Analysis of Tool Wear in GH4169 Material Milling Process


Abstract
:1. Introduction
2. Establishment of GH4169 Simulation Model for Hard Alloy Milling
2.1. Establishment of Geometric Modeling of Tool and Workpiece
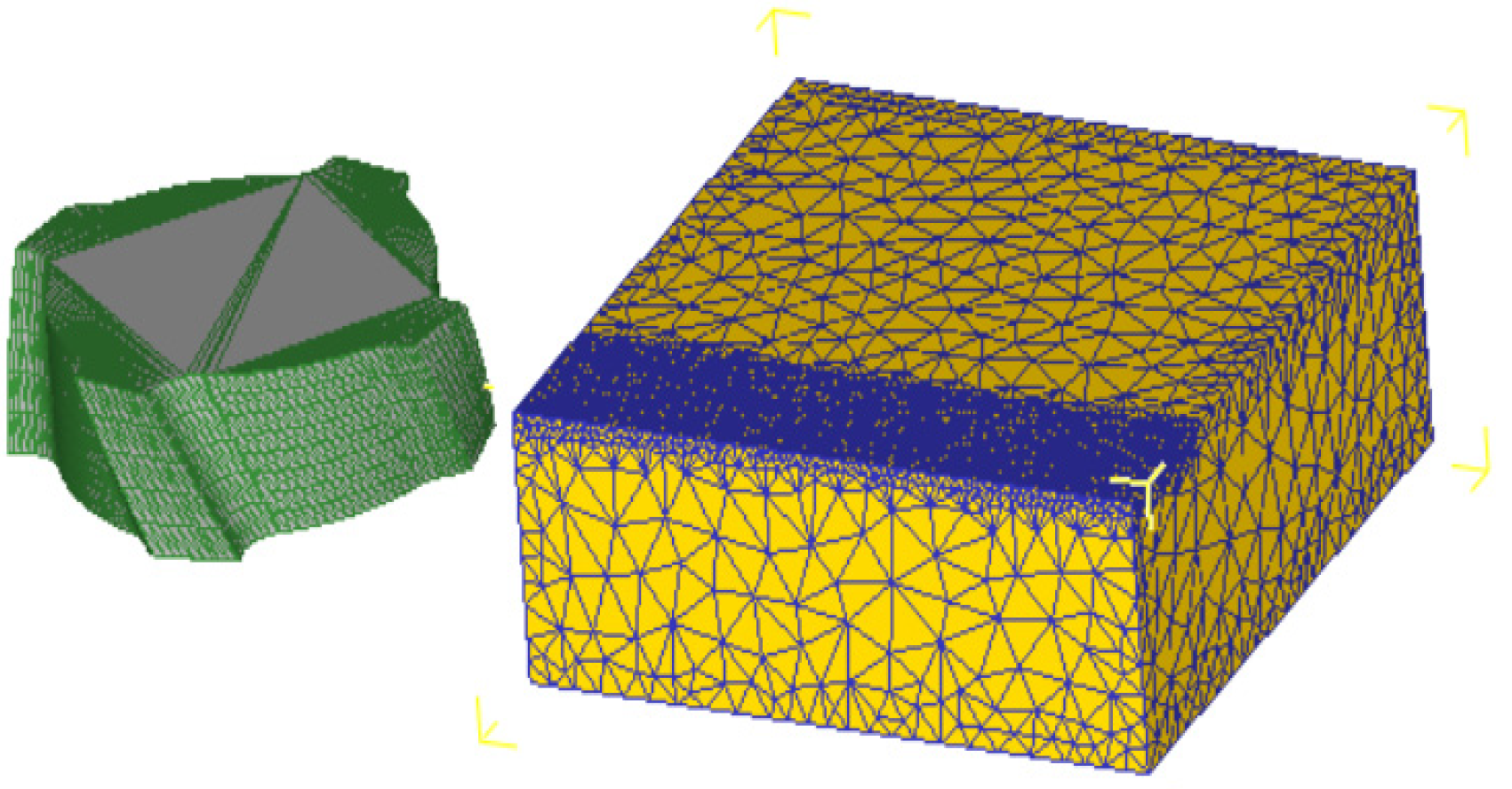
2.2. Setting Up Workpiece and Tool Materials and Grid Division
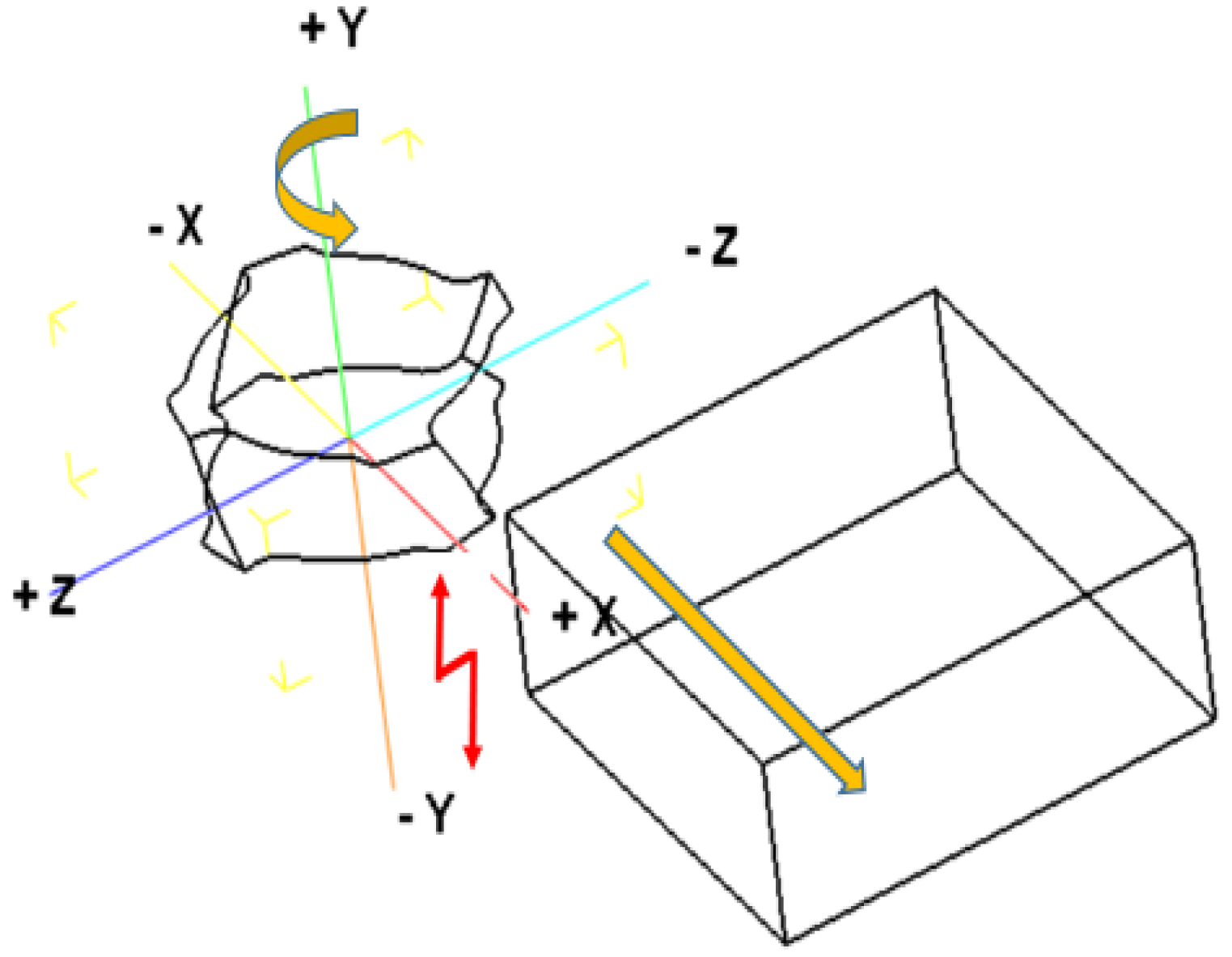
2.3. Tool and Workpiece Simulation of Working Condition Settings
2.4. Establishment of Tool Wear Prediction Model for Ordinary Milling
- (1)
- Determine the number of columns, which is the number of influencing factors.
- (2)
- Determine the number of levels, which means that each factor has several different values.
- (3)
- Select an orthogonal table, mainly based on the number of columns and levels determined in the first two steps.
- (4)
- After consulting the process manual related to nickel based high-temperature alloys [25] and the recommended cutting amount for hard alloy cutting tools, 16 sets of orthogonal experiments were designed with 3 factors, 4 levels, and the experimental factors were axial cutting depth ap, spindle speed n, and feed rate fz per tooth. From the actual situation, the values of each factor level are within the operating range of the machine tool, and the experimental parameter range is as follows:
- (1)
- Spindle speed n: 3000–4500 r/min;
- (2)
- Axial cutting depth ap: 0.2–0.5 mm;
- (3)
- The feed rate per tooth fz: 0.1–0.4 mm/z.
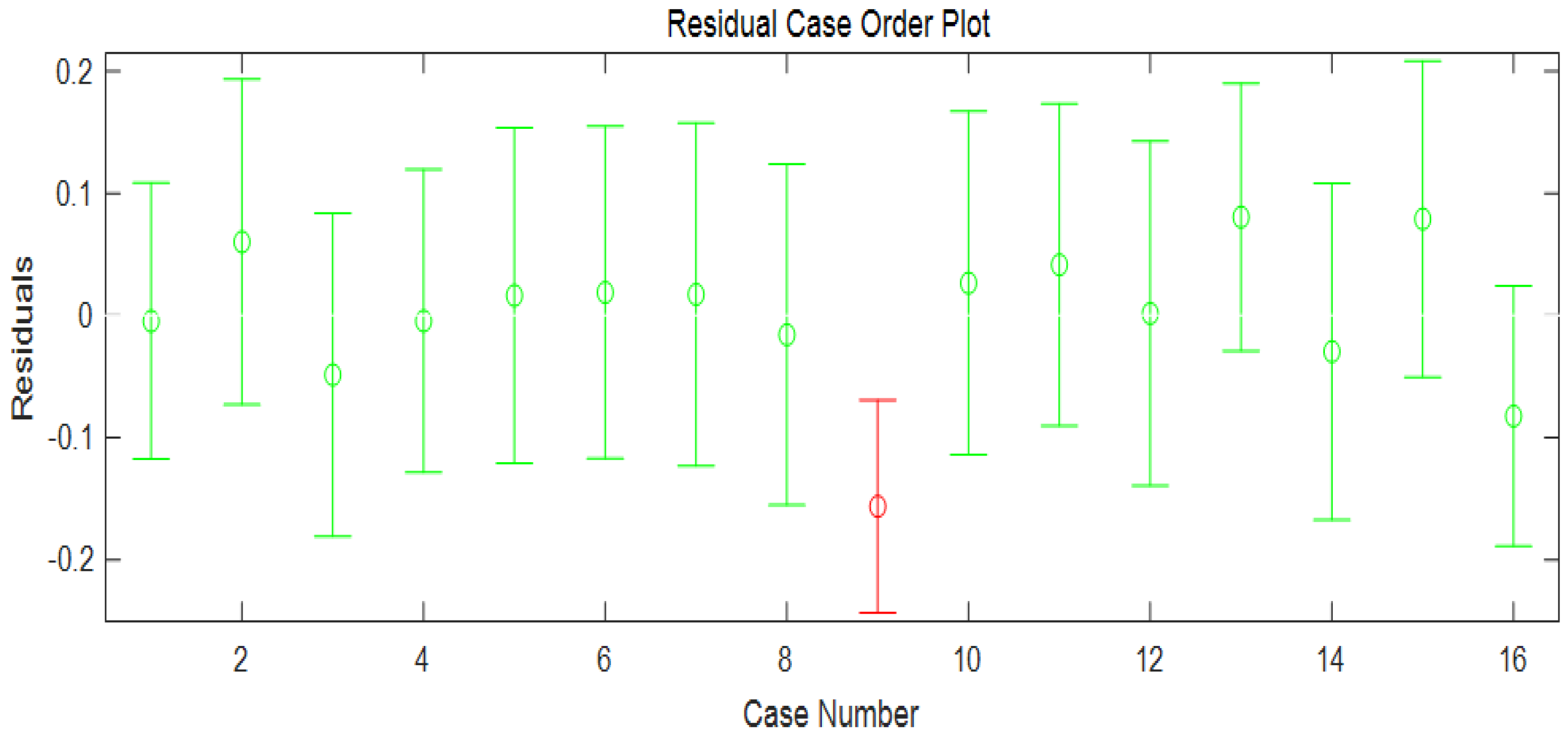
2.5. Linear Regression Significance Test
- (1)
- Tool wear regression system array:
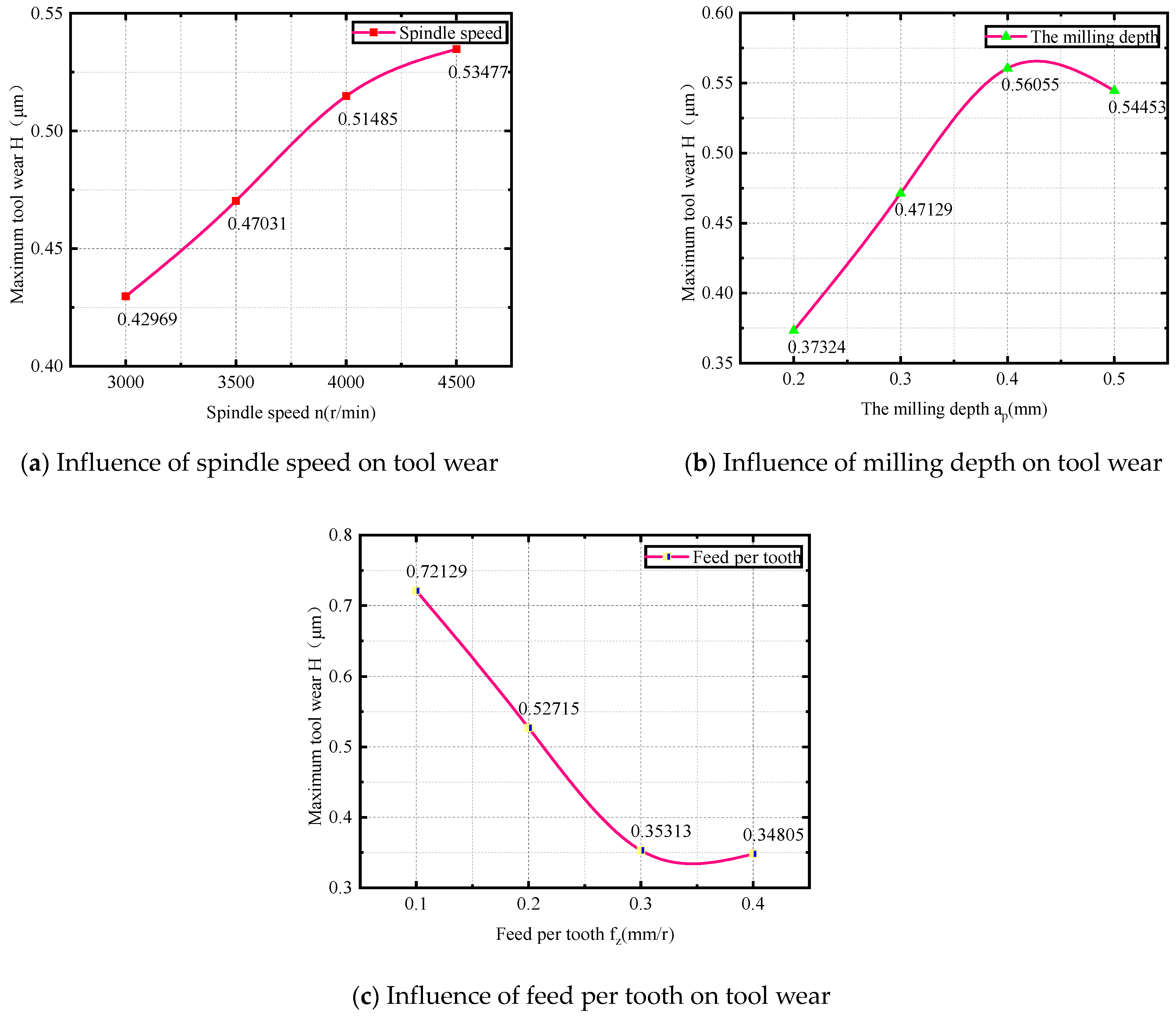
2.6. Analysis of Impact Patterns
3. Comparative Analysis of Ultrasonic Vibration Milling and Ordinary Milling
3.1. Establishment of GH4169 Model for Cemented Carbide Vibration Milling
3.2. Comparison of Results between Axial Ultrasonic Vibration Milling and Ordinary Milling
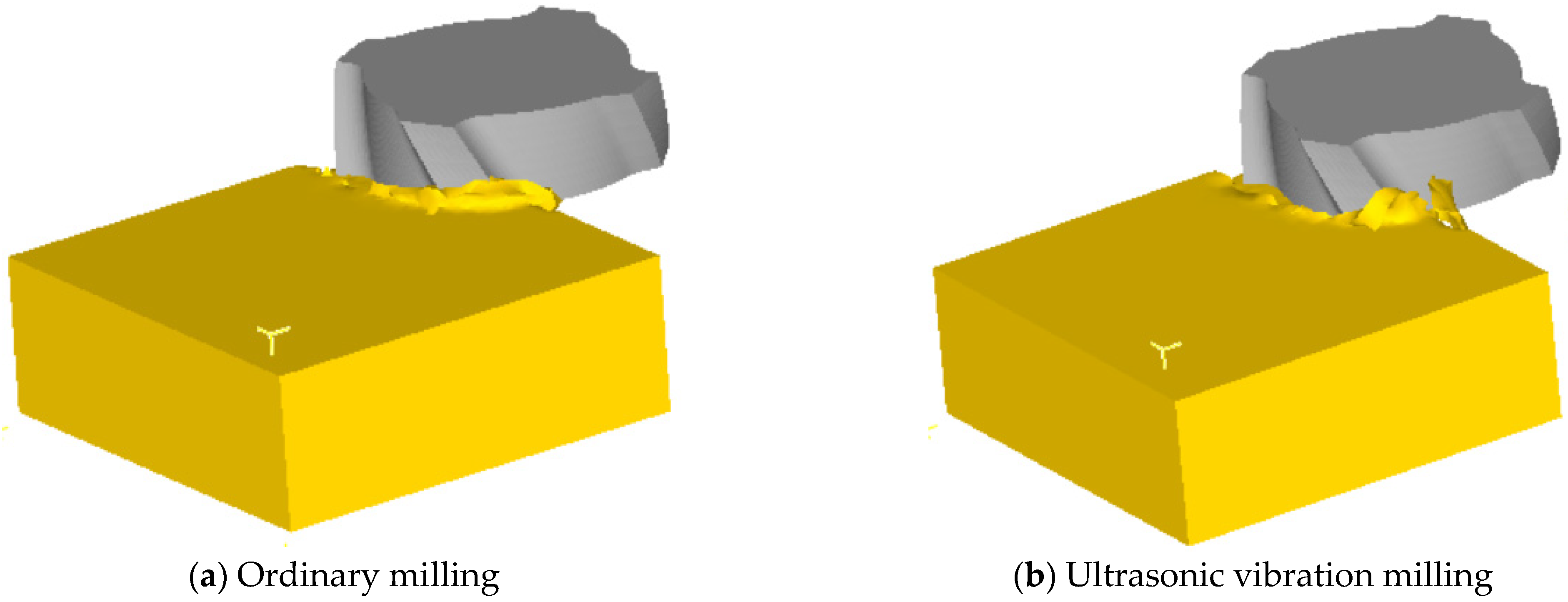
3.2.1. Comparison of Chip Shapes
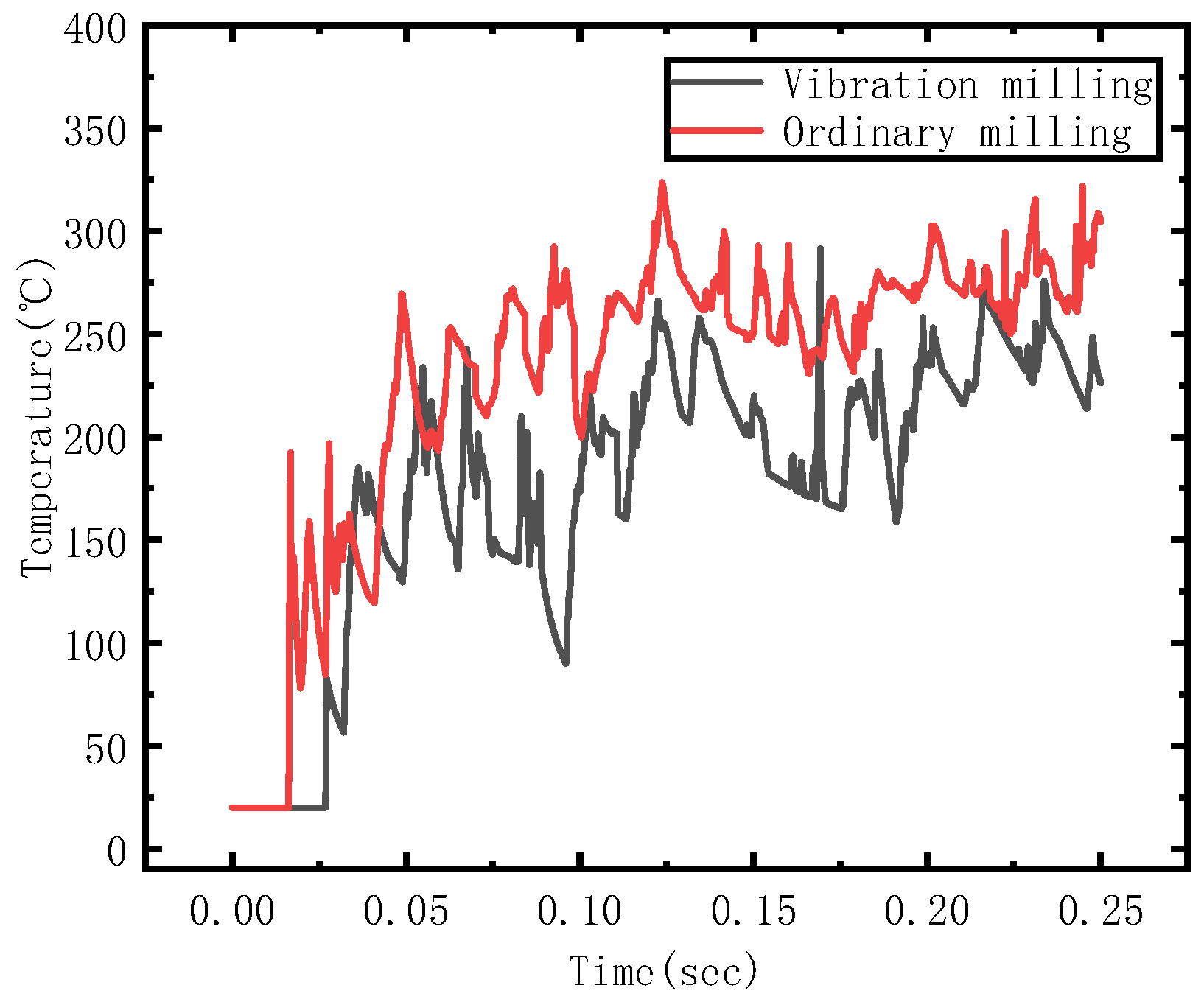
3.2.2. Temperature Comparison in Milling Area
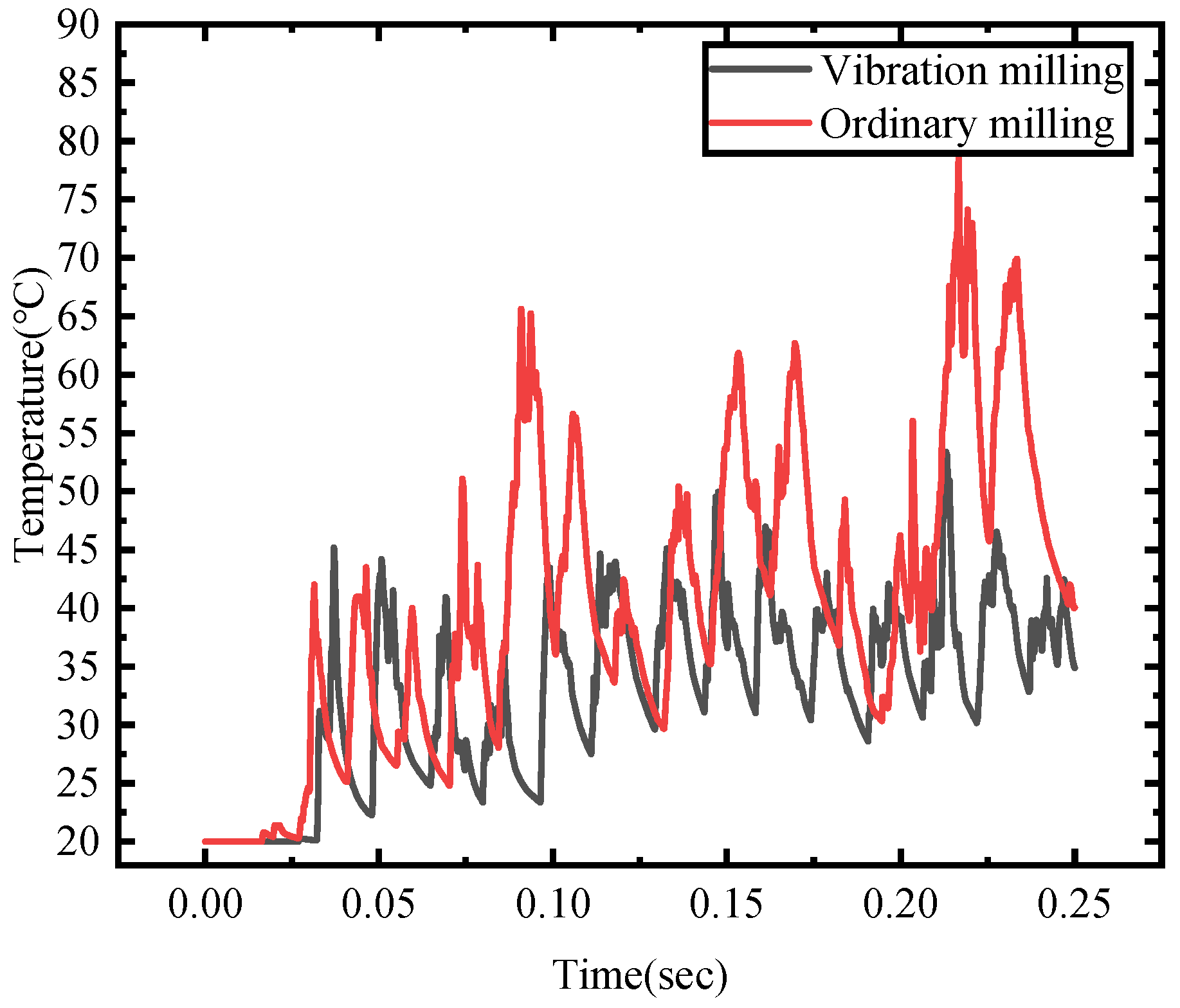
3.2.3. Tool Temperature Comparison
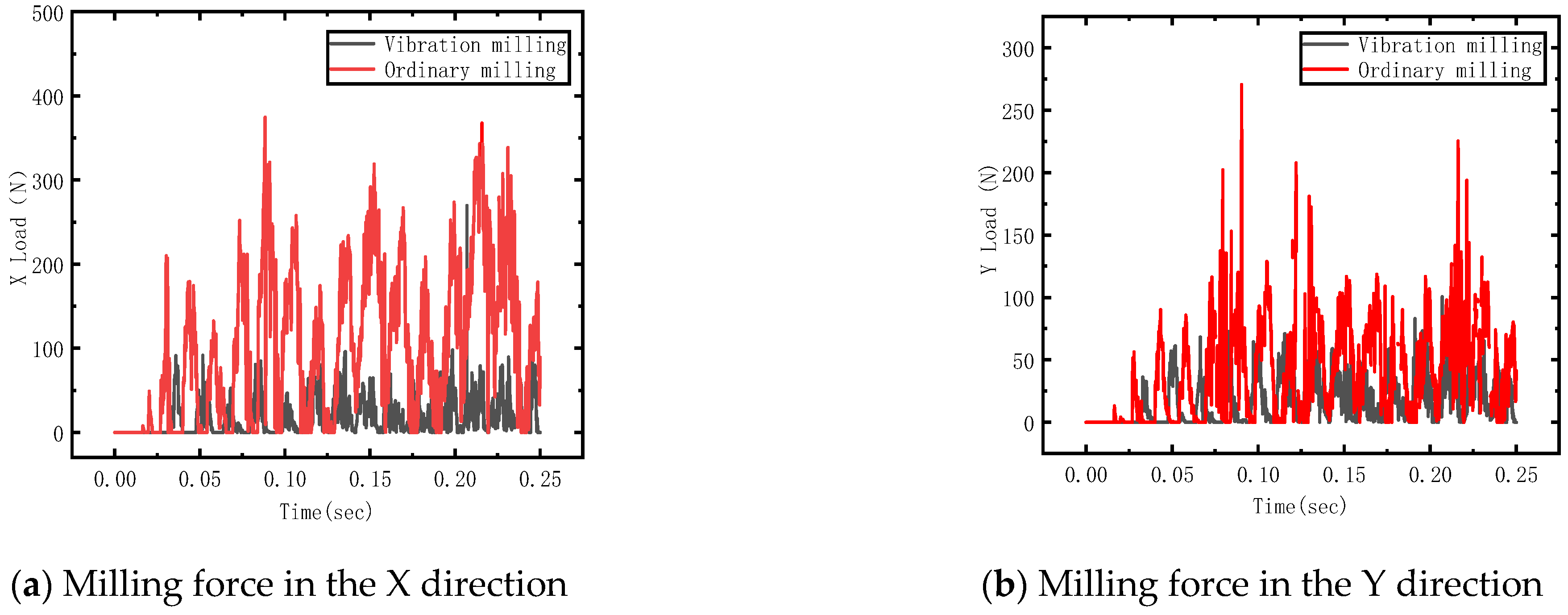
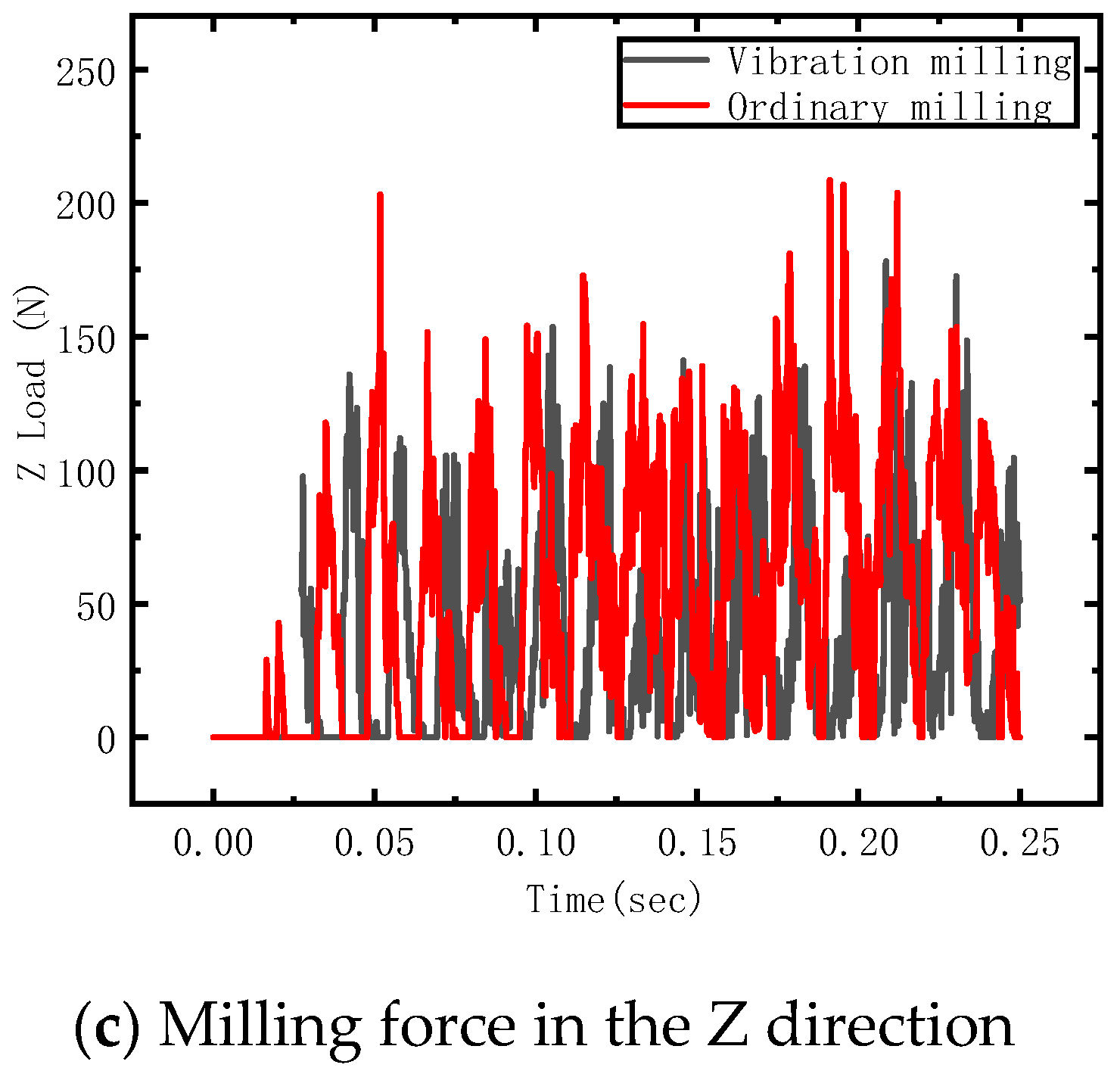
3.2.4. Comparison of Three-Way Milling Forces
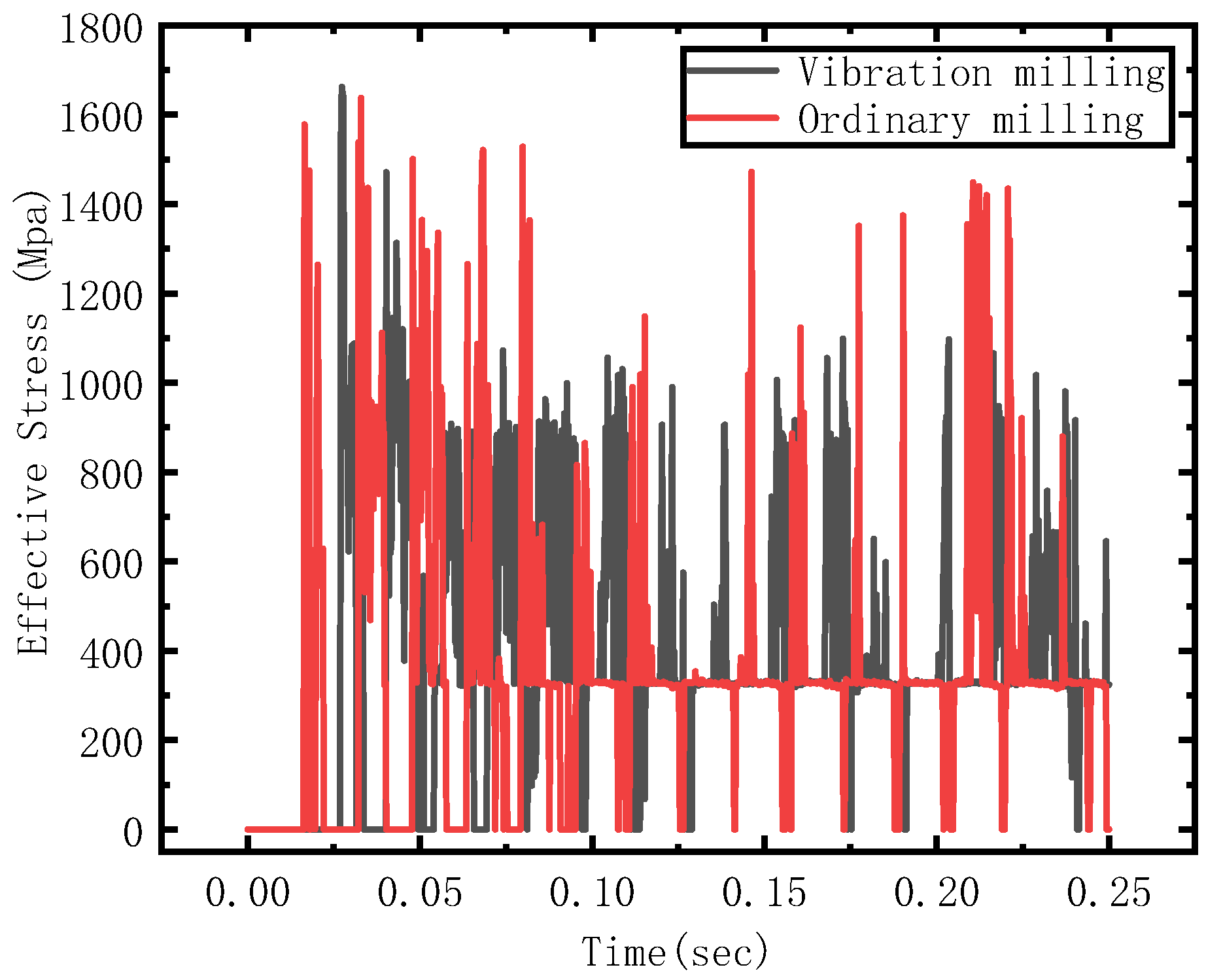
3.2.5. Comparison of Surface Stress of Workpieces
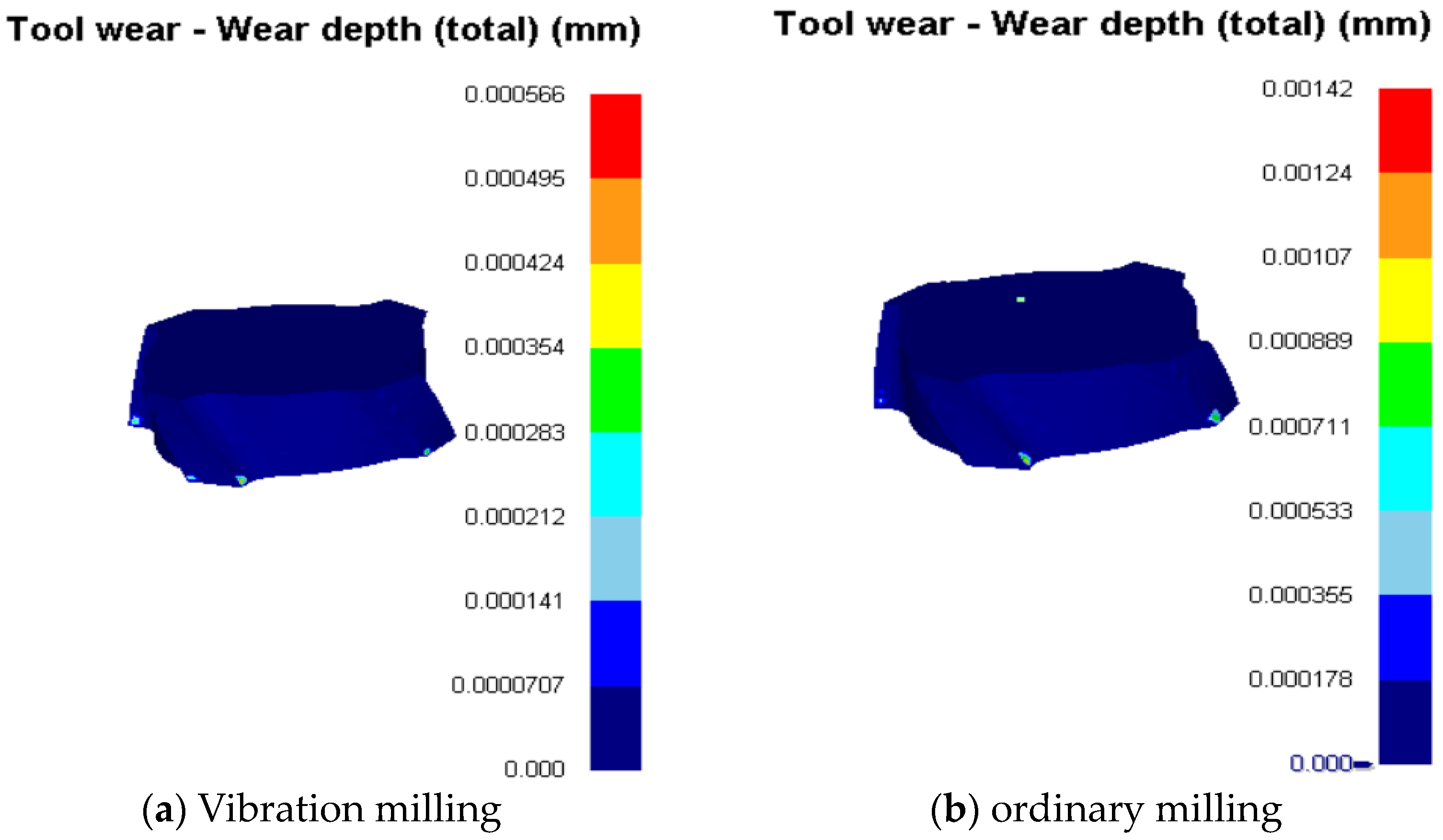
3.2.6. Comparison of Tool Wear
4. Effect of Coating Materials on Tool Wear in GH4169 Milling
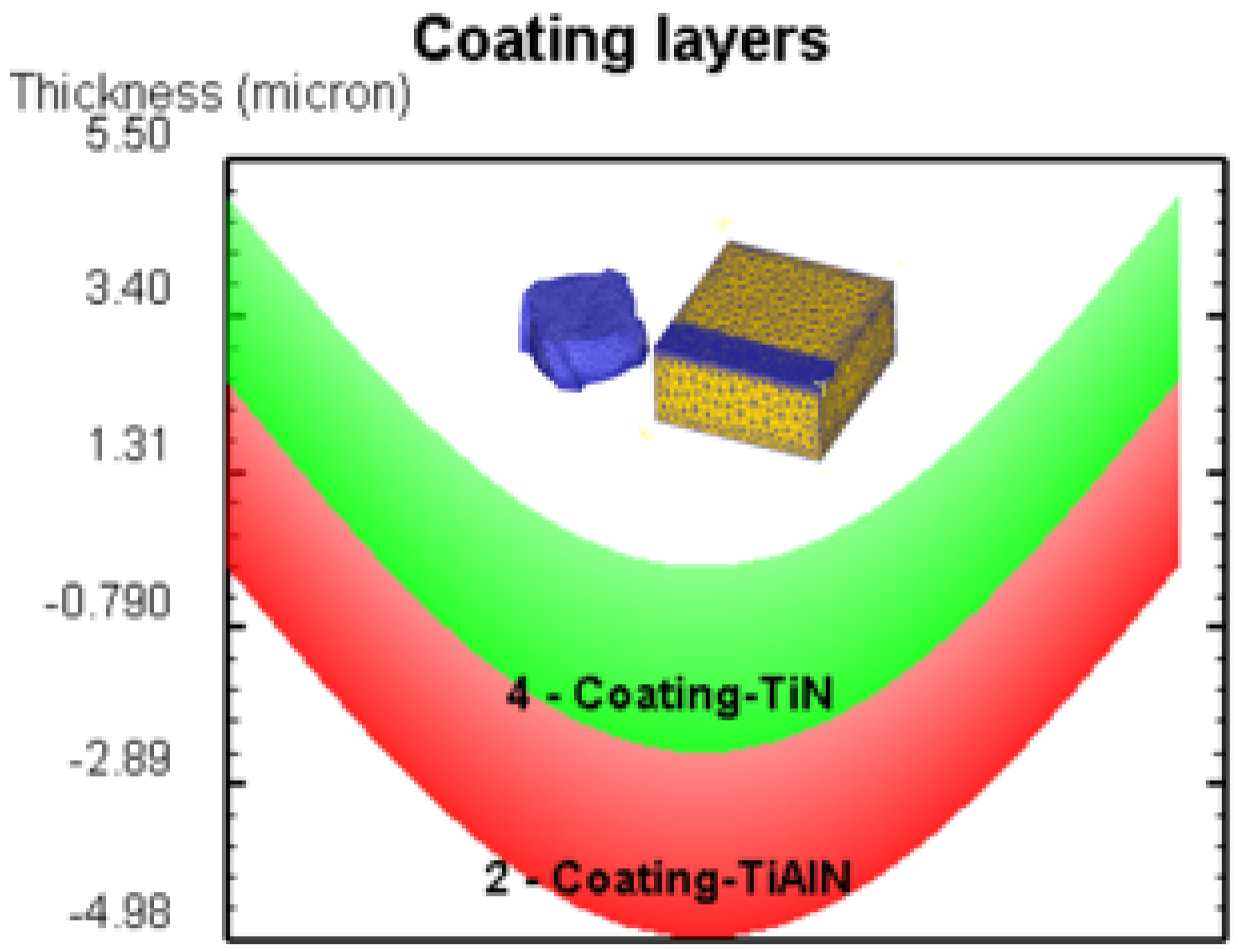
4.1. Establishment of Simulation Model for GH4169 Milling with Coated Tools
4.2. Analysis of Simulation Results
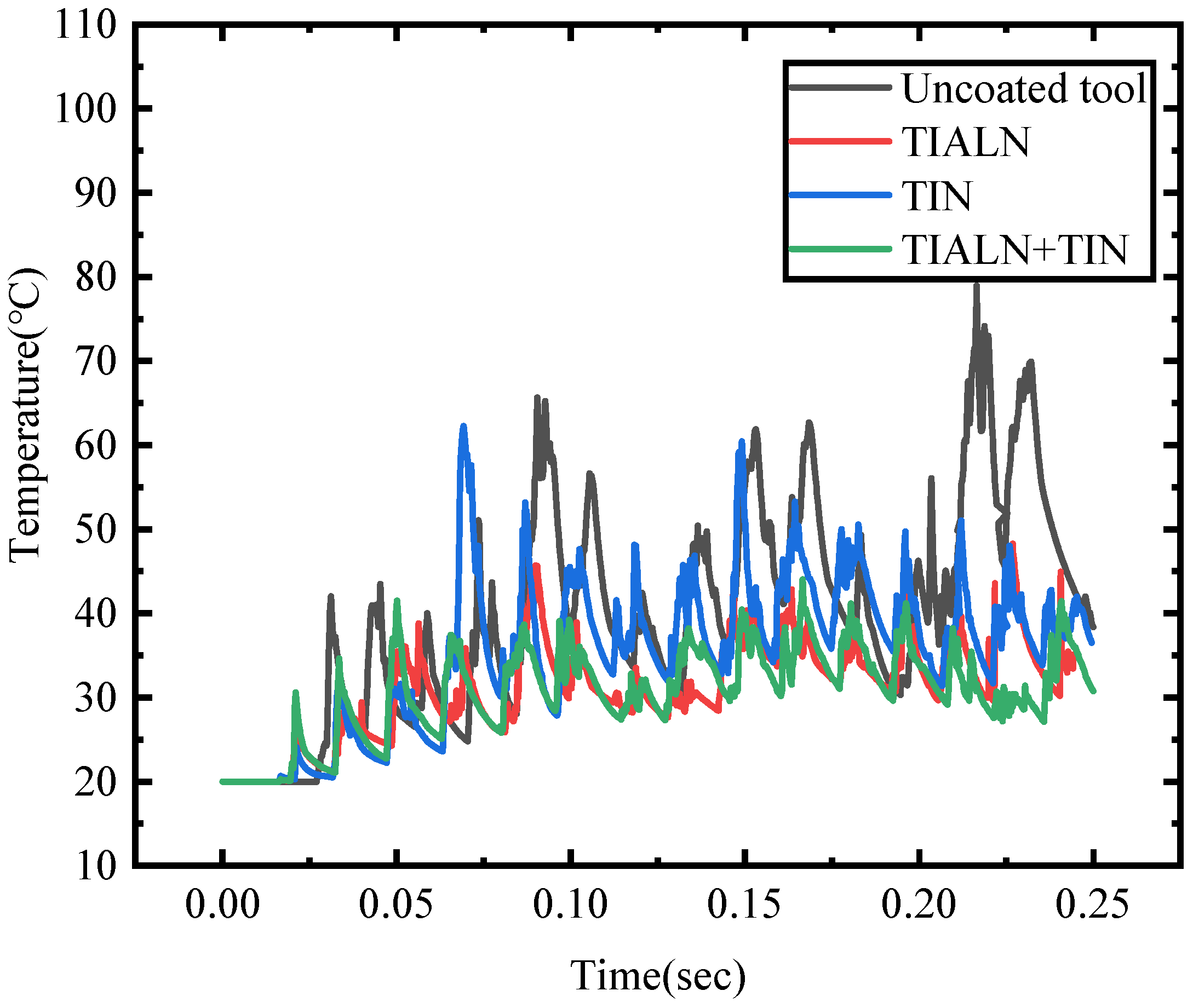
4.2.1. Temperature Changes of Cutting Tools with Different Coating Types
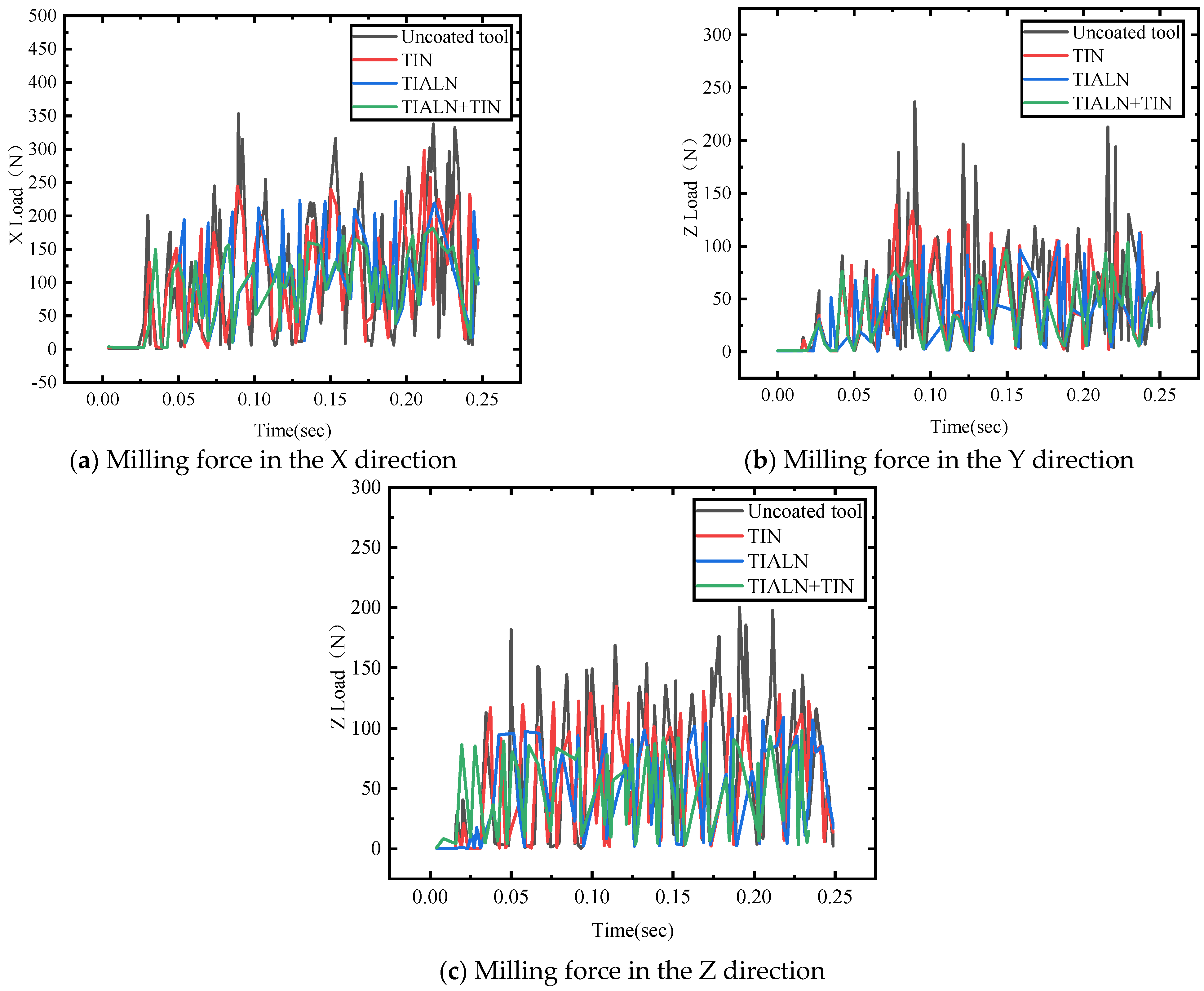
4.2.2. Changes in Milling Force of Different Coating Types of Cutting Tools
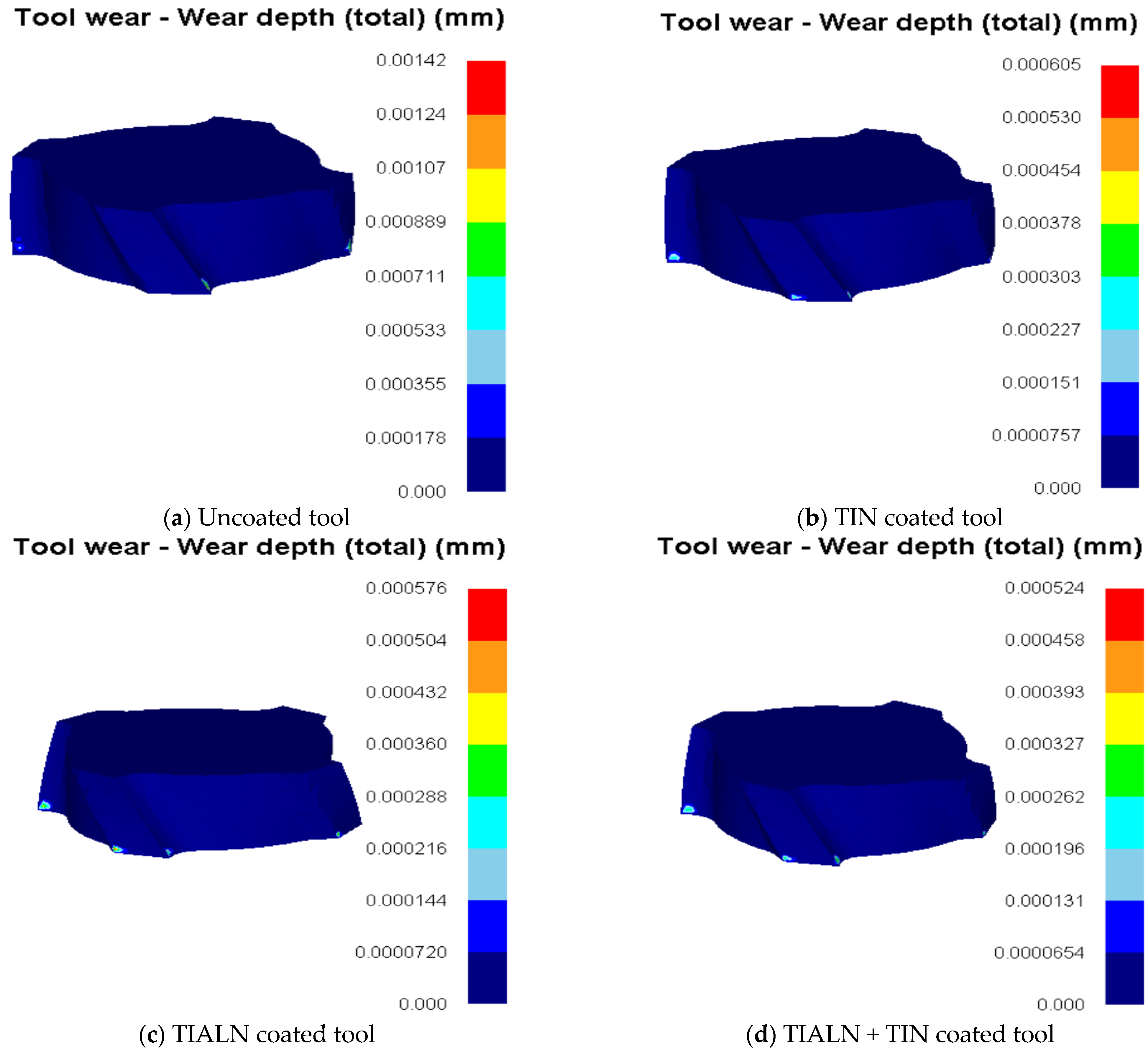
4.2.3. Comparison of Tool Wear of Different Coating Types
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ezugwu, E.O. High speed machining of aero-engine alloys. J. Braz. Soc. Mech. Sci. Eng. 2004, 26, 1–11. [Google Scholar] [CrossRef]
- Mei, Z.; Huang, C.; Fan, Y. Development and prospect of the aircaft digital assembly technology. Acronautical Manuf. Technol. 2015, 58, 31–37. [Google Scholar]
- Chu, G. Research on the status quo of aircraft digi tal assembly techmology in China. J. Xi’an Acronautical Univ. 2016, 1, 40–43. [Google Scholar]
- Ezugwu, E.Q.; Bonney, J.; Yamane, Y. An Overview of the Machinability of Aero Engine Alloys. J. Mater. Process. Technol. 2003, 135, 233–253. [Google Scholar] [CrossRef]
- Dudzinski, D.; Devillez, A.; Moufki, A.; Larrouquère, D.; Zerrouki, V.; Vigneau, J. A review of developments towards dry and high speed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2004, 44, 439–456. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Fiorentino, A.; Cappellini, C.; Giardini, C. Investigation and FEM-based simulation of tool wear in turning operations with uncoated carbide tools. Wear 2010, 269, 344–350. [Google Scholar] [CrossRef]
- Jianxin, D.; Yousheng, L.; Wenlong, S. Difusion wear in dry cutting ofTi-6Al-4V with WC/Co carbide tools. Wear 2008, 265, 1776–1783. [Google Scholar] [CrossRef]
- List, G.; Sutter, G.; Bouthiche, A. Cutting temperature prediction in high speed machining by numerical modelling of chip formation and its dependence with crater wear. Int. J. Mach. Tools Manuf. 2012, 54–55, 1–9. [Google Scholar] [CrossRef]
- Li, B.; Zhang, H.; Wang, H.; Chang, J.; Sun, X. Numerical simulation technology on tool wear of metal cutting. In Proceedings of the International Conference on Advanced Technology of Design & Manufacture, Beijing, China, 23–25 November 2010. [Google Scholar]
- Chemn, G.; Chang, Y. Using two-dimensional vibration cutting for micro-milling. Int. J. Mach. Tools Manuf. 2006, 46, 659–666. [Google Scholar]
- Hsu, C.Y.; Huang, C.K.; Wu, C.Y. Milling of MAR -M247 nickel-based superalloy with high temperature and ultrasonic aiding. Int. J. Adv. Manuf. Technol. 2007, 34, 857–866. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.; Lutze, S.; Wretland, A. Effects of ultrasonics-assisted face milling on surface integrity and fatigue Life of Ni- Alloy 718. J. Mater. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]
- Biermann, D.; Kersting, P.; Surmann, T. A general approach to simulating workpiece vibrations during five-axis milling of turbine blades. CIRP Ann. Manuf. Technol. 2010, 59, 125–128. [Google Scholar] [CrossRef]
- Shen, X.H.; Zhang, J.H.; Yin, T.J.; Dong, C.J. A study on cutting force in micro end milling with ultrasonic vibration. Adv. Mater. Res. 2010, 905, 1910–1914. [Google Scholar] [CrossRef]
- Shen, X.H.; Wang, M.Y. Finite element analysis of temperature field in vibration milling. Key Eng. Mater. 2016, 693, 1030–1037. [Google Scholar] [CrossRef]
- Shen, X.H.; Zhang, J.H.; Li, H.; Wang, J.J.; Wang, X.C. Ultrasonic vibration- assisted milling of aluminum alloy. Int. J. Adv. Manuf. Technol. 2012, 63, 41–49. [Google Scholar] [CrossRef]
- Ni, C.H.; Zhu, L.; Yang, Z.H. Comparative investigation of tool wear mechanism and corresponding machined surface characterization in feed-direction ultrasonic vibration assisted milling of Ti-6Al-4V from dynamic view. Wear 2019, 436, 203006. [Google Scholar] [CrossRef]
- Sajjady, S.A.; Abadi, H.N.H.; Amini, S.; Nosouhi, R. Analytical and experimental study of topography of surface texture in ultrasonic vibration assisted turming. Mater. Des. 2016, 93, 311–323. [Google Scholar] [CrossRef]
- Tao, G.; Ma, C.; Bai, L.; Shen, X.; Zhang, J. Feed-direction ultrasonic vibration. assisted milling surface texture formation. Mater. Manuf. Process 2017, 32, 193–198. [Google Scholar] [CrossRef]
- Chen, G.; Ren, C.; Zou, Y.; Qin, X.; Lu, L.; Li, S. Mechanism for material removal in ultrasonic vibration helical milling of Ti6Al4V alloy. Int. J. Mach. Tools Manuf. 2019, 138, 1–13. [Google Scholar] [CrossRef]
- Byme, G.; Dornfeld, D.; Denkena, B. Advancing cutting technology. CIRP Ann. Manuf. Technol. 2003, 52, 483–507. [Google Scholar]
- Pawade, R.S.; Sonawane, H.A.; Joshi, S.S. An analytical modeling to predict specific shear energy in high-speed turming of Inconel 718. Int. J. Mach. Tools Manuf. 2009, 49, 979–990. [Google Scholar] [CrossRef]
- Fang, N.; Wu, Q. A comparative study of the cutting forces in high speed machining ofTi-6AI-4V and Inconel718 with around cutting edge tool. J. Mater. 2009, 209, 4385–4389. [Google Scholar]
- Chen, R. Principles of Metal Cutting; Machine Press: Beijing, China, 2007. [Google Scholar]
- Wu, J.; Han, R. New Technologies in Modern Mechanical Processing; Publishing House of Electronics Industry: Beijing, China, 2017. [Google Scholar]
- Wang, Q. Research and Application of Functional Principal Component Analysis and Functional Linear Regression Model. Diploma Thesis, Chongqing Technology and Business University, Chongqing, China, 2020. [Google Scholar]
- Ma, Y.; Yue, Y. Research on Surface Roughness Prediction Model of T-itanium Alloy TC25 Milling. Manuf. Technol. Mach. Tool 2020, 8, 141–145. [Google Scholar] [CrossRef]
- Liu, A. SPSS Basic Analysis Tutorial; Peking University Press: Beijing, China, 2014. [Google Scholar]
- Peng, D. Prediction of Milling Process and Analysis of Surface Quality for TC4. Diploma Thesis, Tianjin University, Tianjin, China, 2012. [Google Scholar]
- Yang, Y. Numerical Simulation and Experimental Study on Axial Ultrasonic Vibration Assisted Milling of Titanium Alloy. Diploma Thesis, Nanjing University of Science and Technology, Nanjing, China, 2021. [Google Scholar]
- Liu, Z.; Zhang, C.; Ren, J. Dry Cutting Technology and Its Application; China Machine Press: Beijing, China, 2005. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter | Tooth Number | Front Angle | Back Angle | Helix Angle | Radius of the Tool |
|---|---|---|---|---|---|
| 10 mm | 4 | 8° | 12° | 30° | 1 mm |
| Spindle Speed n (r/min) | Cutting Depth ap (mm) | Feed per Tooth fz (mm/z) | Tool Wear Amount H (μm) | |
|---|---|---|---|---|
| 1 | 3000 | 0.2 | 0.1 | 0.557 |
| 2 | 3000 | 0.3 | 0.2 | 0.499 |
| 3 | 3000 | 0.4 | 0.3 | 0.343 |
| 4 | 3000 | 0.5 | 0.4 | 0.351 |
| 5 | 3500 | 0.2 | 0.2 | 0.387 |
| 6 | 3500 | 0.3 | 0.1 | 0.778 |
| 7 | 3500 | 0.4 | 0.4 | 0.349 |
| 8 | 3500 | 0.5 | 0.3 | 0.444 |
| 9 | 4000 | 0.2 | 0.3 | 0.208 |
| 10 | 4000 | 0.3 | 0.4 | 0.323 |
| 11 | 4000 | 0.4 | 0.1 | 1.010 |
| 12 | 4000 | 0.5 | 0.2 | 0.645 |
| 13 | 4500 | 0.2 | 0.4 | 0.309 |
| 14 | 4500 | 0.3 | 0.3 | 0.363 |
| 15 | 4500 | 0.4 | 0.2 | 0.718 |
| 16 | 4500 | 0.5 | 0.1 | 0.898 |
| Regression Coefficient | Estimated Value of Regression Coefficient | Confidence Interval |
|---|---|---|
| a0 | −1.9922 | −3.9917, 0.0072 |
| a1 | 0.4112 | −0.1472, 0.9695 |
| a2 | 0.5345 | 0.2881, 0.7808 |
| a3 | −0.6866 | −0.8487, −0.5244 |
| n (Speed) | ap (The Millin Depth) | fz (Feed per Tooth) | |
|---|---|---|---|
| K1 | 1.7500 | 1.4610 | 3.2430 |
| K2 | 1.9580 | 1.9630 | 2.2490 |
| K3 | 2.1860 | 2.4200 | 1.3580 |
| K4 | 2.2880 | 2.3380 | 1.3320 |
| k1 | 0.4375 | 0.3653 | 0.8108 |
| k2 | 0.4895 | 0.4908 | 0.5623 |
| k3 | 0.5465 | 0.6050 | 0.3395 |
| k4 | 0.5720 | 0.5845 | 0.3330 |
| RF | 0.1345 | 0.2398 | 0.4778 |
| Primary and secondary order | fz > ap > n | ||
| Coating Types | TIALN | TIN |
|---|---|---|
| Hardness value (HV) | 3300 | 2300 |
| The coefficient of friction (N/s/mm/C) | 0.4 | 0.49 |
| Coefficient of heat conduction | 10 | 23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zhang, W.; Miao, L.; Pang, Z. Analysis of Tool Wear in GH4169 Material Milling Process. Lubricants 2023, 11, 245. https://doi.org/10.3390/lubricants11060245
Li X, Zhang W, Miao L, Pang Z. Analysis of Tool Wear in GH4169 Material Milling Process. Lubricants. 2023; 11(6):245. https://doi.org/10.3390/lubricants11060245
Chicago/Turabian StyleLi, Xueguang, Wang Zhang, Liqin Miao, and Zhaohuan Pang. 2023. "Analysis of Tool Wear in GH4169 Material Milling Process" Lubricants 11, no. 6: 245. https://doi.org/10.3390/lubricants11060245