
Effect of Multi-Step Austempering Treatment on the Microstructure and Mechanical Properties of a High Silicon Carbide-Free Bainitic Steel with Bimodal Bainite Distribution

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
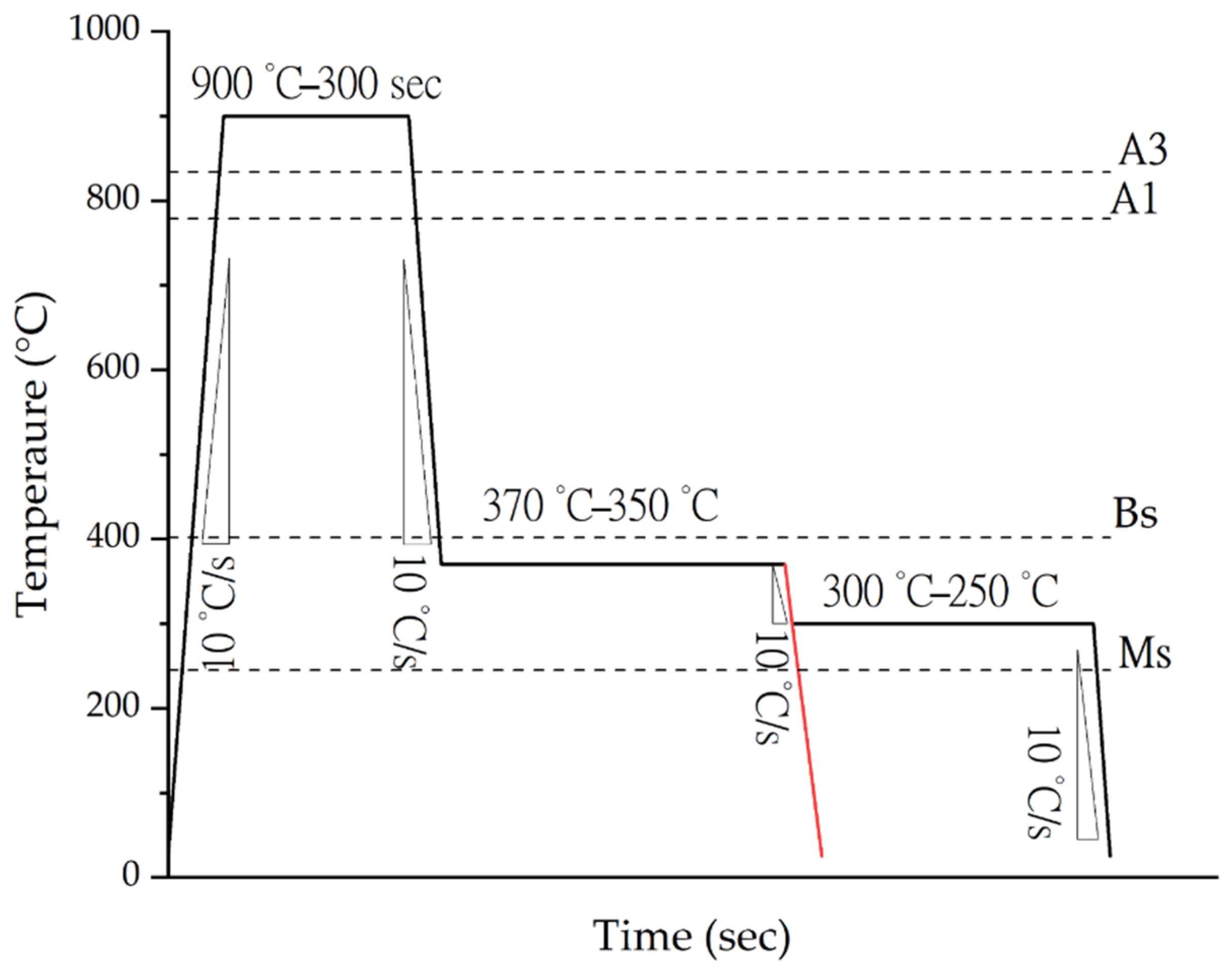
Alloy Production and Heat Treatments
3. Results and Discussion
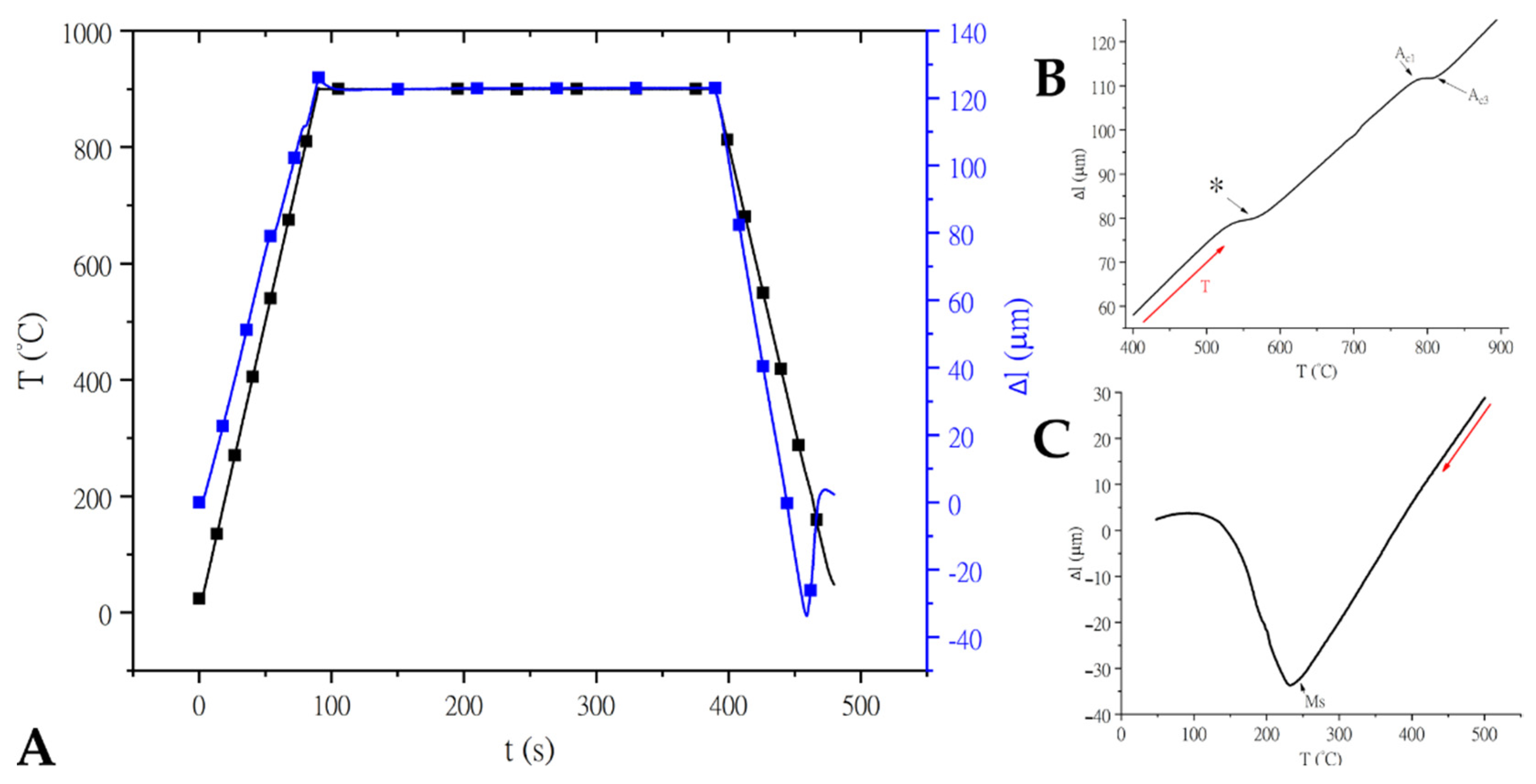
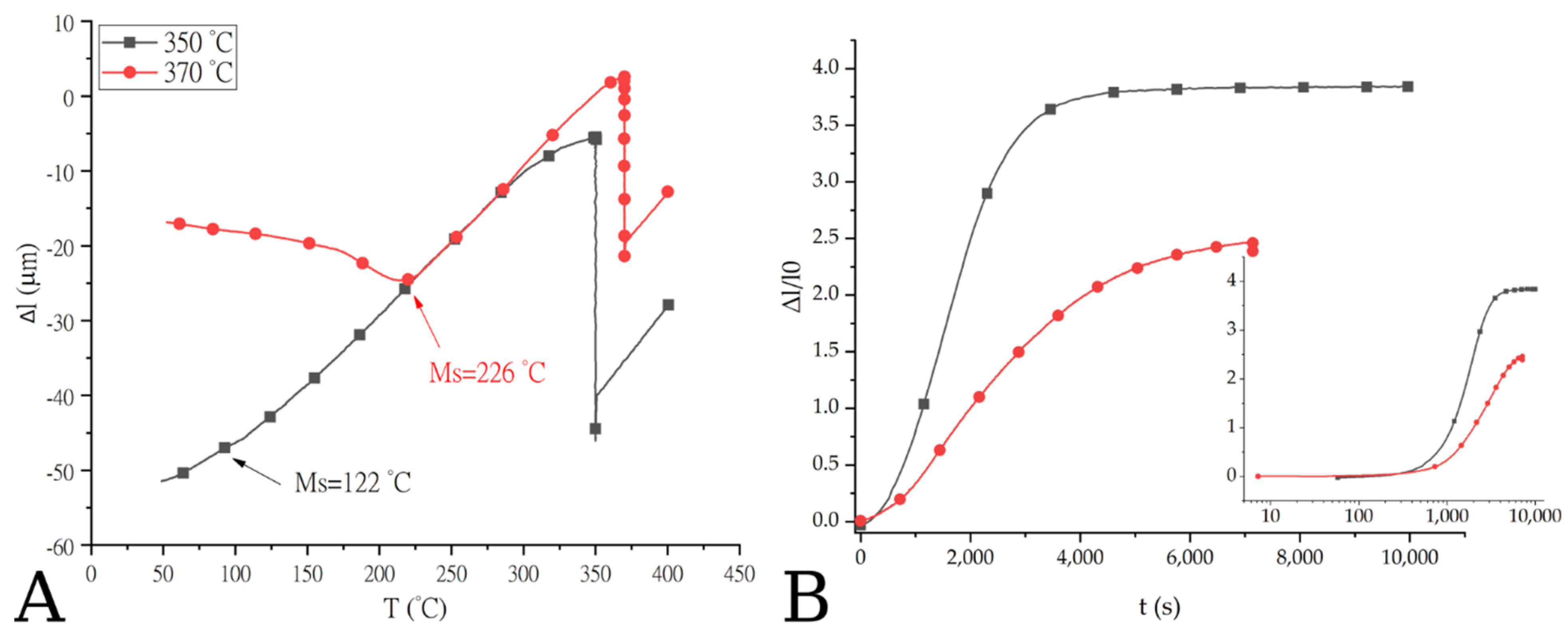
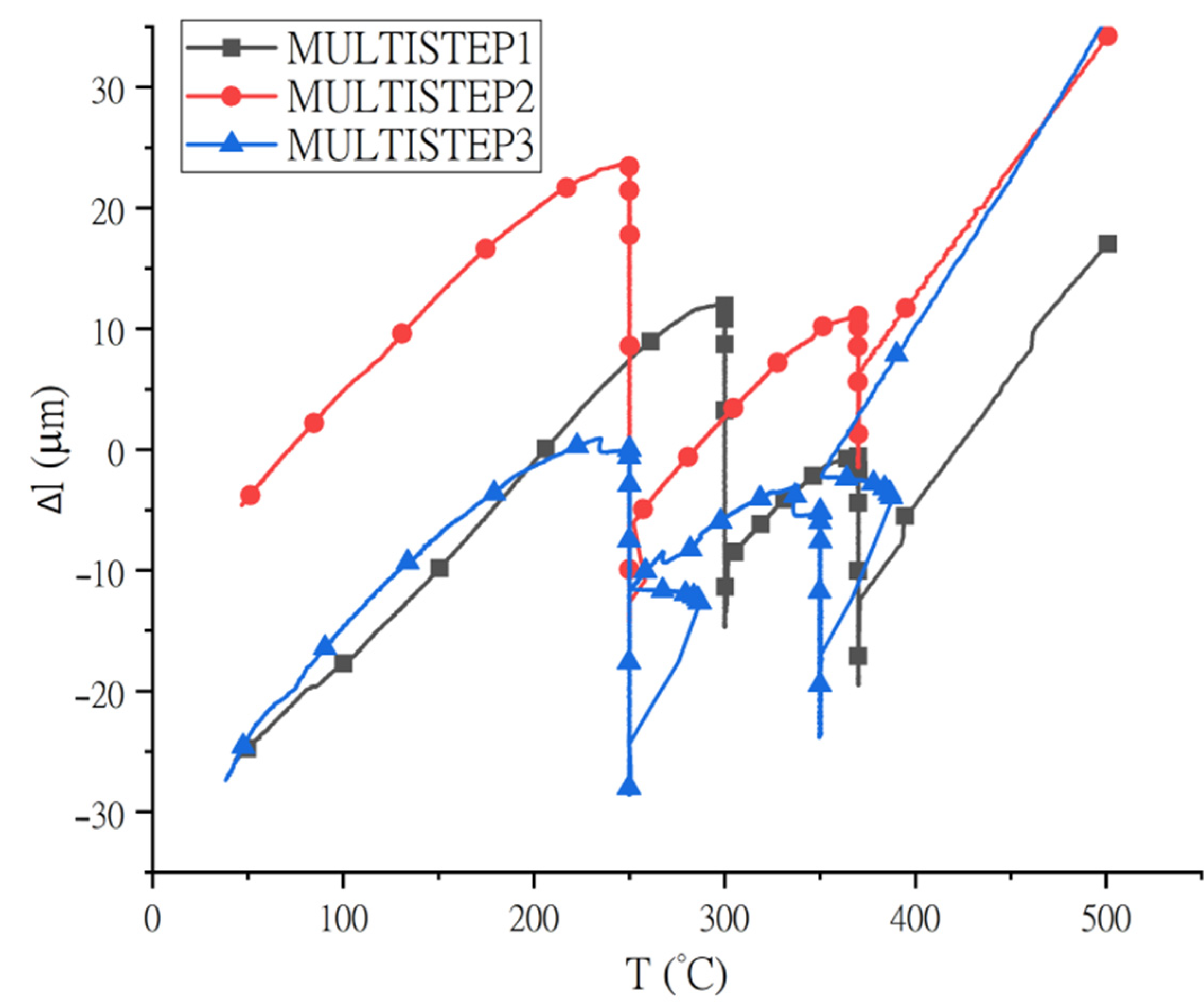
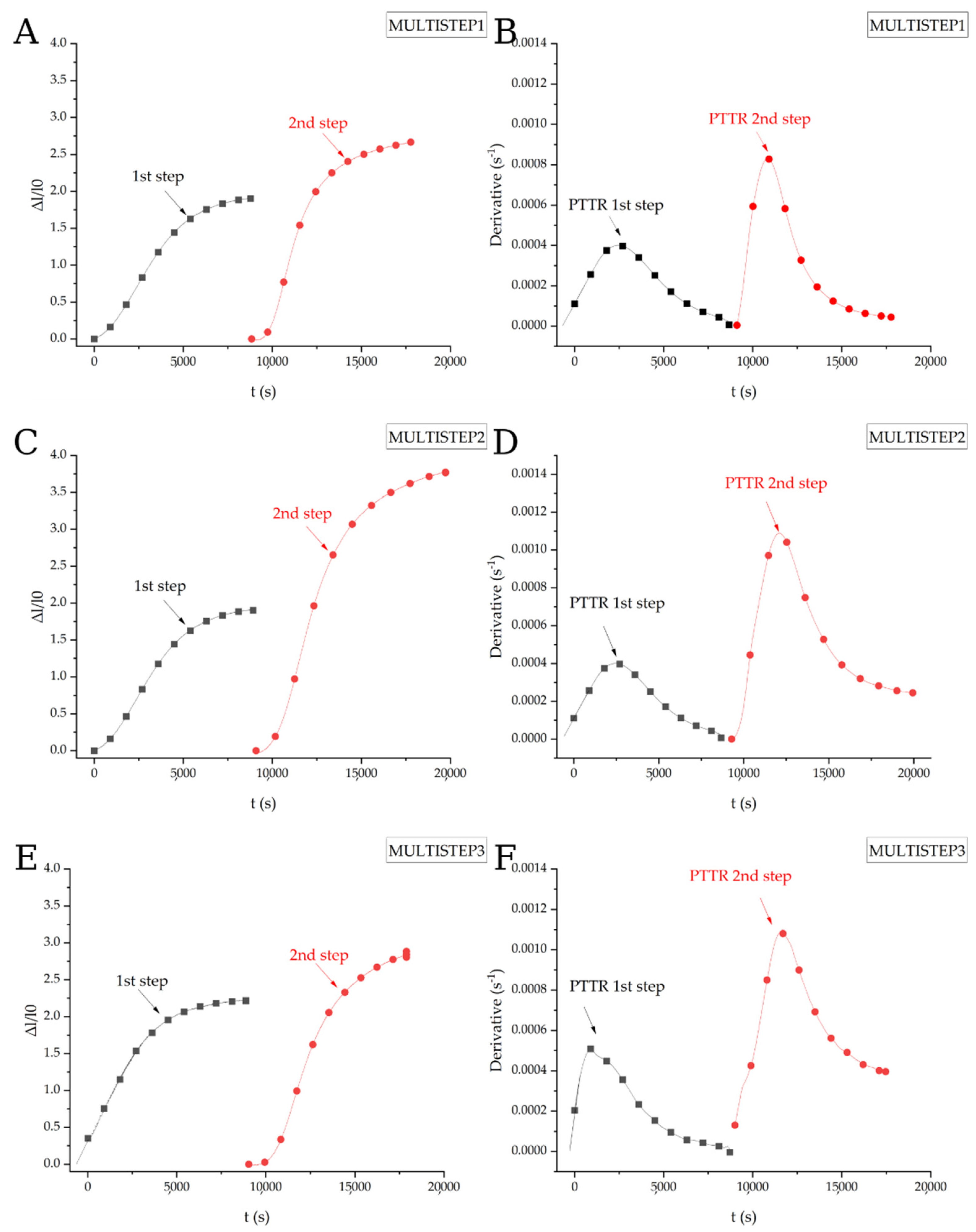
3.1. Thermocalc Analysis and Dilatometry
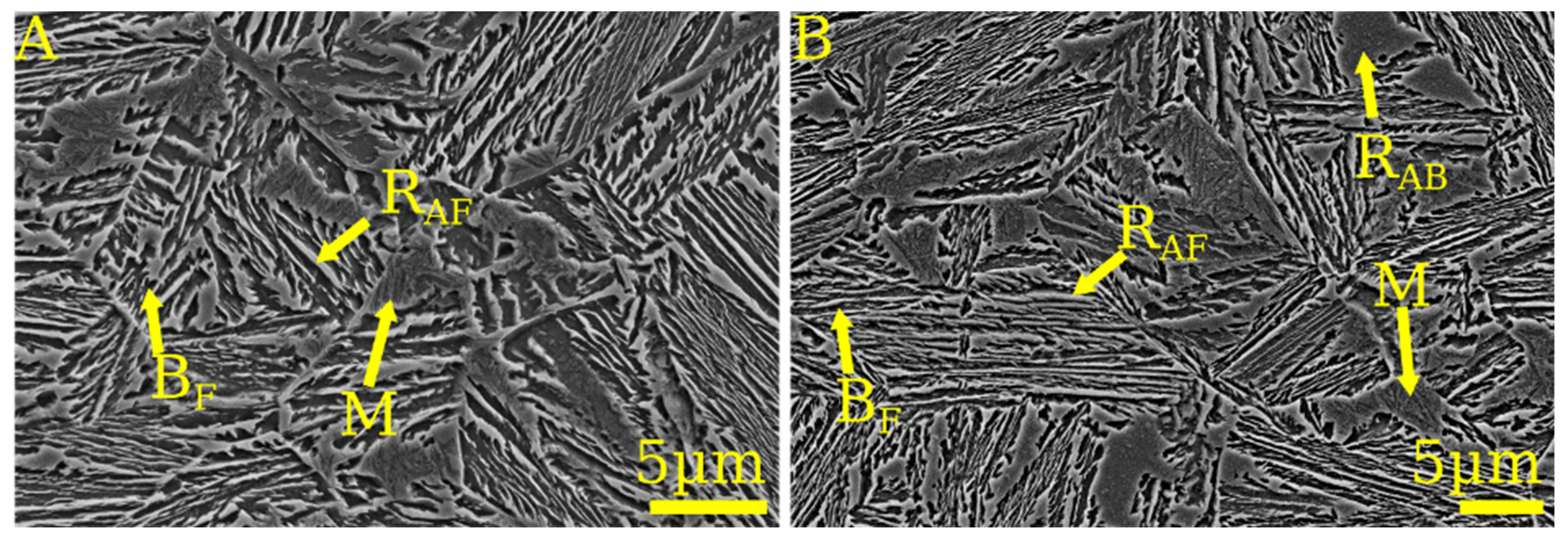
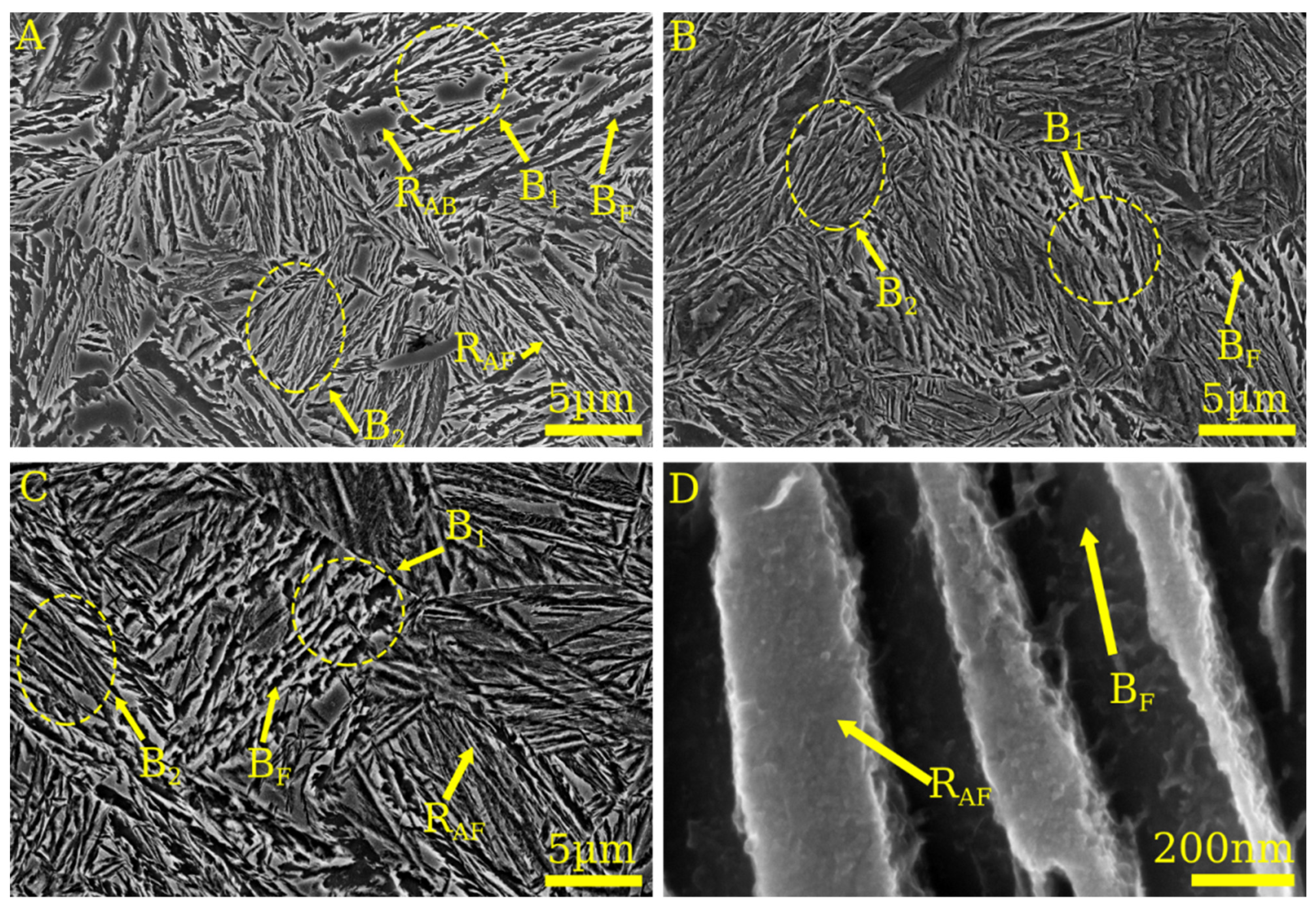
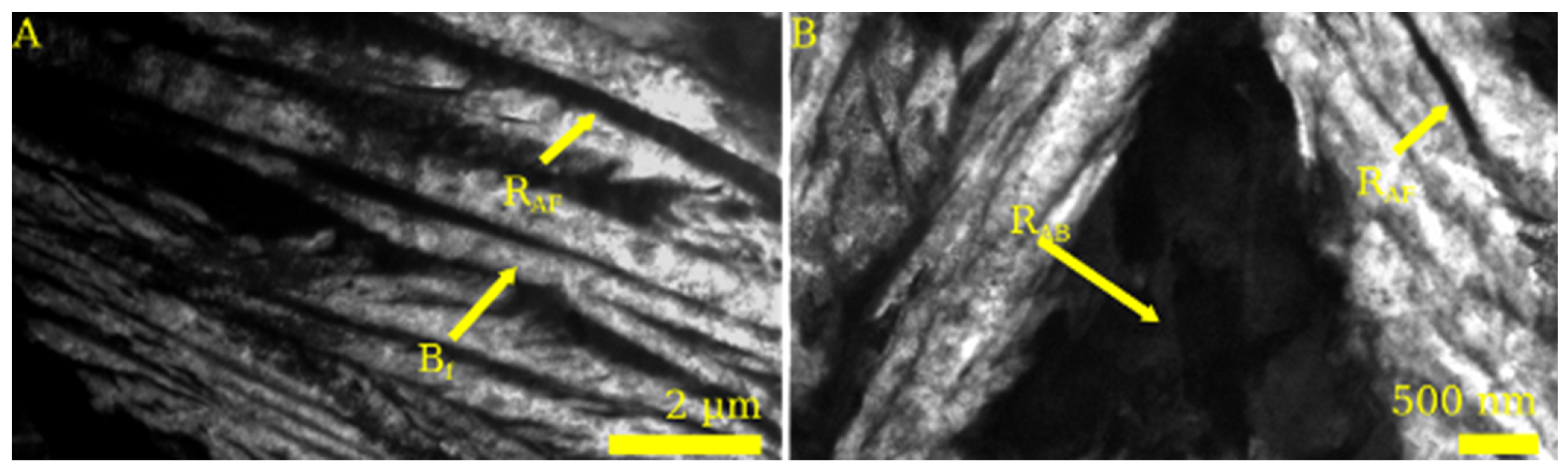
3.2. Microstructural Characterization
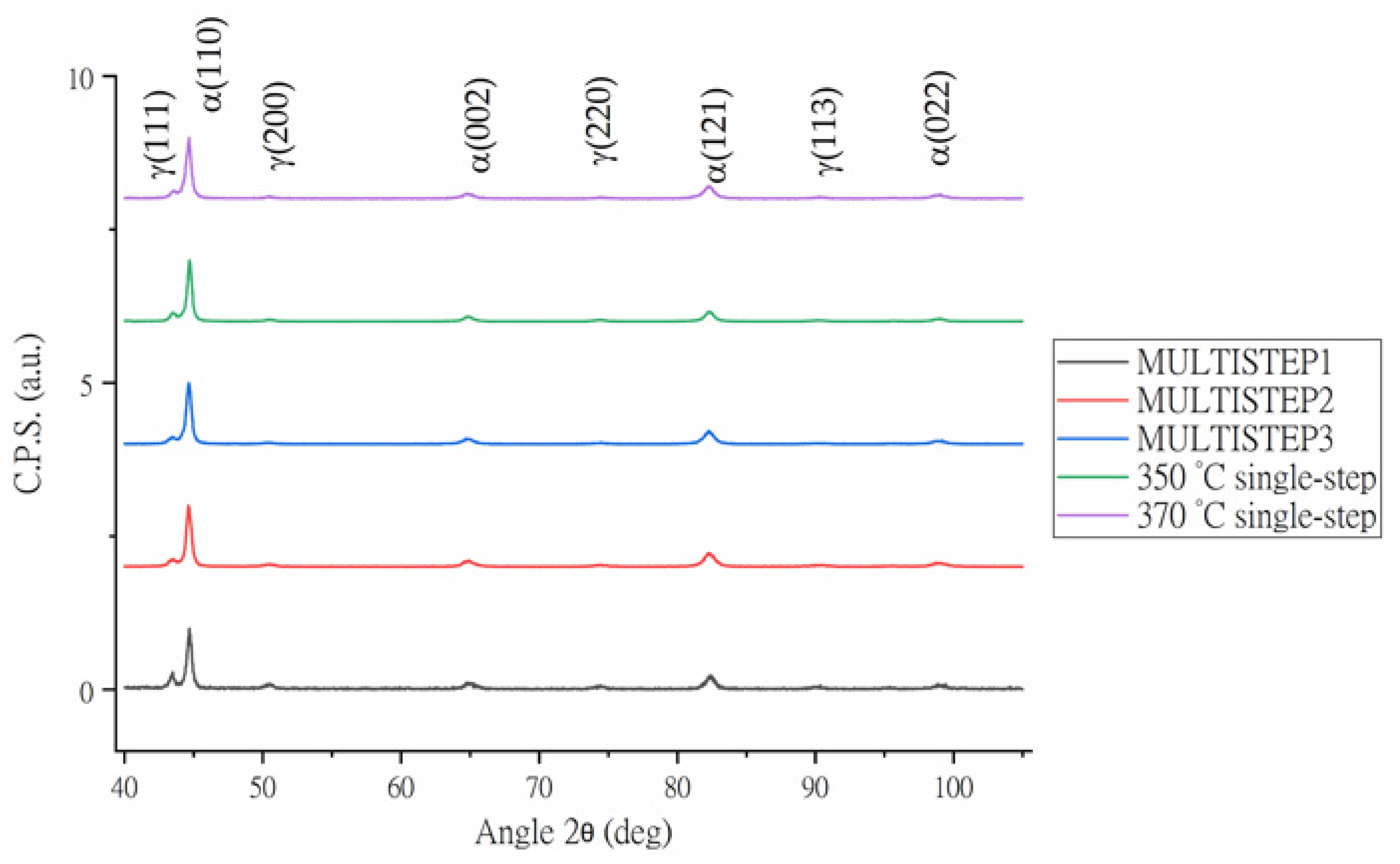
3.3. X-ray Diffraction
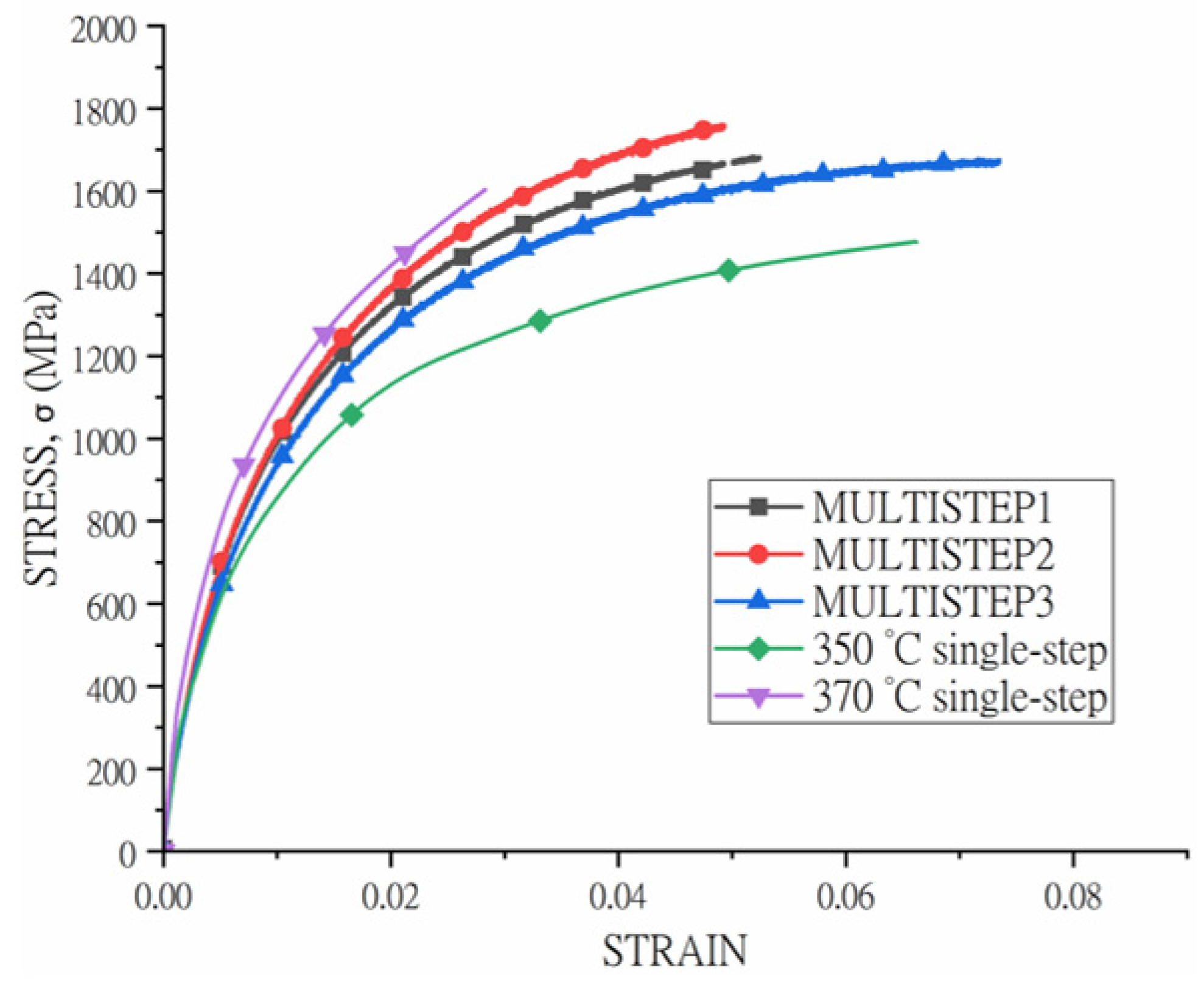
3.4. Mechanical Properties
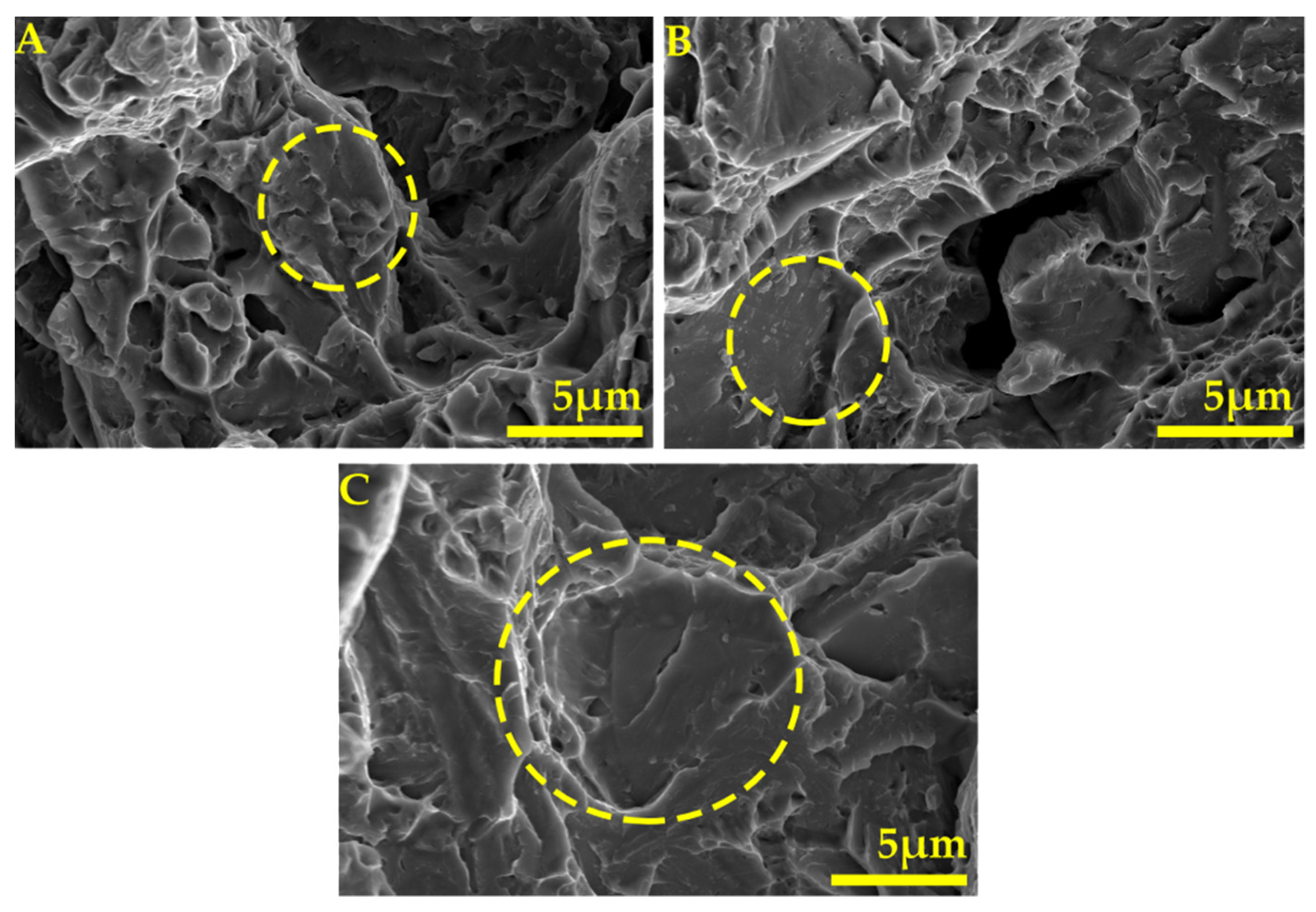
3.5. Fracture Surface Analysis
4. Conclusions
- (1)
- Single-step isothermal treatments leads to microstructure containing bainitic ferrite, films of stable austenite, unstable block and hard brittle martensite. Such combination of microstructural constituents is responsible of poor elongation due to unfavourable TRIP effect;
- (2)
- Two steps routes lead to the formation of a bimodal bainite distribution, coarser bainite formed at a higher temperature, and finer bainite formed during the second stage. Moreover, the second step of the bainite reaction avoids the presence of large martensitic islands in the final microstructure;
- (3)
- In addition, the second step of bainitic reaction leads to a further increase in austenite carbon content, improving the thermal stability of retained austenite;
- (4)
- Two-step treatments lead to improve mechanical properties in terms both of ductility (fracture elongation) and ultimate tensile strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mousalou, H.; Yazdani, S.; Avishan, B.; Ahmadi, N.P.; Chabok, A.; Pei, Y. Microstructural and mechanical properties of low-carbon ultra-fine bainitic steel produced by multi-step austempering process. Mater. Sci. Eng. A 2018, 734, 329–337. [Google Scholar] [CrossRef]
- Edmonds, D.V. Advanced bainitic and martensitic steels with carbide-free microstructures containing retained austenite. Mater. Sci. Forum 2010, 638–642, 110–117. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia HK, D.H.; Mawella KJ, A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mater. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef] [Green Version]
- Gola, A.M.; Ghadamgahi, M.; Ooi, S.W. Microstructure evolution of carbide-free bainitic steels under abrasive wear conditions. Wear 2017, 376–377, 975–982. [Google Scholar]
- Tian, J.; Xu, G.; Jiang, Z.; Wan, X.; Hu, H.; Yuan, Q. Transformation Behavior and Properties of Carbide-Free Bainite Steels with Different Si Contents. Steel Res. Int. 2019, 90, 1800474. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Sourmail, T.; Kuntz, M.; Cornide, J.; Smanio, V.; Elvira, R. Tensile behaviour of a nanocrystalline bainitic steel containing 3wt% silicon. Mater. Sci. Eng. A 2012, 549, 185–192. [Google Scholar] [CrossRef] [Green Version]
- Son, J.Y.; Kim, J.H.; Kim, W.B.; Ye, B.J. Effects of austempering conditions on the microstructures and mechanical properties in Fe-0.9%C-2.3%Si-0.3%Mn steel. Met. Mater. Int. 2010, 16, 357–361. [Google Scholar] [CrossRef]
- Franceschi, M.; Pezzato, L.; Settimi, A.G.; Gennari, C.; Pigato, M.; Polyakova, M.; Konstantinov, D.; Brunelli, K.; Dabal, M. Effect of Different Austempering Heat Treatments on Corrosion Properties of High Silicon Steel. Materials 2021, 14, 288. [Google Scholar]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: New composition-property approach part 1. Met. Sci. 1983, 17, 411–419. [Google Scholar] [CrossRef]
- Kumar, A.; Makineni, S.K.; Dutta, A.; Goulas, C.; Steenbergen, M.; Petrov, R.H.; Sietsma, J. Design of high-strength and damage-resistant carbide-free fine bainitic steels for railway crossing applications. Mater. Sci. Eng. A 2019, 759, 210–223. [Google Scholar] [CrossRef]
- Toloui, M.; Militzer, M. Phase field modeling of the simultaneous formation of bainite and ferrite in TRIP steel. Acta Mater. 2018, 144, 786–800. [Google Scholar] [CrossRef]
- Podder, A.S.; Lonardelli, I.; Molinari, A.; Bhadeshia, H.K.D.H. Thermal stability of retained austenite in bainitic steel: An in situ study. In Proceedings of the Royal Society A: Mathematical, Physical and Engineering Sciences; The Royal Society: London, UK; 2011; Volume 467, pp. 3141–3156. [Google Scholar]
- Changle, Z.; Hanguang, F.; Shengqiang, M.; Jian, L.; Yongping, L. Microstructure and properties of high-Si high-Mn bainitic steel after heat treatment. Mater. Res. Express 2019, 6, 0965a8. [Google Scholar] [CrossRef]
- Fu, B.; Yang, W.Y.; Li, L.F.; Sun, Z.Q. Effect of bainitic transformation temperature on the mechanical behavior of cold-rolled TRIP steels studied with in-situ high-energy X-ray diffraction. Mater. Sci. Eng. A 2014, 603, 134–140. [Google Scholar] [CrossRef]
- Bollinger, A.L.; Murakami, T.; Findley, K.O.; de Moor, E.; Speer, J.G. The influence of microstructural variations on hydrogen absorbance and tensile properties at elevated hydrogen levels for TRIP-aided bainitic ferrite steels. Corrosion 2019, 75, 888–897. [Google Scholar] [CrossRef]
- Zhao, J.; Lv, B.; Zhang, F.; Yang, Z.; Qian, L.; Chen, C.; Long, X. Effects of austempering temperature on bainitic microstructure and mechanical properties of a high-C high-Si steel. Mater. Sci. Eng. A 2019, 742, 179–189. [Google Scholar] [CrossRef]
- Meng, J.; Zhao, L.; Huang, F.; Zhang, F.; Qian, L. Isothermal transformation, microstructure and mechanical properties of ausformed low-carbon carbide-free bainitic steel. Mater. Sci. Forum 2018, 941, 329–333. [Google Scholar] [CrossRef]
- Pashangeh, S.; Somani, M.; Banadkouki, S.S.G. Microstructural evolution in a high-silicon medium carbon steel following quenching and isothermal holding above and below the Ms temperature. J. Mater. Res. Technol. 2020, 9, 3438–3446. [Google Scholar] [CrossRef]
- Navarro-López, A.; Hidalgo, J.; Sietsma, J.; Santofimia, M.J. Characterization of bainitic/martensitic structures formed in isothermal treatments below the Ms temperature. Mater. Charact. 2017, 128, 248–256. [Google Scholar] [CrossRef]
- Chang, L.C.; Bhadeshia, H.K.D.H. Austenite films in bainitic microstructures. Mater. Sci. Technol. 2012, 11, 874–882. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Hesse, O.; Friedrich, T.; Kunert, M.; Brykov, M.N.; Shimizu, K.; Zurnadzhy, V.I.; Šuchmann, P. Two-body abrasion resistance of high-carbon high-silicon steel: Metastable austenite vs nanostructured bainite. Wear 2019, 418–419, 24–35. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, H.; Gui, X.; Luo, P.; Tan, Z.; Bai, B. Enhanced ductility and toughness in an ultrahigh-strength Mn-Si-Cr-C steel: The great potential of ultrafine filmy retained austenite. Acta Mater. 2014, 76, 425–433. [Google Scholar] [CrossRef]
- Avishan, B.; Yazdani, S.; Caballero, F.G.; Wang, T.; Garcia-Mateo, C. Characterization of Microstructure and Mechanical Properties in Two Different Nanostructured Bainitic Steels. Mater. Sci. Technol. 2015, 31, 1508–1520. [Google Scholar] [CrossRef] [Green Version]
- Mousalou, H.; Yazdani, S.; Parvini Ahmadi, N.; Avishan, B. Nanostructured Carbide-Free Bainite Formation in Low Carbon Steel. Acta Metall. Sin. English Lett. 2020, 33, 1635–1644. [Google Scholar] [CrossRef]
- Gao, G.; Guo, H.; Gui, X.; Tan, Z.; Bai, B. Inverted multi-step bainitic austempering process routes: Enhanced strength and ductility. Mater. Sci. Eng. A 2018, 736, 298–305. [Google Scholar] [CrossRef]
- Tian, J.; Xu, G.; Jiang, Z.; Zhou, M.; Hu, H.; Yuan, Q. Transformation behavior of bainite during two-step isothermal process in an ultrafine bainite steel. ISIJ Int. 2018, 58, 1875–1882. [Google Scholar] [CrossRef]
- Zhang, M.; Qian, J.; Gu, H. The structure stability of carbide-free bainite wheel steel. J. Mater. Eng. Perform. 2007, 16, 635–639. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Matsuda, H.; Noro, H.; Nagataki, Y.; Hosoya, Y. Effect of retained austenite stability on mechanical properties of 590MPa grade TRIP sheet steels. Mater. Sci. Forum 2010, 638–642, 3374–3379. [Google Scholar] [CrossRef]
- Sherif, M.Y.; García Mateo, C.; Sourmail, T.; Bhadeshia, H.K.D.H. Stability of retained austenite in TRIP-assisted steels. Mater. Sci. Technol. 2004, 20, 319–322. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Chao, J.; Capdevila, C.; Garcia De Andres, C. Mechanical stability of retained austenite during plastic deformation of super high strength carbide free bainitic steels. J. Mater. Sci. 2009, 44, 4617–4624. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. Effect of austenite grain size on isothermal bainite transformation in low carbon microalloyed steel. Mater. Sci. Technol. 2011, 27, 1657–1663. [Google Scholar]
- Avishan, B.; Tavakolian, M.; Yazdani, S. Two-step austempering of high performance steel with nanoscale microstructure. Mater. Sci. Eng. A 2017, 693, 178–185. [Google Scholar] [CrossRef]
- Wang, X.L.; Wu, K.M.; Hu, F.; Yu, L.; Wan, X.L. Multi-step isothermal bainitic transformation in medium-carbon steel. Scr. Mater. 2014, 74, 56–59. [Google Scholar] [CrossRef]
- Chu, C.; Qin, Y.; Li, X.; Yang, Z.; Zhang, F.; Guo, C.; Long, X.; You, L. Effect of two-step austempering process on transformation kinetics of nanostructured bainitic steel. Materials 2019, 12, 166. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- He, J.; Zhao, A.; Zhi, C.; Fan, H. Acceleration of nanobainite transformation by multi-step ausforming process. Scr. Mater. 2015, 107, 71–74. [Google Scholar] [CrossRef]
- Hase, K.; Garcia-Mateo, C.; Bhadeshia, H.K.D.H. Bimodal size-distribution of bainite plates. Mater. Sci. Eng. A 2006, 438–440, 145–148. [Google Scholar] [CrossRef] [Green Version]
- Soliman, M.; Mostafa, H.; El-Sabbagh, A.S.; Palkowski, H. Low temperature bainite in steel with 0.26wt% C. Mater. Sci. Eng. A 2010, 527, 7706–7713. [Google Scholar] [CrossRef]
- Scheuer, C.J.; Cardoso, R.P.; Mafra, M.; Brunatto, S.F. AISI 420 martensitic stainless steel low-temperature plasma assisted carburizing kinetics. Surf. Coat. Technol. 2013, 214, 30–37. [Google Scholar] [CrossRef] [Green Version]
- Abramoff, M.; Magalhães, P.J.; Ram, S.J. The aim of the present study was to inves- tigate the details of overall transformation kinetics, microstruc- tures and tensile properties of multi-step ausformed high carbon nanobainite. Biophotonics Int. 2004, 11, 36–42. [Google Scholar]
- Franceschi, M.; Pezzato, L.; Gennari, C.; Fabrizi, A.; Polyakova, M.; Konstantinov, D.; Brunelli, K.; Dabalà, M. Effect of intercritical annealing and austempering on the microstructure and mechanical properties of a high silicon manganese steel. Metals 2020, 10, 1448. [Google Scholar] [CrossRef]
- Pezzato, L.; Gennari, C.; Chukin, D.; Toldo, M.; Sella, F.; Toniolo, M.; Zambon, A.; Brunelli, K.; Dabalà, M. Study of the effect of multiple tempering on the impact toughness of forged s690 structural steel. Metals 2020, 10, 507. [Google Scholar] [CrossRef] [Green Version]
- Spezzapria, M.; Settimi, A.G.; Pezzato, L.; Novella, M.F.; Forzan, M.; Dughiero, F.; Bruschi, S.; Ghiotti, A.; Brunelli, K.; Dabalà, M. Effect of Prior Microstructure and Heating Rate on the Austenitization Kinetics of 39NiCrMo3 Steel. Steel Res. Int. 2017, 88, 1600267. [Google Scholar] [CrossRef]
- L. Lutterotti, Maud: A Rietveld analysis program designed for the internet and experiment integration. Acta Crystallogr. Sect. A Found. Crystallogr. 2000, 56, s54. [CrossRef] [Green Version]
- Sugimoto, K.-I.; Nakano, K.; Song, S.-M.; Kashima, T. Retained Austenite Characteristics and Stretch-Flangeability of High-Strength Low-Alloy TRIP Type Bainitic Sheet Steels. ISIJ Int. 2002, 42, 450–455. [Google Scholar] [CrossRef]
- El-Fallah GM, A.M.; Ooi, S.W.; Bhadeshia, H.K.D.H. Effect of nickel aluminide on the bainite transformation in a Fe-0.45C–13Ni–3Al–4Co steel, and associated properties. Mater. Sci. Eng. A 2019, 767, 138362. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels: Theory and Practice; Maney Publishing: Leeds, UK, 2006; Volume 19. [Google Scholar]
- Chupatanakul, S.; Nash, P. Dilatometric measurement of carbon enrichment in austenite during bainite transformation. J. Mater. Sci. 2006, 41, 4965–4969. [Google Scholar] [CrossRef]
- Xu, Y.; Xu, G.; Mao, X.; Zhao, G.; Bao, S. Method to evaluate the kinetics of bainite transformation in low-temperature nanobainitic steel using thermal dilatation curve analysis. Metals 2017, 7, 330. [Google Scholar] [CrossRef] [Green Version]
- Khare, S.; Lee, K.; Bhadeshia, H.K.D.H. Carbide-free bainite: Compromise between rate of transformation and properties. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 922–928. [Google Scholar] [CrossRef] [Green Version]
- Zou, H.; Hu, H.; Xu, G.; Xiong, Z.; Dai, F. Combined effects of deformation and undercooling on isothermal bainitic transformation in an Fe-C-Mn-Si alloy. Metals 2019, 9, 138. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Zhang, F.; Lv, B.; Yang, Z.; Chen, C.; Long, X.; Zhao, X.; Chu, C. Inconsistent effects of austempering time within transformation stasis on monotonic and cyclic deformation behaviors of an ultrahigh silicon carbide-free nanobainite steel. Mater. Sci. Eng. A 2019, 751, 80–89. [Google Scholar] [CrossRef]
- San-Martin, D.; Kuntz, M.; Caballero, F.G.; Garcia-Mateo, C. A new systematic approach based on dilatometric analysis to track bainite transformation kinetics and the influence of the prior austenite grain size. Metals 2021, 11, 324. [Google Scholar] [CrossRef]
- Xu, G.; Liu, F.; Wang, L.; Hu, H. A new approach to quantitative analysis of bainitic transformation in a superbainite steel. Scr. Mater. 2013, 68, 833–836. [Google Scholar] [CrossRef]
- Leiro, A.; Vuorinen, E.; Sundin, K.G.; Prakash, B.; Sourmail, T.; Smanio, V.; Caballero, F.G.; Garcia-Mateo, C.; Elvira, R. Wear of nano-structured carbide-free bainitic steels under dry rolling-sliding conditions. Wear 2013, 298–299, 42–47. [Google Scholar] [CrossRef] [Green Version]
- Morales-Rivas, L.; González-Orive, A.; Garcia-Mateo, C.; Hernández-Creus, A.; Caballero, F.G.; Vázquez, L. Nanomechanical characterization of nanostructured bainitic steel: Peak Force Microscopy and Nanoindentation with AFM. Sci. Rep. 2015, 5, 17164. [Google Scholar] [CrossRef] [Green Version]
- Zhao, F.Y.; Chen, P.; Xu, B.Y.; Yu, Q.; Wang, G.D.; Yi, H.L. A carbide-free bainitic steel with high-ductility by dynamic transformation during coiling process. Mater. Sci. Technol. 2020, 36, 1704–1711. [Google Scholar] [CrossRef]
- Qian, L.; Zhou, Q.; Zhang, F.; Meng, J.; Zhang, M.; Tian, Y. Microstructure and mechanical properties of a low carbon carbide-free bainitic steel co-alloyed with Al and Si. Mater. Des. 2012, 39, 264–268. [Google Scholar] [CrossRef]
- Putatunda, S.K. Influence of austempering temperature on microstructure and fracture toughness of a high-carbon, high-silicon and high-manganese cast steel. Mater. Des. 2003, 24, 435–443. [Google Scholar] [CrossRef]
- Gong, W.; Tomota, Y.; Adachi, Y.; Paradowska, A.M.; Kelleher, J.F.; Zhang, S.Y. Effects of ausforming temperature on bainite transformation, microstructure and variant selection in nanobainite steel. Acta Mater. 2013, 61, 4142–4154. [Google Scholar] [CrossRef]
- Zhao, Z.Z.; Yin, H.X.; Zhao, A.M.; Gong, Z.Q.; He, J.G.; Tong, T.T.; Hu, H.J. The influence of the austempering temperature on the transformation behavior and properties of ultra-high-strength TRIP-aided bainitic-ferritic sheet steel. Mater. Sci. Eng. A 2014, 613, 8–16. [Google Scholar] [CrossRef]
- Avishan, B.; Garcia-Mateo, C.; Morales-Rivas, L.; Yazdani, S.; Caballero, F.G. Strengthening and mechanical stability mechanisms in nanostructured bainite. J. Mater. Sci. 2013, 48, 6121–6132. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | Al | Cr | Ni | Mo | Cu | Ti | V | P | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 0.38 | 3.20 | 2.60 | 0.10 | 0.05 | 0.05 | 0.02 | 0.05 | 0.001 | 0.006 | 0.008 | 0.007 |
| Sample ID | Austenitisation (°C/time) | 1st Isothermal Treatment (°C/time) | 2nd Isothermal Treatment (°C) |
|---|---|---|---|
| MULTISTEP 1 | 900/300 s | 370/2.5 h | 300/2.5 h |
| MULTISTEP 2 | 900/300 s | 370/2.5 h | 250/2.5 h |
| MULTISTEP 3 | 900/300 s | 350/2.5 h | 250/2.5 h |
| 350 °C single step | 900/300 s | 350/2.5 h | - |
| 370 °C single step | 900/300 s | 370/2.5 h | - |
| Calculation Method | A1 (°C) | A3 (°C) | Ms (°C) | Bs (°C) |
|---|---|---|---|---|
| Thermocalc | 718 | 838 | 231 | - |
| Dilatometry | 779 | 834 | 245 | - |
| Zhao et al. [39] | - | - | - | 402 |
| Temperature for Bainite Transformation (°C) | Bainitic Ferrite Thickness (nm) |
|---|---|
| 370 | 345 ± 120 |
| 350 | 306 ± 65 |
| 300 | 146 ± 37 |
| 250 | 106 ± 33 |
| Treatment | Vγ (vol, %) | aγ (Å) | cγ (wt. %) |
|---|---|---|---|
| MULTISTEP 1 | 23.42 ± 0.95 | 3.611605 | 0.95 |
| MULTISTEP 2 | 17.97 ± 0.47 | 3.607816 | 0.88 |
| MULTISTEP 3 | 11.63 ± 0.42 | 3.610771 | 0.94 |
| 350 °C single step | 15.64 ± 0.36 | 3.607232 | 0.87 |
| 370 °C single step | 12.87 ± 0.50 | 3.604915 | 0.81 |
| Treatment | σY (MPa) | σUTS (MPa) | εf |
|---|---|---|---|
| MULTISTEP 1 | 950 | 1685 | 0.052 |
| MULTISTEP 2 | 970 | 1761 | 0.049 |
| MULTISTEP 3 | 857 | 1677 | 0.073 |
| 350 °C single-step | 658 | 1477 | 0.066 |
| 370 °C single-step | 1046 | 1603 | 0.028 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Franceschi, M.; Miotti Bettanini, A.; Pezzato, L.; Dabalà, M.; Jacques, P.J. Effect of Multi-Step Austempering Treatment on the Microstructure and Mechanical Properties of a High Silicon Carbide-Free Bainitic Steel with Bimodal Bainite Distribution. Metals 2021, 11, 2055. https://doi.org/10.3390/met11122055
Franceschi M, Miotti Bettanini A, Pezzato L, Dabalà M, Jacques PJ. Effect of Multi-Step Austempering Treatment on the Microstructure and Mechanical Properties of a High Silicon Carbide-Free Bainitic Steel with Bimodal Bainite Distribution. Metals. 2021; 11(12):2055. https://doi.org/10.3390/met11122055
Chicago/Turabian StyleFranceschi, Mattia, Alvise Miotti Bettanini, Luca Pezzato, Manuele Dabalà, and Pascal J. Jacques. 2021. "Effect of Multi-Step Austempering Treatment on the Microstructure and Mechanical Properties of a High Silicon Carbide-Free Bainitic Steel with Bimodal Bainite Distribution" Metals 11, no. 12: 2055. https://doi.org/10.3390/met11122055