
A Review of CO2 Coolants for Sustainable Machining



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Review Structure
3. Background
3.1. History of Cryogenic MWFs
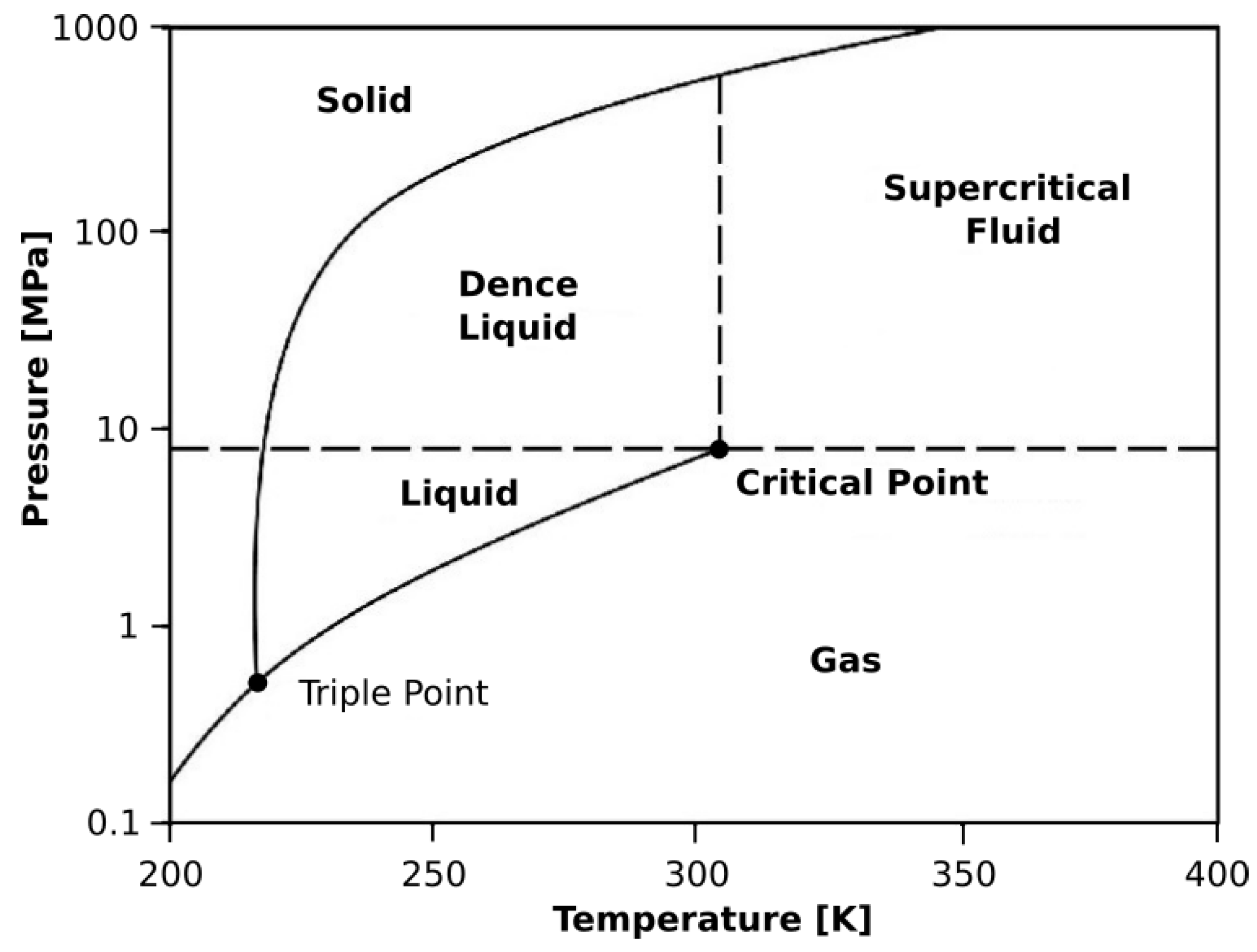
3.2. CO2 Mechanism of Action
3.3. Motivation for CO2 Coolants
- By using CO2 coolants, there is a reduced risk of cold burns to the operator due to their delivery at ambient temperature.
- CO2 coolant strategies do not create the same work-holding complexities as LN2 coolant strategies owing to their higher temperature and more localised application.
- LN2 coolants can impede the normal operation of the machining centre, i.e., by freezing the lubricating grease on the spindle; CO2 is not associated with the same risks.
- CO2 storage does not require the use of an insulated pressure vessel and pipe network, making the process of designing and retrofitting machining centres with CO2 more convenient than is the case with LN2.
- Due to the extreme cold, there is a risk of near surface microstructural transformation when using LN2 coolants, this may be mitigated with CO2.
4. Sustainability of CO2 Coolants
4.1. Environmental Implications of CO2 Coolants
- Reduction in emulsion stability.
- Increased propensity to contribute to workpiece, or machine corrosion.
- Decrease in MWF pH (and thereby, increased alkalinity of the fluid).
- Clogging of coolant delivery system including MWF lines and screens.
- Reductions in tool life.
- Development of an unpleasant odour.
4.2. Social Implications of CO2 Coolants
4.3. Economic Implications of CO2 Coolants
5. Applications of CO2 MWF Strategies
5.1. CO2 Machining of Steels
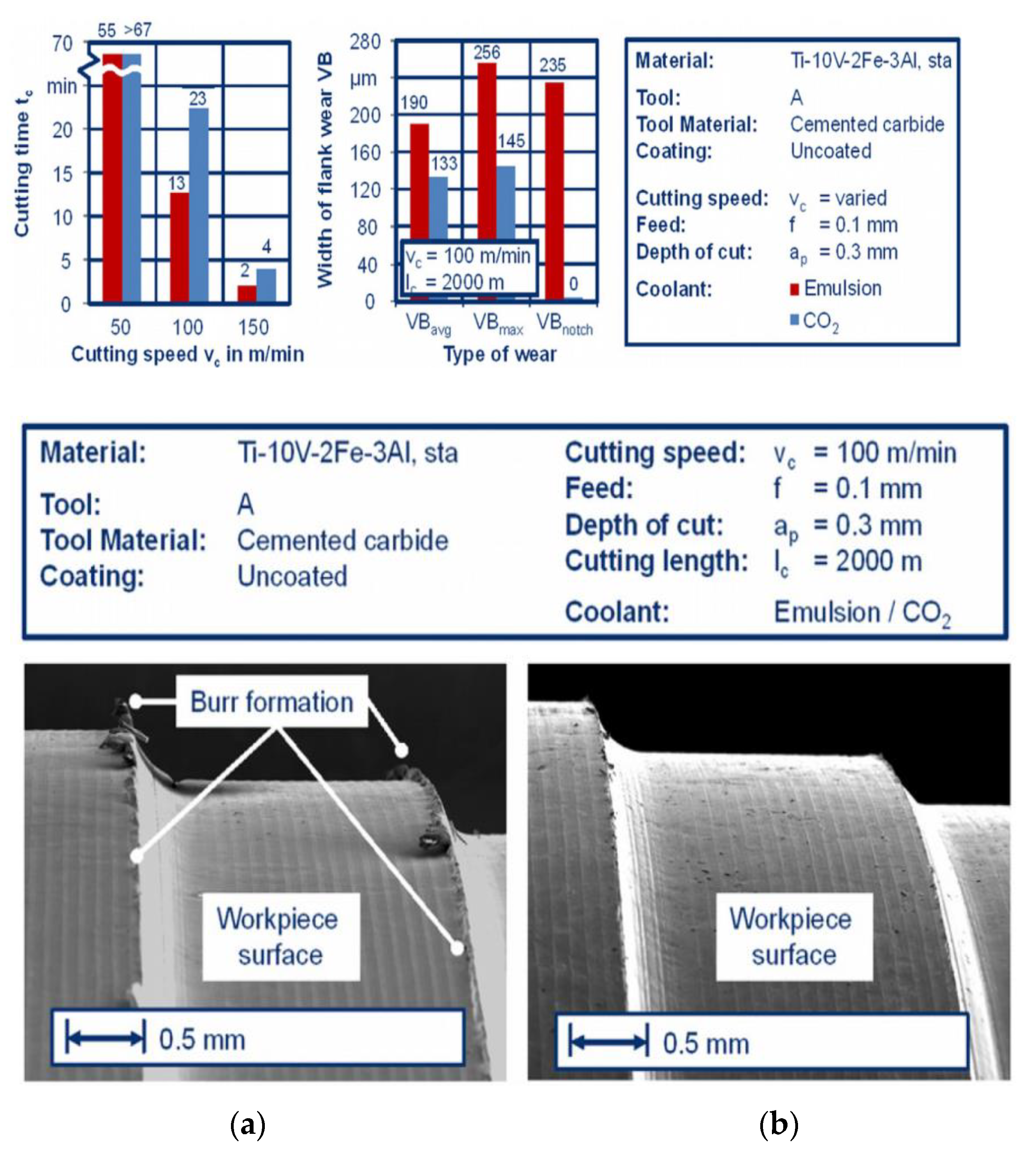
5.2. CO2 Machining of Titanium Alloys
5.3. Additional Applications of CO2 MWFs
6. Practical Factors Impacting the Performance of Cryogenic and CO2 MWFs
6.1. Workpiece and Tool Material
6.2. Feeds and Speeds
6.3. Tool/Nozzle Design
7. Future Work and Conclusions
7.1. Machinability Data
7.2. Explanatory Data
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Key to Metals AG. High Temperature Nickel-Based Superalloys for Turbine Discs: Part One. Total Materia. 2011. Available online: https://www.totalmateria.com/ (accessed on 21 December 2021).
- Okoshi, M. Minutes of General Meeting of the Japan Society of Precision Engineering; Tokyo, Japan, unpublished work; 1967. [Google Scholar]
- Uehara, K.; Kumagai, S. Chip Formation, Surface Roughness and Cutting Force in Cryogenic Machining. Ann. CIRP 1969, 17, 409–416. [Google Scholar]
- Uehara, K.; Kumagai, S. Characteristics of tool wear in cryogenic machining. CIRP Ann. 1970, 18, 273–277. [Google Scholar]
- Yildiz, Y.; Nalbant, M. A review of cryogenic cooling in machining processes. Int. J. Mach. Tools Manuf. 2008, 48, 947–964. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Muñoz-Escalona, P.; Newman, S. State-of-the-art cryogenic machining and processing. Int. J. Comput. Integr. Manuf. 2013, 26, 616–648. [Google Scholar] [CrossRef] [Green Version]
- Tapoglou, N.; Lopez, M.I.A.; Cook, I.; Taylor, C.M. Investigation of the Influence of CO2 Cryogenic Coolant Application on Tool Wear. Procedia CIRP 2017, 63, 745–749. [Google Scholar] [CrossRef]
- Witkowski, A.; Majkut, M.; Rulik, S. Analysis of pipeline transportation systems for carbon dioxide sequestration. Arch. Thermodyn. 2014, 35, 117–140. [Google Scholar] [CrossRef] [Green Version]
- IPCC. Special Report: Global Warming of 1.5 °C, UN.org. 2020. Available online: https://www.ipcc.ch/sr15 (accessed on 21 December 2021).
- Grossi, M.; Riccò, B. Metalworking fluid degradation assessment by measurements of the electrical parameters at different temperatures. Procedia Environ. Sci. Eng. Manag. 2017, 4, 59–68. [Google Scholar]
- Passman, F.J. Microbial problems in metalworking fluids. Tribol. Lubr. Technol. 1988, 65, 14–17. [Google Scholar]
- Health and Safety Executive (HSE) and UKLA. Good Practice Guide for Safe Handling and Disposal of Metalworking Fluids. 2018. Available online: https://www.ukla.org.uk/wp-content/uploads/UKLA-HSE-Good-Practice-Guide-for-Safe-Handling-and-Disposal-of-Metalworking-Fluids.pdf (accessed on 10 January 2021).
- Chipasa, K. Best practice guide for the disposal of water-mix metalworking fluids, UKLA. 2011. Available online: http://www.ukla.org.uk/wp-content/uploads/UKLA-PERA-Best-Practice-Guide-for-the-Disposal-of-Water-mix-Metalworking-Fluids.pdf (accessed on 10 January 2021).
- Bennett, E.O.; Bennett, D.L. Minimizing human exposure to chemicals in metalworking fluids. Lubr. Eng. 1987, 43, 167–175. [Google Scholar]
- Kumar, P.; Jafri, S.A.H.; Bharti, P.K.; Siddiqui, M.A. Study of Hazards Related To Cutting Fluids and Their Remedies. Int. J. Eng. Res. Technol. 2014, 3, 1225–1229. [Google Scholar]
- Kimberly-Clark. Alarming Number of Workers Fail to Wear Required Protective Equipment (NYSE:KMB). 2012. Available online: http://investor.kimberly-clark.com/ (accessed on 10 January 2021).
- Hodges, A. COSHH regulations and chemical hazards associated with metal-working fluids. Tribol. Int. 1992, 25, 135–139. [Google Scholar] [CrossRef]
- Jonsson, M.; Thelin, J. Toolholders with fluid supply conduits for supercritical CO2. European Patent EP3219421A1, 9 September 2016. [Google Scholar]
- Musil, J.C.; Bukvic, C. Apparatus and method for cooling a cutting tool using supercritical carbon dioxide. U.S. Patent 10052694, 21 August 2016. [Google Scholar]
- Fernández, D.; Sandá, A.; Bengoetxea, I. Cryogenic milling: Study of the effect of CO2 cooling on tool wear when machining Inconel 718, grade EA1N steel and Gamma TiAl. Lubricants 2019, 7, 10. [Google Scholar] [CrossRef] [Green Version]
- Busch, K.; Hochmuth, C.; Pause, B.; Stoll, A.; Wertheim, R. Investigation of Cooling and Lubrication Strategies for Machining High-temperature Alloys. Procedia CIRP 2016, 41, 835–840. [Google Scholar] [CrossRef]
- Wang, Z.; Rajurkar, K. Cryogenic machining of hard-to-cut materials. Wear 2000, 239, 168–175. [Google Scholar] [CrossRef]
- Rahim, E.A.; Ibrahim, M.; Mohid, Z. Experimental Investigation of Supercritical Carbon Dioxide (SCCO2) Performance as a Sustainable Cooling Technique. Procedia CIRP 2016, 40, 637–641. [Google Scholar] [CrossRef] [Green Version]
- Rahim, E.A.; Rahim, A.A.; Ibrahim, M.R.; Mohid, Z. Performance of turning operation by using supercritical carbon dioxide (SCCO2) as a cutting fluid. ARPN J. Eng. Appl. Sci. 2016, 11, 8609–8612. [Google Scholar]
- Mulyana, T.; Rahim, E.A.; Yahaya, S.N.M. The influence of cryogenic supercritical carbon dioxide cooling on tool wear during machining high thermal conductivity steel. J. Clean. Prod. 2017, 164, 950–962. [Google Scholar] [CrossRef]
- Cordes, S.; Hübner, F.; Schaarschmidt, T. Next Generation High Performance Cutting by Use of Carbon Dioxide as Cryogenics. Procedia CIRP 2014, 14, 401–405. [Google Scholar] [CrossRef] [Green Version]
- Wika, K.; Gurdal, O.; Litwa, P.; Hitchens, C. Influence of supercritical CO2 cooling on tool wear and cutting forces in the milling of Ti-6Al-4V. Procedia CIRP 2019, 82, 89–94. [Google Scholar] [CrossRef]
- NRoss, N.S.; Sheeba, P.T.; Jebaraj, M.; Stephen, H. Milling performance assessment of Ti-6Al-4V under CO2 cooling utilizing coated AlCrN/TiAlN insert. Mater. Manuf. Process. 2021, 36, 1–15. [Google Scholar]
- Tapoglou, N.; Taylor, C.; Makris, C. Milling of aerospace alloys using supercritical CO2 assisted machining. Procedia CIRP 2021, 101, 370–373. [Google Scholar] [CrossRef]
- Cai, C.; Liang, X.; An, Q.; Tao, Z.; Ming, W.; Chen, M. Cooling/Lubrication Performance of Dry and Supercritical CO2-Based Minimum Quantity Lubrication in Peripheral Milling Ti-6Al-4V. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 405–421. [Google Scholar] [CrossRef]
- Supra Alloys. Titanium Grade Overview. Supra Alloys. 2020. Available online: http://www.supraalloys.com/titanium-grades.php (accessed on 21 April 2020).
- Sadik, M.I.; Isakson, S.; Malakizadi, A.; Nyborg, L. Influence of Coolant Flow Rate on Tool Life and Wear Development in Cryogenic and Wet Milling of Ti-6Al-4V. Procedia CIRP 2016, 46, 91–94. [Google Scholar] [CrossRef] [Green Version]
- An, Q.; Cai, C.; Zou, F.; Liang, X.; Chen, M. Tool wear and machined surface characteristics in side milling Ti6Al4V under dry and supercritical CO2 with MQL conditions. Tribol. Int. 2020, 151, 106511. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Cryogenic Machining of Titanium Ti-5553 Alloy. J. Manuf. Sci. Eng. 2019, 141, 1–23. [Google Scholar] [CrossRef]
- MacHai, C.; Biermann, D. Machining of β-titanium-alloy Ti-10V-2Fe-3Al under cryogenic conditions: Cooling with carbon dioxide snow. J. Mater. Process. Technol. 2011, 211, 1175–1183. [Google Scholar] [CrossRef]
- Kale, A.; Khanna, N. A Review on Cryogenic Machining of Super Alloys Used in Aerospace Industry. Procedia Manuf. 2017, 7, 191–197. [Google Scholar] [CrossRef]
- Patil, N.; Asem, A.; Pawade, R.; Thakur, D.; Brahmankar, P. Comparative Study of High Speed Machining of Inconel 718 in Dry Condition and by Using Compressed Cold Carbon Dioxide Gas as Coolant. Procedia CIRP 2014, 24, 86–91. [Google Scholar] [CrossRef] [Green Version]
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I. Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. J. Mater. Process. Technol. 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Cui, P.; Wang, S. Application of microfluidic chip technology in pharmaceutical analysis: A review. J. Pharm. Anal. 2019, 9, 238–247. [Google Scholar] [CrossRef]
- Aldwell, B.; O’Mahony, J.; O’Donnell, G.E. The Effect of Workpiece Cooling on the Machining of Biomedical Grade Polymers. Procedia CIRP 2015, 33, 305–310. [Google Scholar] [CrossRef] [Green Version]
- Kakinuma, Y.; Kidani, S.; Aoyama, T. Ultra-precision cryogenic machining of viscoelastic polymers. CIRP Ann. 2012, 61, 79–82. [Google Scholar] [CrossRef]
- Pu, Z.; Outeiro, J.C.; Batista, A.C.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Enhanced surface integrity of AZ31B Mg alloy by cryogenic machining towards improved functional performance of machined components. Int. J. Mach. Tools Manuf. 2012, 56, 17–27. [Google Scholar] [CrossRef]
- Yang, S.; Umbrello, D.; Dillon, O.W.; Puleo, D.A.; Jawahir, I. Cryogenic cooling effect on surface and subsurface microstructural modifications in burnishing of Co–Cr–Mo biomaterial. J. Mater. Process. Technol. 2015, 217, 211–221. [Google Scholar] [CrossRef]
- Morkavuk, S.; Köklü, U.; Bağcı, M.; Gemi, L. Cryogenic machining of carbon fiber reinforced plastic (CFRP) composites and the effects of cryogenic treatment on tensile properties: A comparative study. Compos. Part B Eng. 2018, 147, 1–11. [Google Scholar] [CrossRef]
- LittleMachineShop. Cutting Speeds. 2020. Available online: https://littlemachineshop.com/reference/cuttingspeeds.php (accessed on 21 December 2021).
- Shokrani, A.; Newman, S.T. A New Cutting Tool Design for Cryogenic Machining of Ti–6Al–4V Titanium Alloy. Materials 2019, 12, 477. [Google Scholar] [CrossRef] [Green Version]
- Williams, J. Engineering surfaces. Eng. Tribol. 1995, 25, 22–28. [Google Scholar]
- Pereira, O.; Rodríguez, A.; Barreiro, J.; Fernández-Abia, A.I.; de Lacalle, L.N.L. Nozzle design for combined use of MQL and cryogenic gas in machining. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 87–95. [Google Scholar] [CrossRef]
- Park, K.-H.; Olortegui-Yume, J.; Yoon, M.-C.; Kwon, P. A study on droplets and their distribution for minimum quantity lubrication (MQL). Int. J. Mach. Tools Manuf. 2010, 50, 824–833. [Google Scholar] [CrossRef]
- Gross, D.; Appis, M.; Hanenkamp, N. Investigation on the productivity of milling Ti6al4v with cryogenic minimum quantity lubrication. MM Sci. J. 2019, 2019, 3393–3398. [Google Scholar] [CrossRef] [Green Version]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Proud, L.; Tapoglou, N.; Slatter, T. A Review of CO2 Coolants for Sustainable Machining. Metals 2022, 12, 283. https://doi.org/10.3390/met12020283
Proud L, Tapoglou N, Slatter T. A Review of CO2 Coolants for Sustainable Machining. Metals. 2022; 12(2):283. https://doi.org/10.3390/met12020283
Chicago/Turabian StyleProud, Leon, Nikolaos Tapoglou, and Tom Slatter. 2022. "A Review of CO2 Coolants for Sustainable Machining" Metals 12, no. 2: 283. https://doi.org/10.3390/met12020283