Evolution of the Fretting Wear Damage of a Complex Phase Compound Layer for a Nitrided High-Carbon High-Chromium Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation and Nitriding Treatment
2.2. Fretting Wear Test and Microstructure Characterization
3. Results and Discussion
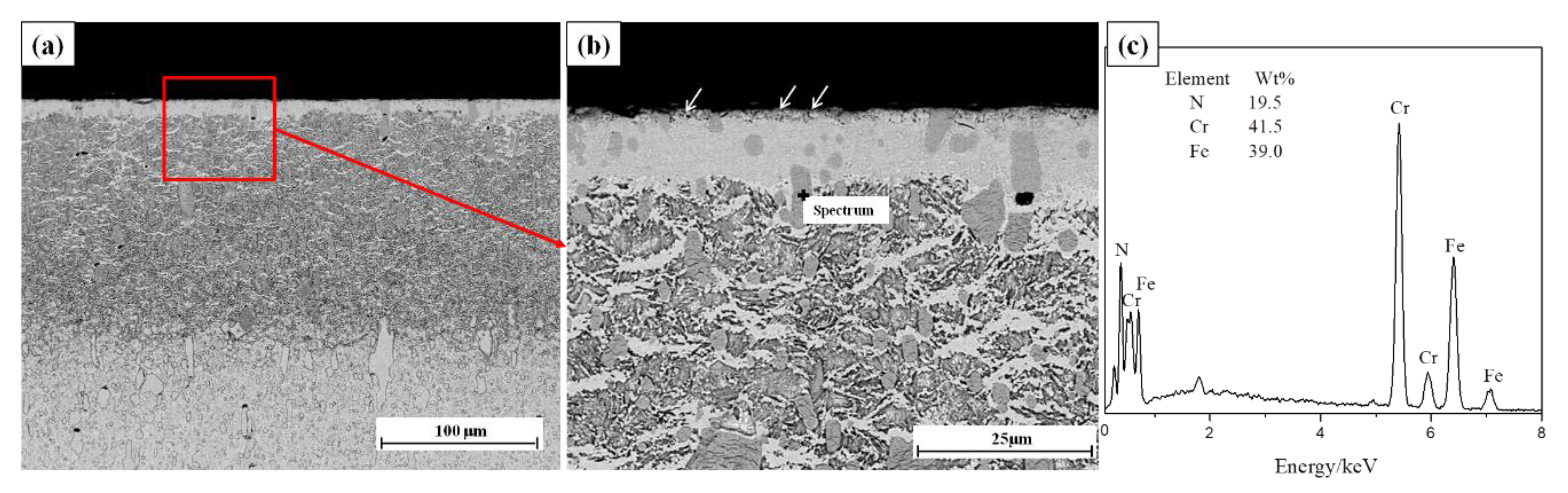
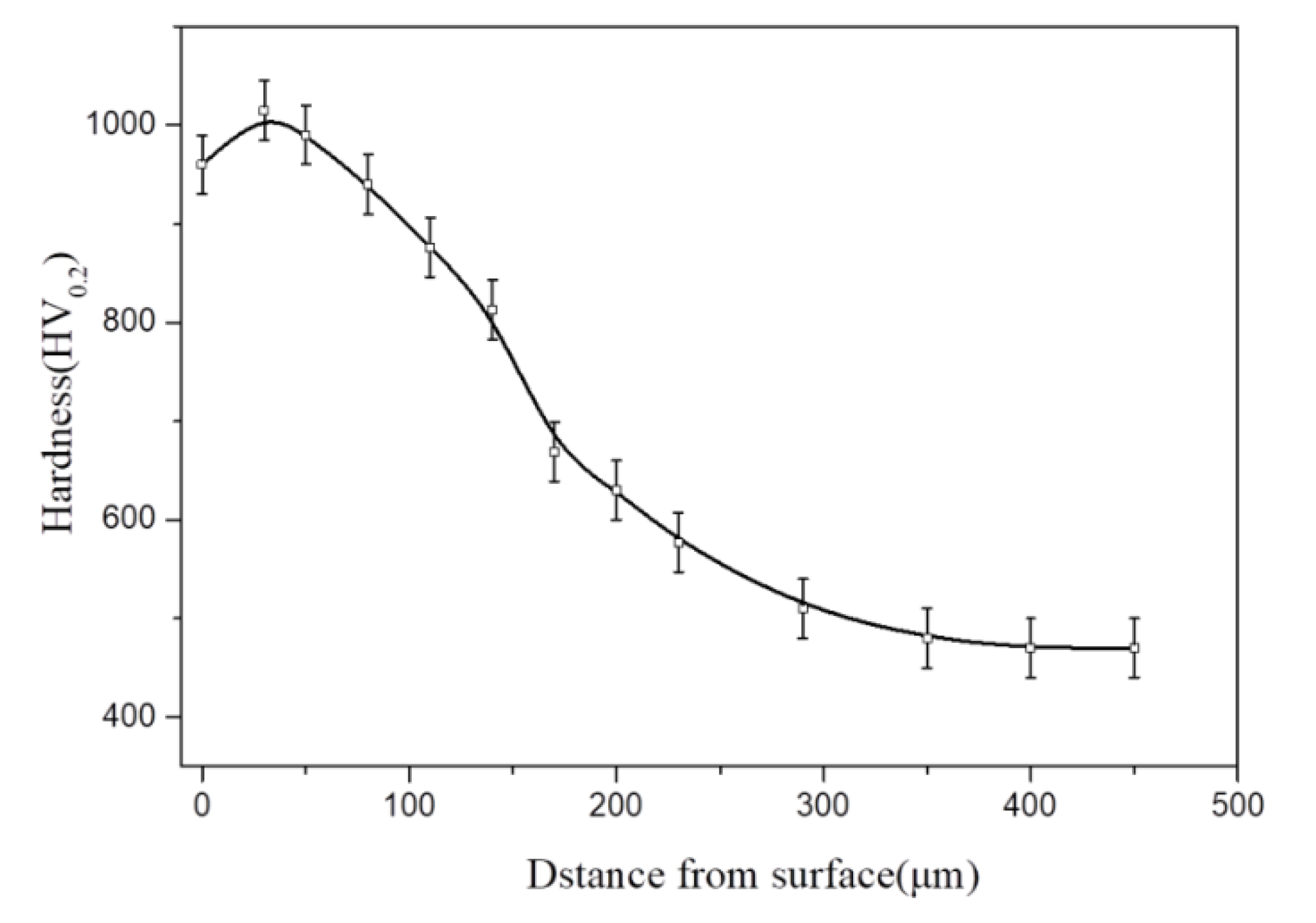
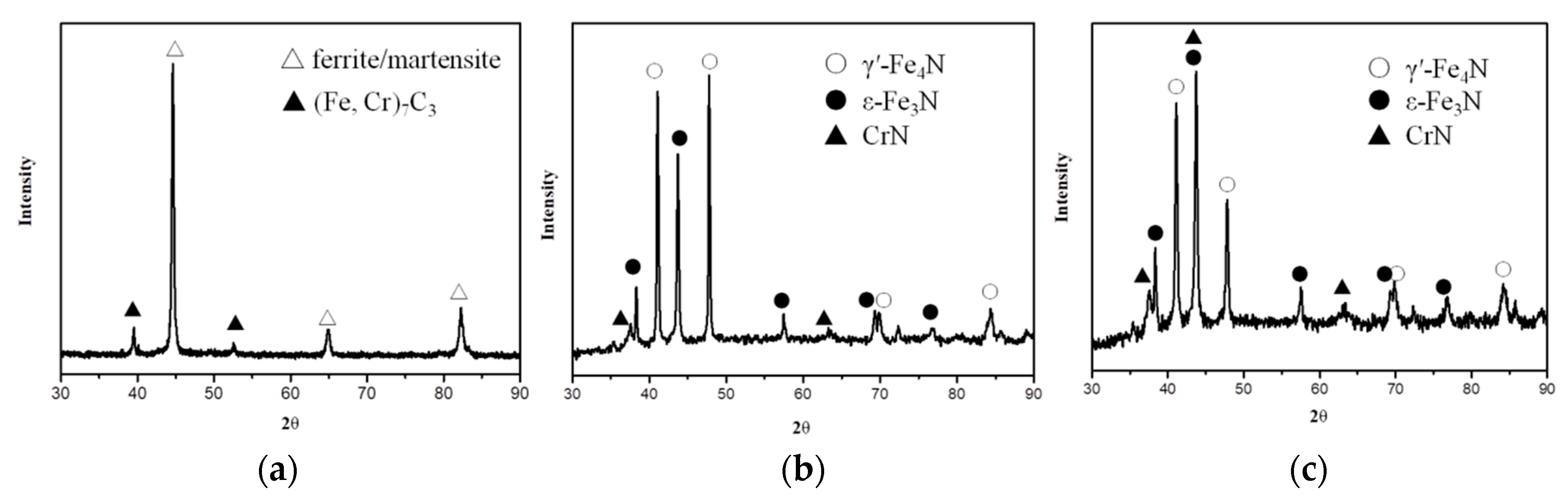
3.1. Microstructural Characteristics
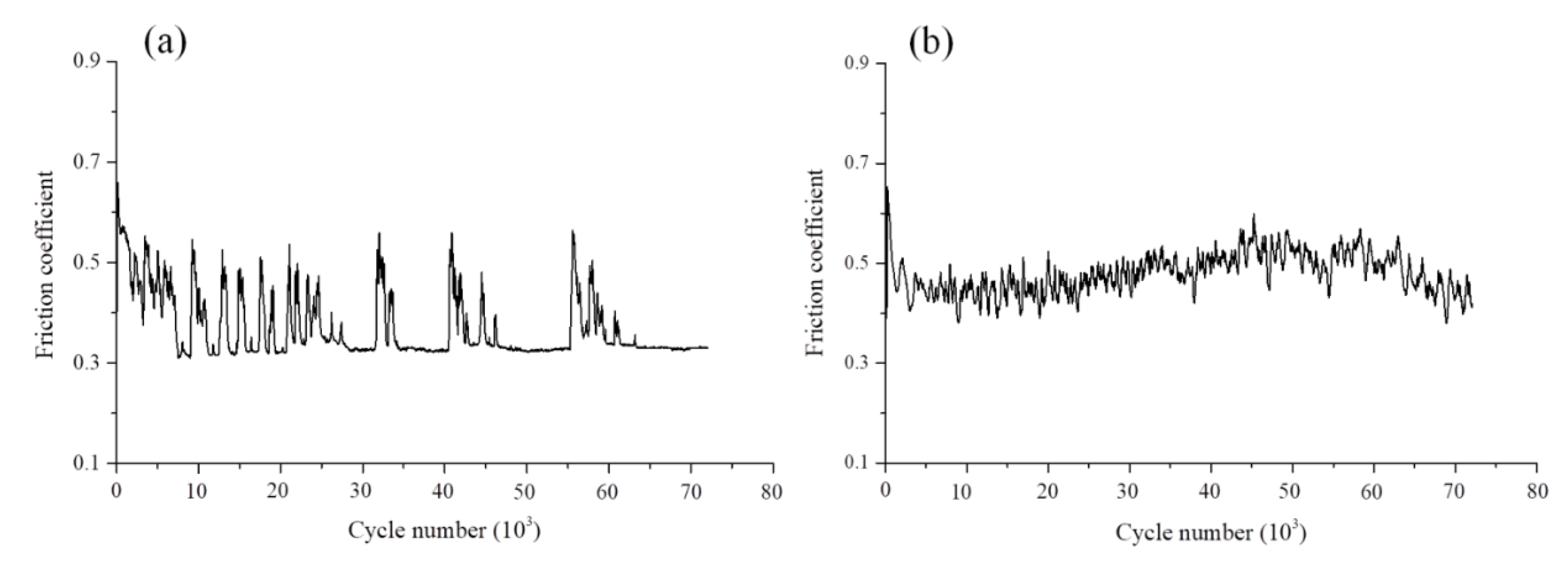
3.2. Fretting Wear Behavior
4. Conclusions
- (1)
- The obtained compound layer was a compact layer with limited porosity, and the ratio of ε/γ′ as estimated from XED peaks is about 1.3.
- (2)
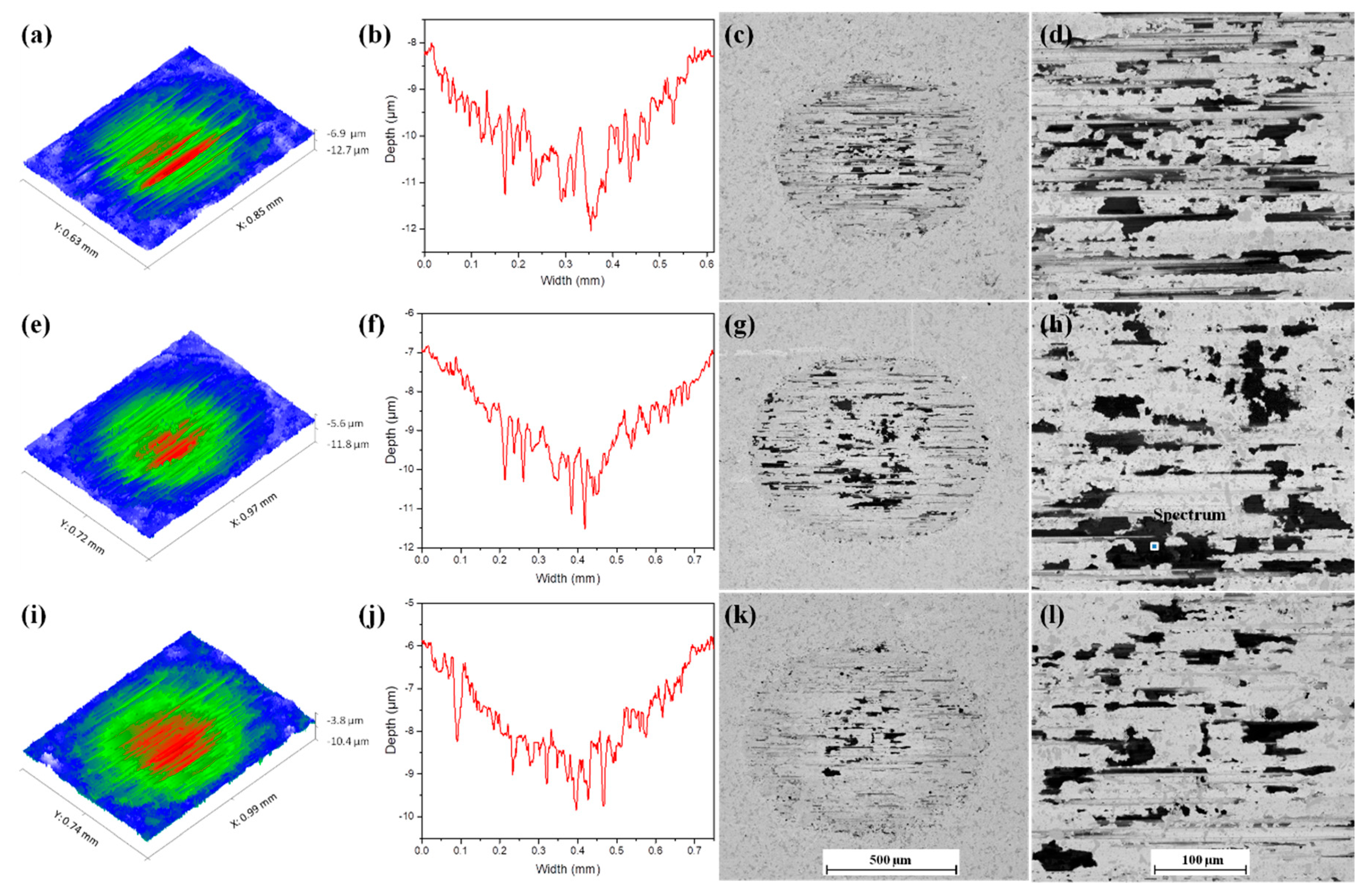
- The compound layer showed superior fretting wear resistance and sufficient load-carrying capacity in a low loading case of 35 N, and provided a rigid substrate to support the oxide layer, leading to the oxidative mechanism.
- (3)
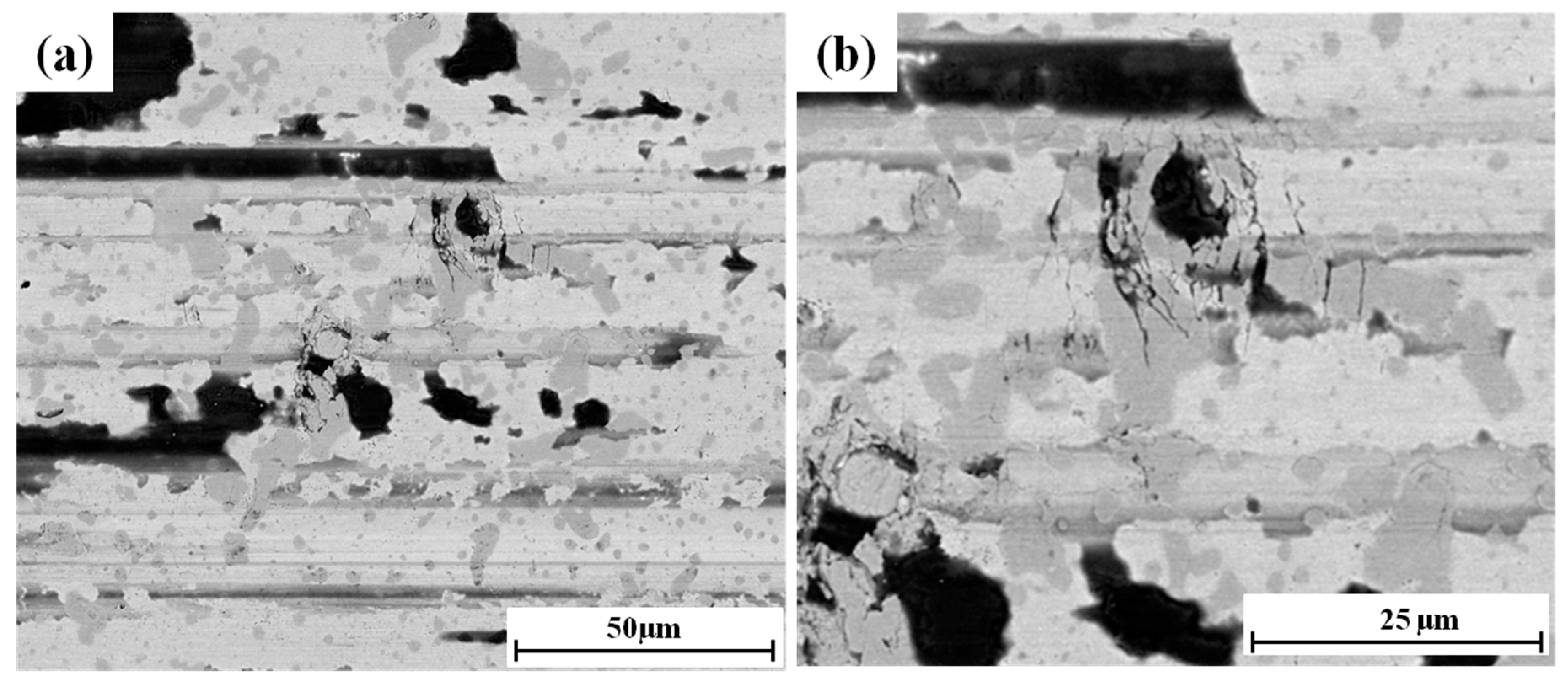
- In the low loading case of 35 N, the fracture of coarse nitrides (transformed primary carbides) was obviously detrimental to wear resistance, leading to crack initiation and propagation in the matrix, and the generated hard particles controlled the friction coefficient.
- (4)
- For the high loading case of 70 N, the compound layer still maintained good load carrying capacity and the brittle delamination of the compound layer was suppressed in the early stage of wear. However, some brittle cracks can be observed on the edge of the deep grooves due to the induced great stresses around the grooves and the low toughness of the compound layer.
- (5)
- Under the high loading case of 70 N, the rapid wear at the contact center reduced the thickness of the compound layer, which reduced the strength against the external stress resulting in the cracking and spalling of the compound layer.
Author Contributions
Funding
Conflicts of Interest
References
- Birol, Y. Analysis of wear of a gas nitrided H13 tool steel die in aluminium extrusion. Eng. Fail. Anal. 2012, 26, 203–210. [Google Scholar] [CrossRef]
- Wang, B.; Sun, S.; Guo, M.; Jin, G.; Zhou, Z.; Fu, W. Study on pressurized gas nitriding characteristics for steel 38CrMoAlA. Surf. Coat. Technol. 2015, 279, 60–64. [Google Scholar] [CrossRef]
- Akhtar, S.S.; Arif, A.F.M.; Yilbas, B. Evaluation of gas nitriding process with in-process variation of nitriding potential for AISI H13 tool steel. Int. J. Adv. Manuf. Technol. 2009, 47, 687–698. [Google Scholar] [CrossRef]
- Yang, J.; Liu, Y.; Ye, Z.; Yang, D.; He, S. Microstructural and tribological characterization of plasma- and gas-nitrided 2Cr13 steel in vacuum. Mater. Des. 2011, 32, 808–814. [Google Scholar] [CrossRef]
- Nolan, D.; Leskovsek, V.; Jenko, M. Estimation of fracture toughness of nitride compound layers on tool steel by application of the Vickers indentation method. Surf. Coat. Technol. 2006, 201, 182–188. [Google Scholar] [CrossRef]
- Kundalkar, D.; Mavalankar, M.; Tewari, A. Effect of gas nitriding on the thermal fatigue behavior of martensitic chromium hot-work tool steel. Mater. Sci. Eng. A 2016, 651, 391–398. [Google Scholar] [CrossRef]
- Yang, C.; Liu, J. Intermittent vacuum gas nitriding of TB8 titanium alloy. Vacuum 2019, 163, 52–58. [Google Scholar] [CrossRef]
- Aghajani, H.; Torshizi, M.; Soltanieh, M. A new model for growth mechanism of nitride layers in plasma nitriding of AISI H11 hot work tool steel. Vacuum 2017, 141, 97–102. [Google Scholar] [CrossRef]
- Schwarz, B.; Göhring, H.; Meka, S.; Schacherl, R.E.; Mittemeijer, E.J. Pore Formation Upon Nitriding Iron and Iron-Based Alloys: The Role of Alloying Elements and Grain Boundaries. Met. Mater. Trans. A 2014, 45, 6173–6186. [Google Scholar] [CrossRef] [Green Version]
- Hernández, M.; Staia, M.; Cabrera, E.P. Evaluation of microstructure and mechanical properties of nitrided steels. Surf. Coat. Technol. 2008, 202, 1935–1943. [Google Scholar] [CrossRef]
- Karamiş, M.; Gerçekcioǧlu, E. Wear behaviour of plasma nitrided steels at ambient and elevated temperatures. Wear 2000, 243, 76–84. [Google Scholar] [CrossRef]
- Karamis, M. An investigation of the properties and wear behaviour of plasma-nitrided hot-working steel (H13). Wear 1991, 150, 331–342. [Google Scholar] [CrossRef]
- Xi, Y.-T.; Liu, D.-X.; Han, D. Improvement of corrosion and wear resistances of AISI 420 martensitic stainless steel using plasma nitriding at low temperature. Surf. Coat. Technol. 2008, 202, 2577–2583. [Google Scholar] [CrossRef]
- Terčelj, M.; Smolej, A.; Fajfar, P.; Turk, R. Laboratory assessment of wear on nitrided surfaces of dies for hot extrusion of aluminium. Tribol. Int. 2007, 40, 374–384. [Google Scholar] [CrossRef]
- Bombac, D.; Terčelj, M.; Peruš, I.; Fajfar, P. The progress of degradation on the bearing surfaces of nitrided dies for aluminium hot extrusion with two different relative lengths of bearing surface. Wear 2013, 307, 10–21. [Google Scholar] [CrossRef]
- Castro, G.; Fernández-Vicente, A.; Cid, J. Influence of the nitriding time in the wear behaviour of an AISI H13 steel during a crankshaft forging process. Wear 2007, 263, 1375–1385. [Google Scholar] [CrossRef]
- Rad, H.F.; Amadeh, A.; Moradi, H. Wear assessment of plasma nitrided AISI H11 steel. Mater. Des. 2011, 32, 2635–2643. [Google Scholar] [CrossRef]
- Wang, B.; Zhao, X.; Li, W.; Qin, M.; Gu, J. Effect of nitrided-layer microstructure control on wear behavior of AISI H13 hot work die steel. Appl. Surf. Sci. 2018, 431, 39–43. [Google Scholar] [CrossRef]
- Chen, G.; Zhou, Z. Study on transition between fretting and reciprocating sliding wear. Wear 2001, 250, 665–672. [Google Scholar] [CrossRef]
- Varenberg, M.; Halperin, G.; Etsion, I. Different aspects of the role of wear debris in fretting wear. Wear 2002, 252, 902–910. [Google Scholar] [CrossRef]
- Knauf, F.; Baadjou, R.; Hirt, G. Analysis of semi-solid extrusion products made of steel alloy X210CRW12. Int. J. Mater. Form. 2009, 2, 733–736. [Google Scholar] [CrossRef]
- Jégou, S.; Barrallier, L.; Kübler, R. Phase transformations and induced volume changes in a nitrided ternary Fe–3%Cr–0.345%C alloy. Acta Mater. 2010, 58, 2666–2676. [Google Scholar] [CrossRef]
- Van Wiggen, P.C.; Rozendaal, H.C.F.; Mittemeijer, E.J. The nitriding behaviour of iron-chromium-carbon alloys. J. Mater. Sci. 1985, 20, 4561–4582. [Google Scholar] [CrossRef]
- Ruset, C.; Ciuca, S.; Grigore, E. The influence of the sputtering process on the constitution of the compound layers obtained by plasma nitriding. Surf. Coat. Technol. 2003, 174, 1201–1205. [Google Scholar] [CrossRef]
- Shima, M.; Okado, J.; Mccoll, I.R. The influence of substrate material and hardness on the fretting behavior of TiN. Wear 1999, 225, 38–45. [Google Scholar] [CrossRef]
- Zhang, D.K.; Ge, S.R.; Qiang, Y.H. Research on the fatigue and fracture behaviour due to the fretting wear of steel wire in hosting rope. Wear 2003, 255, 1233–1237. [Google Scholar] [CrossRef]
- Singh, K.; Khatirkar, R.K.; Sapate, S.G. Microstructure evolution and abrasive wear behavior of D2 steel. Wear 2015, 206–216. [Google Scholar] [CrossRef]
- Ding, J.; Leen, S.B.; McColl, I. The effect of slip regime on fretting wear-induced stress evolution. Int. J. Fatig. 2004, 26, 521–531. [Google Scholar] [CrossRef]
- Stott, F. The role of oxidation in the wear of alloys. Tribol. Int. 1998, 31, 61–71. [Google Scholar] [CrossRef]
- So, H. The mechanism of oxidational wear. Wear 1995, 184, 161–167. [Google Scholar] [CrossRef]
- Hwang, D.; Kim, D.; Lee, S. Influence of wear particle interaction in the sliding interface on friction of metals. Wear 1999, 225, 427–439. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | Cr | V | W | Fe |
|---|---|---|---|---|---|---|---|
| 2.16 | 0.2 | 0.26 | 0.27 | 12.2 | 0.12 | 0.81 | Bal. |
| Load (N) | Frequency (Hz) | Stroke (μm) | Duration, N (Number of Cycles) |
|---|---|---|---|
| 35, 70 | 20 | 200 | 24 × 103, 48 × 103, 72 × 103 |
| Number of Cycles | Wear Mechanism | Coefficient of Friction | Wear Rate |
|---|---|---|---|
| 24 × 103 | Abrasive wear * Oxidation mechanism | High | High |
| 48 × 103 | Abrasive wear Oxidation mechanism * | Low | Low |
| 72 × 103 | Abrasive wear Oxidation mechanism * | Low | Low |
| Number of Cycles | Wear Mechanism | Coefficient of Friction | Wear Rate |
|---|---|---|---|
| 24 × 103 | Abrasive wear * Oxidation mechanism | High | High |
| 48 × 103 | Abrasive wear * Brittle delamination Oxidation mechanism | High | High |
| 72 × 103 | Abrasive wear * Brittle delamination Oxidation mechanism | High | High |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, Y.; Qu, S.; Jia, S.; Li, X. Evolution of the Fretting Wear Damage of a Complex Phase Compound Layer for a Nitrided High-Carbon High-Chromium Steel. Metals 2020, 10, 1391. https://doi.org/10.3390/met10101391
Duan Y, Qu S, Jia S, Li X. Evolution of the Fretting Wear Damage of a Complex Phase Compound Layer for a Nitrided High-Carbon High-Chromium Steel. Metals. 2020; 10(10):1391. https://doi.org/10.3390/met10101391
Chicago/Turabian StyleDuan, Yong, Shengguan Qu, Siyu Jia, and Xiaoqiang Li. 2020. "Evolution of the Fretting Wear Damage of a Complex Phase Compound Layer for a Nitrided High-Carbon High-Chromium Steel" Metals 10, no. 10: 1391. https://doi.org/10.3390/met10101391