
Plastic Behavior and Microstructure Heterogeneity of an AA6063-T6 Aluminum Alloy Processed by Symmetric and Asymmetric Rolling

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. As-Received Material
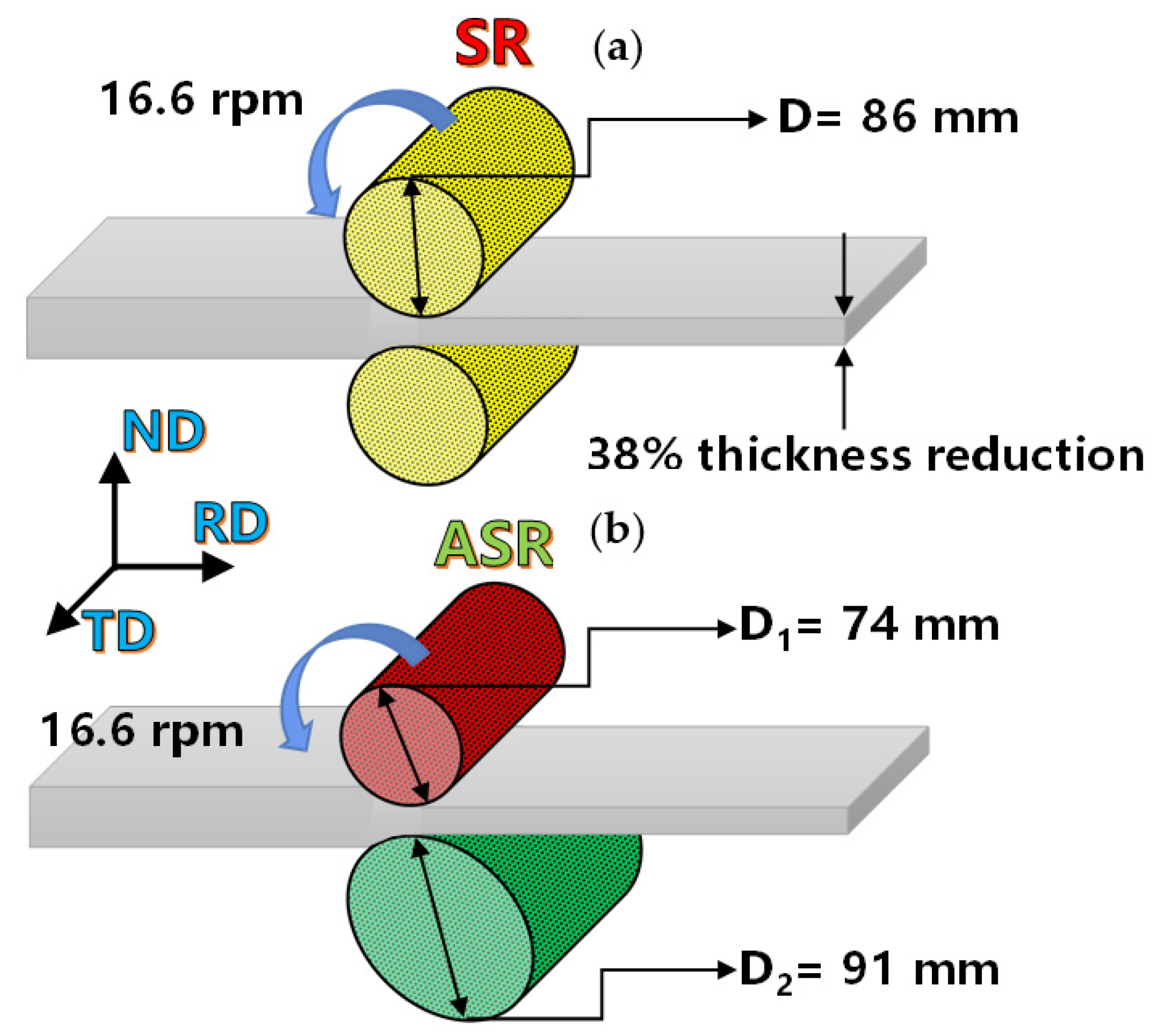
2.2. Rolling Process
2.3. Microstructure and Texture Characterization
2.4. Mechanical Properties and Crystal Plasticity Modeling
3. Results and Discussion
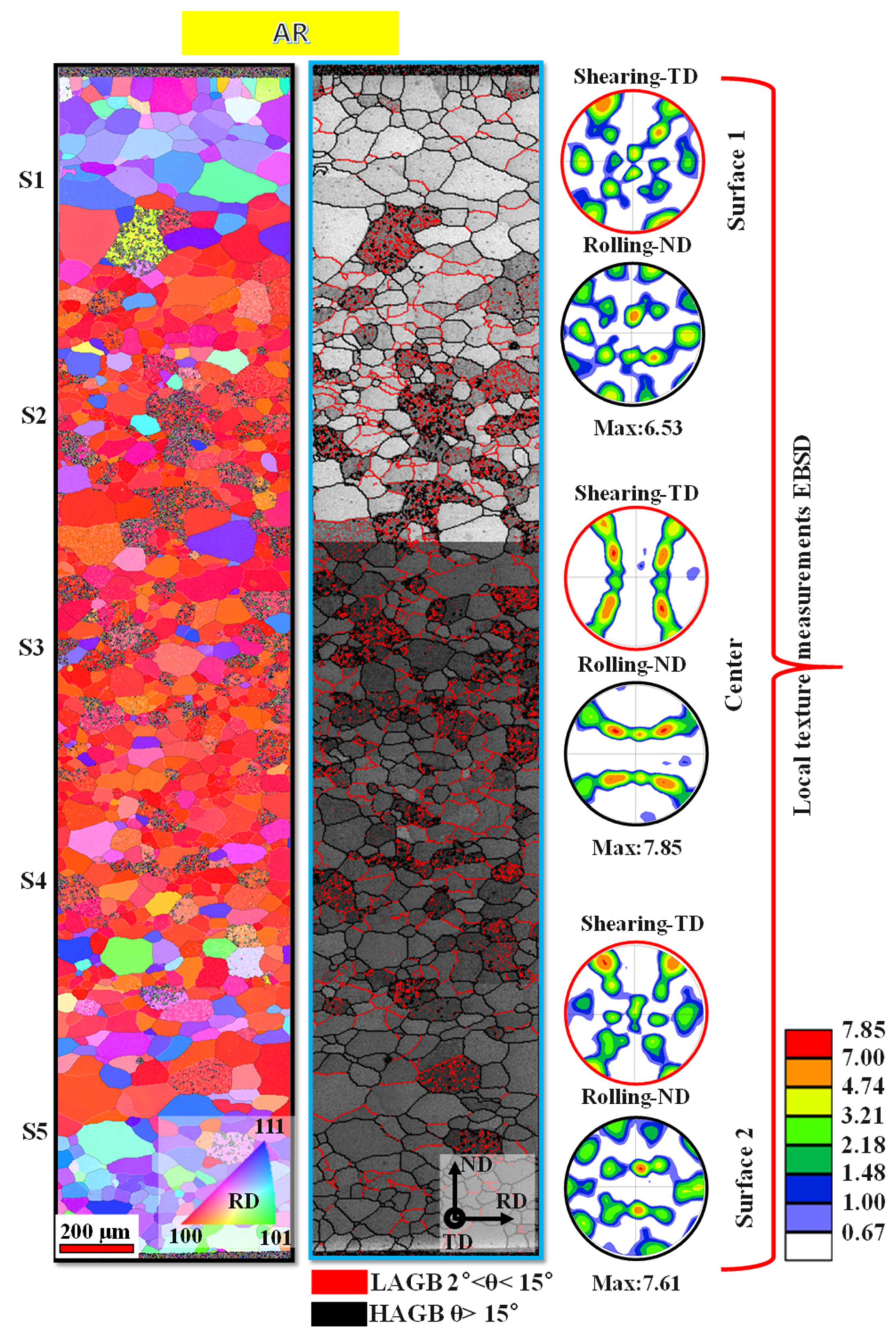
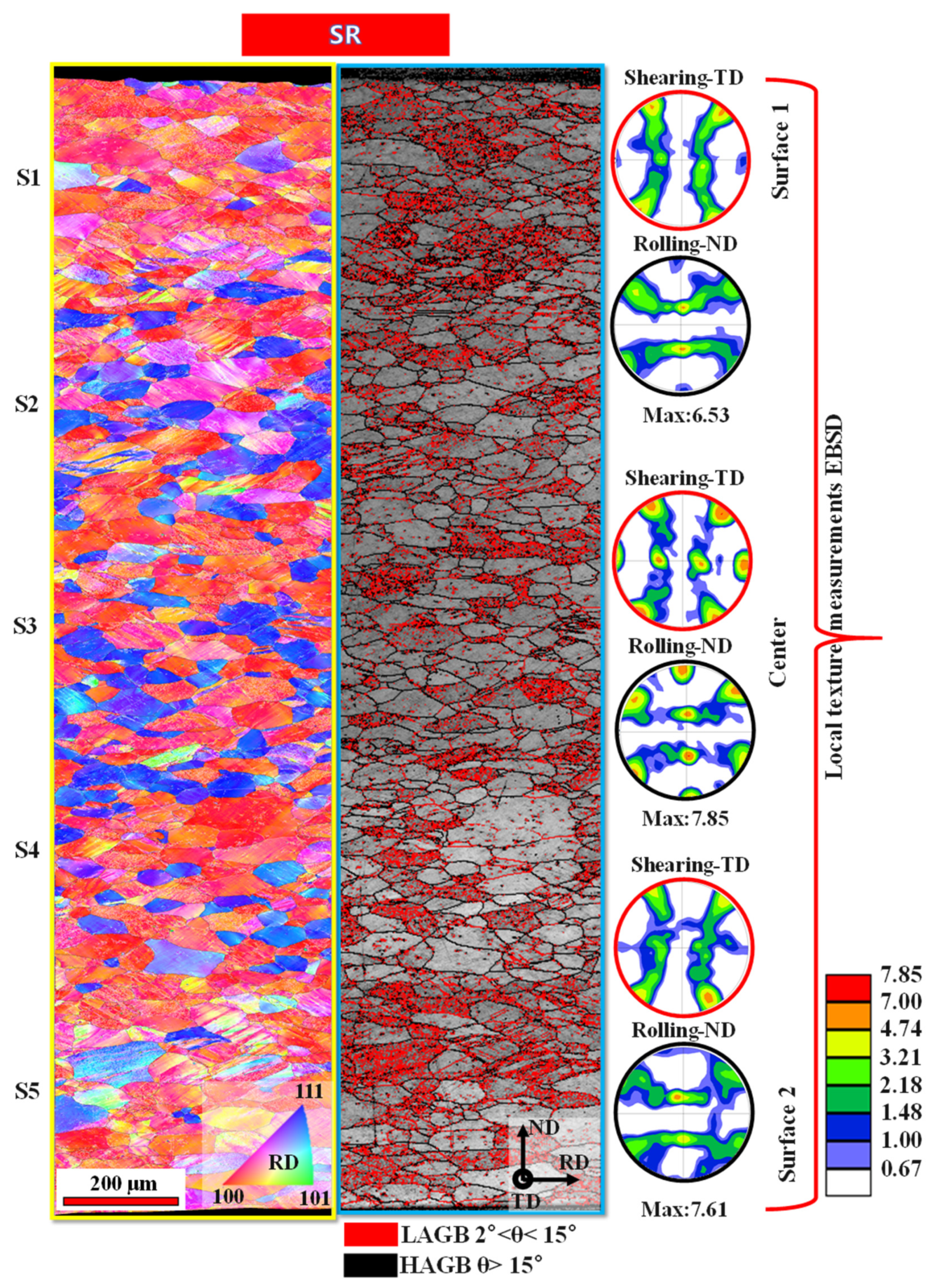
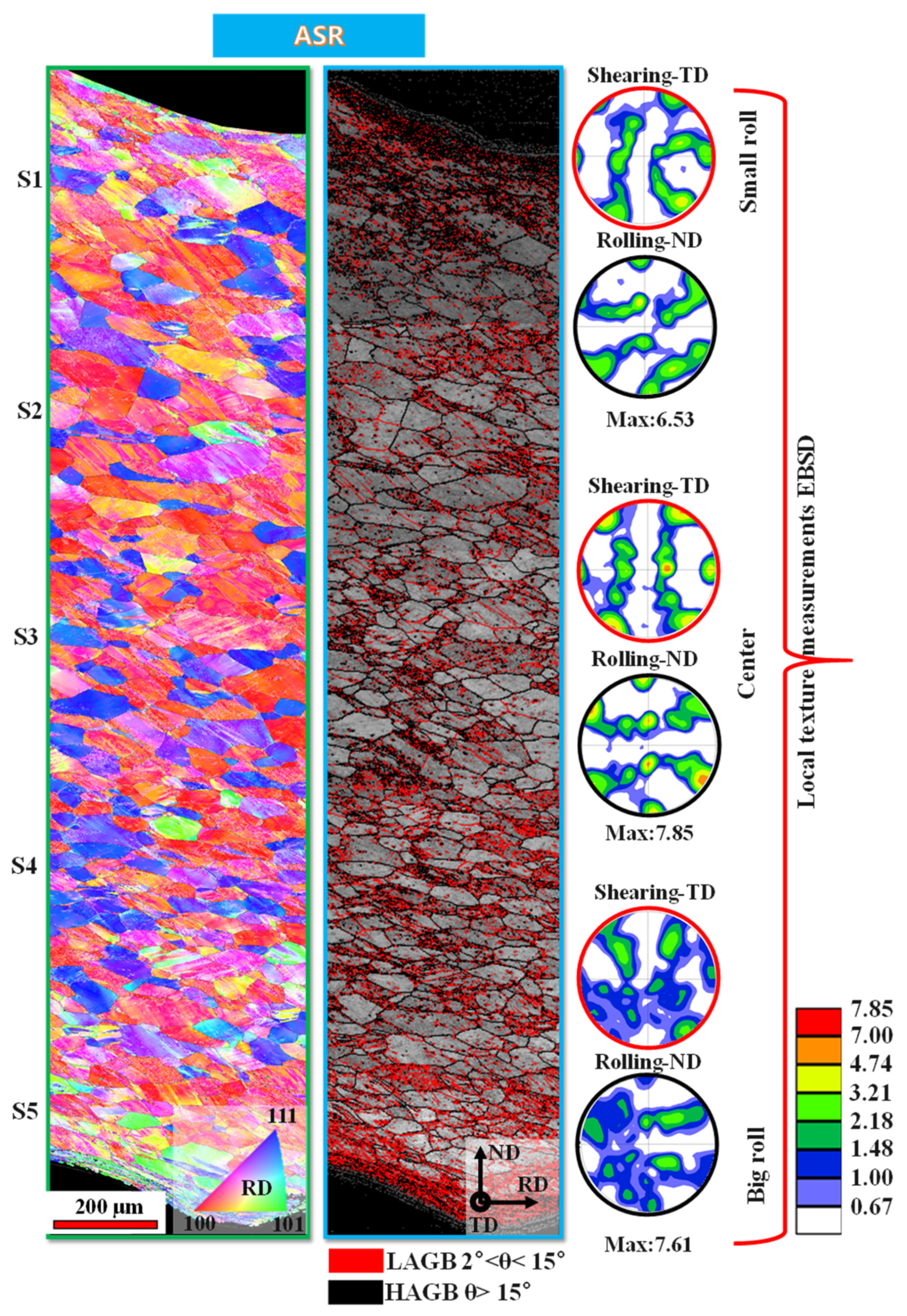
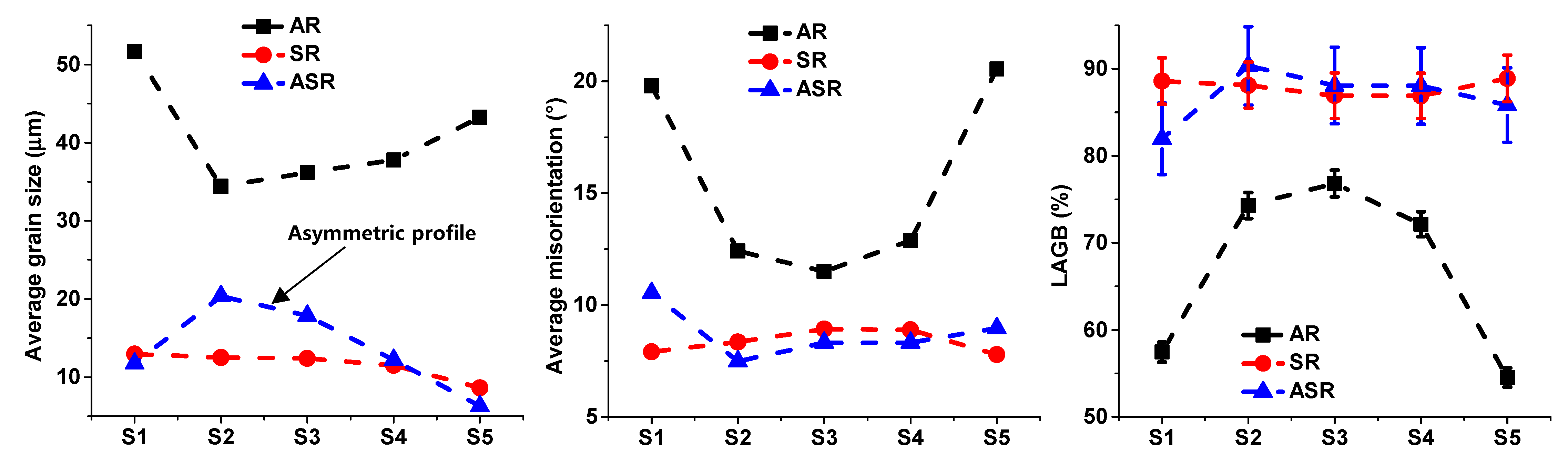
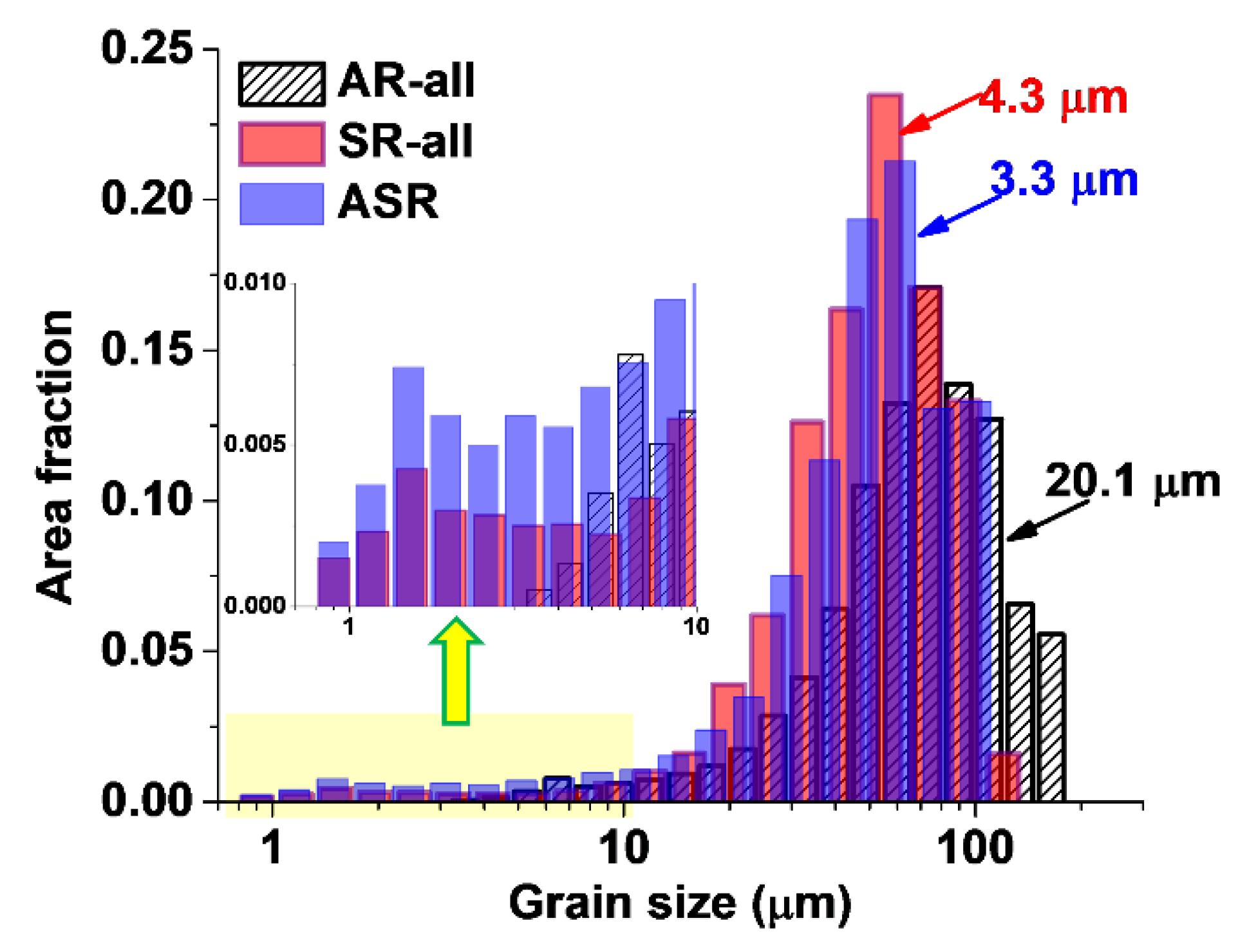
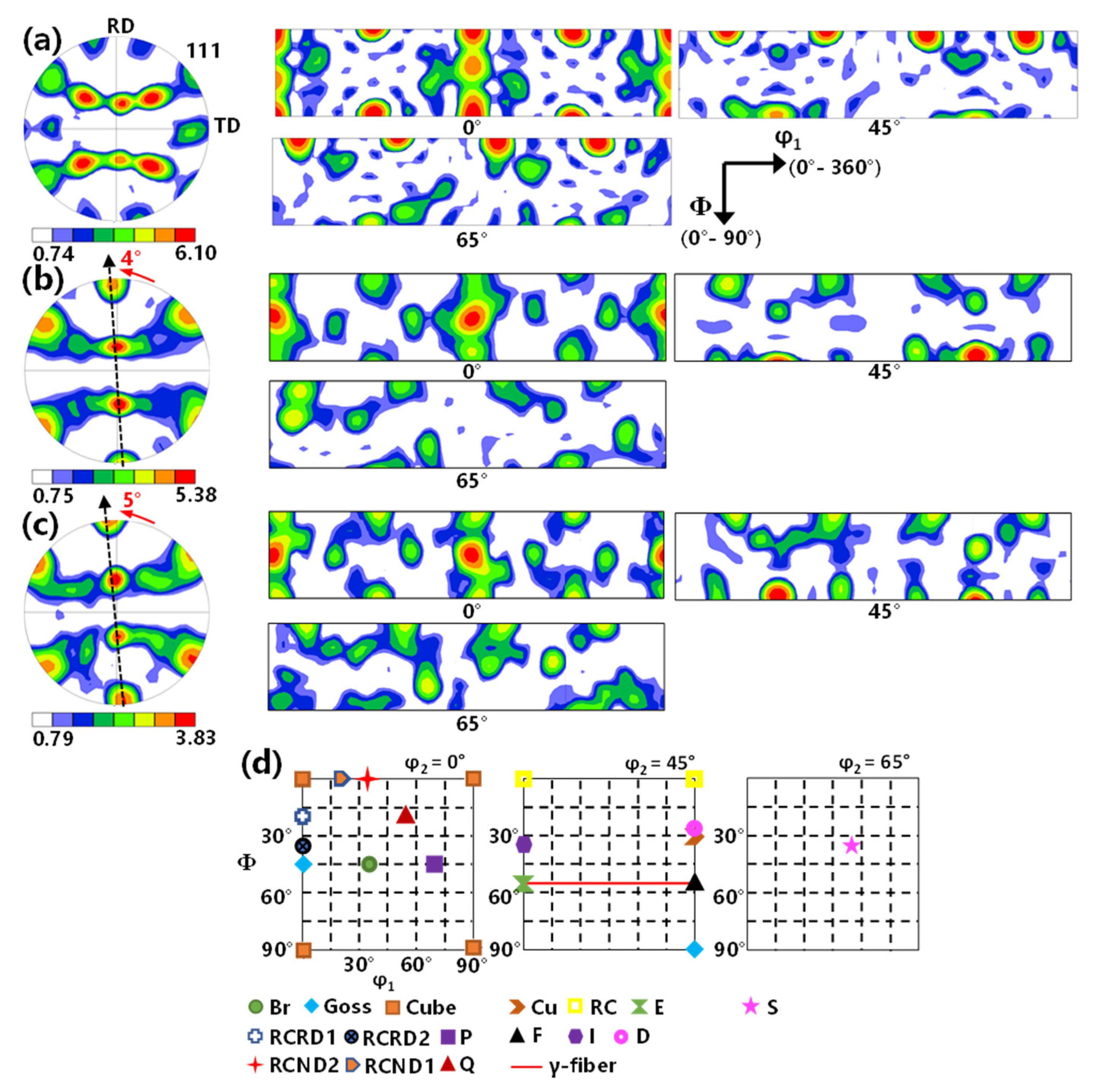
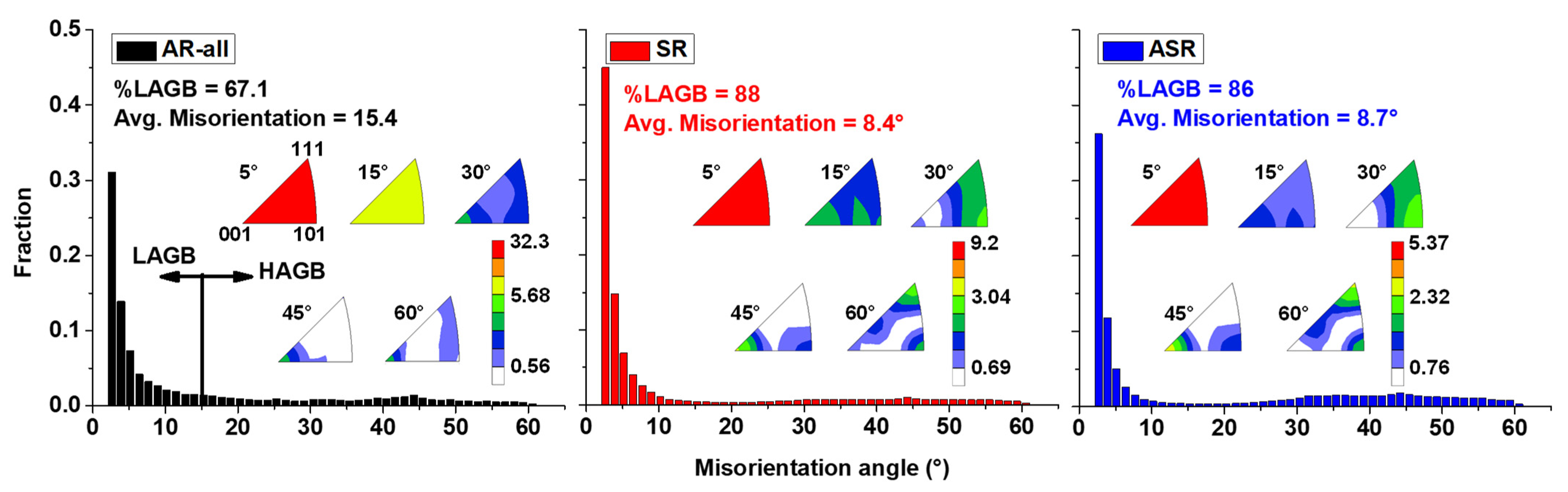
3.1. Microstructure and Texture
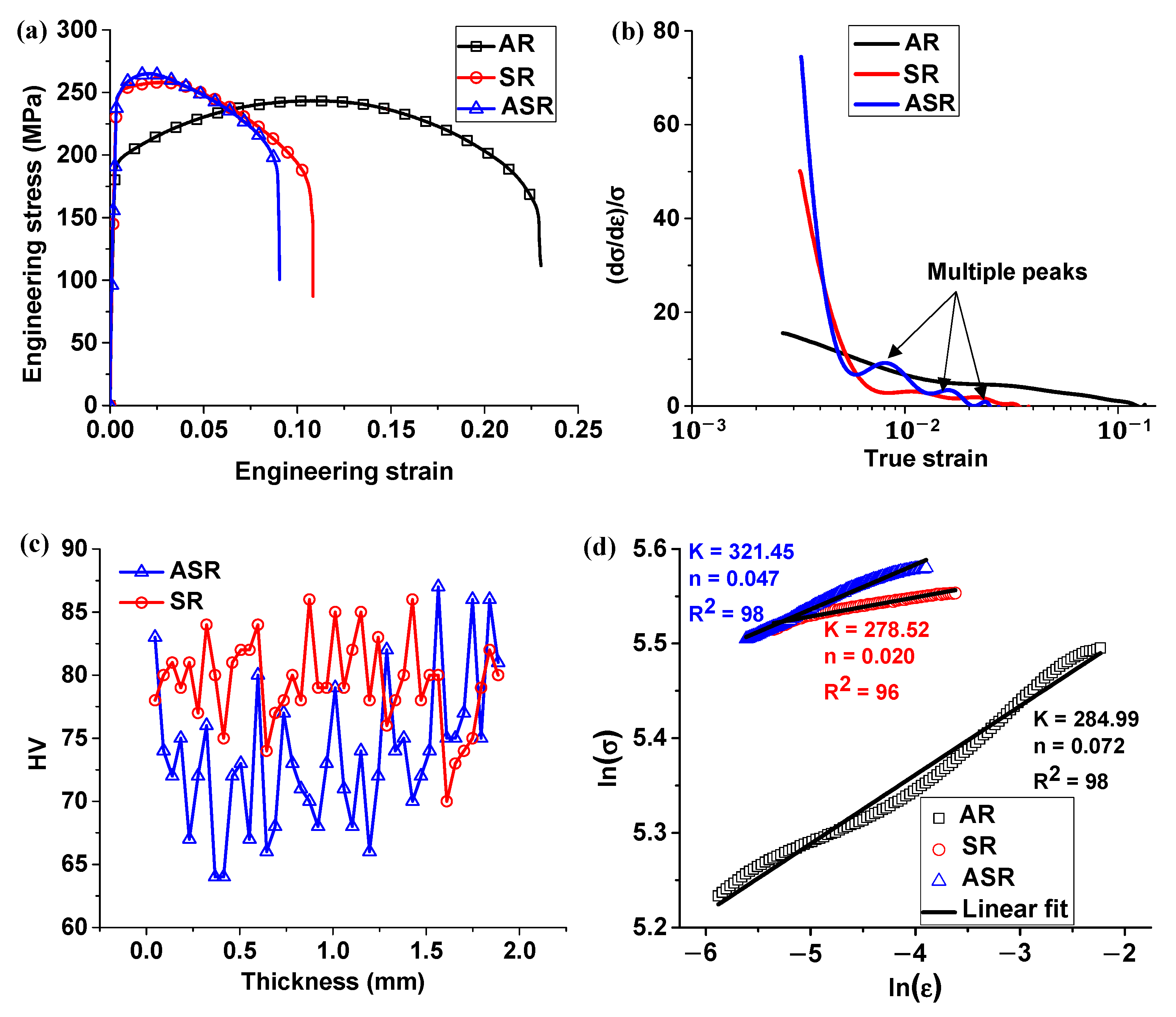
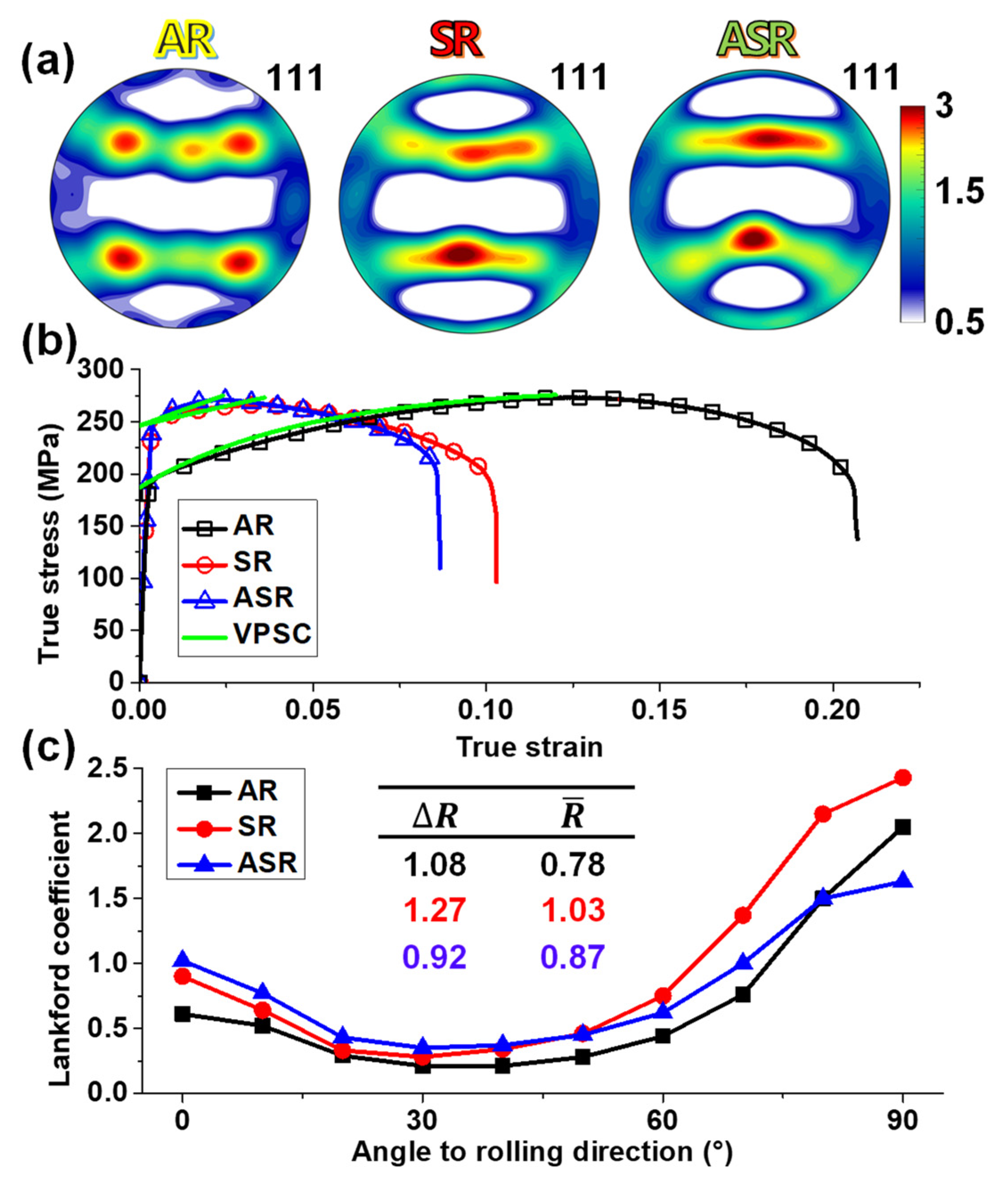
3.2. Mechanical Properties
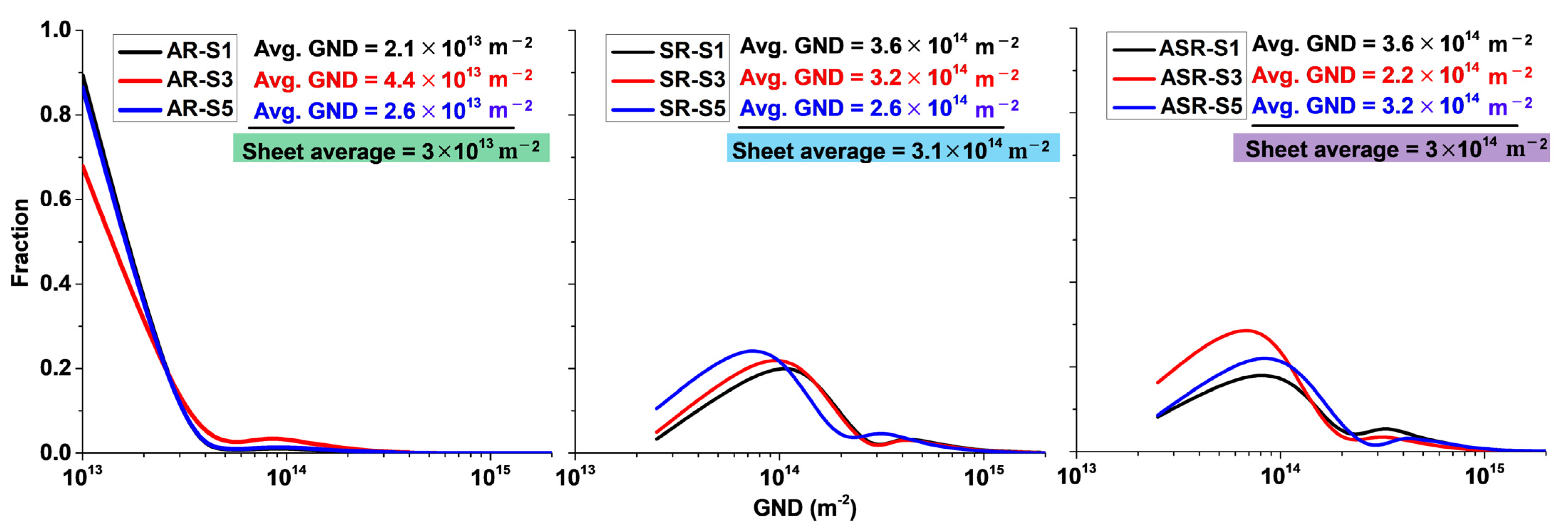
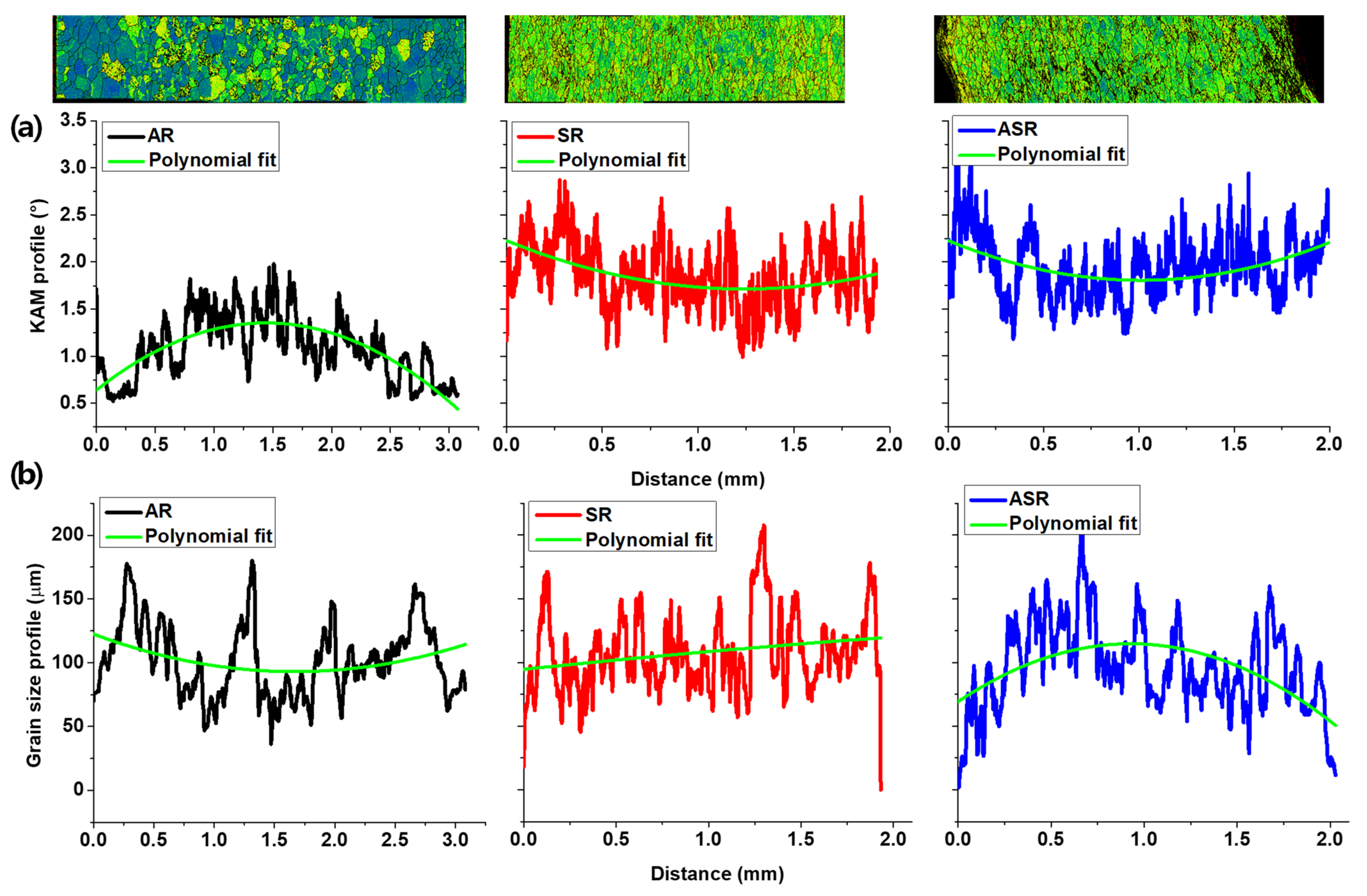
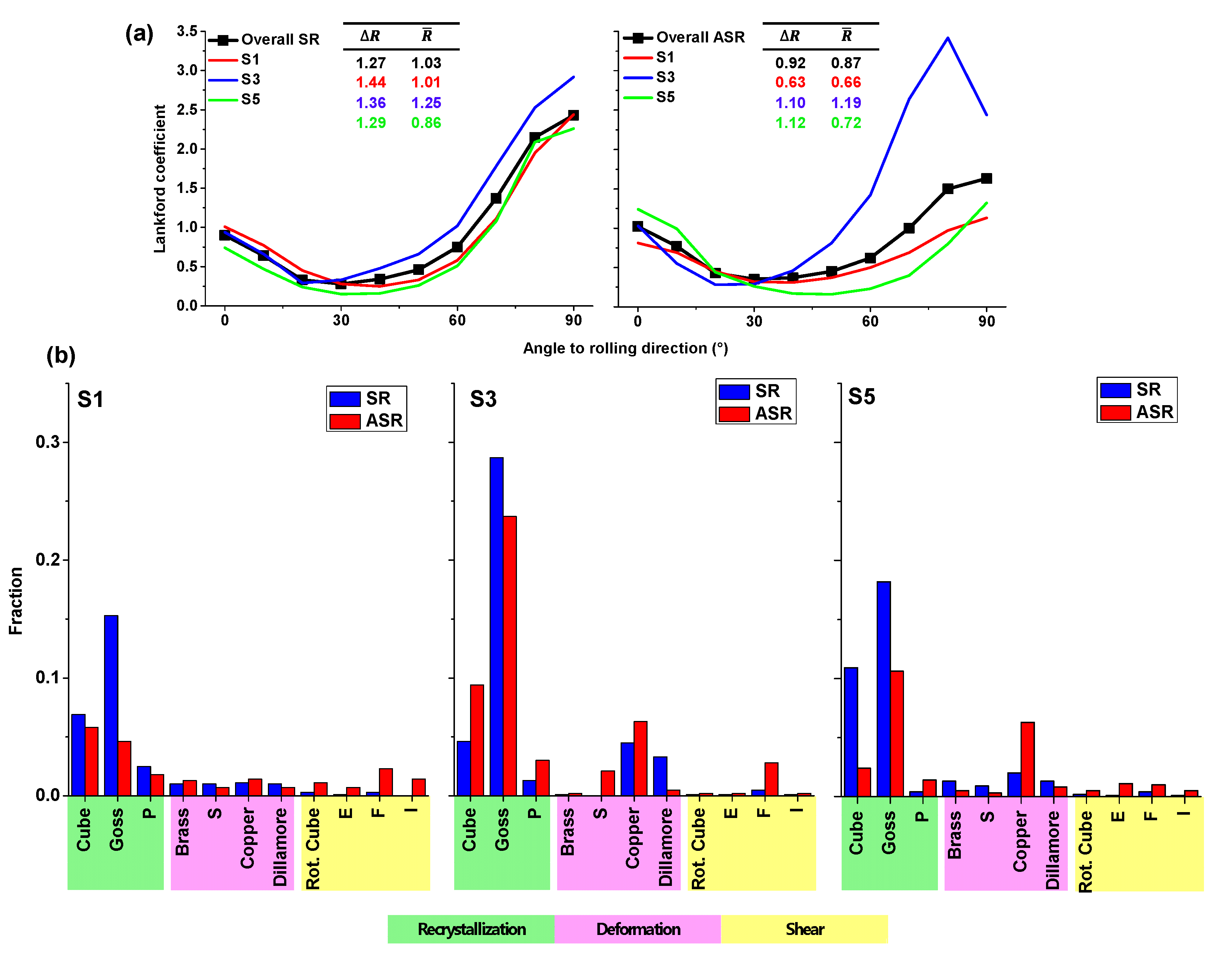
3.3. Microstructure Heterogeneity and Plastic Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Z.; Zhang, Z.; Zhou, G.; Zhao, P.; Jia, Z.; Poole, W.J. The Effect of Mg and Si Content on the Microstructure, Texture and Bendability of Al–Mg–Si Alloys. Mater. Sci. Eng. A 2021, 814, 141199. [Google Scholar] [CrossRef]
- Wang, X.; Liu, H.; Tang, X. A Comparison Study of Microstructure, Texture and Mechanical Properties between Two 6xxx Aluminum Alloys. Met. Res. Technol. 2021, 118, 211. [Google Scholar] [CrossRef]
- Zhu, S.; Shih, H.-C.; Cui, X.; Yu, C.-Y.; Ringer, S.P. Design of Solute Clustering during Thermomechanical Processing of AA6016 Al–Mg–Si Alloy. Acta Mater. 2021, 203, 116455. [Google Scholar] [CrossRef]
- Amegadzie, M.Y.; Bishop, D.P. Effect of Asymmetric Rolling on the Microstructure and Mechanical Properties of Wrought 6061 Aluminum. Mater. Today Commun. 2020, 25, 101283. [Google Scholar] [CrossRef]
- Magalhães, D.C.C.; Kliauga, A.M.; Ferrante, M.; Sordi, V.L. Asymmetric Cryorolling of AA6061 Al Alloy: Strain Distribution, Texture and Age Hardening Behavior. Mater. Sci. Eng. A 2018, 736, 53–60. [Google Scholar] [CrossRef]
- Yu, H.L.; Lu, C.; Tieu, A.K.; Li, H.J.; Godbole, A.; Zhang, S.H. Special Rolling Techniques for Improvement of Mechanical Properties of Ultrafine-Grained Metal Sheets: A Review. Adv. Eng. Mater. 2016, 18, 754–769. [Google Scholar] [CrossRef]
- Chrominski, W.; Lewandowska, M. Effect of Fiber Orientation on Microstructure and Texture Evolution During the Cold-Rolling of Al–Mg–Si Alloy. Adv. Eng. Mater. 2022, 24, 2101610. [Google Scholar] [CrossRef]
- Zhao, J.-R.; Hung, F.-Y.; Chen, B.-J. Effects of Heat Treatment on a Novel Continuous Casting Direct Rolling 6056 Aluminum Alloy: Cold Rolling Characteristics and Tensile Fracture Properties. J. Mater. Res. Technol. 2021, 11, 535–547. [Google Scholar] [CrossRef]
- Kang, J.-H.; Ko, Y.G. Microstructure and Mechanical Properties of Ultrafine Grained 5052 Al Alloy Fabricated by Multi-Pass Differential Speed Rolling. J. Mater. Res. Technol. 2022, 19, 2031–2049. [Google Scholar] [CrossRef]
- Tian, A.; Xu, X.; Sun, L.; Deng, Y. Effects of Interrupted Ageing and Asymmetric Rolling on Microstructures, Mechanical Properties, and Intergranular Corrosion Behavior of Al-Mg-Si-Zn Alloy. J. Cent. South Univ. 2022, 29, 821–835. [Google Scholar] [CrossRef]
- Vincze, G.; Pereira, A.B.; Lopes, D.A.F.; Yánez, J.M.V.; Butuc, M.C. Study on Asymmetric Rolling Process Applied to Aluminum Alloy Sheets. Machines 2022, 10, 641. [Google Scholar] [CrossRef]
- Wang, X.; Liu, H.; Tang, X.; Wang, Y.; Guo, M.; Zhuang, L. Influence of Asymmetric Rolling on the Microstructure, Texture Evolution and Mechanical Properties of Al–Mg–Si Alloy. Mater. Sci. Eng. A 2022, 844, 143154. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Avalos, M.; Schell, N.; Brokmeier, H.G.; Bolmaro, R.E. Comparison of a Low Carbon Steel Processed by Cold Rolling (CR) and Asymmetrical Rolling (ASR): Heterogeneity in Strain Path, Texture, Microstructure and Mechanical Properties. J. Manuf. Process. 2021, 64, 557–575. [Google Scholar] [CrossRef]
- Ren, X.; Huang, Y.; Liu, Y.; Zhao, Y.; Li, H. Evolution of Microstructure, Texture, and Mechanical Properties in a Twin-Roll Cast AA6016 Sheet after Asymmetric Rolling with Various Velocity Ratios between Top and Bottom Rolls. Mater. Sci. Eng. A 2020, 788, 139448. [Google Scholar] [CrossRef]
- Hockauf, M.; Meyer, L.W. Work-Hardening Stages of AA1070 and AA6060 after Severe Plastic Deformation. J. Mater. Sci. 2010, 45, 4778–4789. [Google Scholar] [CrossRef]
- Madhavan, R.; Kalsar, R.; Ray, R.K.; Suwas, S. Role of Stacking Fault Energy on Texture Evolution Revisited. IOP Conf. Ser. Mater. Sci. Eng. 2015, 82, 12031. [Google Scholar] [CrossRef]
- Xie, Y.; Deng, Y.; Wang, Y.; Guo, X. Effect of Asymmetric Rolling and Subsequent Ageing on the Microstructure, Texture and Mechanical Properties of the Al-Cu-Li Alloy. J. Alloys Compd. 2020, 836, 155445. [Google Scholar] [CrossRef]
- Wronski, S.; Bacroix, B. Microstructure Evolution and Grain Refinement in Asymmetrically Rolled Aluminium. Acta Mater. 2014, 76, 404–412. [Google Scholar] [CrossRef]
- Ma, C.; Hou, L.; Zhang, J.; Zhuang, L. Effect of Deformation Routes on the Microstructures and Mechanical Properties of the Asymmetrical Rolled 7050 Aluminum Alloy Plates. Mater. Sci. Eng. A 2018, 733, 307–315. [Google Scholar] [CrossRef]
- Goli, F.; Jamaati, R. Effect of Strain Path during Cold Rolling on the Microstructure, Texture, and Mechanical Properties of {AA}2024 Aluminum Alloy. Mater. Res. Express 2019, 6, 66514. [Google Scholar] [CrossRef]
- Bhattacharjee, P.P.; Saha, S.; Gatti, J.R. Effect of Change in Strain Path During Cold Rolling on the Evolution of Microstructure and Texture in Al and Al-2.5%Mg. J. Mater. Eng. Perform. 2014, 23, 458–468. [Google Scholar] [CrossRef]
- Kong, X.Y.; Liu, W.C.; Li, J.; Yuan, H. Deformation and Recrystallization Textures in Straight-Rolled and Pseudo Cross-Rolled AA 3105 Aluminum Alloy. J. Alloys Compd. 2010, 491, 301–307. [Google Scholar] [CrossRef]
- Lebensohn, R.A.; Tomé, C.N. A Self-Consistent Anisotropic Approach for the Simulation of Plastic Deformation and Texture Development of Polycrystals: Application to Zirconium Alloys. Acta Metall. Mater. 1993, 41, 2611–2624. [Google Scholar] [CrossRef]
- Graça, A.; Vincze, G.; Wen, W.; Butuc, M.C.; Lopes, A.B. Numerical Study on Asymmetrical Rolled Aluminum Alloy Sheets Using the Visco-Plastic Self-Consistent (VPSC) Method. Metals 2022, 12, 979. [Google Scholar] [CrossRef]
- Roatta, A.; Leonard, M.; Nicoletti, E.; Signorelli, J.W. Modeling Texture Evolution during Monotonic Loading of Zn-Cu-Ti Alloy Sheet Using the Viscoplastic Self-Consistent Polycrystal Model. J. Alloys Compd. 2021, 860, 158425. [Google Scholar] [CrossRef]
- Durán, A.I.; Signorelli, J.W.; Celentano, D.J.; Cruchaga, M.A.; François, M. Experimental and Numerical Analysis on the Formability of a Heat-Treated AA1100 Aluminum Alloy Sheet. J. Mater. Eng. Perform. 2015, 24, 4156–4170. [Google Scholar] [CrossRef]
- Shore, D.; Van Houtte, P.; Roose, D.; Van Bael, A. Multiscale Modelling of Asymmetric Rolling with an Anisotropic Constitutive Law. Comptes Rendus Mécanique 2018, 346, 724–742. [Google Scholar] [CrossRef]
- Tamimi, S.; Correia, J.P.; Lopes, A.B.; Ahzi, S.; Barlat, F.; Gracio, J.J. Asymmetric Rolling of Thin AA-5182 Sheets: Modelling and Experiments. Mater. Sci. Eng. A 2014, 603, 150–159. [Google Scholar] [CrossRef]
- Park, J.H.; Hamad, K.; Widiantara, I.P.; Ko, Y.G. Strain and Crystallographic Texture Evaluation of Interstitial Free Steel Cold Deformed by Differential Speed Rolling. Mater. Lett. 2015, 147, 38–41. [Google Scholar] [CrossRef]
- Cui, Q.; Ohori, K. Grain Refinement of High Purity Aluminium by Asymmetric Rolling. Mater. Sci. Technol. 2000, 16, 1095–1101. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX–Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Komissarov, A. Back Stress and Strength Contributions Evolution of a Heterogeneous Austenitic Stainless Steel Obtained after One Pass by Equal Channel Angular Sheet Extrusion (ECASE). Int. J. Adv. Manuf. Technol. 2020, 109, 607–617. [Google Scholar] [CrossRef]
- Leff, A.C.; Weinberger, C.R.; Taheri, M.L. Estimation of Dislocation Density from Precession Electron Diffraction Data Using the Nye Tensor. Ultramicroscopy 2015, 153, 9–21. [Google Scholar] [CrossRef]
- Molinari, A.; Canova, G.R.; Ahzi, S. A Self Consistent Approach of the Large Deformation Polycrystal Viscoplasticity. Acta Metall. 1987, 35, 2983–2994. [Google Scholar] [CrossRef]
- Tomé, C.N.; Lebensohn, R.A. Manual for Code VISCO-PLASTIC SELF-CONSISTENT (VPSC); Los Alamos National Laboratory: Los Alamos, NM, USA, 2012.
- Muñoz, J.A.; Higuera, O.F.; Tartalini, V.; Risso, P.; Avalos, M.; Bolmaro, R.E. Equal Channel Angular Sheet Extrusion (ECASE) as a Precursor of Heterogeneity in an AA6063-T6 Alloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3459–3471. [Google Scholar] [CrossRef]
- Li, S.; Beyerlein, I.J.; Bourke, M.A.M. Texture Formation during Equal Channel Angular Extrusion of Fcc and Bcc Materials: Comparison with Simple Shear. Mater. Sci. Eng. A 2005, 394, 66–77. [Google Scholar] [CrossRef]
- Zhao, J.; Deng, Y.; Tan, J.; Zhang, J. Effect of Strain Rate on the Recrystallization Mechanism during Isothermal Compression in 7050 Aluminum Alloy. Mater. Sci. Eng. A 2018, 734, 120–128. [Google Scholar] [CrossRef]
- Vincze, G.; Simões, F.J.P.; Butuc, M.C. Asymmetrical Rolling of Aluminum Alloys and Steels: A Review. Metals 2020, 10, 1126. [Google Scholar] [CrossRef]
- Bacca, M.; Hayhurst, D.R.; McMeeking, R.M. Continuous Dynamic Recrystallization during Severe Plastic Deformation. Mech. Mater. 2015, 90, 148–156. [Google Scholar] [CrossRef]
- Toth, L.S.; Gu, C. Ultrafine-Grain Metals by Severe Plastic Deformation. Mater. Charact. 2014, 92, 1–14. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Ductility and Plasticity of Nanostructured Metals: Differences and Issues. Mater. Today Nano 2018, 2, 15–20. [Google Scholar] [CrossRef]
- HoLLOMON, J.H. Coordinate and Amplify the Knowledge. Trans. Am. Inst. Min. Metall. Pet. Eng. 1945, 162, 268. [Google Scholar]
- Khelfa, T.; Muñoz-Bolaños, J.-A.; Li, F.; Cabrera-Marrero, J.-M.; Khitouni, M. Strain-Hardening Behavior in an AA6060-T6 Alloy Processed by Equal Channel Angular Pressing. Adv. Eng. Mater. 2021, 23, 2000730. [Google Scholar] [CrossRef]
- Gu, C.F.; Tóth, L.S.; Beausir, B. Modeling of Large Strain Hardening during Grain Refinement. Scr. Mater. 2012, 66, 250–253. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, X.; Xu, D.; Lu, L.; Gao, H.; Zhu, T. Gradient Plasticity in Gradient Nano-Grained Metals. Extrem. Mech. Lett. 2016, 8, 213–219. [Google Scholar] [CrossRef]
- Romero-Resendiz, L.; El-Tahawy, M.; Zhang, T.; Rossi, M.C.; Marulanda-Cardona, D.M.; Yang, T.; Amigó-Borrás, V.; Huang, Y.; Mirzadeh, H.; Beyerlein, I.J.; et al. Heterostructured Stainless Steel: Properties, Current Trends, and Future Perspectives. Mater. Sci. Eng. R Rep. 2022, 150, 100691. [Google Scholar] [CrossRef]
- Ma, E.; Zhu, T. Towards Strength–Ductility Synergy through the Design of Heterogeneous Nanostructures in Metals. Mater. Today 2017, 20, 323–331. [Google Scholar] [CrossRef]
- Fargas, G.; Akdut, N.; Anglada, M.; Mateo, A. Reduction of Anisotropy in Cold-Rolled Duplex Stainless Steel Sheets by Using Sigma Phase Transformation. Metall. Mater. Trans. A 2011, 42, 3472–3483. [Google Scholar] [CrossRef]
- Sidor, J.J. Effect of Hot Band on Texture Evolution and Plastic Anisotropy in Aluminium Alloys. Metals 2021, 11, 1310. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fe | Si | Mn | Mg | Cr | Zn | Ti | Cu | Al |
|---|---|---|---|---|---|---|---|---|---|
| Supplied by manufacturer | 0.35 | 0.2–0.6 | 0.1 | 0.45–0.9 | 0.1 | 0.1 | 0.1 | 0.1 | Bal. |
| Measured by EDX | - | 0.22 | - | 0.91 | - | - | - | - | Bal. |
| 76 | 38 | 350 | 0.4 |
| Condition | Thickness Reduction (%) | Normal Strain-
Equation (1) | ||
|---|---|---|---|---|
| SR | 38 | 0.55 | - | - |
| ASR | 38 | 0.55 | 0.32 | 0.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muñoz, J.A.; Khelfa, T.; Duarte, G.A.; Avalos, M.; Bolmaro, R.; Cabrera, J.M. Plastic Behavior and Microstructure Heterogeneity of an AA6063-T6 Aluminum Alloy Processed by Symmetric and Asymmetric Rolling. Metals 2022, 12, 1551. https://doi.org/10.3390/met12101551
Muñoz JA, Khelfa T, Duarte GA, Avalos M, Bolmaro R, Cabrera JM. Plastic Behavior and Microstructure Heterogeneity of an AA6063-T6 Aluminum Alloy Processed by Symmetric and Asymmetric Rolling. Metals. 2022; 12(10):1551. https://doi.org/10.3390/met12101551
Chicago/Turabian StyleMuñoz, Jairo Alberto, Tarek Khelfa, Gonzalo Ariel Duarte, Martina Avalos, Raúl Bolmaro, and José María Cabrera. 2022. "Plastic Behavior and Microstructure Heterogeneity of an AA6063-T6 Aluminum Alloy Processed by Symmetric and Asymmetric Rolling" Metals 12, no. 10: 1551. https://doi.org/10.3390/met12101551