Control of the Lamellar Structure and Analysis of Tensile Properties of TiC/Ti-6Al-3Sn-9Zr-1.5Mo Composite Produced by In Situ Casting Technique


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of the Composite
2.2. Heat Treatment Process
2.3. Microstructure Examination
2.4. Tensile Test
3. Results
3.1. Phase Identification and Microstructure
3.1.1. Phase Identification
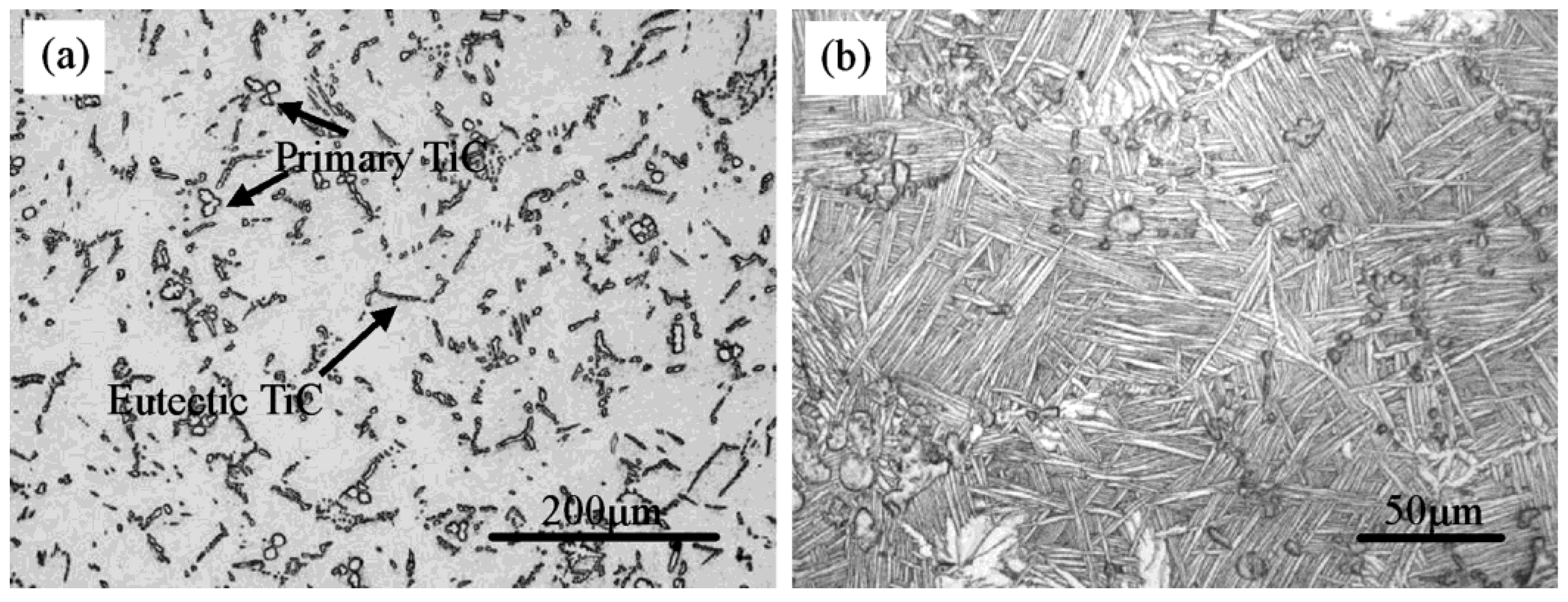
3.1.2. As-Cast Microstructure
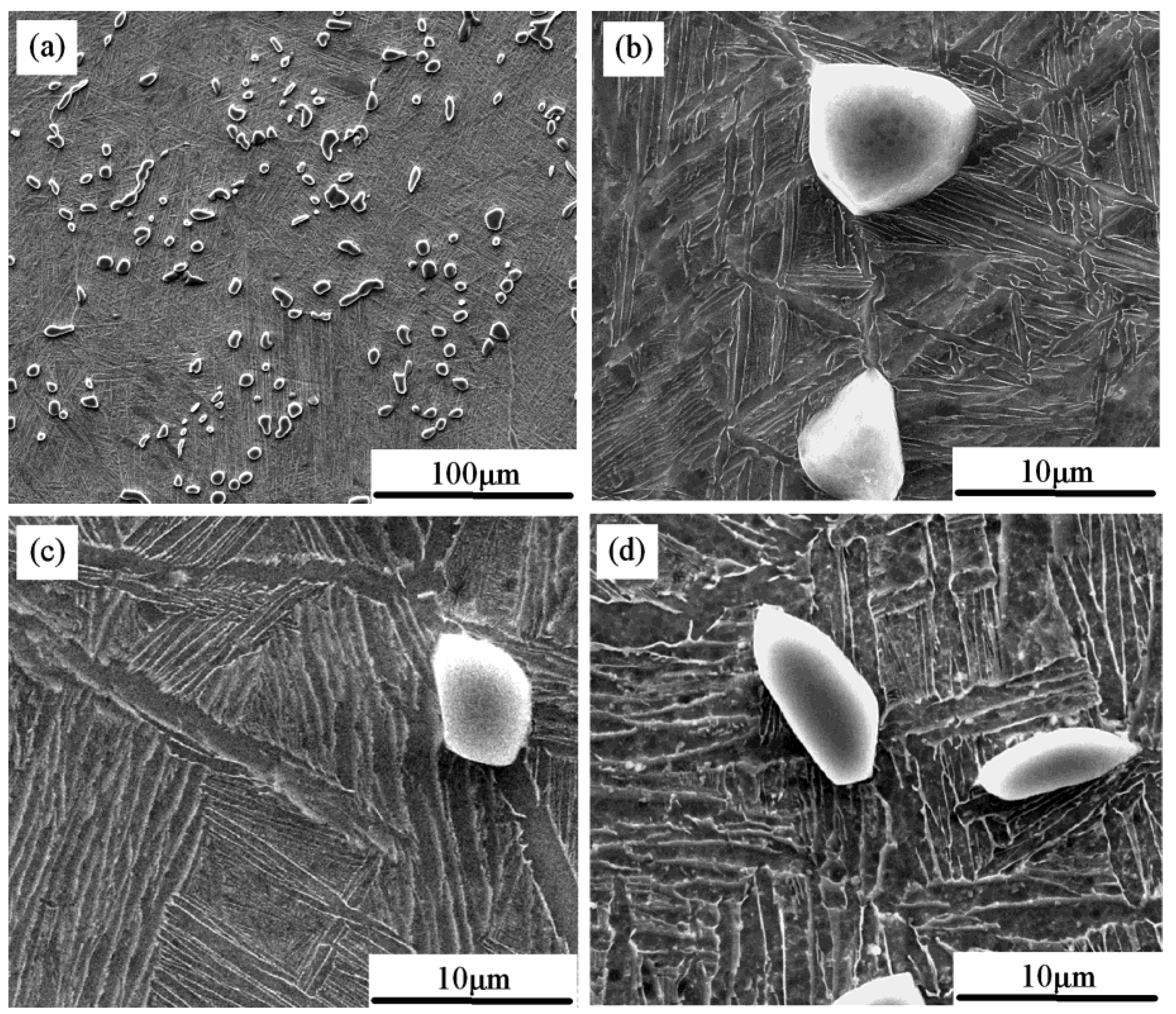
3.1.3. Heat-Treated Microstructure
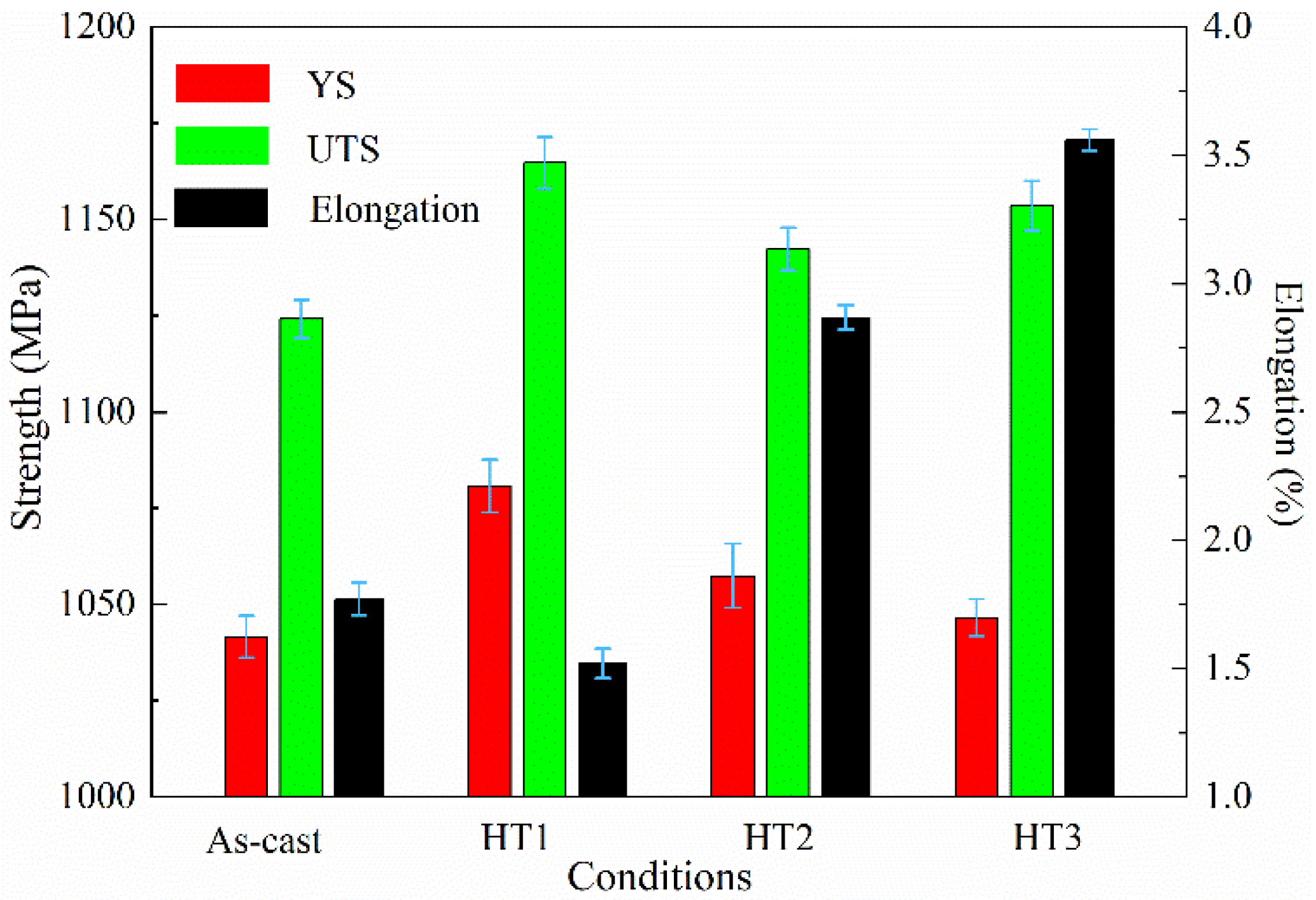
3.2. Tensile Properties
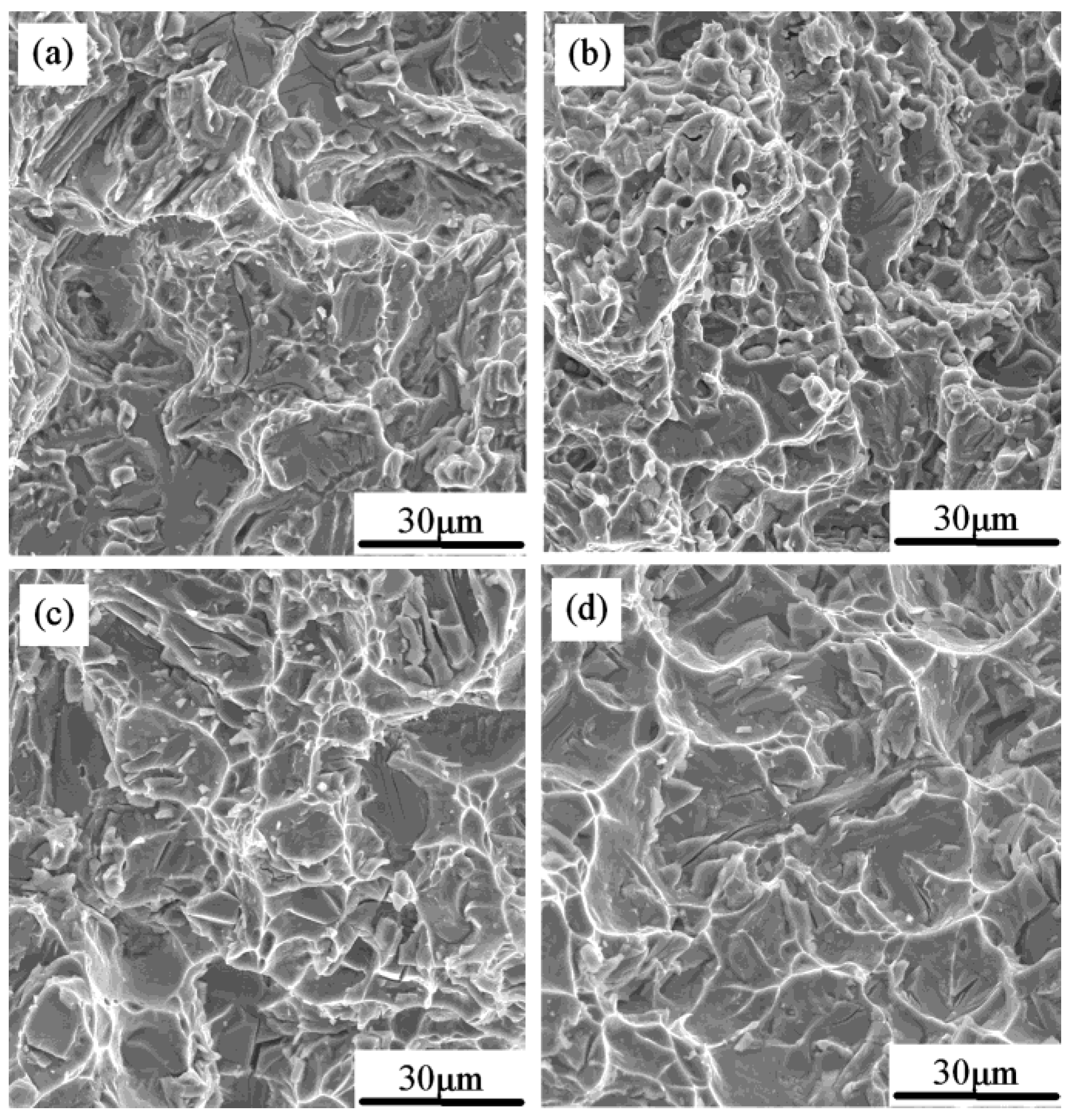
3.3. Fractography
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, D.D.; Fan, Q.B.; Gong, H.C.; Zhu, X. Effect of trace carbon on the dynamic compressive properties in the as-cast Ti13V11Cr3Al alloy. Intermetallics 2020, 123, 106818. [Google Scholar] [CrossRef]
- Xie, L.C.; Wang, L.Q.; Zhang, L.C.; Lu, W.J. Editorial: Structure and mechanical properties of titanium alloys and titanium matrix composites (TMCs). Front. Mater. 2020, 7, 118. [Google Scholar] [CrossRef]
- Chen, X.; Huang, L.J.; Jiao, Y.; Wang, S.; An, Q.; Bao, Y.; Gen, L. Mechanisms of oxidation anisotropy between α-Ti (0001) and (010) crystallographic planes in titanium matrix composites. Mater. Lett. 2021, 286, 129230. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M. Selective laser melting of hybrid ex-situ/in-situ reinforced titanium matrix composites: Laser/powder interaction, reinforcement formation mechanism, and non-equilibrium microstructural evolutions. Mater. Des. 2019, 184, 108185. [Google Scholar] [CrossRef]
- Li, G.X.; Munir, K.; Wen, C.; Li, Y.C.; Ding, S.L. Machinablility of titanium matrix composites (TMC) reinforced with multi-walled carbon nanotubes. J. Manuf. Process. 2020, 56, 131–146. [Google Scholar] [CrossRef]
- Xu, X.J.; Jin, X.P.; Liu, Z.; Zhang, B.; Zhang, R.K.; Zhuang, Y.; Zhang, P.; Wei, H.B. Influence of large amount Zn on mechanical properties and corrosion resistance of 5083 hot rolled aluminum alloy. Appl. Phys. A 2020, 126, 713. [Google Scholar] [CrossRef]
- Zheng, B.W.; Dong, F.Y.; Yuan, X.G.; Zhang, Y.; Huang, H.J.; Zuo, X.J.; Luo, L.S.; Wang, L.; Su, Y.Q.; Wang, X.; et al. Insights into wear behavior of (TiC + TiB)/TC4 composites against different counterface materials. Mater. Res. Express 2019, 6, 116584. [Google Scholar] [CrossRef]
- Bai, M.W.; Namus, R.; Xu, Y.D.; Guan, D.K.; Rainforth, M.W.; Inkson, B.J. In-situ Ti-6Al-4V/TiC composites synthesized by reactive spark plasma sintering: Processing, microstructure, and dry sliding wear behaviour. Wear 2019, 432, 202944. [Google Scholar] [CrossRef]
- Grützner, S.; Krüger, L.; Schimpf, C.; Radajewski, M.; Schneider, I. Microstructure and Mechanical Properties of In Situ TiB/TiC Particle-Reinforced Ti-5Al-5Mo-5V-3Cr Composites Synthesized by Spark Plasma Sintering. Metall. Mater. Trans. A 2018, 49, 5671–5682. [Google Scholar] [CrossRef]
- He, B.; Lan, J.J.; Yang, G.; Wei, H. Microstructure and wear-resistant properties of in situ TiB-TiC reinforced titanium matrix composites by laser deposition manufacturing. Rare Met. Mater. Eng. 2017, 46, 3805–3810. [Google Scholar]
- Liu, Y.G.; Ru, J.M.; Jiang, Z.; Tabie, V.; Li, C.; Chen, H.; Xu, X.J. Microstructure and oxidation resistance of a Ti-Mo-Nb-Al-Si titanium matrix composite reinforced with in situ TiC prepared by powder metallurgy. Appl. Phys. A 2019, 125, 791. [Google Scholar] [CrossRef]
- Zheng, B.W.; Dong, F.Y.; Yuan, X.G.; Huang, H.J.; Zhang, Y.; Zuo, X.J.; Luo, L.S.; Wang, L.; Su, Y.Q.; Li, W.D.; et al. Microstructure and tribological behavior of in situ synthesized (TiB+TiC)/Ti6Al4V (TiB/TiC=1/1) composites. Tribol. Int. 2020, 145, 106177. [Google Scholar] [CrossRef]
- Ma, X.Z.; Chai, L.H.; Liu, Y.Y.; Cui, Y.P.; Shen, G.L.; Zhang, C.J.; Shu, Q.; Chen, Z.Y. TiB whiskers stimulated the dynamic recrystallization behavior. J. Alloy. Compd. 2020, 812, 152152. [Google Scholar] [CrossRef]
- Yi, M.; Zhang, X.Z.; Liu, G.W.; Wang, B.; Shao, H.C.; Qiao, G.J. Comparative investigation on microstructures and mechanical properties of (TiB+TiC)/Ti-6Al-4V composites from Ti-B4C-C and Ti-TiB2-TiC systems. Mater. Charact. 2018, 140, 281–289. [Google Scholar] [CrossRef]
- Zhang, C.J.; Ding, Z.H.; Xie, L.C.; Zhang, L.C.; Wu, L.Z.; Fu, Y.F.; Wang, L.Q.; Lu, W.J. Electrochemical and in vitro behavior of the nanosized composites of Ti-6Al-4V and TiO2 fabricated by friction stir process. Appl. Surf. Sci. 2017, 423, 331–339. [Google Scholar] [CrossRef]
- Chen, K.P.; Lu, P.; Wang, H.P. Liquid-solid phase transition of Cu-Zr eutectic alloy under microgravity condition. Acta Phys. Sin. 2017, 068101. [Google Scholar] [CrossRef]
- Zhang, W.D.; Liu, Y.; Liu, B.; Li, X.F.; Wu, H.; Qiu, J.W. A new titanium matrix composite reinforced with Ti-36Nb-2Ta-3Zr-0.35O wire. Mater. Des. 2017, 117, 289–297. [Google Scholar] [CrossRef]
- Wang, P.P.; Wang, L.Q.; Lu, W.J.; Qin, J.N.; Chen, Y.F.; Zhang, Z.W.; Zhang, D. The effect of heat treatment on mechanical properties of in situ synthesized 7715D titanium matrix composites. Mater. Sci. Eng. A 2010, 527, 4312–4319. [Google Scholar] [CrossRef]
- Qi, J.Q.; Wang, H.W.; Zou, C.M.; Wei, Z.J. Influence of matrix characteristics on tensile properties of in situ synthesized TiC/TA15 composite. Mater. Sci. Eng. A 2012, 553, 59–66. [Google Scholar] [CrossRef]
- Huang, L.J.; Geng, L.; Xu, H.Y.; Peng, H.X. In situ TiC particles reinforced Ti6Al4V matrix composite with a network reinforcement architecture. Mater. Sci. Eng. A 2011, 528, 2859–2862. [Google Scholar] [CrossRef]
- Zhang, Z.G.; Qin, J.N.; Zhang, Z.W.; Chen, Y.F.; Lu, W.J.; Zhang, D. Effect of β heat treatment temperature on microstructure and mechanical properties of in situ titanium matrix composites. Mater. Des. 2010, 31, 4269–4273. [Google Scholar] [CrossRef]
- Qi, J.Q.; Sui, Y.W.; Chang, Y.; He, Y.Z.; Wei, F.X.; Meng, Q.K.; Wei, Z.J. Microstructural characterization and mechanical properties of TiC/near-α Ti composite obtained at slow cooling rate. Mater. Charact. 2016, 118, 263–269. [Google Scholar] [CrossRef]
- Qu, J.P.; Zhang, C.J.; Zhang, S.Z.; Han, J.C.; Chai, L.H.; Chen, Z.Y.; Chen, Y.Y. Relationships among reinforcement volume fraction, microstructure and tensile properties of (TiBw + TiCp)/Ti composites after (α + β) forging. Mater. Sci. Eng. A 2017, 701, 16–23. [Google Scholar] [CrossRef]
- Yang, J.H.; Chen, Y.Y.; Xiao, S.L.; Xu, L.J.; Wang, X.P.; Tian, J.; Zhang, D.D.; Zheng, Z.Z. High temperature tensile properties, deformation, and fracture behavior of a hybrid-reinforced titanium alloy composite. Mater. Sci. Eng. A 2020, 788, 139516. [Google Scholar] [CrossRef]
- Qi, J.Q.; Chang, Y.; He, Y.Z.; Sui, Y.W.; Wei, F.X.; Meng, Q.K.; Wei, Z.J. Effects of Zr, Mo and TiC on microstructure and high-temperature tensile strength of cast titanium matrix composites. Mater. Des. 2016, 99, 421–426. [Google Scholar] [CrossRef]
- Qi, J.Q.; Wang, H.W.; Zou, C.M.; Wei, W.Q.; Wei, Z.J. Temperature dependence of fracture behavior of in situ synthesized TiC/Ti-alloy matrix composite. Mater. Sci. Eng. A 2011, 528, 7669–7673. [Google Scholar] [CrossRef]
- Wei, Z.J.; Cao, L.; Wang, H.W.; Zou, C.M. Microstructure and mechanical properties of TiC/Ti-6Al-4V composites processed by in situ casting route. Mater. Sci. Technol. 2011, 27, 1321–1327. [Google Scholar] [CrossRef]
- Zhao, Z.B.; Wang, Q.J.; Hu, Q.M.; Liu, J.R.; Yu, B.B.; Yang, R. Effect of β (110) texture intensity on α-variant selection and microstructure morphology during β→α phase transformation in near α titanium alloy. Acta Mater. 2017, 126, 372–382. [Google Scholar] [CrossRef]
- Hayat, M.D.; Singh, H.; He, Z.; Cao, P. Titanium metal matrix composites: An overview. Compos. Part A Appl. Sci. Manuf. 2019, 121, 418–438. [Google Scholar] [CrossRef]
- Ma, F.C.; Lu, W.J.; Qin, J.N.; Zhang, D. Strengthing mechanisms of carbon element in in situ TiC/Ti-1100 composites. J. Mater. Sci. 2006, 41, 5395–5398. [Google Scholar] [CrossRef]
- Yang, J.H.; Xiao, S.L.; Chen, Y.Y.; Xu, L.J.; Wang, X.P.; Tian, J.; Zhang, D.D.; Zheng, Z.Z. Microstructure evolution during forging deformation of (TiB + TiC + Y2O3)/α-Ti composite: DRX and globularization behavior. J. Alloy. Compd. 2020, 827, 154170. [Google Scholar] [CrossRef]
- Sen, I.; Tamirisakandala, S.; Miracle, D.; Ramamurty, U. Microstructural effects on the mechanical behavior of B-modified Ti-6Al-4V alloys. Acta Mater. 2007, 55, 4983–4993. [Google Scholar] [CrossRef]
- Chandravanshi, V.K.; Sarkar, R.; Kamat, S.V.; Nandy, T.K. Effect of boron on microstructure and mechanical properties of thermomechanically processed near alpha titanium alloy Ti-1100. J. Alloy. Compd. 2011, 509, 5506–5514. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Chown, L.H.; van der Merwe, J.W.; Alaneme, K.K. Hot working behaviour of experimental Ti-4.5Al-1V-3Fe alloy with initial lamellar microstructure. Int. J. Adv. Manuf. Technol. 2020, 106, 1901–1916. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Zhang, D.; Bermingham, M.J.; Lui, E.W.; Brandt, M.; StJohn, D.H.; Qian, M. Grain structure control during metal 3D printing by high-intensity ultrasound. Nat. Commun. 2020, 11, 142. [Google Scholar] [CrossRef] [PubMed]
- Nardone, V.C. Assessment of models used to predict the strength of discontinous silicon carbide reinforced aluminum alloys. Scr. Metall. 1987, 21, 1313–1318. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scr. Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | 600 °C | 650 °C | 700 °C | |||
|---|---|---|---|---|---|---|
| UTS (MPa) | Elongation (%) | UTS (MPa) | Elongation (%) | UTS (MPa) | Elongation (%) | |
| As-cast | 747.3 | 4.47 | 635.4 | 8.43 | 463.6 | 13.05 |
| HT1 | 797.6 | 5.02 | 649.2 | 10.62 | 462.1 | 15.15 |
| HT2 | 769.6 | 5.88 | 639.5 | 10.20 | 462.4 | 14.26 |
| HT3 | 751.1 | 6.53 | 637.4 | 9.26 | 459.5 | 13.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, D.; Dong, D.; Liu, L.; Wang, X.; Qi, J. Control of the Lamellar Structure and Analysis of Tensile Properties of TiC/Ti-6Al-3Sn-9Zr-1.5Mo Composite Produced by In Situ Casting Technique. Metals 2021, 11, 160. https://doi.org/10.3390/met11010160
Zhu D, Dong D, Liu L, Wang X, Qi J. Control of the Lamellar Structure and Analysis of Tensile Properties of TiC/Ti-6Al-3Sn-9Zr-1.5Mo Composite Produced by In Situ Casting Technique. Metals. 2021; 11(1):160. https://doi.org/10.3390/met11010160
Chicago/Turabian StyleZhu, Dongdong, Duo Dong, Li Liu, Xiaohong Wang, and Jiqiu Qi. 2021. "Control of the Lamellar Structure and Analysis of Tensile Properties of TiC/Ti-6Al-3Sn-9Zr-1.5Mo Composite Produced by In Situ Casting Technique" Metals 11, no. 1: 160. https://doi.org/10.3390/met11010160