
Effect of Brazing Filler Metals and Welding Parameters on Laser Welding-Brazing Joints of WC-Co to S1045

Abstract
:1. Introduction
2. Materials and Methods
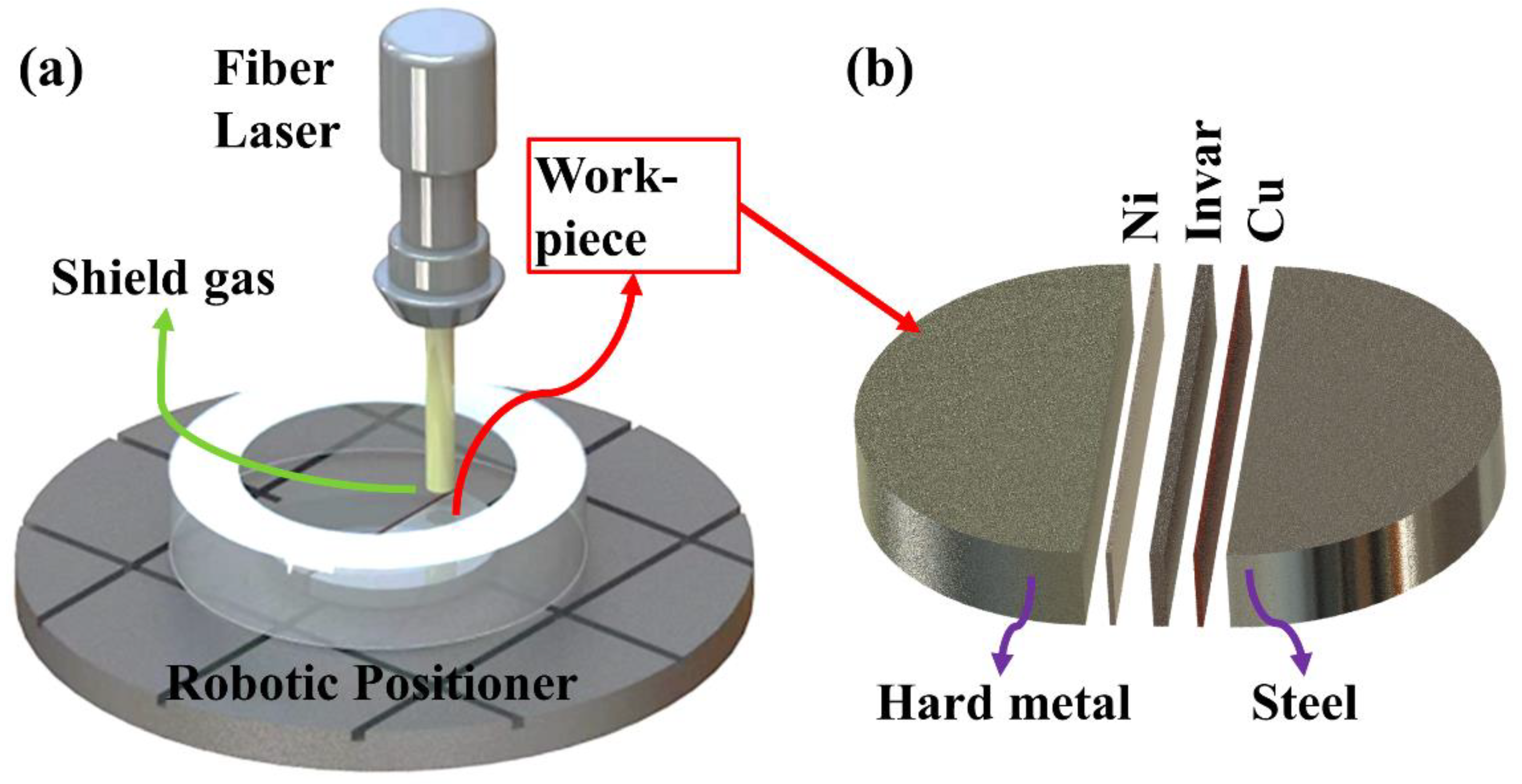
2.1. Experimental process
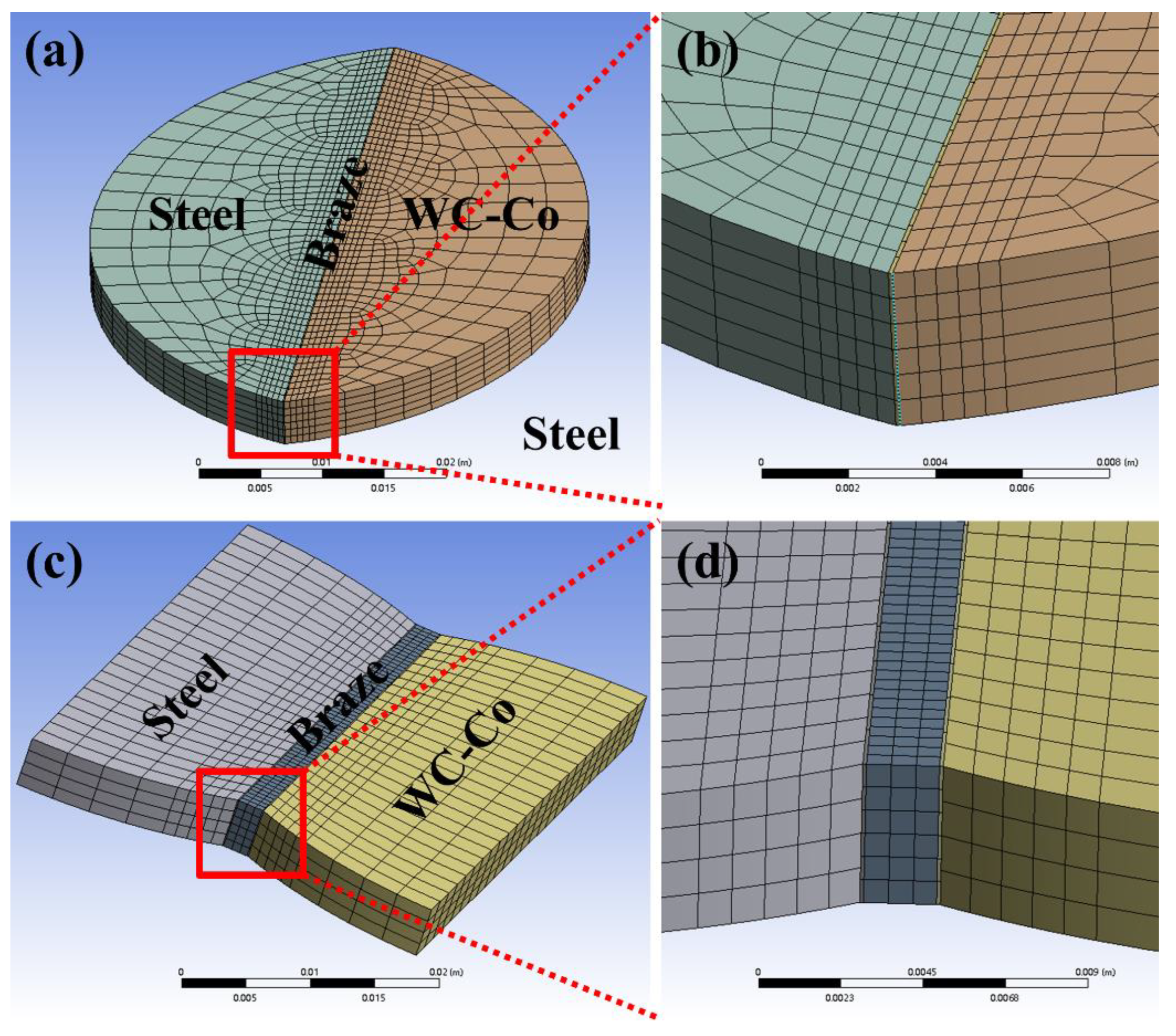
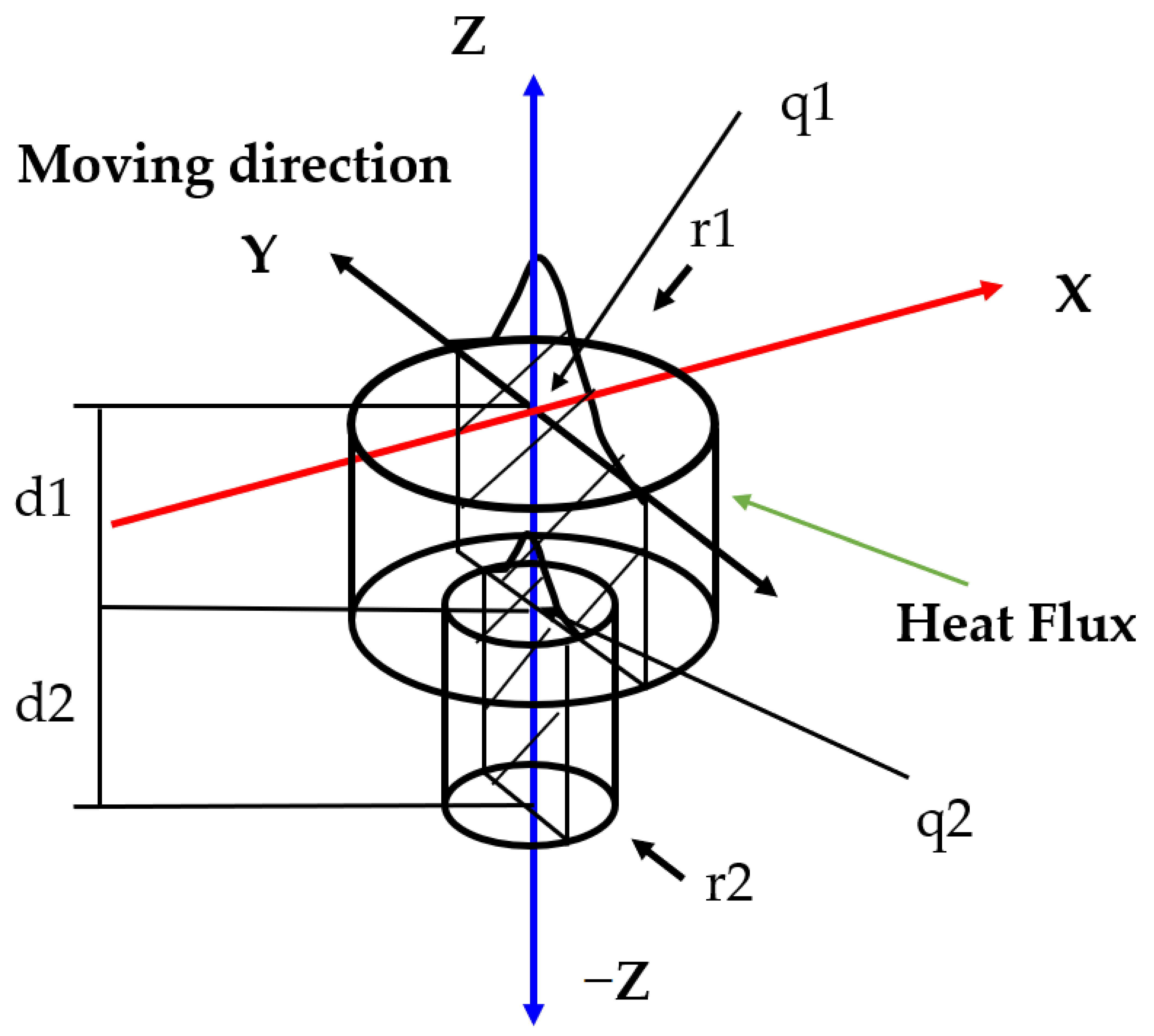
2.2. Finite Element Modelling
3. Results and Discussion
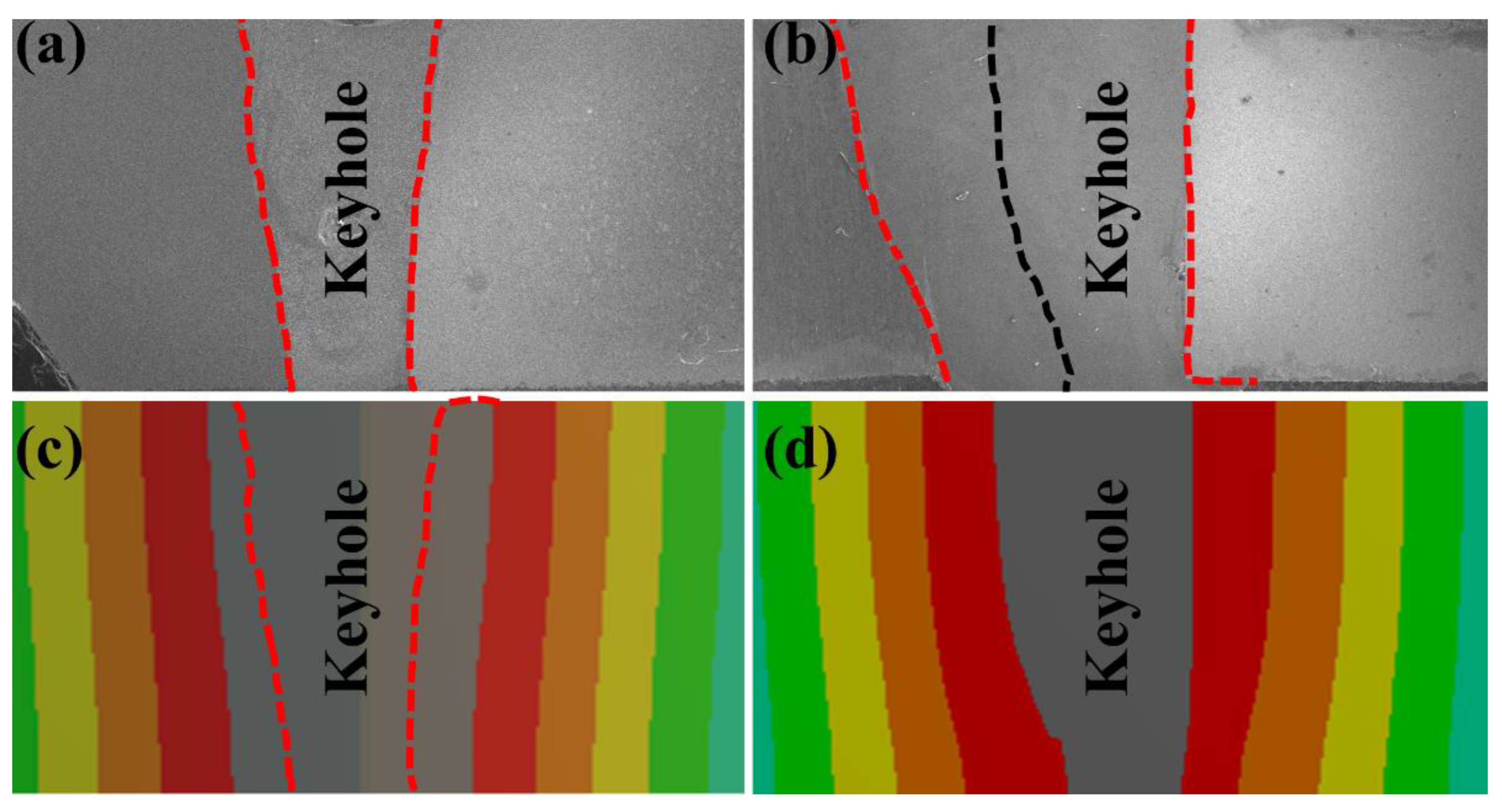
3.1. Weld Formation
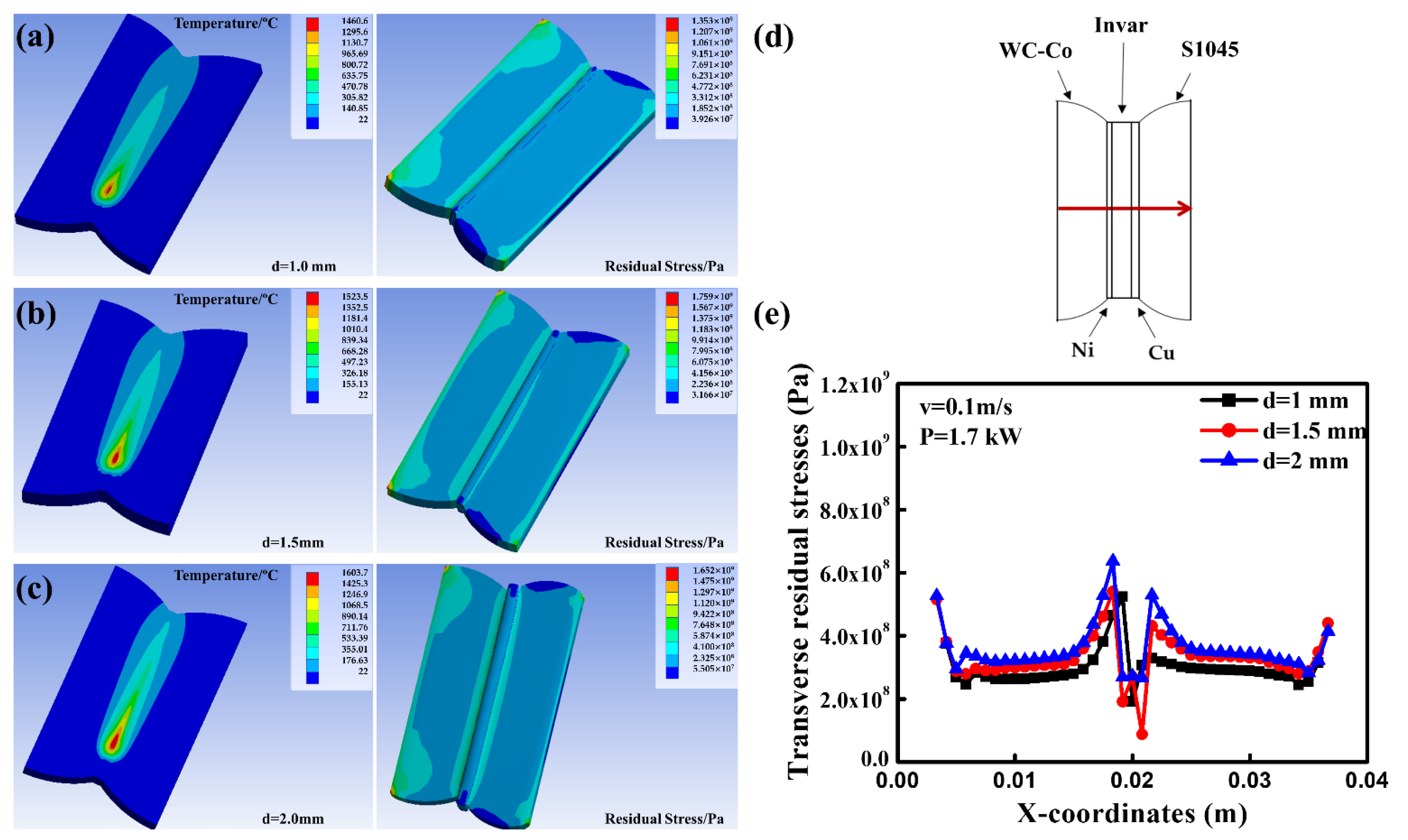
3.1.1. The Effect of Thickness of Brazing Filler Metal on the Weld Formation
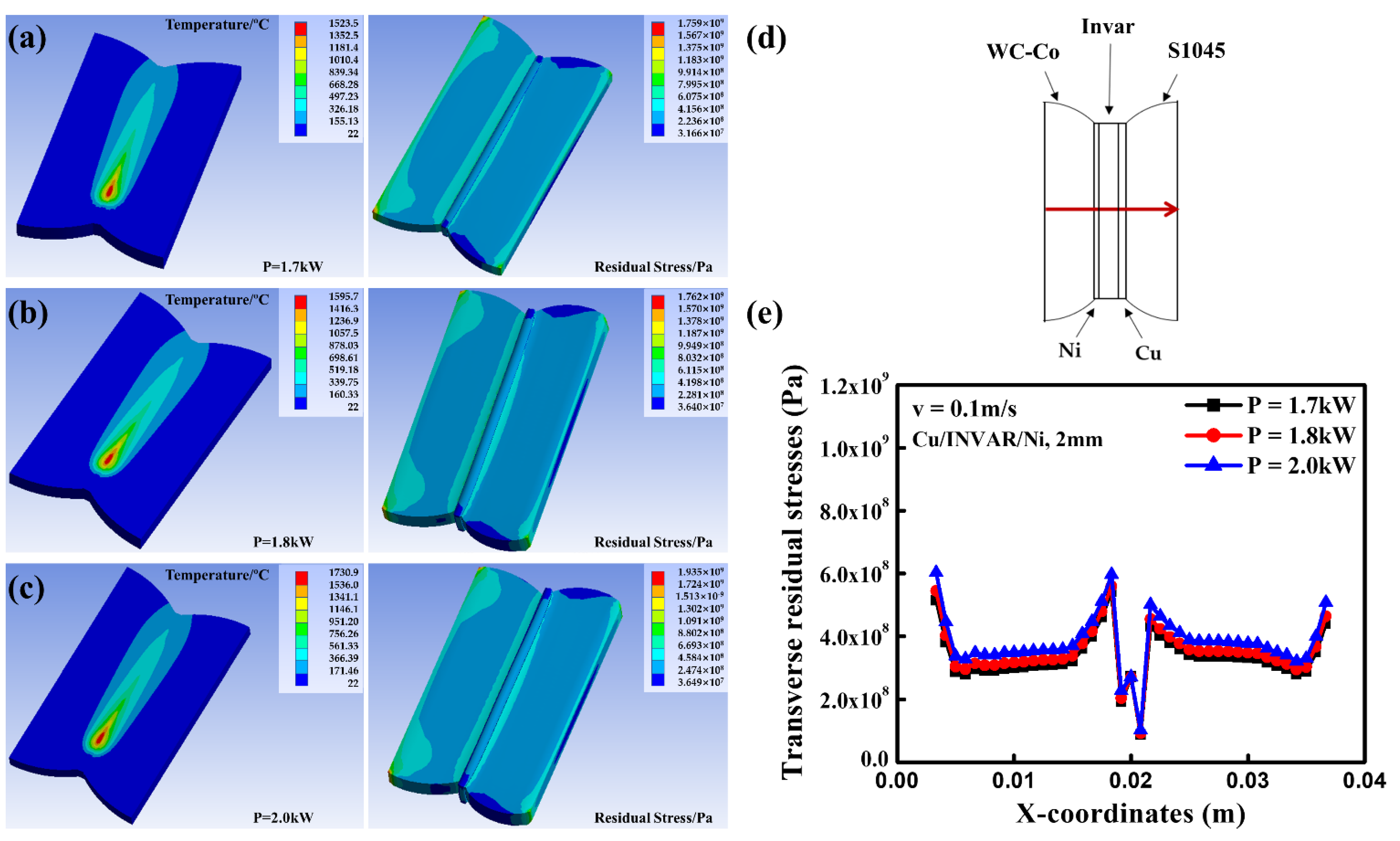
3.1.2. The Effect of Laser Power on the Weld Formation
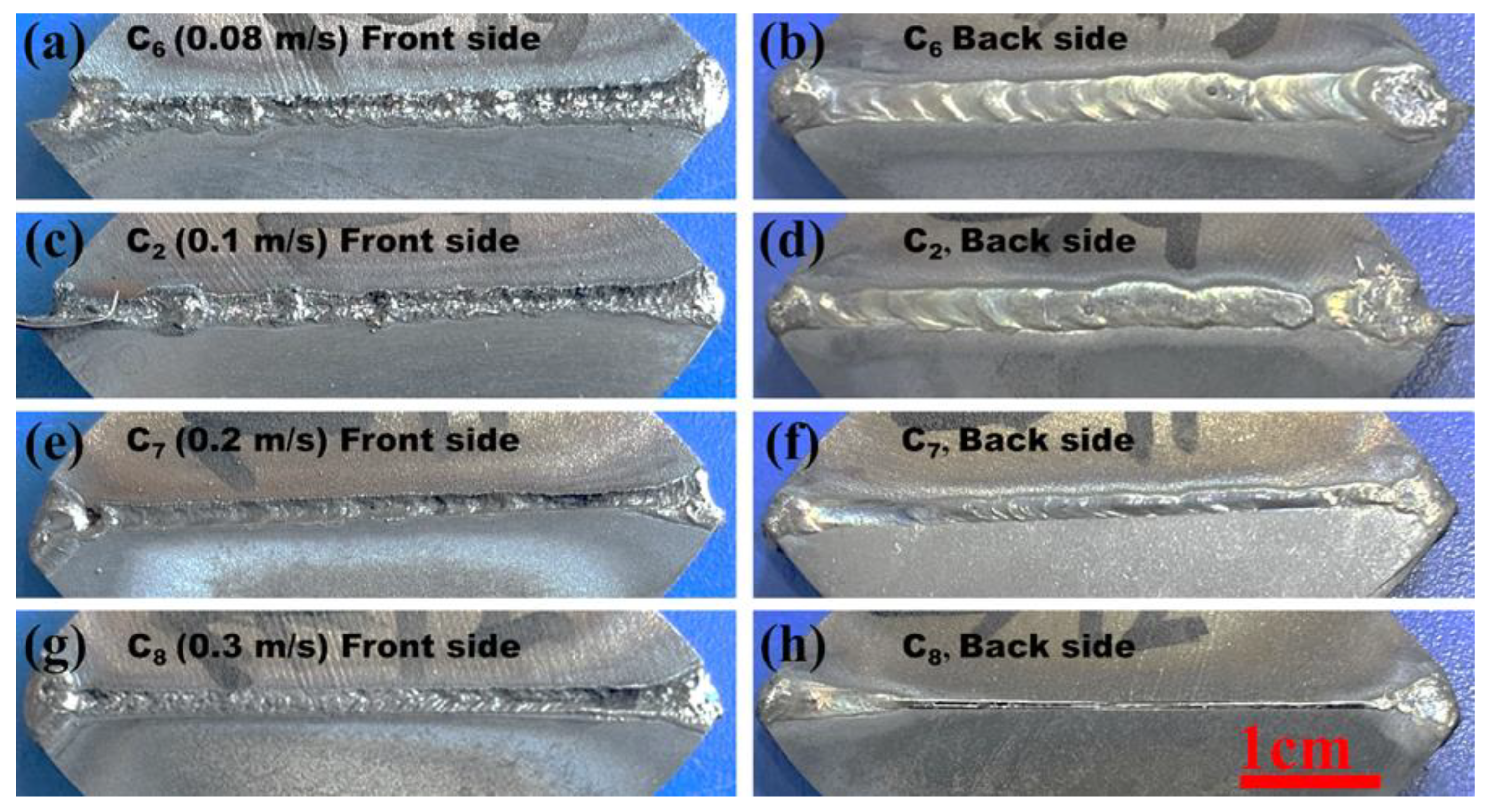
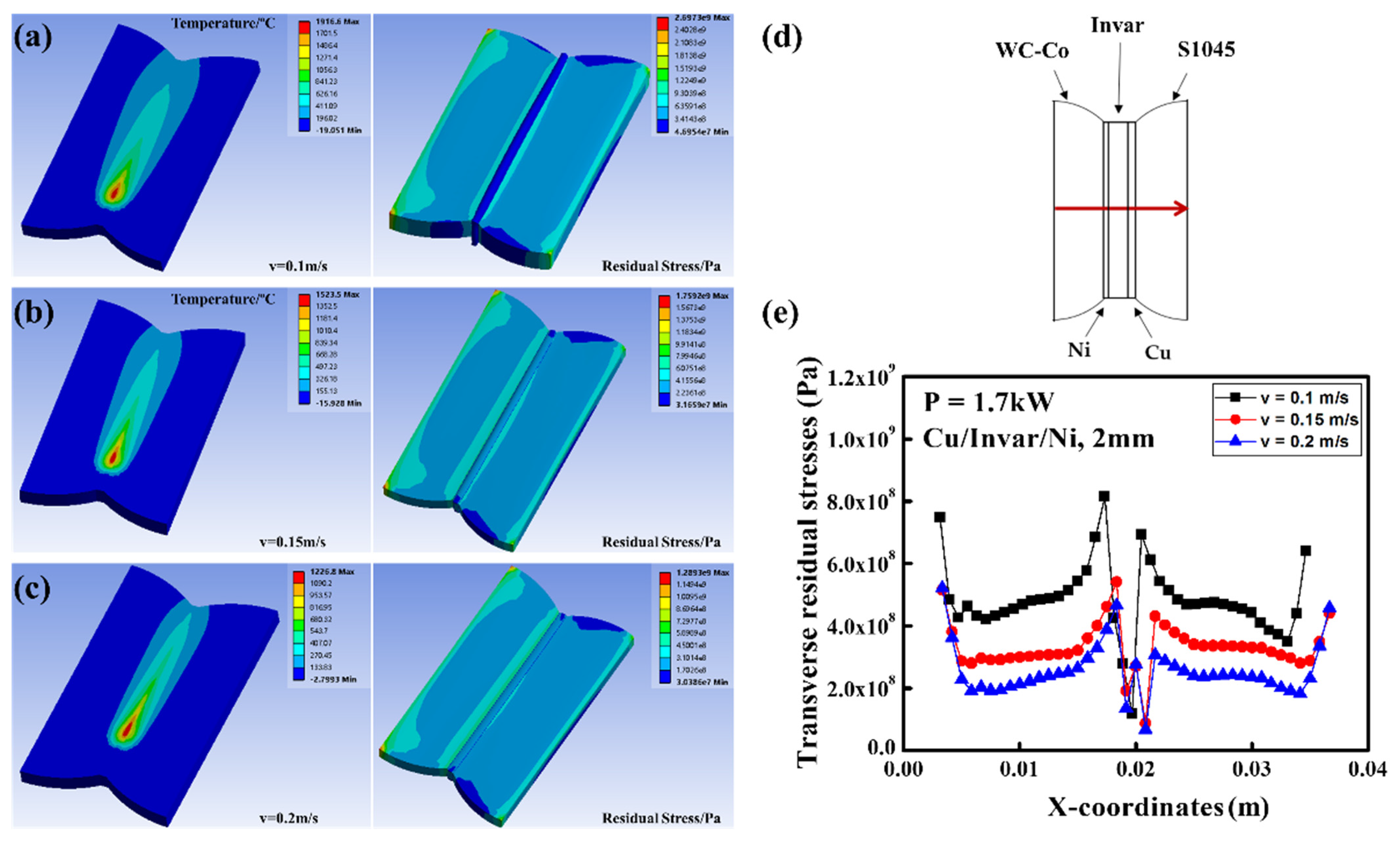
3.1.3. The Effect of Welding Speed on the Weld Formation
3.2. Element Diffusion at Interface
3.3. Hardness Measurements
3.4. Temperature Field and Residual Stress
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fang, Z.Z.; Wang, X.; Ryu, T.; Hwang, K.S.; Sohn, H.Y. Synthesis, sintering, and mechanical properties of nanocrystalline cemented tungsten carbide. Int. J. Refract. Met. Hard Mater. 2009, 27, 288–299. [Google Scholar] [CrossRef]
- García, J.; Ciprés, V.C.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Yin, G.; Wang, Y.; Cui, H.; Lu, F.; Xu, P. Effect of holding time and interlayer’s thickness on the crack initiation and propagation and the dissolving behavior of the heat affected facet WC grains. Int. J. Refract. Met. Hard Mater. 2018, 71, 45–60. [Google Scholar] [CrossRef]
- Jiang, W.; Lu, H.; Chen, J.; Liu, X.; Liu, C.; Song, X. Toughening cemented carbides by phase transformation of zirconia. Mater. Des. 2021, 202, 109559. [Google Scholar] [CrossRef]
- Hayashi, T.; Sato, F.; Sasaya, K.; Ikegaya, A. Industrialization of tungsten recovering from used cemented carbide tools. SEI Technol. Rev. 2016, 82, 33–38. [Google Scholar]
- Xu, P.Q.; Ren, J.W.; Zhang, P.L.; Gong, H.Y.; Yang, S.L. Analysis of formation and interfacial WC dissolution behavior of WC-Co/Invar laser-TIG welded joints. J. Mater. Eng. Perform. 2013, 22, 613–623. [Google Scholar] [CrossRef]
- Sharma, N.K.; Kannan, R.; Hogan, J.; Fisher, G.; Li, L. Progress in improving joint strength of brazed cemented carbides and steels. Sci. Technol. Weld. Join. 2021, 26, 420–437. [Google Scholar] [CrossRef]
- Ma, B.; Wang, X.; Chen, C.; Zhou, D.; Xu, P.; Zhao, X. Dissimilar welding and joining of cemented carbides. Metals 2019, 9, 1161. [Google Scholar] [CrossRef] [Green Version]
- Yin, G.; Xu, P.; Gong, H.; Cui, H.; Lu, F. Effect of interlayer thickness on the microstructure and strength of WC-Co/ Invar/316L steel joints prepared by fiber laser welding. J. Mater. Process. Technol. 2018, 255, 319–332. [Google Scholar] [CrossRef]
- Mirski, Z.; Granat, K.; Stano, S. Possibilities of laser-beam joining cemented carbides to steel. Weld. Int. 2016, 30, 187–191. [Google Scholar] [CrossRef]
- Rodelas, J.; Hilmas, G.; Mishra, R.S. Sinterbonding cobalt-cemented tungsten carbide to tungsten heavy alloys. Int. J. Refract. Met. Hard Mater. 2009, 27, 835. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, D.; Xu, P. The WC-Co/Fe-Ni interface: Effect of holding time on the microstructure, grain size and grain growth mechanism. Ceram. Int. 2019, 45, 23320. [Google Scholar] [CrossRef]
- Yared, W.; Chen, C.Y.; Sievers, N.; Tillmann, W.; Zielke, R.; Schimpfermann, M. Void distribution in a brazed cemented carbide steel joint analyzed by X-ray microscopy. Measurement 2019, 141, 250–257. [Google Scholar] [CrossRef]
- Xiao, Y.H.; Liu, P.W.; Wang, Z.; Wang, Y.; Feng, K.Q.; Chen, L. La2O3 addition for improving the brazed joints of WC-Co/1Cr13. J. Mater. Process. Technol. 2019, 267, 17–25. [Google Scholar] [CrossRef]
- Fukae, K.; Yamanishi, T.; Hirose, K.; Imamura, S. Coated cermet grade T2500Z for steel turning. SEI. Tech. Rev. 2020, 90, 86. [Google Scholar]
- Maizza, G.; Pero, R.; De Marco, F.; Ohmura, T. Correlation between the indentation properties and microstructure of dis-similar capacitor discharge welded WC-Co/high-speed steel joints. Materials 2020, 13, 2657. [Google Scholar] [CrossRef]
- Xian, G.; Xiong, J.; Zhao, H.; Fan, H.; Li, Z.; Du, H. Evaluation of the structure and properties of the hard TiAlN-(TiAlN/CrAlSiN)-TiAlN multiple coatings deposited on different substrate materials. Int. J. Refract. Met. Hard Mater. 2019, 85, 105056. [Google Scholar] [CrossRef]
- Gilliland, R.G.; Adams, C.M. Improved brazing methods for tungsten carbide tool bits. Weld. J. 1971, 50, S267. [Google Scholar]
- Samoylov, V.S. A technique for determination of strength of welds of hard alloy-steel prepared by diffusion welding in vacuum. Elektron. Obrab. Mater. 1973, 39, 742–748. [Google Scholar]
- Gerasimenko, K.S.; Spirina, S.I. Experiment of diffusion welding of hard alloys. Powder Metall. Met. Ceram. 1967, 6, 676–679. [Google Scholar] [CrossRef]
- Zhao, X.J.; Liu, P.T.; Chen, C.H.; Yang, D.X.; Kohsuke, T. η Phase formation mechanism at cemented carbide YG30/Steel 1045 joints during Tungsten-Inert-Gas Arc welding. Mater. Sci. Forum. 2011, 675, 901–904. [Google Scholar] [CrossRef]
- Okita, K.; Aritoshi, M.; Kuwabara, K.; Matsui, M.; Takami, C.; Kajino, H.; Tsuda, K. Friction welding of cemented carbide alloy to tool steel. Weld. Int. 1997, 11, 257–263. [Google Scholar] [CrossRef]
- Tian, N.; Yang, Y. Study of laser molten welding of cemented carbides and steel. In Proceedings of the Laser Processing of Materials and Industrial Applications 1996; SPIE: Bellingham, WA, USA, 1996; Volume 2888, p. 185. [Google Scholar]
- Thorsen, K.A.; Fordsmand, H.; Praestgaard, P.L. An explanation of wettability problems when brazing cemented carbides. Weld. J. 1984, 63, 308. [Google Scholar]
- Avettand-Fènoël, M.N.; Nagaoka, T.; Fujii, H.; Taillard, R. Characterization of WC/12Co cermet-steel dissimilar friction stirs welds. J Manuf. Process. 2018, 31, 139–155. [Google Scholar] [CrossRef]
- Feng, K.; Chen, H.; Xiong, J.; Guo, Z. Investigation on diffusion bonding of functionally graded WC–Co/Ni composite and stainless steel. Mater. Des. 2013, 46, 622–626. [Google Scholar] [CrossRef]
- Cheniti, B.; Miroud, D.; Badji, R.; Allou, D.; Csanádi, T.; Fides, M.; Hvizdoš, P. Effect of brazing current on microstructure and mechanical behavior of WC-Co/AISI 1020 steel TIG brazed joint. Int. J. Refract. Met. Hard Mater. 2017, 64, 210–218. [Google Scholar] [CrossRef]
- Wang, H.; Yang, D.; Zhao, X.; Chen, C.; Wang, Q. Microstructure and bend strength of WC–Co and steel joints. Sci. Technol. Weld. Join. 2005, 10, 167–168. [Google Scholar] [CrossRef]
- Maizza, G.; Cagliero, R.; Lacobone, A.; Montanari, R.; Varone, A.; Mezzi, A.; Kaciulis, S. Study of steel-WC interface produced by solid-state capacitor discharge sinter-welding. Surf. Interface Anal. 2016, 48, 538–542. [Google Scholar] [CrossRef]
- Edin, E.; Blomqvist, A.; Lattemann, M.; Luo, W.; Ahuja, R. MD study of C diffusion in WC/W interfaces observed in cemented carbides. Int. J. Refract. Met. Hard Mater. 2019, 85, 105054. [Google Scholar] [CrossRef]
- Li, S.W.; Shi, J.M.; Xiong, J.T.; Peng, Y.; Ren, J.; Zhang, F.S.; Li, J.L. Microstructural characteristics and mechanical properties of WC-Co/steel joints diffusion bonded utilizing Ni interface. Ceram. Int. 2021, 47, 4446–4454. [Google Scholar] [CrossRef]
- Roulon, Z.; Lay, S.; Missiaen, J.M. Interface characteristics in cemented carbides with alternative binders. Int. J. Refract. Met. Hard Mater. 2020, 92, 105306. [Google Scholar] [CrossRef]
- Kurabayashi, K.; Tokita, S.; Sato, Y.S. Effect of Ni addition on the interfacial strength of Al/Cu dissimilar welds produced by friction stir lap welding. Metals 2022, 12, 453. [Google Scholar] [CrossRef]
- Chiocca, A.; Frendo, F.; Bertini, L. Evaluation of heat sources for the simulation of the temperature distribution in gas metal arc welded joints. Metals 2019, 9, 1142. [Google Scholar] [CrossRef] [Green Version]
- Du, D.; Liu, D.; Zhang, X.; Tang, J.; Meng, B. Effects of WC-17Co coating combined with shot peening treatment on fatigue behaviors of TC21 titanium alloy. Materials 2016, 9, 865. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alipooramirabad, H.; Paradowska, A.; Reid, M.; Ghomashchi, R. Effects of PWHT on the residual stress and microstructure of Bisalloy 80 steel welds. Metals 2022, 12, 1569. [Google Scholar] [CrossRef]
- Yoshida, S.; Sasaki, T.; Usui, M.; Sakamoto, S.; Gurney, D.; Park, I.K. Residual stress analysis based on acoustic and optical methods. Materials 2016, 9, 112. [Google Scholar] [CrossRef] [Green Version]
- Wu, G.; Luo, J.; Li, L.; Long, Y.; Zhang, S.; Wang, Y.; Zhang, Y.; Xie, S. Control of welding residual stress in large storage tank by finite element method. Metals 2022, 12, 1502. [Google Scholar] [CrossRef]
- Xu, P.; Zhou, D.; Li, L. Fiber laser welding of WC-Co and carbon steel dissimilar materials. Weld. J. 2017, 96, 1–10. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Laser Power P (kW) | Welding Speed v (m/s) | Defocusing Amount (mm) | Brazing Filler Metal | Thickness d (mm) |
|---|---|---|---|---|---|
| A1 | 1.2 | 0.1 | −3 | Cu | 0.1 |
| A2 | 1.2 | 0.1 | −3 | Cu | 0.2 |
| A3 | 1.2 | 0.1 | −3 | Cu | 0.3 |
| A4 | 1.2 | 0.1 | −3 | Cu | 0.5 |
| B1 | 1.2 | 0.1 | −3 | Ag | 0.1 |
| B2 | 1.2 | 0.1 | −3 | Ag | 0.3 |
| B3 | 1.2 | 0.1 | −3 | Ag | 0.5 |
| C1 | 1.2 | 0.1 | −3 | Ni | 0.1 |
| C2 | 1.2 | 0.1 | −3 | Ni | 0.3 |
| C3 | 1.2 | 0.1 | −3 | Ni | 0.5 |
| C4 | 1.0 | 0.1 | −3 | Ni | 0.3 |
| C5 | 1.5 | 0.1 | −3 | Ni | 0.3 |
| C6 | 1.2 | 0.08 | −3 | Ni | 0.3 |
| C7 | 1.2 | 0.2 | −3 | Ni | 0.3 |
| C8 | 1.2 | 0.3 | −3 | Ni | 0.3 |
| V1 | 1.7 | 0.1 | −3 | Cu/Invar/Ni | 0.1/1.0/0.1 |
| V2 | 1.7 | 0.1 | −3 | Cu/Invar/Ni | 0.1/1.5/0.1 |
| V3 | 1.7 | 0.1 | −3 | Cu/Invar/Ni | 0.1/2.0/0.1 |
| V4 | 1.5 | 0.1 | −3 | Cu/Invar/Ni | 0.1/1.5/0.1 |
| V5 | 1.8 | 0.1 | −3 | Cu/Invar/Ni | 0.1/1.5/0.1 |
| V6 | 2.0 | 0.1 | −3 | Cu/Invar/Ni | 0.1/1.5/0.1 |
| V7 | 1.7 | 0.08 | −3 | Cu/Invar/Ni | 0.1/2.0/0.1 |
| V8 | 1.7 | 0.15 | −3 | Cu/Invar/Ni | 0.1/2.0/0.1 |
| V9 | 1.7 | 0.2 | −3 | Cu/Invar/Ni | 0.1/2.0/0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, S.; Li, B.; Ma, Y.; Zhang, P.; Xu, P. Effect of Brazing Filler Metals and Welding Parameters on Laser Welding-Brazing Joints of WC-Co to S1045. Metals 2022, 12, 1780. https://doi.org/10.3390/met12111780
Ma S, Li B, Ma Y, Zhang P, Xu P. Effect of Brazing Filler Metals and Welding Parameters on Laser Welding-Brazing Joints of WC-Co to S1045. Metals. 2022; 12(11):1780. https://doi.org/10.3390/met12111780
Chicago/Turabian StyleMa, Shuyue, Benben Li, Yifan Ma, Pengyu Zhang, and Peiquan Xu. 2022. "Effect of Brazing Filler Metals and Welding Parameters on Laser Welding-Brazing Joints of WC-Co to S1045" Metals 12, no. 11: 1780. https://doi.org/10.3390/met12111780