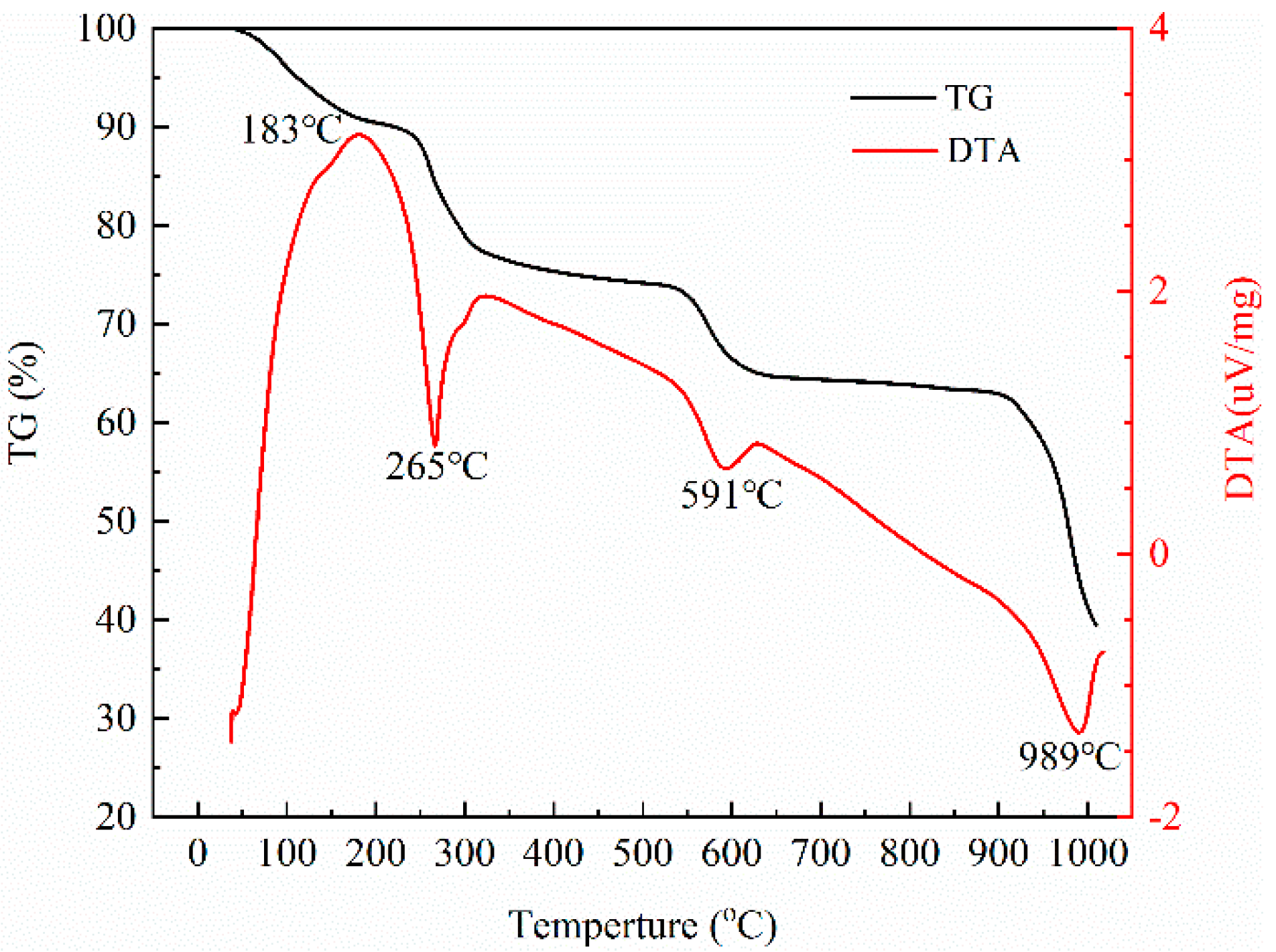
3.1. Thermal Analysis in Roasting Stage
3.2. Sulfation Roasting Process
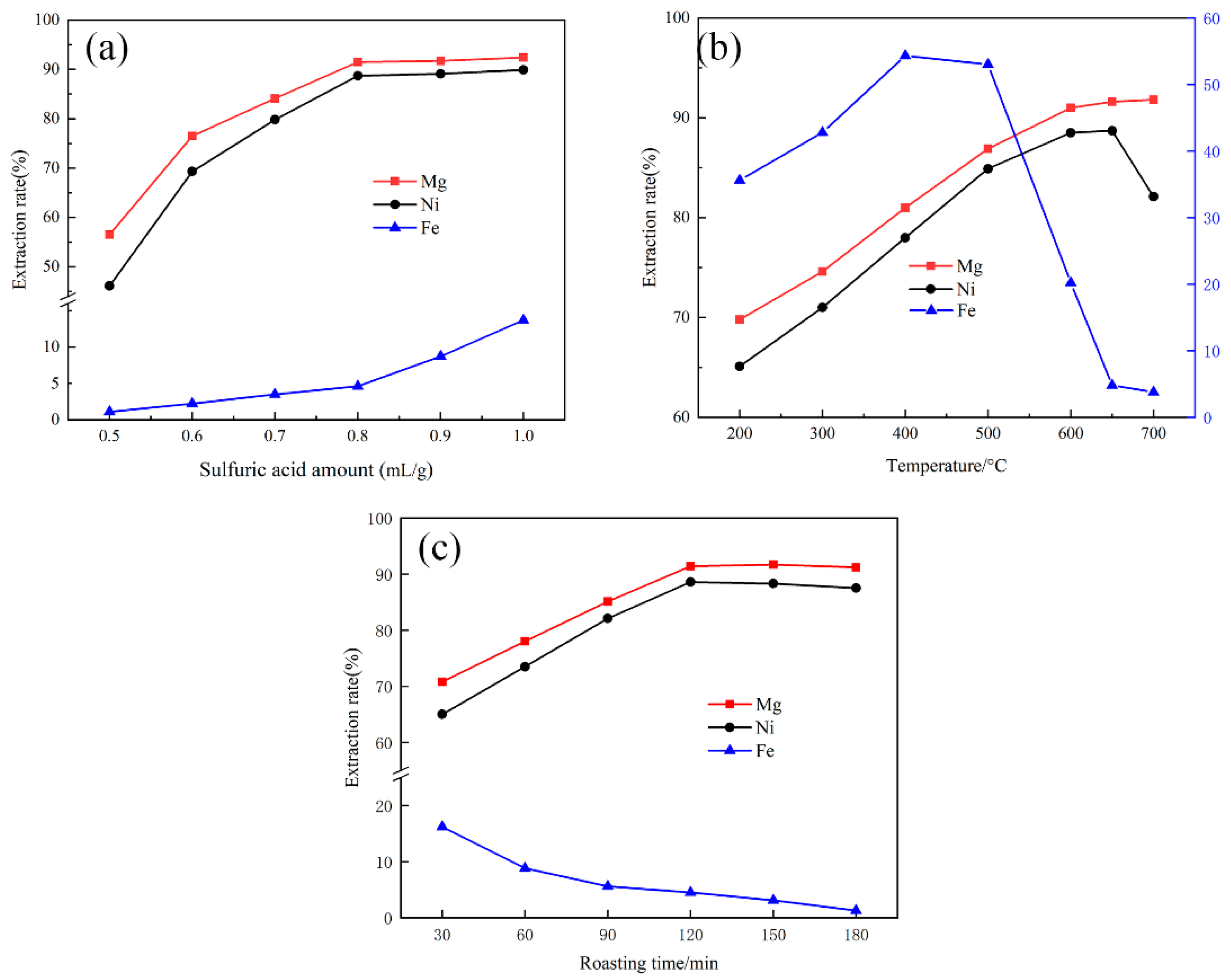
3.2.1. Effect of Sulfuric Acid Amount
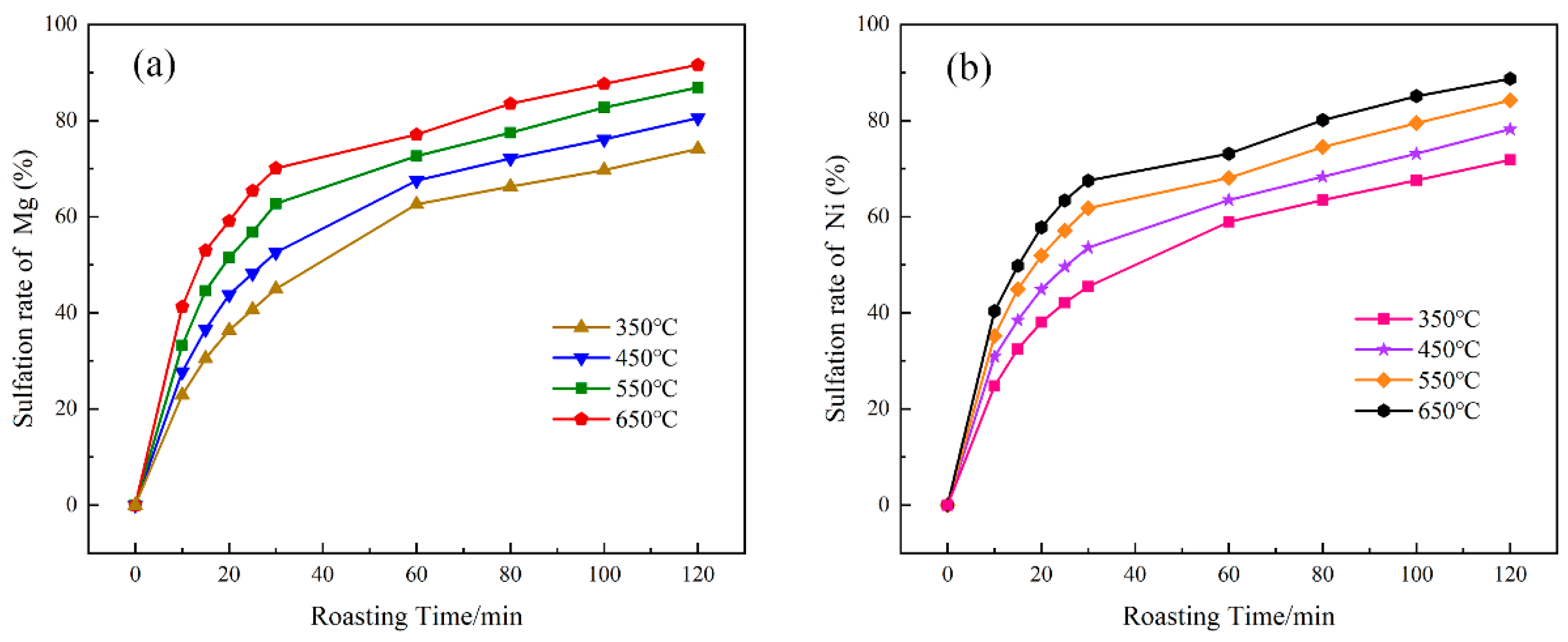
3.2.2. Effect of Roasting Temperature
3.2.3. Effect of Roasting Time
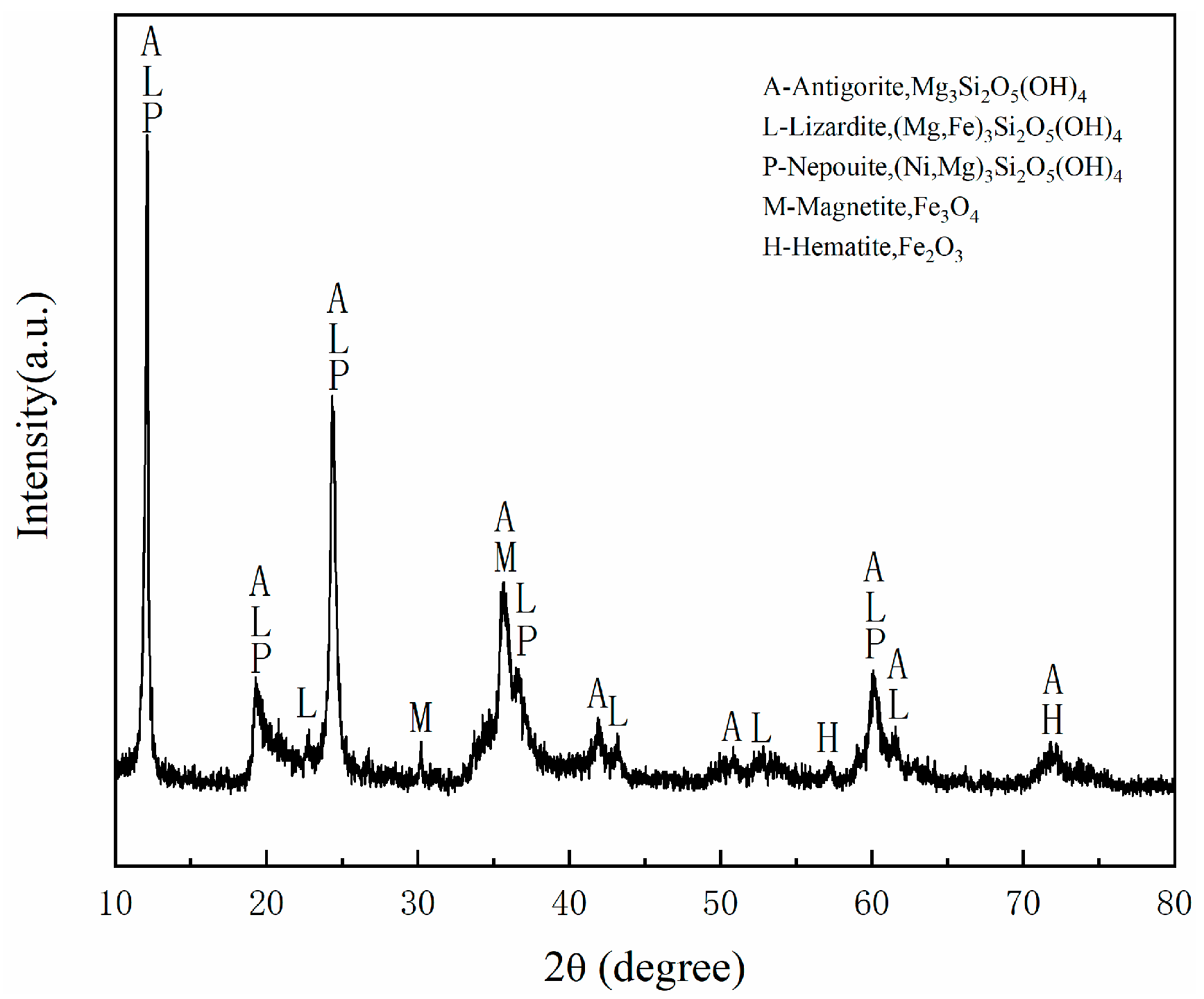
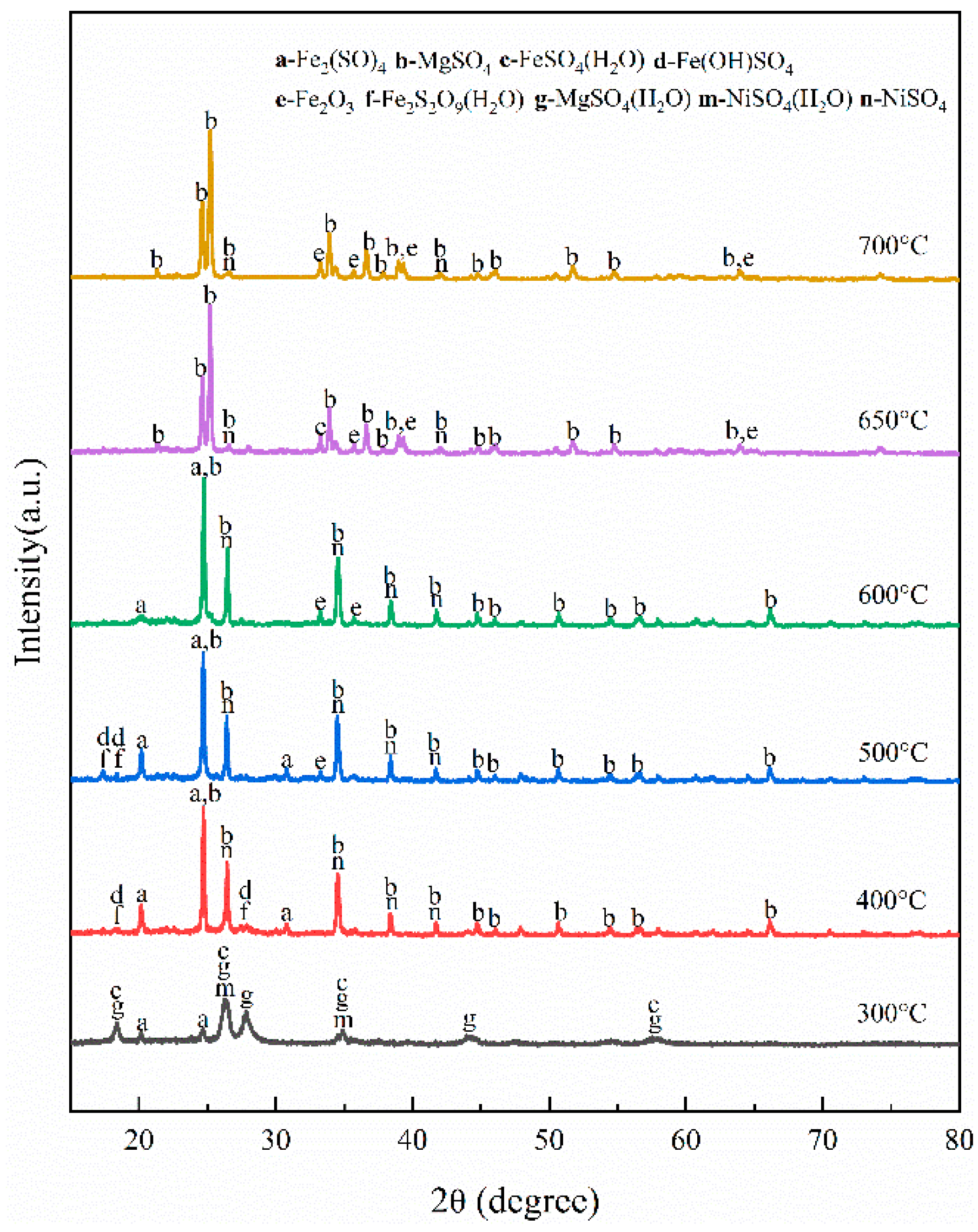
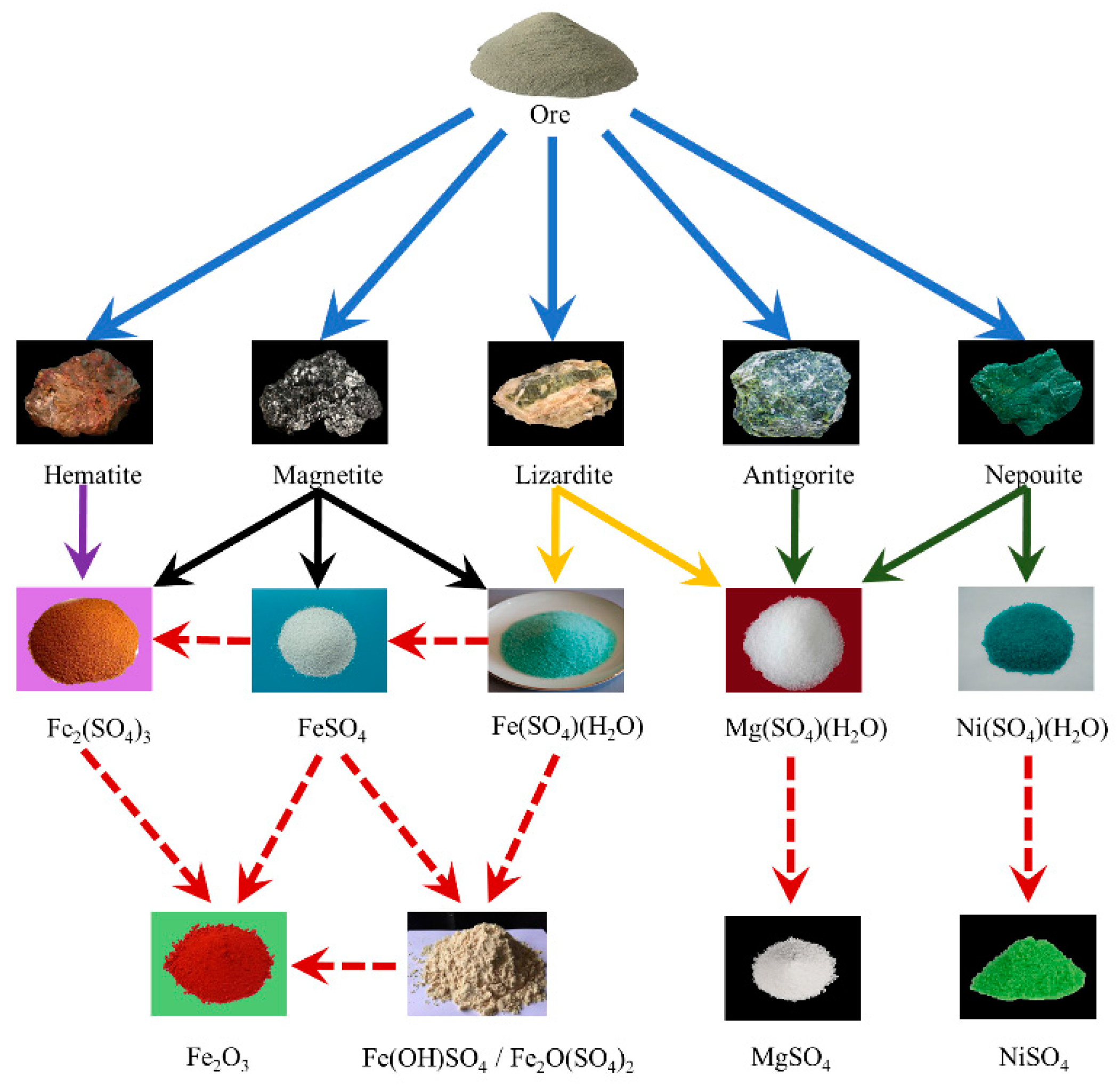
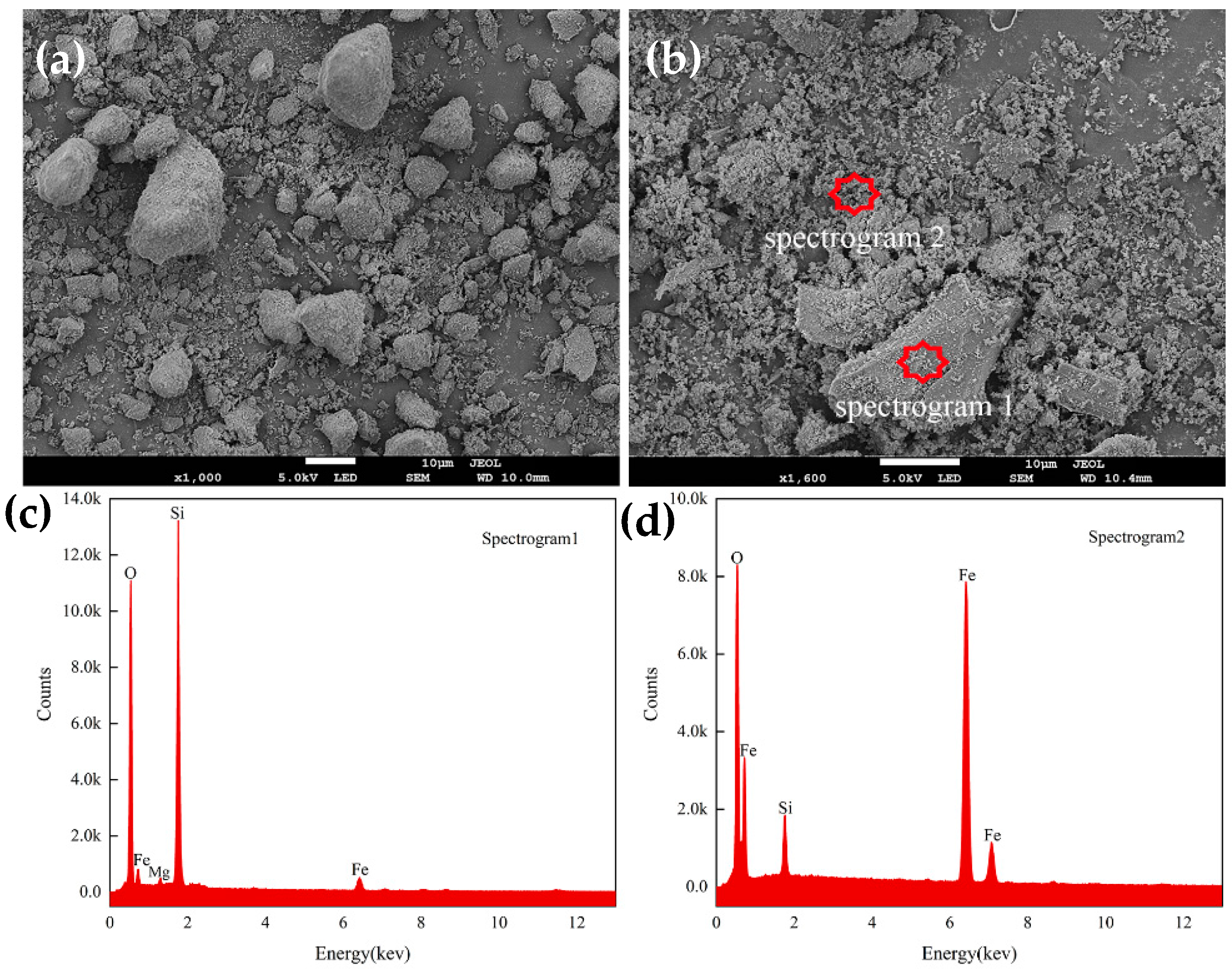
3.3. Roasting Mineralogy Analysis
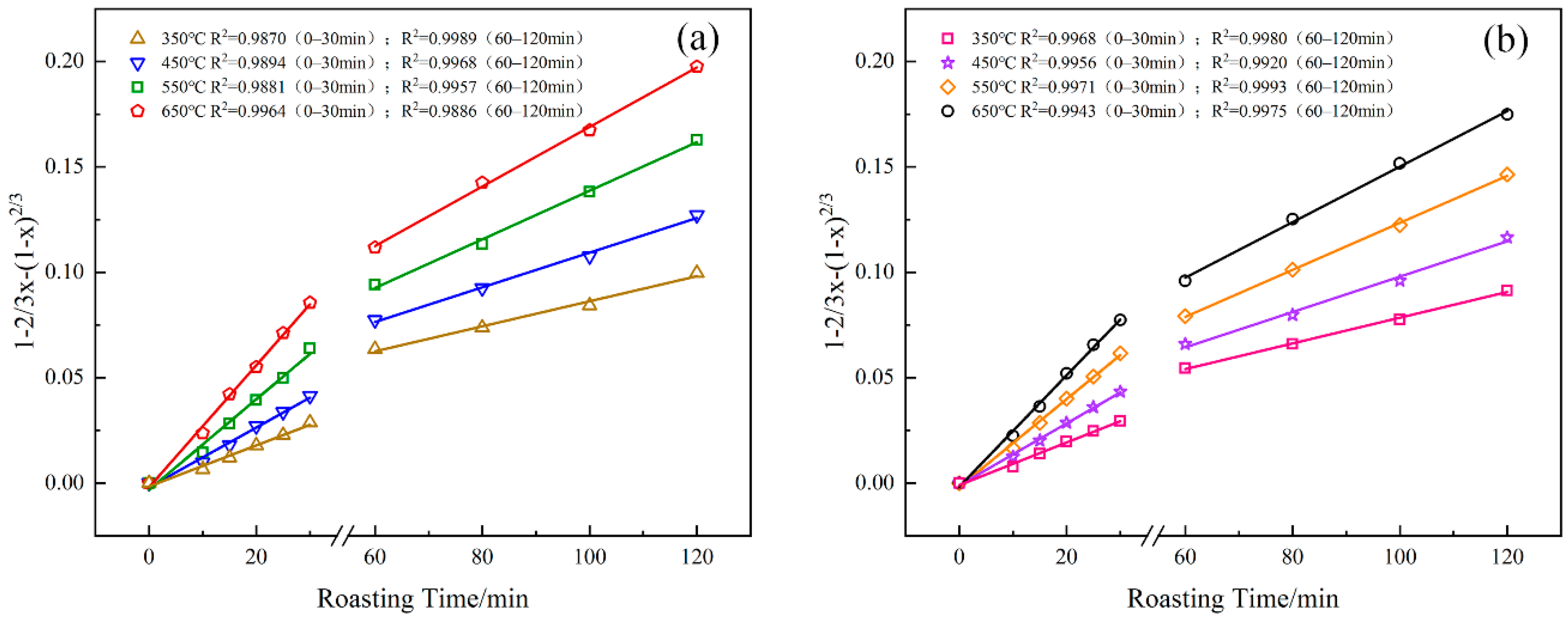
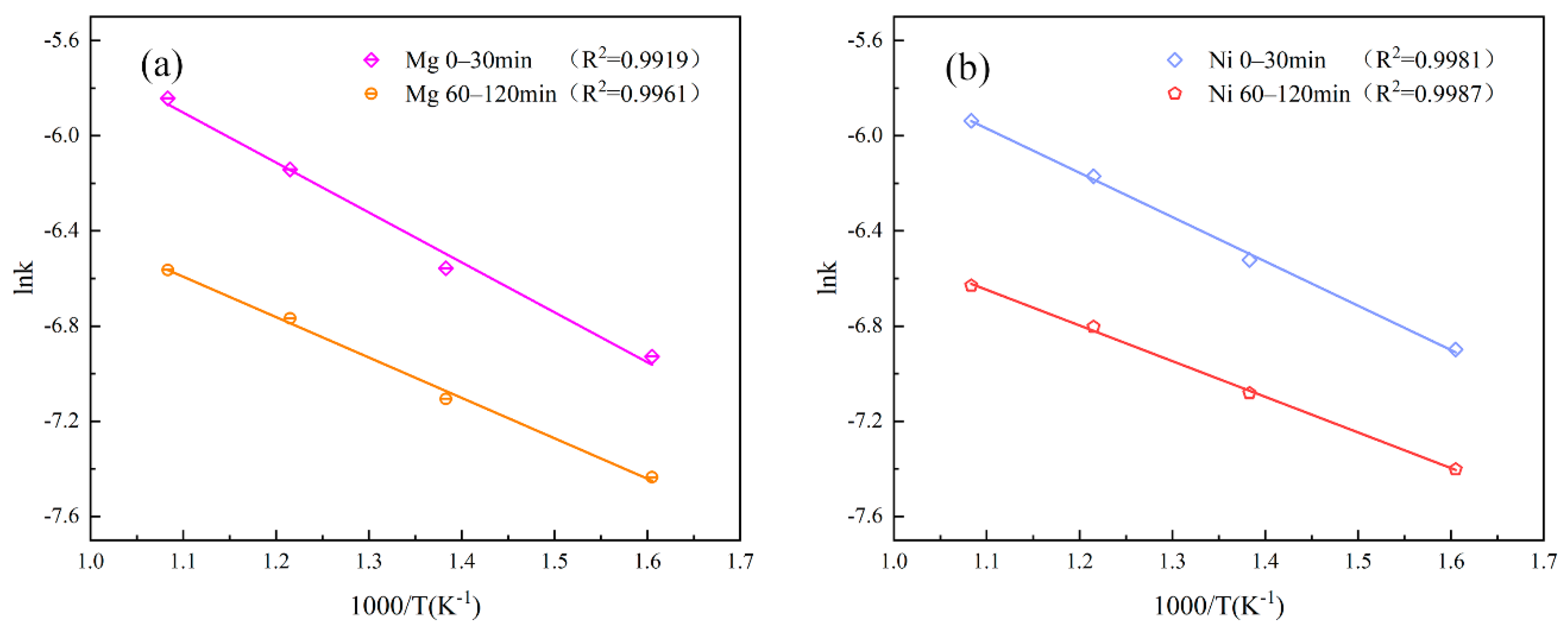
3.4. Roasting Kinetics Study
4. Conclusions
- (1)
- Based on TG/DTA and XRD, the sulfation roasting process was studied, and the transformation mechanism of the main mineral phases of nickel-rich serpentine during roasting was revealed. MgO, NiO, Fe2O3, and FeO in serpentine were converted into their corresponding sulfates during the sulfation roasting stage. With the increase in the roasting temperature to about 500 °C, the iron sulfate began to decompose to form Fe (III) oxide, and the increase in roasting temperature reduced the dissolution of iron. Silicon was present in the serpentine without chemical reaction.
- (2)
- During sulfation roasting, the extraction rate of magnesium and nickel were affected by the amount of sulfuric acid, roasting temperature, and roasting time. The optimal sulfation roasting conditions were: acid to ore ratio of 0.8 mL/g; roasting temperature of 650 °C; roasting time of 120 min. Employing these experimental conditions, the extraction of Mg and Ni can achieve 91.6% and 88.7%, respectively, while the extraction of iron was less than 4.8%. Si was preserved as SiO2 in the water-leaching residue.
- (3)
- The kinetic analysis indicated that the sulfation roasting process follows the shrinking core model. The limiting step for the sulfation roasting stage was governed by internal diffusion at the temperature range of 350–650 °C. Kinetic equations during 0–30 min and 60–120 min were acquired, and the activation energy of magnesium and nickel in different periods was calculated from the Arrhenius equation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cheng, T.; Hsu, C. A study of silicon carbide synthesis from waste serpentine. Chemosphere 2006, 64, 510–514. [Google Scholar] [CrossRef]
- Huang, P.; Li, Z.; Chen, M.; Hu, H.; Lei, Z.; Zhang, Q.; Yuan, W. Mechanochemical activation of serpentine for recovering Cu (II) from wastewater. Appl. Clay Sci. 2017, 149, 1–7. [Google Scholar] [CrossRef]
- Zhu, P.; Wang, L.; Hong, D.; Qian, G.; Zhou, M. A study of making synthetic oxy-fluoride construction material using waste serpentine and kaolin mining tailings. Int. J. Miner. Process. 2012, 104, 31–36. [Google Scholar] [CrossRef]
- Sun, J.; Wen, J.; Chen, B.; Wu, B. Mechanism of Mg2+ dissolution from olivine and serpentine: Implication for bioleaching of high-magnesium nickel sulfide ore at elevated pH. Int. J. Miner. Met. Mater. 2019, 26, 1069–1079. [Google Scholar] [CrossRef]
- Agatzini-Leonardou, S.; Zafiratos, I.; Spathis, D. Beneficiation of a Greek serpentinic nickeliferous ore: Part I. Mineral processing. Hydrometallurgy 2004, 74, 259–265. [Google Scholar] [CrossRef]
- Hsiao, K.; Kao, P.; Hseu, Z. Effects of chelators on chromium and nickel uptake by Brassica juncea on serpentine-mine tailings for phytoextraction. J. Hazard. Mater. 2007, 148, 366–376. [Google Scholar] [CrossRef]
- Eksteen, J.; Oraby, E.; Nguyen, V. Leaching and ion exchange based recovery of nickel and cobalt from a low grade, serpentine-rich sulfide ore using an alkaline glycine lixiviant system. Miner. Eng. 2020, 145, 106073. [Google Scholar] [CrossRef]
- Abi, C.; Gurel, S.; Kilinc, D.; Emrullahoglu, O. Production of forsterite from serpentine—Effects of magnesium chloride hexahydrate addition. Adv. Powder Technol. 2015, 26, 947–953. [Google Scholar] [CrossRef]
- Teir, S.; Revitzer, H.; Eloneva, S.; Fogelholm, C.; Zevenhoven, R. Dissolution of natural serpentinite in mineral and organic acids. Int. J. Miner. Process. 2007, 83, 36–46. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, C.; Jiang, M.; Saxen, H.; Zevenhoven, R. Preparation of magnesium hydroxide from serpentinite by sulfuric acid leaching for CO2 mineral carbonation. Miner. Eng. 2015, 79, 116–124. [Google Scholar] [CrossRef]
- Sierra, C.; Chouinard, S.; Pasquier, L.; Mercier, G.; Blais, J. Feasibility Study on the Utilization of Serpentine Residues for Mg(OH)2 Production. Waste Biomass Valoriz. 2018, 9, 1921–1933. [Google Scholar] [CrossRef] [Green Version]
- McCutcheon, J.; Dipple, G.; Wilson, S.; Southam, G. Production of magnesium-rich solutions by acid leaching of chrysotile: A precursor to field-scale deployment of microbially enabled carbonate mineral precipitation. Chem. Geol. 2015, 413, 119–131. [Google Scholar] [CrossRef]
- Zhang, Q.; Sugiyama, K.; Saito, F. Enhancement of acid extraction of magnesium and silicon from serpentine by mechanochemical treatment. Hydrometallurgy 1997, 45, 323–331. [Google Scholar] [CrossRef]
- Fedorockova, A.; Hreus, M.; Raschman, P.; Sucik, G. Dissolution of magnesium from calcined serpentinite in hydrochloric acid. Miner. Eng. 2012, 32, 1–4. [Google Scholar] [CrossRef]
- Raschman, P.; Fedorockova, A.; Sucik, G. Thermal activation of serpentine prior to acid leaching. Hydrometallurgy 2013, 139, 149–153. [Google Scholar] [CrossRef]
- Sun, Q.; Cheng, H.; Mei, X.; Liu, Y.; Lu, X. Efficient Synchronous Extraction of Nickel, Copper, and Cobalt from Low–Nickel Matte by Sulfation Roasting Water Leaching Process. Sci. Rep. 2020, 10, 9916. [Google Scholar] [CrossRef]
- Fan, J.; Wang, G.; Li, Q.; Yang, H.; Xu, S.; Zhang, J.; Chen, J.; Wang, R. Extraction of tellurium and high purity bismuth from processing residue of zinc anode slime by sulfation roasting-leaching-electrodeposition process. Hydrometallurgy 2020, 194, 105348. [Google Scholar] [CrossRef]
- Priya, J.; Randhawa, N.; Hait, J.; Bordoloi, N.; Patel, J. High-purity copper recycled from smelter dust by sulfation roasting, water leaching and electrorefining. Environ. Chem. Lett. 2020, 18, 2133–2139. [Google Scholar] [CrossRef]
- Li, G.; Xiong, X.; Wang, L.; Che, L.; Wei, L.; Cheng, L.; Wei, L.; Cheng, H.; Zou, X.; Xu, Q.; et al. Sulfation Roasting of Nickel Oxide-Sulfide Mixed Ore Concentrate in the Presence of Ammonium Sulfate: Experimental and DFT Studies. Metals 2019, 9, 1256. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Tan, X.; Li, C.; Yi, Y.; Liu, W.; Zhang, L. Energy-efficient and simultaneous extraction of lithium, rubidium and cesium from lepidolite concentrate via sulfuric acid baking and water Cheek Tor leaching. Hydrometallurgy 2019, 185, 244–249. [Google Scholar] [CrossRef]
- Tang, Y.; Zhang, B.; Xie, H.; Qu, X.; Xing, P.; Yin, H. Recovery and regeneration of lithium cobalt oxide from spent lithium-ion batteries through a low-temperature ammonium sulfate roasting approach. J. Power Sources 2020, 474, 228596. [Google Scholar] [CrossRef]
- Chen, S.; Feng, Z.; Wang, M.; Zhao, L.; Yu, Z.; Xia, C.; Huang, X. Leaching kinetic study of sulfuric acid roasted mixed-type rare earth concentrate for reducing the solid-waste production and chemical consumption. J. Clean. Prod. 2020, 260, 120989. [Google Scholar] [CrossRef]
- Borra, C.; Mermans, J.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Selective recovery of rare earths from bauxite residue by combination of sulfation, roasting and leaching. Miner. Eng. 2016, 92, 151–159. [Google Scholar] [CrossRef]
- Tagawa, H. Thermal decomposition temperatures of metal sulfates. Thermochim. Acta. 1984, 80, 23–33. [Google Scholar] [CrossRef]
- Onal, M.; Borra, C.; Guo, M.; Blanpain, B.; Van Gerven, T. Recycling of NdFeB Magnets Using Sulfation, Selective Roasting, and Water Leaching. J. Sustain. Metall. 2015, 1, 199–215. [Google Scholar] [CrossRef]
- Kolta, G.; Askar, M. Thermal decomposition of some metal sulphates. Thermochim. Acta. 1975, 11, 65–72. [Google Scholar] [CrossRef]
- Scheidema, M.; Taskinen, P. Decomposition Thermodynamics of Magnesium Sulfate. Ind. Eng. Chem. Res. 2011, 50, 9550–9556. [Google Scholar] [CrossRef]
- Apostolidis, C.; Distin, P. The kinetics of the sulphuric acid leaching of nickel and magnesium from reduction roasted serpentine. Hydrometallurgy 1978, 3, 181–196. [Google Scholar] [CrossRef]
- Demol, J.; Ho, E.; Soldenhoff, K.; Senanayake, G. The sulfuric acid bake and leach route for processing of rare earth ores and concentrates: A review. Hydrometallurgy 2019, 188, 123–139. [Google Scholar] [CrossRef]
- Guo, X.; Dong, L.; Park, K.; Tian, Q.; Zhan, W. Leaching behavior of metals from a limonitic nickel laterite using a sulfation–roasting–leaching process. Hydrometallurgy 2009, 99, 144–150. [Google Scholar] [CrossRef]
- Li, M.; Wei, C.; Qiu, S.; Zhou, X.; Li, C.; Deng, Z. Kinetics of vanadium dissolution from black shale in pressure acid leaching. Hydrometallurgy 2010, 104, 193–200. [Google Scholar] [CrossRef]
- Gong, D.; Zhou, K.; Li, J.; Peng, C.; Chen, W. Kinetics of Roasting Reaction Between Synthetic Scheelite and Magnesium Chloride. JOM 2019, 71, 2827–2833. [Google Scholar] [CrossRef]
- Chang, J.; Zhang, L.; Yang, C.; Ye, Q.; Chen, J.; Peng, J.; Srinivasakannan, C.; Li, W. Kinetics of microwave roasting of zinc slag oxidation dust with concentrated sulfuric acid and water leaching. Chem. Eng. Process. 2015, 97, 75–83. [Google Scholar] [CrossRef]
- Nie, W.; Wen, S.; Feng, Q.; Liu, D.; Zhou, Y. Mechanism and kinetics study of sulfuric acid leaching of titanium from titanium-bearing electric furnace slag. J. Mater. Res. Technol. 2020, 9, 1750–1758. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | MgO | Al2O3 | Fe2O3 | Co3O4 | NiO | Cr2O3 | MnO | SiO2 |
|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 36.08 | 0.58 | 12.85 | 0.05 | 1.24 | 0.19 | 0.15 | 38.05 |
| Sulfates | Decomposition Temperature | Reference |
|---|---|---|
| Al2(SO4)3 | 524 | Tagawa [24] |
| FeSO4 | 550 | Onal [25] |
| Fe2(SO4)3 | 545 | Kolta et al. [26] |
| MgSO4 | 890 | Pekka et al. [27] |
| Metals | Kinetic Equation | |
|---|---|---|
| 0–30 min | 60–120 min | |
| Mg | 1 − (2/3)x − (1 − x)2/3 = 0.0275t exp [−17,450/(RT)] | 1 − (2/3)x − (1 − x)2/3 = 0.0089t exp [−14,120/(RT)] |
| Ni | 1 − (2/3)x − (1 − x)2/3 = 0.0198t exp [−15,480(RT)] | 1 − (2/3)x − (1 − x)2/3 = 0.0067t exp [−12,460/(RT)] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Gao, L.; Wu, Y.; Chen, Y.; Tong, L. Extraction of Magnesium and Nickel from Nickel-Rich Serpentine with Sulfation Roasting and Water Leaching. Metals 2022, 12, 318. https://doi.org/10.3390/met12020318
Yang X, Gao L, Wu Y, Chen Y, Tong L. Extraction of Magnesium and Nickel from Nickel-Rich Serpentine with Sulfation Roasting and Water Leaching. Metals. 2022; 12(2):318. https://doi.org/10.3390/met12020318
Chicago/Turabian StyleYang, Xiyun, Lingyu Gao, Yulou Wu, Yingli Chen, and Lirong Tong. 2022. "Extraction of Magnesium and Nickel from Nickel-Rich Serpentine with Sulfation Roasting and Water Leaching" Metals 12, no. 2: 318. https://doi.org/10.3390/met12020318