
Kinetics and Mechanisms of Artificial Willemite Leaching in Low-Sulfuric-Acid Solution at Elevated Temperature
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Apparatus and Procedure
3. Results and Discussion
3.1. Effects of Parameters
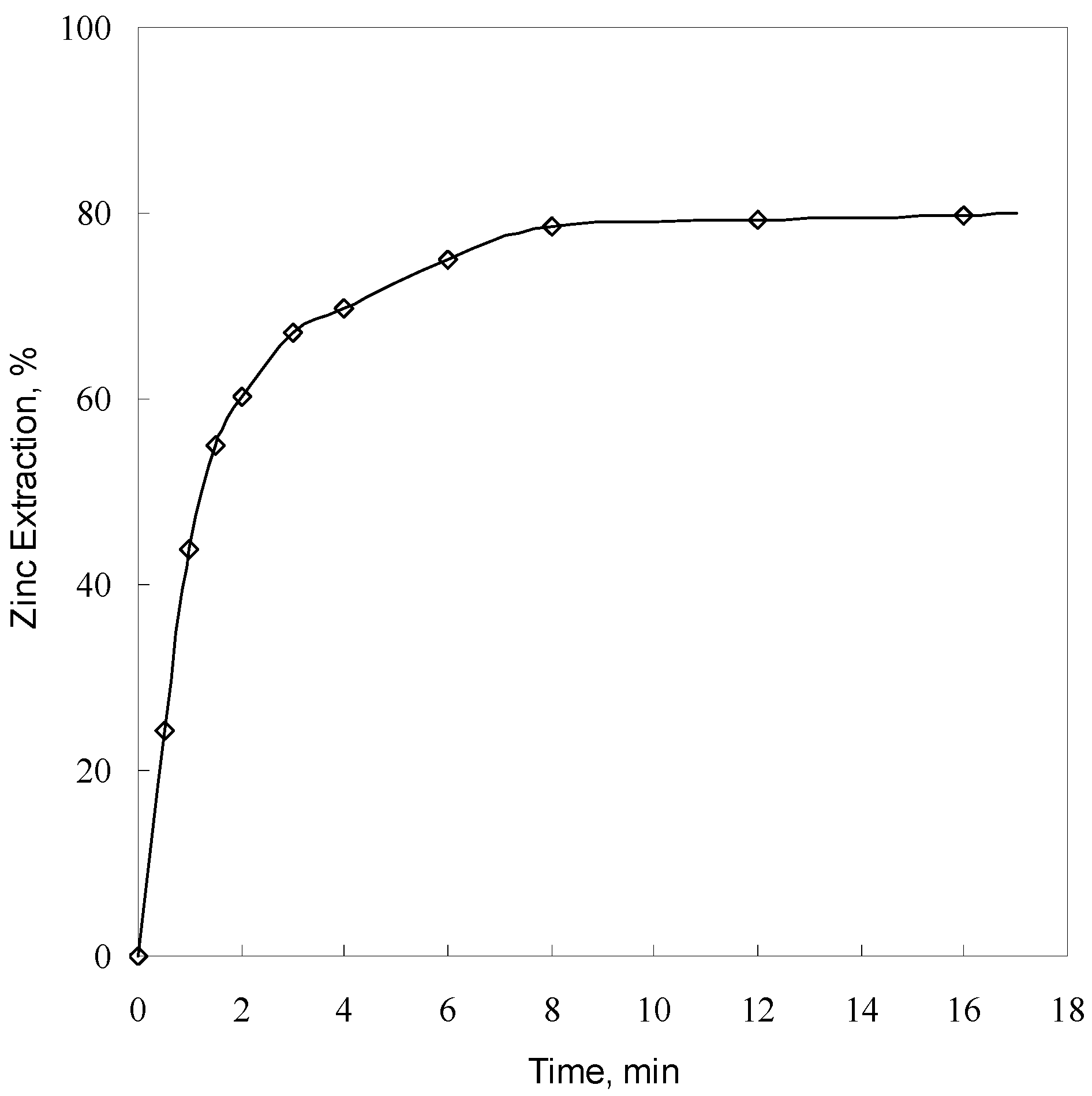
3.1.1. Effect of Leaching Time
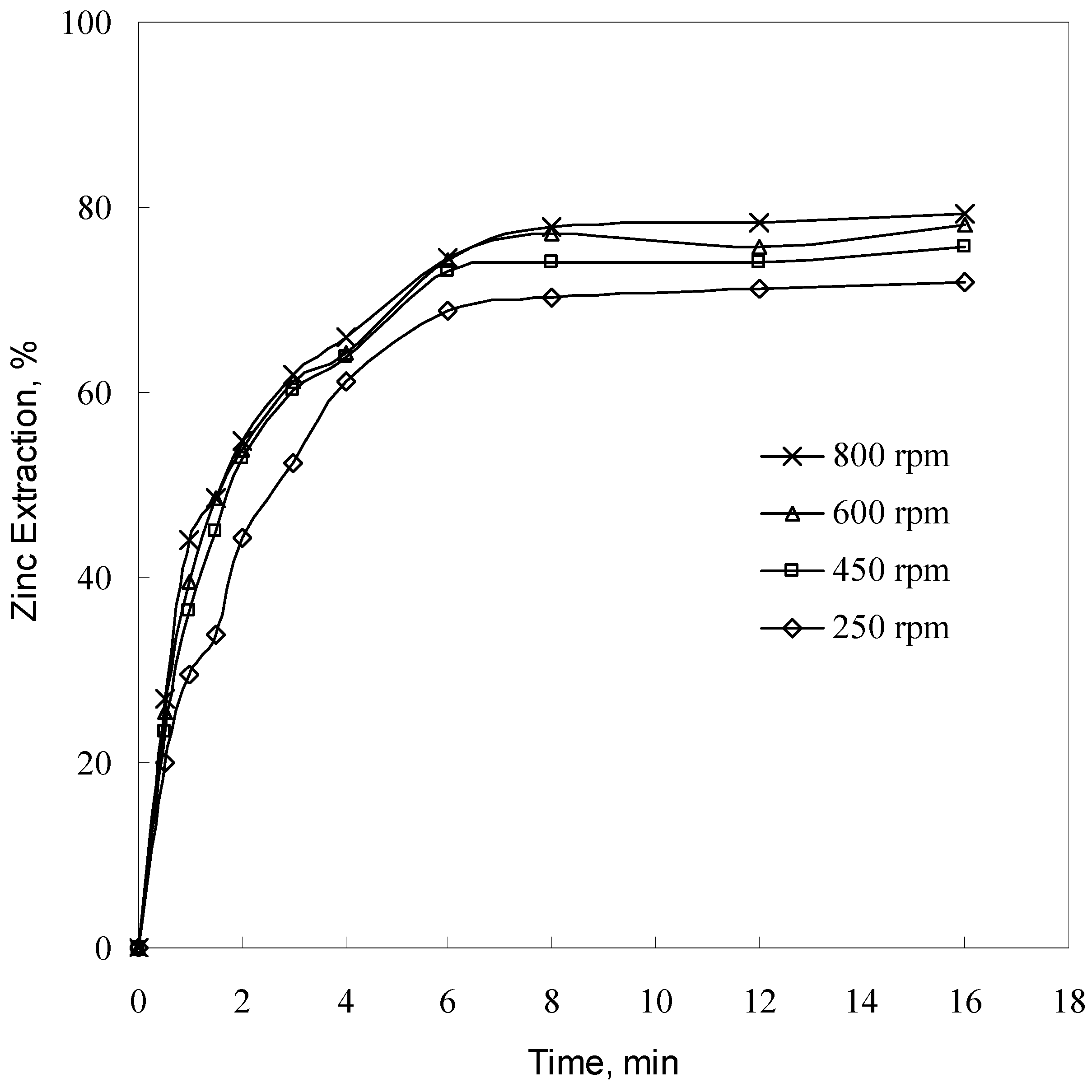
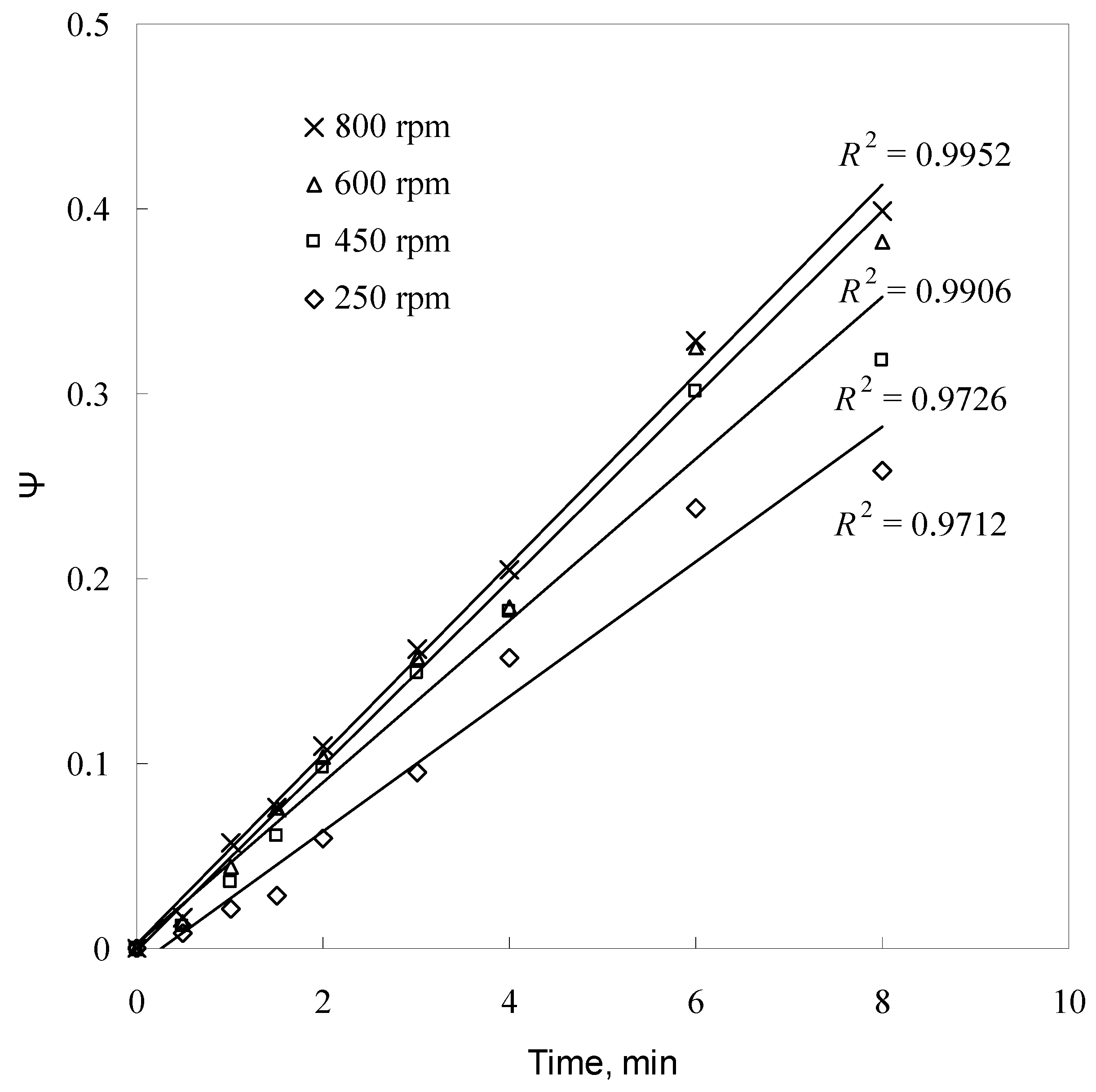
3.1.2. Effect of Agitation Speed
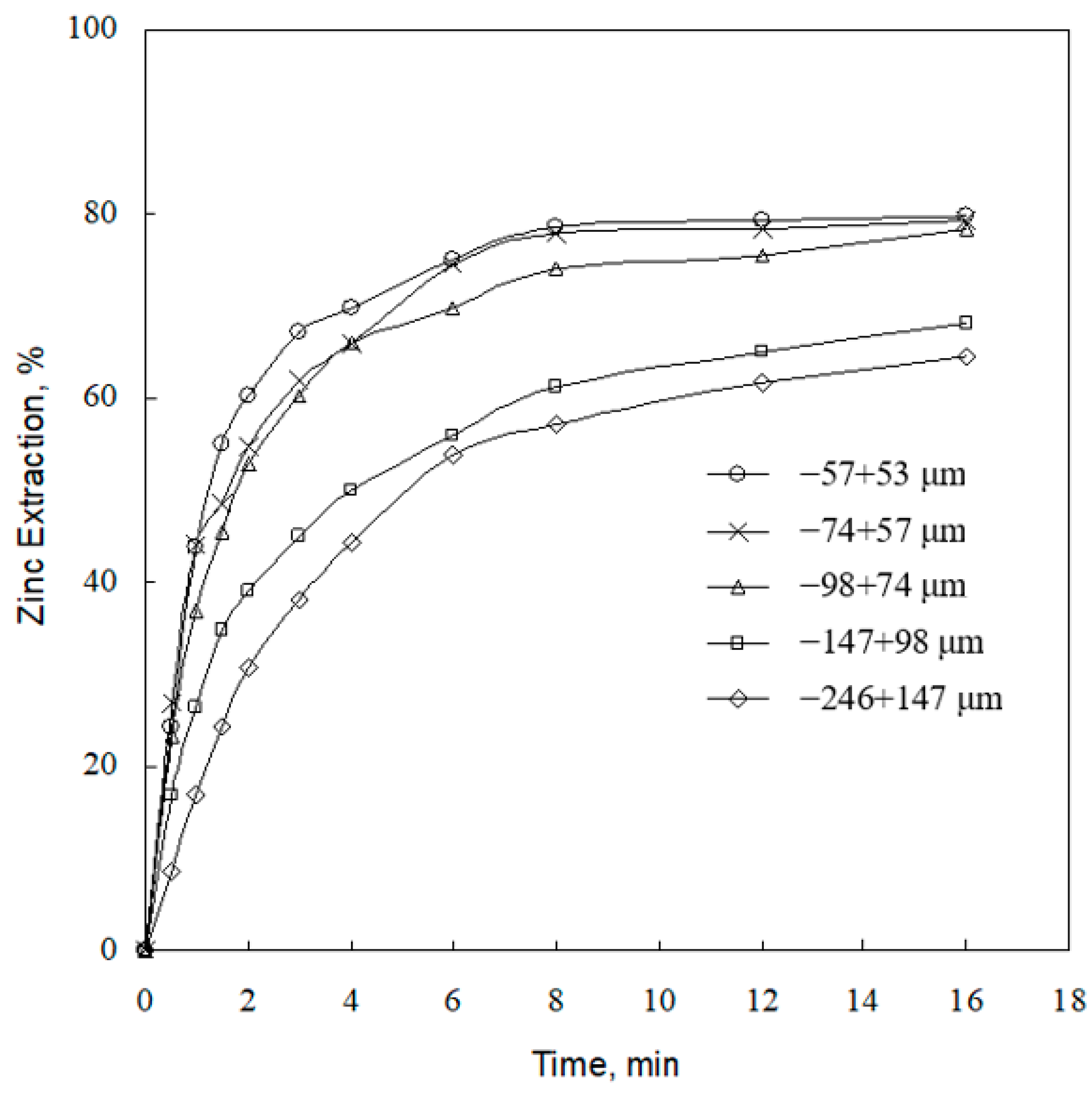
3.1.3. Effect of Particle Size
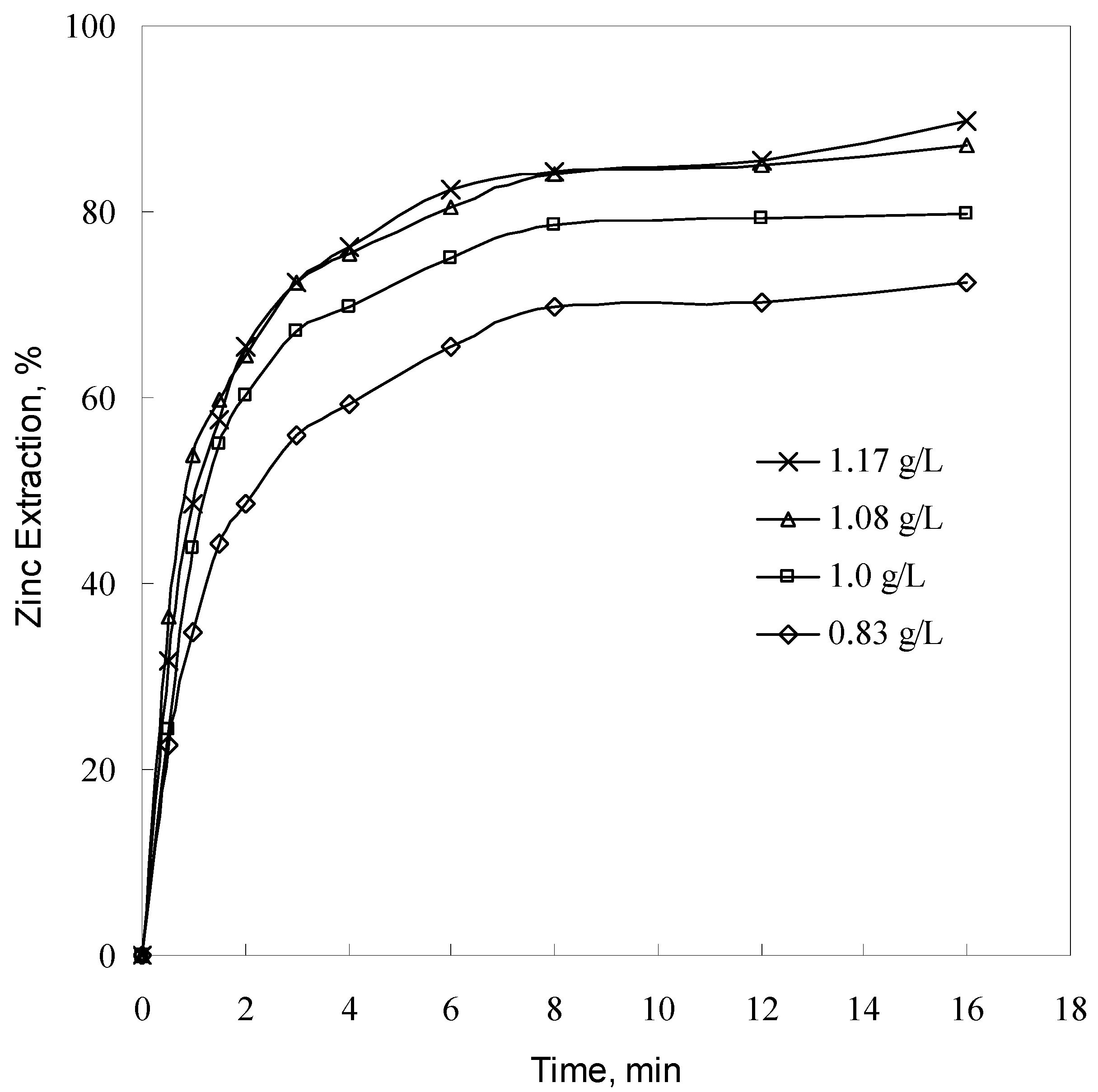
3.1.4. Effect of Sulfuric Acid Concentration
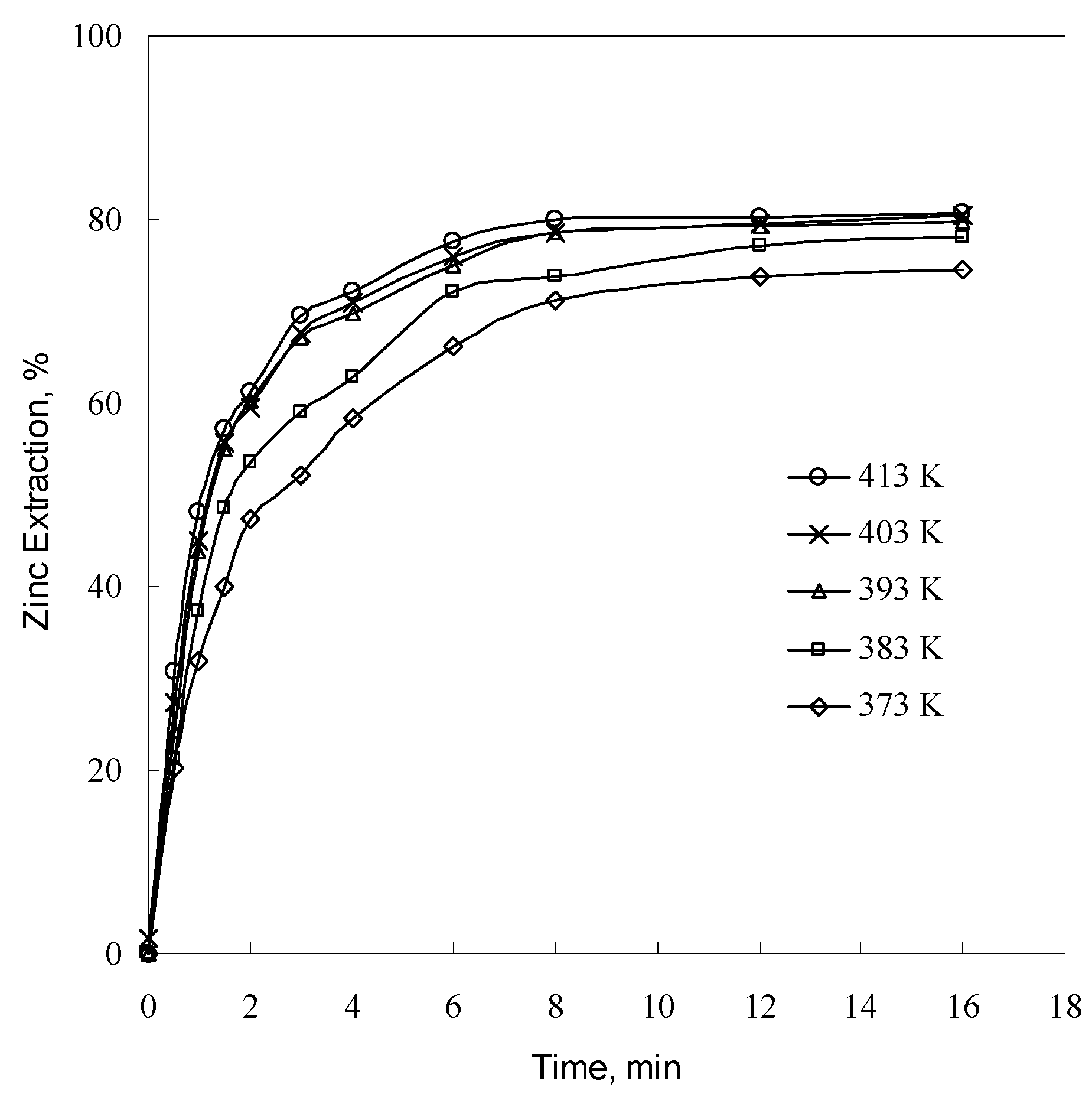
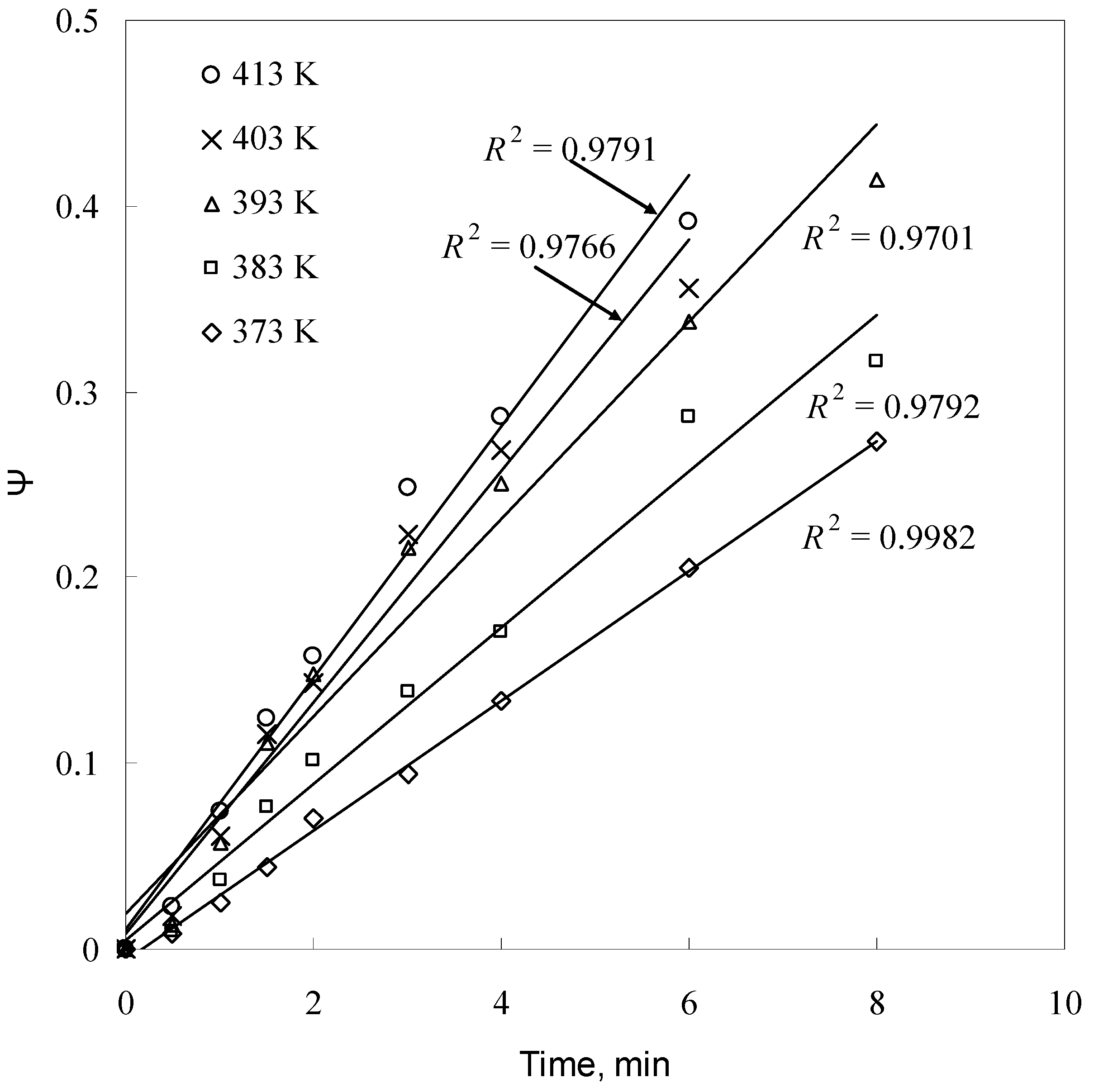
3.1.5. Effect of Temperature
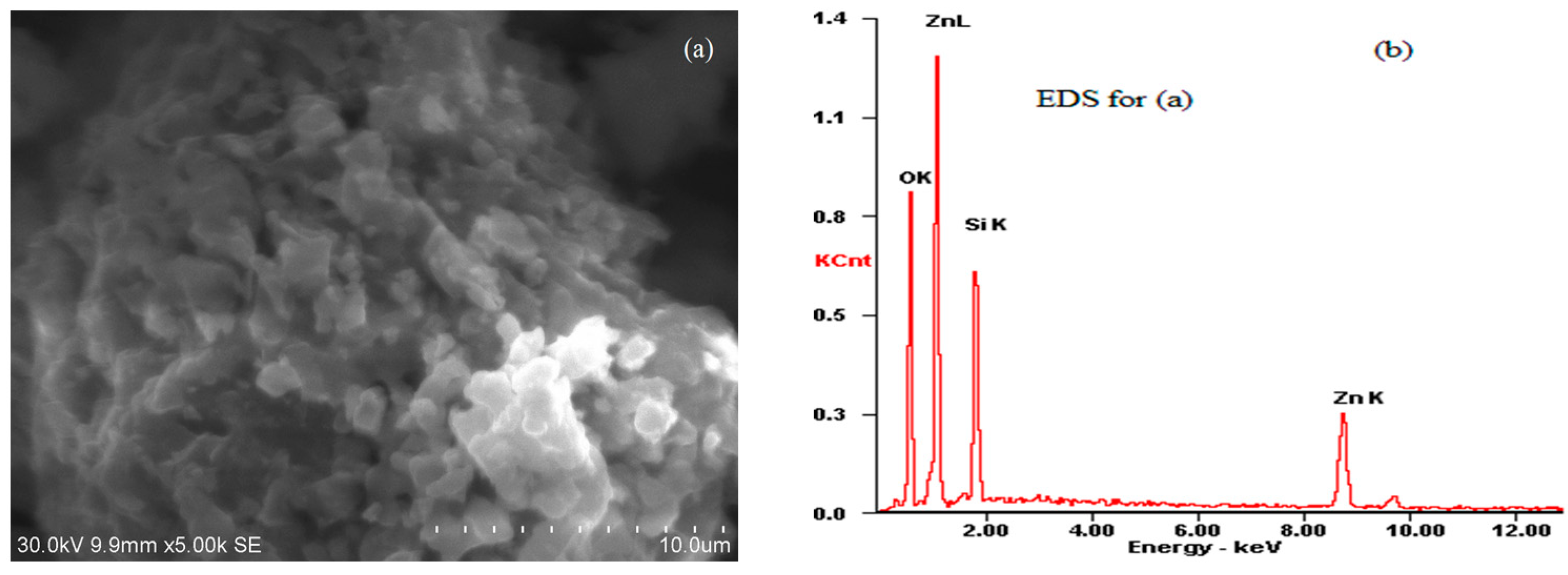
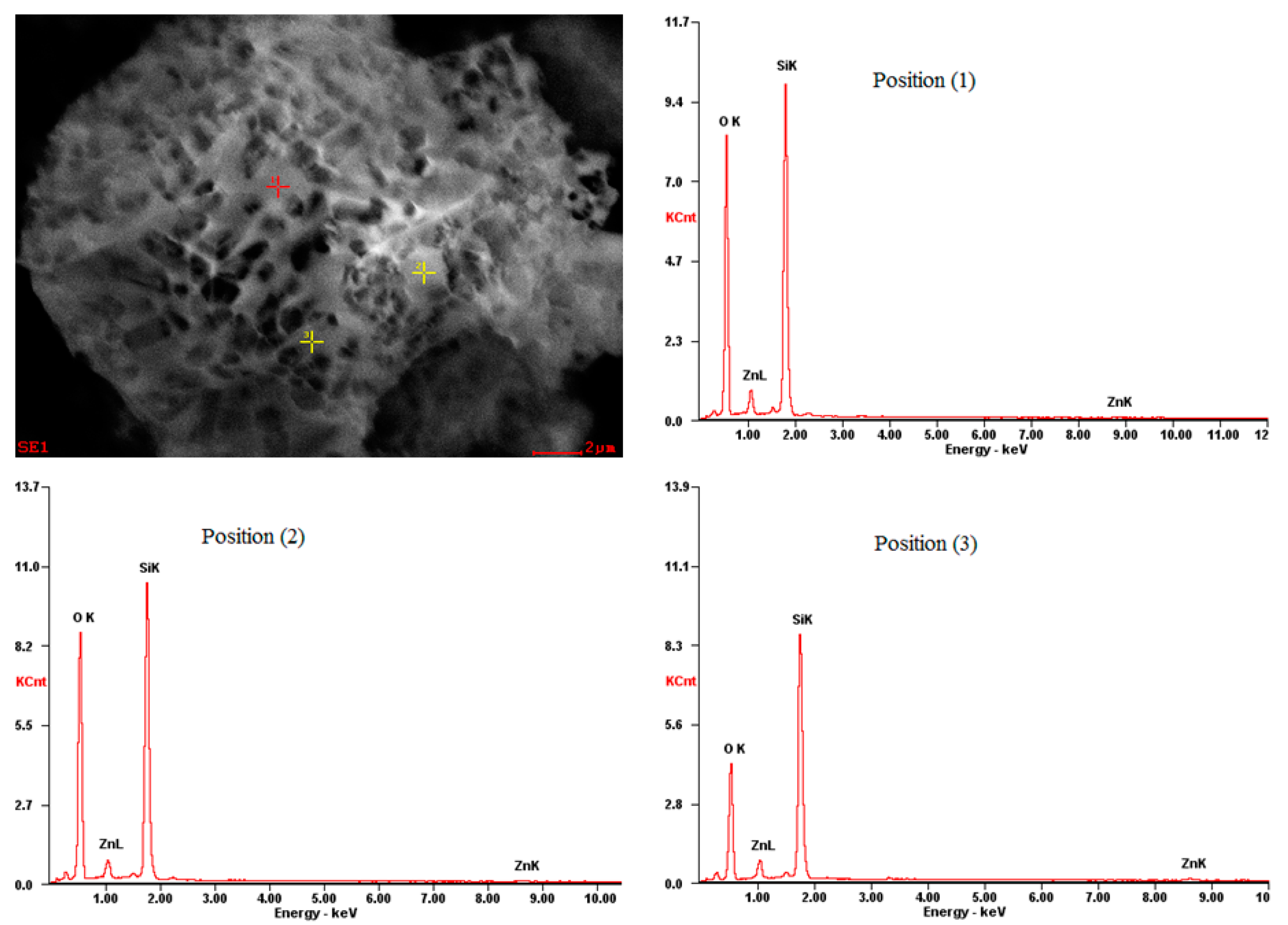
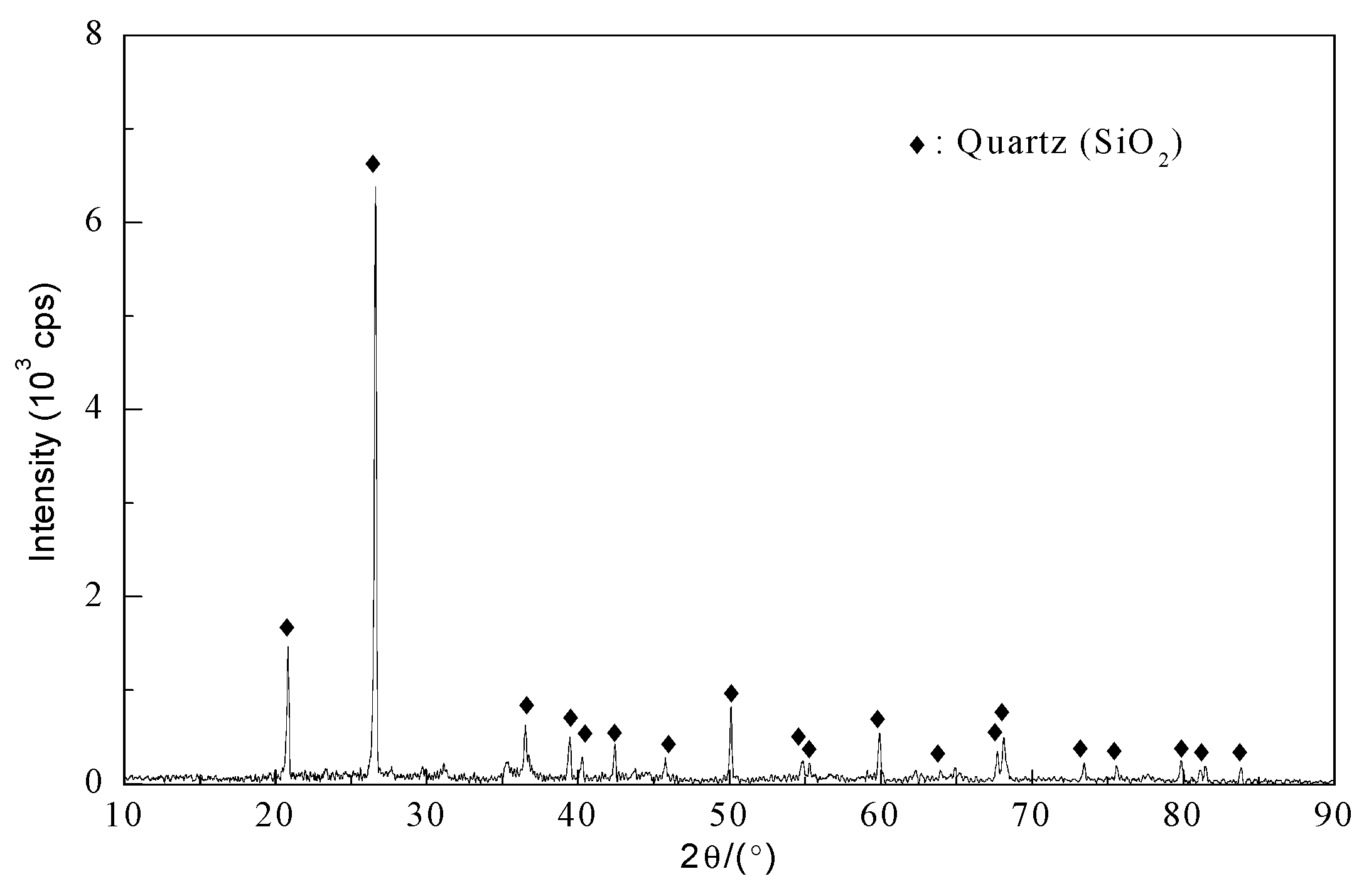
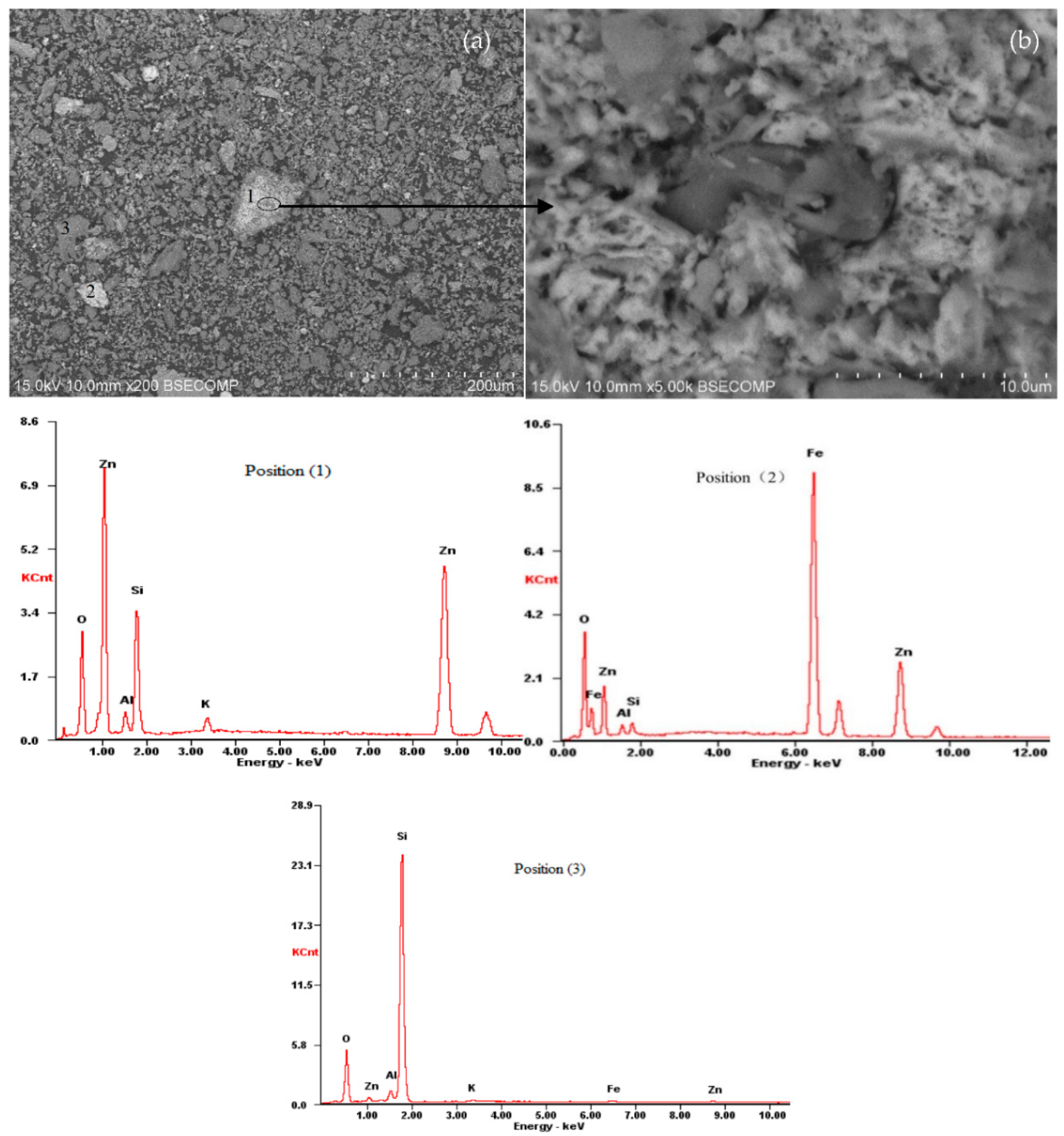
3.2. Characterization of Leaching Residue
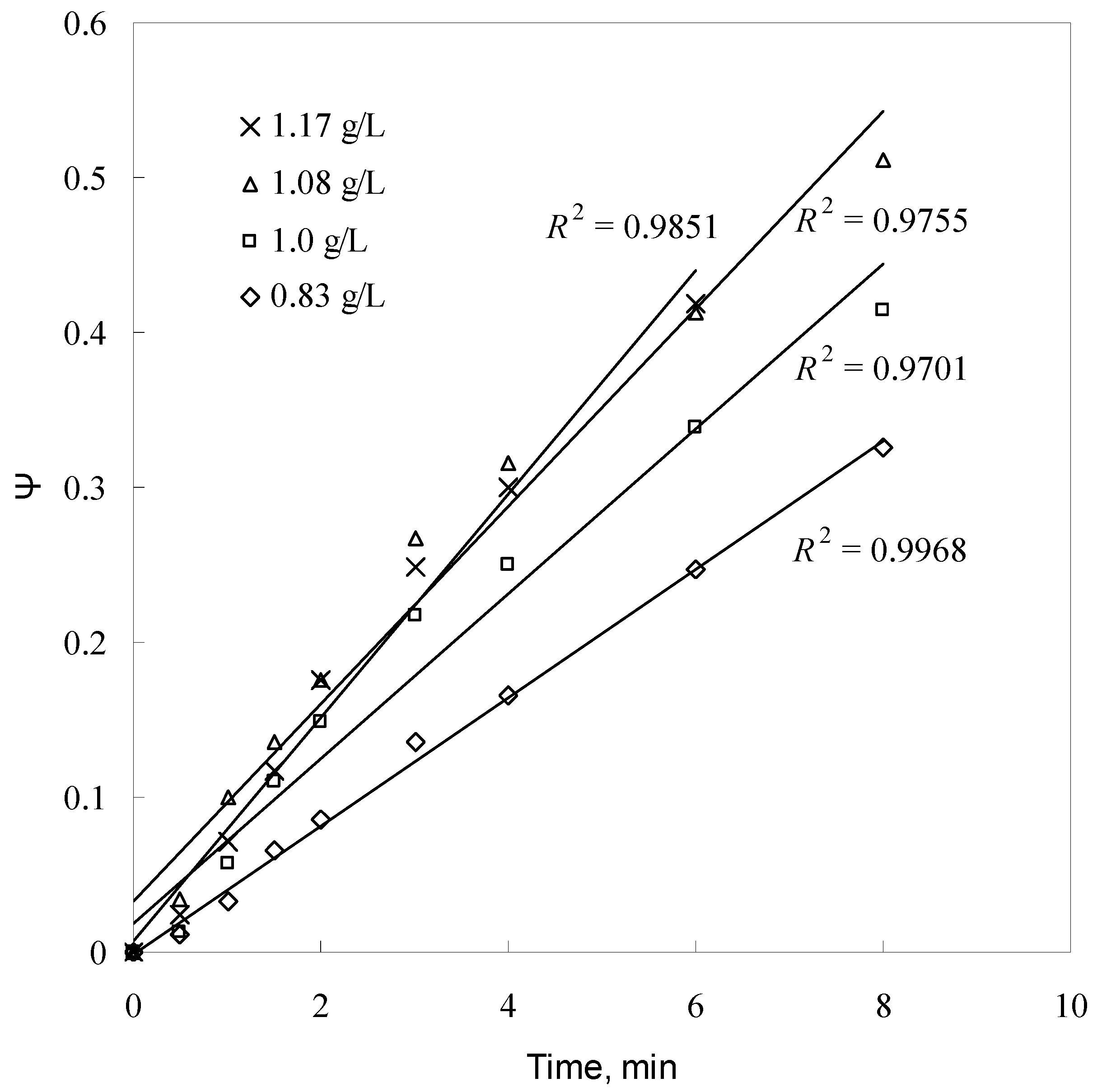
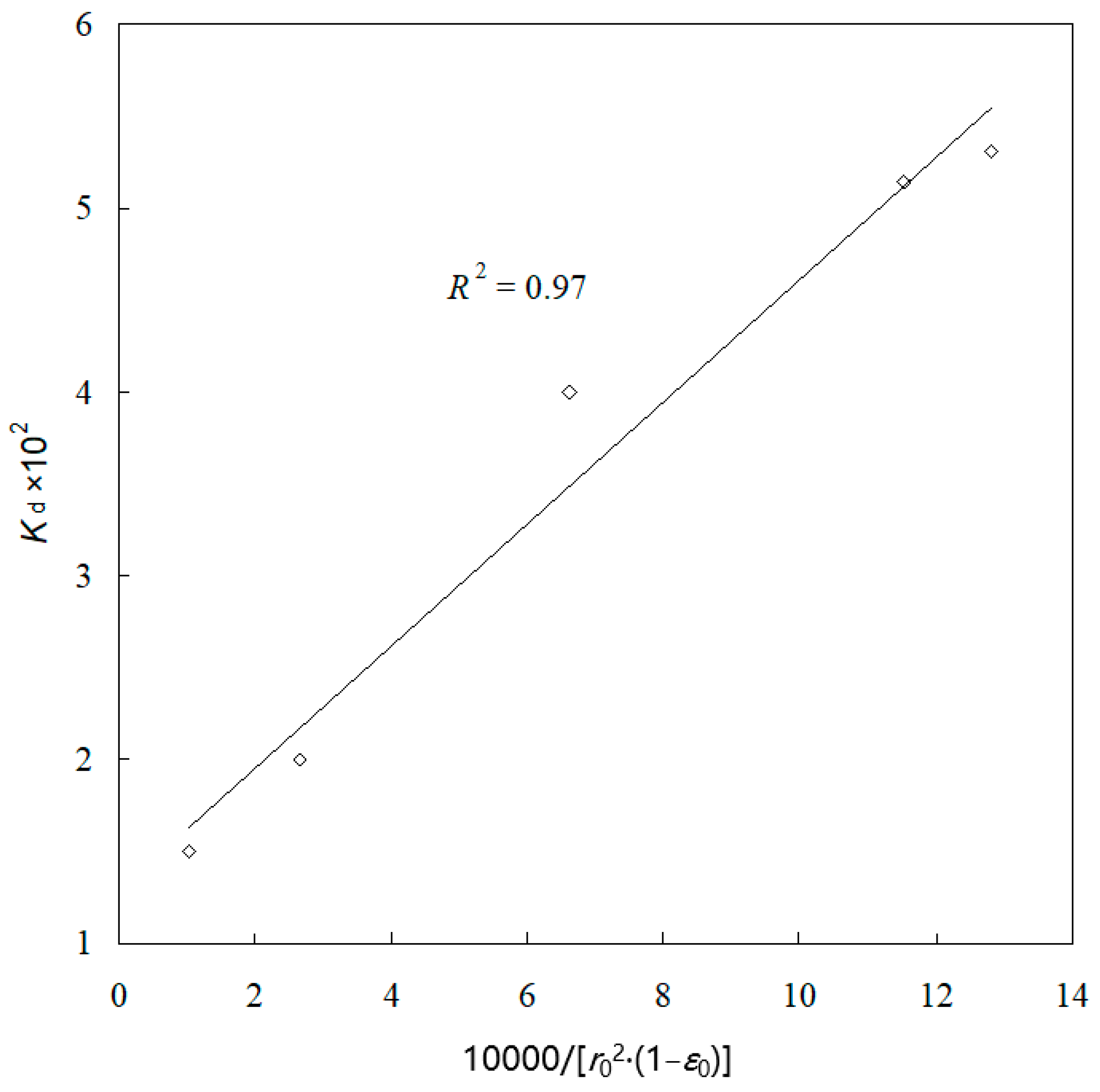
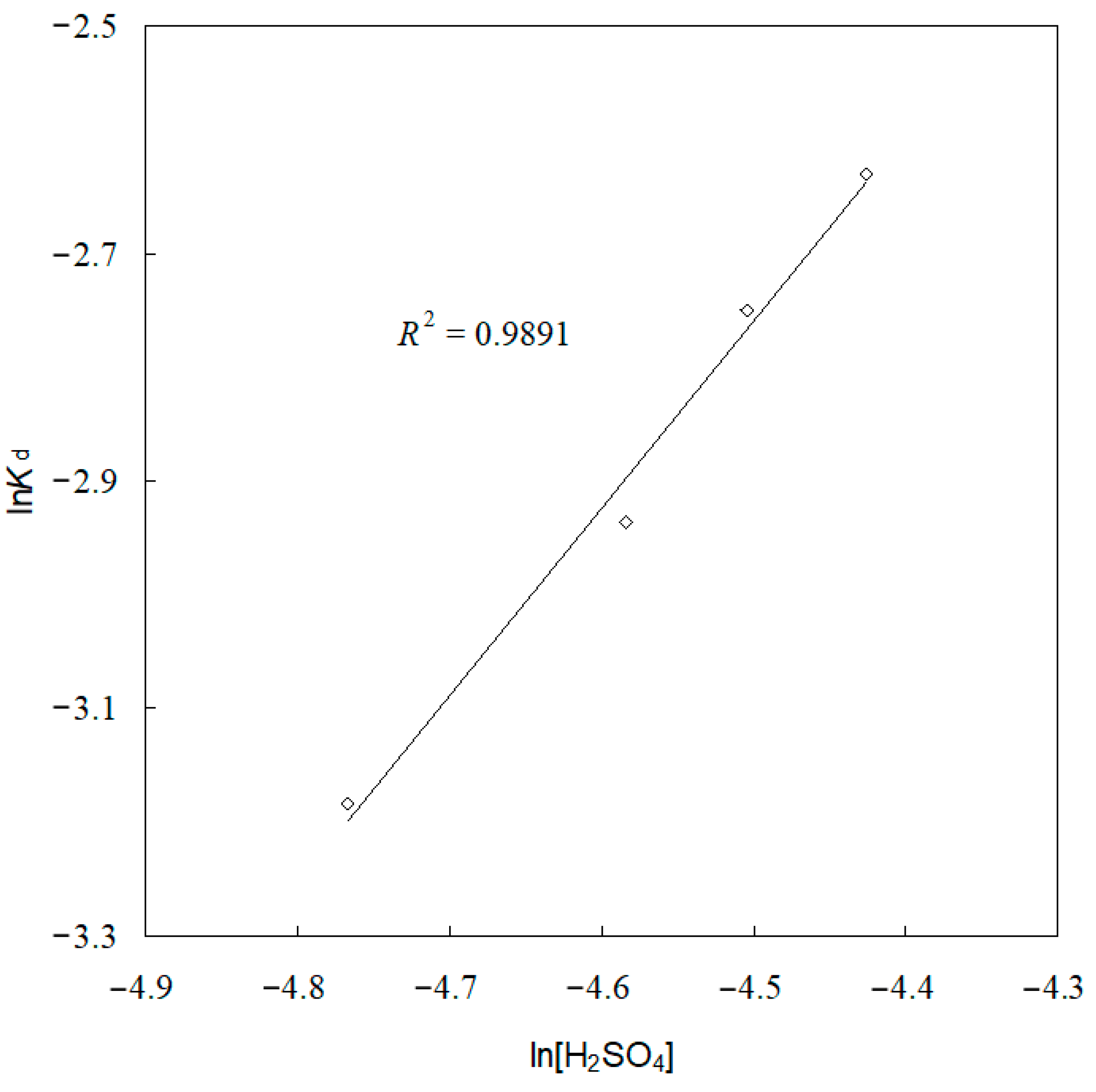
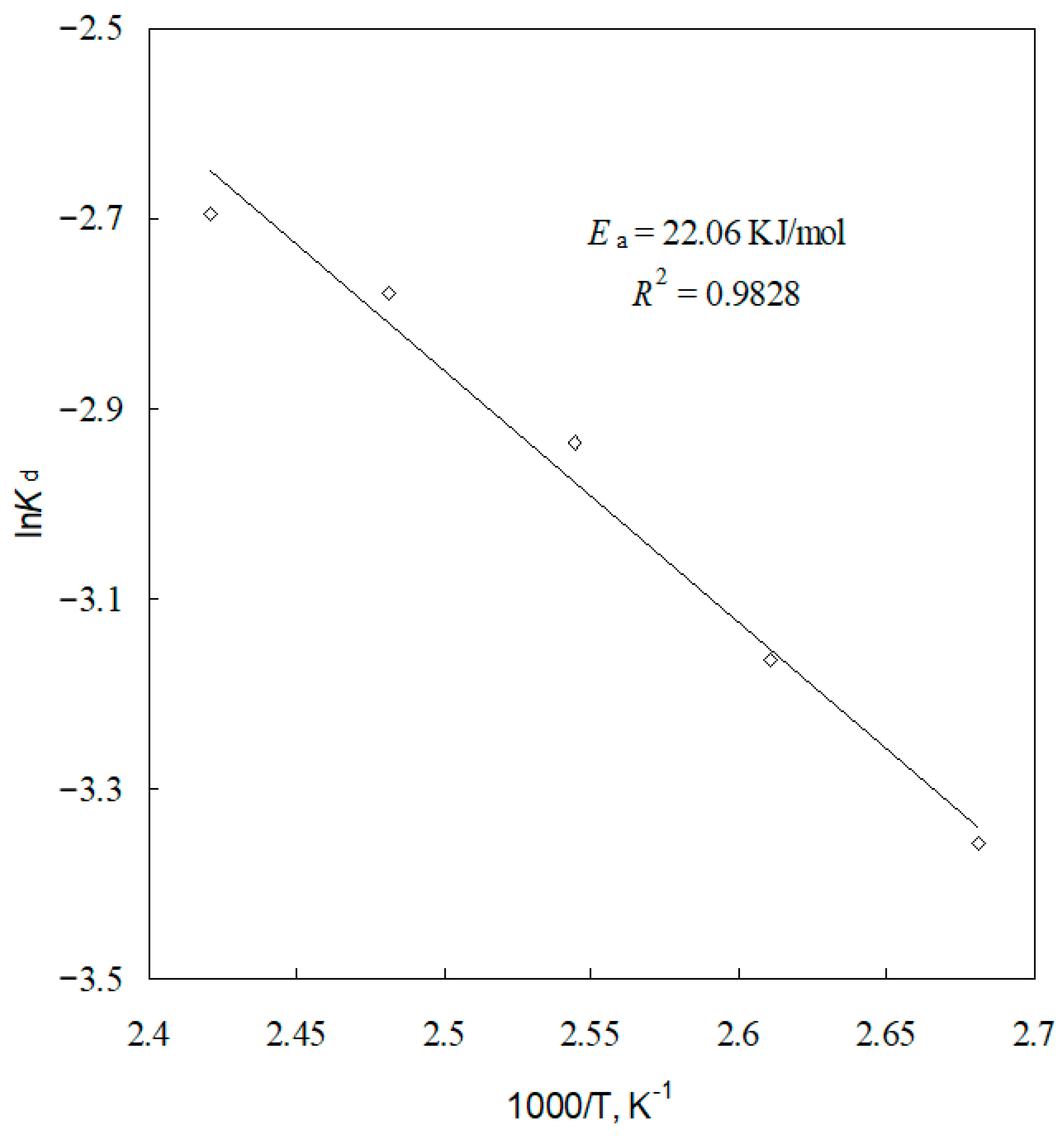
3.3. Kinetic Analysis
3.4. High-Temperature Leaching Reaction of Willemite with Sulfuric Acid
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guo, X.Y.; Zhong, J.Y.; Song, Y.; Tian, Q.H. Substance flow analysis of zinc in China. Res. Conserv. Recycl. 2010, 54, 171–177. [Google Scholar] [CrossRef]
- Abdel-Aal, E.A. Kinetics of sulfuric acid leaching of low-grade zinc silicate ore. Hydrometallurgy 2000, 55, 247–254. [Google Scholar] [CrossRef]
- Shi, D.M.; Yang, A. Flotation of Oxidized Lead and Zinc Ores; Yunnan Science and Technology Press: Kun Ming, China, 1996; (In Chinese). ISBN 7541606391. [Google Scholar]
- Duan, X.M.; Lou, L. Review on present situation of the flotation of oxidized zinc ore. Min. Metall. 2000, 9, 47–51. (In Chinese) [Google Scholar]
- Espiari, S.; Rashchi, F.; Sadrnezhad, S.K. Hydrometallurgical treatment of tailings with high zinc content. Hydrometallurgy 2006, 82, 54–62. [Google Scholar] [CrossRef]
- Wei, X.Y.; Han, J.W.; Wang, Y.W.; Huang, R.; Gao, X.S.; Qin, W.Q. Sulfurization transformation behavior and phase transformation mechanism of willemite. Chin. J. Nonferrous Met. 2021, 1–17. Available online: http://kns.cnki.net/kcms/detail/43.1238.TG.20211216.1346.001.html (accessed on 19 October 2022). (In Chinese) [CrossRef]
- Zhang, Y.; Hua, Y.; Gao, X.; Xu, C.; Li, J.; Li, Y.; Zhang, Q.; Xiong, L.; Su, Z.; Wang, M.; et al. Recovery of zinc from a low-grade zinc oxide ore with high silicon by sulfuric acid curing and water leaching. Hydrometallurgy 2016, 166, 16–21. [Google Scholar] [CrossRef]
- Frenay, J. Leaching of oxidized zinc ores in various media. Hydrometallurgy 1985, 15, 243–253. [Google Scholar] [CrossRef]
- Zhao, Y.; Stanforth, R. Production of Zn Powder by Alkaline Treatment of Smithsonite Zn-Pb Ores. Hydrometallurgy 2000, 56, 237–249. [Google Scholar] [CrossRef]
- Souza, A.D.; Pina, P.S.; Lima, E.V.O.; da Silva, C.A.; Leão, V.A. Kinetics of sulphuric acid leaching of a zinc silicate calcine. Hydrometallurgy 2007, 89, 337–345. [Google Scholar] [CrossRef]
- Bodas, M.G. Hydrometallurgical treatment of zinc silicate ore from Thailand. Hydrometallurgy 1996, 40, 37–49. [Google Scholar] [CrossRef]
- Iller, R.K. The Colloid Chemistry of Silica and Silicates; Cornell University Press: New York, NY, USA, 1955. [Google Scholar]
- Iller, R.K. Coagulation of colloidal silica by calcium ions: Mechanism and effect of particle size. J. Colloid Interface Sci. 1975, 53, 476–488. [Google Scholar] [CrossRef]
- Iller, R.K. The Chemistry of Silica Solubility, Polymerization, Colloid and Surface Properties, and Biochemistry; John Wiley & Sons: New York, NY, USA, 1979; ISBN 047102404X. [Google Scholar]
- Gnoinski, J. Skorpion zinc optimization and innovation. J. S. Afr. Inst. Min. Metall. 2007, 107, 657–662. [Google Scholar]
- Li, C.X.; Xu, H.S.; Deng, Z.G.; Li, X.B.; Li, M.T.; Wei, C. Pressure leaching of zinc silicate ore in sulfuric acid medium. Trans. Nonferrous Met. Soc. China 2010, 20, 918–923. [Google Scholar] [CrossRef]
- Terry, B.; Monhemius, A.J. Acid dissolution of willemite ((Zn, Mn)2SiO4) and hemimorphite (Zn4Si2O7(OH)2H2O). Metall. Mater. Trans. B 1983, 14, 335–346. [Google Scholar] [CrossRef]
- Souza, A.D.; Pina, P.S.; Santos, F.M.F.; da Silva, C.A.; Leão, V.A. Effect of iron in zinc silicate concentrate on leaching with sulphuric acid. Hydrometallurgy 2009, 95, 207–214. [Google Scholar] [CrossRef] [Green Version]
- Popovich, N.V.; Khristov, T.I.; Galaktionov, S.S. The sol-gel method of fabrication of zinc silicate luminophores. Glass Ceram. 1993, 50, 392–397. [Google Scholar] [CrossRef]
- Takesue, M.; Hayashi, H.; Smith, R.L., Jr. Thermal and chemical methods for producing zinc silicate (willemite): A review. Prog. Cryst. Growth Charact. Mater. 2009, 55, 98–124. [Google Scholar] [CrossRef]
- Sogabe, N.; Ikenobu, S.; Nishiyama, F.; Sakata, Y.; Kawahara, M. Precipitation of silica in zinc refining process. In Lead-Zinc 2010; Siegmund, A., Centomo, L., Geenen, C., Piret, N., Richards, G., Stephens, R., Eds.; John Wiley & Sons: New York, NY, USA, 2010; pp. 553–563. [Google Scholar]
- Georgiou, D.; Papangelakis, V.G. Sulphuric acid pressure leaching of a limonitic laterite: Chemistry and kinetics. Hydrometallurgy 1998, 49, 23–46. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Szekely, J. A structural model for gas-solid reactions with a moving boundary III: A general dimensionless representation of the irreversible reaction between a porous solid and a reactant gas. Chem. Eng. Sci. 1972, 27, 763–778. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Szekely, J. The effect of intragrain diffusion on the reaction between a porous solid and a gas. Chem. Eng. Sci. 1974, 29, 630–634. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Wadsworth, M.E. Rate Processes of Extractive Metallurgy; Plenum Press: New York, NY, USA, 1979. [Google Scholar]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; John Wiley & Sons: New York, NY, USA, 1999. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size Fraction (μm) | Zn (%) | SiO2 (%) | Surface Area (m2/g) | Total Pore Volume (mm3/g) | Pore Average Diameter (Å) | Initial Porosity (ε0) of Particle (%) | |
|---|---|---|---|---|---|---|---|
| −246 + 147 | 48.7 | 34.8 | 0.459 | 1.1 | 16.10 | 0.44 | 0.96~3.8 |
| −147 + 98 | 49.1 | 36.1 | 0.431 | 0.9 | 15.97 | 0.36 | 0.37~1.5 |
| −98 + 74 | 49.5 | 35.4 | 0.469 | 1.0 | 16.13 | 0.4 | 0.15~0.6 |
| −74 + 57 | 49.3 | 36.5 | 0.569 | 1.0 | 17.94 | 0.4 | 0.087~0.35 |
| −57 + 53 | 49.5 | 35.9 | 0.644 | 1.0 | 19.53 | 0.4 | 0.078~0.31 |
| Temp. (K) | Kinetics Expression | |||||
|---|---|---|---|---|---|---|
| ψ* ‡ | ψ‡ | |||||
| 3 min | 8 min | 3 min | 8 min | 8 min | 8 min | |
| 373 | 0.9165 | 0.8799 | 0.9813 | 0.9835 | 0.965 | 0.9982 |
| 383 | 0.9046 | 0.8217 | 0.9694 | 0.9428 | 0.928 | 0.9792 |
| 393 | 0.9107 | 0.7719 | 0.9761 | 0.9025 | 0.9041 | 0.9701 |
| 403 | 0.9052 | 0.8031(6min) | 0.9807 | 0.925(6min) | 0.9185(6min) | 0.9766(6min) |
| 413 | 0.8962 | 0.797(6min) | 0.9841 | 0.9252(6min) | 0.9216(6min) | 0.9791(6min) |
| Experiment No. | 1 | 2 | 3 | 4 | Average | Willemite Concentrate | |
|---|---|---|---|---|---|---|---|
| Chemical composition of leaching residue (wt.%) | Zn | 2.15 | 1.63 | 1.97 | 1.74 | 1.87 | 43.96 |
| Fe | 2.13 | 1.89 | 2.06 | 1.95 | 2.01 | 1.23 | |
| Pb | 0.94 | 1.13 | 1.03 | 1.2 | 1.07 | 0.78 | |
| As | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | <0.1 | |
| SiO2 | 77.04 | 75.6 | 76.3 | 74.69 | 75.9 | 38.9 | |
| Al2O3 | 1.09 | 1.22 | 1.18 | 1.27 | 1.19 | 0.91 | |
| K2O | 0.53 | 0.52 | 0.42 | 0.48 | 0.49 | 1.06 | |
| MgO | 0.2 | 0.22 | 0.23 | 0.22 | 0.22 | 0.27 | |
| CaO | 2.26 | 2.3 | 2.04 | 2.1 | 2.2 | 1.22 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, H.; Qian, Y.; Zhou, Q.; Wei, C.; Wang, Q.; Zhao, W.; Zhu, B.; Wu, J.; Ren, F.; Xu, J. Kinetics and Mechanisms of Artificial Willemite Leaching in Low-Sulfuric-Acid Solution at Elevated Temperature. Metals 2022, 12, 2031. https://doi.org/10.3390/met12122031
Xu H, Qian Y, Zhou Q, Wei C, Wang Q, Zhao W, Zhu B, Wu J, Ren F, Xu J. Kinetics and Mechanisms of Artificial Willemite Leaching in Low-Sulfuric-Acid Solution at Elevated Temperature. Metals. 2022; 12(12):2031. https://doi.org/10.3390/met12122031
Chicago/Turabian StyleXu, Hongsheng, Yanan Qian, Quanfa Zhou, Chang Wei, Qi Wang, Wenjie Zhao, Binglong Zhu, Juan Wu, Fang Ren, and Jingxu Xu. 2022. "Kinetics and Mechanisms of Artificial Willemite Leaching in Low-Sulfuric-Acid Solution at Elevated Temperature" Metals 12, no. 12: 2031. https://doi.org/10.3390/met12122031