
Microstructure and Strengthening Mechanisms in an HSLA Steel Subjected to Tempforming

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
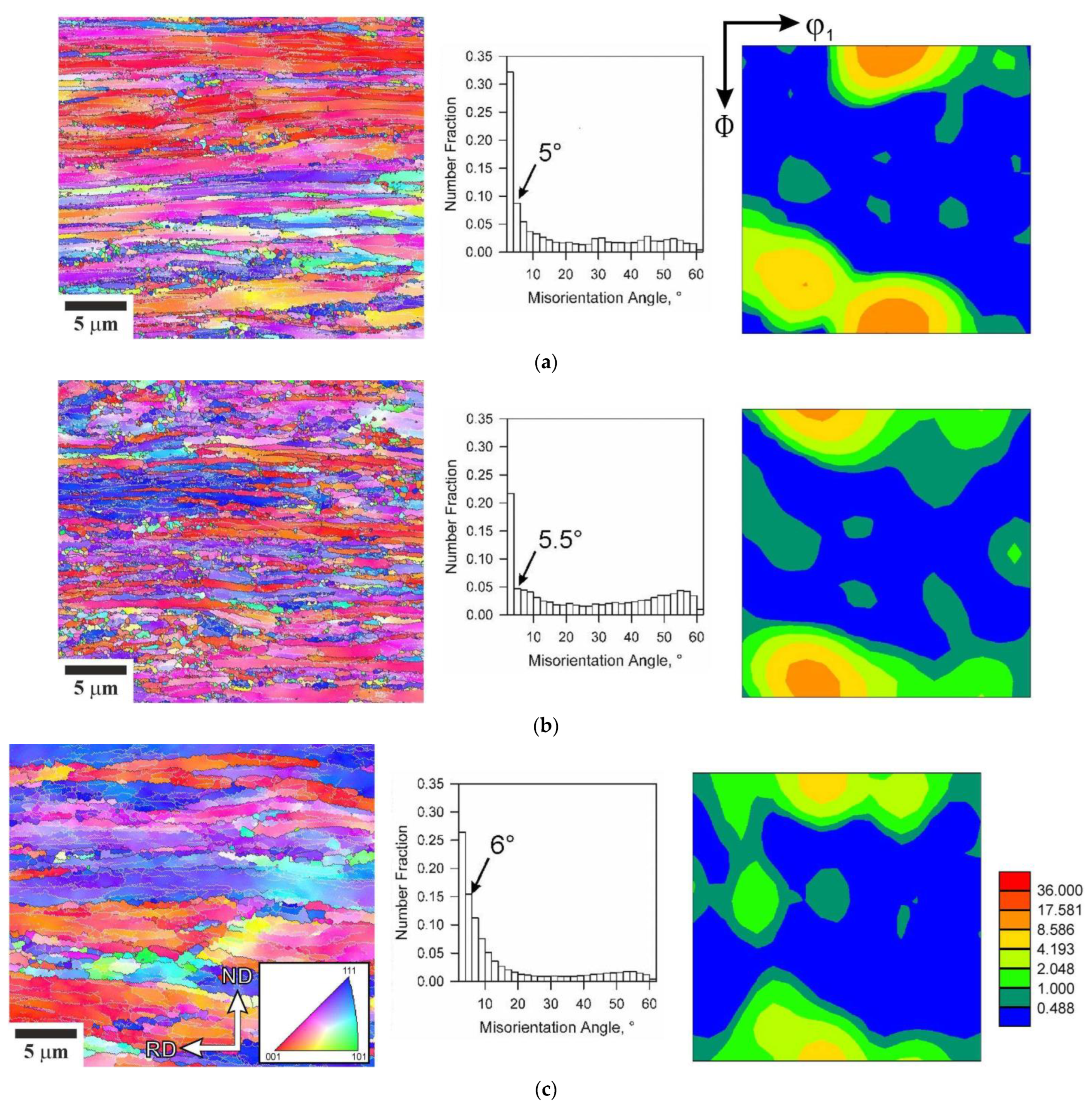
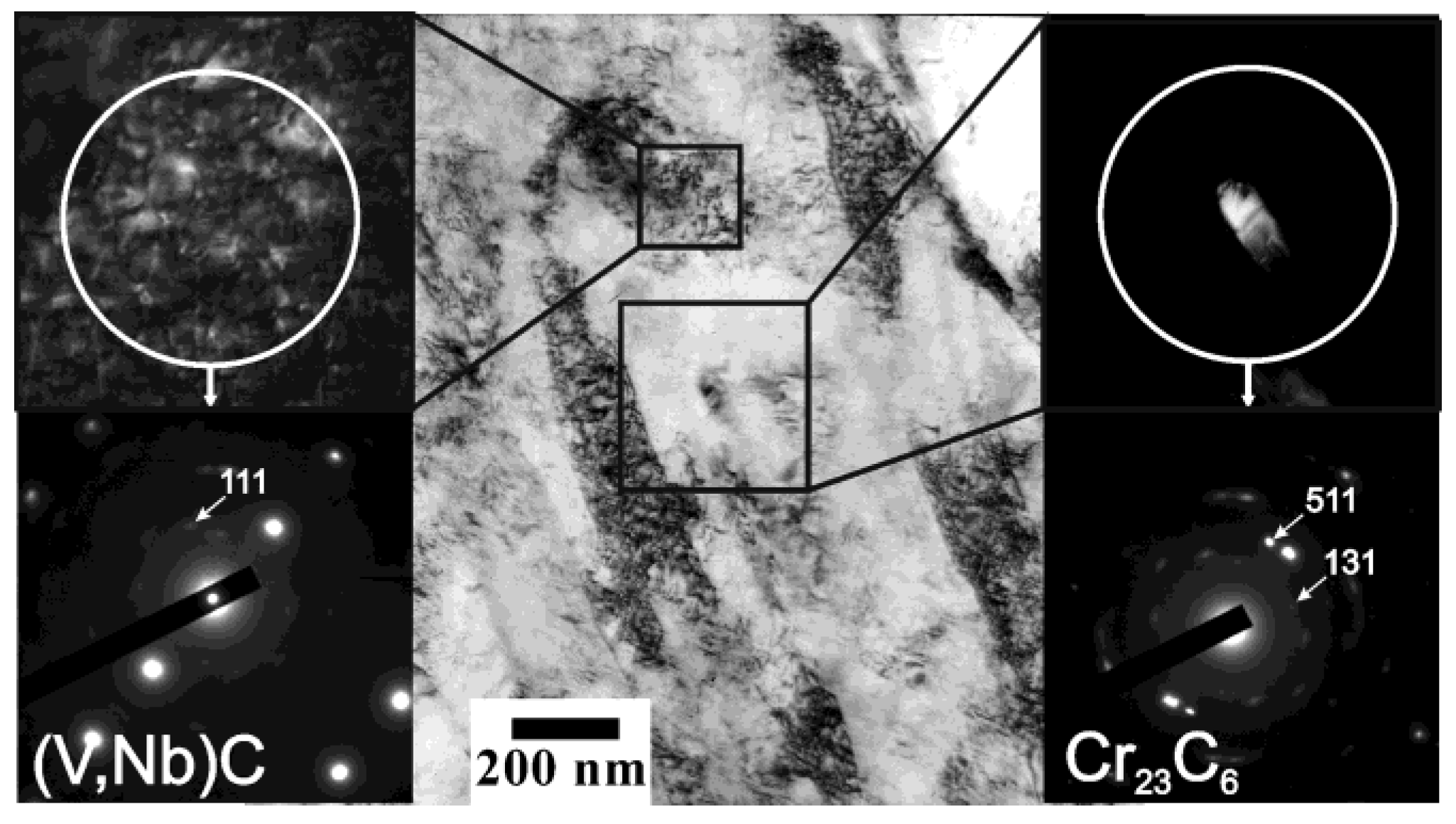
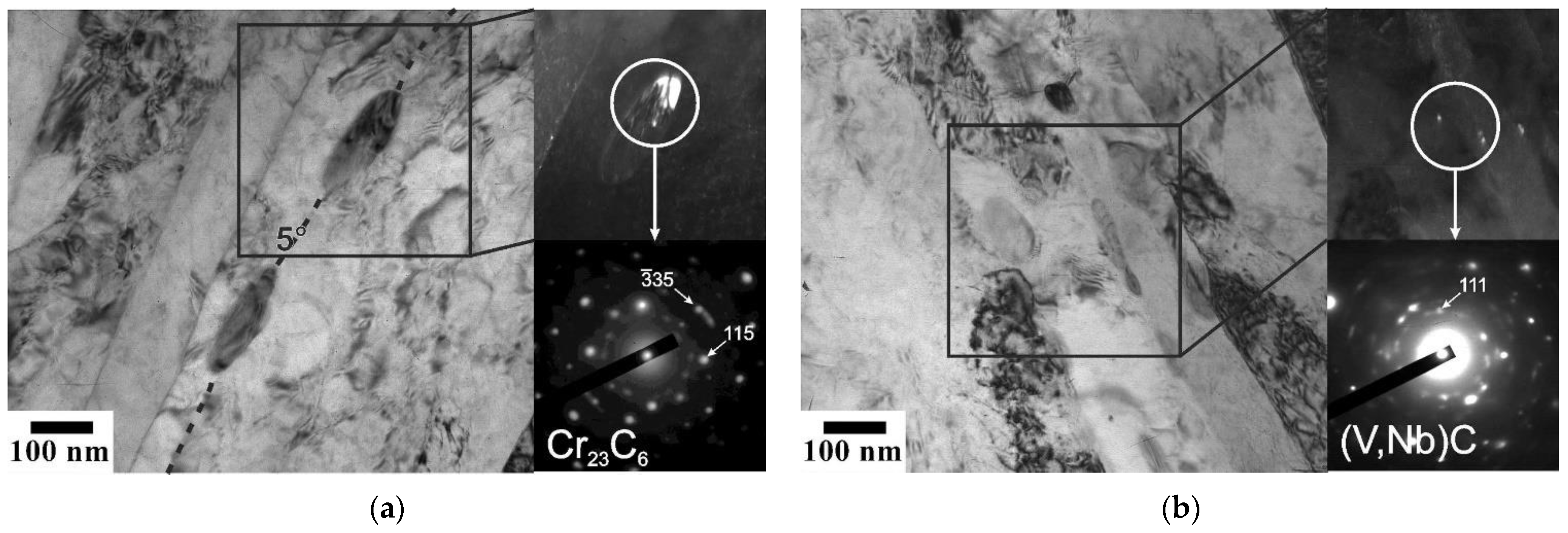
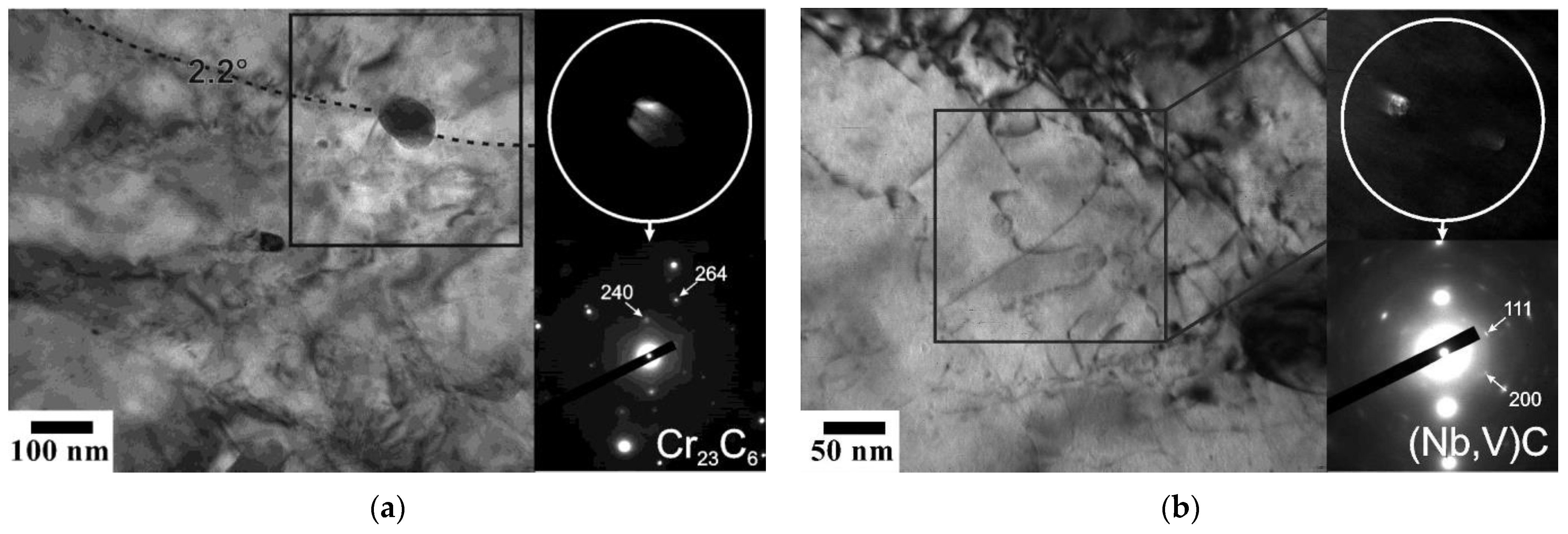
3.1. Microstructure after Tempforming
where KCr23C6 + KFe3C = 1
and FCr23C6 = FCr23C6 ThermoCalc KCr23C6, FFe3C = FFe3C ThermoCalc KFe3C
3.2. Tensile Test
4. Discussion
5. Conclusions
- The tempformed steel samples were characterized by a lamellar-type microstructure composed of highly flattened grains with uniform distribution of dispersed carbide particles. An increase in tempforming temperature from 873 K to 973 K resulted in an increase in the transverse grain size from 350 nm to 950 nm in accordance with a power-law function of temperature-compensated strain rate. Correspondingly, the mean size of Cr23C6 and Fe3C carbide particles increased from 40 nm to 90 nm, while that of (Nb,V)C carbide particles increased from 4 nm to 17 nm.
- The temperature of tempforming significantly affected the strength. Decreasing temperature from 973 to 873 K increased the yield strength from 690 MPa to 1230 MPa and the ultimate tensile strength from 760 MPa to 1250 MPa. The strengthening can be fairly expressed through either the dislocation density or the grain size and the dispersed particles.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krauss, G. Steels: Processing Structure and Performance; ASM International: Phoenix, AZ, USA, 2015; p. 681. [Google Scholar]
- DeArdo, A.J.; Hua, M.J.; Cho, K.G.; Garcia, C.I. On strength of microalloyed steels: An interpretive review. Mater. Sci. Technol. 2009, 25, 1074–1082. [Google Scholar] [CrossRef] [Green Version]
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallisation temperature. Int. Mater. Rev. 2012, 57, 187–207. [Google Scholar] [CrossRef]
- Cochrane, R.C. Phase transformations in microalloyed high strength low alloy (HSLA) steels. In Phase Transformations in Steels, Vol.2: Diffusionless Transformations, High Strength Steels, Modelling and Advanced Analytical Techniques; Pereloma, E., Edmonds, D.V., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 153–212. [Google Scholar]
- Xiong, Z.; Timokhina, I.; Pereloma, E. Clustering, nano-scale precipitation and strengthening of steels. Prog. Mater. Sci. 2021, 118, 100764. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science 2008, 320, 1057–1060. [Google Scholar] [CrossRef] [PubMed]
- Dolzhenko, A.; Kaibyshev, R.; Belyakov, A. Tempforming as an advanced processing method for carbon steels. Metals 2020, 10, 1566. [Google Scholar] [CrossRef]
- Dolzhenko, A.; Yanushkevich, Z.; Nikulin, S.A.; Belyakov, A.; Kaibyshev, R. Impact toughness of an S700MC-type steel: Tempforming vs ausforming. Mater. Sci. Eng. A 2018, 723, 259–268. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Godfrey, A.; Huang, X.; Hansen, N.; Liu, Q. Microstructure and strengthening mechanisms in cold-drawn pearlitic steel wire. Acta Mater. 2011, 59, 3422–3430. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, M.; Cao, K.; Ning, J.; Feng, Y. Effect of annealing time on microstructure stability and mechanical behavior of ferrite-cementite steel with multiscale lamellar structure. Metall. Mater. Trans. B 2021, 52, 1023–1033. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Hook, R.E. Cold rolling and annealing textures in low carbon and extra low carbon steels. Int. Mater. Rev. 1994, 39, 129–172. [Google Scholar] [CrossRef]
- Wenk, H.-R.; Houtte, P.V. Texture and anisotropy. Rep. Prog. Phys. 2004, 67, 1367–1428. [Google Scholar] [CrossRef]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef] [Green Version]
- Staker, M.R.; Holt, D.L. The dislocation cell size and dislocation density in copper deformed at temperatures between 25 and 700 °C. Acta Metall. 1972, 20, 569–579. [Google Scholar] [CrossRef]
- Takeuchi, S.; Argon, A.S. Steady-state creep of single-phase crystalline matter at high temperature. J. Mater. Sci. 1976, 11, 1542–1566. [Google Scholar] [CrossRef]
- Castro-Fernandez, F.; Sellars, C.M.; Whiteman, J.A. Changes of flow stress and microstructure during hot deformation of AI-1Mg-1Mn. Mater. Sci. Technol. 1990, 6, 453–460. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Frost, H.; Ashby, M. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982; p. 166. [Google Scholar]
- Murty, S.V.S.; Torizuka, S.; Nagai, K.; Kitai, T.; Kogo, Y. Effect of initial grain size on evolved ferrite grain size during high Z large strain deformation. Mater. Sci. Technol. 2010, 25, 879–885. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Lugovskaya, A.; Belyakov, A.; Kaibyshev, R. Deformation microstructures and tensile properties of an austenitic stainless steel subjected to multiple warm rolling. Mater. Sci. Eng. A 2016, 667, 279–285. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Zhang, J.; Lian, Y.; Ma, M.; Zhao, C.; Ye, Y.; Li, G.; Zhang, C.; Huang, J. Effects of vanadium content on the carbides transformation and strengthening mechanism of MPS700V hot-work die steel at room and elevated temperatures. Mater. Sci. Eng. A 2021, 813, 141091. [Google Scholar] [CrossRef]
- Tkachev, E.; Belyakov, A.; Kaibyshev, R. Creep behavior and microstructural evolution of a 9%Cr steel with high B and low N contents. Mater. Sci. Eng. A 2018, 725, 228–241. [Google Scholar] [CrossRef] [Green Version]
- Tsuji, N.; Okuno, S.; Koizumi, Y.; Minamino, Y. Toughness of ultrafine grained ferritic steels fabricated by ARB and annealing process. Mater. Trans. 2004, 45, 2272–2281. [Google Scholar] [CrossRef] [Green Version]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Grain refinement and strengthening of austenitic stainless steels during large strain cold rolling. Philos. Mag. 2019, 99, 531–556. [Google Scholar] [CrossRef] [Green Version]
- Kimura, Y.; Inoue, T. Influence of warm tempforming on microstructure and mechanical properties in an ultrahigh-strength medium-carbon low-alloy steel. Metall. Mater. Trans. A 2013, 44, 560–576. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T. Influence of carbon content on toughening in ultrafine elongated grain structure steels. ISIJ Int. 2015, 55, 1135–1144. [Google Scholar] [CrossRef] [Green Version]
- Miura, H.; Kobayashi, M.; Todaka, Y.; Watanabe, C.; Aoyagi, Y.; Sugiura, N.; Yoshinaga, N. Heterogeneous nanostructure developed in heavily cold-rolled stainless steels and the specific mechanical properties. Scr. Mater. 2017, 133, 33–36. [Google Scholar] [CrossRef]
- Belyakov, A.; Kaibyshev, R.; Torganchuk, V. Microstructure and Mechanical Properties of 18%Mn TWIP/TRIP Steels Processed by Warm or Hot Rolling. Steel Res. Int. 2017, 88, 1600123. [Google Scholar] [CrossRef]
- Takaki, S.; Akama, D.; Nakada, N.; Tsuchiyama, T. Effect of grain boundary segregation of interstitial elements on Hall–Petch coefficient in steels. Mater. Trans. 2014, 55, 28–34. [Google Scholar] [CrossRef] [Green Version]
- García-Sesma, L.; López, B.; Pereda, B. Effect of coiling conditions on the strengthening mechanisms of Nbmicroalloyed steels with high Ti addition levels. Mater. Sci. Eng. A 2019, 748, 386–395. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y.; Mishima, Y. Tensile behaviour of submicrocrystalline ferritic steel processed by large-strain deformation. Philos. Mag. Lett. 2009, 89, 201–212. [Google Scholar] [CrossRef]
- Tanaka, Y.; Takaki, S.; Tsuchiyama, T.; Uemori, R. Effect of grain size on the yield stress of cold worked iron. ISIJ Int. 2018, 58, 1927–1933. [Google Scholar] [CrossRef] [Green Version]
- Queyreau, S.; Monnet, G.; Devincre, B. Orowan strengthening and forest hardening superposition examined by dislocation dynamics simulations. Acta Mater. 2010, 58, 5586–5595. [Google Scholar] [CrossRef]
- Koppenaal, T.J.; Kuhlmann-Wilsdorf, D. The effect of prestressing on the strength of neutron-irradiated copper single crystals. Appl. Phys. Lett. 1964, 4, 59–61. [Google Scholar] [CrossRef]
- Gutierrez, I.; Altuna, M.A. Work-hardening of ferrite and microstructure-based modelling of its mechanical behaviour under tension. Acta Mater. 2008, 56, 4682–4690. [Google Scholar] [CrossRef]
- Harrell, T.J.; Topping, T.D.; Wen, H.; Hu, T.; Schoenung, J.M.; Lavernia, E.J. Microstructure and Strengthening Mechanisms in an Ultrafine Grained Al-Mg-Sc Alloy Produced by Powder Metallurgy. Metall. Mater. Trans. A 2014, 45, 6329–6343. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. Microstructure and strength of nickel at large strains. Acta Mater. 2000, 48, 2985–3004. [Google Scholar] [CrossRef]
- Starink, M.J. Dislocation versus grain boundary strengthening in SPD processed metals: Non-causal relation between grain size and strength of deformed polycrystals. Mater. Sci. Eng. A 2017, 705, 42–46. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tempforming temperature, K | 873 | 923 | 973 |
| Transverse grain size, nm | 350 ± 50 | 650 ± 50 | 950 ± 50 |
| Longitudinal grain size, nm | 630 ± 50 | 750 ± 50 | 1150 ± 50 |
| Transverse subgrain size, nm | 90 ± 10 | 100 ± 10 | 190 ± 10 |
| Dislocation density in subgrain interiors, m−2 | 9 ± 0.5 × 1014 | 8 ± 0.5 × 1014 | 2 ± 0.5 × 1014 |
| Average sub-boundary misorientation, degree | 5 | 5.5 | 6 |
| Sub-boundary area per unit volume, m−1 | 4.2 × 106 | 3.4 × 106 | 2.1 × 106 |
| Cr23C6/Fe3C: particle size/volume fraction, nm/% | 40/0.85 | 50/0.91 | 90/0.94 |
| (Nb,V)C: particle size/volume fraction, nm/% | 4/0.129 | 7/0.133 | 17/0.135 |
| Tempforming temperature, K | 873 | 923 | 973 |
| Yield Strength, MPa | 1230 | 1090 | 690 |
| UTS, MPa | 1250 | 1110 | 760 |
| Elongation-to-failure, % | 7.5 | 10 | 15 |
| Tempforming temperature, K | 873 | 923 | 973 |
| Grain size strengthening, σG (MPa) | 343 | 287 | 234 |
| Dislocation strengthening (dislocations inside subgrains), σρ (MPa) | 547 | 515 | 258 |
| Dispersion strengthening by (Nb,V)C, | 821 | 577 | 305 |
| Dispersion strengthening by Cr23C6/Fe3C, (MPa) | 456 | 399 | 253 |
| Total dispersion strengthening, σOr (MPa) | 939 | 701 | 396 |
| Solid solution strengthening, σSS (MPa) | 31 | 35 | 47 |
| Dislocation strengthening including dislocations in subboundaries, σρ* (MPa) | 1017 | 955 | 715 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolzhenko, A.; Pydrin, A.; Gaidar, S.; Kaibyshev, R.; Belyakov, A. Microstructure and Strengthening Mechanisms in an HSLA Steel Subjected to Tempforming. Metals 2022, 12, 48. https://doi.org/10.3390/met12010048
Dolzhenko A, Pydrin A, Gaidar S, Kaibyshev R, Belyakov A. Microstructure and Strengthening Mechanisms in an HSLA Steel Subjected to Tempforming. Metals. 2022; 12(1):48. https://doi.org/10.3390/met12010048
Chicago/Turabian StyleDolzhenko, Anastasiia, Alexander Pydrin, Sergey Gaidar, Rustam Kaibyshev, and Andrey Belyakov. 2022. "Microstructure and Strengthening Mechanisms in an HSLA Steel Subjected to Tempforming" Metals 12, no. 1: 48. https://doi.org/10.3390/met12010048