1. Introduction
Magnetic-field assisted finishing (MAF) uses a flexible magnetorheological brush composed of iron and abrasive particles typically mixed in a liquid medium to yield a superfine surface quality. The flexible nature of the brush makes MAF one of the most suitable candidates for polishing complex geometries such as cylindrical [
1] and freeform surfaces [
2], cavities [
3], and internal grooves [
4]. With the development of metal additive manufacturing (AM) [
5,
6,
7,
8,
9], which is capable of producing various complex designs and shapes that are not feasible with any conventional subtractive manufacturing, there has been an increasing demand for viable finishing technologies for complex AM-fabricated geometries. Although there are other advanced finishing processes that can improve the surface quality of the parts to a fine scale such as elastic emission machining (EEM) [
10] and chemical–mechanical polishing (CMP) [
11], thanks to the shape-adaptive flexible polishing brush, MAF has garnered much interest regarding the post processing of additively manufactured components [
12,
13,
14]. The MAF process was implemented to polish various kinds of materials, such as mold steels [
15], glass [
16], ceramics [
17], sheet metals [
18], and titanium alloys [
19].
Figure 1 shows the schematic of the MAF process in a computerized numerical control (CNC) milling setup, where the MAF brush is attached to a magnetic tool and the tool holder is generally rotated with the spindle. The workpiece is fixed with the carriage, which provides a linear motion. In the MAF brush shown in
Figure 1, the abrasives are entrapped among the ferromagnetic chains that are aligned with the magnetic lines of force. The entrapped abrasives in contact with the workpiece are called active abrasives as they participate directly in the material removal process.
The key factors in the effective implementation of MAF are to understand the material removal mechanisms underlying the process and the effect of various processing parameters in order to find the optimum processing conditions [
21,
22,
23]. As there are numerous processing parameters affecting the efficiency of the material removal process as well as the attainable final surface quality of the polished workpiece, relying purely on a series of experiments is extremely time-consuming. Hence, the development of an accurate process model to simulate and predict the material removal rate (MRR) and instantaneous surface roughness is important when determining the underlying material removal mechanisms and optimizing the MAF processing parameters.
It is extremely crucial to understand the nature of the material removal phenomenon to formulate a precise analytical model. Micro-cutting/chipping [
24] and micro-ploughing [
25,
26] are reported to be the primary modes of material removal during the MAF. Several studies were carried out to formulate an appropriate model to study the material removal phenomenon and the effect of parametric variation in the MAF process [
27,
28,
29,
30,
31,
32,
33]. One of the earliest works simulating surface accuracy in MAF was conducted by Kim et al. [
32]. They used a wear model formulated by Rabinowicz [
34] to predict wear in a three-body abrasion process. The material removal model was based on the micro-cutting phenomenon with the sharp cutting edges of conical abrasives. Since then, the wear model, relating the total material removal to the normal force and hardness of the work material, has been implemented by various researchers in the modeling of MAF [
27,
28,
35]. Jayswal et al. [
35] and Misra et al. [
27] used a micro-cutting-based wear model with spherical abrasives. Misra et al. [
27] also introduced a novel approach to decouple the total MRR into two parts: (a) steady-state MRR only affected by the processing conditions and (b) transient MRR depending on the remaining volume of irregularities on the surface at a given instantaneous time. This approach was based on the observation made by several researchers that MRR and surface roughness of the work material initially exponentially decrease but eventually saturate after some time [
32,
36,
37]. Qian et al. [
38] established the MRR in the MAF using Preston and Archard wear equations. Preston observed that MRR is proportionally related to the pressure acting on the workpiece surface and relative velocity between workpiece and brush for the lapping process on glass [
39]. Similarly, Zhang et al. [
40] modified the Archard equation considering a small portion of the contact area and calculated material removal in terms of depth and area. The Hertzian contact theory was used to calculate the maximum contact pressure and its distribution.
The material removal phenomenon in MAF depends on various processing conditions [
26,
27,
41]. Jain et al. [
41] studied the effect of several parameters on the final surface quality of the part and found that increasing the magnetic flux density, magnetic abrasive particles size, spindle speed, and volume fraction of iron particles resulted in a positive effect on improving final surface quality, whereas increasing the working gap proved to be detrimental. Similar results were reported by Misra et al. [
27].
Although several researchers have studied various processing conditions and their effect on the MAF performance, there has not been a thorough understanding of how the rheological characteristics (for example, the yield strength) of the MAF brush affect the MAF performance. There have been studies on the rheological behavior of the lubricants on other similar finishing processes, such as CMP [
42], but an in-depth analysis of the rheological properties of MAF is an understudied topic. The yield stress, determined by the strength of the iron particle chain (referred to as stiffness in this study) in an MAF brush under magnetic field [
43], directly affects the MRR and the instantaneous change in surface roughness. The stiffness of the MAF brush dictates the intensity of the contact between abrasives in the MAF brush and the work surface. A stiff MAF brush holds the abrasive particles securely and promotes aggressive two-body abrasion, whereas a loose MAF brush promotes less aggressive three-body abrasion. The interesting results were reported by Sidpara et al. [
43,
44], who studied the effect of the rheological characteristics of the MAF brush on surface finishing quality in MAF. The changes in abrasive concentration, magnetic field, and liquid carrier concentration were found to vary the rheological properties of the MAF brush, such as viscosity and yield stress [
44,
45]. Sidpara et al. [
43] observed that as the magnetic flux density and iron particle concentration increased, yield stress and viscosity increased as well, which in turn increased the MRR. The opposite trend was found with the abrasive volume concentration. This shows that the change in rheological properties changes the contact dynamics between the MAF brush and the workpiece and directly affects the material removal phenomenon in the MAF and the final surface quality of the polished parts.
Therefore, even though the rheological properties of the MAF brush are extremely vital parameters that directly affect the MRR in the MAF, their impacts have not been studied in depth. Sidpara et al. [
43,
44] studied the effect of various conditions on the rheological properties of the MAF brush and its subsequent effect on the surface quality of the finished parts experimentally. However, no process model has been developed to predict the MRR and surface roughness based on the rheological properties of the MAF brush. Therefore, the model presented in this study tries to fill this research gap and represents a major advance in understanding and predicting the MAF process. The results obtained from the model will be analyzed to understand the underlying material removal mechanism during MAF under various processing conditions. Finally, the effect of various processing parameters on the MRR and surface roughness will be predicted and analyzed using the developed model.
2. Materials and Methods
MAF Experimental Setup
MAF experiments were conducted on the CNC milling machine (VF4, HAAS, Los Angeles, CA, U.S.A.). A magnet holder was fabricated and used to hold multiple permanent magnets (Neodymium disc countersunk hole magnets, each a the diameter of 9 mm, a thickness of 5 mm, and a magnetic flux density of 120 mili-tesla (mT)), as shown in
Figure 1. Magnetic flux density (B) was varied by changing the number of magnets held inside the magnet holder. The magnetic flux density of 120 mT was measured with a single magnet, whereas 180 mT and 220 mT were measured with two and three magnets in series, respectively. An MAF brush was attached onto the surface of the magnet. The magnet holder was assembled into the spindle, which allowed the brush to rotate and translate along the workpiece surface. A similar experimental setup was reported by the authors’ group on a previous study that assessed the effect of nano-scale solid lubricants on the MAF process [
15].
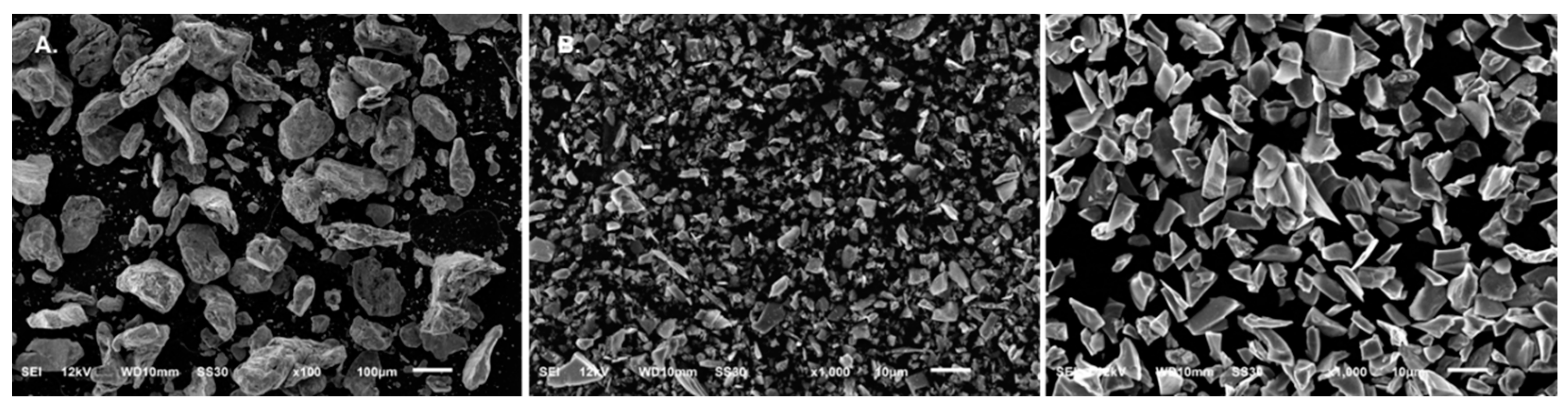
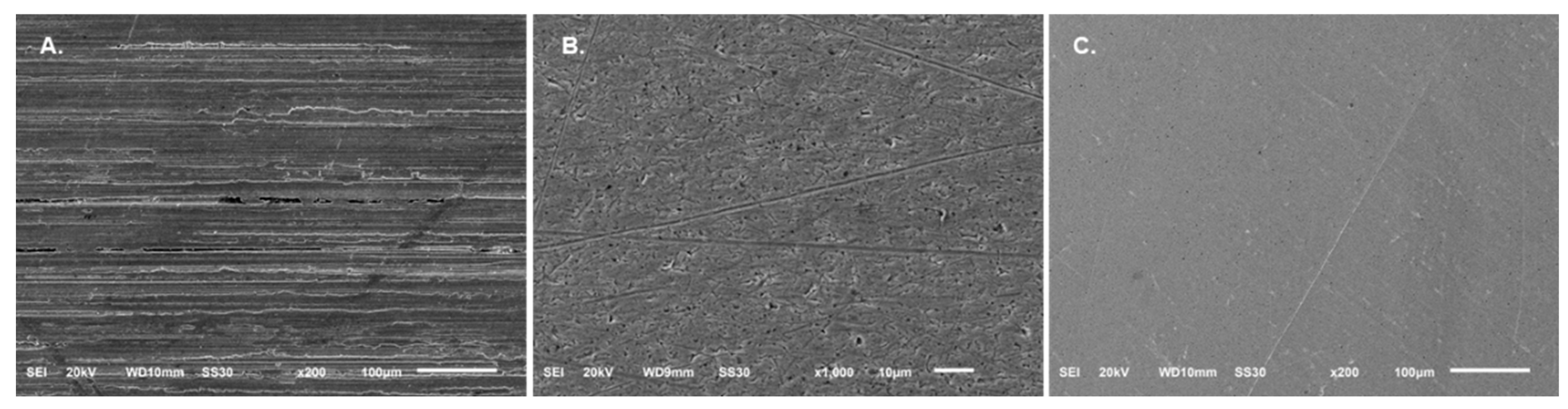
MAF Brush and Workpiece Materials
Black ceramic (BC) (Industrial Supply Inc., Baton Rouge, LA, USA), iron particles (the mean diameter of 300 μm, 40–60 mesh, Carolina Biological Supply Co., Burlington, NC, USA), and silicone oil (Xiameter PMX-200 Silicone Fluid 1,000,000 centistokes (cSt), The Dow Chemical Company, Midland, MI, USA) were the main constituents of the flexible MAF brush. The work material selected for this study was mold steel (CENA-V, Hitachi Materials, Japan). The work surface was milled to attain the average surface roughness, R
a, ranging from 1.5 to 6 µm. The SEM images of iron and black ceramic particles used in this study are presented in
Figure 2.
Surface Characterization
Average surface roughness, Ra, is one of the most widely used parameters to characterize roughness. Hence, it was used as the parameter that characterizes roughness in this manuscript as well. Ra is defined as an average of the profile deviation from a mean line. The mean line (an imaginary line) divides the surface profile into two halves (peak half and valley half) so that the areas of both halves are equal. A stylus profilometer (Surfcom 50, Midwest Metrology, Holland, MI, USA) was used to measure the surface roughness. A diamond tip in the stylus profilometer senses or detects the deviation in the surface and provides the roughness measurement as it traverses in a line along the surface profile. An average of ten-line measurements is taken and reported as a roughness value throughout this study.
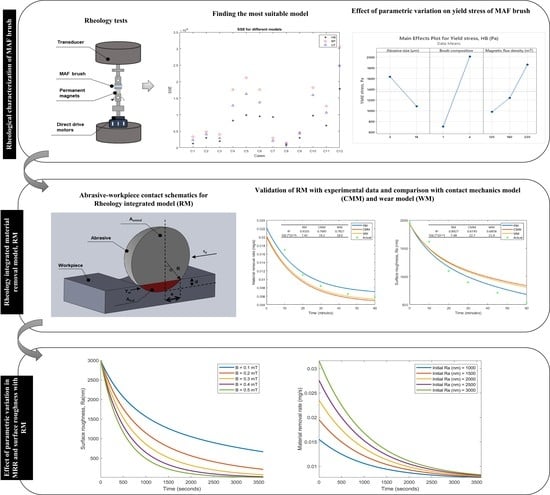
2.1. Rheology Tests
2.1.1. Design of Experiments
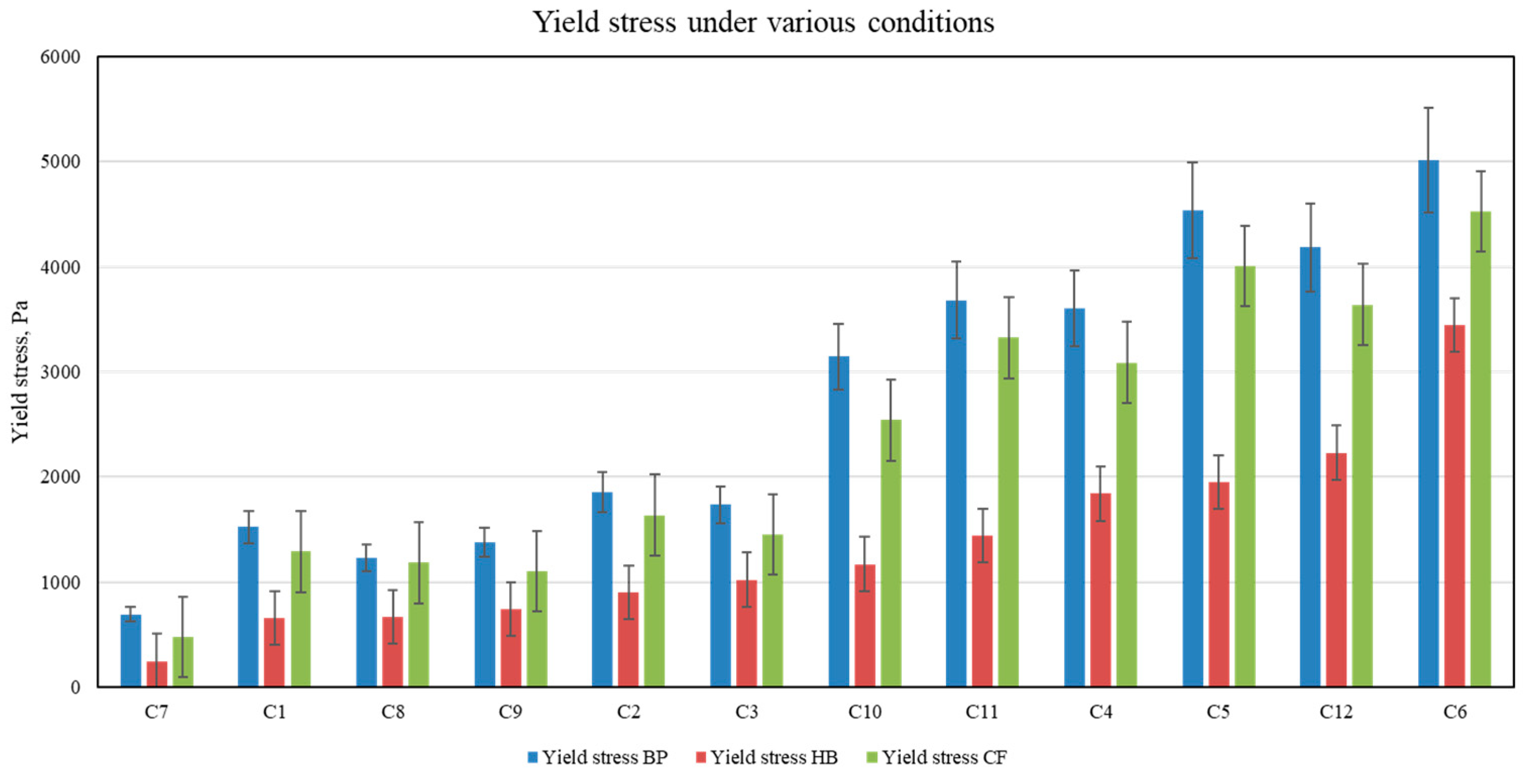
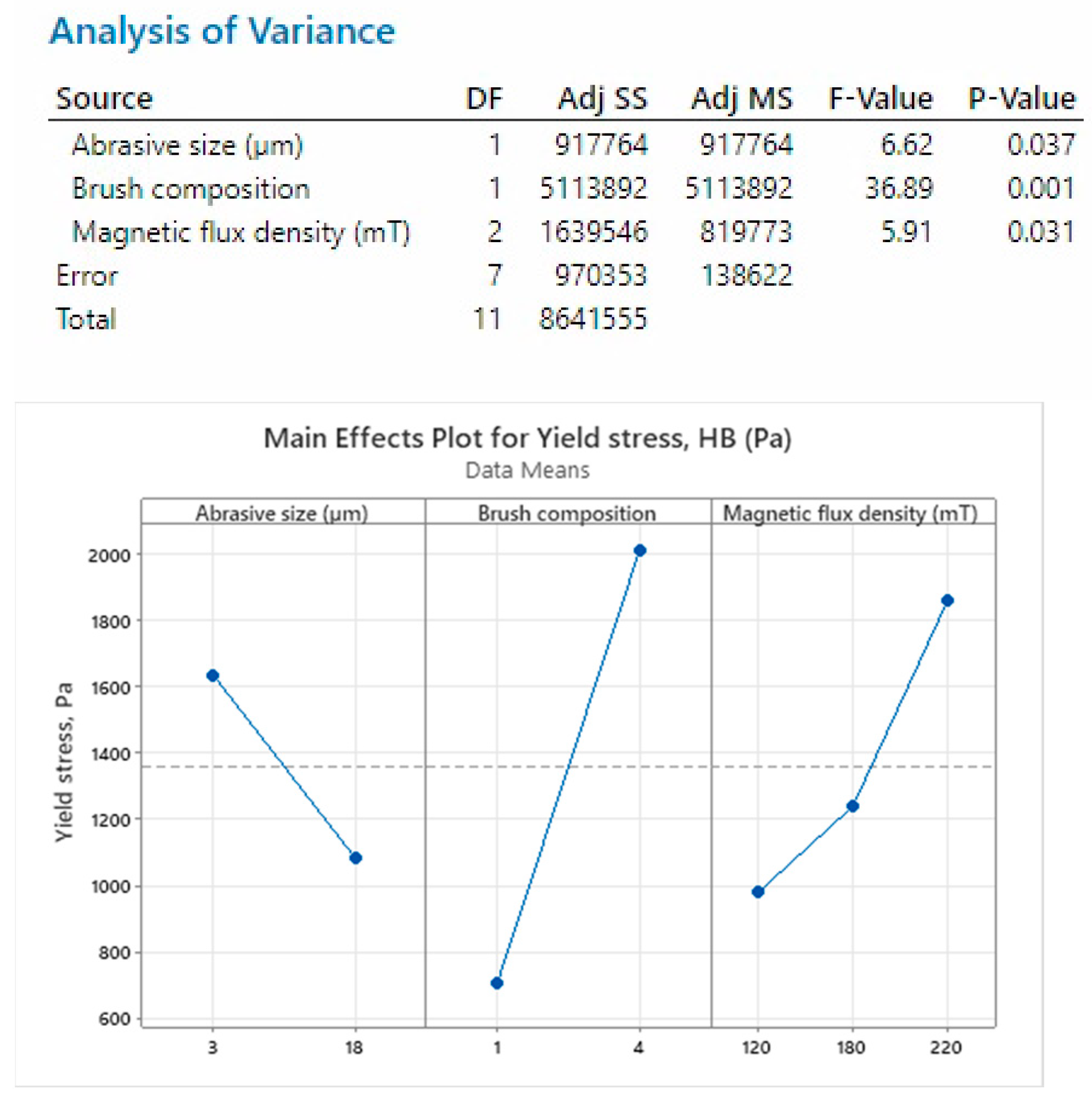
The primary parameters for the rheological properties of the brush were magnetic flux density, brush composition/iron-to-abrasive weight ratio (“Brush composition” terminology has been used to define the weight ratio of iron to abrasives in this manuscript), and abrasive particle size. The effect of these parameters on rheological characteristics can be studied with the flow shear rate ramp test, where the shear stress is recorded as a function of the shear rate. The change in shear stress with respect to shear rate is monitored and analyzed to calculate viscosity and yield stress. Twelve test cases, as shown in
Table 1, were conducted with the magnetic flux density varying at three levels (120, 180, and 220 mT), iron-to-abrasive weight ratio at two levels (1:1 and 4:1), and abrasive sizes at two levels (3 µm and 18 µm). All these experiments were repeated twice for a repeatability study of the data.
The cases are represented as Ci(x,y,z), where I is the case number and the subscripts x, y and z represent abrasive size, iron-to-abrasive weight ratio and magnetic flux density, respectively, in the following sections of the manuscript. For example, case number 8, where experiments were conducted with 18 µm sized abrasives, 1:1 iron-to-abrasive weight ratio, and 180 mT magnetic flux density, will be represented as C8(18,1:1,180).
2.1.2. Rheology Models
The most commonly used rheology models for viscoelastic fluids are Bingham plastic, Herschel–Bulkley, and Casson fluid model [
44,
45]. These models are represented in
Table 2 using viscosity (
), shear stress (
), yield stress (
) and shear rate (
).
and
signify the consistency and power-law index, whereas
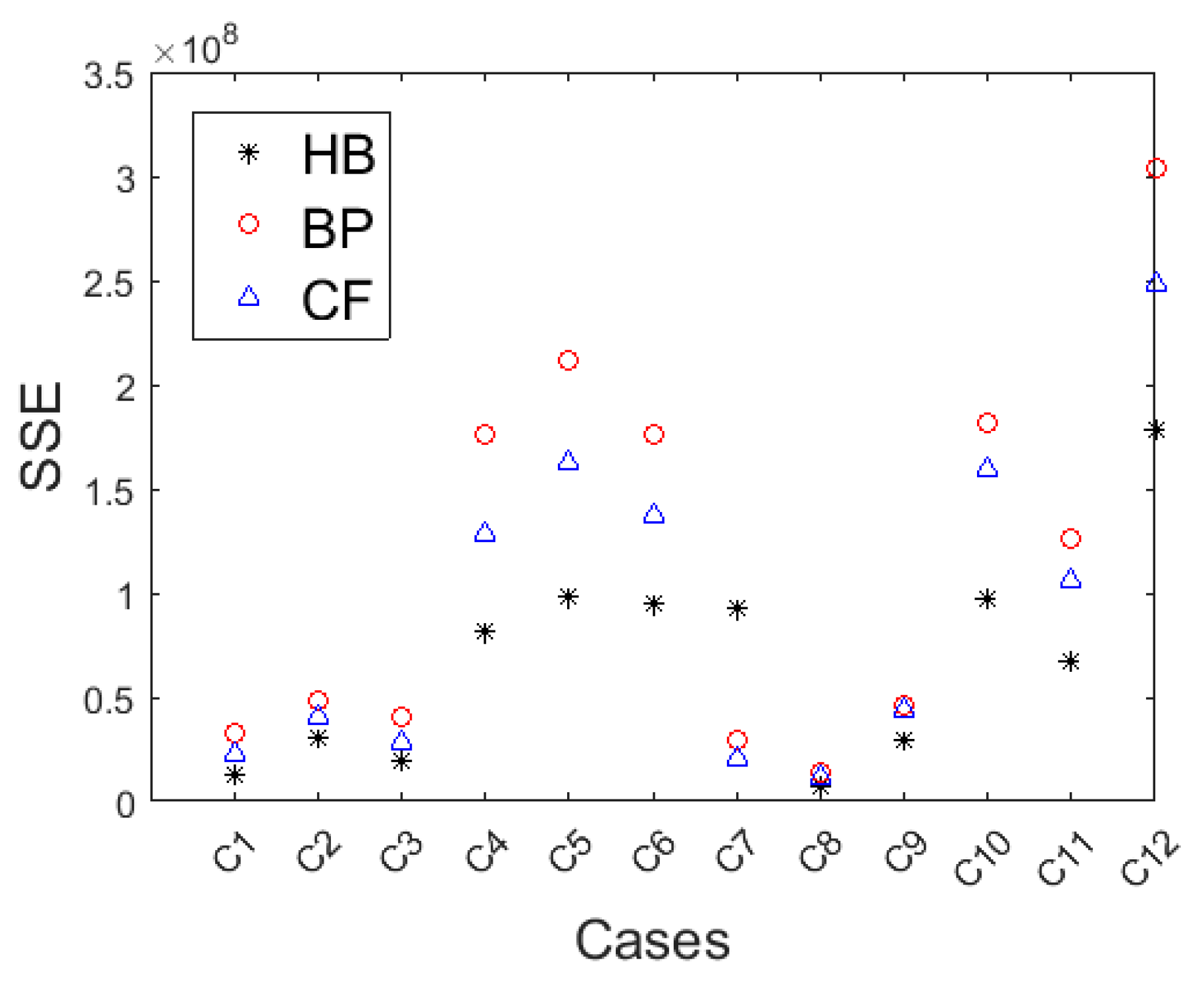
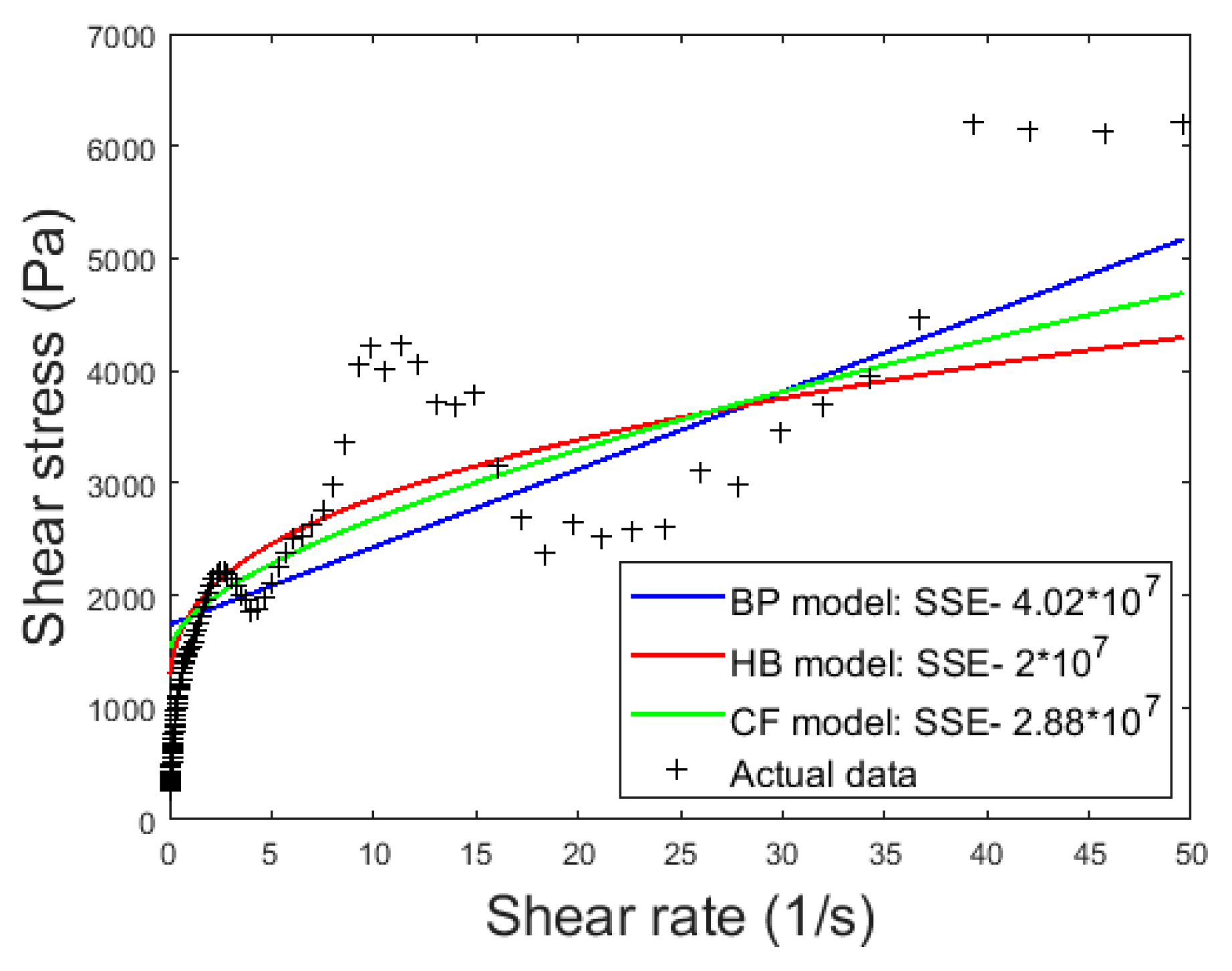
represents suspension viscosity at an infinite shear rate. The suitability of these rheology models with the obtained rheological property data of an MR fluid was analyzed using statistical methods such as the least square sum of errors (SSE) method and R
2 method. SSE is the sum of square of residuals or deviations from the actual data to the predicted values from the analytical model. A lower SSE value means a better fit between the model and the experimental data. The R
2 value is the proportion of the variation in the dependent variable that is predictable from the independent variable(s). R
2 ranges from 0 to 1; the higher the R
2, the better the fit.
An the important parameter in characterizing the rheological property of magnetorheological fluid is yield stress. Materials act like a rigid solid under low stresses until reaching a certain level of stress, known as yield stress [
46], after which they exhibit plastic deformation. The Bingham plastic (BP) model assumes that after the shear stress increases beyond yield stress, the material behaves as a Newtonian fluid, meaning the shear stress has a linear relationship with shear rate, described by a constant viscosity. However, viscosity increases with shear rate for some fluids (shear-thickening fluid) while it decreases for other fluids (shear thinning fluid). The Herschel–Bulkley (HB) model assumes a rigid pre-yield behavior, as occurs in the BP model. However, the HB model has the consistency index,
, with the power index,
, indicating whether the fluid is shear-thinning (
< 1), shear thickening (
> 1) or Newtonian (
= 1) beyond the yield point. The Casson Fluid (CF) model is another widely used model to describe time-independent viscosity [
40]. Continuous shear-thinning is assumed in the CF model, where viscosity decreases from infinity (at zero shear rate) to zero (at infinite shear rate).
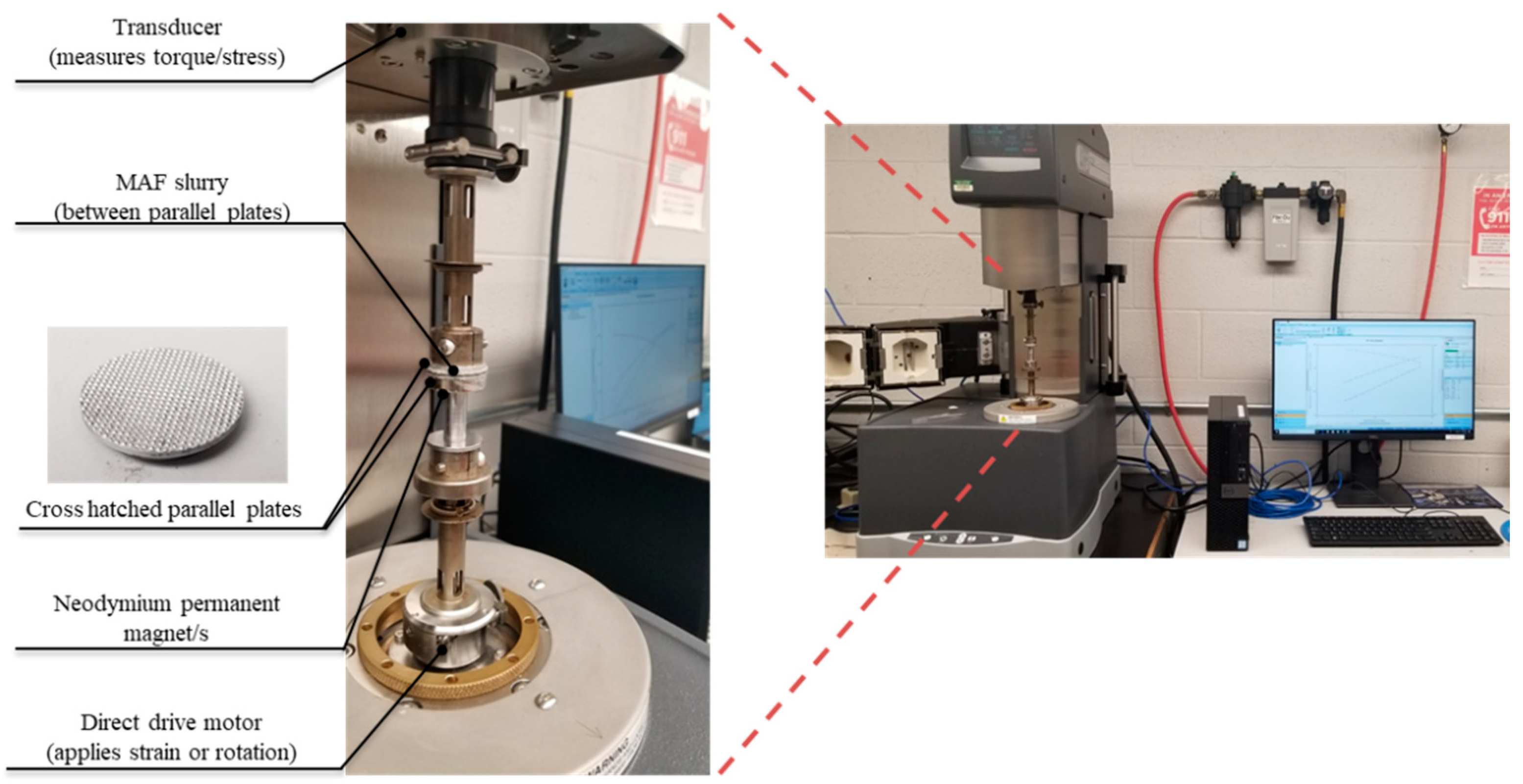
2.1.3. Rheology Test Equipment, Tests and Rheological Parameters
Rheology tests were conducted in an ARES-G2 rheometer (TA instruments, New Castle, DE, USA).
Figure 3 shows the experimental setup. In order to incorporate the magnetic field, custom-made parallel plates were designed to attach permanent neodymium magnets beneath the parallel plates. The parallel plates that were used were machined to have a crosshatched pattern, as shown in
Figure 3, to avoid the slippage issue that is common during higher shear rates. Continuous shear rate ramp tests were conducted under various conditions (as presented in
Table 1) of the MAF brush to analyze the relationship between shear stress and shear rate and determine the yield stress for each condition. Due to the slippage issue at very high shear rates, the test was conducted while decreasing shear rate ramp from 50 1/s to 0.05 1/s.
2.2. Material Removal Model and Surface Roughness Model
2.2.1. Force and Number of Active Abrasives Calculation
For this preliminary study, even though the abrasives had an irregular shape, as seen in
Figure 2, all the abrasives were assumed to be completely spherical in shape for simplification. Additionally, even though iron particles may also take part in the material removal process, because the iron particles have significantly lower hardness compared to abrasives, the abrasive effect of iron particles was assumed to be negligible in this study. For the material removal calculation, the number of active abrasives in contact with the workpiece was calculated based on the iron-to-abrasive weight ratio and the mass of each constituent used in the brush. Based on the volume and mass of the brush used for the MAF, the number of abrasives, iron particles, and volume fraction of each brush constituent could be found [
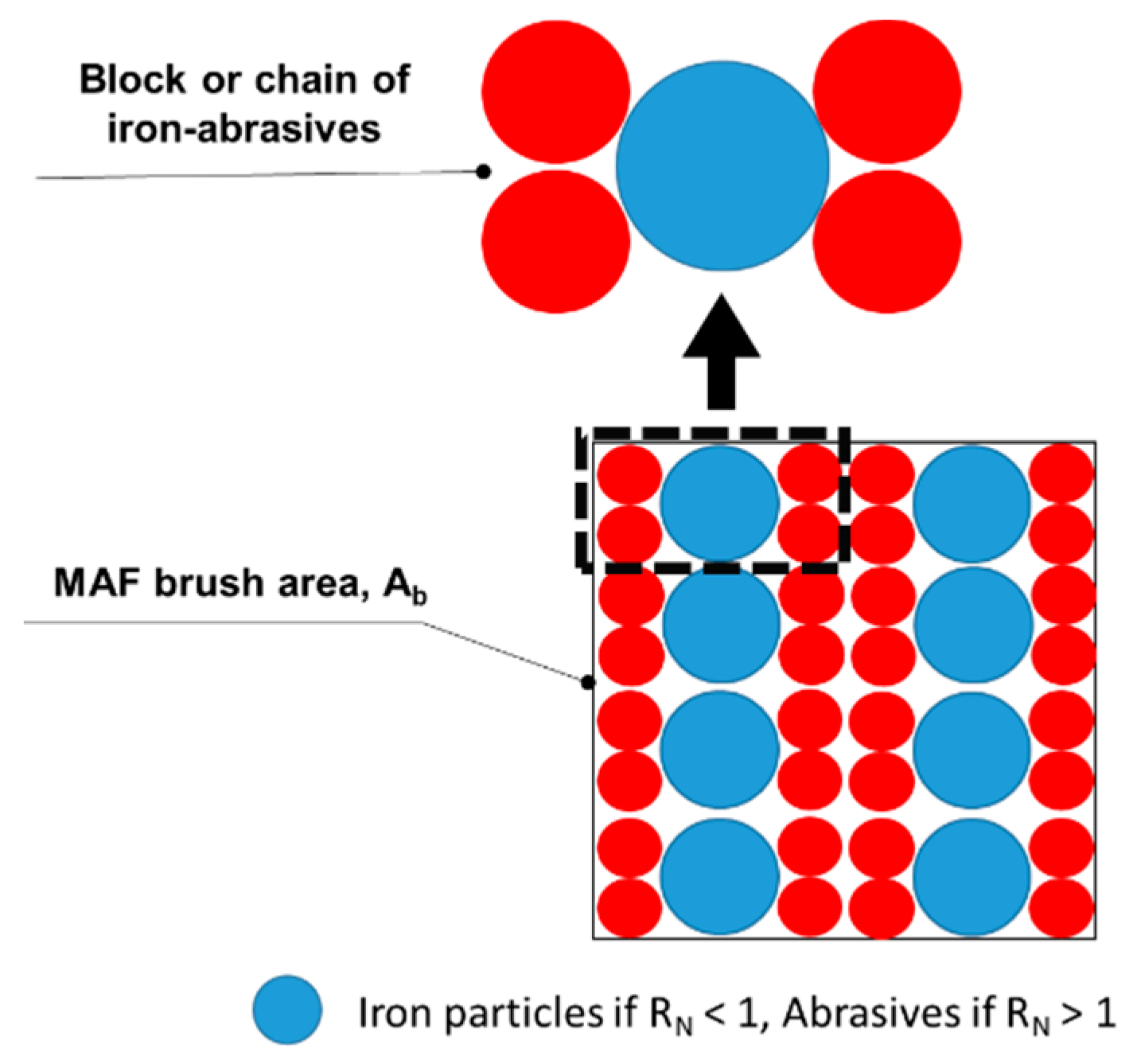
15]. The number of active abrasives was then calculated in the following manner.
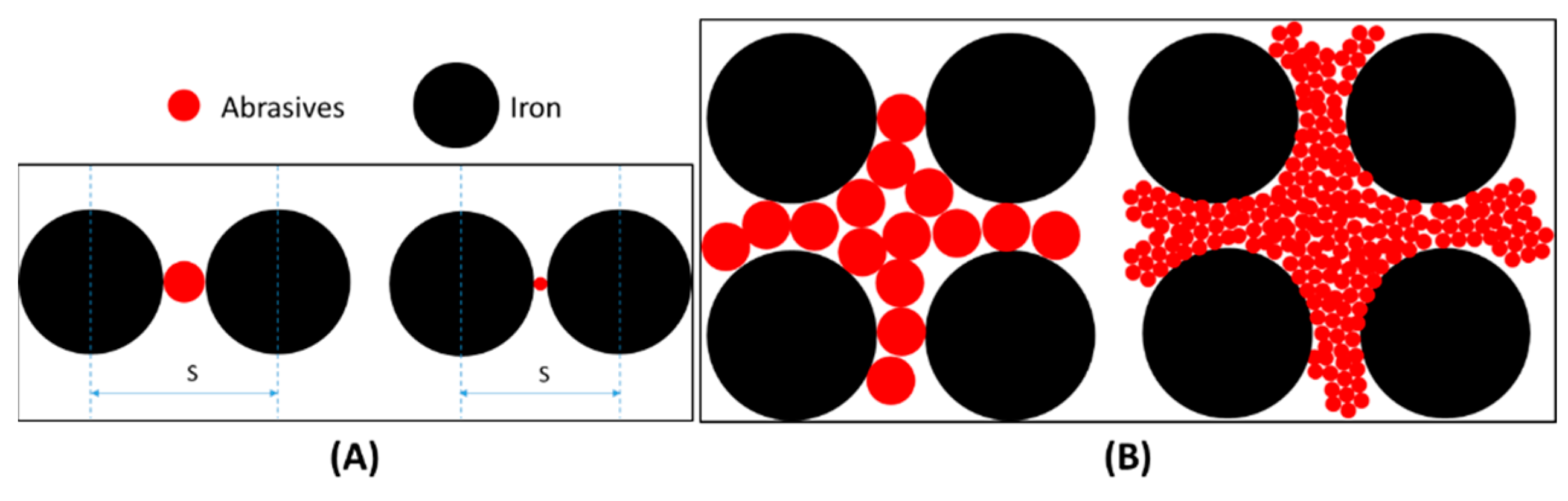
First, the ratio of the number of irons to abrasive particles, R
N, was calculated. Iron particles and abrasives arrange themselves in a block with a single particle surrounded by their counterparts, as shown in
Figure 4 (depending on the content ratio between iron and abrasives), in the brush. Regardless of the iron-abrasive arrangement (the body center cubic arrangement shown in
Figure 4), with the perfect packing, a block can have a different shape, but the area of the block would be the same. Hence, by calculating the number of iron and abrasives in each block, the area of each block was calculated. Finally, the area of a block (A
block) was then used to calculate the number of active abrasives.
Then, the normal force exerted by each abrasive on the workpiece surface was calculated using the following equations:
where
and
are the normal force and pressure exerted over the MAF brush surface area,
. Average magnetic flux density is represented as
,
is the number of active abrasives, and
is the volume fraction of ferromagnetic particles in the MAF brush. The magnetic permeability in vacuum and relative magnetic permeability of ferromagnetic particles are denoted by
and
, respectively. The values of
and
are 4π × 10
−7 H/m and 5000 for 99.8% pure iron, respectively [
15].
2.2.2. Calculation of Indentation Depth
Wear Model (WM)
Rabinowicz et al. [
34] introduced the concept of an analytical modeling of wear in the early 1960s based on the micro-cutting process. In this model, the indentation area is calculated by a simple wear equation, where the hardness of the workpiece material is the ratio of exerted normal force to the indented area of contact normal to the force [
34]. Jain et al. [
47] modified the wear equation, replacing the hardness with flow stress, since brittle materials show a different wear behavior than the ductile materials. Flow stress,
, was then related to Brinell hardness (BHN) by multiplying a constant,
K. The value of
K is 1 for brittle materials and greater than 1 for more ductile materials [
47].
Using Equation (13), the area of indentation and indentation depth can be calculated.
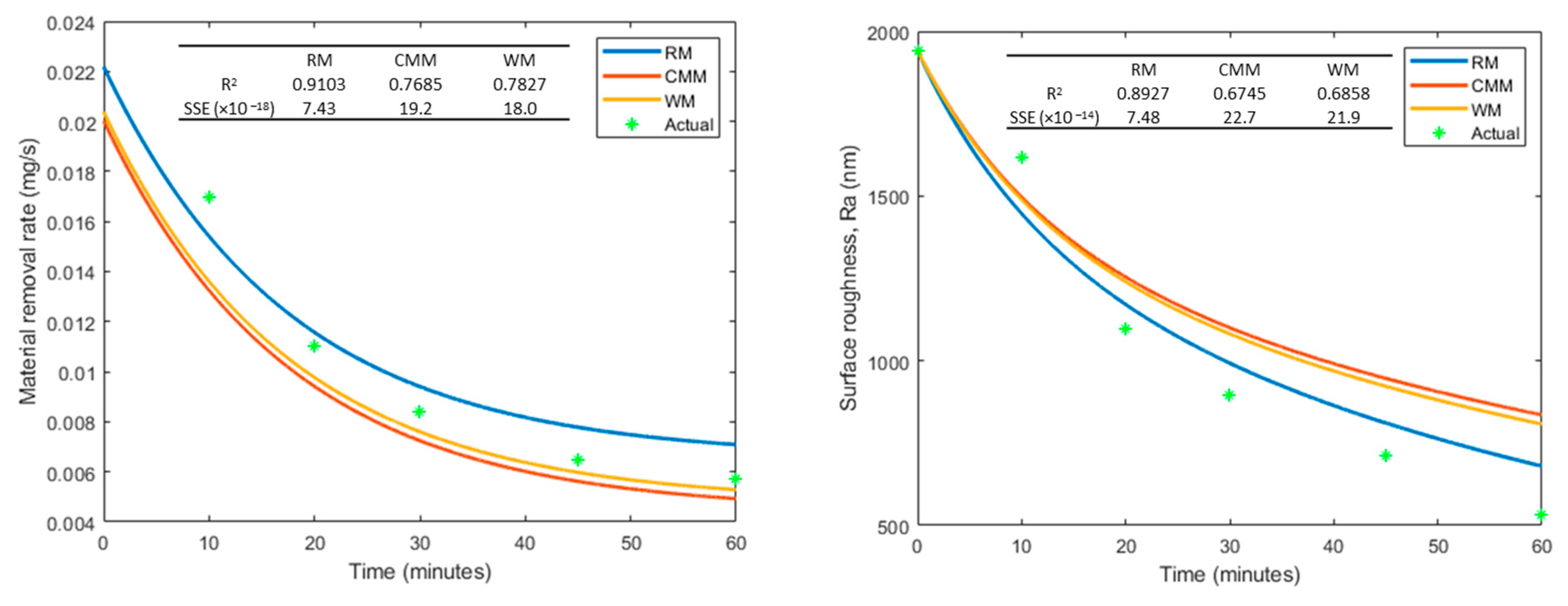
Proposed Rheology Integrated Model (RM)
Even though analytical models such as the contact mechanics and wear models presented above are already used to model MAF in the literature, a new method is introduced to calculate the indentation depth in the MAF in this paper. This is necessary as the contact mechanics model can only precisely predict indentation depth under the assumption of elastic deformation. However, the important process in the removal of material during MAF occurs during plastic deformation [
48]. Wang and Wang mentioned that the plastic indentation depth is usually higher than the elastic indentation depth, which must be accounted for when calculating total wear volume [
49]. Furthermore, the wear model only takes workpiece properties into account, ignoring the properties of the indenter, which is critical when attempting to understand the aggressiveness or degree of contact that affects the material removal mechanism. Hence, a new model must address the issues of the pre-existing models.
Wang and Wang [
49] also noted that much of the wear debris does not appear as “chips” in MAF, which is normally seen in a cutting or micro-cutting process. MAF predominantly acts as a three-body abrasion process, which is mostly incorporated with the rolling phenomena of free abrasives, which usually cause micro-ploughing with plastic deformation [
25,
50]. Hence, the force equation used to calculate the amount of shear or tangential force required to plastically deform irregularities (which contributes to roughness) of the workpiece must be determined. To do so, the rheological property of the brush must be integrated to calculate the tangential force exerted by the abrasives during the MAF process. Several researchers have noted that the shear force applied during MAF by the abrasive should be higher than the resistance force (given by the yield strength of the workpiece material,
) [
35,
51] to remove any workpiece material. The shear force acting in the MAF is dictated by the strengths of the iron-abrasive chains, which are governed by the yield stress of the MAF brush [
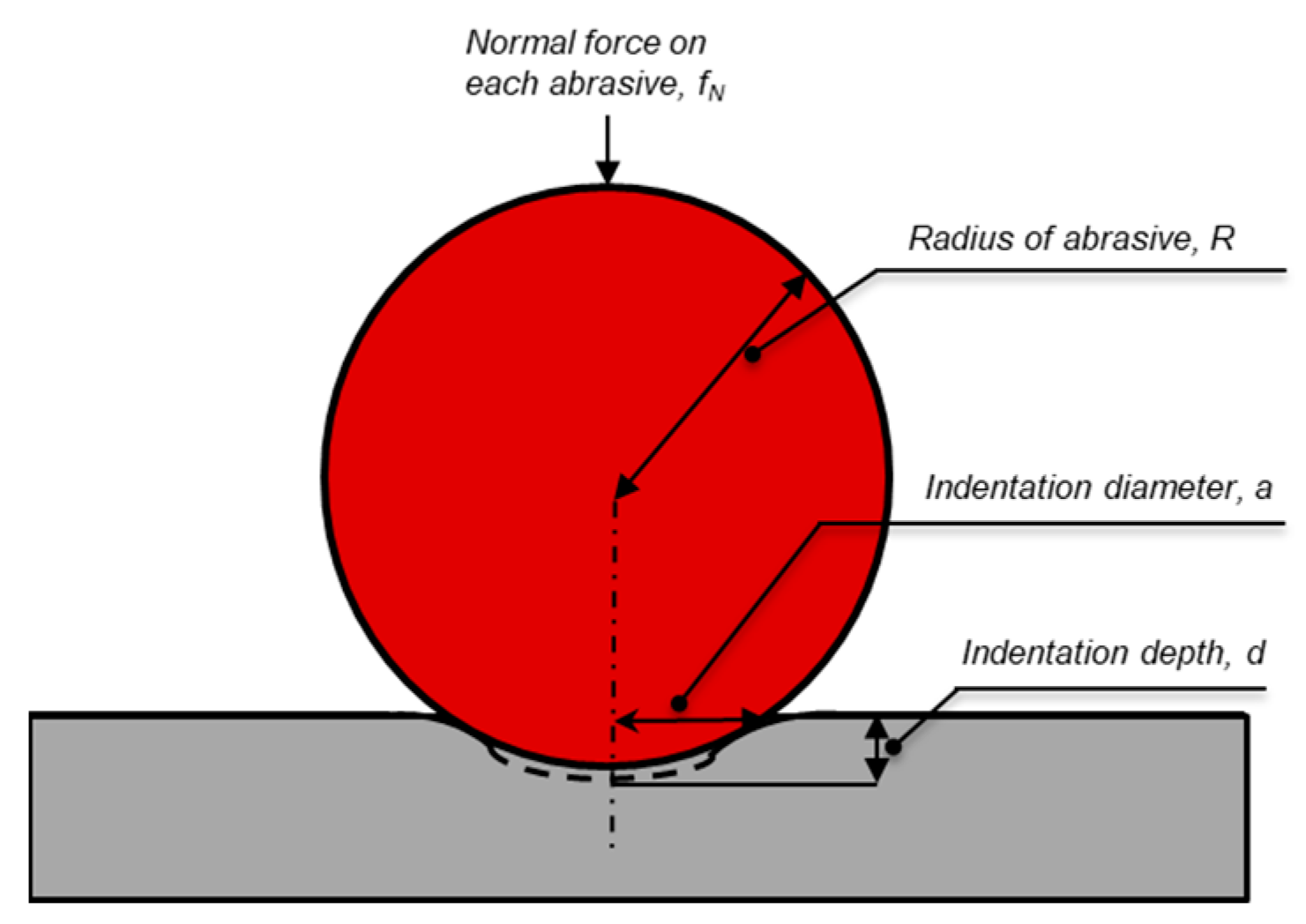
43]. The maximum shear force that the MAF brush can exert in the workpiece surface is equal to the yield stress. Thus, a mathematical relation was devised to calculate the indentation depth of an abrasive on the workpiece material.
where
is the yield strength of the workpiece,
is the yield stress of the MAF brush,
R is the radius of the abrasive, and
and
are the indented and un-indented areas of the abrasive, respectively, as shown in
Figure 6. The indented area (area of chord in red, as shown in
Figure 6) was used to calculate the indented area of an abrasive. Using Equation (18), the indentation depth,
d, is calculated.
The indentation depth was calculated, taking both the rheological properties of the MAF brush and the resistance properties of workpiece beyond the elastic contact region, which addresses the issues of both pre-existing models, WM and CMM.
2.2.3. Calculation of Material Removal Rate (MRR)
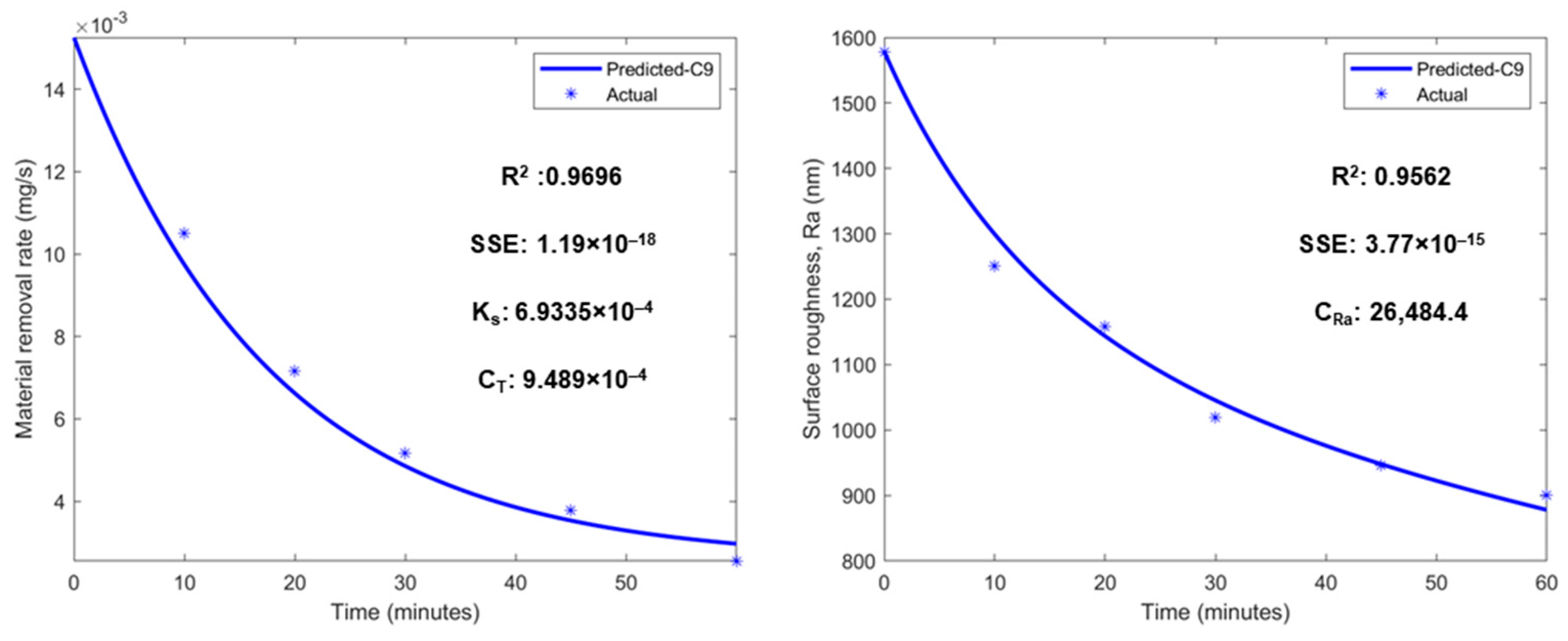
As mentioned before, some of the literature mentioned a high MRR at the initial phases of MAF, but this declines and eventually saturates over time [
27]. This phenomenon occurs because of the rough initial surface. As the MAF process continues, the roughness and, consequently, the volume of irregularities decrease, causing the MRR to decrease as well. This observation led Misra et al. [
27] to decompose the MRR into steady-state and transient components. This paper follows the same approach.
Steady-State MRR
This component of MRR does not depend on time but entirely on MAF parameters. According to Preston [
39], the MRR of MAF depends on the applied pressure (normal force divided by area of contact) and the average velocity of the abrasives. A modified equation for steady-state MRR developed by Misra et al. [
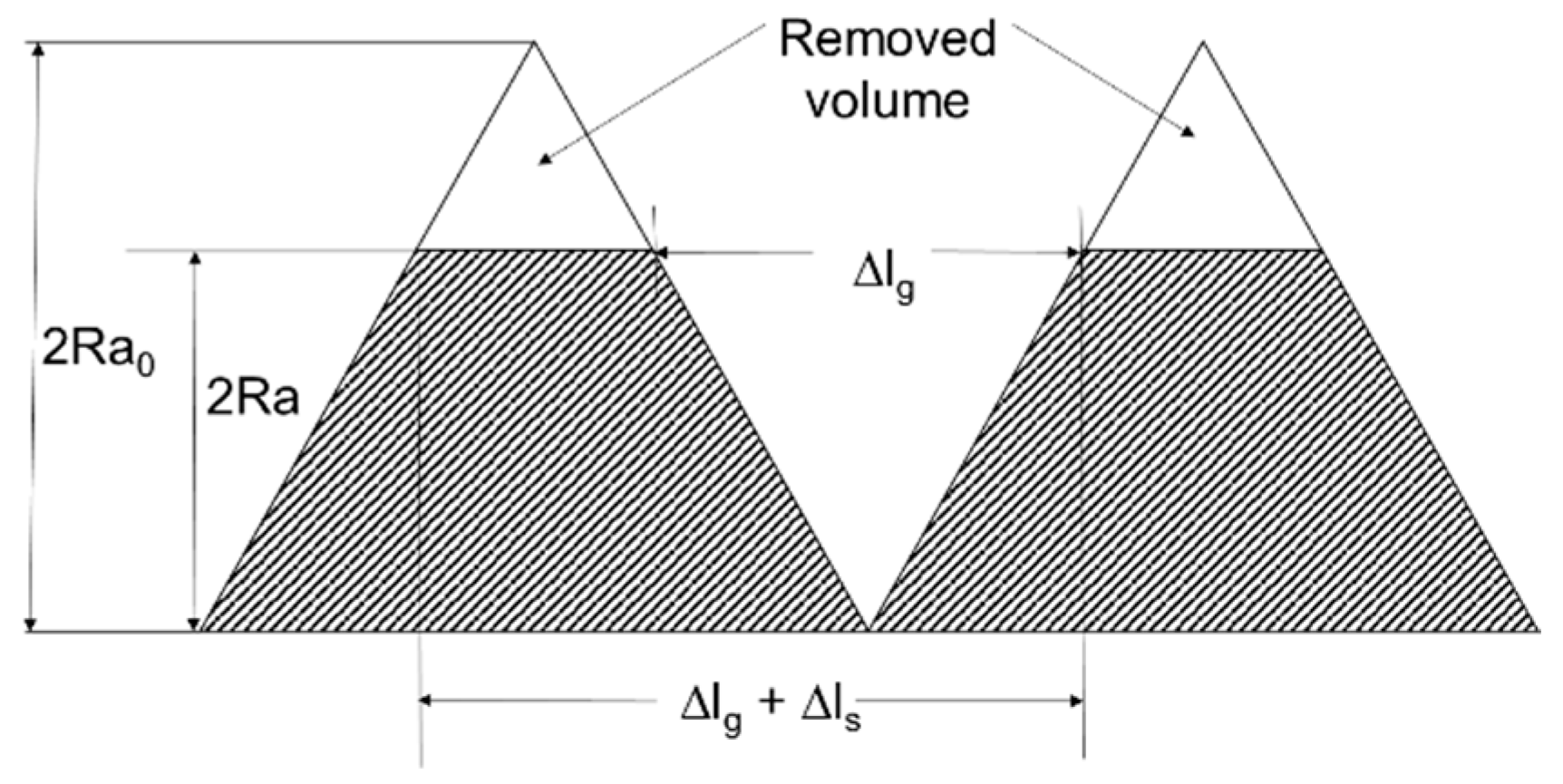
27] mentioned that the total volume of irregularities removed by each abrasive during the steady state can be obtained by multiplying the indented contact area with the length travelled by the abrasives. Total length travelled, however, cannot be directly calculated by multiplying velocity and time, as the cross-section is not uniform. Kim et al. [
32] mentioned that, with the triangular irregularities presented in
Figure 7, the actual contact length is given by
where
represents the gap between two peaks, as shown in
Figure 7, and
represents the length of triangular base of the volume removed during MAF.
is the average velocity,
is an initial surface roughness, and
is the instantaneous roughness at time,
.
The irregularity volume removed by the active abrasives is
where
and
are the steady-state
MRR and the total material removed.
is the number of active abrasives,
is the workpiece density,
is the indentation area, and
is a dimensionless constant that represents the probability of abrasives being in contact with the workpiece material.
is the saturated surface roughness, the roughness value after a certain period when roughness saturates and does not decrease significantly over time.
Transient MRR
MRR depends hugely on the instantaneous irregularity volume that can be removed at a given instant [
27]. If the irregularity volume available to be removed is high, abrasives can cut through more peaks and remove more material. Hence, Misra et al. [
27] developed the relation
where,
is the transient volume removed after time,
t,
is the instantaneous volume of irregularities left in the workpiece,
is the initial irregularities volume, and
is a transient MRR coefficient.
Assuming the triangular irregularities on the workpiece, initial volume of irregularities,
can be calculated in terms of initial surface roughness using simple mathematical relations. Misra et al. [
24] found this relation to be
where
is the total height of peak to valley and
is the area being finished during MAF.
Since the average roughness,
, is the average of profile deviations (
) from mean line, a relation between total depth between peak to valley,
, and
, over a sampling length,
, can be devised. Profile deviation (
z) is calculated along the
x-axis line where
dx represents a small increment in x direction in a surface profile (for the assumed triangular irregularities,
z can be represented as a function of
x).
From Equations (27) and (28), initial irregularity volume can be calculated as
The transient volume removal (
, transient total material removed (
), and transient material removal rate (
) after time,
t, are given by
Hence, the total material removal rate is the summation of the steady state and transient material removal rate.
2.2.4. Calculation of Instantaneous Surface Roughness
Surface roughness follows a similar trend to MRR, which decays exponentially, and finally the surface roughness reaches the saturation stage. This trend of exponential decay led researchers to assume that the rate of change in surface roughness primarily depends on two important factors [
28]: (1) instantaneous material removal rate, MRR, and (2) instantaneous surface roughness. Mathematically,
where
is the instantaneous surface roughness and
is the coefficient of roughness.
Applying initial conditions, the equation reduces to




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}