A General Vision for Reduction of Energy Consumption and CO2 Emissions from the Steel Industry


Department of Chemical and Metallurgical Engineering, Aalto University School of Chemical Engineering, 02150 Espoo, Finland
Metals 2020, 10(9), 1117; https://doi.org/10.3390/met10091117
Submission received: 16 July 2020
/
Revised: 14 August 2020
/
Accepted: 16 August 2020
/
Published: 19 August 2020
(This article belongs to the Special Issue Challenges and Prospects of Steelmaking Towards the Year 2050)
Abstract
:The 2018 IPCC (The Intergovernmental Panel on Climate Change’s) report defined the goal to limit global warming to 1.5 °C by 2050. This will require “rapid and far-reaching transitions in land, energy, industry, buildings, transport, and cities”. The challenge falls on all sectors, especially energy production and industry. In this regard, the recent progress and future challenges of greenhouse gas emissions and energy supply are first briefly introduced. Then, the current situation of the steel industry is presented. Steel production is predicted to grow by 25–30% by 2050. The dominant iron-making route, blast furnace (BF), especially, is an energy-intensive process based on fossil fuel consumption; the steel sector is thus responsible for about 7% of all anthropogenic CO2 emissions. In order to take up the 2050 challenge, emissions should see significant cuts. Correspondingly, specific emissions (t CO2/t steel) should be radically decreased. Several large research programs in big steelmaking countries and the EU have been carried out over the last 10–15 years or are ongoing. All plausible measures to decrease CO2 emissions were explored here based on the published literature. The essential results are discussed and concluded. The specific emissions of “world steel” are currently at 1.8 t CO2/t steel. Improved energy efficiency by modernizing plants and adopting best available technologies in all process stages could decrease the emissions by 15–20%. Further reductions towards 1.0 t CO2/t steel level are achievable via novel technologies like top gas recycling in BF, oxygen BF, and maximal replacement of coke by biomass. These processes are, however, waiting for substantive industrialization. Generally, substituting hydrogen for carbon in reductants and fuels like natural gas and coke gas can decrease CO2 emissions remarkably. The same holds for direct reduction processes (DR), which have spread recently, exceeding 100 Mt annual capacity. More radical cut is possible via CO2 capture and storage (CCS). The technology is well-known in the oil industry; and potential applications in other sectors, including the steel industry, are being explored. While this might be a real solution in propitious circumstances, it is hardly universally applicable in the long run. More auspicious is the concept that aims at utilizing captured carbon in the production of chemicals, food, or fuels e.g., methanol (CCU, CCUS). The basic idea is smart, but in the early phase of its application, the high energy-consumption and costs are disincentives. The potential of hydrogen as a fuel and reductant is well-known, but it has a supporting role in iron metallurgy. In the current fight against climate warming, H2 has come into the “limelight” as a reductant, fuel, and energy storage. The hydrogen economy concept contains both production, storage, distribution, and uses. In ironmaking, several research programs have been launched for hydrogen production and reduction of iron oxides. Another global trend is the transfer from fossil fuel to electricity. “Green” electricity generation and hydrogen will be firmly linked together. The electrification of steel production is emphasized upon in this paper as the recycled scrap is estimated to grow from the 30% level to 50% by 2050. Finally, in this review, all means to reduce specific CO2 emissions have been summarized. By thorough modernization of production facilities and energy systems and by adopting new pioneering methods, “world steel” could reach the level of 0.4–0.5 t CO2/t steel and thus reduce two-thirds of current annual emissions.
1. Global Challenge of Climate Warming and Its Rationale
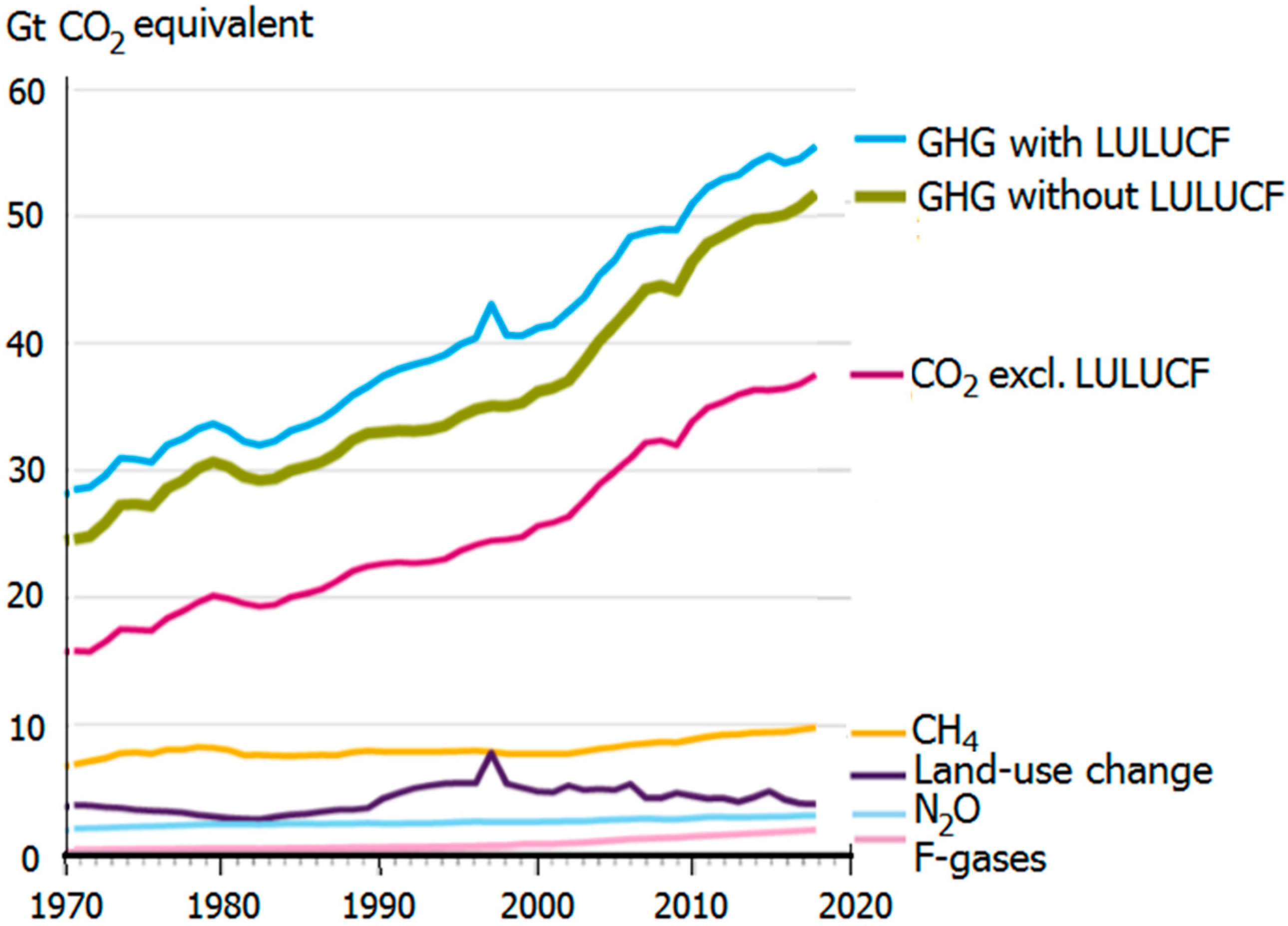
Climate change is indisputable. The Intergovernmental Panel on Climate Change’s (IPCC) Fifth Assessment Report concluded that, “It is extremely likely that human influence has been the dominant cause of the observed warming since the mid-20th century” [1]. The main culprit is anthropogenic greenhouse gas (GHG) emissions, which have doubled since 1970 due to the rapid population growth, expanded industrialization, and increase in standard of living. The observed growth can be seen in Figure 1 [2]. The scale in the figure is in Gt CO2 equivalent per year. Carbon dioxide is the most important GHG; its emissions are currently at 37 Gt/year. CO2 content in the atmosphere increased from 300 ppm in 1950 to the current 410 ppm [3]. Additionally, there are other greenhouse gases that are more potent, albeit in lesser amounts. Methane CH4 is the most significant, followed by NOx, and F-bearing gases. The total equivalent GHG emissions are estimated at about 52 Gt/year and 56 Gt/year when land-use, land-use change, and forestry (LULUCF) are taken into consideration.
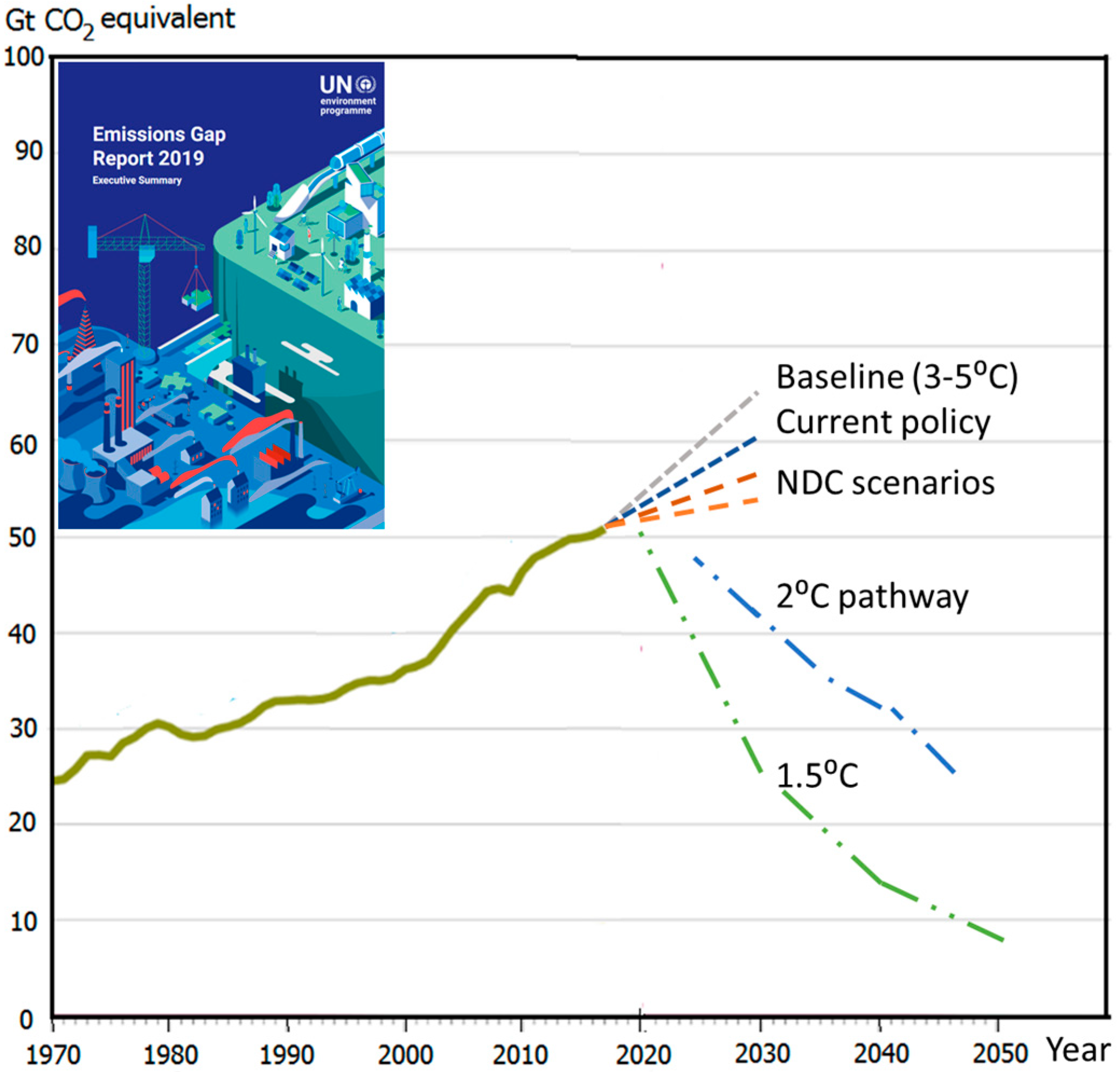
The recent course of GHG emissions indicate rapid climate warming, 3–5 °C by 2100 (Figure 2). The United Nations’ Intergovernmental Panel on Climate Change (IPCC) has stated that CO2 concentration must be stabilized at 450 ppm to have a fair chance at avoiding global warming above 2 °C, which was set as a limit at the COP 21/CMP 11 Conference in Paris, December 2015 [1]. Later, this target was brought down to 1.5 °C at the COP 24 meeting in 2018 [4]. In Figure 2, feasible future scenarios are shown, together with the last 50 years’ history of equivalent CO2 emissions. Current policies or nationally determined contributions (NDC) are not effective, and more radical actions are needed. The 2 °C pathway means a roughly 50% cut in emissions by 2050, and the 1.5 °C target indicates an 80% cut, respectively.
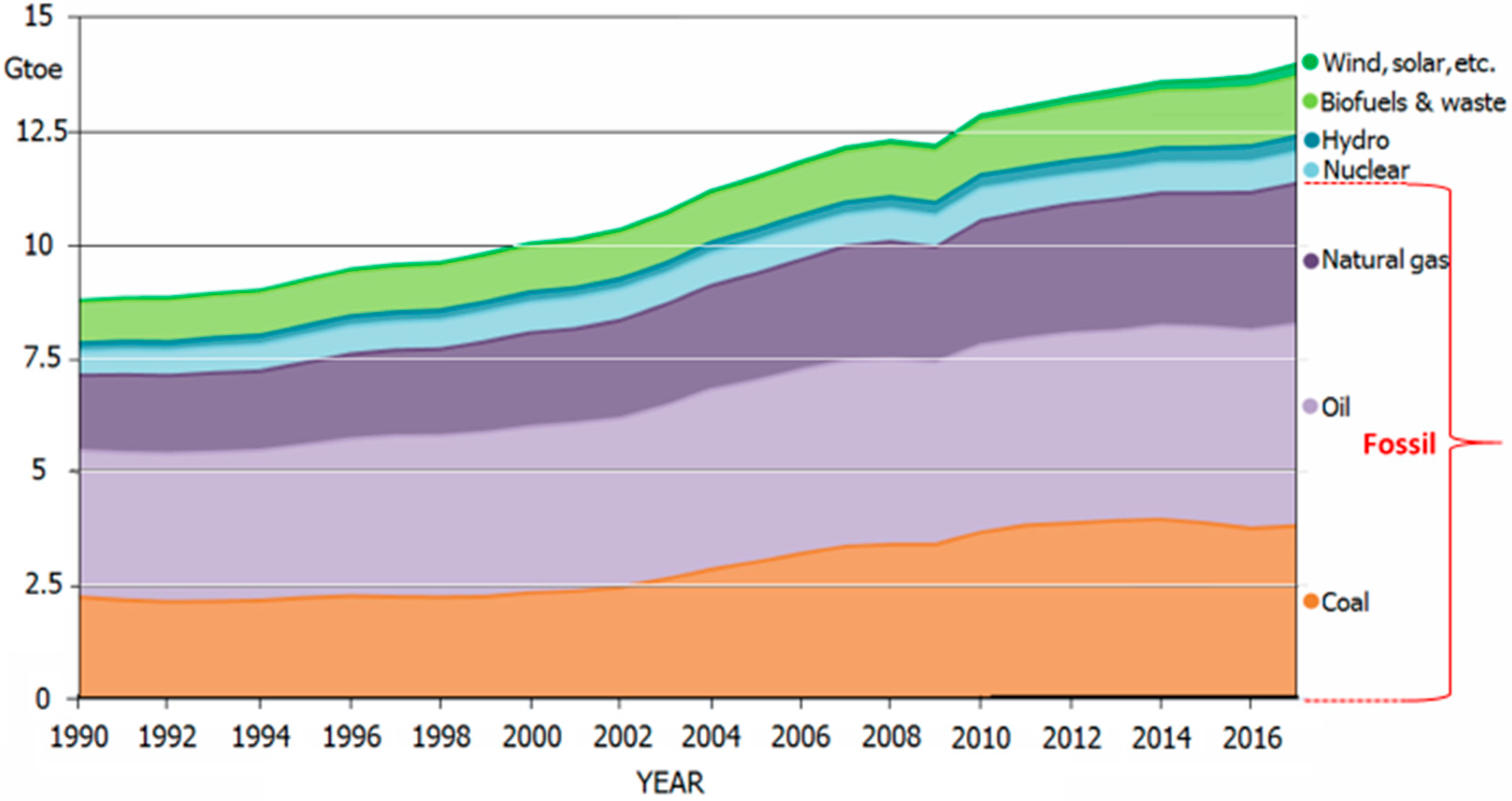
The key question is: how can we stop the growth of CO2 emissions and drastically lower the curve in the 2020s? The primary fault lies in fossil fuel being a major source of energy. Although renewable energy has gained publicity since the 1990s, its role is still minor—about 14% of all energy supply, whereas fossil energy represents 81% (Figure 3). The remaining 5% is nuclear power. For electricity generation, the corresponding percentage contribution is 26/63/11 for renewables, fossil, and nuclear energy, respectively [4,5].
2. Progress of the Steel Industry and its Role in Energy Consumption and CO2 Emissions
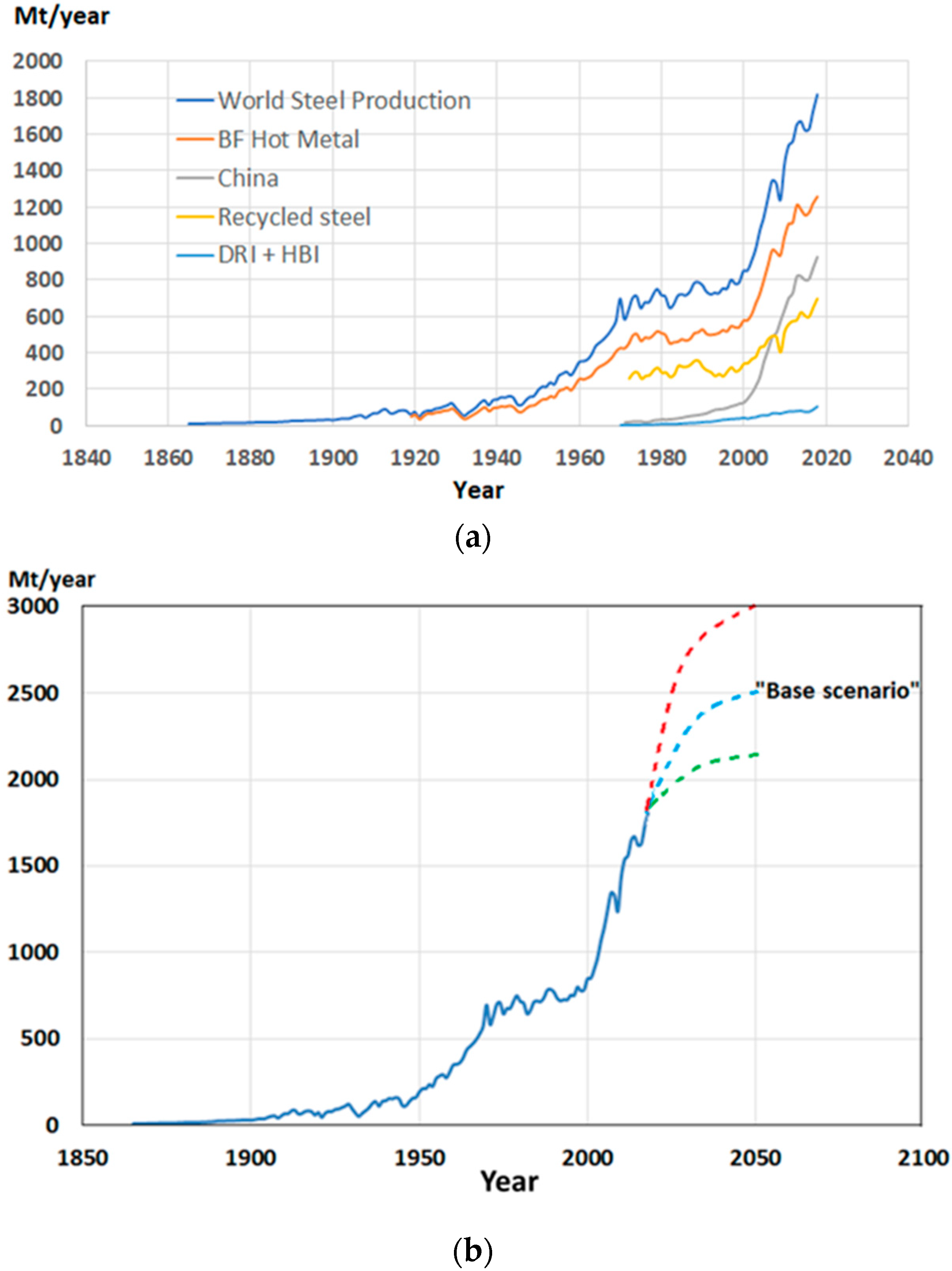
The overall progress of world steel production over the last 150 years is shown in Figure 4a [6]. In the early 19th century, the world annual steel production was only a few million tons. After the breakthrough of new technologies, converter processes, and open hearths, production increased and exceeded 30 Mt in 1900. In 1927, steel production reached 100 Mt and 200 Mt in 1951. The next 30 years after the II World War was a period of “new industrial revolution” with innovative novel processes. Extensive investments were made in the steel industry, with Japan, Soviet Union, United States, and South Korea in the vanguard. The annual steel production reached 700 Mt in the 1970s (record 749 Mt in 1979). The growth then stagnated due to economic crises and political changes until the turn of the millennium, when it reached 850 Mt in 2000. This was the overture to the “boom” with China in the forefront. Since then, the world production has doubled and the record so far is 1,869 Mt, attained in 2019 [6]. China´s share is over 50%. Today, China´s domestic steel demand has reached an “established level” and eventual growth is directed towards export. Meanwhile, India has strongly increased steel production and has risen to second place with 111 Mt/2019. It is plausible that in the near future, the consumption in developing countries will grow. Earlier scenarios predicted continuous growth up to 3000 Mt/year in 2050. Owing to the recession period, the stabilization in China, and the newest goals of “stop climate change”, the current scenarios are more conservative and an estimate of 2500 Mt in 2050 can be considered realistic [7,8]. Future scenarios until 2050 are sketched accordingly in Figure 4b.
Figure 4a also shows the amounts of main raw material of steel: blast furnace hot metal (BFHM), recycled steel (RS), and direct reduced iron (DRI + HBI). Of these, BFHM is mainly charged into converters to make steel, whereas RS and DRI go into electric furnaces. In 2018, 72% of crude steel came from converter processes based on BF hot metal. Electric furnaces produced 27.6%, utilizing recycled steel scrap as the main iron source, with a minor share of direct reduced iron. The balance 0.4% was produced in open hearths, which is currently a declining technique [6].
Ironmaking is an extremely energy-intensive process, utilizing coal as the main primary energy source. The steel production was responsible for 7–9% of direct emissions from the global use of fossil fuel [9]. The specific emission was estimated at 1.85 t CO2/t steel, corresponding to 3.3 Gt CO2 in a year at the production rate of 1.8 Gt/a. The predicted growth of steel demand/production by the year 2050 was discussed afore as ending in 2.5 Gt/a (Figure 4b). The “current policy” would lead to annual emission of 4.5–5 Gt CO2, which would be a disaster, as it is insufficient to stop the growth; therefore, we must radically cut emissions. By tracking the “2 °C pathway”, the emissions could be halved and the “1.5 °C pathway” could mean reduction by 80% [3]. In proportion to the steel industry, total emissions should be reduced to 1.5–0.75 Gt CO2/a, corresponding to specific CO2 emissions of 0.6 − 0.3 t CO2/t steel. The fall from 1.85 t CO2/t steel is, thus, dramatic. A pertinent question follows: By what means can we attain this level by 2050?
The author of this paper examined this problem in 2011 by analyzing production practices in different countries; comparing them with BAT (Best Available Technology) values; estimating emissions from different energy sources (including electricity); and studying the potential of energy-saving actions, and low-carbon and carbon-free innovative technologies [10]. The present contribution, although based on previous studies [10,11], is an updated, generalized version, taking into account the extensive recent developments and numerous works of literature.
3. Review of Means to Cut CO2 Emissions from the Steel Industry
We have identified several key factors that make it possible to reduce CO2 emissions from steel production. Some of them are incremental improvements in current processes, whereas the others can be regarded as radical breakthrough technologies for iron/steel making or energy supply/usage. Both incremental and radical improvements are useful and necessary to be implemented due to the huge scale and inertia for change as well as the urgent schedule of having only few decades to achieve the set goal.
3.1. Improving Energy Efficiency
The first key factor is to improve the energy efficiency of current processes—the fastest way to stop the growth of emissions at a moderate cost. A previous comprehensive study by IEA/OECD analyzed steel industries in different countries and showed an energy-saving potential of 4.1 GJ/t steel (corresponding to 20% reduction from the current world average) [12]. The saving potential varied from 1.4 to 8.7 GJ/t in different countries, with the largest savings slated for China, Ukraine, Russia, India, and Brazil. China has made big efforts and decreased its specific energy consumption by 15% from 2006 to 2017 [13]. The total energy consumption or intensity in BF-BOF steel production varied in different countries from 19 to 26 GJ/t crude steel in a recent, rather inclusive benchmarking [14]. Despite great advancements by the world steel industry, energy consumption can still be reduced by 10–15% on average to meet the BAT values by applying best available technologies [15,16]. Even bigger deduction of CO2 emissions is possible by transfer to low-carbon energy sources.
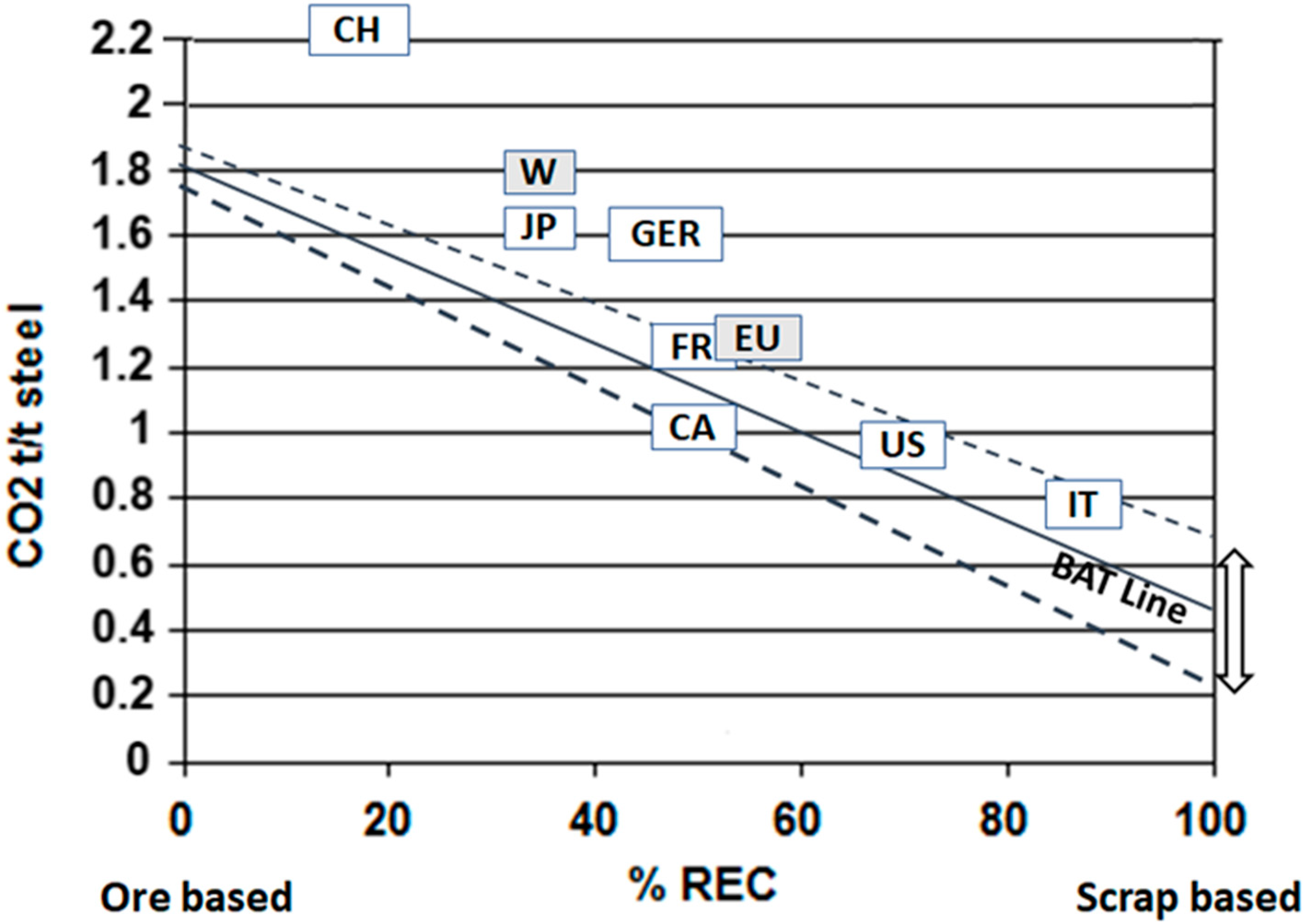
Any comparison of energy efficiency between different countries or even steel plants is not fair if the boundary conditions (raw materials, energy sources, processes, products etc.) are different. For such comparisons and evaluation of any kind of process changes, it has proved illustrative to set the different process routes (ore-based and scrap-based steel production) at the ends of the x-axis and to examine the specific energy consumption (GJ/t steel) against the recycling ratio, defined as percentage of scrap from total Fe input [10,11]. Correspondingly, the specific CO2 emissions (t CO2/t steel) can be presented as in Figure 5. The % REC means percentage of recycled steel i.e., scrap. The case % REC = 0 corresponds to 100% ore-based BF–BOF (or in the case of smelting reduction SRF–BOF) route steel production. On the other hand, % REC = 100 means 100% recycled steel (scrap) based production i.e., the EAF route. The direct reduction process (DRI production) cannot be put in a diagram on its own, but the melting stage in EAF, normally with some scrap, must be included. Then, the position on the x-axis depends on the scrap/DRI ratio used in the EAF. This kind of representation is apt, e.g., for comparison of the state of the steel industry in different countries as well as evaluation of new development steps. In Figure 5, the present level is outlined. The full BAT line was drawn based on rather conservative data by Worrell et al. [16]. The BAT Line Range was outlined based on different CO2 emissions from electricity generation, the low line referring to low emission electricity (hydro/nuclear power) and the high line permitting coal/oil/gas as primary energy. In this scale, the current position of “world steel” W is at 1.8 t CO2/t steel vs. 35% REC [9]. The % REC value takes account of the usage of scrap in BOFs. Hence % REC is notably higher than the percentage of EAF production (see e.g., China). Further, Japan, the European Union, Germany, France, Canada, the United States, and Italy were evaluated in Figure [13,14,17,18,19,20]. The drop in overall world average from 1.8 t CO2/t steel to the BAT level would mean a reduction by 15–20%. This could be achieved by modernizing plants, adopting best available technologies, and closing old-fashioned units in China and other countries—i.e., a certain “low-carbon retrofit”.
The positions of world, EU, and different countries in Figure 5 are only an approximate, as both the published CO2 emissions and estimated % REC values were not necessarily based on equivalent premises. As remarked before, the % REC also rules in the scrap used in converters, whereas DRI is counted as “ore-based” iron raw material. A position in relation to the BAT line relates to the technology level but can also incorporate other factors. For instance, Canada’s outstanding position is partly owing to the substantial share of natural gas as the primary energy source. In contrast, Germany´s relatively high value is a result of the big role of coal in ironmaking as well as in electricity generation. Generally, in cases with high EAF share, electricity generation emissions have a strong influence, illustrated by the expanding BAT range.
3.2. Potential Means to Mitigate CO2 Emissions in Ore-Based Production by Improving and Modifying Current Technology
Numerous R&D programs and projects have been carried out over the last 10-15 years or are on-going. The European ULCOS program, COURSE50 in Japan, the POSCO program in Korea, the Australian CO2 Breakthrough Program (CO2BTP, ISP), and the AISI CO2 Breakthrough Program in North America as renowned examples [21,22,23,24,25,26,27,28,29,30]. In addition, comparable projects have been reported in China, India, and Taiwan [13,17,31,32,33,34]. Without going into details of the programs, the main improvements that could have a potential influence on the reduction of CO2 emissions are summarized below:
- Transfer to coke dry quenching in coke making (CDQ)
- Production of high strength coke to better utilize hydrogen reduction in BF
- Top-pressure Recovery Turbine (TRT) technology in BFs and dry dedusting systems for BFG and BOFG (blast furnace and converter off-gases)
- Incorporation of oxygen enrichment technology in hot stoves
- Integrated optimized usage of off-gases in-plant, for electricity generation and district heating
- Top gas recycling in oxygen blast furnace (TGR-OBF)
- Enhanced utilization of unused steel plant waste heat (off-gases from sintering, coke plant, hot stoves, converters, reheating furnaces, etc.)
- Heat recovery from slags
The applicability of these technologies has been tested at least in pilot scale, and some represent well-established technologies (e.g., CDQ, TRT). By nature, technical improvements result in energy saving, thus indirectly reducing CO2 emissions. The influences are proportionately minor, but significant on a global scale. Integrated systems with heat recovery, optimized internal recycling, substitution of air with oxygen; and actions that increase the role of hydrogen as a fuel and reductant are powerful.
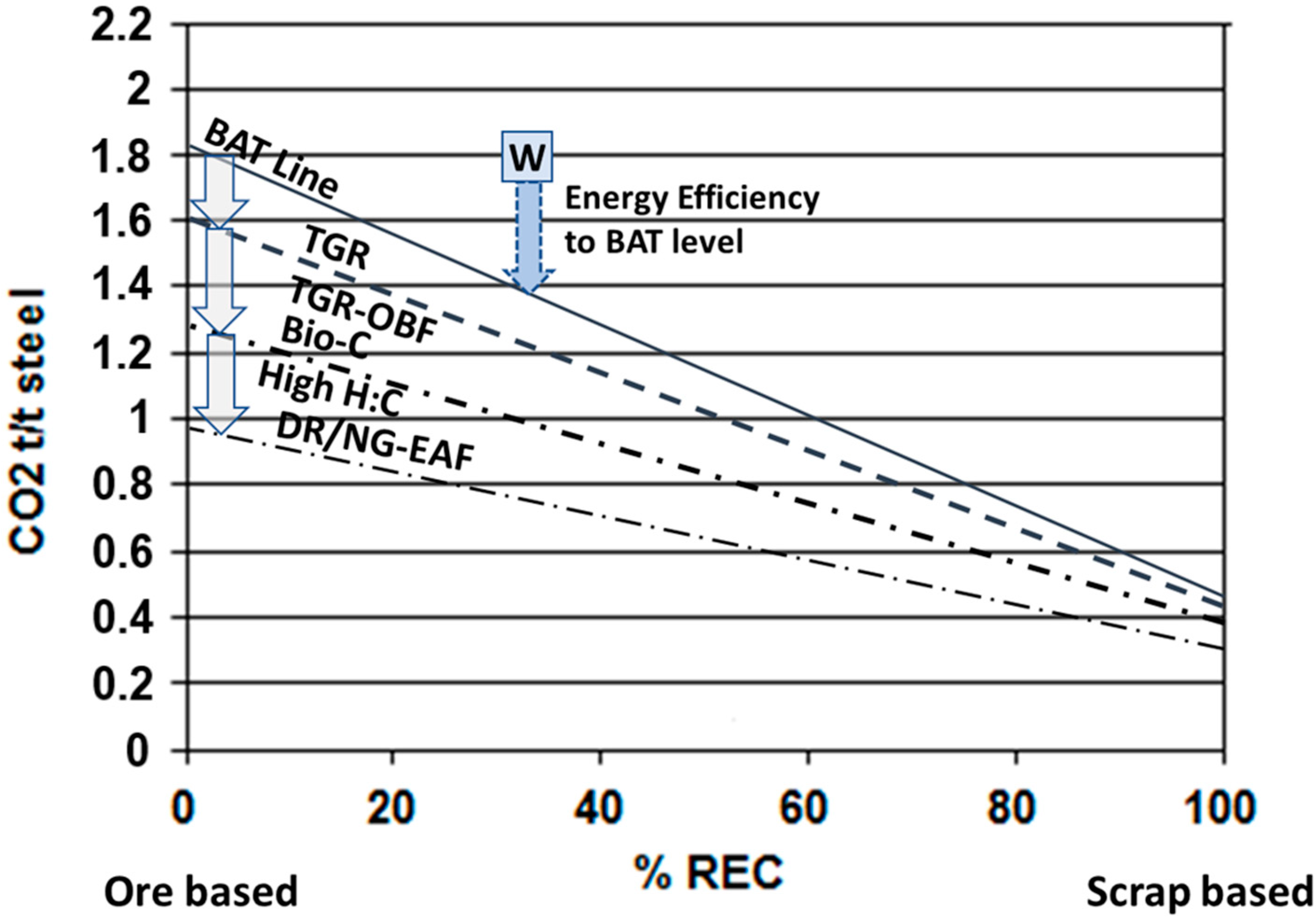
Top gas recycling, combined with an oxygen blast furnace (TGR-OBF), was a central concept in the European ULCOS program [21,22,23]. The idea was presented in the early 1970s [35], but proved to cause big changes in gas flow, heat distribution, and reaction zones, compared to air or O2-enriched conventional (max. 30% O2) furnaces. Coupling with top gas recycling seemed to solve these problems by increasing the blast gas volume—a part of the top gas is recycled back to the furnace to utilize its CO and H2 as reducing agents and fuel. In order to enable rational recycling, the CO2 (and H2O) in the recycled top gas must be removed (CCS). With a small amount of inert gas N2, the blast temperature can be decreased, which means savings in hot stoves. The reduction in CO2 emissions was estimated to be in the range of 10–25% [22] (Figure 6). However, the TGR-OBF-CCS technology is relatively complicated, electricity consumption increases, and less electric power can be generated [27,36,37,38]. An industrial TGR-OBF installation was put into operation in Anshan, China, in 2012 [39].
In conventional ironmaking, hydrogen is retained in the background in BFs, as the volatile hydrogen-rich matter in the coal-to-coke process is removed in coke oven gas (COG), which is an important heat source and energy storage in an integrated steel plant. Interest in co-injection of COG in BFs has recently increased [24,25,26]. COG decreases coke consumption and CO2 emissions in BF, whilst also cutting off a bit of the total energy supply of the integrate, which then must be replaced by another energy source. Another efficient way to decrease coke consumption is by powdered coal injection (PCI) through BF tuyeres. This idea dates back to the early 1980s when it was first put into operation in Japan as a substitute for oil that had increased in price [40]. PCI is now a common practice—up to 30% coke can be replaced; higher amounts are possible, but for smooth operation of the BF process, the properties of coke are extremely critical. Replacement of coke with coal decreases the flame temperature, the effect of which is compensated by oxygen enrichment in the hot blast. Generally, the replacement ratio of typical coke-substitutes (kg coke/kg substitute) is less than 1.0 (typically in the range of 0.7–0.9). At high injection rates, the ratio tends to decrease, which means an increase in total energy consumption and hence a positive effect on CO2 emissions is lost. Instead of coal powder, other powdered materials can be used e.g., waste plastics, char, sawdust, and other biomasses, providing sufficiently high energy content and low impurity. Waste plastic injection was started in Bremen in 1995 [41] and has become a common practice in Japan as well.
A reawakened trend is to introduce “renewable biomaterials” as a solution to the problem of global CO2 emissions. Since 2000, several extensive studies on the potential of wood as a substitute for fossil energy in iron and steel production have been conducted e.g., [42,43,44,45,46]. The main interest has been in countries with a high percentage of forests and strong tradition of the wood industry, or countries with high potential for wood plantation (for example, Finland, Sweden, Australia, Brazil). Possible sources of charcoal could be both waste wood from harvesting and industries and large-scale wood plantation, which has been in industrial use in Brazil for pig iron and ferroalloys production since the 1970s [47,48]. Charcoal is made of planted eucalyptus wood by pyrolysis. Pig iron is produced in mini blast furnaces, where 100% charcoal operation is possible. The overall coke/charcoal ratio in Brazilian pig iron is about 80/20. In big BFs, a certain amount, approximately 250 kg coke/t HM, is necessary for smooth operation of the high shaft reactor with complex chemical reactions, counter-current solid-liquid/gas flows, and heat transfer phenomena. Except for substituting charcoal for coal injection and nut coke in BF top charging, it can be used in sintering, as a carbon carrier in EAFs, ladle metallurgy etc. Charcoal is an excellent material owing to its chemical purity and high heat value compared with coal. In addition, the carbon in biomasses ends up in the atmosphere as CO2, but can be compensated by planting new trees, which then bind CO2 from the atmosphere and liberate O2 via photosynthesis. The whole cycle is not emission-free, as both the plantation and usage with preparation processes need energy and produce emissions. In Figure 6, the maximal potential of biomass on CO2 emissions was estimated as being 40%. In reality, any substantial deployment is limited to countries and areas where the circumstances are favorable for massive, ecologically reasonable biomass production. On a global scale, socio-economic issues, land use, requirements for food production, etc. restrict any extensive ‘renaissance’ of charcoal blast furnaces. We remember how the early history of ironmaking was based on charcoal and this was a cogent reason why forests disappeared widely in Great Britain and the European continent in the Middle and New Ages by the end of 1800, when the use of coke emerged and created preconditions for the ‘steel revolution’ [49]. The dominance of coke has lasted for over 200 years but is now ending and novel remedies must be discovered. The ‘return of biomass’ can be a reasonable supplementary recourse for the steel industry in restricted regions/circumstances, provided that the production is ecological, low-emitting, and economical, wherein carbon-tax is decisive.
3.3. Potential Means to Reduce Emissions by CO2 Capturing and Storage as well as Utilization
The idea of capturing CO2 is well-known and has been proven since the 1930s to purify natural gas, hydrogen, and other gas streams on an industrial scale. In 1972, the first commercial-scale operations were performed to inject captured CO2 into underground storage [50]. CO2 capture and storage has now become a well-established practice in oil and gas production, led by the U.S. and followed by several oil-producing countries. During the last decades, the interest in the applications of this procedure has extended to energy production, cement, and chemical and metallurgical industries. Different techniques have been investigated and developed to capture CO2: chemical absorption (amines like MEA), physical absorption (PSA), or membrane or cryogenic distillation-based separation process. Numerous technologies are under development, in pilot scale or close to demo level. The capacity of projects currently operating or under construction is about 40 Mt CO2 per annum [50]. The IEA’s World Energy Outlook 2019 presents a scenario wherein CO2 capture, utilization, and storage (CCUS) could provide 9% of the cumulative emissions reduction between now and 2050 [51]. The annual capture was calculated as 2.8 Gt CO2. On the other hand, estimates by the IPCC of the amount of CO2 that must be stored using CCS are much higher—around 5 to 10 Gt/a by 2050—in order to limit global warming to 1.5 °C [52]. As for the technical realization, the most common course is geological sequestration, generally connected to oil and gas fields, when oil recovery can be notably increased by pumping CO2 into the empty wells (enhanced oil recovery EOR). This improves the combination economy, but at the same time tends to accelerate the use of fossil energy with a negative impact on climate warming. The storage capacity of the empty wells is limited, and more capacity has been traced in appropriate geological formations. Rough estimates of the disposable “saturation” capacity ranges in hundreds of years. Nonetheless, CCS cannot be a long-term solution to the climate problem, but only a temporary mitigation method. A better sustainable way is mineral sequestration, in which CO2 is exposed to react with suitable minerals (Mg, Ca-silicates, serpentines etc.) to form stable carbonates [53,54]. When mineralization is performed in situ, the CO2 must be separated from the off gas and transported to the mine for the mineralization process. At the plant site, mineralization can be performed directly from the off gas. In such cases, it is reasonable to make mineralization e.g., by using steelmaking slags [54,55,56]. Altogether, the entire process of CCS consumes a remarkable amount of energy, although less-energy consuming methods for CO2 capture are under development [50].
Principally, a better method might be carbon capture combined with carbon utilization, CCU. One method is the aforementioned EOR use, but more genuine are applications where CO2 is used as an input to the production of value-added products, resulting in real emissions decrease, as the gas is permanently stored. Traditionally, CO2 is used in beverage production, metal welding, cooling, and fire suppression. In those applications, captured CO2 is used to replace CO2 specially made for that purpose. An example of ‘true GHG use’ is in horticulture, where the greenhouse atmosphere is enriched with CO2 to accelerate photosynthesis and growth rate. The captured CO2 can then displace the gas produced from fossil origin for that purpose. Another example is saline algae cultivation, which could utilize and bind CO2 and produce raw materials for various bioproducts [57]. Captured CO2 is already in use for natural gas processing and urea fertilizer production [50]. According to a new ‘waste-to-energy’ concept, CO2 should be converted into hydrocarbons and then into liquid or gaseous fuel whenever it displaces a product of fossil fuel origin, chemicals, plastics, and building materials. In different industrial sectors, there are numerous, potential uses for captured CO2 [58]. The estimated amounts of possible reuse of CO2 in different applications vary from tens to hundreds of millions, eventually billions of tons per year. Although these are big quantities, CCU will not be a true solution to CO2 emissions but only a complementary, short-term way. Further research in the field to develop competitive processes and products, as also emphasized in the reports by the Global CCS Institute and IEA [50,52], is important.
The review above concerns the general status of CCS, CCU, and their combination CCUS. With regard to iron and steel production, CO2 capture has been examined widely and tested but not yet widely deployed. Different techniques have been scrutinized to capture CO2 from blast furnace gas by applying chemical absorption or physical absorption/adsorption [21,22,25,31,37,38,39,59,60,61,62]. In addition, CO2 capture from the “end of pipe” off-gas of the whole plant has been examined. In general, these capture techniques require a lot of energy. Therefore, an essential objective is to reduce energy consumption in CCUS. Potential means are, for example, to utilize sensible heat of slags by applying a high-efficiency heat exchanger. For that purpose, process gases coming from the coke plant, blast furnace (BF), and basic oxygen furnace (BOF) containing CO2, CO, CH4, and H2 can be recovered [27,60]. A potential ‘waste-to-energy’ technology is gas fermentation, which uses works arising gases (WAGs) to produce ethanol. LanzaTech in Illinois U.S. has developed a microbial bioreactor system capable of direct gas fermentation to produce ethanol from carbon-containing gases like integrated iron and steel plant off-gases [63,64]. A demonstration scale plant has been in operation in Shougang China since 2018, and a bigger demonstration plant with an estimated capacity of 64,000 tons ethanol/year is under construction at Arcelor Mittal Ghent, Belgium [64]. This STEELANOL project is supported by the EC Horizon2020 program [65]. Comparable polygeneration concepts involving biomass used in a steel plant and utilization of off gases to methanol production, district heat, and electricity have been proposed e.g., in [66,67].
3.4. Hydrogen Economy—Definitive Solution Toward Carbon Neutral Society?
The actions discussed above to improve or modify the current BF-based ironmaking technology can reduce CO2 emissions maximally by 50%, i.e., to the specific emission level of 1000 kg CO2/1ton steel. In the global overall context, this is not enough; a more radical leap is vital. The wide-ranging use of hydrogen as a substitute for coal/coke is a potential solution, both in ironmaking and in energy use, transportation, heating etc. [68,69,70,71,72]. As hydrogen is not a natural resource like coal, it must be first produced. The main technologies to produce hydrogen are based on steam reforming of natural gas or oil, which produce approximately 95% of the current global H2 production (≈70 Mt/y) [70]. This hydrogen is, by no means, carbon-free and is called “grey hydrogen”. In addition to the reformed hydrogen, roughly 50 Mt/y H2 is used in mixed gases e.g., for direct reduction of iron (DRI) as well as in BFs [69]. In order to produce low-carbon hydrogen through natural gas/oil reforming or coal gasification, CCS must be adopted (“blue H2”). These technologies are well-established on an industrial scale; future development should include indispensable infrastructure for transmission, storage, and distribution, which will greatly facilitate the emerging hydrogen economy. Instead of fossil-derived hydrogen, the so-called bio-hydrogen is in the spotlight. Various agricultural and industrial residues and municipal wastes are possible raw materials for hydrogen production. Both thermochemical methods and biochemical processes (based on algae, fermentation) have been investigated [71,72]. Additionally, hydrogen production via water electrolysis at room temperature or high temperature (solid oxide electrolyte cell, SOEC) [69] is a well-known principle with different technologies. Combination of SOEC with SOFC (solid oxide fuel cell) might be a true promoter of the development by involving means of energy production, storage, and usage. Hydrogen produced via these technologies as well as bio-hydrogen can be called “green”, providing the electric energy is fossil-free.
Along the same lines, the impact of hydrogen on CO2 emissions from iron and steel production depends greatly on the “purity” of hydrogen, the treatment of the accompanying CO2 (CCS, CCU), and the carbon footprint of the electricity (grid), which is used in all the stages—from raw materials and energy to final steel. The lowest line in Figure 6 starting from 1000 kg CO2/t steel describes the current best technology using DR + scrap and average electricity. By moving to “pure” H2 and “green” electricity, the emissions decrease, both on the primary “ore-based” side and on the secondary “recycled” steel side, as will be discussed later in Paragraph 4. The first industrial scale trials with hydrogen reduction were in the 1950s when the H-iron process was introduced [73]. The idea was to produce fine Fe powder in a fluidized bed at temperatures below 500 °C. Several processes were developed based on the fluidized bed principle and the exclusion of the agglomeration process of iron ore fines as the driving force, but with scant success. For high productivity and metallization, reduction should be made at higher temperatures, which, however, resulted in “sticking” when metallic iron was formed. This is a problem well known since the 1950s; a current publication summarized its phenomena and mechanisms [74]. Among the numerous fluidized bed attempts, the Circored process is still in an active state. It was developed for reformed natural gas but was proved for pure hydrogen as well [75]. Another method for reduction of fine iron ore concentrates is Flash Ironmaking Technology (FIT), developed at the University of Utah by Prof. H-Y. Sohn and his group [30,76,77]. This innovative alternate ironmaking process utilizes a flash reactor, well-known in non-ferrous smelting for Cu and Ni sulfides. The FIT reactor can be operated with different reductant gases, hydrogen or natural gas, and possibly bio/coal gas or a combination. There is an article on the subject in this issue [30]. Overall, just as conventional ironmaking is based on a shaft furnace reactor (BF), the direct reduction takes place in shaft furnaces using natural gas (Midrex, Energiron). This also concerns hydrogen reduction. The European research program ULCOS began in 2004 and had several projects on the application of hydrogen in iron and steel production [21,78,79,80]. The development work has continued in several projects aiming at pilot and industrial scale installations. The H2FUTURE project in Austria will prove the PEM electrolyzer for hydrogen production [81], the GrInHy2.0 project in Salzgitter Germany strives to utilize steam from industrial waste heat in SOEC for hydrogen production [82], and the HYBRIT project aims at the development of a fully fossil-free steel production chain [83,84]. HYBRIT (Hydrogen Breakthrough Ironmaking Technology) is a Nordic endeavor with backing from three companies, LKAB (iron ore mining and pelletizing), SSAB (steel manufacturer), and Vattenfall (power utility). The project was launched in 2016 and will continue with pilot reduction trials and hydrogen production and storage until 2025; it will proceed to demonstration plants and industrial scale transformation in 2025-40 and fossil-free production as the final goal in 2045 [85]. The influence of hydrogen deployment on CO2 emissions are discussed later with respect to the summary part, Paragraph 4.
3.5. Clean Electricity—The Major Energy Form in the Future
As noted before, different ways to generate electricity cause very different CO2 emissions. Consequently, the influence on total emissions can be substantial, depending on the share of electricity in iron and steel production. The impact is determined in EAF steelmaking, noteworthy in reduction processes, and will be critical in transition to hydrogen reduction, including H2 production (steam reforming, electrolysis, etc.). In a power station with coal as the primary energy source, specific CO2 emissions can be over 1000 g CO2/kWh (mean value 820 g CO2/kWh), whereas in a modern gas power station, the corresponding figure is below 500 g CO2/kWh (Table 1). Direct emissions from biomass combustion are relatively high, but a modern dedicated biomass-fired CHP system has much lower emissions. All types of fuel-fired power stations can be reformed to low-emitting units (≤200 g CO2/kWh) by CO2 capturing (CCS). However truly low, almost zero emissions, can be attained only via non-fossil/renewable technologies, solar, wind, nuclear, and hydro power stations, where the emissions are in the range of 10–50 g CO2/kWh (Table 1) [86,87].
Another way of tracking the general global progress is to examine the CO2 emissions of national electrical grids i.e., emissions per generated kWh in different countries. China is the biggest steel producer and used to have quite high emissions from coal power stations; however, with modernization, the figure fell to 620 g CO2/kWh in 2017 [88,89,90]. India, the second-biggest steel producer had 723 g CO2/kWh, followed by Japan (492 g CO2/kWh), U.S.A (420 g CO2/kWh), and the EU (282 g CO2/kWh). The world overall electricity generation emitted 484 g CO2/kWh on average. The recent progress has been mildly positive i.e., decreasing, although on the global level, the reduction has been only 10% in 30 years, whereas the demand has more than doubled [89]. Hence, a real radical decline must be reached for. By adopting technologies that utilize non-fossil or renewable primary energy, grid emissions can go an order of magnitude lower. Nordic countries are examples of “green electricity”; Finland, Norway and Sweden reported 83, 19, and 9 g CO2/kWh for their national grids in 2017 [88]. As a final comment to the reader: the values in the selected studies are comparable with each other, but not necessarily with other studies/references. There are several reasons for this: the calculation methods and system boundaries can vary; sometimes, only “direct” emissions are counted, instead of total “life-cycle” emissions, etc.
3.6. Increasing Recycling—A Key Factor in Overall Reduction of CO2 Emissions
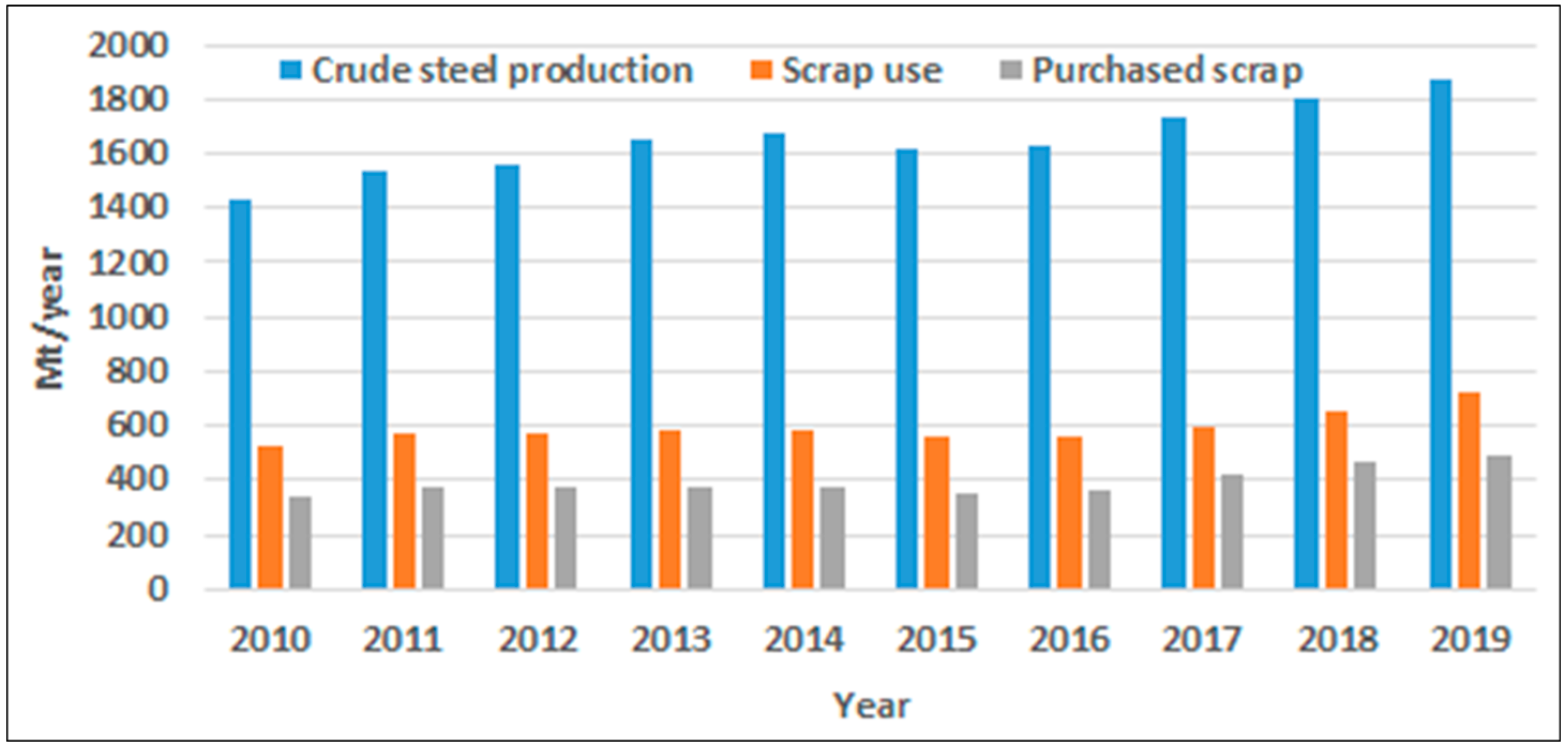
Reduce, reuse, remanufacture, and recycle is a current trend and necessity, which has seen a breakthrough during the last few decennia. Less waste and the reduced need to utilize primary, virgin resources are the main goals. Recycling concerns both short- and long-lived materials. In history, recycling of steel was extremely valued throughout the Iron Age before industrialization. Because steel was a rare and expensive material, village blacksmiths used to store disused steel articles to remanufacture second-hand products, in archaic words, “beat swords into ploughshares”. When steel became a mass product, its price fell and remanufacturing almost disappeared. However, collection of scrap and delivery to steel plants has been duly organized for long in industrialized countries. The recycling rate is moderate, and nowadays vigorously increasing e.g., by recovering rebar steel from concrete of demolished buildings. A major part of purchase scrap is used in electric arc furnaces, and a smaller share in converters as a coolant, typically 15–25% of the iron charge, which includes a significant share of the internal plant scrap as reverts from different process stages. Until the turn of the millennium, the global share of EAF was smoothly growing and reached 34% in 2001, but then the rapid growth in China, based on the BF + BOF route, brought the ratio down. Today, EAF´s share is not full 28%, whereas BOF has 72% [6]. The EAF share varies in different countries. It was 100% in 44 countries (in total 44 Mt in 2018), 69% in the United States, 41% in the EU, and 10% in China) [6]. The recent trend of scrap in steel making is shown in Figure 7 [91]. Purchased scrap means external “obsolete” scrap. Another column is internal “own” scrap, which can be counted as Scrap use—Purchased scrap. As the exact data of scrap use is missing, the total scrap amount was calculated based on the balance of Fe metallics, including BF hot metal, DRI+HBI, and scrap; and world steel production.
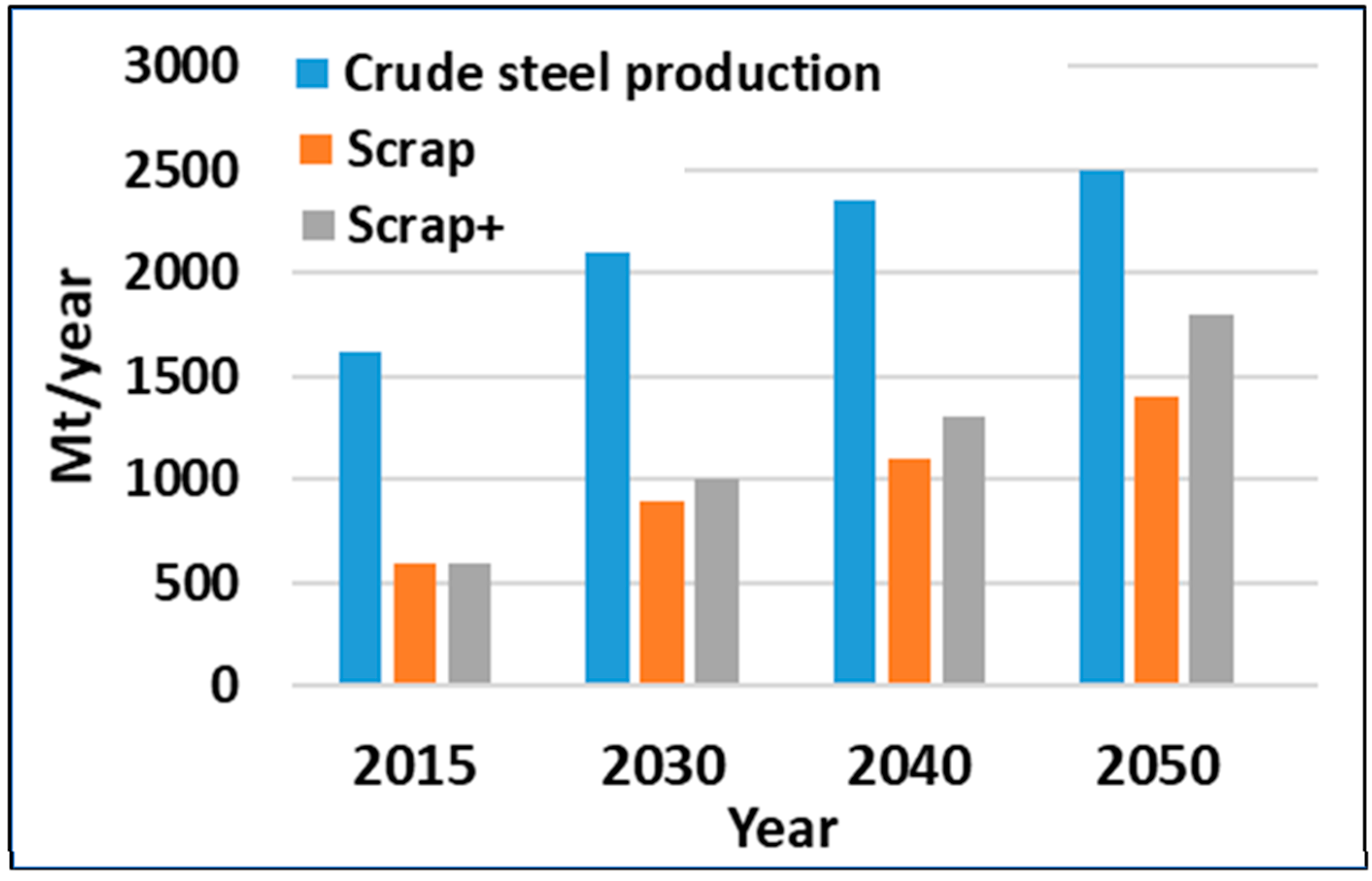
The principle of “circular economy” has recently gained ground. Intensified scrap usage is a self-evident goal. Recent scenarios assume significant growth in the availability and use of steel scrap. Along with the improved consciousness on recycling, another reason is that the sudden growth in steel production and its use in the early 2000 will inevitably reflect in scrap availability a few decades later. As for scrap dynamics, the “age of scrap” or lifetime from production and usage to recycling varies from a few years to decades, or in some constructions, even centuries—as a rule, resulting in 30–40 years [92,93,94]. Consequently, the amount of scrap should strongly increase from 2020 to 2050 [6,95,96]. This points towards a substantial growth in EAF steel making, whereas BOF production would stay approximately at its present level on a global scale. However, regionally e.g., in China, the availability of scrap will increase and the EAF route will grow remarkably from the current 10% by partial replacement to the BF + BOF route. A general increasing demand will incite recycling and raise collection rates. A scenario for scrap use in steel making is presented in Figure 8 [91,96]. The notation ‘Scrap’ refers to the usual recycling practice and ‘Scrap+’ to boosted recycling rate, including strong parallel actions in China as well. In this scenario, the available scrap is estimated to be 1400 Mt in 2050, which is in fair agreement with the estimate of the World Steel Association—1300 Mt [97]. Both these estimates support the forecast that the scrap ratio will rise to the 50% level by 2050. This is extremely important in relation to the issue of CO2 emissions.
4. Summary of the Means to Cut CO2 Emissions from the Steel Industry—A General Vision
Earlier in Figure 6, different means to decrease specific CO2 emissions from conventional ironmaking were examined. It was concluded that by installing and putting into operation the most advanced technologies for improved energy efficiency and heat recovery, along with decreasing the carbon/hydrogen ratio in fuels and reductants, the emissions can be roughly halved to the level of 1000 kg CO2/t steel. This value is the new “baseline” in Figure 9. In the preceding chapters, several other “key factors” were discussed and their influences are now illustrated. Carbon capture and storage (CCS) and utilization (CCU) are potential ways to decrease CO2 emissions from steel plants. Their deployment would be most reasonable and economic in oxy-fuel processes with CO2-rich off-gases. The same concerns biofuels and reductants. All these means are potential and rational components in the fight against climate change, but they cannot be a final comprehensive solution. In the long term, CCU might become a “viable weapon”. Locally, in restricted regions and favorable conditions, the impact can be eminent in the short run. The predictable increase in scrap ratio in steelmaking, on the world level from ≈30% to 50% in 2050, is a very significant change. As such, it will reduce specific emissions in the world scale and cause a marked transmission to EAF production. The emissions from electricity generation are thus emphasized upon. The arrow on the right axis shows the range from fossil electricity (F-E) to world average today (W) and down to renewable electricity (RW-E). Rapid progress in hydrogen economy; production; and use in industries, energy, transportation, and other fields will also give the steel industry a strong push. The breakthrough of hydrogen and non-fossil renewable electricity generation are the key factors, by means of which the universal targets of CO2 emissions and climate change can be honestly achieved.
The first steps in that direction were taken in ironmaking (HDRI); the efforts toward “green” electricity will have a strong reducing influence on specific CO2 emissions on both sides of the diagram (Figure 9). The third arrow in the figure ends at the level of 0.4 t CO2/t steel. By multiplying with the scenario production of 2.5 Gt steel in 2050, the emissions from the steel industries ≈1 Gt CO2/year are obtained as the outcome, which is roughly 1/3 of the present emissions and thus falls between the climate warming scenarios for 2 °C and 1.5 °C in Figure 2. However, how realistic is this vision or scenario for the steel industry? As stated, this reasoning concerns the whole world steel production i.e., the average specific emission weighted by produced tons. It includes both ore-based producers and scrap-based producers and combinations. Certain proactive companies/plants will be better than the scenario, whereas some plants will fail in attaining the target. The role of big steel producers (China, India, Russia) is especially very determining. Though every mitigated CO2 ton is important, the present BAT line is not adequate, and the target must be put on a much lower level. A strong commitment to the ‘2050 strategy’ by enterprises, countries, and organizations like the World Steel Association, the United Nations, and the European Union is the basic necessity and the key to success [9,100].
5. Conclusions
In this review, the position of the steel industry in the global fight against climate warming is discussed. This industrial sector is one of the biggest GHG emitters today and thus has a tremendous task in changing the course toward a low-emitting and carbon neutral industry responding to the challenges defined by the IPCC in 2018. The most essential observations are summarized below:
- (1)
- The conservative forecast for steel demand/production in 2050 is 2.5 Gt/y. At the same time, the emissions should be cut down by 65–70%, which means that specific emissions, t CO2/t steel, should be reduced by approximately 75%. This will keep the steel industry in line with the IPCC´s target. This realization demands resolution and a strong commitment to wide-ranging and properly directed investments in reconstruction of the global steel industry. Practical implementation should be performed by steel enterprises and supervised by organizations like the World Steel Association, the United Nations, and the European Union.
- (2)
- In the short term, the most effective pathway is to improve energy efficiency and mitigate CO2 emissions by installing best available technologies in existing integrated steel plants (including sintering/pelletizing, coke making, BFs, BOFs, CC, rolling mills, etc.) as well as in EAF plants. Reducing C/H ratio in fuels and reductants, via efficient heat recovery and integrated management of energy flows as well as by adopting CCS from off gases, can decrease specific emissions by 40–50%.
- (3)
- More radical change is possible only via radical transmission from carbon-based metallurgy (coal, coke, oil, natural gas) to carbon-lean/carbon-free iron making. That can be realized via a combination of hydrogen reduction and melting with low-Carbon/C-free electricity. This provides major reconstruction of steel plants, replacement of blast furnaces with direct reduction furnaces, and production and storage for hydrogen. Pioneering attempts in this direction are under way, but for a wide quantum leap, a bigger wide-ranging transition to hydrogen economy throughout the society is necessary.
- (4)
- One positive trend that supports the steel industry in its endeavor to attain its targets is the growing share of recycled steel—from 30% to 50% level in steel production. This means a smaller need (share) for ore-based primary iron, higher share of EAF production, and strongly increasing demand for carbon-neutral electricity.
- (5)
- In order for the steel industry to make these implementations on a broad front and on schedule, certain policy tools are also necessary. Financial support to develop and deploy new technologies should be used as positive incentives. On the other hand, carbon pricing that favors low- and zero-carbon solutions and penalizes CO2 emissions is indispensable. The system should be transparent and based on both national conventions and wide international treaties.
Funding
My warm thanks to K.H. Renlund Foundation for encouragement to continue my research activities including the role as Guest Editor of this Special Issue.
Acknowledgments
I would like to thank Aalto University, Department of Chemical and Metallurgical Engineering, and Ari Jokilaakso for the opportunity to continue my emeritus career and for the technical support provided. My special gratitude goes out to all my colleagues who joined this effort and for their contributions to this Special Issue. This has been a memorable journey indeed.
Conflicts of Interest
The author declares no conflict of interest.
References
- IPCC. AR5 SYR Summary for Policymakers. 2014. Available online: https://archive.ipcc.ch/pdf/assessment-report/ar5/syr/AR5_SYR_FINAL_SPM.pdf (accessed on 23 January 2020).
- Olivier, J.G.J.; Peters, J.A.H.W. Trends in Global CO2 and Total Greenhouse Gas Emissions: 2019 Report; PBL Netherlands Environmental Assessment Agency: The Hague, The Netherlands, 2019; p. 70. [Google Scholar]
- UNEP. Emissions Gap Report 2018. United Nations Environment Programme, Nairobi. Available online: https://www.unenvironment.org/resources/emissions-gap-report-2018 (accessed on 6 February 2020).
- Key World Energy Statistics. Energy and Climate Change. Available online: https://www.iea.org/statistics/kwes/ (accessed on 23 January 2020).
- Enerdata. Global Energy Statistical Yearbook 2019. Available online: https://yearbook.enerdata.net/total-energy/world-energy-production.html (accessed on 5 March 2020).
- World Steel Association. World Steel in Figures 2020. Available online: https://www.worldsteel.org/en/dam/jcr:f7982217-cfde-4fdc-8ba0-795ed807f513/World%2520Steel%2520in%2520Figures%25202020i.pdf (accessed on 5 July 2020).
- Morfeldt, J.; Nijs, W.; Silveira, S. The impact of climate targets on future steel production -an analysis based on a global energy system model. J. Clean. Prod. 2015, 103, 469–482. [Google Scholar] [CrossRef]
- World Steel Association. 2016. Available online: http://www.worldsteel.org/statistics/statistics-archive.html (accessed on 20 April 2017).
- World Steel Association. Steel’s Contribution to A Low Carbon Future and Climate Resilient Societies—World Steel Position Paper; World Steel Association: Brussels, Belgium, 2020; ISBN 978-2-930069-83-8. Available online: https://www.worldsteel.org/en/dam/jcr:7ec64bc1-c51c-439b-84b8-94496686b8c6/Position_paper_climate_2020_vfinal.pdf (accessed on 5 March 2020).
- Holappa, L. Toward Low Carbon Metallurgy in Iron and Steel Making. In Proceedings of the Guthrie Honorary Symposium, Montreal, QC, Canada, 6–9 June 2011; pp. 248–254. [Google Scholar]
- Holappa, L. Energy efficiency and sustainability in steel production. In An EPD Symposium in Honor of Professor Ramana, G. Reddy, Proceedings of the TMS Symposium on Applications of Process Engineering Principles in Materials Processing, Energy and Environmental Technologies, San Diego, CA, USA, 26 February–2 March 2017; Wang, S., Free, M.L., Alam, S., Zhang, M., Taylor, P.R., Eds.; Springer: Cham, Switzerland, 2017; pp. 401–410. [Google Scholar]
- IEA/OECD. Energy Technology Transitions for Industry, Strategies for the Next Industrial Revolution. Available online: http://www.oecd-ilibrary.org/energy/energy-technology-transitions-for-industry_9789264068612-en (accessed on 20 April 2017).
- Zhang, J.; Liu, Z.; Li, K.; Wang, G.; Jiao, K.; Yang, T. Current status and prospects of Chinese steel industry. In Proceedings of the Current Status and Prospects of Chinese Steel Industry. Scanmet V Conference, Luleå, Sweden, 12–15 June 2016; p. 15. [Google Scholar]
- Hasanbeigi, A.; Springer, C. How Clean is the U.S. Steel Industry? An International Benchmarking of Energy and CO2 Intensities; Global Efficiency Intelligence: San Francisco, CA, USA; Available online: https://www.globaleciencyintel.com (accessed on 5 March 2020).
- The European Commission. Document L:2012:070: TOC. Implementing Decision of 28 February 2012. Available online: http://data.europa.eu/eli/dec_impl/2012/135/oj (accessed on 5 March 2020).
- Worrell, E.; Price, L.; Neelis, M.; Galitsky, C.; Zhou, N. World Best Practice Energy Intensity Values for Selected Industrial Sectors; Ernest Orlando Lawrence Berkeley National Laboratory: Berkeley, CA, USA, 2007; p. 51, LBNL-62806. [Google Scholar]
- Zhang, Q.; Xu, J.; Wang, Y.; Hasanbeigi, A.; Zhang, W.; Lu, H.; Arens, M. Comprehensive assessment of energy conservation and CO2 emissions mitigation in China’s iron and steel industry based on dynamic material flows. Appl. Energy 2018, 209, 251–265. [Google Scholar] [CrossRef]
- Bureau of International Recycling. World Steel Recycling in Figures 2011–2015. Available online: https://www.bdsv.org/fileadmin/service/markt_und_branchendaten/weltstatistik_2011_2015.pdf (accessed on 16 March 2020).
- Eurofer. A Steel Roadmap for A Low Carbon Europe 2050. 2013. Available online: http://www.eurofer.org/News%26Events/PublicationsLinksList/2013-Roadmap.pdf (accessed on 5 March 2020).
- Wörtler, M.; Schuler, F.; Voigt, N.; Schmidt, T.; Dahlmann, P.; Lüngen, H.-B.; Ghenda, T. Steel’s Contribution to a Low Carbon Europe 2050. BCG & VDEh. Available online: https://www.stahl-online.de/wp-content/uploads/2013/09/Schlussbericht-Studie-Low-carbon-Europe-2050_-Mai-20131.pdf (accessed on 16 March 2020).
- Birat, J.-P. Update on the ULCOS program. In How will Employment and Labor Markets Develop in the Context of a Transition Towards a Low-Carbon Economy? ESTEP: Brussels, Belgium, 2014; Available online: http://erc-online.eu/wp-content/uploads/2014/04/2011-00612-E.pdf (accessed on 16 March 2020).
- van der Stel, J.; Hattink, M.; Zeilstra, C.; Louwerse, G.; Hirsch, A.; Janhsen, U.; Sert, D.; Grant, M.; Delebecque, A.; Diez-Brea, P.; et al. ULCOS top gas recycling blast furnace process (ULCOS TGRBF). In European Commission EUR 26414; Publications Office of the European Union: Luxembourg, 2014; p. 47. ISBN 978-92-79-35038-2. [Google Scholar] [CrossRef]
- van der Stel, J.; Meijer, K.; Santos, S.; Peeters, T.; Broersen, P. Opportunities for Reducing CO2 emissions from Steel Industry. In Proceedings of the EMECR 2017 1st International Conference on Energy and Material Efficiency and CO2 Reduction in the Steel Industry, Kobe, Japan, 11–13 October 2017; pp. 46–49. Available online: http://www.emecr2017.com (accessed on 16 March 2020).
- Nishioka, K.; Ujisawa, Y.; Tonomura, S.; Ishiwata, N.; Sikstrom, P. Sustainable Aspects of CO2 Ultimate Reduction in the Steelmaking Process (COURSE50 Project), Part 1: Hydrogen Reduction in the Blast Furnace. J. Sustain. Met. 2016, 2, 200–208. [Google Scholar] [CrossRef] [Green Version]
- Onoda, M.; Matsuzaki, Y.; Chowdhury, F.A.; Yamada, H.; Goto, K.; Tonomura, S. Sustainable Aspects of Ultimate Reduction of CO2 in the Steelmaking Process (COURSE50 Project), Part 2: CO2 Capture. J. Sustain. Met. 2016, 2, 209–215. [Google Scholar] [CrossRef] [Green Version]
- Tonomura, S.; Kikuchi, N.; Ishiwata, N.; Tomisaki, S.; Tomita, Y. Concept and Current State of CO2 Ultimate Reduction in the Steelmaking Process (COURSE50) Aimed at Sustainability in the Japanese Steel Industry. J. Sustain. Met. 2016, 2, 191–199. [Google Scholar] [CrossRef] [Green Version]
- Ariyama, T.; Takahashi, K.; Kawashiri, Y.; Nouchi, T. Diversification of the Ironmaking Process Toward the Long-Term Global Goal for Carbon Dioxide Mitigation. J. Sustain. Met. 2019, 5, 276–294. [Google Scholar] [CrossRef]
- Kim, J.; Ahn, Y.; Roh, T. Low-Carbon Management of POSCO in Circular Economy: Current Status and Limitations. In Towards a Circular Economy: Corporate Management and Policy Pathways. ERIA Research Project Report 2014-44; Anbumozhi, V., Kim, J., Eds.; ERIA: Jakarta, Indonesia, 2016; pp. 185–199. Available online: https://www.eria.org/RPR_FY2014_No.44_Chapter_11.pdf (accessed on 16 March 2020).
- Jahanshahi, S.; Mathieson, J.G.; Reimink, H. Low Emission Steelmaking. J. Sustain. Met. 2016, 2, 185–190. [Google Scholar] [CrossRef] [Green Version]
- Sohn, H.Y. Energy Consumption and CO2 Emissions in Ironmaking and Development of a Novel Flash Technology. Metals 2019, 10, 54. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Zuo, H.-B.; Wang, Y.; Wang, J.; Xue, Q. Review of green and low-carbon ironmaking technology. Ironmak. Steelmak. 2019, 47, 296–306. [Google Scholar] [CrossRef]
- He, K.; Wang, L.; Li, X. Review of the Energy Consumption and Production Structure of China’s Steel Industry: Current Situation and Future Development. Metals 2020, 10, 302. [Google Scholar] [CrossRef] [Green Version]
- Liao, W.-C.; Chen, J.-S.; Liu, C.-H.; Chen, J.-J.; Ko, F.-K. The Inspection of CO2 Emission Targets of Industry Sector in Taiwan. Available online: https://www.irena.org/assets/IEW/EventDocs/Session_3_Parallel_E_Liao_Wei_Chen_paper.pdf (accessed on 16 March 2020).
- Krishnan, S.S.; Vunnam, V.; Sunder, P.S.; Sunil, J.V.; Ramakrishnan, A.M. A Study of Energy Efficiency in the Indian Iron and Steel Industry; Center for Study of Science, Technology and Policy: Bangalore, India, 2013; p. 132. ISBN 978-81-903613-4-7. Available online: http://www.indiaenvironmentportal.org.in/files/file/A%20Study%20of%20Energy%20Efficiency%20in%20the%20Indian%20IS%20Industry.pdf (accessed on 24 June 2020).
- Wenzel, W.; Gudenau, H.W.; Fukushima, T. Blast Furnace Operating Methods. US Patent 3884677, 20 November 1973. [Google Scholar]
- Zhang, W.; Zhang, J.; Xue, Z.; Zou, Z.; Qi, Y. Unsteady Analyses of the Top Gas Recycling Oxygen Blast Furnace. ISIJ Int. 2016, 56, 1358–1367. [Google Scholar] [CrossRef] [Green Version]
- Arasto, A.; Tsupari, E.; Kärki, J.; Lilja, J.; Sihvonen, M. Oxygen blast furnace with CO2 capture and storage at an integrated steel mill—Part I: Technical concept analysis. Int. J. Greenh. Gas Control. 2014, 30, 140–147. [Google Scholar] [CrossRef]
- Tsupari, E.; Kärki, J.; Arasto, A.; Lilja, J.; Kinnunen, K.; Sihvonen, M. Oxygen blast furnace with CO2 capture and storage at an integrated steel mill—Part II: Economic feasibility in comparison with conventional blast furnace highlighting sensitivities. Int. J. Greenh. Gas Control. 2015, 32, 189–196. [Google Scholar] [CrossRef]
- Fu, J.-X.; Tang, G.-H.; Zhao, R.-J.; Hwang, W.-S. Carbon Reduction Programs and Key Technologies in global Steel Industry. J. Iron Steel Res. Int. 2014, 21, 275–281. [Google Scholar] [CrossRef]
- Wakuri, S.; Mochizuki, S.; Baba, M.; Misawa, J.; Anan, K. Operation of Pulverized Coal Injection into Large Blast Furnace with High Top Pressure. Trans. Iron Steel Inst. Jpn. 1984, 24, 622–630. [Google Scholar] [CrossRef]
- Janz, J.; Weiss, W. Injection of waste plastics into the blast furnace of Stahlwerke Bremen. Revue Métallurgie 1996, 93, 1219–1226. [Google Scholar] [CrossRef]
- Norgate, T.; Haque, N.; Somerville, M.; Jahanshahi, S. Biomass as a Source of Renewable Carbon for Iron and Steelmaking. ISIJ Int. 2012, 52, 1472–1481. [Google Scholar] [CrossRef] [Green Version]
- Mathieson, J.G.; Rogers, H.; Somerville, M.; Jahanshahi, S. Reducing Net CO2 Emissions Using Charcoal as a Blast Furnace Tuyere Injectant. ISIJ Int. 2012, 52, 1489–1496. [Google Scholar] [CrossRef] [Green Version]
- Mousa, E.A.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass applications in iron and steel industry: An overview of challenges and opportunities. Renew. Sustain. Energy Rev. 2016, 65, 1247–1266. [Google Scholar] [CrossRef]
- Suopajärvi, H.; Kemppainen, A.; Haapakangas, J.; Fabritius, T. Extensive review of the opportunities to use biomass-based fuels in iron and steelmaking processes. J. Clean. Prod. 2017, 148, 709–734. [Google Scholar] [CrossRef]
- IEA IETS. Process Integration in the Iron and Steel Industry—IEA IETS Annex XIV Technical Report. Swerea MEFOS Report No: 1406; p. 41. Available online: https://iea-industry.org/app/uploads/mef14064-iets-annex-xiv-technical-report_2014.pdf (accessed on 5 March 2020).
- Lima Lopes, N.; de Pádua Nacif, A.; de Cássia Oliveira Carneiro, A.; de Assis, J.B.; Costa Oliveira, A. Brazilian Green Steel. Viçosa, Minas Gerais March. 2017. Available online: http://ciflorestas.com.br/arquivos/d_e_e_1099159498.pdf (accessed on 29 May 2020).
- De Castro, J.A. A Comprehensive Modeling as a tool for Developing New Mini Blast Furnace Technologies Based on Biomass and Hydrogen Operation. Invited Lecture at Nippon Steel, 11th December 2019 on “New trends on the development of green pig iron”. 50 Slides. 2019. Available online: https://www.researchgate.net/publication/340564870_Nippon_Steel 11th_December_2019_Castro_New_trends_on_the_development_of _green_pig_iron (accessed on 1 June 2020).
- Williams, M. Deforesting the Earth: From Prehistory to Global Crisis; The University of Chicago Press: Chicago, IL, USA, 2003; p. 689. ISBN 0-226-89926-8. [Google Scholar]
- Global CCS Institute. The Global Status of CCS: 2019. 2019. Available online: https://www.globalccsinstitute.com/wp-content/uploads/2019/12/GCC_GLOBAL_STATUS_REPORT_2019.pdf (accessed on 1 June 2020).
- Nuttall, W.J.; Bakenne, A.T. Carbon Capture, Utilisation and Storage. In Fossil Fuel Hydrogen, 1st ed.; Nuttall, W.J., Bakenne, A.T., Eds.; Springer: Cham, Switzerland, 2020; pp. 53–67. [Google Scholar]
- IEAGHG. Iron and Steel CCS Study (Techno-Economics Integrated Steel Mill). 2013. Available online: https://ieaghg.org/publications/technical-reports/reports-list/9-technical-reports/1001-2013-04-iron-and-steel-ccs-study-techno-economics-integrated-steel-mill (accessed on 5 March 2020).
- Gerdemann, S.J.; O’Connor, W.K.; Dahlin, D.C.; Penner, L.R.; Rush, H. Ex Situ Aqueous Mineral Carbonation. Environ. Sci. Technol. 2007, 41, 2587–2593. [Google Scholar] [CrossRef] [PubMed]
- Zevenhoven, R.; Fagerlund, J.; Songok, J.K. Review: CO2 mineral sequestration: Developments toward large-scale application. Greenh. Gas Sci Technol. 2011, 1, 48–57. [Google Scholar] [CrossRef]
- Zevenhoven, R. Metals Production, CO2 Mineralization and LCA. Metals 2020, 10, 342. [Google Scholar] [CrossRef] [Green Version]
- Said, A.; Laukkanen, T.; Järvinen, M. Pilot-scale experimental work on carbon dioxide sequestration using steelmaking slag. Appl. Energy 2016, 177, 602–611. [Google Scholar] [CrossRef]
- Singh, J.; Dhar, D.W. Overview of Carbon Capture Technology: Microalgal Biorefinery Concept and State-of-the-Art. Front. Mar. Sci. 2019, 6. [Google Scholar] [CrossRef] [Green Version]
- Otto, A.; Grube, T.; Schiebahn, S.; Stolten, D. Closing the loop: Captured CO2 as a feedstock in the chemical industry. Energy Environ. Sci. 2015, 8, 3283–3297. [Google Scholar] [CrossRef] [Green Version]
- Araki, K. CO2 Ultimate Reduction in Steelmaking Process (COURSE50 Project). In Proceedings of the EMECR 2017, 1st Int. Conf. on Energy and Material Efficiency and CO2 Reduction in the Steel Industry, Kobe, Japan, 11–13 October 2017; Paper 11A-KL1. pp. 32–35. [Google Scholar]
- Japan Iron and Steel Federation. JISF Long-Term Vision for Climate Change Mitigation—A Challenge Towards Zero-Carbon Steel. 2019. Available online: https://www.jisf.or.jp/en/activity/climate/documents/JISFLong-termvisionforclimatechangemitigation.pdf (accessed on 6 March 2020).
- JFE Group CSR REPORT. Protecting the Global Environment. Climate Change Mitigation. 2019. Available online: https://www.jfe-holdings.co.jp/en/csr/pdf/2019/2019_09_04.pdf (accessed on 1 June 2020).
- He, Q.; Shi, M.; Liang, F.; Xu, L.; Ji, L.; Yan, S. Renewable absorbents for CO2 capture: From biomass to nature. Greenh. Gases Sci. Technol. 2019, 9, 637–651. [Google Scholar] [CrossRef]
- IEA. May 2019 Report: Transforming Industry through CCUS. 2019. Available online: https://webstore.iea.org/download/direct/2778?fileName=Transforming_Industry_through_CCUS.pdf (accessed on 23 June 2020).
- Handler, R.M.; Shonnard, D.R.; Griffing, E.M.; Lai, A.; Palou-Rivera, I. Life Cycle Assessments of Ethanol Production via Gas Fermentation: Anticipated Greenhouse Gas Emissions for Cellulosic and Waste Gas Feedstocks. Ind. Eng. Chem. Res. 2015, 55, 3253–3261. [Google Scholar] [CrossRef]
- STEELANOL Project 2015-21. Production of Sustainable, Advanced Bio-ethANOL through an Innovative Gas-Fermentation Process Using Exhaust Gases Emitted in the STEEL Industry. On-Going Project under H2020-EU.3.3.3.1. Available online: http://www.steelanol.eu/en (accessed on 24 June 2020).
- Zhang, Y.; Ni, W.; Li, Z. Research on superclean polygeneration energy system of iron and steel industry. In Power and Energy Systems, Proceeding of the 7th IASTED International Conference on Power and Energy Systems; Acta Press: Anaheim, CA, USA, 2004; pp. 152–157. [Google Scholar]
- Ghanbari, H.; Saxén, H.; Grossmann, I.E. Optimal design and operation of a steel plant integrated with a polygeneration system. AIChE J. 2013, 59, 3659–3670. [Google Scholar] [CrossRef]
- IEA. The Future of Hydrogen—Report prepared by the IEA for the G20, Japan Seizing Today’s Opportunities. 2020. Available online: https://webstore.iea.org/download/direct/2803 (accessed on 24 June 2020).
- IRENA. Hydrogen: A Renewable Energy Perspective. 2019. Intern. Renewable Energy Agency, Abu Dhabi. Available online: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2019/Sep/IRENA_Hydrogen_2019.pdf (accessed on 24 June 2020).
- FCH. Hydrogen Roadmap Europe—A Sustainable Pathway for the European. Available online: https://www.fch.europa.eu/sites/default/files/Hydrogen%20Roadmap%20Europe_Report.pdf (accessed on 24 June 2020).
- Kapdan, I.K.; Kargi, F. Bio-hydrogen production from waste materials. Enzym. Microb. Technol. 2006, 38, 569–582. [Google Scholar] [CrossRef]
- Dou, B.; Zhang, H.; Song, Y.; Zhao, L.; Jiang, B.; He, M.; Ruan, C.; Chen, H.; Xu, Y. Hydrogen production from the thermochemical conversion of biomass: Issues and challenges. Sustain. Energy Fuels 2019, 3, 314–342. [Google Scholar] [CrossRef]
- Squires, A.M.; Johnson, C.A. The H-iron process. JOM 1957, 9, 586–590. [Google Scholar] [CrossRef]
- Guo, L.; Bao, Q.; Gao, J.; Zhu, Q.; Guo, Z. A Review on Prevention of Sticking during Fluidized Bed Reduction of Fine Iron Ore. ISIJ Int. 2020, 60, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Nuber, D.; Eichberger, H.; Rollinger, B. Circored fine ore direct reduction—The future of modern electric steelmaking. Stahl Eisen 2006, 126, 47–51. [Google Scholar]
- Sohn, H.Y. From Nonferrous Flash Smelting to Flash Ironmaking: Development of an ironmaking technology with greatly reduced CO2 emissions and energy consumption. In Treatise on Process Metallurgy; Elsevier: Oxford, UK; Waltham, MA, USA, 2014; Volume 3 Industrial Processes Part B, Section 4.5.2.2; pp. 1596–1691. [Google Scholar]
- Cavaliere, P. Clean Ironmaking and Steelmaking Processes; Springer Nature: Cham, Switzerland, 2019; p. 624. Available online: https://link.springer.com/book/10.1007%2F978-3-030-21209-4 (accessed on 5 March 2020).
- Quader, M.A.; Ahmed, S.; Dawal, S.; Nukman, Y. Present needs, recent progress and future trends of energy-efficient Ultra-Low Carbon Dioxide (CO2) Steelmaking (ULCOS) program. Renew. Sustain. Energy Rev. 2016, 55, 537–549. Available online: https://www.sciencedirect.com/science/article/pii/S1364032115011806 (accessed on 1 June 2020). [CrossRef]
- Spreitzer, D.; Schenk, J.L. Reduction of Iron Oxides with Hydrogen—A Review. Steel Res. Int. 2019, 90, 17. [Google Scholar] [CrossRef] [Green Version]
- Patisson, F.; Mirgaux, O. Hydrogen Ironmaking: How it Works. Metals 2020, 10, 922. [Google Scholar] [CrossRef]
- H2FUTURE. Verbund Solutions GmbH. Available online: https://www.h2future-project.eu (accessed on 24 June 2020).
- GrInHy. Green Industrial Hydrogen. Salzgitter Mannesmann Forschung GmbH. Available online: https://www.green-industrial-hydrogen.com (accessed on 28 April 2020).
- Åhman, M.; Olsson, O.; Vogl, V.; Nyqvist, B.; Maltais, A.; Nilsson, L.J.; Hallding, K.; Skånberg, K.; Nilsson, M. Hydrogen Steelmaking for a Low-Carbon Economy. A Joint LU-SEI Working Paper for the HYBRIT Project. EESS Report No 109, SEI Working Paper WP 2018-07. 2018. Available online: https://www.sei.org/publications/hydrogen-steelmaking/ (accessed on 24 June 2020). Hydrogen Steelmaking for a Low-Carbon Economy.
- Vogl, V.; Åhman, M.; Nilsson, L.J. Assessment of hydrogen direct reduction for fossil-free steelmaking. J. Clean. Prod. 2018, 203, 736–745. [Google Scholar] [CrossRef]
- Pei, M.; Petäjäniemi, M.; Regnell, A.; Wijk, O. Toward a Fossil Free Future with HYBRIT: Development of Iron and Steelmaking Technology in Sweden and Finland. Metals 2020, 10, 972. [Google Scholar] [CrossRef]
- WNA. Comparison of Lifecycle Greenhouse Gas Emissions of Various Electricity Generation Sources. World Nuclear Association (WNA). 2011. Available online: http://www.world-nuclear.org/uploadedFiles/org/WNA/Publications/Working_Group_Reports/comparison_of_lifecycle.pdf (accessed on 1 July 2020).
- Schlömer, S.; Bruckner, T.; Fulton, L.; Hertwich, E.; McKinnon, A.; Perczyk, D.; Roy, J.; Schaeffer, R.; Sims, R.; Smith, P.; et al. Annex III: Technology-specific cost and performance parameters. In Climate Change 2014: Mitigation of Climate Change. Contribution of Working Group III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2014. [Google Scholar]
- EEA. CO2-Emission Intensity from Electricity Generation. 2018. Available online: https://www.eea.europa.eu/data-and-maps/daviz/sds/co2-emission-intensity-from-electricity-generation-2/@@view (accessed on 1 June 2020).
- IEA. Tracking the Decoupling of Electricity Demand and Associated CO2 Emissions, 1990–2017. 2019. Available online: https://www.iea.org/commentaries/tracking-the-decoupling-of-electricity-demand-and-associated-co2-emissions (accessed on 1 July 2020).
- Otto, A.; Robinius, M.; Grube, T.; Schiebahn, S.; Praktiknjo, A.; Stolten, D. Power-to-Steel: Reducing CO2 through the Integration of Renewable Energy and Hydrogen into the German Steel Industry. Energies 2017, 10, 451. [Google Scholar] [CrossRef] [Green Version]
- Bureau of International Recycling. World Steel Recycling in Figures 2011–2018. 2019. Available online: https://www.bdsv.org/fileadmin/user_upload/World-Steel-Recycling-in-Figures-2014-2018.pdf (accessed on 28 April 2020).
- Pauliuk, S.; Milford, R.L.; Müller, D.B.; Allwood, J.M. The Steel Scrap Age. Environ. Sci. Technol. 2013, 47, 3448–3454. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Geyer, R.; Davis, J.; Ley, J.; He, J.; Clift, R.; Kwan, A.; Sansom, M.; Jackson, T. Time-dependent material flow analysis of iron and steel in the UK. Resour. Conserv. Recycl. 2007, 51, 101–117. [Google Scholar] [CrossRef]
- Gauffin, A.; Andersson, N.Å.I.; Storm, P.; Tilliander, A.; Jönsson, P.G. Use of volume correlation model to calculate lifetime of end-of-life steel. Ironmak. Steelmak. 2014, 42, 88–96. [Google Scholar] [CrossRef]
- Haslehner, R.; Stelter, B.; Osio, N. Steel as a Model for a Sustainable Metal Industry in 2050. 2015. Available online: https://www.bcg.com/publications/2015/metals-mining-sustainability-steel-as-a-model-for-a-sustainable-metal-industry-in-2050.aspx (accessed on 5 March 2020).
- World Economic Forum. 2015 Mining & Metals in a Sustainable World 2050, REF 250815. Available online: http://www3.weforum.org/docs/WEF_MM_Sustainable_World_2050_report_2015.pdf (accessed on 1 July 2020).
- Rammer, B.; Millner, R.; Boehm, C. Comparing the CO2 Emissions of Different Steelmaking Routes. BHM Berg Hüttenmänn. Monatshefte 2017, 162, 7–13. [Google Scholar] [CrossRef]
- Bhaskar, A.; Assadi, M.; Somehsaraei, H.N. Decarbonization of the Iron and Steel Industry with Direct Reduction of Iron Ore with Green Hydrogen. Energies 2020, 13, 758. [Google Scholar] [CrossRef] [Green Version]
- World Steel Association. Global steel industry: Outlook, challenges and opportunities. 5th International Steel Industry & Sector Relations Conference; April 20th, 2017 Istanbul. Available online: https://www.worldsteel.org/en/dam/jcr:d9e6a3df-ff19-47ff-9e8ff8c136429fc4/International+Steel+Industry+and+Sector+Relations+Conference+Istanbul170420.pdf (accessed on 14 August 2020).
- Elkerbout, M.; Egenhofer, C. Tools to Boost Investment in Low-Carbon Technologies—Five Possible Ways to Create Low-Carbon Markets in the EU. CEPS Policy Insights No 2018/11. Available online: http://www.cepsech.eu/system/tdf/PI2018_11_ME_CE_Tools%20to%20boost%20investment%20in%20low%20carbon%20technologies_0.pdf?file=1&type=node&id=612&force= (accessed on 14 August 2020).
Figure 1.
Global greenhouse gas emissions, 1970–2018. Modified from [2].
Figure 1.
Global greenhouse gas emissions, 1970–2018. Modified from [2].

Figure 2.
History of global greenhouse gas (GHG) emissions and different scenarios till 2050 [3].
Figure 2.
History of global greenhouse gas (GHG) emissions and different scenarios till 2050 [3].

Figure 3.
Total primary energy supply by source, globally, 1990–2017 [5].
Figure 3.
Total primary energy supply by source, globally, 1990–2017 [5].

Figure 4.
(a) World production of steel, BF hot metal, and DRI from 1860 to 2018, including recent steel production in China and estimated recycled steel. (b) History of steel production and future scenarios.
Figure 4.
(a) World production of steel, BF hot metal, and DRI from 1860 to 2018, including recent steel production in China and estimated recycled steel. (b) History of steel production and future scenarios.

Figure 5.
Specific CO2 emissions from fossil fuels and electricity in iron and steel production as a function of recycled steel ratio (% REC). BAT line and range were approximated based on published data [13,14,16,17,18,19,20]. The country codes in the figure are revealed and values commented in the text.
Figure 5.
Specific CO2 emissions from fossil fuels and electricity in iron and steel production as a function of recycled steel ratio (% REC). BAT line and range were approximated based on published data [13,14,16,17,18,19,20]. The country codes in the figure are revealed and values commented in the text.

Figure 6.
Influence of different means to mitigate CO2 emissions in ore-based production by improving and modifying current technology. Acronyms are explained in the text. Outlined based on literature data [21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40].

Figure 7.
Scrap use for steel production and amount of purchased scrap as well as the total world steel production 2010–2019 [6,91].

Figure 8.
Scenario for scrap use in steel production from 2015 to 2050 related to world steel production. Redrawn based on scenarios in the literature [95,96,97,98].

Figure 9.
Summary of the potential means to mitigate specific CO2 emissions in iron/steelmaking. Different lines show the assessed levels achievable by adopting the labelled actions. The evaluation is based on the literature [17,85,86,87,88,89,90,91,95,96,97,98,99] and the author´s own assessments. Three arrows starting from the current world position W → 2030 → 2050 show a plausible vision/pathway for the world steel industries. More comments in the text.
Figure 9.
Summary of the potential means to mitigate specific CO2 emissions in iron/steelmaking. Different lines show the assessed levels achievable by adopting the labelled actions. The evaluation is based on the literature [17,85,86,87,88,89,90,91,95,96,97,98,99] and the author´s own assessments. Three arrows starting from the current world position W → 2030 → 2050 show a plausible vision/pathway for the world steel industries. More comments in the text.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
CO2 emissions (g/kWh) from electricity generation by using different fuels/technologies in power stations. The values are estimated life-cycle emissions or ranges. IPCC Technical Summary Report, 2014 [87].
Table 1.
CO2 emissions (g/kWh) from electricity generation by using different fuels/technologies in power stations. The values are estimated life-cycle emissions or ranges. IPCC Technical Summary Report, 2014 [87].
| Primary Energy—Fossil | Bio | New Technology with CCS | ||
| Coal | Natural gas | Biomass | Coal + CCS | NG + CCS |
| 820 | 490 | 740; 230 1 | 160–220 | 170 |
| Primary Energy | Renewable/Non-fossil | |||
| Geothermal | Hydro | Nuclear | Solar | Wind |
| 38 | 24 | 12 | 48 | 12 |
1 Cofiring vs. dedicated.
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Holappa, L. A General Vision for Reduction of Energy Consumption and CO2 Emissions from the Steel Industry. Metals 2020, 10, 1117. https://doi.org/10.3390/met10091117
AMA Style
Holappa L. A General Vision for Reduction of Energy Consumption and CO2 Emissions from the Steel Industry. Metals. 2020; 10(9):1117. https://doi.org/10.3390/met10091117
Chicago/Turabian StyleHolappa, Lauri. 2020. "A General Vision for Reduction of Energy Consumption and CO2 Emissions from the Steel Industry" Metals 10, no. 9: 1117. https://doi.org/10.3390/met10091117
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.