Conventional and Recent Advances of Vegetable Oils as Metalworking Fluids (MWFs): A Review

 , , and
, , and
Abstract
:1. Introduction
2. Lubricants
3. Metalworking Fluids
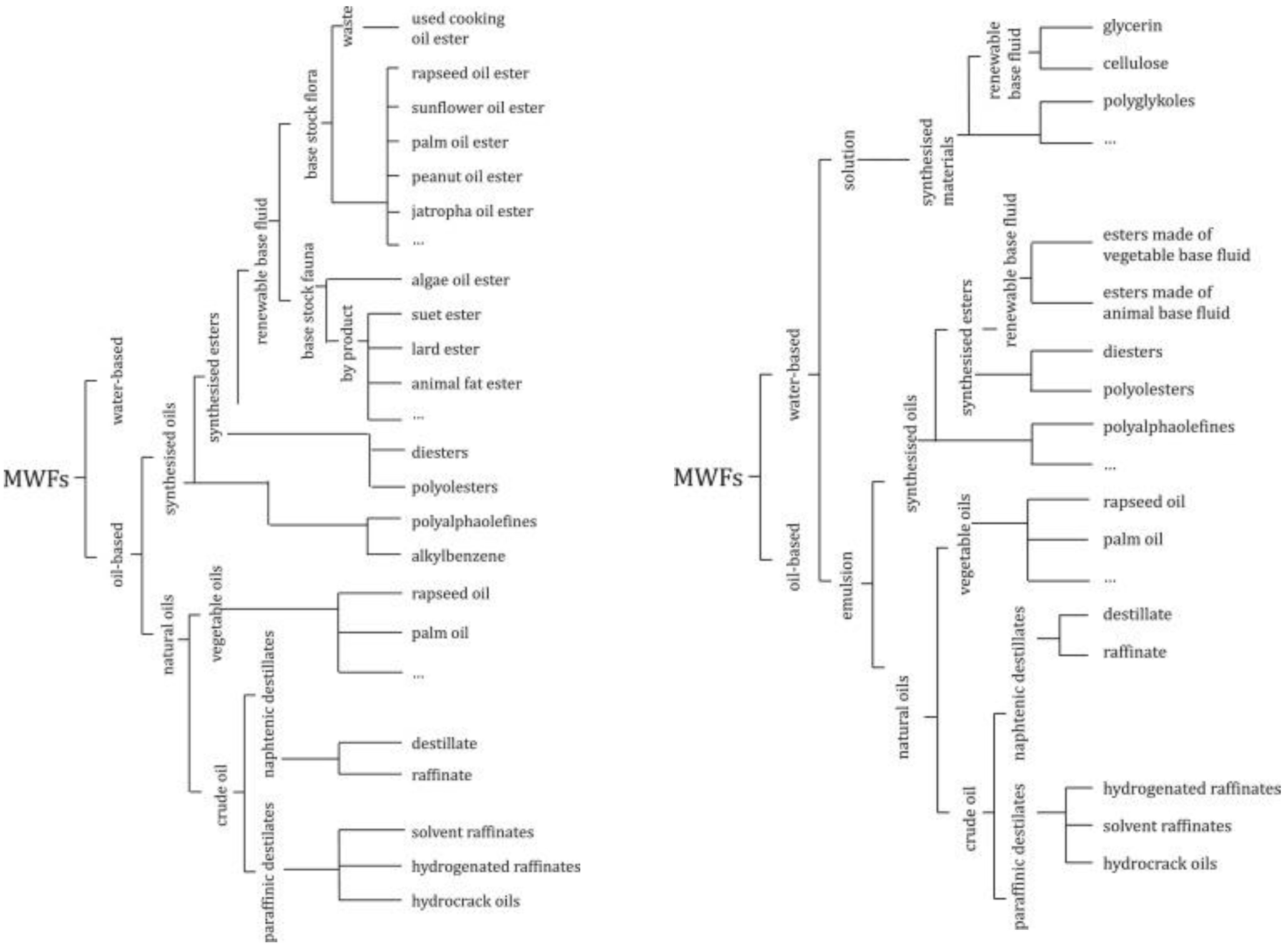
3.1. Classification of Metalworking Fluids
- Straight oils: In addition to being known as mineral oils, these fluids are made from petroleum or synthetic base oils and do not contain any emulsifiers or additives. They provide excellent lubrication and heat dissipation but tend to accumulate on the workpiece, resulting in poor surface finish and machine cleanliness. They are suitable for low-speed and heavy-duty operations and for materials that are prone to rust or corrosion;
- Soluble oils: In addition to being known as emulsifiable oils, these fluids contain a mixture of mineral oil, emulsifiers, and other additives such as rust inhibitors, biocides, or surfactants. They form stable emulsions when mixed with water and provide good lubrication, cooling, and cleaning properties. They are suitable for high-speed and light-to-medium-duty operations and for materials that are not prone to rust or corrosion;
- Synthetic fluids: These fluids are made from synthetic base oils and contain various additives such as esters, glycols, or polyalphaolefins. They provide excellent lubrication, cooling, and cleaning properties and are more stable and less prone to bacterial growth than straight or soluble oils. They are suitable for high-speed and high-precision operations and for materials that require superior surface finish and dimensional accuracy.
3.2. Functions and Application
3.3. Additives
- Extreme pressure additives: These additives contain compounds such as sulphur, phosphorus, and chlorine that provide extra protection against wear and tear under high-pressure conditions;
- Anti-wear additives: Contain compounds such as zinc and molybdenum that provide additional protection against wear and tear;
- Corrosion inhibitors: These additives help to protect against corrosion of the metal surfaces being worked on by the MWFs;
- Biocides: These additives help to prevent the growth of microorganisms such as bacteria and fungi in the MWFs;
- Emulsifiers: These additives help to keep the oil and water components of the MWFs mixed together;
- Nanoparticles: Nanoparticles such as titanium oxide and aluminum oxide are sometimes added to MWFs to improve their lubricating and cooling properties. These nanoparticles can also help to reduce friction and wear and provide better surface finish.
- Polymers: Polymers such as polyethylene glycol (PEG) and polyalphaolefin (PAO) are sometimes added to MWFs to enhance their lubricating properties.
3.4. Selection and Maintenance of MWFs
3.5. Health and Environmental Effects of MWFs
4. Vegetable Oils
4.1. Past History
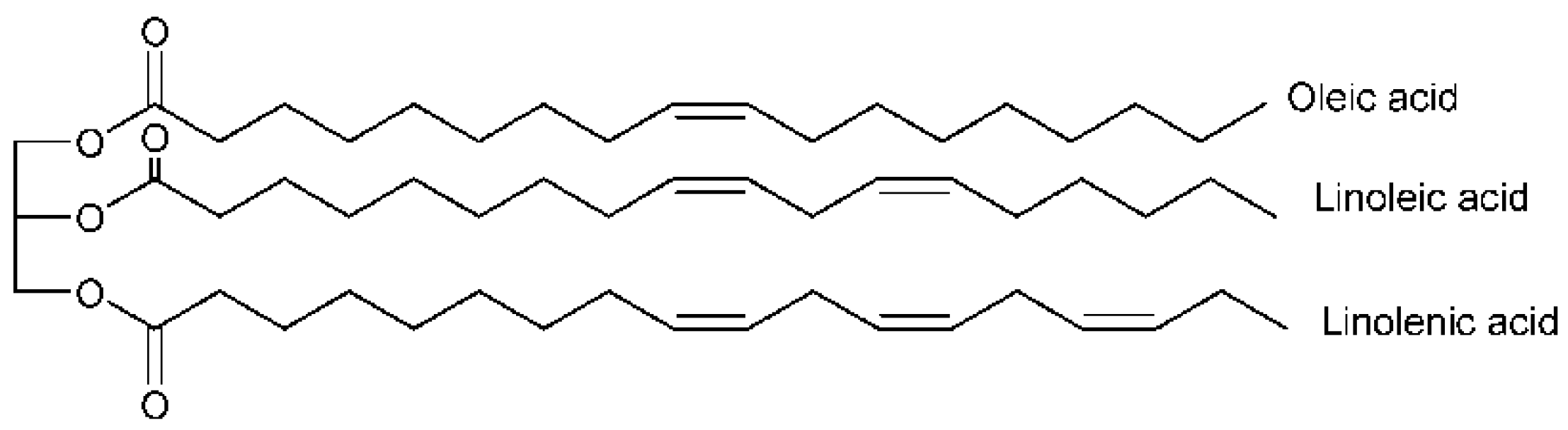
4.2. Chemical Structure
4.3. Additives
- Antioxidants: Antioxidants are added to vegetable oils to prevent oxidation and extend the shelf life of the oil. They can also help to reduce the formation of harmful sludge and varnish on metalworking tools. Common antioxidants used in vegetable oils used as MWFs include phenols, amines, and sulfides;
- Antiwear agents: Antiwear agents are added to vegetable oils to reduce the wear and tear on metalworking tools. These agents can form a protective layer on the tool surface, reducing friction and preventing damage;
- Extreme pressure (EP) additives: EP additives are used to improve the lubricity and antiwear properties of vegetable oils, particularly under high pressure or high-temperature conditions. They can also help to reduce tool wear and extend the lifespan of the tool. Common EP agents used in vegetable oil-based MWFs include sulfur, phosphorus, and chlorine compounds;
- Nanoparticles: Nanoparticles such as graphene, carbon nanotubes, and alumina can be added to vegetable oils to improve their lubricating properties. These nanoparticles can form a protective layer on the tool surface, reducing friction and improving the wear resistance of the tool;
- Emulsifiers: Emulsifiers are used to help vegetable oils mix with water, which is necessary for some metalworking operations. Emulsifiers can also help to stabilize the oil-water mixture and prevent the oil from separating. Common emulsifiers used in vegetable oil-based MWFs include fatty acids, sorbitan esters, and alkylphenol ethoxylates;
- Biocides: Biocides are used to prevent the growth of bacteria and other microorganisms in the metalworking fluid. This can help to prevent the fluid from becoming contaminated and causing problems with the tool or workpiece. Common biocides used in vegetable oil-based MWFs include quaternary ammonium compounds, isothiazolones, and organic acids.
4.4. Nanoparticles
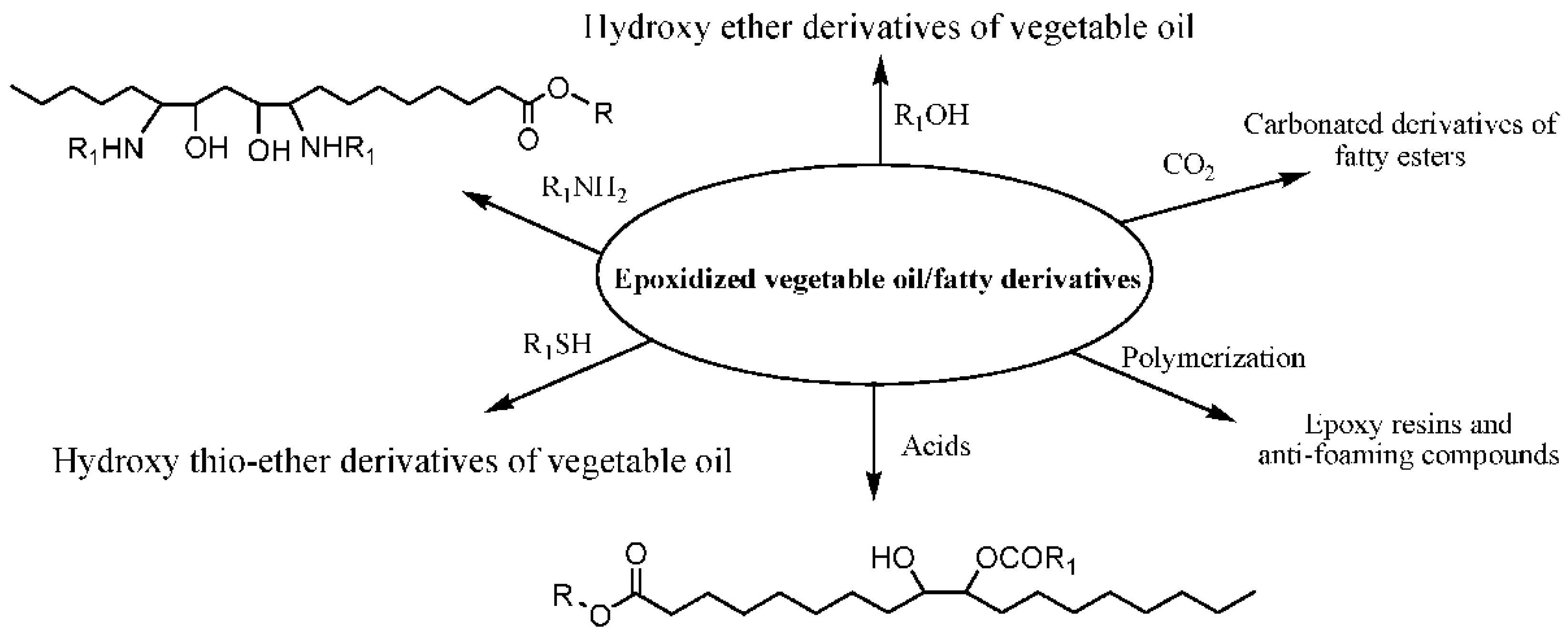
4.5. Chemical Modification
5. Performance of Vegetable Oils against Standard Lubricants
5.1. Lubrication
5.2. Cooling
5.3. Corrosion Resistance
5.4. Biodegradability
5.5. Cost
5.6. Lifespan
5.7. Overall Performance
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Luna, F.M.T.; Cavalcante, J.B.; Silva, F.O.N.; Cavalcante, C.L. Studies on Biodegradability of Bio-Based Lubricants. Tribol. Int. 2015, 92, 301–306. [Google Scholar] [CrossRef]
- Fox, N.J.; Stachowiak, G.W. Vegetable Oil-Based Lubricants—A Review of Oxidation. Tribol. Int. 2007, 40, 1035–1046. [Google Scholar] [CrossRef]
- Pereira, O.; Martín-Alfonso, J.E.; Rodríguez, A.; Calleja, A.; Fernández Valdivielso, A.; Lacalle, L. Sustainability Analysis of Lubricant Oils for Minimum Quantity Lubrication Based on Their Tribo-Rheological Performance. J. Clean. Prod. 2017, 164, 1419–1429. [Google Scholar] [CrossRef]
- Marichelvam, M.K.; Manimaran, P.; Khan, A.; Geetha, M. Development of Eco-Friendly Cutting Fluid for Machining of AISI 1010 Steel in Automotive Industry. Sustainability 2022, 14, 9414. [Google Scholar] [CrossRef]
- Kurre, S.K.; Yadav, J. A Review on Bio-Based Feedstock, Synthesis, and Chemical Modification to Enhance Tribological Properties of Biolubricants. Ind. Crops Prod. 2023, 193, 116122. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Experimental Evaluation of Physicochemical Properties and Tapping Torque of Hexagonal Boron Nitride in Modified Jatropha Oils-Based as Sustainable Metalworking Fluids. J. Clean. Prod. 2018, 171, 743–755. [Google Scholar] [CrossRef]
- Marlinda, A.R.; Thien GS, H.; Shalid, M.; Ling, T.Y.; Hashem, A.; Chan, K.Y.; Johan, M.R. Graphene as a Lubricant Additive for Reducing Friction and Wear in Its Liquid-Based Form. Lubricants 2023, 11, 29. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Sarikaya, M.; Pusavec, F. Energy Consumption and Ecological Analysis of Sustainable and Conventional Cutting Fluid Strategies in Machining 15–5 PHSS. Sustain. Mater. Technol. 2022, 32, e00416. [Google Scholar] [CrossRef]
- Bhushan, B. Solid Lubricants and Self-Lubricating Films. In Modern Tribology Handbook; CRC Press: Boca Raton, FL, USA, 2000; p. 1760. ISBN 9780429126727. [Google Scholar]
- Jarfors, A.E.W.; Castagne, S.J.; Danno, A.; Zhang, X. Tool Wear and Life Span Variations in Cold Forming Operations and Their Implications in Microforming. Technologies 2016, 5, 3. [Google Scholar] [CrossRef]
- Fan, M.; Yang, D.; Wang, X.; Liu, W.; Fu, H. DOSS—Based QAILs: As Both Neat Lubricants and Lubricant Additives with Excellent Tribological Properties and Good Detergency. Ind. Eng. Chem. Res. 2014, 53, 17952–17960. [Google Scholar] [CrossRef]
- Salimon, J. Improvement of Pour Point and Oxidative Stability of Synthetic Ester Basestocks for Biolubricant Applications. Arab. J. Chem. 2017, 5, 193–200. [Google Scholar] [CrossRef]
- Wang, C.-C.; Hafner, A.; Kuo, C.-S.; Hsieh, W.-D. An Overview of the Effect of Lubricant on the Heat Transfer Performance on Conventional Refrigerants and Natural Refrigerant R-744. Renew. Sustain. Energy Rev. 2012, 16, 5071–5086. [Google Scholar] [CrossRef]
- Wang, J.-L. Pour Point. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.-W., Eds.; Springer: Boston, MA, USA, 2013; pp. 2673–2678. ISBN 978-0-387-92897-5. [Google Scholar]
- Mitusova, T.N.; Nikolaeva, V.G.; Veretennikova, T.N. Influence of Flash Point of Diesel Fuel on Its Potential Production Volume. Chem. Technol. Fuels Oils 1985, 21, 279–280. [Google Scholar] [CrossRef]
- Murru, C. Oxidative Stability of Vegetal Oil-Based Lubricants. ACS Sustain. Chem. Eng. 2021, 9, 1459–1476. [Google Scholar] [CrossRef] [PubMed]
- Johnson, M. Lubricant Selection: Function and Composition. Available online: https://www.stle.org/images/pdf/STLE_ORG/BOK/LS/Gears/LubricantSelection_FunctionandComposition_tltarticle_April08.pdf (accessed on 1 March 2023).
- Li, K.; Aghazadeh, F.; Hatipkarasulu, S.; Ray, T. Health Risks From Exposure to Metal-Working Fluids in Machining and Grinding Operations. Int. J. Occup. Saf. Ergon. 2003, 9, 75–95. [Google Scholar] [CrossRef]
- Wickramasinghe, K.C.; Sasahara, H.; Rahim, E.; Perera, G.I.P. Green Metalworking Fluid as the Sustainable Machining Application—A Review. J. Clean. Prod. 2020, 257, 120552. [Google Scholar] [CrossRef]
- Research, G.V. Metalworking Fluids Market Size, Share & Trends Analysis Report By Product (Mineral, Synthetic), By End-Use (Machinery, Transportation Equipment), By Industrial End-Use, By Application, and Segment Forecasts. Available online: https://www.grandviewresearch.com/industry-analysis/metalworking-fluids-market/segmentation (accessed on 2 March 2023).
- Antonicelli, M.; Piccininni, A.; Cusanno, A.; Lacedra, V.; Palumbo, G. Evaluation of the Effectiveness of Natural Origin Metalworking Fluids in Reducing the Environmental Impact and the Tool Wear. J. Clean. Prod. 2023, 385, 135679. [Google Scholar] [CrossRef]
- Occupational Safety and Health Administration. Metalworking Fluids: Safety and Health Best Practices Manual; Occupational Safety and Health Administration (OSHA): Washington, DC, USA, 2005.
- Health, N.I.O.S. Criteria for a Recommended Standard: Occupational Exposure to Metalworking Fluids. Available online: https://www.cdc.gov/niosh/docs/98-102/pdfs/98-102 (accessed on 1 March 2023).
- Machinist, A. Metalworking Fluids 101; Valvoline: Lexington, KY, USA, 2016. [Google Scholar]
- Brinksmeier, E.; Meyer, D.; Huesmann-cordes, A.G.; Herrmann, C. Metalworking Fluids—Mechanisms and Performance. CIRP Ann.—Manuf. Technol. 2015, 64, 605–628. [Google Scholar] [CrossRef]
- Beuth-Verlag, T. 51385 DIN; Lubricants—Processing Fluids for Forming and Machining of Materials; DIN: Berlin, Germany, 2013. [Google Scholar]
- Khan, M.A.A.; Hussain, M.; Lodhi, S.K.; Zazoum, B.; Asad, M.; Afzal, A. Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review. Metals 2022, 12, 1466. [Google Scholar] [CrossRef]
- Kumar, R.; Balasubramanian, N. Metalworking Fluids: Types and Applications. In Encyclopedia of Renewable and Sustainable Materials; Elsevier: Amsterdam, The Netherlands, 2018; pp. 505–514. [Google Scholar]
- Olofsson, U.; Lindgren, L.E. Metalworking Fluids—A Review of the Current Status and Trends for the Future. J. Clean. Prod. 2013, 47, 21–31. [Google Scholar] [CrossRef]
- Rhee, H.; Cho, Y. Current Status and Future Perspectives of Metalworking Fluids. Int. J. Precis. Eng. Manuf. Technol. 2017, 4, 291–308. [Google Scholar] [CrossRef]
- Osama, M.; Singh, A.; Walvekar, R.; Khalid, M.; Gupta, T.C.S.M.; Yin, W.W. Recent Developments and Performance Review of Metal Working Fluids. Tribol. Int. 2017, 114, 389–401. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Y.; Xiong, Y.; Fang, C.; Wang, X. An Effective Pre-Treatment Method for the Determination of Short-Chain Fatty Acids in a Complex Matrix by Derivatization Coupled with Headspace Single-Drop Microextraction. J. Chromatogr. A 2014, 1325, 49–55. [Google Scholar] [CrossRef] [PubMed]
- Bellini, M.; Bianchi, S.; Zaccheria, F.; Ravasio, N. Vegetable Oils as Triple Bottom Line Compliant Lubricants. Tribol. Int. 2021, 161, 107103. [Google Scholar] [CrossRef]
- Jlaiel, K.; Yahiaoui, M.; Paris, J.-Y.; Denape, J. Tribolumen: A Tribometer for A Correlation Between AE Signals and Observation of Tribological Process in Real-Time—Application to A Dry Steel/Glass Reciprocating Sliding Contact. Lubricants 2020, 8, 47. [Google Scholar] [CrossRef]
- Teti, R.; D’Addona, D.M.; Segreto, T. Microbial-Based Cutting Fluids as Bio-Integration Manufacturing Solution for Green and Sustainable Machining. CIRP J. Manuf. Sci. Technol. 2021, 32, 16–25. [Google Scholar] [CrossRef]
- Khunt, C.P.; Makhesana, M.A.; Patel, K.M.; Mawandiya, B.K. Performance Assessment of Vegetable Oil-Based Minimum Quantity Lubrication (MQL) in Drilling. Mater. Today Proc. 2021, 44, 341–345. [Google Scholar] [CrossRef]
- Dubey, V.; Kumar Sharma, A.; Kumar Singh, R. Study of Various Cooling Methodology Used in Machining Processes. Mater. Today Proc. 2020, 21, 1572–1576. [Google Scholar] [CrossRef]
- University of Northern Iowa. UNI ScholarWorks Cutting Fluid Management: Small Machining Operations; University of Northern Iowa: Cedar Falls, IA, USA, 2003. [Google Scholar]
- López De Lacalle, L.N.; Angulo, C.; Lamikiz, A.; Sánchez, J.A. Experimental and Numerical Investigation of the Effect of Spray Cutting Fluids in High Speed Milling. J. Mater. Process. Technol. 2006, 172, 11–15. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I.; Barreiro, J.; De Lacalle, L.N.L.; Martínez-Pellitero, S. Behavior of Austenitic Stainless Steels at High Speed Turning Using Specific Force Coefficients. Int. J. Adv. Manuf. Technol. 2012, 62, 505–515. [Google Scholar] [CrossRef]
- Simpson, A.; Groves, J.A.; Unwin, J.; Piney, M. Mineral Oil Metal Working Fluids (MWFs)--Development of Practical Criteria for Mist Sampling. Ann. Occup. Hyg. 2000, 44, 165–172. [Google Scholar] [CrossRef]
- Othmer, K. Encyclopedia of Chemical Technology, 4th ed.; Wiley Interscience: Hoboken, NJ, USA, 2001; ISBN 9780471484943. [Google Scholar]
- Shyha, I.; Gariani, S.; Bhatti, M. Investigation of Cutting Tools and Working Conditions Effects When Cutting Ti-6al-4V Using Vegetable Oil-Based Cutting Fluids. Procedia Eng. 2015, 132, 577–584. [Google Scholar] [CrossRef]
- Pawar, R.V.; Hulwan, D.B.; Mandale, M.B. Recent Advancements in Synthesis, Rheological Characterization, and Tribological Performance of Vegetable Oil-Based Lubricants Enhanced with Nanoparticles for Sustainable Lubrication. J. Clean. Prod. 2022, 378, 134454. [Google Scholar] [CrossRef]
- Jun, Y.; Jason, J.; How, H.G.; Teoh, Y.H. A Study on the Tribological Performance of Nanolubricants. Processes 2020, 8, 1372. [Google Scholar] [CrossRef]
- Nuțiu, E.; Albu, S. Composition for Anticorrosive Cooling and Protection Emulsion. Procedia Manuf. 2020, 46, 34–37. [Google Scholar] [CrossRef]
- Xavior, A.M. A Review on Selection of Cutting Fluids. J. Res. Sci. Tecnhnology 2014, 1, 1–19. [Google Scholar]
- Cheng, C.; Phipps, D.; Alkhaddar, R.M. Treatment of Spent Metalworking Fluids. Water Res. 2005, 39, 4051–4063. [Google Scholar] [CrossRef]
- Abd-elaal, A.A. Use of Surfactants in Metal Cutting Fluids Formation. Surfactants Tribol. 2014, 4, 259. [Google Scholar]
- Sonawane, P.R.; Barjibhe, R.B. Hybrid Nanomaterials Focused on Green Cutting Fluids. Mater. Today Proc. 2021, 2–4. [Google Scholar] [CrossRef]
- Goswami, P.; O’Haire, T. Developments in the Use of Green (Biodegradable), Recycled and Biopolymer Materials in Technical Nonwovens. Adv. Tech. Nonwovens 2016, 97–114. [Google Scholar] [CrossRef]
- Shokoohi, Y.; Khosrojerdi, E.; Rassolian Shiadhi, B.H. Machining and Ecological Effects of a New Developed Cutting Fluid in Combination with Different Cooling Techniques on Turning Operation. J. Clean. Prod. 2015, 94, 330–339. [Google Scholar] [CrossRef]
- Schwarz, M.; Dado, M.; Hnilica, R.; Veverková, D. Environmental and Health Aspects of Metalworking Fluid Use. Pol. J. Environ. Stud. 2015, 24, 37–45. [Google Scholar]
- Gerulová, K.; Buranská, E.; Soldán, M. Human Health Concerns of the Metalworking Fluid Components (Part II—Biocides, Corrosion Inhibitors and Neutralizing Agents). Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2017, 25, 33–40. [Google Scholar] [CrossRef]
- Wickramasinghe, K.C.; Perera, G.I.P.; Herath, M. Formulation and Performance Evaluation of a Novel Coconut Oil-Based Metalworking Fluid. Mater. Manuf. Process. 2017, 32, 1026–1033. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Performance of Modified Jatropha Oil in Combination with Hexagonal Boron Nitride Particles as a Bio-Based Lubricant for Green Machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]
- Wickramasinghe, K.C.; Herath, M.; Perera, G.I.P. Emperical Investigation of Surface Quality and Temperature during Turning AISI 304 Steel with Vegetable Oil Based Metal Working Fluids; IEEE: New York, NY, USA, 2016. [Google Scholar]
- Paul, S.; Pal, P.K. Study of Surface Quality During High Speed Machining Using Eco-Friendly Cutting Fluid. Available online: http://mech-ing.com/journal/Archive/2011/11/121_SwarupPaul.pdf (accessed on 2 March 2023).
- Çiçek, A.; Kıvak, T.; Samtaş, G. Application of Taguchi Method for Surface Roughness and Roundness Error in Application of Taguchi Method for Surface Roughness and Roundness Error in Drilling of AISI 316 Stainless Steel. J. Mech. Eng. 2012, 58, 165–174. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of Vegetable Oil-Based Metalworking Fluids in Machining Ferrous Metals - A Review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Panda, A.; Ján, D.; Karol, V. Analysis of Cutting Tools Durability Compared with Standard ISO 3685. Int. J. Comput. Theory Eng. 2012, 4, 621–624. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in Machining Processes Using Conventional and Nanofluid Based Cutting Fluids: A Comprehensive Review. J. Clean. Prod. 2016, 127, 1–18. [Google Scholar] [CrossRef]
- Ghosh, S.; Rao, P.V. Application of Sustainable Techniques in Metal Cutting for Enhanced Machinability: A Review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Darras, B. Power Consumption and Tool Wear Assessment When Machining Titanium Alloys. Int. J. Precis. Eng. Manuf. 2013, 14, 925–936. [Google Scholar] [CrossRef]
- Pervaiz, S.; Rashid, A.; Deiab, I.; Nicolescu, C.M. An Experimental Investigation on Effect of Minimum Quantity Cooling Lubrication (MQCL) in Machining Titanium Alloy (Ti6Al4V). Int. J. Adv. Manuf. Technol. 2016, 87, 1371–1386. [Google Scholar] [CrossRef]
- Pereira, O.; Català, P.; Rodríguez, A.; Ostra, T.; Vivancos, J.; Rivero, A.; López-De-Lacalle, L.N. The Use of Hybrid CO2+MQL in Machining Operations. Procedia Eng. 2015, 132, 492–499. [Google Scholar] [CrossRef]
- Sartori, S.; Ghiotti, A.; Bruschi, S. Solid Lubricant-Assisted Minimum Quantity Lubrication and Cooling Strategies to Improve Ti6Al4V Machinability in Finishing Turning. Tribol. Int. 2018, 118, 287–294. [Google Scholar] [CrossRef]
- Hegab, H.; Darras, B.; Kishawy, H.A. Sustainability Assessment of Machining with Nano-Cutting Fluids. Procedia Manuf. 2018, 26, 245–254. [Google Scholar] [CrossRef]
- Yuan, Y.; Wang, C.; Yang, J.; Zheng, L.; Weiqiang, X. Performance of Supercritical Carbon Dioxide (ScCO2) Mixed with Oil-on-Water (OoW) Cooling in High-Speed Milling of 316L Stainless Steel. Procedia CIRP 2018, 77, 391–396. [Google Scholar] [CrossRef]
- Lv, T.; Huang, S.; Liu, E.; Ma, Y.; Xu, X. Tribological and Machining Characteristics of an Electrostatic Minimum Quantity Lubrication (EMQL) Technology Using Graphene Nano-Lubricants as Cutting Fluids. J. Manuf. Process. 2018, 34, 225–237. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Pusavec, F.; Szydlowski, M.; Legutko, S.; Sobczak-Kupiec, A. A Study on Droplets Sizes, Their Distribution and Heat Exchange for Minimum Quantity Cooling Lubrication (MQCL). Int. J. Mach. Tools Manuf. 2016, 100, 81–92. [Google Scholar] [CrossRef]
- Pervaiz, S.; Ahmad, N.; Ishfaq, K.; Khan, S.; Deiab, I.; Kannan, S. Implementation of Sustainable Vegetable-Oil-Based Minimum Quantity Cooling Lubrication (MQCL) Machining of Titanium Alloy with Coated Tools. Lubricants 2022, 10, 235. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; López de Lacalle, L.N. Cryogenic and Minimum Quantity Lubrication for an Eco-Efficiency Turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Briffa, J.; Sinagra, E.; Blundell, R. Heavy Metal Pollution in the Environment and Their Toxicological Effects on Humans. Heliyon 2020, 6, e04691. [Google Scholar] [CrossRef] [PubMed]
- Najiha, M.S.; Rahman, P.D.M.M.; Yusoff, A.R. Environmental Impacts and Hazards Associated with Metal Working Fluids and Recent Advances in the Sustainable Systems: A Review. Renew. Sustain. Energy Rev. 2016, 60, 1008–1031. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Demirbas, E.; Şik, E.; Tansel, I.N. Evaluation of New Vegetable-Based Cutting Fluids on Thrust Force and Surface Roughness in Drilling of AISI 304 Using Taguchi Method. Mater. Manuf. Process. 2011, 26, 1136–1146. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Lathi, P.S.; Mattiasson, B. Green Approach for the Preparation of Biodegradable Lubricant Base Stock from Epoxidized Vegetable Oil. Appl. Catal. B Environ. 2007, 69, 207–212. [Google Scholar] [CrossRef]
- Guo, S.; Li, C.; Zhang, Y.; Wang, Y.; Li, B.; Yang, M.; Zhang, X.; Liu, G. Experimental Evaluation of the Lubrication Performance of Mixtures of Castor Oil with Other Vegetable Oils in MQL Grinding of Nickel-Based Alloy. J. Clean. Prod. 2017, 140, 1060–1076. [Google Scholar] [CrossRef]
- Belluco, W.; De Chiffre, L. Performance Evaluation of Vegetable-Based Oils in Drilling Austenitic Stainless Steel. J. Mater. Process. Technol. 2004, 148, 171–176. [Google Scholar] [CrossRef]
- Roccisano, D.; Kumaratilake, J.; Saniotis, A.; Henneberg, M. Dietary Fats and Oils: Some Evolutionary and Historical Perspectives Concerning Edible Lipids for Human Consumption. Food Nutr. Sci. 2016, 7, 689–702. [Google Scholar] [CrossRef]
- Byers, J.P. Metalworking Fluids (Manufacturing Engineering and Materials Processing), 3rd ed.; CRC Press: Boca Raton, FL, USA, 2017; ISBN 9781498722223. [Google Scholar]
- Huang, H. Productivity Improving Technologies. Available online: https://encyclopedia.pub/entry/35710 (accessed on 5 March 2023).
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Jen, T.-C.; Akinlabi, E.T. Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations-A Review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Mbishida, M.A.; Muhammad, M.H.; Tokan, A. Vegetable Oils as Metal Cutting Fluids in Machining Operations: A Review. J. Sci. Eng. Res. 2018, 5, 108–116. [Google Scholar]
- Chandrakar, J.K.; Suhane, A. The Prospects of Vegetable Based Oils as Metal Working Fluids in Manufacturing Application—A Review. Int. J. Eng. Res. Technol. 2014, 3, 2196–2203. [Google Scholar]
- Lubricants, G. Chemically Modifying Vegetable Oils to Prepare Green Lubricants. Lubricants 2017, 5, 44. [Google Scholar] [CrossRef]
- Lawal, S.A.; Olutoye, M. Nigeria Jatropha Oil as Suitable Basestock for Biolubricant Production; Malaysian Tribology Society (MYTRIBOS): Skudai, Malaysia, 2019; Volume 23, ISBN 2289-7232. [Google Scholar]
- Moss, G.P.; Smith, P.A.S.; Tavernier, D. Pure and Applied Chemistry. In IUPAC Compendium of Chemical Terminology; International Union of Pure and Applied Chemistry: Triangle Park, NC, USA, 1997; pp. 1307–1375. ISBN 978-0-521-51150-6. [Google Scholar]
- Chen, L.; Liu, T.; Zhang, W.; Chen, X.; Wang, J. Biodiesel Production from Algae Oil High in Free Fatty Acids by Two-Step Catalytic Conversion. Bioresour. Technol. 2012, 111, 208–214. [Google Scholar] [CrossRef]
- Orsavova, J.; Misurcova, L.; Ambrozova, J.V.; Vicha, R.; Mlcek, J. Fatty Acids Composition of Vegetable Oils and Its Contribution to Dietary Energy Intake and Dependence of Cardiovascular Mortality on Dietary Intake of Fatty Acids. Int. J. Mol. Sci. 2015, 16, 12871–12890. [Google Scholar] [CrossRef]
- Schulz, H. Fatty Acid Oxidation. In Encyclopedia of Biological Chemistry, 2nd ed.; Lennarz, W.J., Lane, M.D., Eds.; Academic Press: Waltham, MA, USA, 2013; pp. 281–284. ISBN 978-0-12-378631-9. [Google Scholar]
- Shashidhara, Y.M.; Jayaram, S.R. Vegetable Oils as a Potential Cutting Fluid-An Evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Borugadda, V.B.; Goud, V.V. Epoxidation of Castor Oil Fatty Acid Methyl Esters (COFAME) as a Lubricant Base Stock Using Heterogeneous Ion-Exchange Resin (IR-120) as a Catalyst. Energy Procedia 2014, 54, 75–84. [Google Scholar] [CrossRef]
- Baye, T.; Becker, H.C. Exploration of Vernonia Galamensis in Ethiopia, and Variation in Fatty Acid Composition of Seed Oil. Genet. Resour. Crop Evol. 2005, 52, 805–811. [Google Scholar] [CrossRef]
- Singh, R.K.; Padhi, S.K. Characterization of Jatropha Oil for the Preparation of Biodiesel. Indian J. Nat. Prod. Resour. 2006, 8, 127–132. [Google Scholar]
- Chhetri, A.B.; Tango, M.S.; Budge, S.M.; Watts, K.C.; Islam, M.R. Non-Edible Plant Oils as New Sources for Biodiesel Production. Int. J. Mol. Sci. 2008, 9, 169–180. [Google Scholar] [CrossRef]
- Murugesan, A.; Umarani, C.; Chinnusamy, T.R.; Krishnan, M.; Subramanian, R.; Neduzchezhain, N. Production and Analysis of Bio-Diesel from Non-Edible Oils-A Review. Renew. Sustain. Energy Rev. 2009, 13, 825–834. [Google Scholar] [CrossRef]
- Siniawski, M.T.; Saniei, N.; Adhikari, B.; Doezema, L.A. Influence of Fatty Acid Composition on the Tribological Performance of Two Vegetable-based Lubricants. J. Synth. Lubr. 2007, 24, 101–110. [Google Scholar] [CrossRef]
- Wagner, H.; Luther, R.; Mang, T. Lubricant Base Fluids Based on Renewable Raw Materials: Their Catalytic Manufacture and Modification. Appl. Catal. A Gen. 2001, 221, 429–442. [Google Scholar] [CrossRef]
- Maleque, M.; Masjuki, H.H.; Sapuan, S. Vegetable-Based Biodegradable Lubricating Oil Additives. Ind. Lubr. Tribol. 2003, 55, 137–143. [Google Scholar] [CrossRef]
- D’Amato, R.; Wang, C.; Calvo, R.; Valášek, P.; Ruggiero, A. Characterization of Vegetable Oil as Cutting Fluid. Procedia Manuf. 2019, 41, 145–152. [Google Scholar] [CrossRef]
- Singh, A.; Gupta, A. Metalworking Fluids from Vegetable Oils. J. Synth. Lubr. 2006, 23, 167–176. [Google Scholar] [CrossRef]
- Zareh-Desari, B.; Davoodi, B. Assessing the Lubrication Performance of Vegetable Oil-Based Nano-Lubricants for Environmentally Conscious Metal Forming Processes. J. Clean. Prod. 2016, 135, 1198–1209. [Google Scholar] [CrossRef]
- Lawan, I.; Zhou, W.; Garba, Z.N.; Zhang, M.; Yuan, Z.; Chen, L. Critical Insights into the Effects of Bio-Based Additives on Biodiesels Properties. Renew. Sustain. Energy Rev. 2019, 102, 83–95. [Google Scholar] [CrossRef]
- De Paoli, M.A.; Waldman, W.R. Bio-Based Additives for Thermoplastics. Polimeros 2019, 29, 1–12. [Google Scholar] [CrossRef]
- Hobbs, C.E. Recent Advances in Bio-Based Flame Retardant Additives for Synthetic Polymeric Materials. Polymers 2019, 11, 224. [Google Scholar] [CrossRef]
- Guilbot, J.; Kerverdo, S.; Milius, A.; Escola, R.; Pomrehn, F. Life Cycle Assessment of Surfactants: The Case of an Alkyl Polyglucoside Used as a Self Emulsifier in Cosmetics. Green Chem. 2013, 15, 3337–3354. [Google Scholar] [CrossRef]
- Wan, S.; Wei, H.; Quan, R.; Luo, Z.; Wang, H.; Liao, B.; Guo, X. Soybean Extract Firstly Used as a Green Corrosion Inhibitor with High Efficacy and Yield for Carbon Steel in Acidic Medium. Ind. Crops Prod. 2022, 187, 115354. [Google Scholar] [CrossRef]
- Fu, Z. 13—Pigmented Ink Formulation. In Digital Printing of Textiles; Ujiie, H., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Sawston, UK, 2006; pp. 218–232. ISBN 978-1-85573-951-2. [Google Scholar]
- Akshai, B.; Visakh, R.; Kamath, K.J.; Riyas, M.R.; Joy, M.L. A Novel Approach in Developing Environment-Friendly Bio-Lubricant from Coconut Oil, Mustard Oil and Its Methyl Esters. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 765–785. [Google Scholar] [CrossRef]
- El-Haggar, S.M. Chapter 2—Cleaner Production. In Sustainable Industrial Design and Waste Management; El-Haggar, S.M., Ed.; Academic Press: Oxford, UK, 2007; pp. 21–84. ISBN 978-0-12-373623-9. [Google Scholar]
- Dhal, S.; Alhamidi, A.; Al-Zahrani, S.M.; Anis, A.; Pal, K. The Influence of Emulsifiers on the Physiochemical Behavior of Soy Wax/Rice Bran Oil-Based Oleogels and Their Application in Nutraceutical Delivery. Gels 2023, 9, 47. [Google Scholar] [CrossRef]
- Hassan, M.M.; Barker, H.; Collie, S. Enhanced Corrosion Inhibition of Mild Steel by Cross-Linked Lanolin-Coatings. Prog. Org. Coatings 2015, 78, 249–255. [Google Scholar] [CrossRef]
- Amaral, C.; Anjos, R.; Pais, C.; Musculo, A. Bioremediation of Olive Mill Wastewaters with Fungi. Terr. Aquat. Environ. Toxicol. 2010, 4, 45–56. [Google Scholar]
- Xu, Q.; Nakajima, M.; Liu, Z.; Shiina, T. Soybean-Based Surfactants and Their Applications. In Soybean—Applications and Technology; Ng, P.T.-B., Ed.; IntechOpen: Norderstedt, Germany, 2011; p. 402. ISBN 978-953-307-207-4. [Google Scholar]
- Teng, Y.; Stewart, S.; Hai, Y.; Li, X.; Banwell, M.; Lan, P. Sucrose Fatty Acid Esters: Synthesis, Emulsifying Capacities, Biological Activities and Structure-Property Profiles. Crit. Rev. Food Sci. Nutr. 2020, 61, 3297–3317. [Google Scholar] [CrossRef]
- Biomor Israel Ltd. Destillated Tall Oil for Addition to National List. Available online: https://www.ams.usda.gov/sites/default/files/media/TallOildistilled.pdf (accessed on 2 March 2023).
- Sindelar, S. China—Peoples Republic of Standards for Uses of Food Additives—Part II. Available online: https://www.dgav.pt/wp-content/uploads/2020/12/China-GB-2760_2011-ParteII.pdf (accessed on 4 March 2023).
- Warner, K. Effects on the Flavor and Oxidative Stability of Stripped Soybean and Sunflower Oils with Added Pure Tocopherols. J. Agric. Food Chem. 2005, 53, 9906–9910. [Google Scholar] [CrossRef]
- Macario, A.; Giordano, G.; Onida, B.; Cocina, D.; Tagarelli, A.; Giuffrè, A.M. Biodiesel Production Process by Homogeneous/Heterogeneous Catalytic System Using an Acid–Base Catalyst. Appl. Catal. A Gen. 2010, 378, 160–168. [Google Scholar] [CrossRef]
- Khan, I.; Saeed, K.; Khan, I. Nanoparticles: Properties, Applications and Toxicities. Arab. J. Chem. 2019, 12, 908–931. [Google Scholar] [CrossRef]
- Souza, R.R.; Faustino, V.; Gonçalves, I.M.; Moita, A.S.; Bañobre-López, M.; Lima, R. A Review of the Advances and Challenges in Measuring the Thermal Conductivity of Nanofluids. Nanomaterials 2022, 12, 2526. [Google Scholar] [CrossRef]
- Souza, R.R.; Faustino, V.; Oliveira, J.D.; Gonçalves, I.M.; Miranda, J.M.; Moita, A.S.; Moreira, A.L.N.; Teixeira, J.C.F.; Bañobre-López, M.; Lima, R. A Novel and Extremely Stable Nanofluid Based on Iron Oxide Nanoparticles: Experimental Investigations on the Thermal Performance. Therm. Sci. Eng. Prog. 2021, 26, 101085. [Google Scholar] [CrossRef]
- Ni, J.; Cui, Z.; He, L.; Yang, Y.; Sang, Z.; Rahman, M.M. Reinforced Lubrication of Vegetable Oils with Nano-Particle Additives in Broaching. J. Manuf. Process. 2021, 70, 518–528. [Google Scholar] [CrossRef]
- Hoyt, B.V.W.; Mason, E. Nanotechnology Emerging Health Issues. J. Chem. Health Saf. 2008, 15, 10–15. [Google Scholar] [CrossRef]
- Vishwakarma, V.; Samal, S.S.; Manoharan, N. Safety and Risk Associated with Nanoparticles—A Review. J. Miner. Mater. Charact. Eng. 2010, 9, 455–459. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, A.K.; Katiyar, J.K. State-of-the-Art in Sustainable Machining of Different Materials Using Nano Minimum Quality Lubrication (NMQL). Lubricants 2023, 11, 64. [Google Scholar] [CrossRef]
- Jadhav, D.B. Influence of Nano Based Metal Working Fluids on Machining Process—A Review. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Tamilnadu, India, 2018. [Google Scholar]
- Kilincarslan, E.; Kabave Kilincarslan, S.; Cetin, M.H. Evaluation of the Clean Nano-Cutting Fluid by Considering the Tribological Performance and Cost Parameters. Tribol. Int. 2021, 157, 106916. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Mandal, U.K.; Mondal, S.P. Synergistic Effect of Silica and Pure Palm Oil on the Machining Performances of Inconel 690: A Study for Promoting Minimum Quantity Nano Doped-Green Lubricants. J. Clean. Prod. 2020, 258, 120755. [Google Scholar] [CrossRef]
- Nobrega, G.; de Souza, R.R.; Gonçalves, I.M.; Moita, A.S.; Ribeiro, J.E.; Lima, R.A. Recent Developments on the Thermal Properties, Stability and Applications of Nanofluids in Machining, Solar Energy and Biomedicine. Appl. Sci. 2022, 12, 1115. [Google Scholar] [CrossRef]
- Portillo, M.A.; Iglesias, G.R. Magnetic Nanoparticles as a Redispersing Additive in Magnetorheological Fluid. J. Nanomater. 2017, 2017, 9026219. [Google Scholar] [CrossRef]
- Shah, M.; Fawcett, D.; Sharma, S.; Tripathy, S.K. Green Synthesis of Metallic Nanoparticles via Biological Entities. Materials 2015, 8, 7278–7308. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Zhang, Y.; Ding, W.; Yang, M.; Gao, T.; Cao, H.; Xu, X.; Wang, D.; Said, Z.; et al. Vegetable Oil-Based Nanofluid Minimum Quantity Lubrication Turning: Academic Review and Perspectives. J. Manuf. Process. 2020, 59, 76–97. [Google Scholar] [CrossRef]
- Bashir, S.M.; Rather, G.A.; Patrício, A.; Haq, Z.; Sheikh, A.A.; Zahoor, M.; Singh, H.; Khan, A.A.; Imtiyaz, S.; Ahmad, S.B.; et al. Chitosan Nanoparticles: A Versatile Platform for Biomedical Applications. Materials 2022, 15, 6521. [Google Scholar] [CrossRef] [PubMed]
- Mosiewicki, M.A.; Aranguren, M.I. A Short Review on Novel Biocomposites Based on Plant Oil Precursors. Eur. Polym. J. 2013, 49, 1243–1256. [Google Scholar] [CrossRef]
- Silva, A.C.Q.; Silvestre, A.J.D.; Freire, C.S.R.; Vilela, C. Spherical Cellulose Micro and Nanoparticles: A Review of Recent Developments and Applications. Nanomaterials 2021, 11, 2744. [Google Scholar]
- Meher, L.C.; Vidya Sagar, D.; Naik, S.N. Technical Aspects of Biodiesel Production by Transesterification - A Review. Renew. Sustain. Energy Rev. 2006, 10, 248–268. [Google Scholar] [CrossRef]
- Ma, F.; Hanna, M.A. Biodiesel Production: A Review1Journal Series #12109, Agricultural Research Division, Institute of Agriculture and Natural Resources, University of Nebraska–Lincoln.1. Bioresour. Technol. 1999, 70, 1–15. [Google Scholar] [CrossRef]
- Musa, I.A. The Effects of Alcohol to Oil Molar Ratios and the Type of Alcohol on Biodiesel Production Using Transesterification Process. Egypt. J. Pet. 2016, 25, 21–31. [Google Scholar] [CrossRef]
- Fabiano, B.; Reverberi, A.P.; Del Borghi, A.; Dovi, V.G. Biodiesel Production via Transesterification: Process Safety Insights from Kinetic Modeling. Theor. Found. Chem. Eng. 2012, 46, 673–680. [Google Scholar] [CrossRef]
- Lligadas, G.; Ronda, J.C.; Galià, M.; Cádiz, V. Renewable Polymeric Materials from Vegetable Oils: A Perspective. Mater. Today 2013, 16, 337–343. [Google Scholar] [CrossRef]
- Alam, M.; Akram, D.; Sharmin, E.; Zafar, F.; Ahmad, S. Vegetable Oil Based Eco-Friendly Coating Materials: A Review Article. Arab. J. Chem. 2014, 7, 469–479. [Google Scholar] [CrossRef]
- Schäffner, B.; Blug, M.; Kruse, D.; Polyakov, M.; Köckritz, A.; Martin, A.; Rajagopalan, P.; Bentrup, U.; Brückner, A.; Jung, S.; et al. Synthesis and Application of Carbonated Fatty Acid Esters from Carbon Dioxide Including a Life Cycle Analysis. ChemSusChem 2014, 7, 1133–1139. [Google Scholar] [CrossRef] [PubMed]
- Corma, A.; Iborra, S.; Velty, A. Chemical Routes for the Transformation of Biomass into Chemicals. Chem. Rev. 2007, 107, 2411–2502. [Google Scholar] [CrossRef] [PubMed]
- Lam, M.K.; Lee, K.T.; Mohamed, A.R. Homogeneous, Heterogeneous and Enzymatic Catalysis for Transesterification of High Free Fatty Acid Oil (Waste Cooking Oil) to Biodiesel: A Review. Biotechnol. Adv. 2010, 28, 500–518. [Google Scholar] [CrossRef]
- Dinda, S.; Goud, V.V.; Patwardhan, A.V.; Pradhan, N.C. Selective Epoxidation of Natural Triglycerides Using Acidic Ion Exchange Resin as Catalyst. Asia-Pacific J. Chem. Eng. 2011, 6, 870–878. [Google Scholar] [CrossRef]
- Abdullah, B.M.; Salimon, J. Epoxidation of Vegetable Oils- Catalyst, Methods and Advantages. J. Appl. Sci. 2010, 10, 1545–1553. [Google Scholar]
- Soutelo-Maria, A.; Dubois, J.L.; Couturier, J.L.; Cravotto, G. Oxidative Cleavage of Fatty Acid Derivatives for Monomer Synthesis. Catalysts 2018, 8, 464. [Google Scholar] [CrossRef]
- Enferadi Kerenkan, A.; Béland, F.; Do, T.-O. Chemically Catalyzed Oxidative Cleavage of Unsaturated Fatty Acids and Their Derivatives into Valuable Products for Industrial Applications: A Review and Perspective. Catal. Sci. Technol. 2016, 6, 971–987. [Google Scholar] [CrossRef]
- Syaima, M.T.S.; Ong, K.H.; Mohd Noor, I.; Zamratul, M.I.M.; Brahim, S.A.; Hafizul, M.M. The Synthesis of Bio-Lubricant Based Oil by Hydrolysis and Non-Catalytic of Palm Oil Mill Effluent (POME) Using Lipase. Renew. Sustain. Energy Rev. 2015, 44, 669–675. [Google Scholar] [CrossRef]
- Luo, H.; Xue, K.; Fan, W.; Li, C.; Nan, G.; Li, Z. Hydrolysis of Vegetable Oils to Fatty Acids Using Brønsted Acidic Ionic Liquids as Catalysts. Ind. Eng. Chem. Res. 2014, 53, 11653–11658. [Google Scholar] [CrossRef]
- Gupta, S.; Bhattacharya, A.; Murthy, C.N. Tune to Immobilize Lipases on Polymer Membranes: Techniques, Factors and Prospects. Biocatal. Agric. Biotechnol. 2013, 2, 171–190. [Google Scholar] [CrossRef]
- Islam, M.R.; Beg, M.D.H.; Jamari, S.S. Development of Vegetable-Oil-Based Polymers. J. Appl. Polym. Sci. 2014, 131, 9016–9028. [Google Scholar] [CrossRef]
- Seniha Güner, F.; Yağcı, Y.; Tuncer Erciyes, A. Polymers from Triglyceride Oils. Prog. Polym. Sci. 2006, 31, 633–670. [Google Scholar] [CrossRef]
- Afonso, I.S.; Pereira, J.; Ribeiro, A.E.; Amaral, J.S.; Rodrigues, N.; Gomes, J.R.; Lima, R.; Ribeiro, J. Analysis of a Vegetable Oil Performance in a Milling Process by MQL Lubrication. Micromachines 2022, 13, 1254. [Google Scholar] [CrossRef]
- Carvalho, D.O.A.; da Silva, L.R.R.; Sopchenski, L.; Jackson, M.J.; Machado, Á.R. Performance Evaluation of Vegetable-Based Cutting Fluids in Turning of AISI 1050 Steel. Int. J. Adv. Manuf. Technol. 2019, 103, 1603–1619. [Google Scholar] [CrossRef]
- Krishna, P.V.; Srikant, R.R.; Rao, D.N. International Journal of Machine Tools & Manufacture Experimental Investigation on the Performance of Nanoboric Acid Suspensions in SAE-40 and Coconut Oil during Turning of AISI 1040 Steel. Int. J. Mach. Tools Manuf. 2010, 50, 911–916. [Google Scholar] [CrossRef]
- Totten, G.; TensiK, H.M.; Lainer, K. Performance of Vegetable Oils as a Cooling Medium in Comparison to a Standard Mineral Oil. J. Mater. Eng. Perform. 1999, 8, 409–416. [Google Scholar] [CrossRef]
- Junior, A.; Falco, W.; Batista, R.; Silva, E. Lubri-Cooling and Tribological Behavior of Vegetable Oils during Milling of AISI 1045 Steel Focusing on Sustainable Manufacturing. J. Clean. Prod. 2016, 156, 635–647. [Google Scholar] [CrossRef]
- Zhang, J.Z.; Rao, P.N.; Eckman, M. Experimental Evaluation of a Bio-Based Cutting Fluid Using Multiple Machining Characteristics. Available online: https://ijme.us/issues/spring2012/abstracts/Z__IJME%20spring%202012%20v12%20n2%20(paper%205).pdf (accessed on 3 March 2023).
- Junankar, A.A.; Yashpal, Y.; Purohit, J.K. Experimental Investigation to Study the Effect of Synthesized and Characterized Monotype and Hybrid Nanofluids in Minimum Quantity Lubrication Assisted Turning of Bearing Steel. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 1794–1813. [Google Scholar] [CrossRef]
- Padmini, R.; Vamsi Krishna, P.; Krishna Mohana Rao, G. Effectiveness of Vegetable Oil Based Nanofluids as Potential Cutting Fluids in Turning AISI 1040 Steel. Tribol. Int. 2016, 94, 490–501. [Google Scholar] [CrossRef]
- Jeevan, T.P.; Jayaram, S.R. Tribological Properties and Machining Performance of Vegetable Oil Based Metal Working Fluids—A Review. Mod. Mech. Eng. 2018, 8, 42–65. [Google Scholar] [CrossRef]
- Sankaranarayanan, R.; Krolczyk, G.M. A Comprehensive Review on Research Developments of Vegetable-Oil Based Cutting Fluids for Sustainable Machining Challenges. J. Manuf. Process. 2021, 67, 286–313. [Google Scholar] [CrossRef]
- Kavaliova, I.; Grigoriev, F. Corrosive Action and Oxidation of Vegetable Oils Used in Lubricants. J. Frict. Wear 2018, 39, 535–538. [Google Scholar] [CrossRef]
- Adesusi, O.; Adetunji, O.; Ismaila, O.; Dare, E.; Erinle, T.; Taiwo, O.S.; Ipadeola, S. Corrosion Inhibition of Carbon Steel by Non-Edible Vegetable Oils Used as Cutting Fluids in Minimum Quantity Lubrication (MQL). In Proceedings of the Corrosion Management in Construction and Infrastructure Development, Lagos, Nigeria, October 2018. [Google Scholar]
- Aziate, G.; Adil, E.Y.; Saufi, H.; Al Maofari, A.; Benhmama, A.; Hicham, H.; Gharby, S.; El Hajjaji, S. Study of Jojoba Vegetable Oil as Inhibitor of Carbon Steel C38 Corrosion in Different Acidic Media. J. Mater. Environ. Sci. 2015, 6, 1845–1849. [Google Scholar]
- Trzepieciński, T. Tribological Performance of Environmentally Friendly Bio-Degradable Lubricants Based on a Combination of Boric Acid and Bio-Based Oils. Materials 2020, 13, 3892. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Demirbas, E. Effects of Vegetable-Based Cutting Fluids on the Wear in Drilling Effects of Vegetable-Based Cutting Fluids on the Wear in Drilling. Sadhana 2013, 38, 687–706. [Google Scholar] [CrossRef]
- Rahim, E.A.; Sasahara, H. Performance of Palm Oil as a Biobased Machining Lubricant When Drilling Inconel 718. In Proceedings of the Sriwijaya International Conference on Engineering, Science and Technology (SICEST 2016); EDP Sciences: Bangka Island, Indonesia, 2017; Volume 101, p. 03015. [Google Scholar]
- Aluyor, E.O.; Obahiagbon, K.O.; Ori-jesu, M. Biodegradation of Vegetable Oils: A Review. Acad. J. 2009, 4, 543–548. [Google Scholar]
- Erhan, S.Z.; Asadauskas, S. Lubricant Basestocks from Vegetable Oils. Ind. Crops Prod. 2000, 11, 277–282. [Google Scholar] [CrossRef]
- Saleem, M.S.; Khan, M.S.; Khan, S. A Review on Tribological Performance of Nano Based Bio-Lubricants and Its Applications. GRD J. Eng. 2021, 6, 21–32. [Google Scholar]
- Srivastava, A.; Sahai, P. Vegetable Oils as Lube Basestocks: A Review. Afr. J. Biotechnol. 2013, 12, 880–891. [Google Scholar] [CrossRef]
- Kumar, P. Parametric Optimization Of Angular Distortion On Mild Steel By Using MIG Welding. Int. J. Adv. Eng. Technol. 2015, 6, 41–46. [Google Scholar]
- Agarwal, A.K.; Dhar, A. Wear, Durability, and Lubricating Oil Performance of a Straight Vegetable Oil (Karanja) Blend Fueled Direct Injection Compression Ignition Engine. J. Renew. Sustain. Energy 2012, 4, 063138. [Google Scholar] [CrossRef]
- Singh, Y.; Farooq, A.; Raza, A. Sustainability of a Non-Edible Vegetable Oil Based Bio-Lubricant for Automotive Applications: A Review. Process Saf. Environ. Prot. 2017, 111, 701–713. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additive Type | Substances | Mode of Action, Function |
|---|---|---|
| Anti-aging-additive, oxidation inhibitor | Aromatic amines, Organic sulphide, zinc dialkyldithiophosphate | Prevention of oxidation of base oil at high temperatures and stabilization |
| Anti-wear-additive, AW | Acid and nonionic Phosphoric acid ester, zinc dialkyldithio-phosphate | Reduces abrasive wear of rubbing surfaces by physisorption |
| Biocides | Phenol derivatives, formaldehyde releasers, isothiazolinones | Prevention of excessive microbial growth |
| Detergent, dispersant | Sulfonate, phenolate, salicylate | Prevents build-up of varnishes on surfaces, and agglomeration of particles to form solid deposits, promotes their suspension |
| Emulsifier | Anionic: sulfonates, potassium-soap, alkanolamine-soap; Nonionic: fatty alcohol ethoxylate, fatty acide amide; Cationic: quaternary ammonium salts | Emulsion formation and stabilization |
| Extreme-pressure-additive, EP | Chlorineparaffine, sulphurous ester, phosphoric acid ester, polysulphide, PS | Protection against wear by formation of adsorption or reaction layers, prevent microfusing of metallic surfaces |
| Foam inhibitor | Silicone polymers, tributylphosphate | Destabilize foam in oil |
| Friction modifier, FM | Glycerol mono oleate, whale oil, natural fats, oils, synthetic ester | Lowers friction and wear, improve adhesion of lubricating film |
| Metal-deactivators | Heterocycles, di-amine, triaryl phosphite | Adsorptive film formation |
| Passive extreme-pressure-additive, PEP | Over based sodium or calcium sulfonate | Kind of solid lubricant, surface separation by film formation |
| Corrosion-inhibitor | Sulfonate, organic boron compounds, amine, aminphosphate, zinc dialkyldithiophosphate, tall oil fatty acids | Limits rust and corrosion of ferrous and non-ferrous metals (prevention of oxidation) |
| Viscosity index improver, VI | Polymers | Increases viscosity index of the lubricant |
| Fatty Acid | Soybean | High Oleic Soybean | Sunflower | Rapeseed | Palm | Pongamia pinnata | Jatropha curcas | Olive | Castor | Neem | Linseed | Coconut |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C 14: 0 | – | – | – | – | 1.50 | 7.90 | – | 0.10 | – | – | ||
| C 16: 0 | 1.50 | 6.00 | 6.00 | 9.80 | 43.00 | 4.00 | 12–17 | 7.30 | – | 15.00 | 5.00 | 9.00 |
| C 16: 1 | 10.4 | – | – | – | – | – | – | – | – | 22.00 | ||
| C 18: 0 | 4.30 | 3.00 | 3.00 | 1.60 | 5.00 | 2.00 | 6.70 | 2.70 | 2–3 | 19.00 | 3.00 | 2.00 |
| C 18: 1 | 24.40 | 85.00 | 17.00 | 18.4 | 40.00 | 62.00 | 37–63 | 60.70 | 3–5 | 49.00 | 22.00 | 7.00 |
| C 18: 2 | 51.60 | 4.00 | 74.00 | 16.8 | 10.00 | 12.00 | 19–41 | 4.40 | 3–5 | 9.50 | 17.00 | 1.00 |
| C 18: 3 | 7.70 | 2.00 | 6.00 | 6.50 | – | – | – | 0.50 | 80–90 | – | 52.00 | – |
| C 20: 0 | – | – | Traces | 9.20 | 0.50 | 10.00 | – | – | – | – | – | – |
| C 20: 1 | – | – | – | – | – | 4.00 | – | – | – | – | – | – |
| C 22: 0 | 0.50 | – | Traces | – | – | – | – | – | – | – | – | – |
| C 22: 1 | – | – | – | 37.70 | – | – | – | – | – | – | – | – |
| Others | – | – | – | – | 72.00 a |
| Properties | Soybean | High Oleic Soyabean | Sunflower | Rapeseed | Jojoba | Pongamia pinnata | Jatropha curcas | Neem | Castor |
|---|---|---|---|---|---|---|---|---|---|
| Kinematic viscosity @ 40 °C (cSt) | 32.93 | 41.34 | 40.05 | 45.60 | 24.90 | 43.00 | 47.48 | 68.03 | 220.6 |
| Kinematic viscosity @ 100 °C (cSt) | 08.08 | 09.02 | 08.65 | 10.07 | 06.43 | 08.30 | 08.04 | 10.14 | 19.72 |
| Viscosity index | 219 | – | 206 | 216 | 233 | 172 | 208 | 135 | 220 |
| Saponofication value (mgKOH g−1) | 189 | – | – | 180 | 94.69 | 179 | 196.80 | 166 | 180 |
| Total acid value (mgKOH g−1) | 00.61 | 00.12 | – | 1.40 | 01.10 | 22.00 | 03.20 | 23.00 | 01.40 |
| Iodine value (mg L g−1) | 144 | 85.90 | – | 104 | 98.00 | 78.00 | 97.00 | 66.00 | 87.00 |
| Pour point (0 °C) | −09.00 | – | −12.00 | −12.00 | 09.00 | −09.00 | 0.00 | 09.00 | −27.00 |
| Flash point (0 °C) | 240 | – | 252 | 240 | – | – | 240 | – | 250 |
| Additive Name | Source | Function | References |
|---|---|---|---|
| Alkyl polyglucosides | Corn, wheat, or potatoes | Surfactant, emulsifier | [108] |
| Amino acids | Soybeans, corn, or wheat | Corrosion inhibitor | [109] |
| Biobased glycols | Corn or sugarcane | Humectant, coolant | [110] |
| Biobased esters | Soybeans, palm, or coconut | Lubricant, extreme pressure additive | [111] |
| Castor oil | Castor beans | Lubricant, extreme pressure additive | [79] |
| Fatty alcohols | Coconut or palm oil | Emulsifier, lubricant | [111] |
| Glycerol | Vegetable oils | Humectant, lubricant | [112] |
| Isostearic acid | Soybeans or sunflower oil | Emulsifier, wetting agent | [113] |
| Lanolin | Wool | Lubricant | [114] |
| Lignin | Wood pulp | Corrosion inhibitor, lubricant | [115] |
| Methyl esters | Vegetable oils | Solvent, lubricant | [98] |
| Oleic acid | Vegetable oils | Corrosion inhibitor, lubricant | [91] |
| Soy lecithin | Soybeans | Emulsifier, wetting agent | [116] |
| Sorbitan esters | Corn or olive oil | Emulsifier, wetting agent | [113] |
| Sucrose esters | Sugar cane or beets | Emulsifier, wetting agent | [117] |
| Tall oil fatty acids | Pine trees | Corrosion inhibitor, lubricant | [118] |
| Tartaric acid esters | Grapes or corn | Emulsifier, wetting agent | [119] |
| Tocopherols | Soybeans or sunflower oil | Antioxidant | [120] |
| Triglycerides | Vegetable oils | Lubricant, extreme pressure additive | [121] |
| S/N | Vegetable Oil (Botanical Name) | Properties | Uses | Place(s) Where It Can Be Found in Abundance | Cost (USD per Metric Ton) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Density (Kg/m3) | Kinematic Viscosity (cm2/s) | Flash Point (°F) | Pour Point (°F) | Viscosity Index | |||||
| 1 | Neem oil (Azadirachla indica) | 910 | 0.4832 | 482 | 44.6 | 40 | Oil-illuminant, biodiesel | Growing in tropical and semitropical regions and native to India | NA |
| 2 | Jatropha oil (Jatropha curcas L.) | 917 | 0.3697 | 523.4 | 26.6 | 186 | Oil-illuminant, lubrificant, biodiesel | Indonesia, Thailand, Malaysia, Philippines, India, Pakistan, Nepal | 1368.35 (December 2020) |
| 3 | Palm oil (Elaeis guineensis) | 910 | 0.419 | 579.2 | 53.6 | 189 | Lubrificant, food processing | Tropical regions, native to Africa | 1178.75 (November 2021) |
| 4 | Coconut oil (Cocos nucifera) | 915 | 0.279 | 464 | 68 | 255 | Food processing | Tropical regions, native to Africa | 1485.00 (September 2021) |
| 5 | Rapeseed oil (Brassica napus) | 918 | 0.429 | 600.8 | −5.8 | 208 | Food processing | Pacific Northwest | 1629.14 (September 2021) |
| 6 | Castor oil (Ricinus communis) | 970 | 2.498 | 500 | −23.8 | 85 | Used for lubrification and illumination | Cuba, Brazil, China, India, Italy, and French | 1600.00 (December 2020) |
| 7 | Sunflower oil (helianthus annuus) | 890 | 0.382 | 521.6 | 5 | 205 | Cosmetic formulations as na emollient | Ukraine and Russia | 1368.63 (September 2021) |
| 8 | Karanja oil (Millettia pinnata) | 912 | 0.105 | 410 | 21.2 | - | Biodiesel | Humid tropics | 1642.09 (December 2020) |
| 9 | Almond kernel oil (Prunus amygdalus Amara) | 915 | 0.342 | 230 | - | - | Food processing and cosmetic formulations | Iran, northern Africa and southern Europe | NA |
| 10 | Olive oil (Olea europaea) | 912 | 0.432 | 599 | 15.8 | - | Food processing and cosmetic | Spain, Italy, Tunisia | 4441.54 (September 2021) |
| 11 | Soybean oil (Glycine max) | 907 | 0.303 | 489.2 | 10.4 | 224 | Biodiesel, food processing | China, Argentina, Brazil | 1398.75 (September 2021) |
| 12 | Groundnut oil (Arachis hypogaea) | 914 | 0.3684 | 636.8 | 37.4 | 144 | Food processing | Tropical and subtropical regions | 3555.78 (December 2020) |
| Advantages (Required Qualities of Metalworking Fluids) | Disadvantages |
|---|---|
| High biodegradability | Low thermal stability |
| Low pollution of the environment | Oxidative stability |
| Compatibility with additives | High freezing points |
| Low production cost | Poor corrosion protection |
| Wide production possibilities | |
| Low toxicity | |
| High flash points | |
| Low volatility | |
| High viscosity indices |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Afonso, I.S.; Nobrega, G.; Lima, R.; Gomes, J.R.; Ribeiro, J.E. Conventional and Recent Advances of Vegetable Oils as Metalworking Fluids (MWFs): A Review. Lubricants 2023, 11, 160. https://doi.org/10.3390/lubricants11040160
Afonso IS, Nobrega G, Lima R, Gomes JR, Ribeiro JE. Conventional and Recent Advances of Vegetable Oils as Metalworking Fluids (MWFs): A Review. Lubricants. 2023; 11(4):160. https://doi.org/10.3390/lubricants11040160
Chicago/Turabian StyleAfonso, Inês S., Glauco Nobrega, Rui Lima, José R. Gomes, and João E. Ribeiro. 2023. "Conventional and Recent Advances of Vegetable Oils as Metalworking Fluids (MWFs): A Review" Lubricants 11, no. 4: 160. https://doi.org/10.3390/lubricants11040160