
Numerical Study on Welding Residual Stress Distribution of Corrugated Steel Webs

 ,
,
Abstract
:1. Introduction
2. Theory of Welding Process
2.1. Welding Heat Transfer Theory
2.2. Material Strength Definition in the Welding Process
- (1)
- Von Mises yield rule
- (2)
- Plastic flow rule
- (3)
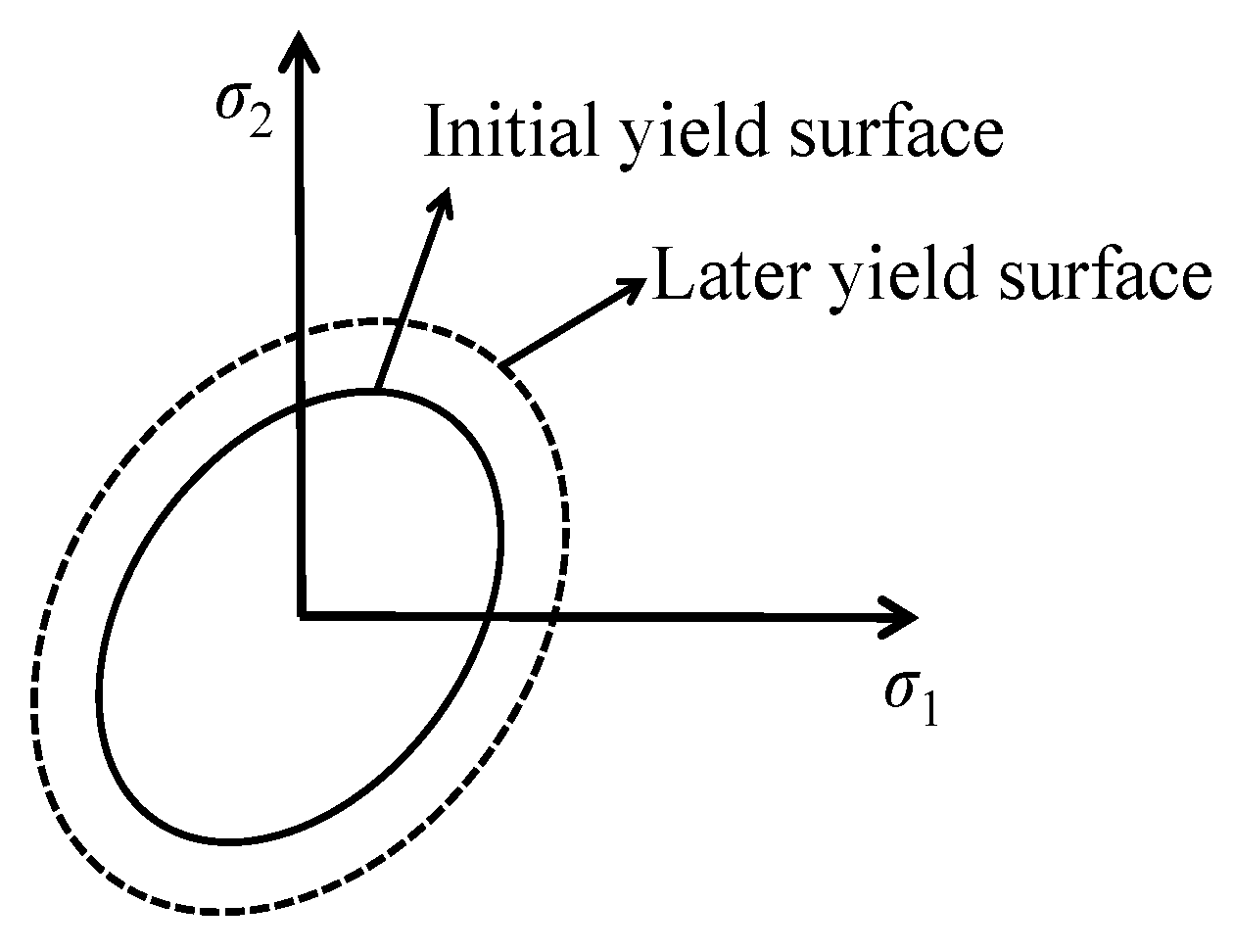
- Hardening rule
3. Numerical Simulation of Welding Process for CSWs
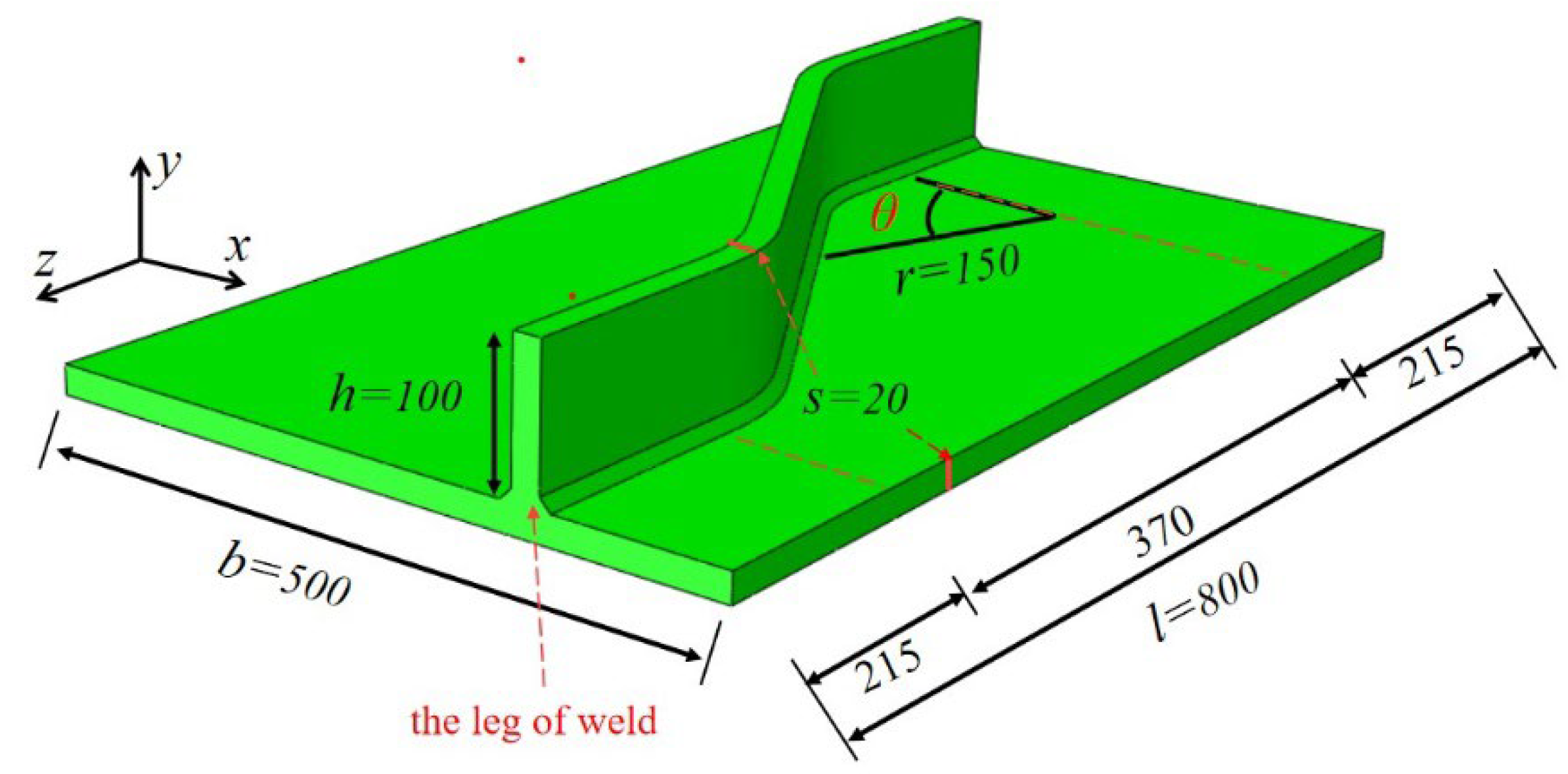
3.1. Materials and Structural Parameters
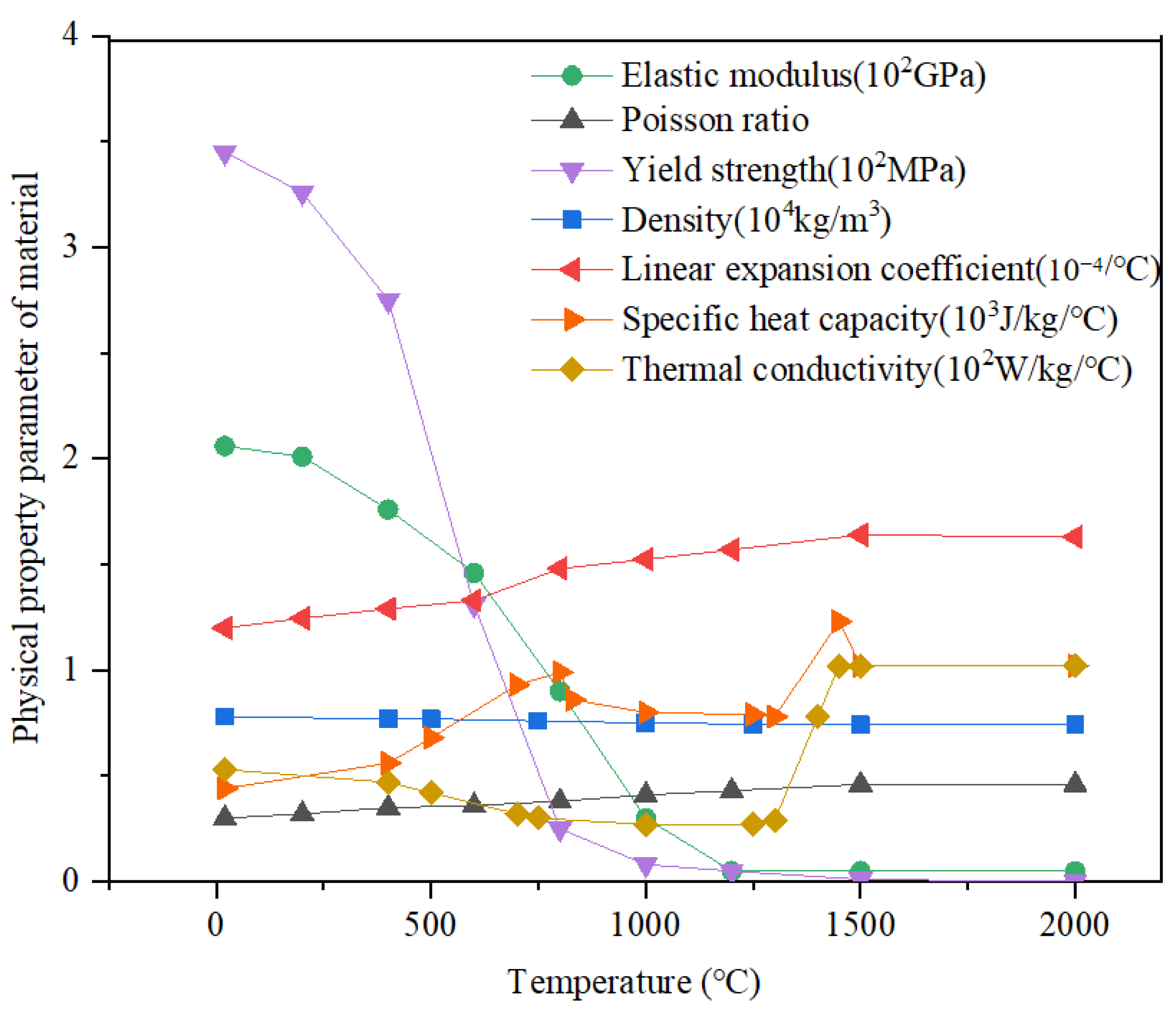
3.2. Thermophysical Properties of Materials
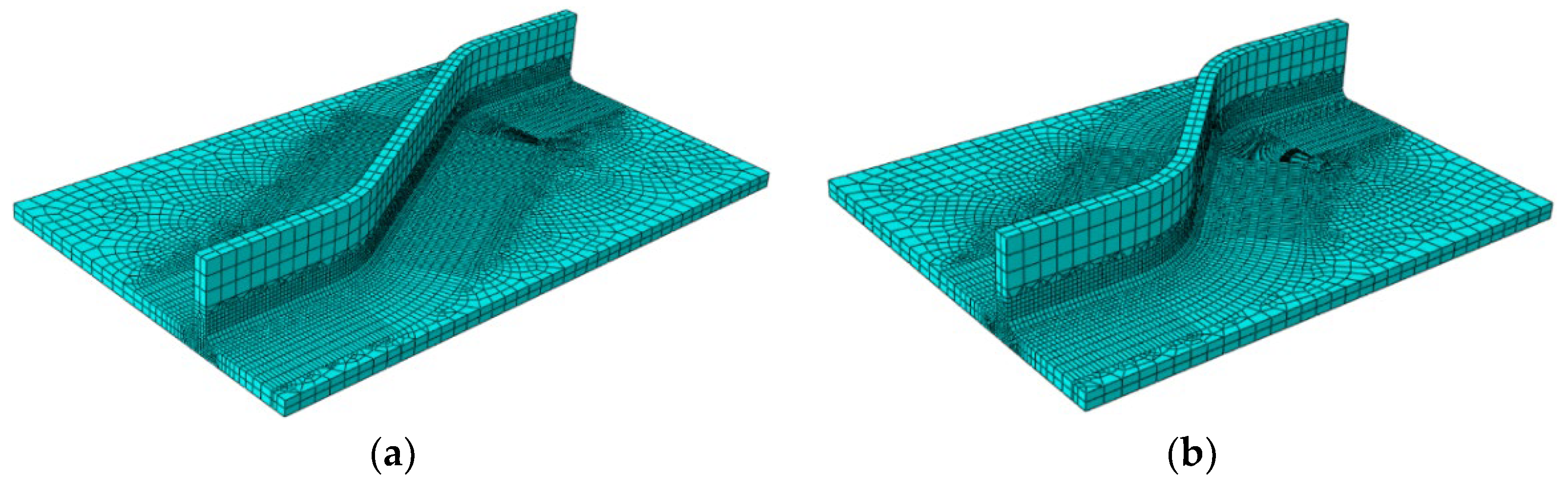
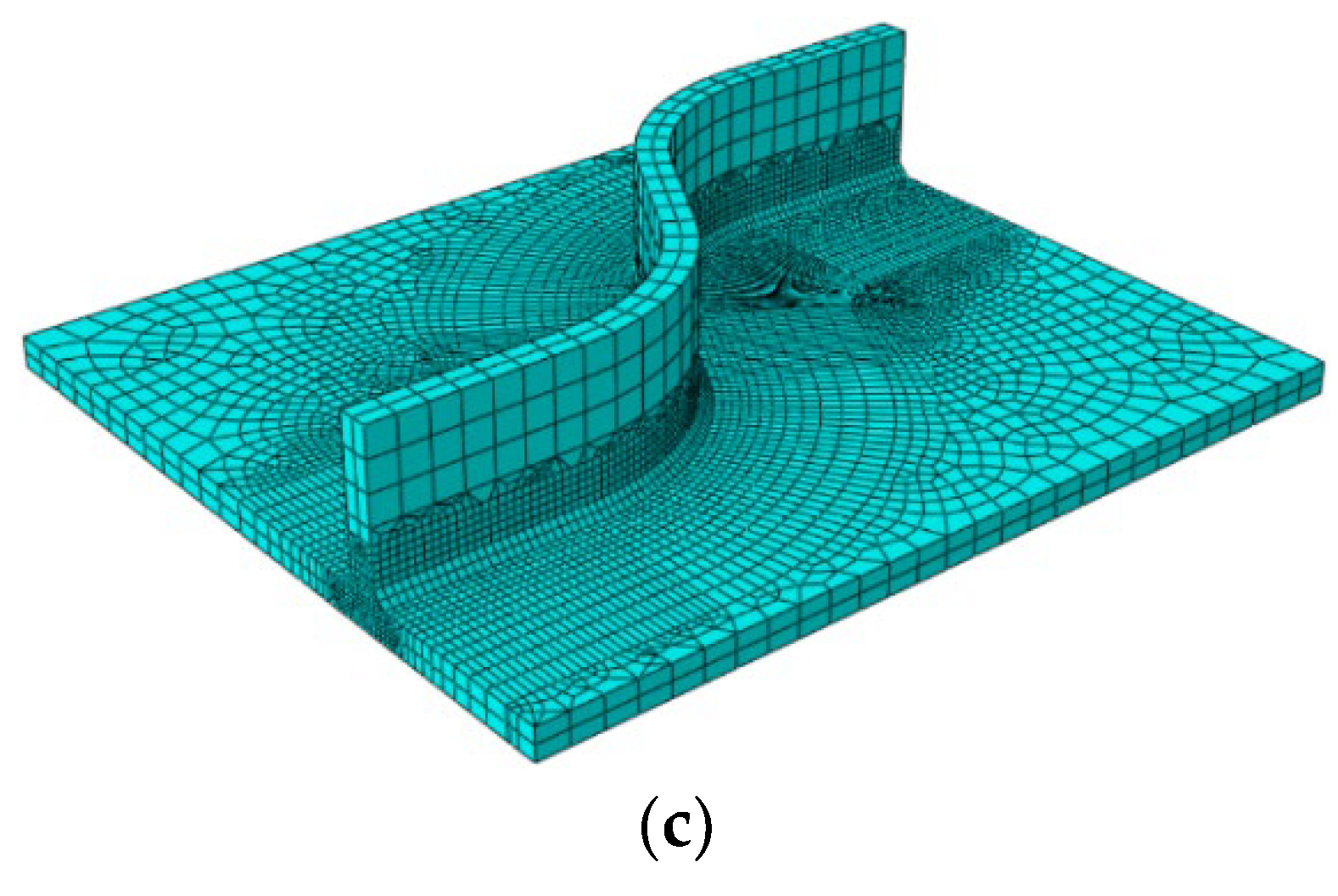
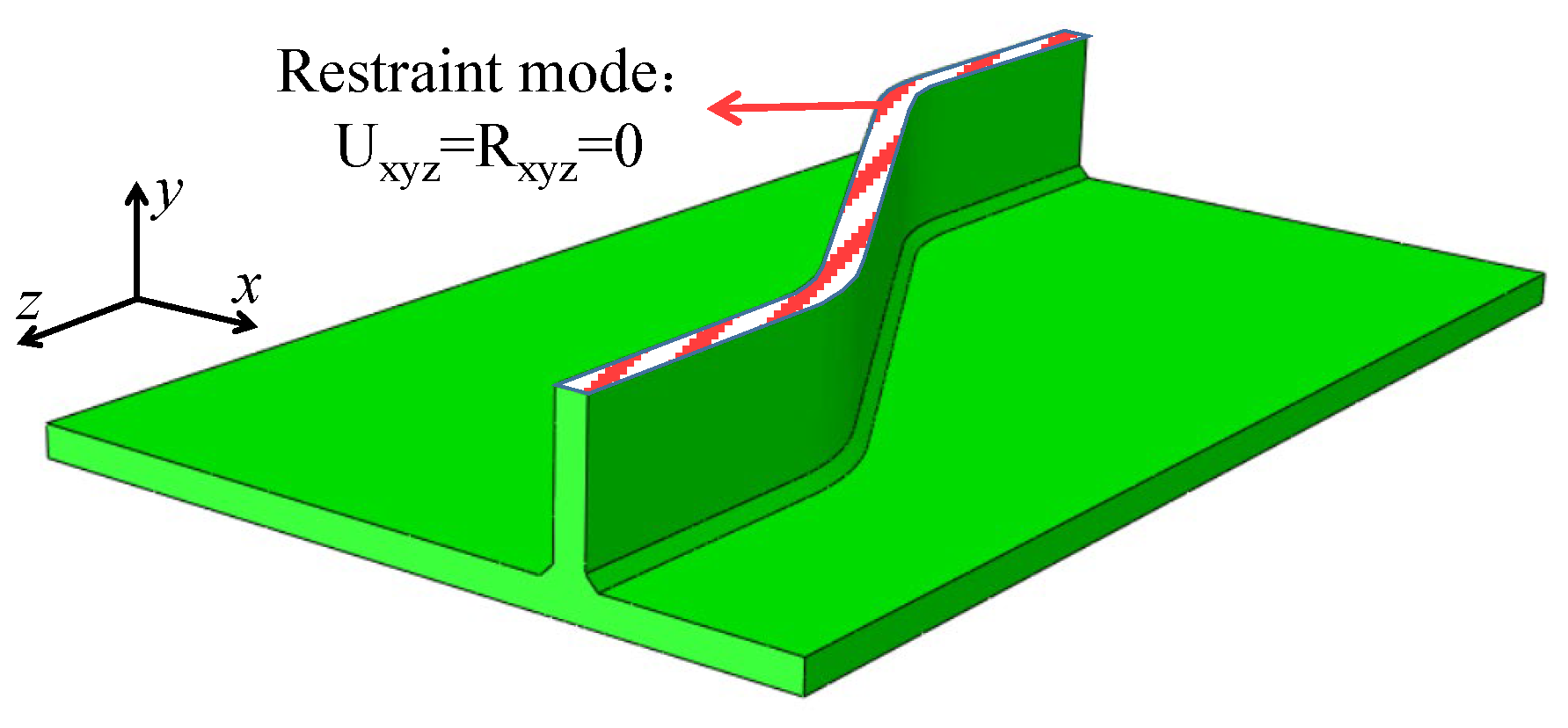
3.3. The FEM for CSWs
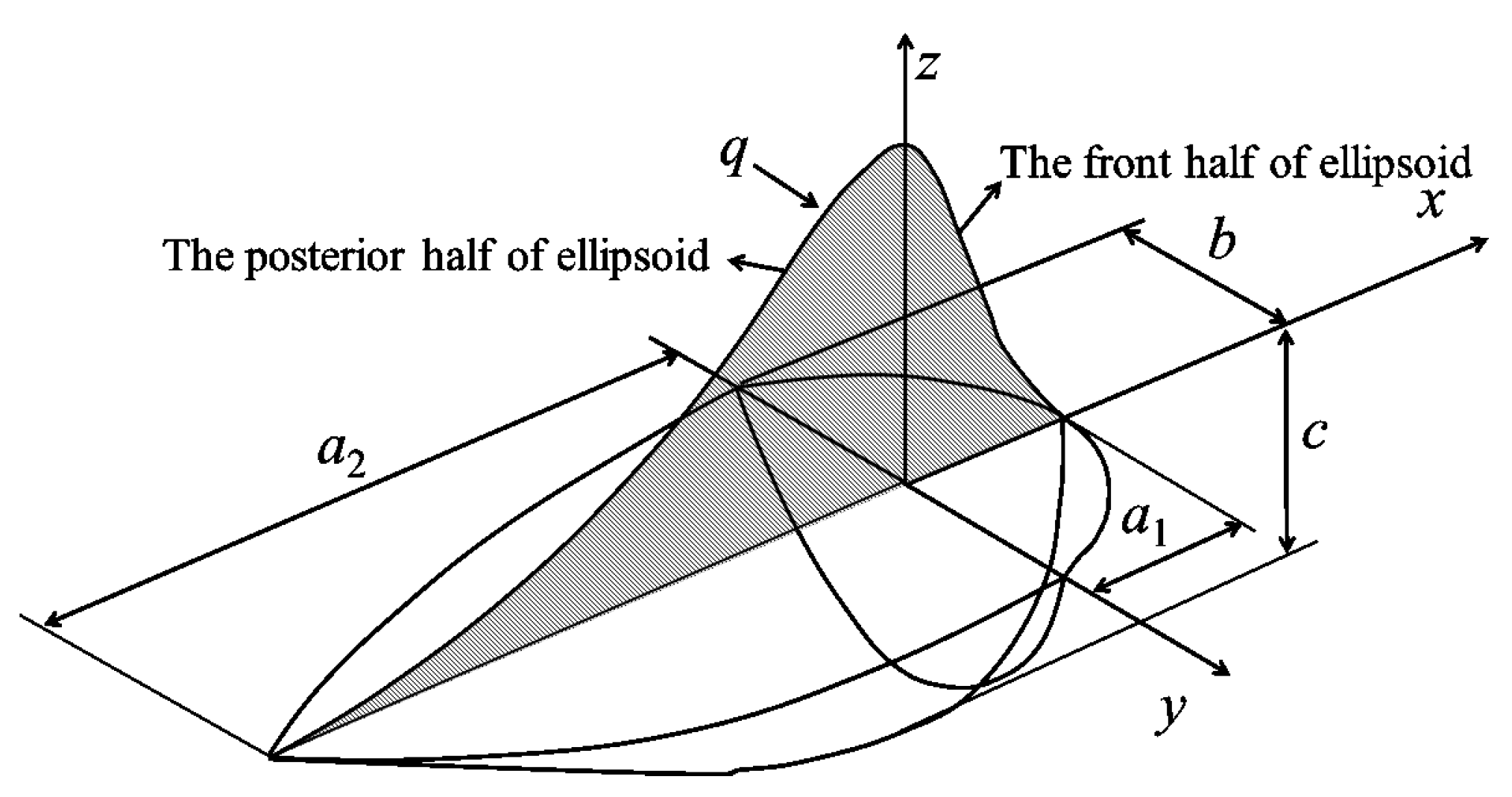
3.4. Welding Heat Source Modeling
4. Welding Temperature Field of CSWs
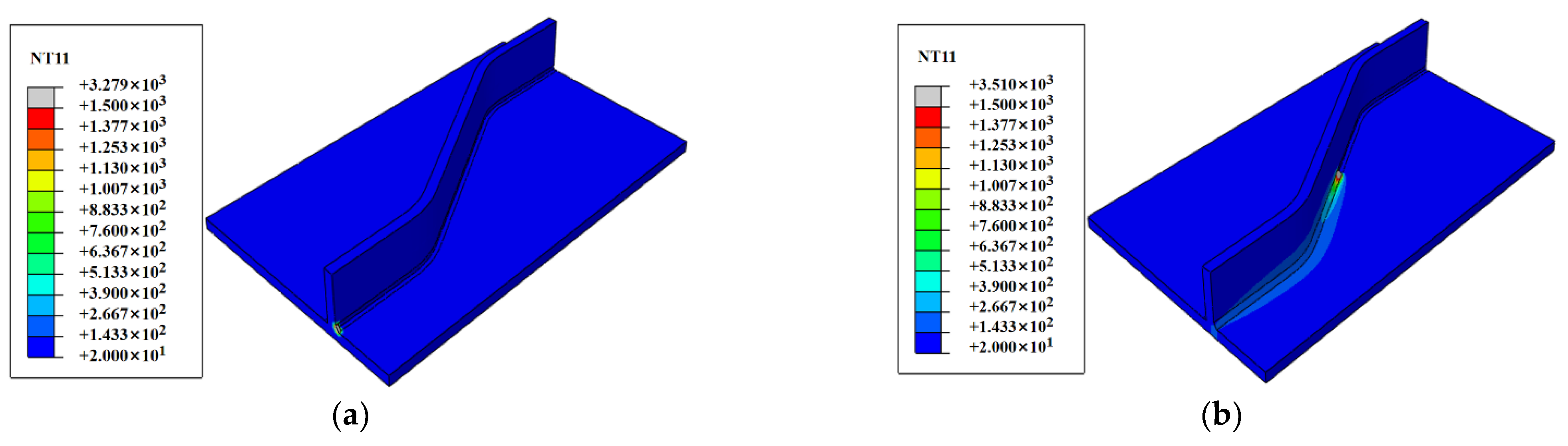
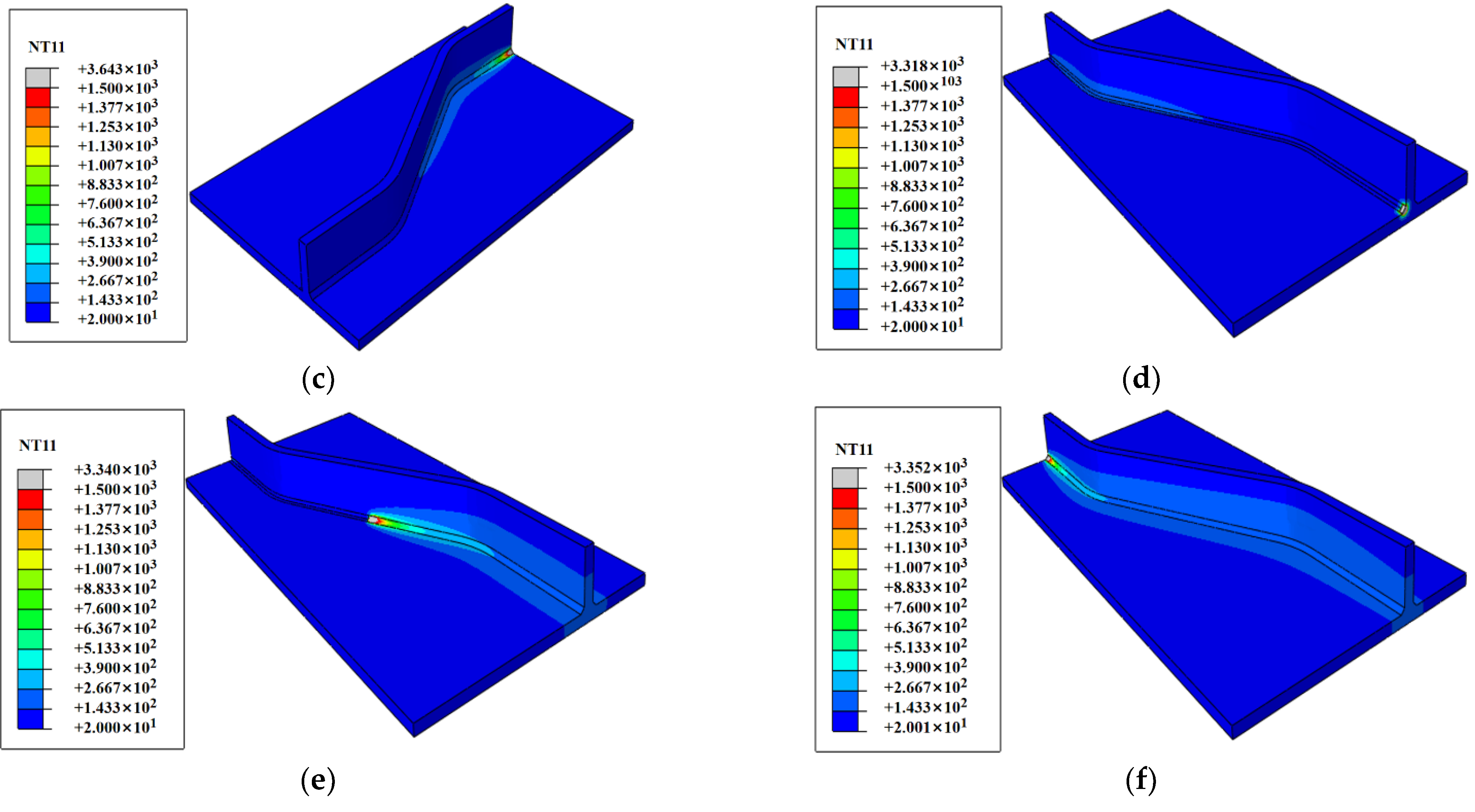
4.1. Variation of Temperature Field Cloud in the Welding Process
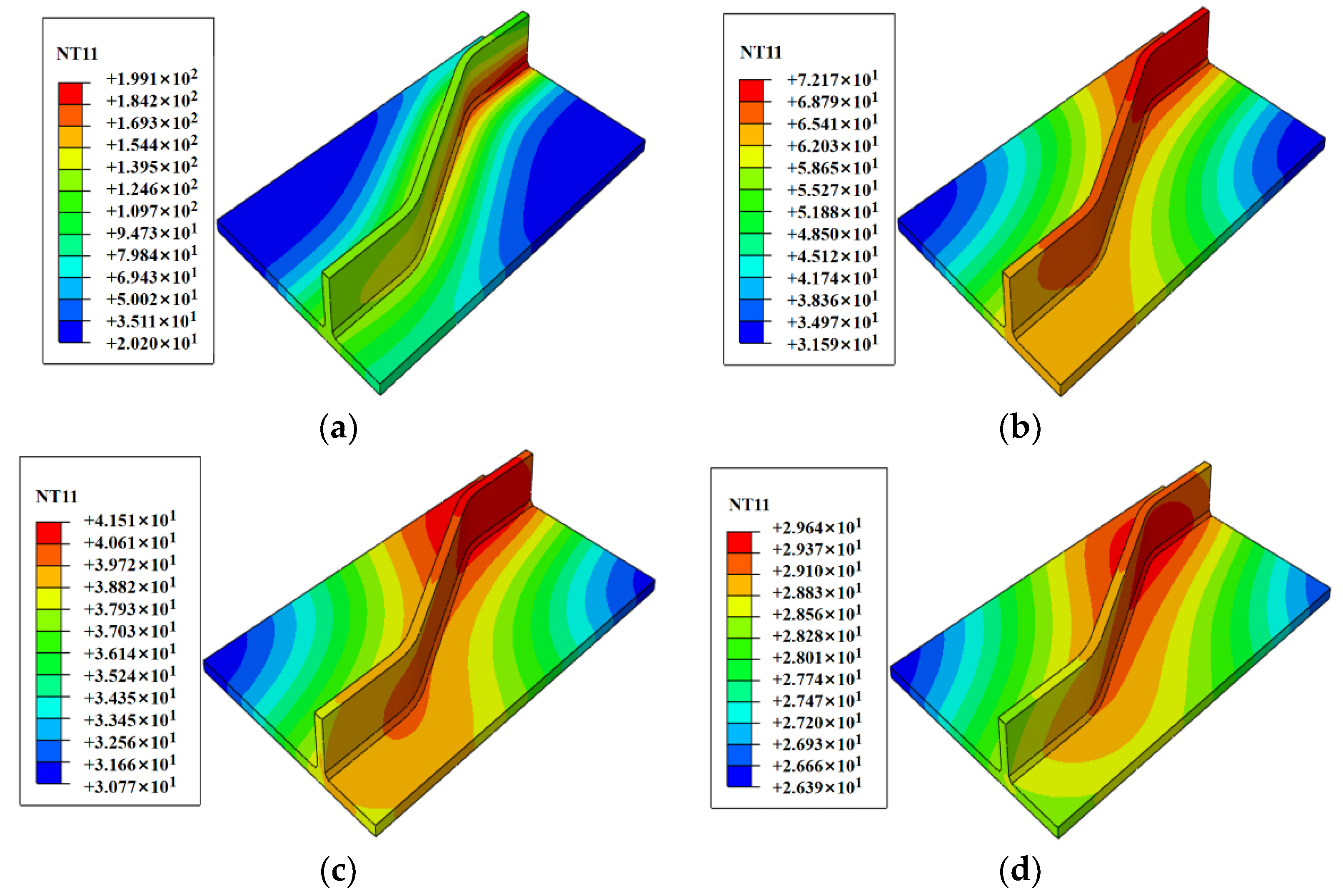
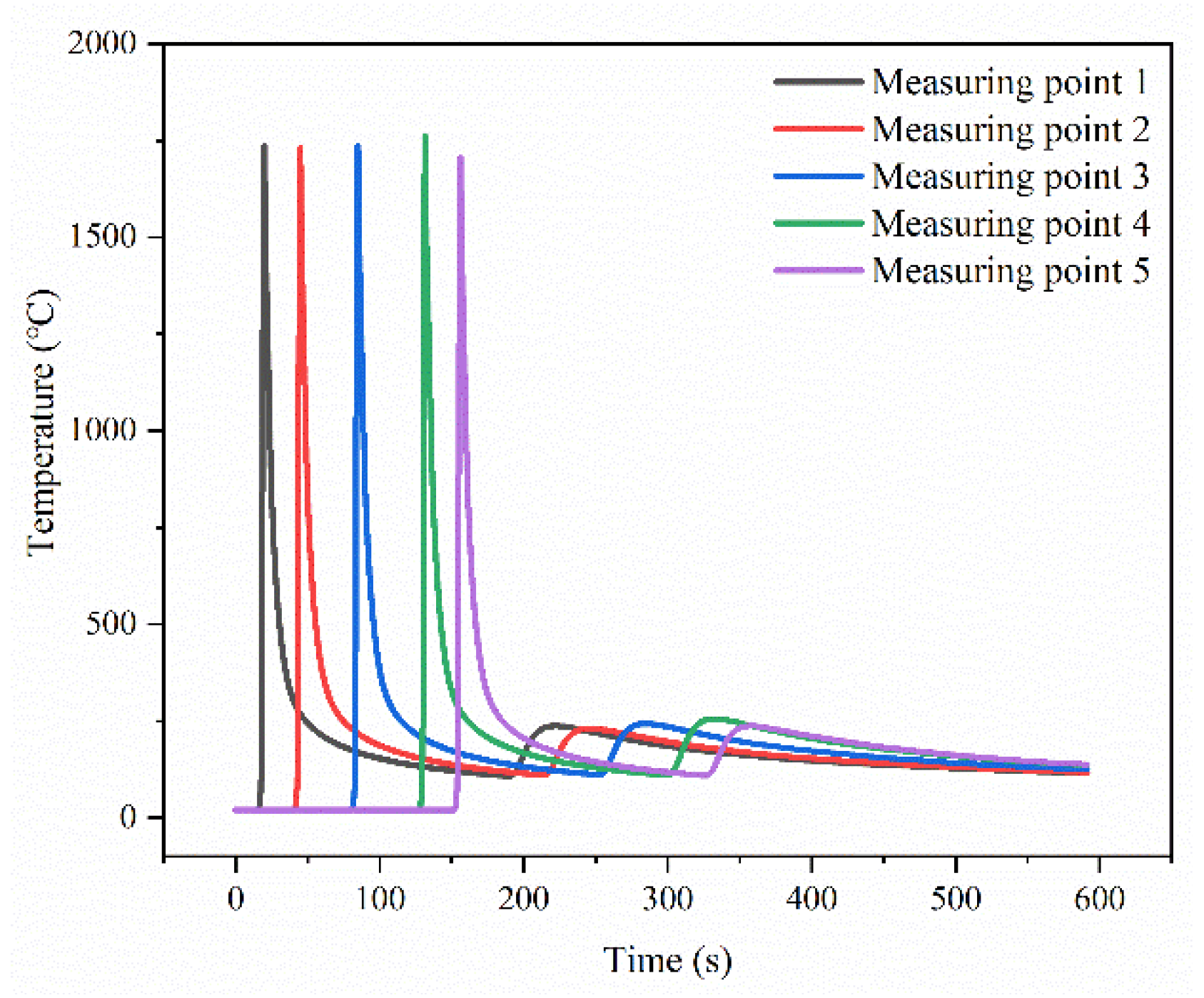
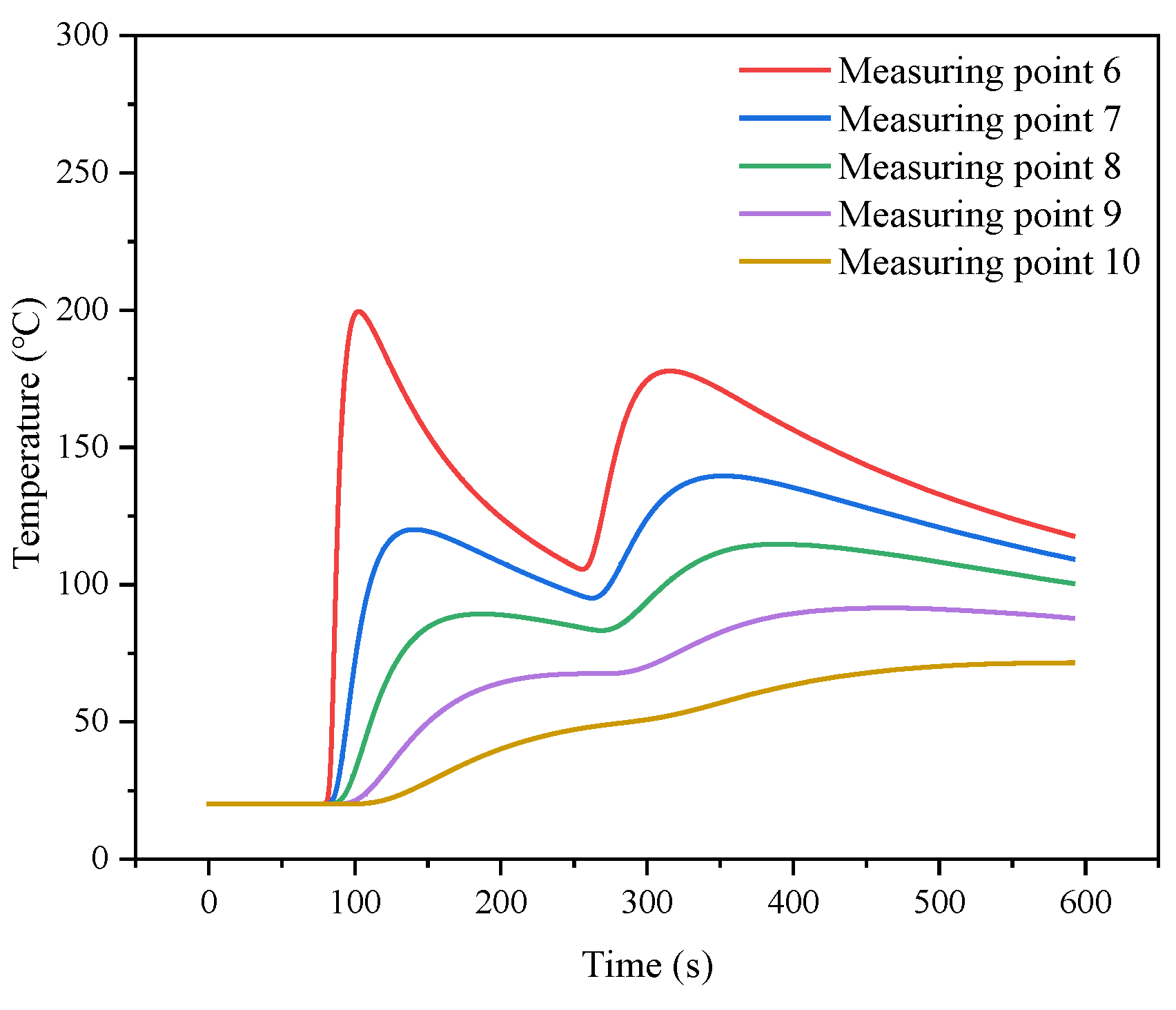
4.2. Time-Varying Analysis of Temperature Field
5. Result
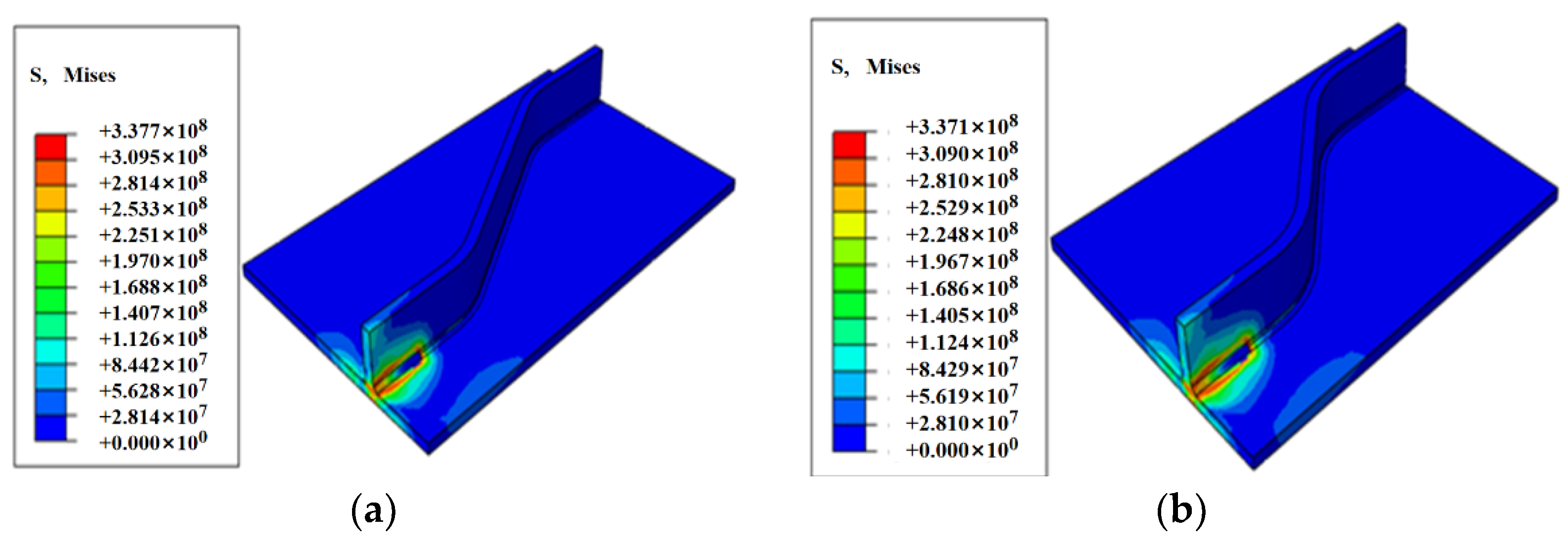
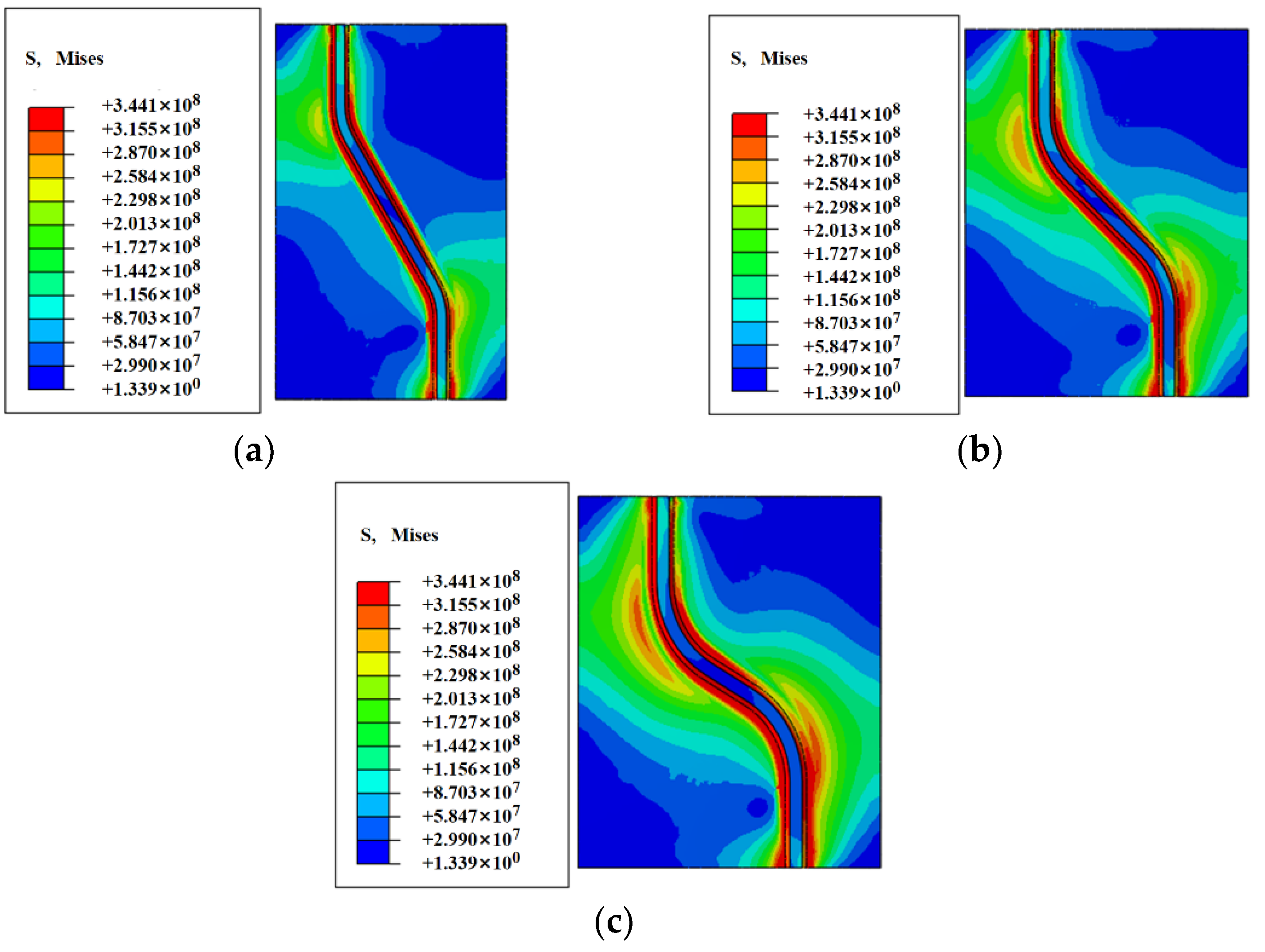
5.1. Variation of Welding Stress Field Cloud
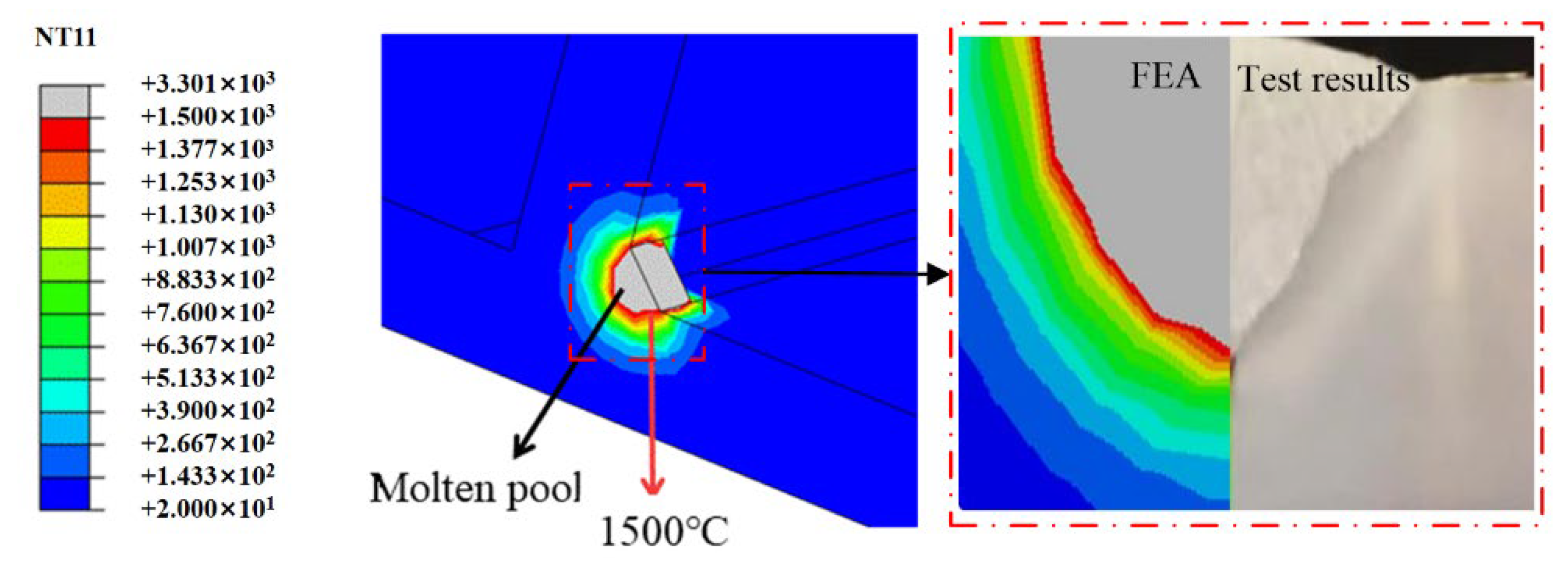
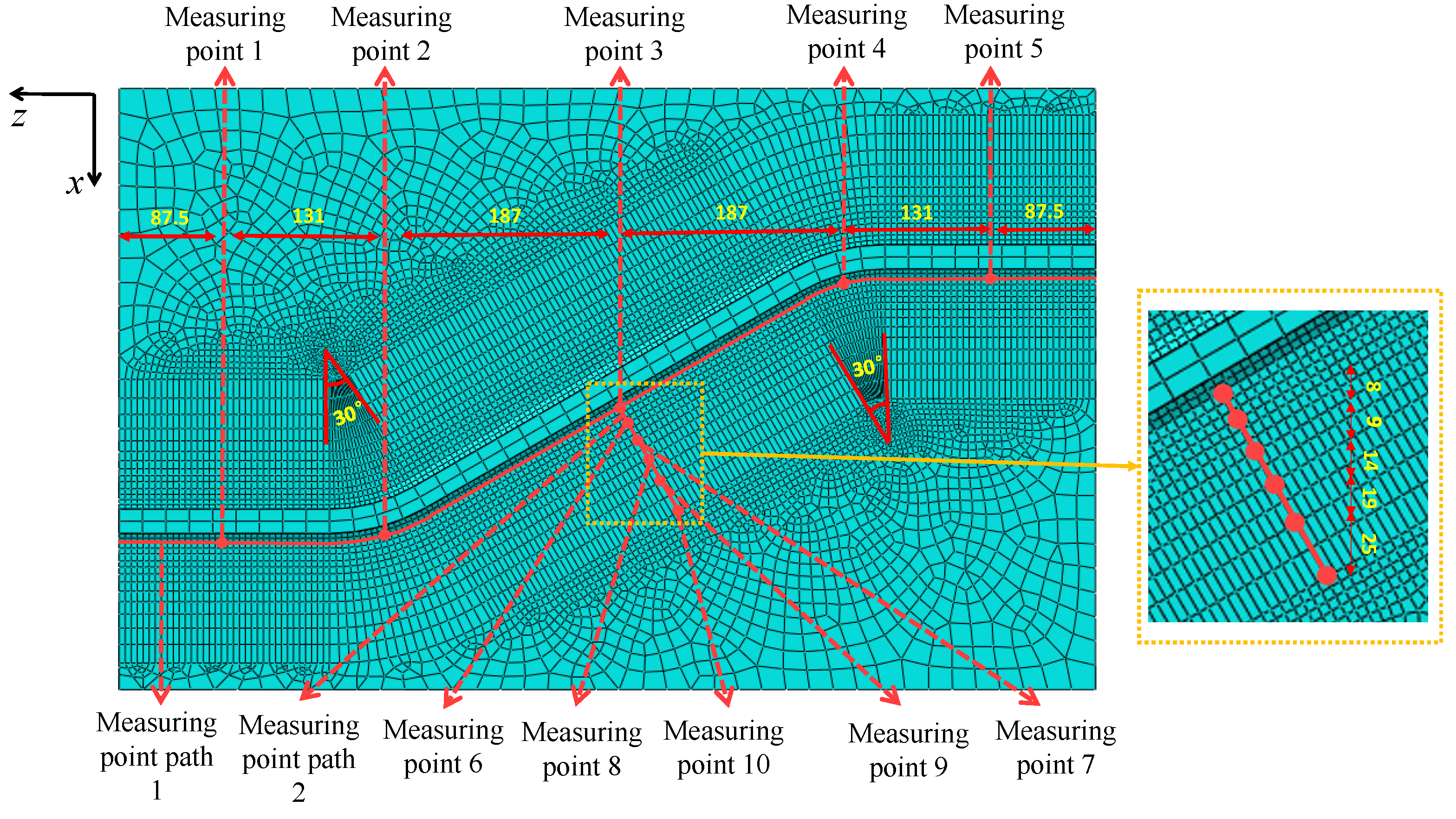
5.2. Experimental Verification
6. Discussion
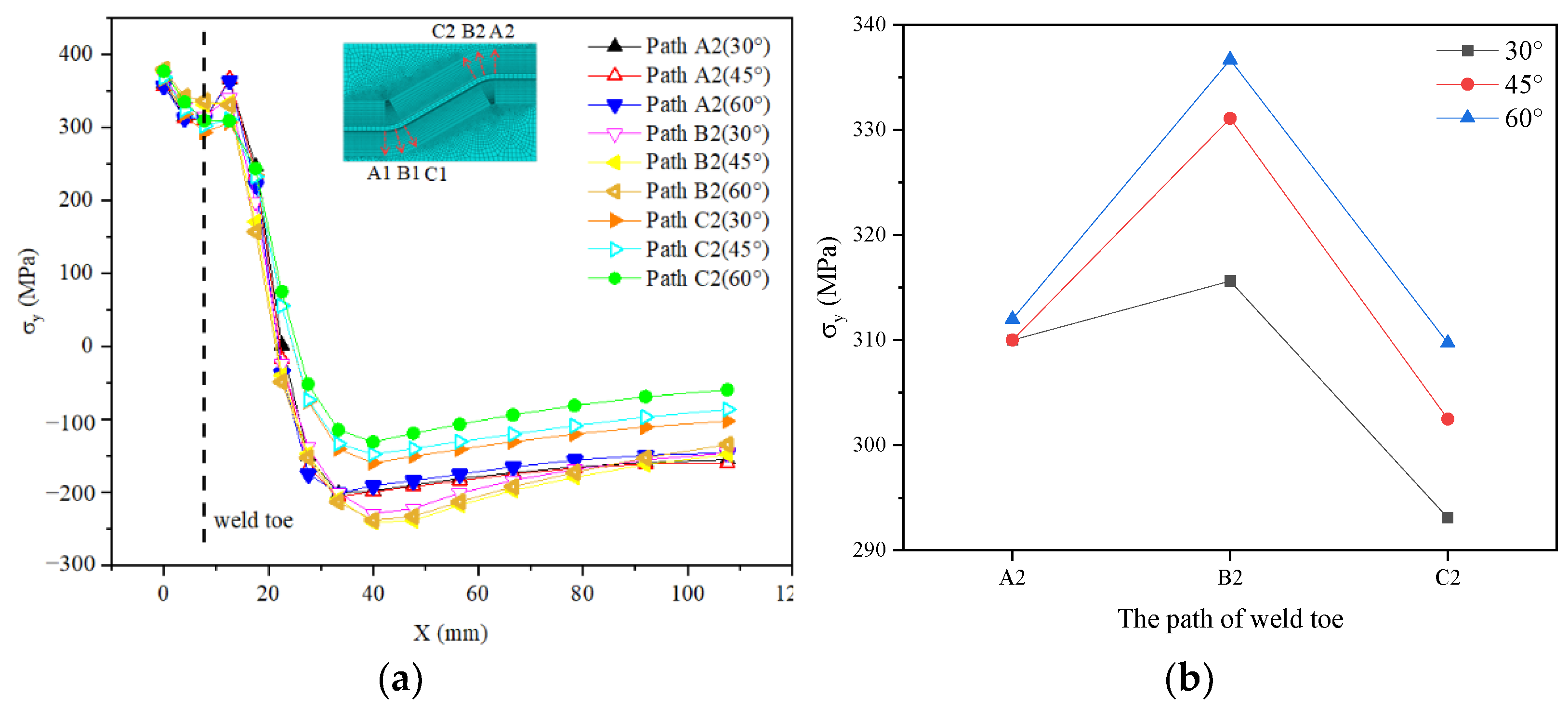
6.1. Influence of Bending Angles
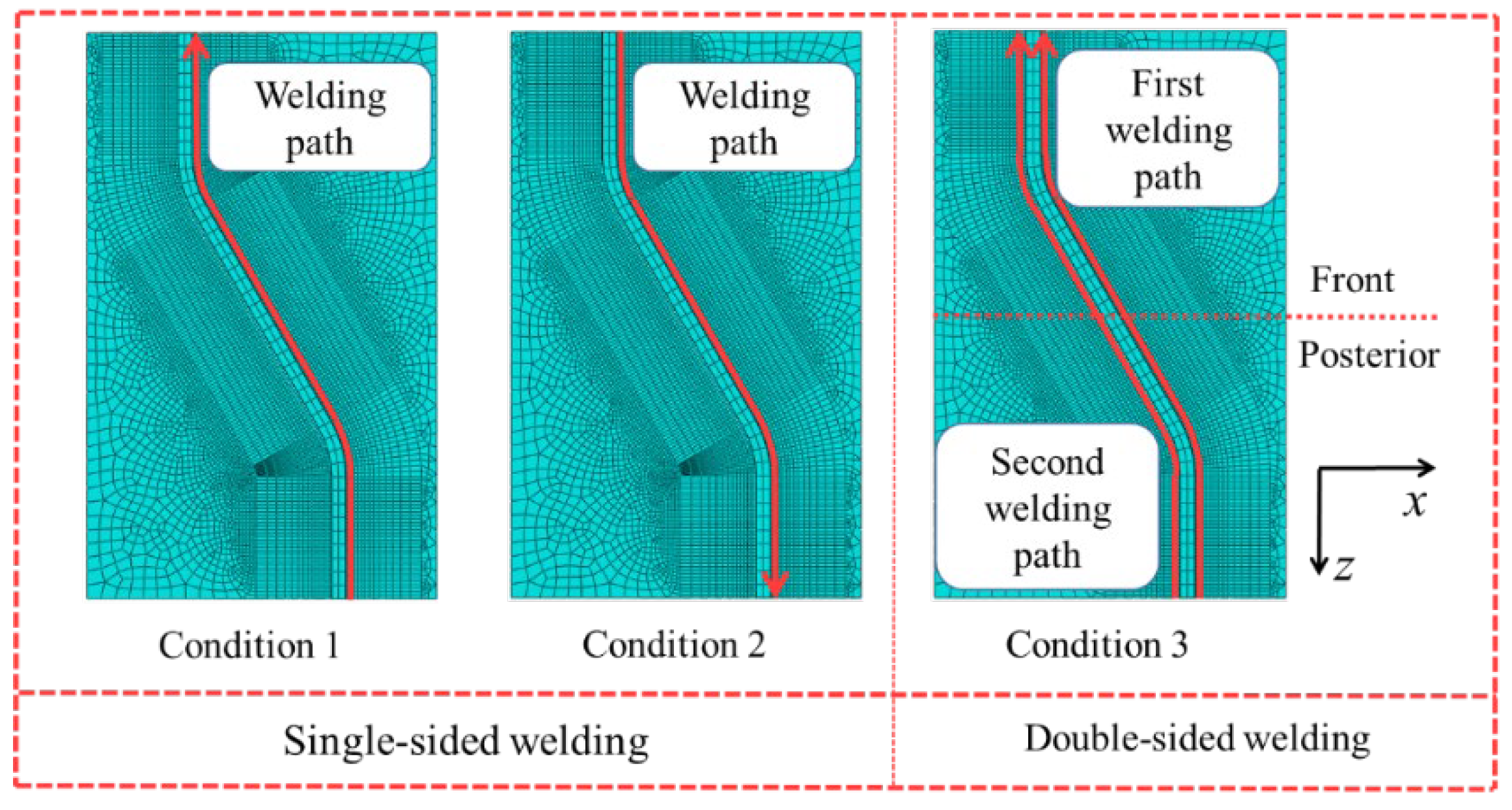
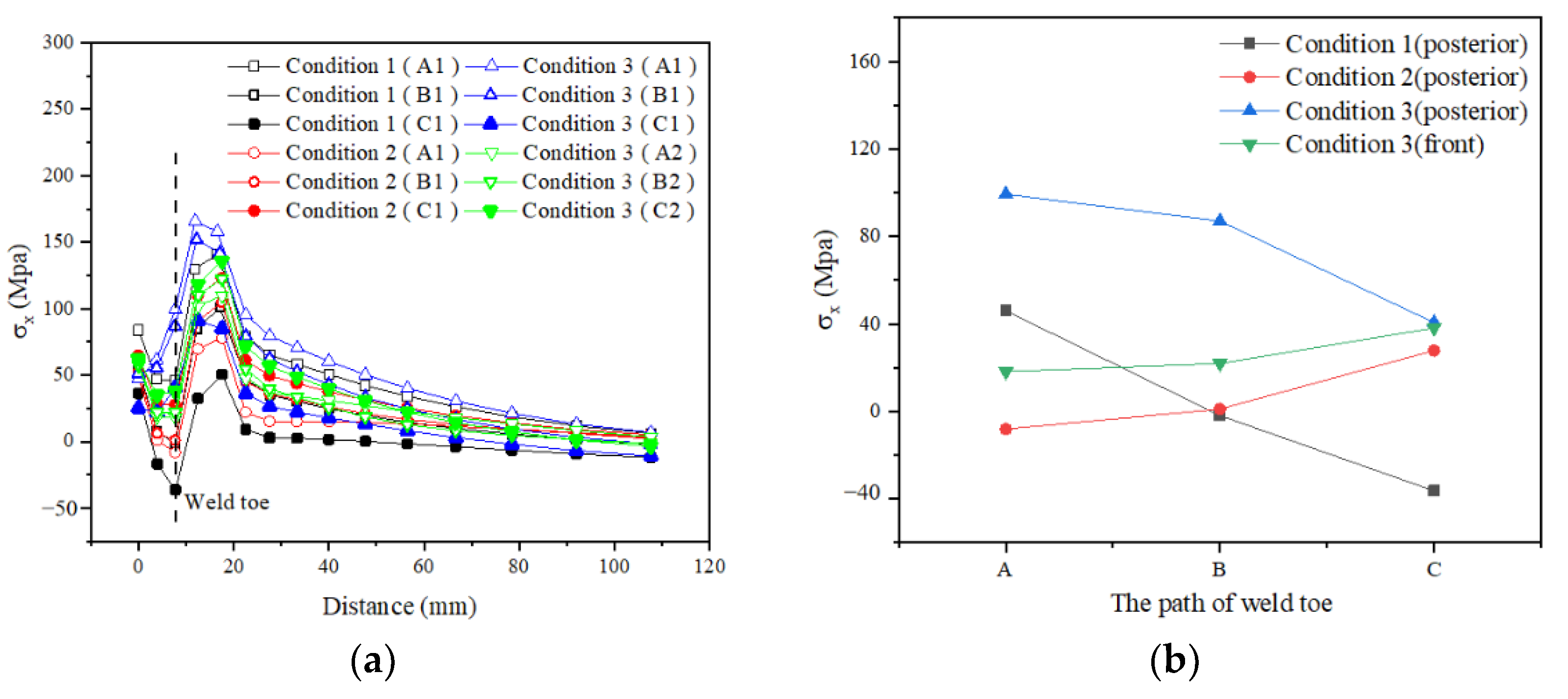
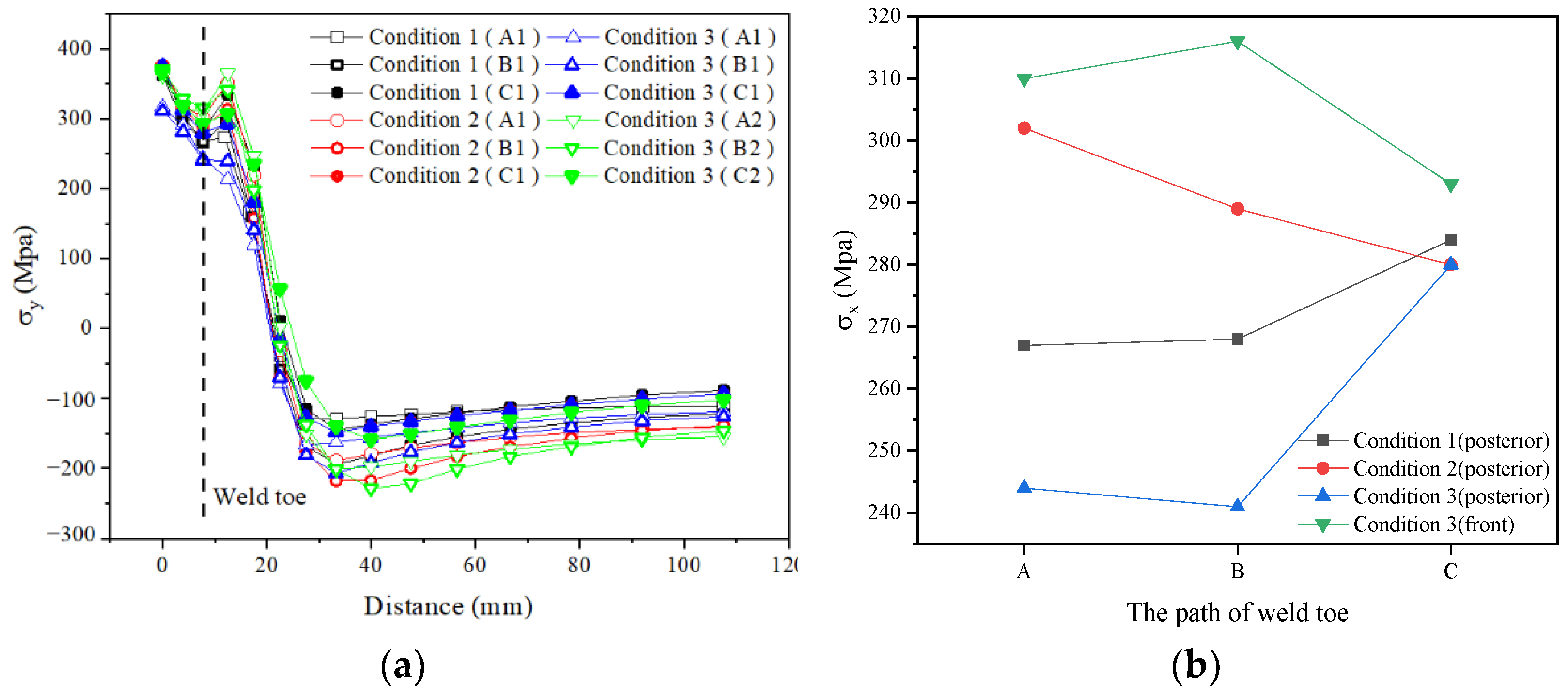
6.2. Influence of Welding Path
7. Conclusions
- (1)
- The weld equivalent residual stress reaches a maximum value of 344 MPa near the weld, which is close to the yield strength of Q345 steel. Hence, the effect of weld residual stress should be considered when performing fatigue analysis of corrugated steel web girder bridge welding details;
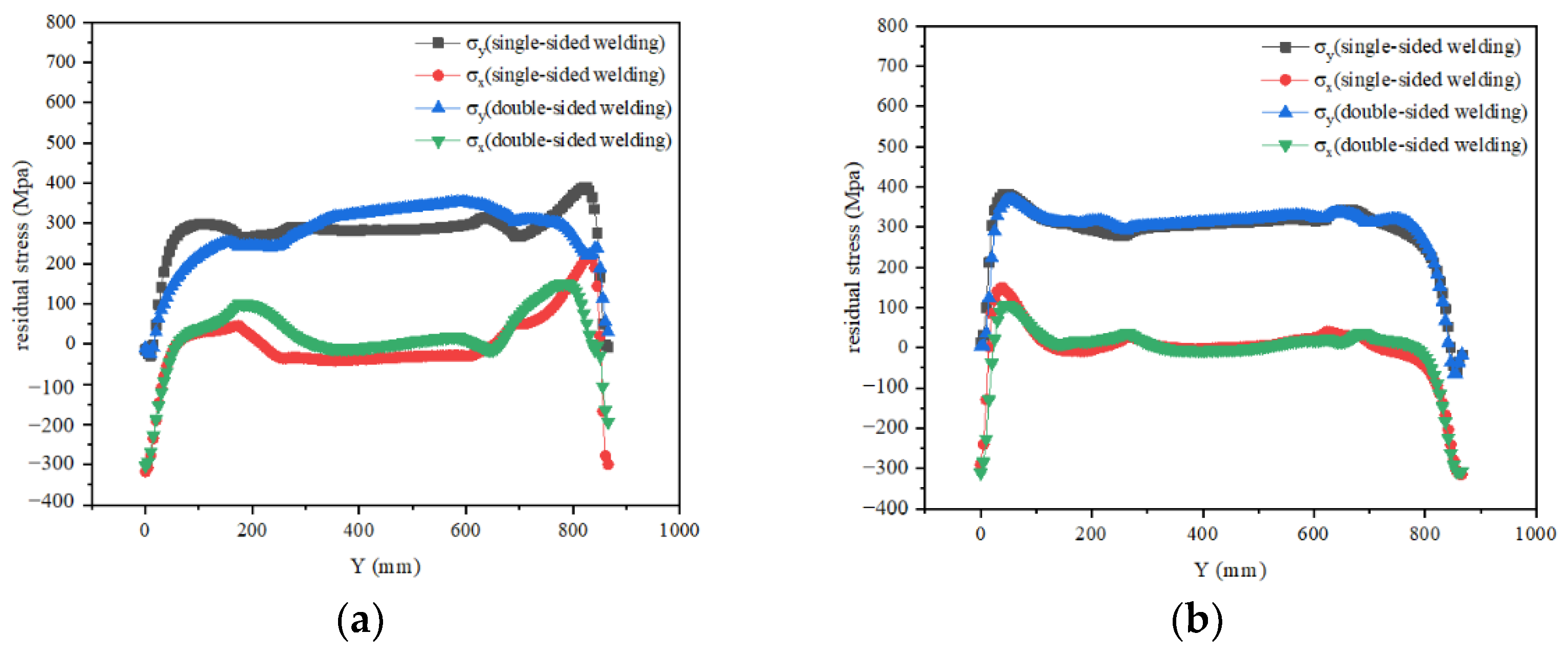
- (2)
- The wave angle has no effect on the distribution characteristics of residual stress in CSWs welding. With the increase of the wave angle, the transverse and longitudinal residual stress of the welding toe in the bend area show an increasing trend. The longitudinal residual stress level of the welding toe on one side is lower than on the single side;
- (3)
- Different welding sequences can affect the residual stress in the weld toe of the folded corner weld of single-sided weldments. Furthermore, selecting a proper welding sequence can reduce the longitudinal residual stress by 20 to 40 MPa. The double-sided weldment with the loading mode of condition 3 can greatly reduce the residual stress of the weld root and weld toe in the posterior folded corner area, but it increases the residual stress of the weld toe in the front folded corner.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yi, J.; Gil, H.; Youm, K.; Lee, H. Interactive shear buckling behavior of trapezoidally corrugated steel webs. Eng. Struct. 2008, 30, 1659–1666. [Google Scholar] [CrossRef]
- Wang, D.; Wang, L.; Tang, C. Mechanical characteristic analysis of corrugated steel webs using asynchronous construction technology. KSCE J. Civ. Eng. 2021, 25, 185–196. [Google Scholar] [CrossRef]
- Chen, Y.; Dong, J.; Tong, Z.; Jiang, R.; Yue, Y. Flexural behavior of composite box girders with corrugated steel webs and trusses. Eng. Struct. 2020, 209, 110275. [Google Scholar] [CrossRef]
- Sepe, R.; Wiebesiek, J.; Sonsino, C.M. Numerical and experimental validation of residual stresses of laser-welded joints and their influence on the fatigue behavior. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1126–1141. [Google Scholar] [CrossRef]
- Deng, Y.; Ju, H.; Zhai, W.; Li, A.; Ding, Y. Correlation model of deflection, vehicle load, and temperature for in-service bridge using deep learning and structural health monitoring. Struct. Control. Health Monit. 2022, e3113. [Google Scholar] [CrossRef]
- Beghini, M.; Bertini, L.; Raffaelli, P. Numerical analysis of plasticity effect in the hole-drilling residual stress measurement. J. Test. Eval. 1994, 22, 522–529. [Google Scholar]
- Beghini, M.; Bertini, L. Recent advances in the hole drilling method for residual stress measurement. J. Mater. Eng. Perform. 1998, 7, 163–172. [Google Scholar] [CrossRef]
- Lei, S.; Huang, J.H.; Chen, H. Measurement of residual stress on TiN/Ti bilayer thin films using average X-ray strain combined with laser curvature and nanoindentation methods. Mater. Chem. Phys. 2017, 199, 185–192. [Google Scholar] [CrossRef]
- Cherepetskaya, E.B.; Karabutov, A.A.; Mironova, E.; Podymova, N.B.; Zharinov, A.N. Contact laser-ultrasonic evaluation of residual stress. Appl. Mech. Mater. 2016, 843, 118–124. [Google Scholar] [CrossRef]
- Sepe, R.; Greco, A.; De Luca, A.; Caputo, F.; Berto, F. Influence of thermo-mechanical material properties on the structural response of a welded butt-joint by FEM simulation and experimental tests. Forces Mech. 2021, 4, 100018. [Google Scholar] [CrossRef]
- Majidi, H.R.; Torabi, A.R.; Zabihi, M.; Razavi, S.M.; Berto, F. Energy-based ductile failure predictions in cracked friction-stir welded joints. Eng. Fail. Anal. 2019, 102, 327–337. [Google Scholar] [CrossRef]
- Bhatti, A.A.; Barsoum, Z.; Murakawa, H.; Barsoum, I. Influence of thermo-mechanical material properties of different steel grades on welding residual stresses and angular distortion. Mater. Des. 2015, 65, 878–889. [Google Scholar] [CrossRef]
- Asadi, P.; Alimohammadi, S.; Kohantorabi, O.; Fazli, A.; Akbari, M. Effects of material type, preheating and weld pass number on residual stress of welded steel pipes by multi-pass TIG welding (C-Mn, SUS304, SUS316). Therm. Sci. Eng. Prog. 2020, 16, 100462. [Google Scholar] [CrossRef]
- Lin, J.; Ma, N.; Liu, X.; Lei, Y. Modification of residual stress distribution in welded joint of titanium alloy with multi electron beam heating. J. Mater. Process. Technol. 2020, 278, 116504. [Google Scholar] [CrossRef]
- Kik, T. Heat source models in numerical simulations of laser welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef]
- Ferro, P.; Berto, F. Quantification of the influence of residual stresses on fatigue strength of al-alloy welded joints by means of the local strain energy density approach. Strength Mater. 2016, 48, 426–436. [Google Scholar] [CrossRef]
- Chiocca, A.; Frendo, F.; Bertini, L. Evaluation of residual stresses in a pipe-toplate welded joint by means of uncoupled ther-mal-structural simulation and experimental tests. Int. J. Mech. Sci. 2021, 199, 106401. [Google Scholar] [CrossRef]
- Zhu, J.; Khurshid, M.; Barsoum, Z. Accuracy of computational welding mechanics methods for estimation of angular distortion and residual stresses. Weld. World 2019, 63, 1391–1405. [Google Scholar] [CrossRef] [Green Version]
- Ak, A.; Ard, B. Effects of welding parameters and welding sequence on residual stress and distortion in Al6061-T6 aluminum alloy for T-shaped welded joint. Trans. Nonferrous Met. Soc. China 2020, 30, 76–89. [Google Scholar]
- Sepe, R.; Giannella, V.; Greco, A.; De Luca, A. Fem simulation and experimental tests on the smaw welding of a dissimilar t-joint. Metals 2021, 11, 1016. [Google Scholar] [CrossRef]
- Sepe, R.; De Luca, A.; Greco, A.; Armentani, E. Numerical evaluation of temperature fields and residual stresses in butt weld joints and comparison with experimental measurements. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 182–198. [Google Scholar] [CrossRef]
- Sepe, R.; Armentani, E.; Lamanna, G.; Caputo, F. Evaluation by FEM of the influence of the preheating and post-heating treatments on residual stresses in welding. Key Eng. Mater. 2015, 627, 93–96. [Google Scholar] [CrossRef]
- Armentani, E.; Esposito, R.; Sepe, R. The influence of thermal properties and preheating on residual stresses in welding. Int. J. Comput. Mater. Sci. Surf. Eng. 2007, 1, 146–162. [Google Scholar] [CrossRef]
- Jie, Y.; Zhang, J.-m.; Cao, S.-f.; Guo, P.-c. Effect of welding sequence on residual stress and deformation of 6061-T6 aluminium alloy automobile component. Trans. Nonferrous Met. Soc. China 2019, 29, 287–295. [Google Scholar]
- Sattari-Far, I.; Javadi, Y. Influence of welding sequence on welding distortions in pipes. Int. J. Press. Ves-Sels Pip. 2008, 85, 265–274. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Zhang, T.; Li, X. Experimental and numerical study of residual stress distribution of corrugated web I-beams. J. Constr. Steel Res. 2020, 166, 105926. [Google Scholar] [CrossRef]
- Kubo, M.; Watanabe, K. Residual stress measurement of corrugated steel web sections. J. Jpn. Soc. Civl. Eng. 2017, 73, 248–258. (In Japanese) [Google Scholar]
- Kollár, D.; Kövesdi, B. Welding simulation of corrugated web girders-Part 1: Effect of manufacturing on residual stresses and imperfections. Thin-Walled Struct. 2020, 146, 106107. [Google Scholar] [CrossRef]
- Kollár, D.; Kövesdi, B. Welding simulation of corrugated web girders-Part 2: Effect of manufacturing on shear buckling re-sistance. Thin-Walled Struct. 2019, 141, 477–488. [Google Scholar] [CrossRef]
- Zhang, W.; Jiang, W.; Zhao, X.; Tu, S.T. Fatigue life of a dissimilar welded joint considering the weld residual stress: Experimental and finite element simulation. Int. J. Fatigue 2018, 109, 182–190. [Google Scholar] [CrossRef]
- Wang, F.F.; Wang, B. Current research progress in non-classical Fourier heat conduction. In Proceedings of the 2013 International Conference on Materials Engineering and Mechanical Automation(MEMA 2013), Beijing, China, 25–26 October 2013; pp. 196–205. [Google Scholar]
- Khoei, A.R.; Azami, A.R. A single cone-cap plasticity with an isotropic hardening rule for powder materials. Int. J. Mech. Sci. 2005, 47, 94–109. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Deng, Y. Temperature gradient modeling of a steel box-girder suspension bridge using Copulas probabilistic method and field monitoring. Adv. Struct. Eng. 2021, 24, 947–961. [Google Scholar] [CrossRef]
- Zhang, H.; Li, L.; Ma, W.; Luo, Y.; Li, Z.; Kuai, H. Effects of welding residual stresses on fatigue reliability assessment of a PC beam bridge with corrugated steel webs under dynamic vehicle loading. Structures 2022, 45, 1561–1572. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Zhang, H.W.; Gui, L.J.; Fan, Z.J. Research and verification of welding heat source parameters optimization model. J. Tsinghua Univ. (Sci. Technol.) 2022, 52, 367–373. (In Chinese) [Google Scholar]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | Cr | Ni | Cu | Ti |
|---|---|---|---|---|---|---|---|
| Q345 | 0.2 | 0.5 | 1.5 | 0.3 | 0.5 | 0.3 | 0.2 |
| Width of Welding Pool (Unit: mm) | Depth of Welding Pool (Unit: mm) | |
|---|---|---|
| Test data | 6.5 [36] | 8.0 [36] |
| FEA data | 6.2 | 7.5 |
| Welding Current (A) | 38 | Shape Parameter a1 (mm) | 2 |
|---|---|---|---|
| Welding Voltage (V) | 360 | Shape Parameter a2 (mm) | 3 |
| Heat source efficiency | 0.8 | Shape parameter b (mm) | 8 |
| Energy classification f1 | 1 | Shape parameter c (mm) | 8 |
| Energy classification f2 | 1 | Heat source moving rate (mm/s) | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Ouyang, Z.; Li, L.; Ma, W.; Liu, Y.; Chen, F.; Xiao, X. Numerical Study on Welding Residual Stress Distribution of Corrugated Steel Webs. Metals 2022, 12, 1831. https://doi.org/10.3390/met12111831
Zhang H, Ouyang Z, Li L, Ma W, Liu Y, Chen F, Xiao X. Numerical Study on Welding Residual Stress Distribution of Corrugated Steel Webs. Metals. 2022; 12(11):1831. https://doi.org/10.3390/met12111831
Chicago/Turabian StyleZhang, Haiping, Zhiguo Ouyang, Li Li, Wei Ma, Yang Liu, Fanghuai Chen, and Xinhui Xiao. 2022. "Numerical Study on Welding Residual Stress Distribution of Corrugated Steel Webs" Metals 12, no. 11: 1831. https://doi.org/10.3390/met12111831