1. Introduction
In the previous study, the problem of separating iron from REE is present in the hydrometallurgical treatment of NdFeB spent magnets, so the application of pyrometallurgical treatment is being considered. The aim of the first part was to study the oxidation of spent NdFeB-magnets as preparation for the second phase-reductive smelting process [
1]. The obtained results have confirmed that maximal total oxidation of spent NdFeB-magnets was 90% obtained at 1000 °C in 45 min. Selective oxidation of REE from Fe and B is not possible in the interval between 500 and 1000 °C.
XRD analysis was conducted on both phases, and results showed that the rare earth elements are in the form of metal oxide, such as Dy2O3, Pr2O3, NdFeO3, Nd2O3, and NdFeO3. Boron is present in the form of NdBO3 and FeB2. Iron is oxidized in the form of Fe2O3 and Fe3O4. Further, 5.11% of the iron is in the form of α-iron and iron oxide. In order to separate rare earth elements from Fe and B, additional reduction of the oxidized material is necessary in the next step.
REE are known as ‘industrial vitamins’, obtaining significant attention worldwide. Currently, REE are vital components of many modern technologies, including electric and conventional cars, computers and smartphones, renewable energy infrastructure, and phosphor light [
1].
Yang et al. [
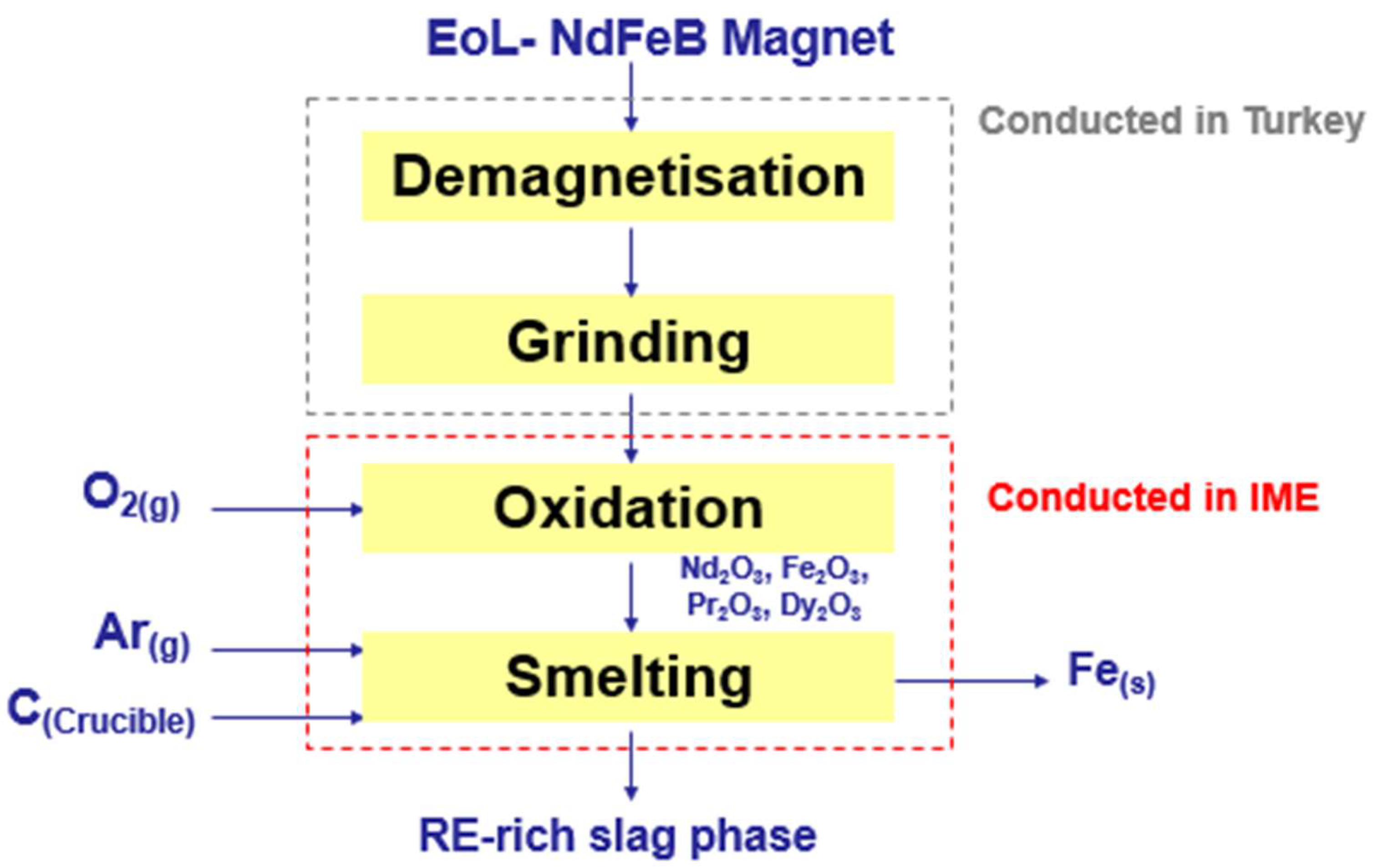
2] presented a critical review of REE Recovery from End-of-Life NdFeB permanent magnet scrap, providing the list of efficient technologies that will be developed and included in practice. The research strategy used in this work is presented in
Figure 1, as previously mentioned by Kruse et al. [
3,
4].
The first step of the work converts the initial magnet sample into a high oxygen potential component by oxidation within a muffle furnace. The unconventional way of converting the magnets into an oxide form allows the utilization of the difference in oxygen affinity between the REE and Fe phases. By placing the oxidized materials in a carbon crucible, the contact carbon could be used to reduce the iron oxides while leaving the REE in oxide form. The control of the oxygen potential within the input materials allows the effective carbothermic reduction without having the need to precisely control CO/CO2 ratio or the carbon content within the material, since both of which would be in oversupply for the reduction process.
The extraction of Nd from waste Nd–Fe–B alloys was studied by the glass slag method [
5], microwave-assisted carbothermic reduction [
6], and through the interaction of rare earth element neodymium, iron, and arsenic at 900 °C [
7] confirming that separation of iron is possible during the pyrometallurgical method. In comparison to the pyrometallurgical method, the hydrometallurgical method offers a separation of iron during precipitation and acidic baking [
8,
9,
10,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20]. Orefice [
21] mentioned selective roasting of Nd–Fe–B permanent magnets as an important pretreatment step for intensified leaching with an ionic liquid.
Efstratiadis [
22] offered a detailed review about sustainable recovery, recycling of critical metals and rare earth elements from waste electric and electronic equipment (circuits, solar, wind), and their reusability in additive manufacturing applications.
The aim of the current research is to use the previously mentioned findings in order to recover REEs by means of pyrometallurgical smelting, separating the magnets into a metal phase and rare earth oxide (REO) rich slag.
3. Results
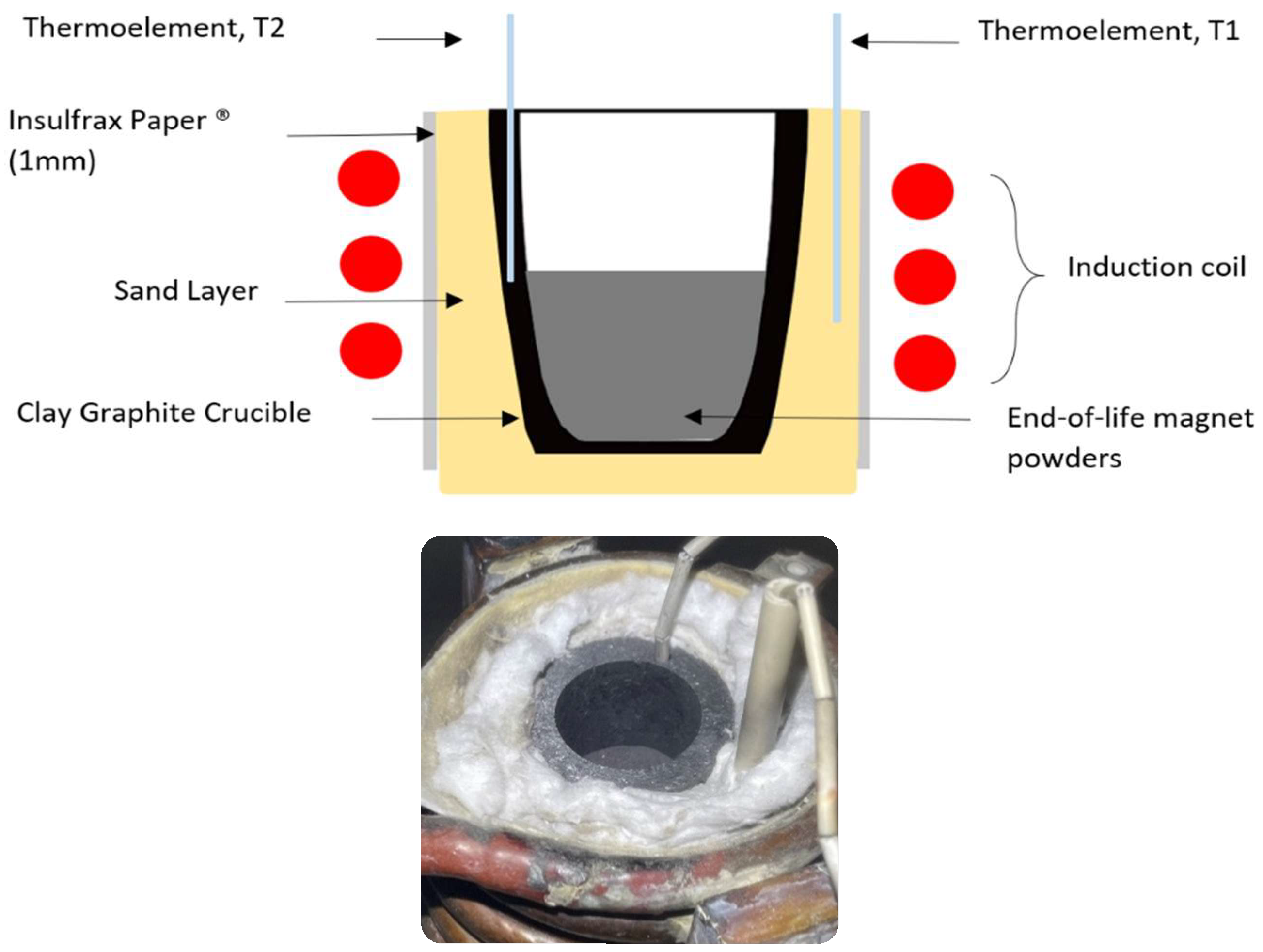
As shown in
Figure 6, in all 3 experiments, an obvious separation between a metallic phase and a slag phase can be seen. In addition to that, a corroded crucible wall was observed. This could be explained by the carbon supply from the clay graphite crucible for the carbothermic reduction of the iron oxides in the input materials.
The chemical composition of the metal phase from the NdFeB sample is shown in
Figure 7 and
Figure 8, and the main component is iron for both samples, with traces of several other elements, such as the REEs and boron. Comparing the initial concentrations of the pre-oxidized materials with 73.8 wt.% Fe in NdFeB, the increase in Fe content confirms that the methodology of using carbothermic reduction with clay graphite crucible as the source of carbon supply is viable.
Fe-separation represents the mechanical separation of metallic iron from the created slag. Generally, slag was separated by metallic iron from the formed mixture. Based on
Table 7, the separation efficiency in the metallic phase amounts of 98.1%, 98.9%, and 97.5% for Nd, Pr, and Dy at 1500 °C, respectively. The excellent separation efficiency is also confirmed in V2 at 1400 °C. Separation efficiency in the metallic phase amounts of 96.9%, 97.2%, and 95.8% for Nd, Pr, and Dy at 1400 °C, respectively. The reduced efficiency of the REE-separation during reductive smelting is a consequence of the reduction of the melting temperature from 1500 °C to 1400 °C.
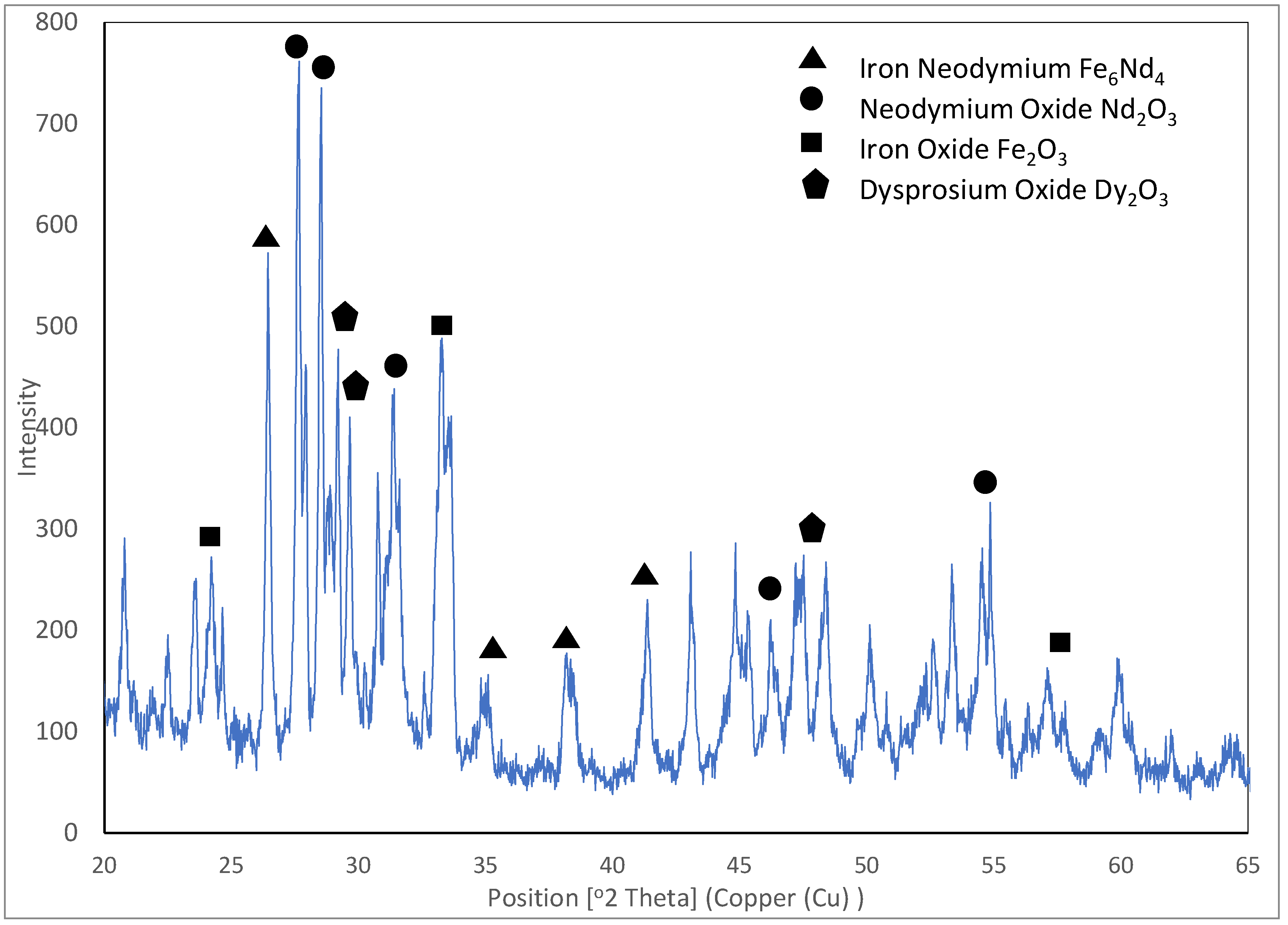
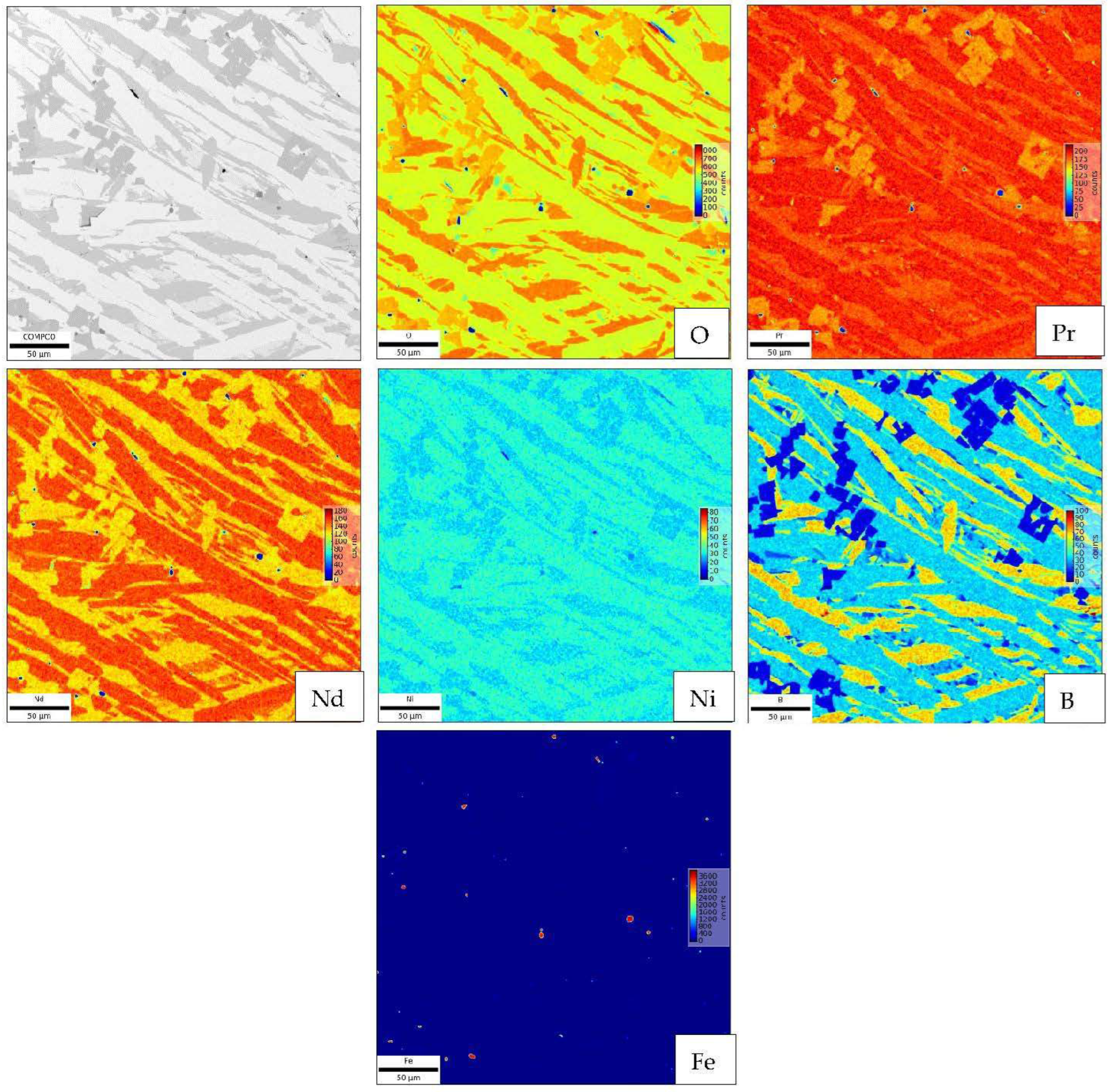
A similar analysis was conducted on the slag phase, and the results are shown in
Figure 9 and
Figure 10. This analysis shows the elemental REEs as well as traces of several other elements, such as iron and boron, present in the slag phase after melting. The presence of boron was explained by Kruse et al. [
3,
4] to be a form of B
2O
3. The nearly 2-fold increase in REEs content in the slags corresponds to the initial hypothesis that REE-oxides will not be carbothermically reduced might be confirmed. Comparing the initial concentration of the pre-oxidized materials, the method of oxidizing and eventual smelting with carbothermic reduction resulted in the production of RE concentrates.
The resulting concentrate contains 47.47% of rare earth instead of the original 21.7%, which confirms a good choice of strategy for separating elements, as shown in
Figure 9. In the experiment at 1400 °C, the obtained concentrate contains about 45% rare earth elements. The separation efficiency for iron amounts of 2.5% and 0.8% at 1500 °C and 1400 °C, respectively. Boron is presented not only in the metallic phase, but also in slag concentrate. An increase in smelting reductive temperature from 1400 °C to 1500 °C leads to a decrease in boron content from 1.642 to 0.14%, as shown in
Figure 10.
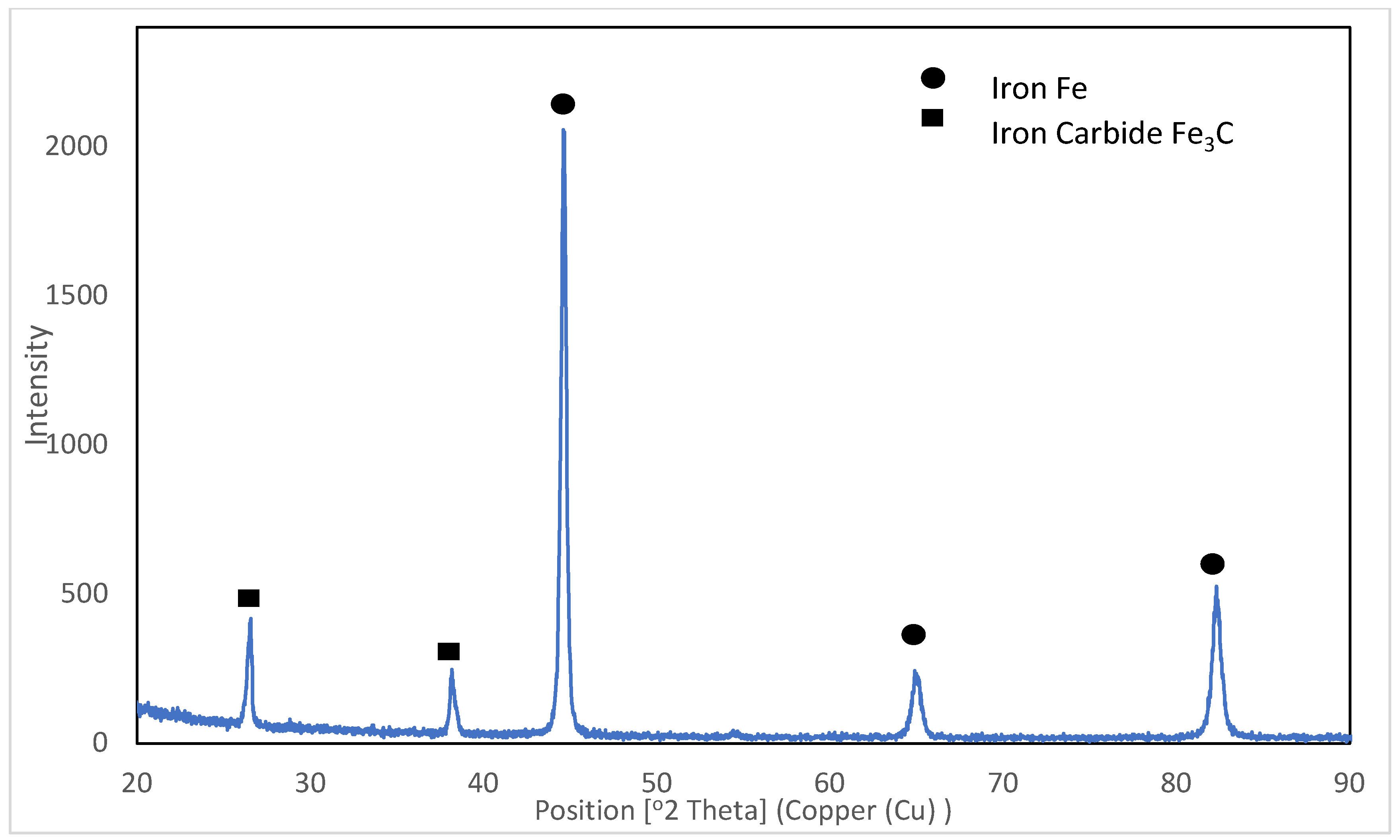
The results of the qualitative XRD analysis of the metallic and slag phase from experiment V3 are shown in
Figure 7 and
Figure 8.
The slag phase showed corresponding RE-oxides (Nd and Dy), leftover iron oxides, and a mixture compound of Fe
6Nd
4, which typically forms at a temperature above 1000 °C [
7]. Despite the fact that there is a high amount of Pr compared to Dy in the input materials, no Pr
2O
3 was detected in the sample and this could be a source of error from the chosen analytical method. The XRD analysis, however, confirmed that the slag consists of mainly oxides, and the methodology of this work to produce RE-rich slag can be proven to be viable. As shown in
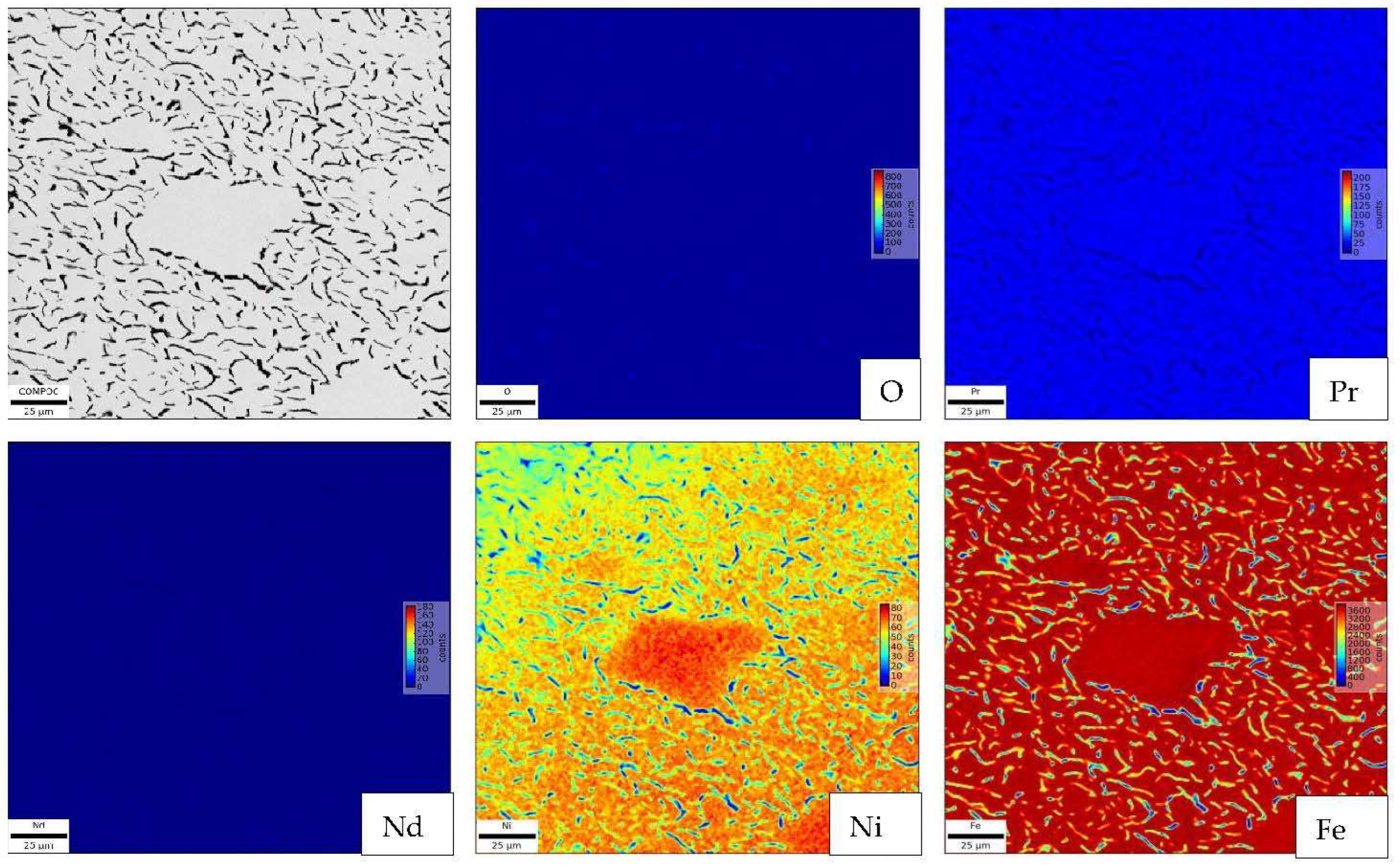
Figure 8, the metallic phase consists mainly of iron and iron carbide. The presence of the carbide phase can be explained by a continuous dissolving of carbon from the crucible into the molten iron throughout the smelting process. The SEM-EDS mapping of metal phase from V3 is shown in
Figure 9:
The metallic phase extracted from the crucible consists mainly of Fe with large amounts of Ni. Oxygen and Nd are close to zero counts and Pr at very low counts, which confirms the purity of the metallic phase. Although the mapping results did not include carbon, the presence of carbon should not be disregarded. The dark dendrite-like regions with low to no counts of other elements should correspond to carbon, as there was an over-stoichiometric carbon supply from the clay graphite crucible in the experimental study conducted. A direct recycling of this steel or metallic Fe obtained from the carbothermic reduction in other applications could be impractical due to the heterogeneous impurities in the phases that vary from each experiment.
Author Contributions
Conceptualization, S.S. and E.E.-K.; methodology, H.C.; software, H.C.; validation, S.S., E.E.-K. and H.C.; formal analysis, S.G.; investigation, H.C.; resources, S.S.; data curation, E.E.-K.; writing—original draft preparation, H.C.; writing—review and editing, S.S.; visualization, H.C.; supervision, S.G.; project administration, H.C.; funding acquisition, S.G. and B.F.All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Federal Ministry for Economic Affairs and Climate Action, grant number 287 EN, and The Scientific of Technological Research Council of Turkey under grant agreement 120N33. The APC was funded by the project “Sustainable recovery of rare earth elements (Nd, Pr, Dy) from spent magnets”.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Stopic, S.; Polat, B.; Chung, H.; Smiljanic, S.; Elif-Kaya, E.; Gürmen, S.; Friedrich, B. Recovery of Rare Earth Elements from spent NdFeB-magnets—Reductive Smelting of the oxidized material (First Part). Metals 2021, 11, 716. [Google Scholar]
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.-M.; van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A critical Review. J. Sustain. Metall. 2017, 3, 122–149. [Google Scholar]
- Kruse, S.; Raulf, K.; Pretz, T.; Friedrich, B. Influencing Factors on the Melting Characteristics of NdFeB-Based Production Wastes for the Recovery of Rare Earth Compounds. J. Sustain. Metall. 2017, 3, 168–178. [Google Scholar] [CrossRef]
- Kruse, S.; Raulf, K.; Trentmann, A.; Pretz, T.; Friedrich, B. Processing of Grinding Slurries Arising from NdFeB Magnet Production. Chem. Ing. Tech. 2015, 87, 1589–1598. [Google Scholar] [CrossRef]
- Saito, T.; Sato, H.; Ozava, S.; Yu, J.; Montegi, T. The extraction of Nd from waste Nd–Fe–B alloys by the glass slag method. J. Alloys Compd. 2003, 353, 189–193. [Google Scholar] [CrossRef]
- Tanvar, H.; Dhawan, N. Microwave-Assisted Carbothermic Reduction of Discarded Rare Earth Magnets for Recovery of Neodymium and Iron Values. JOM 2021, 73, 54–62. [Google Scholar] [CrossRef]
- Xie, W.; Huang, R.; Zhang, J.; Li, W.; Yang, Y. Study on the interaction of rare earth element neodymium, iron and arsenic at 1173 K. Gongneng Cailiao/J. Funct. Mater. 2018, 49, 1134–1138. [Google Scholar] [CrossRef]
- Peelman, S.; Kooijman, D.; Sietsma, J.; Yang, Y. Hydrometallurgical Recovery of Rare Earth Elements from Mine Tailings and WEEE. J. Sustain. Metall. 2018, 4, 367–377. [Google Scholar] [CrossRef]
- Peelman, S.; Sietsma, J.; Yang, Y. Recovery of Neodymium as (Na, Nd)(SO4)2from the Ferrous Fraction of a General WEEE Shredder Stream. J. Sustain. Metall. 2018, 4, 276–287. [Google Scholar] [CrossRef]
- Ma, Y.; Stopic, S.; Gronen, L.; Milivojevic, M.; Obradovic, S.; Friedrich, B. Neural Network Modeling for the Extraction of Rare Earth Elements from Eudialyte Concentrate by Dry Digestion and Leaching. Metals 2018, 8, 267. [Google Scholar] [CrossRef]
- Yun, Y.; Stopic, S.; Friedrich, B. Valorization of Rare Earth Elements from a Steenstrupine Concentrate via a Combined Hydrometallurgical and Pyrometallurgical Method. Metals 2020, 10, 248. [Google Scholar]
- Kumari, A.; Sinha, M.; Pramanik, S.; Sahu, S. Recovery of rare earths from spent NdFeB magnets of wind turbine: Leaching and kinetic aspects. Waste Manag. 2018, 75, 486–498. [Google Scholar] [CrossRef]
- Ma, Y.; Stopić, S.; Friedrich, B. Hydrometallurgical Treatment of an Eudialyte Concentrate for Preparation of Rare Earth Carbonate. Johns. Matthey Technol. Rev. 2019, 63, 2–13. [Google Scholar] [CrossRef]
- Stopic, S.; Friedrich, B. Advances in Understanding of the Application of Unit Operations in metallurgy of rare earth elements. Metals 2021, 11, 978. [Google Scholar] [CrossRef]
- Umweltbundesamt. Seltene Erden in Permanentmagneten. In Für Mensch und Umwelt-Factsheet; Umweltbundesamt: Dessau-Roßlau, Germany, 2019; pp. 1–10. [Google Scholar]
- Stopic, S.; Friedrich, B. Leaching of rare earth elements from bastnasite ore: Second part. Mil. Tech. Cour. 2019, 67, 241–254. [Google Scholar] [CrossRef]
- Stopic, S.; Friedrich, B. Leaching of rare earth elements from bastnasite ore (third part). Mil. Tech. Cour. 2019, 67, 561–572. [Google Scholar] [CrossRef]
- Uysal, E.; Al, S.; Stopic, S.; Gürmen, S.; Friedrich, B.; Kaya, E.E. Hydrometallurgical recycling of waste NdFeB magnets: Design of experiment, optimisation of low concentrations of sulphuric acid leaching and process analysis. Can. Metall. Q. 2022, 61, 1–12. [Google Scholar] [CrossRef]
- Kaya, E.; Kaya, O.; Stopic, S.; Gürmen, S.; Friedrich, B. NdFeB Magnets recycling process: An alternative method to produce mixed rare rarth oxide from scrap NdFeB magnets. Metals 2021, 11, 716. [Google Scholar] [CrossRef]
- Klemettinen, A.; Zak, A.; Chojnacka, I.; Matuska, S.; Lesniewicz, A.; Welna, M.; Adamsky, Z.; Klemettinen, L.; Rycerz, L. Leaching of Rare Earth Elements from NdFeB Magnets without Mechanical Pretreatment by Sulfuric (H2SO4) and Hydrochloric (HCl) Acids. Minerals 2021, 11, 1374. [Google Scholar] [CrossRef]
- Orefice, M.; van den Bulck, A.; Blanpain, B.; Binnemans, K. Selective Roasting of Nd–Fe–B Permanent Magnets as a Pretreatment Step for Intensifed Leaching with an Ionic Liquid. J. Sustain. Metall. 2020, 6, 91–102. [Google Scholar] [CrossRef]
- Efstratiadis, V.; Michailidis, N. Sustainable Recovery, Recycle of Critical Metals and Rare Earth Elements from Waste Electric and Electronic Equipment (Circuits, Solar, Wind) and Their Reusability in Additive Manufacturing Applications: A Review. Metals 2022, 12, 794. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 and
and 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}