1. Introduction
The construction and maintenance of roads is an essential activity for the economic development of a country. Roads are essential communication links for a nation, reporting social and economic benefits. In addition, most goods transport is carried out by road, being essential over short and medium distances.
Nevertheless, the construction sector, and more specifically the road sector, is one of the most contaminating sectors in existence today [
1]. This fact mainly due to the high demand for raw materials, as well as the use of poorly-optimised industrial processes, which consume large quantities of solid fuels [
2,
3].
Based on the above, it is logical to think that these infrastructures should be built and maintained with more sustainable processes and materials, since their execution is required [
4]. For this reason, the outdated scheme of the linear economy in which materials are extracted and products are manufactured, used and at the end of their working life are discarded, should be avoided. Research in this sector should be carried out in the field of the circular economy [
5], in other words, to use waste as raw material for new products, to develop more optimised industrial processes for production, to extend the working life of the product as much as possible and finally, after its deterioration, to use this material as raw material for other products [
6,
7]. This type of material utilisation scheme presents a sustainable aspect of material production and analyses all phases of the product, closing material flows [
8] and avoiding waste disposition in landfills, as well as the extraction of new raw materials.
Within the field of the circular economy and of the construction sector, new production systems have been developed in which the consumption of solid fuels and, consequently, CO
2 emissions are optimised and controlled to the maximum [
9]. These new processes for the manufacture of bituminous mixtures use bitumen emulsions to conform the bituminous mixtures at ambient temperature and, therefore, avoid the continuous heating of the aggregates. It should be noted that bituminous mix is the main element of most roads, being the material in which most natural and economic resources are invested.
Another side of the circular economy arises from the use of waste or industrial by-products with the aim of minimising the extraction of raw materials [
10], avoiding the dumping of this waste in landfills and obtaining a product of similar quality [
11]. There are different lines of research framed within this concept, with several examples in which by-products from other industries have been successfully used. Among the waste used are ceramic dust [
12], biomass ash [
13], recycled glass [
14], construction and demolition waste [
15], recycled crumb rubber [
16], etc. In most cases, similar properties were obtained as traditionally manufactured bituminous mixtures without prejudice to the final quality of the material.
At the same time, it should be highlighted that in order to use an industrial by-product in a bituminous mixture that consumes significant amounts of raw materials, the waste must comply with a series of qualities. On the one hand, it is essential to study it in order to evaluate its physical and chemical characteristics, and with this evaluation it is possible to adapt the waste to the function that it can best perform within the bituminous mix [
17]. Furthermore, it must be determined which polluting elements it possesses that could cause environmental pollution [
18]. In addition, the waste produced must have certain physical and chemical characteristics that are maintained over time, i.e., that do not vary in different production batches. Otherwise, the properties of the final material would be modified and could produce negative qualities of the final material. This is the case, for example, with sewage sludge [
19]. In this by-product, the concentration of polluting elements, organic matter, physical properties, etc., varies depending on the city and even the months of the year.
Therefore, and as discussed above, this investigation assesses the use of ladle furnace slag for the production of hot mix asphalt for roads. Ladle furnace slag is a waste product of the steel industry which is produced in considerable quantities. These slags are derived from the steel refining process and have no current use [
20]. In addition, their basic pH and small particle size make this waste an environmentally harmful material that must be treated and reused.
There have been few investigations in which ladle furnace slag was used to create new materials. Most research is carried out in the field of concretes, evaluating the partial replacement of cement with ladle furnace slag or as filler [
21,
22,
23]. All these investigations have shown that ladle furnace slag has very interesting cementitious characteristics [
24,
25].
Consequently, in this research, and given the small particle size of the ladle furnace slag, the slag was used as a filler for continuous grading bituminous mixtures. These bituminous mixtures are those usually used on medium–low traffic roads, and even on higher traffic roads as base courses. Furthermore, these continuous grading mixes have a suitable void content and are called AC16S according to Spanish regulations.
To corroborate the suitability of the ladle furnace slag as filler for the above-mentioned bituminous mixture, hornfels aggregates were used as both coarse and fine aggregate. These aggregates have acceptable strength and physical properties for use. In order to compare the advantages and disadvantages of the use of ladle furnace slag filler in the aforementioned bituminous mix, the same type of mix was compared with the aggregate’s own filler (hornfels), with calcareous filler and ladle furnace slag filler.
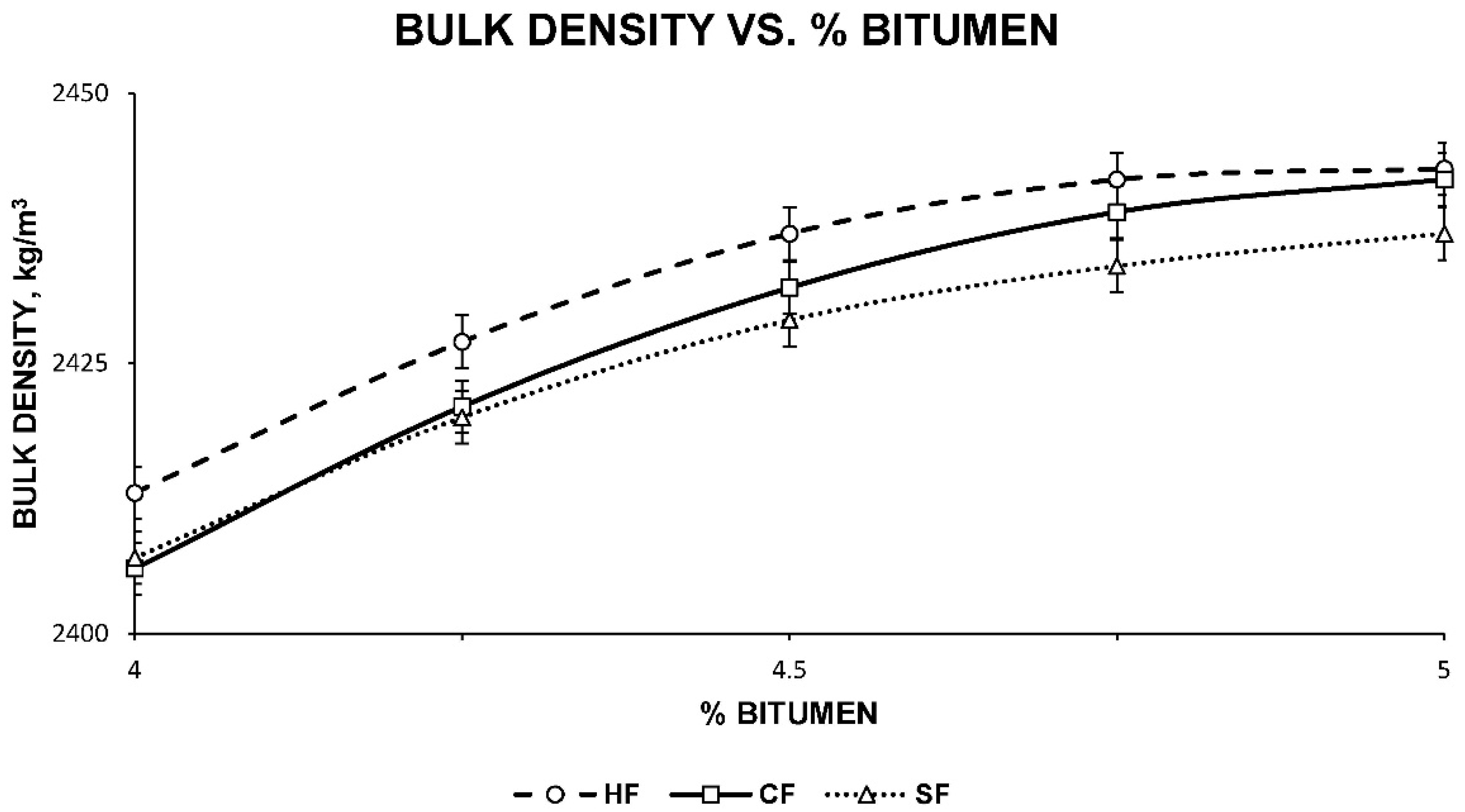
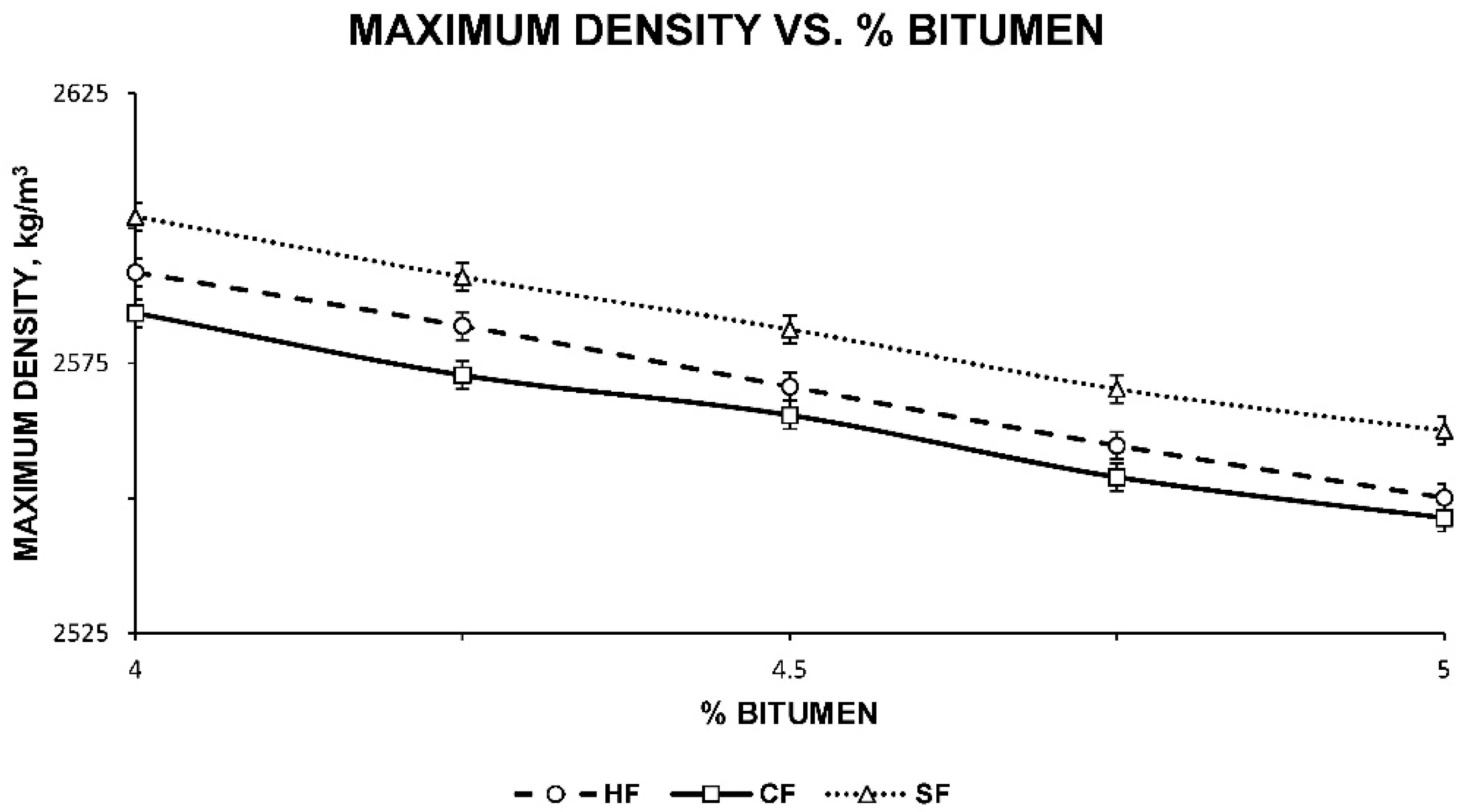
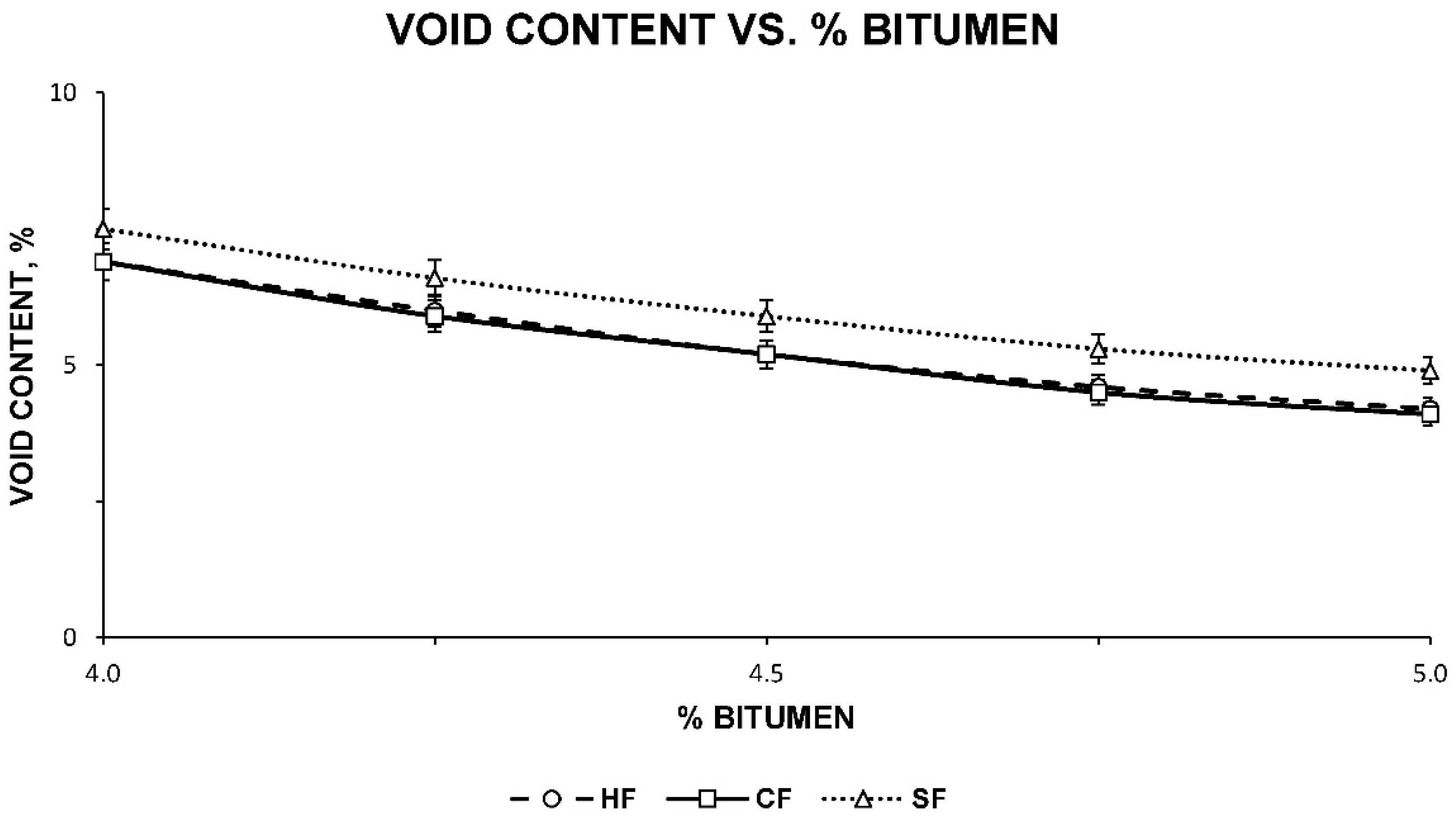
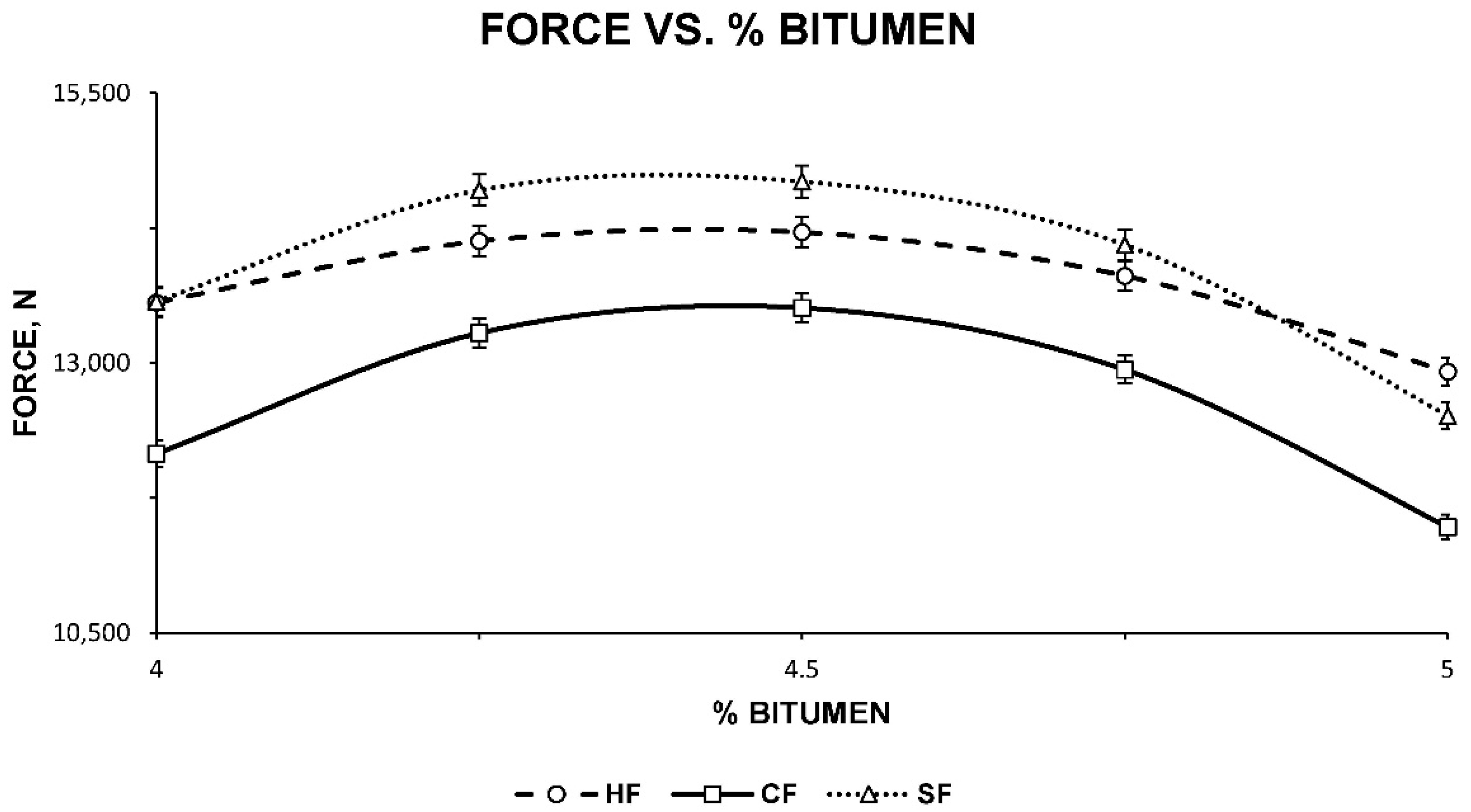
For the evaluation, firstly the chemical and physical characteristics of the ladle furnace slag were analysed through various tests. Subsequently, the detailed mixture was blended with the hornfels aggregate and with the various fillers mentioned. These families of bituminous mixtures were blended with increasing percentages of bitumen from 4% to 5% of the mixture. The properties of the bituminous mixtures obtained were evaluated through the Marshall test and the immersion–compression test. In this manner it could be objectively determined what the advantages were in mechanical terms of the incorporation of the ladle furnace slag as a filler.
Finally, the results were analysed, and the optimum combination of materials was obtained for the three families of bituminous mixtures blended with the three types of filler mentioned. The analysis of the results showed a higher Marshall stability of the bituminous mixtures blended with ladle furnace slag, as well as a higher void content. At the same time, a higher single compressive strength with and without water immersion of the test samples was obtained, reflecting excellent compatibility of the ladle furnace slag with the bitumen, as well as the cementitious properties of the slag.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}