Effect of Characteristic Parameters and Distribution of Friction Pair Surface Texture on Lubrication Properties

Abstract
:1. Introduction
2. Simulation Analysis of Theoretical Mode Shapes and Calculation Methods
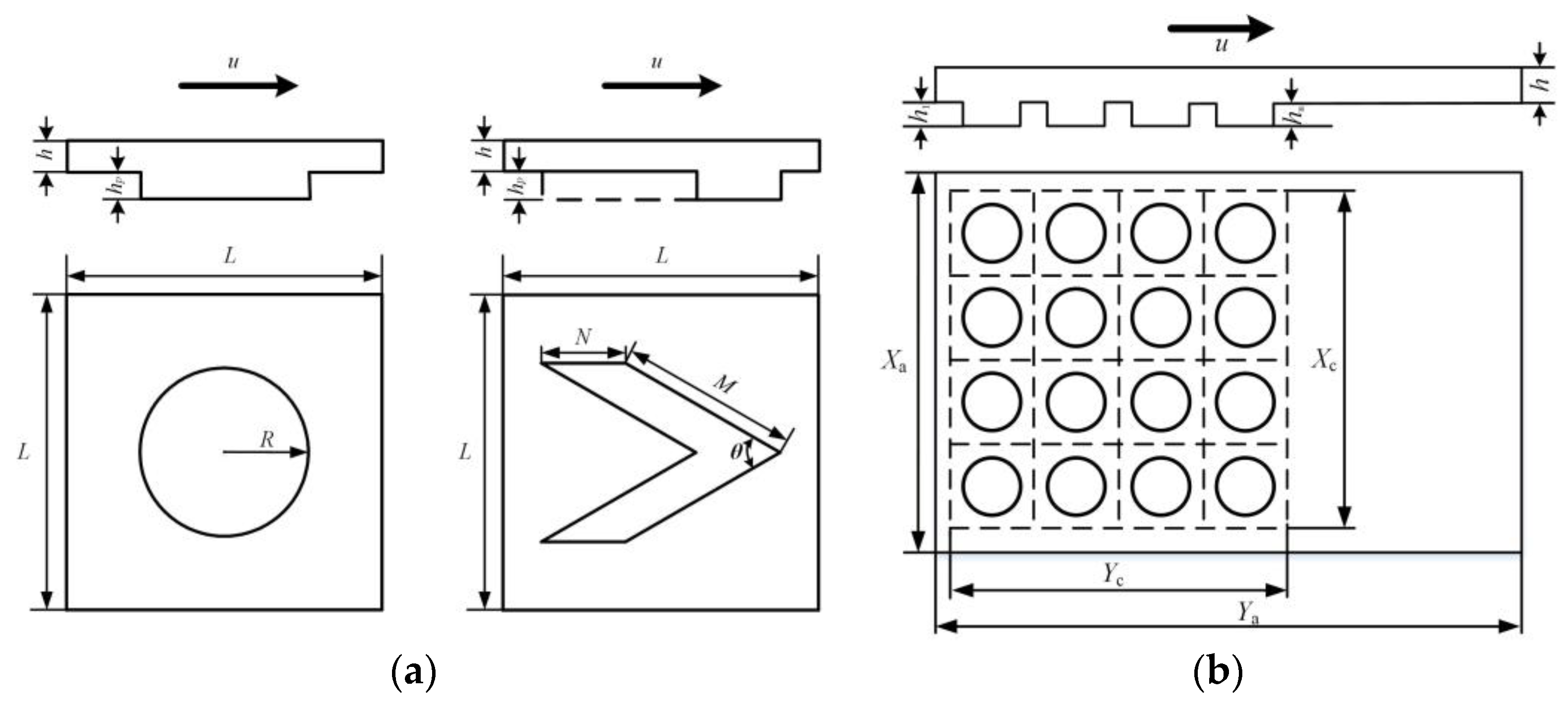
2.1. Calculating the Mode Shape
2.2. Mathematical Mode Shapes
2.3. Boundary Conditions and Solution-Related Notes
3. Sample Preparation and Tribological Tests
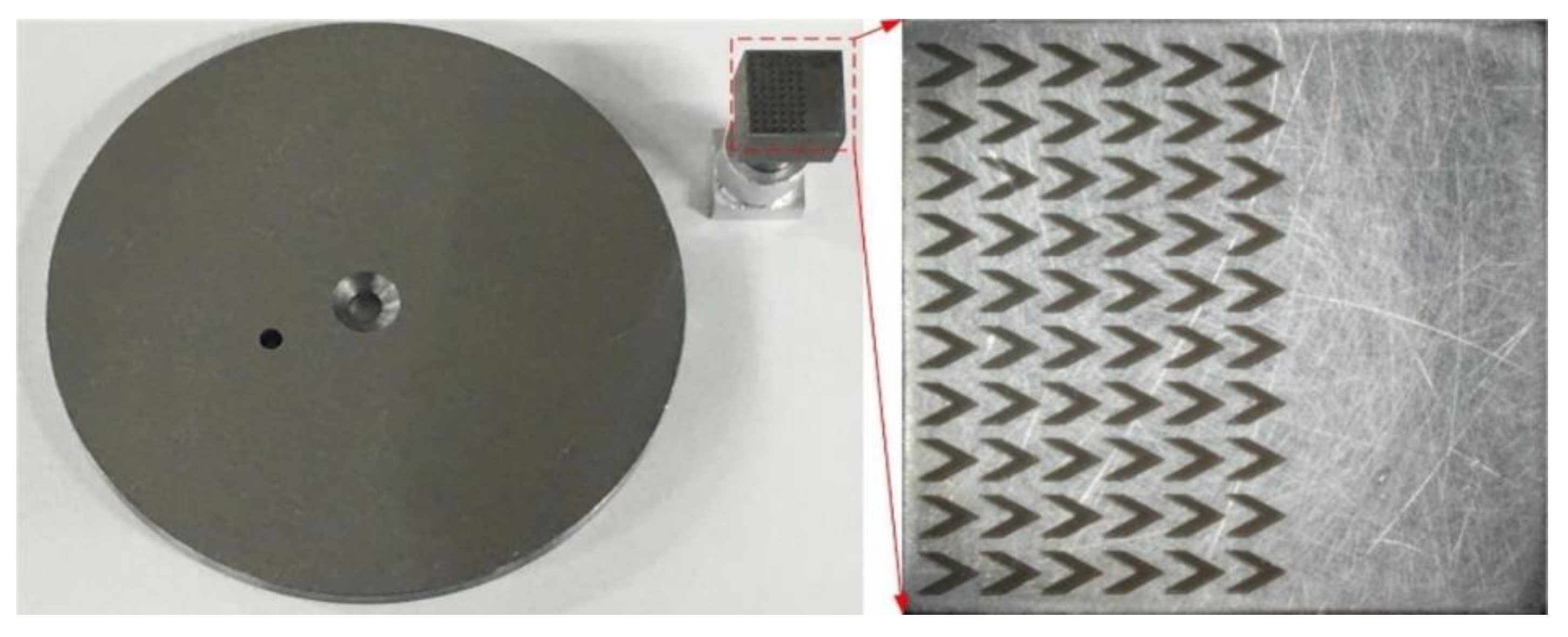
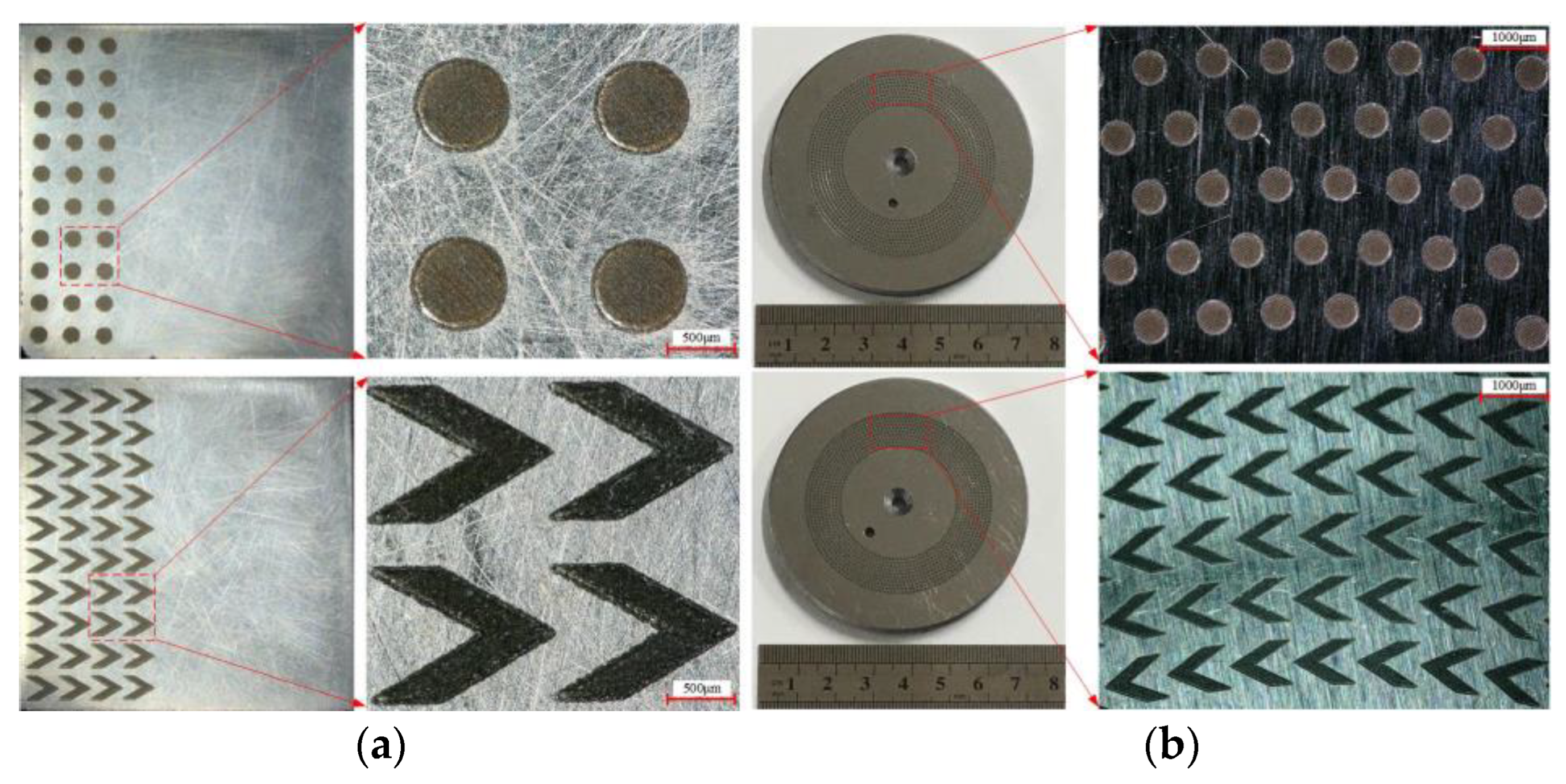
3.1. Sample Surface Texture Preparation
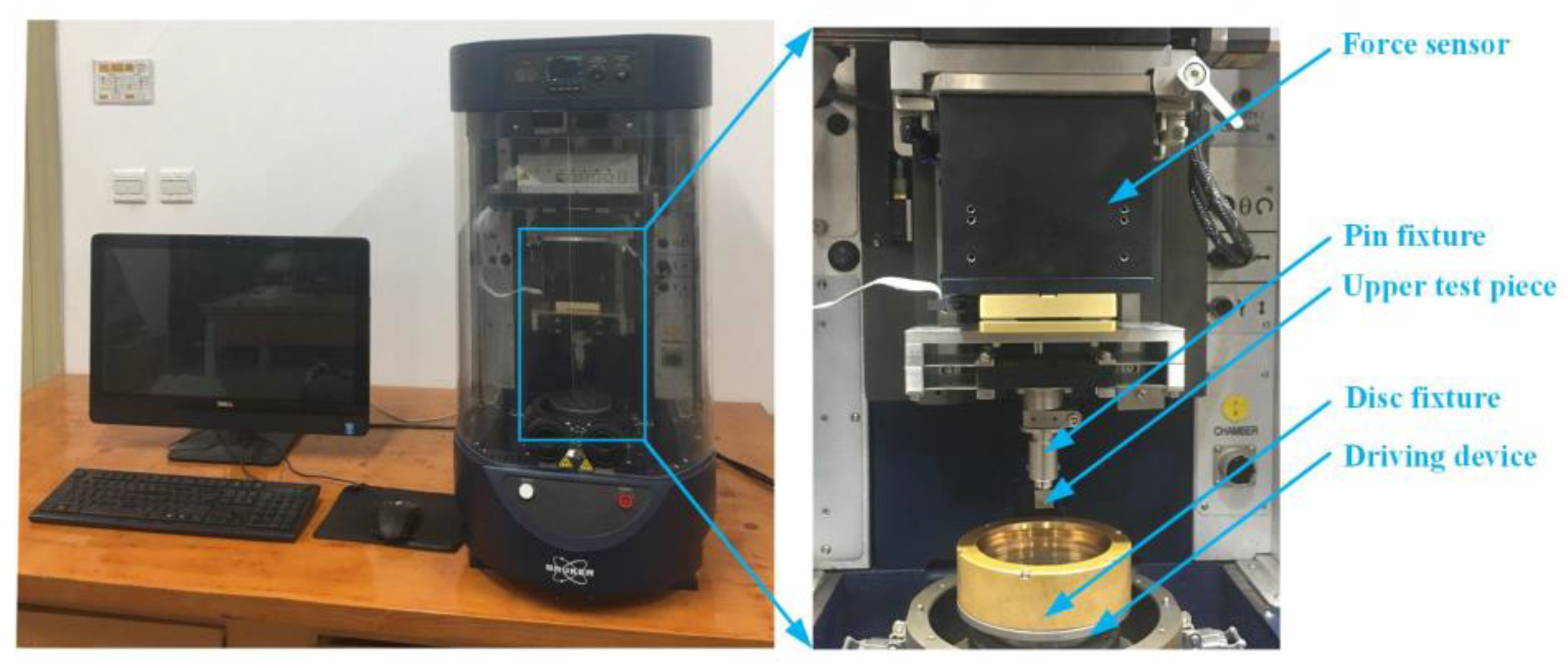
3.2. Textured Surface Friction Performance Test
4. Simulation Results and Analysis
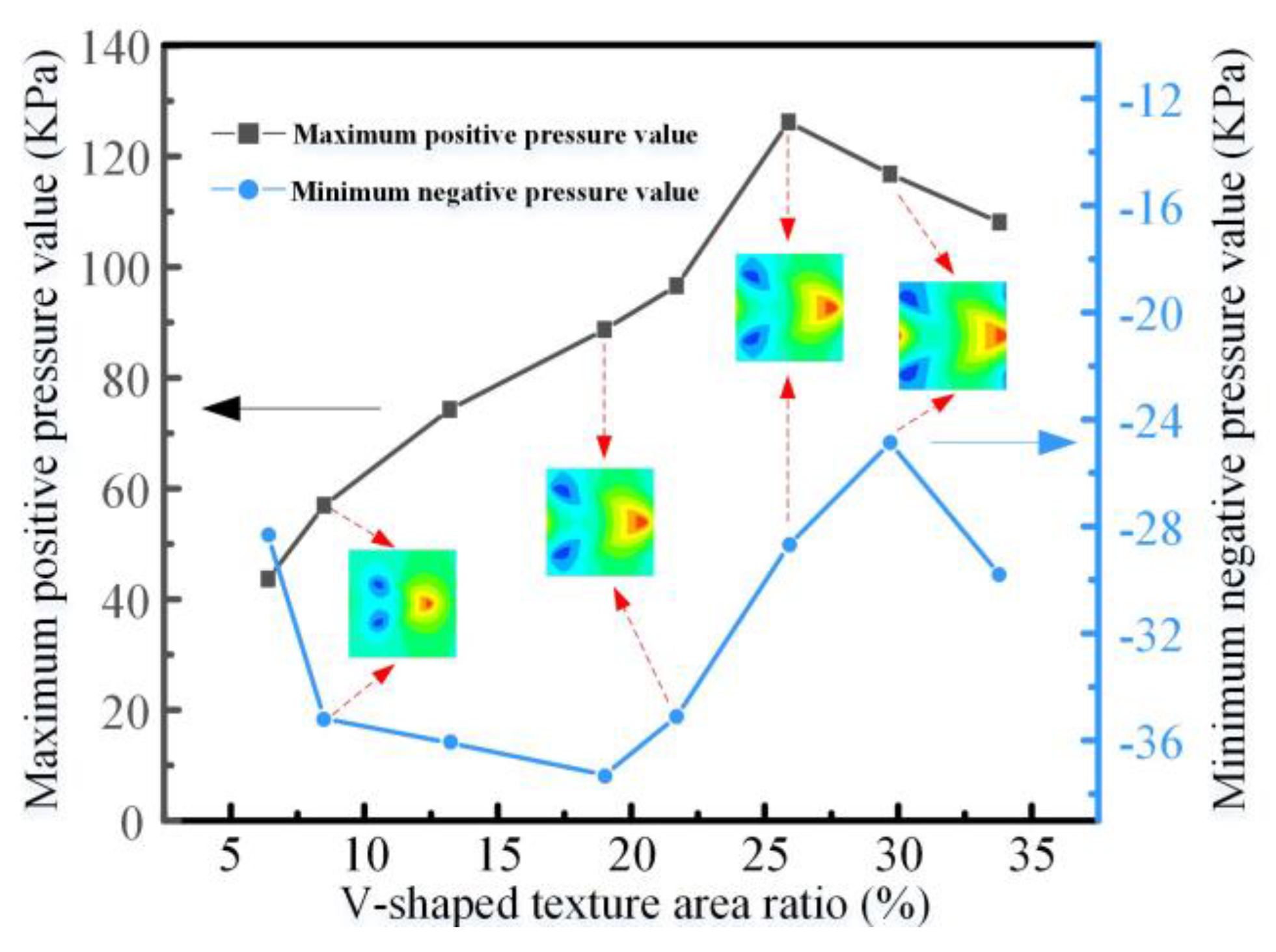
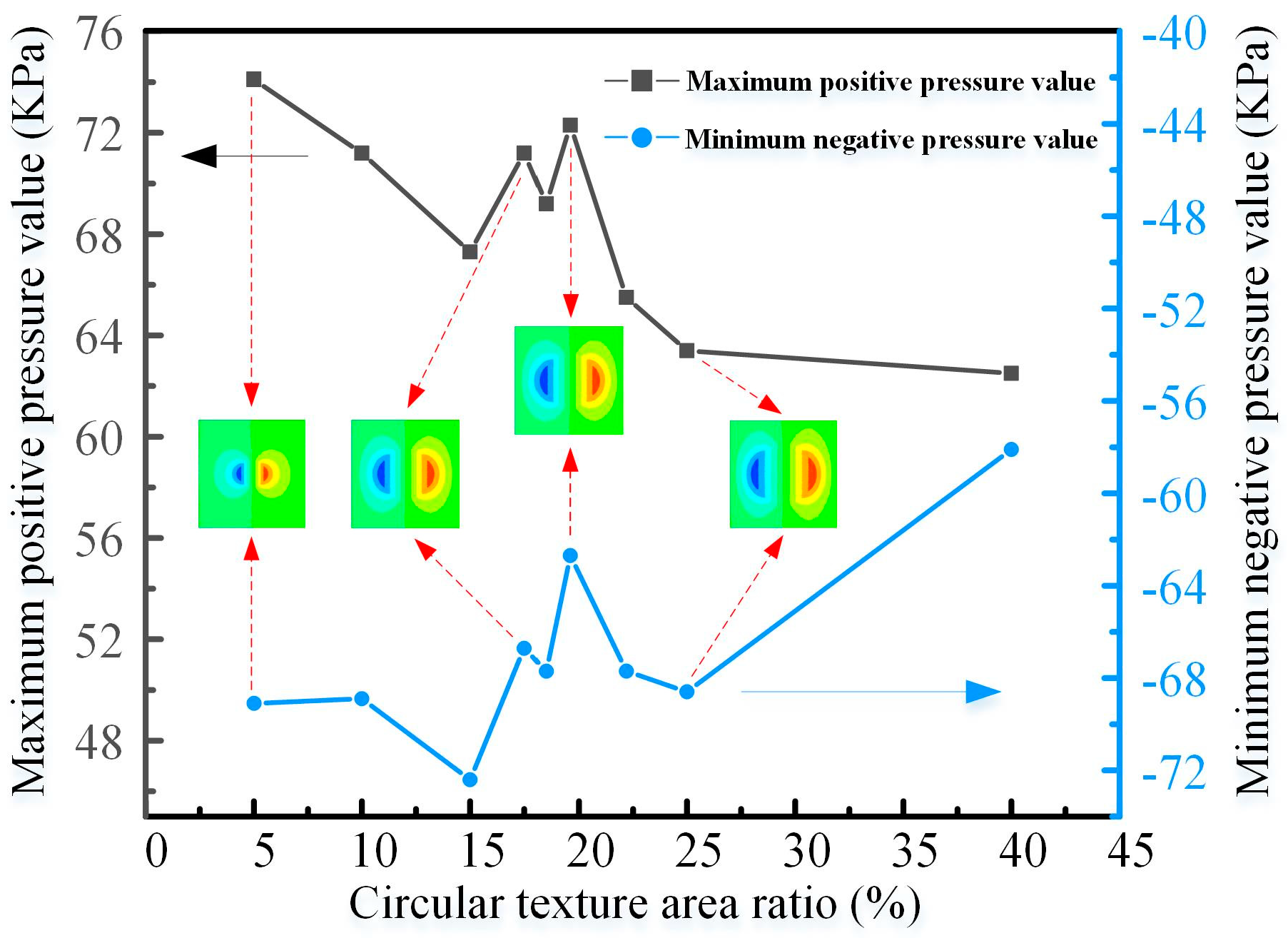
4.1. Effect of Texture Area Ratio on Lubrication Performance
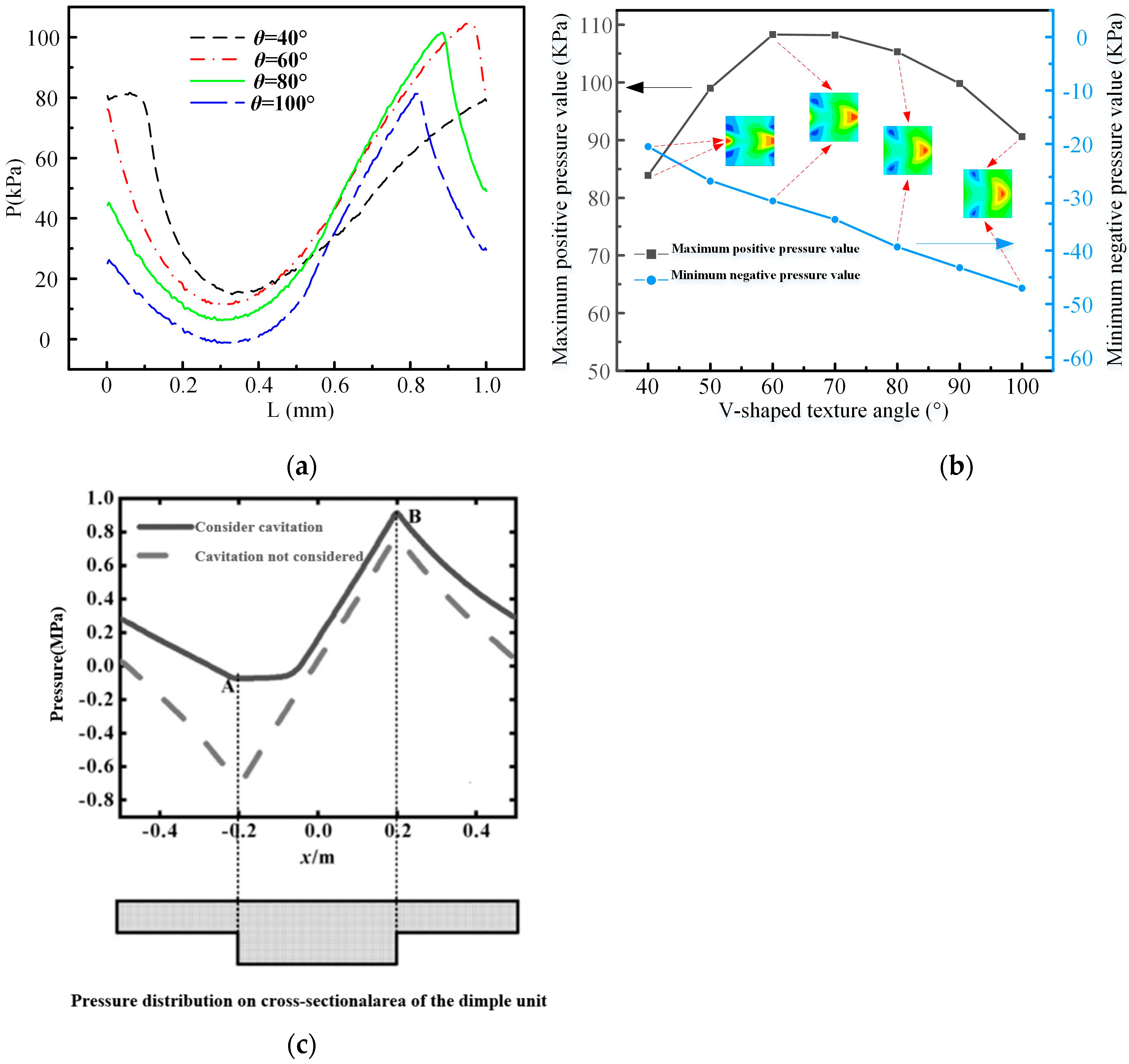
4.2. Influence of the Angle between the Two Wings of the Texture on the Lubrication Performance
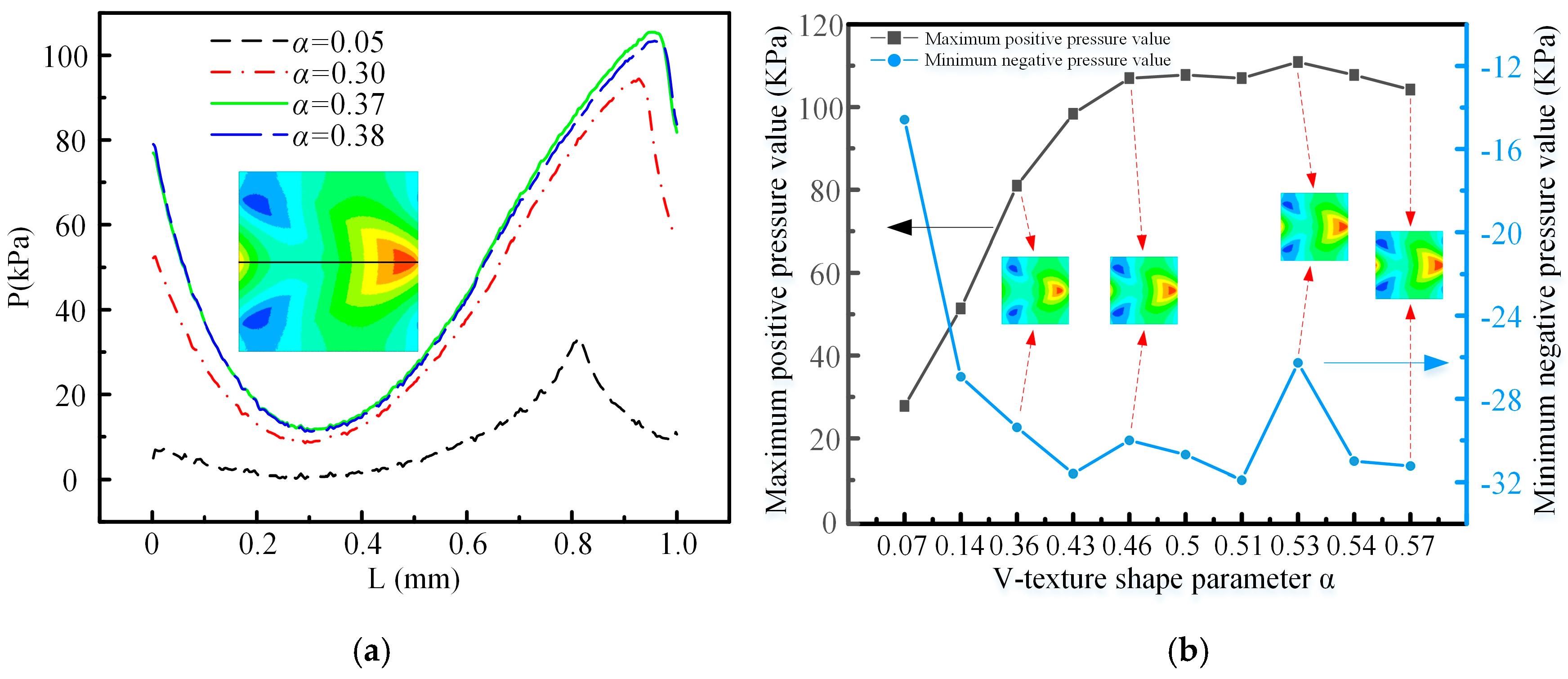
4.3. Influence of Texture Shape Parameters on Lubrication Performance
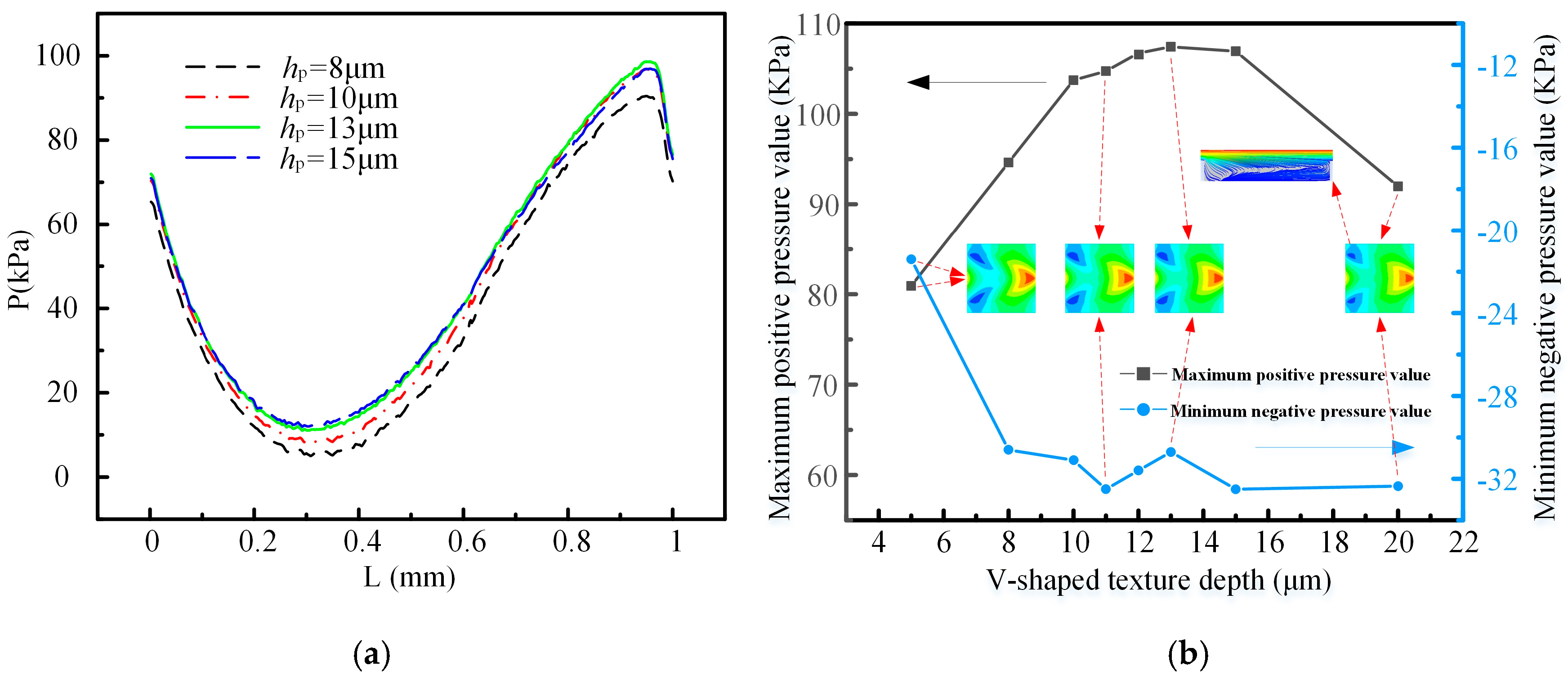
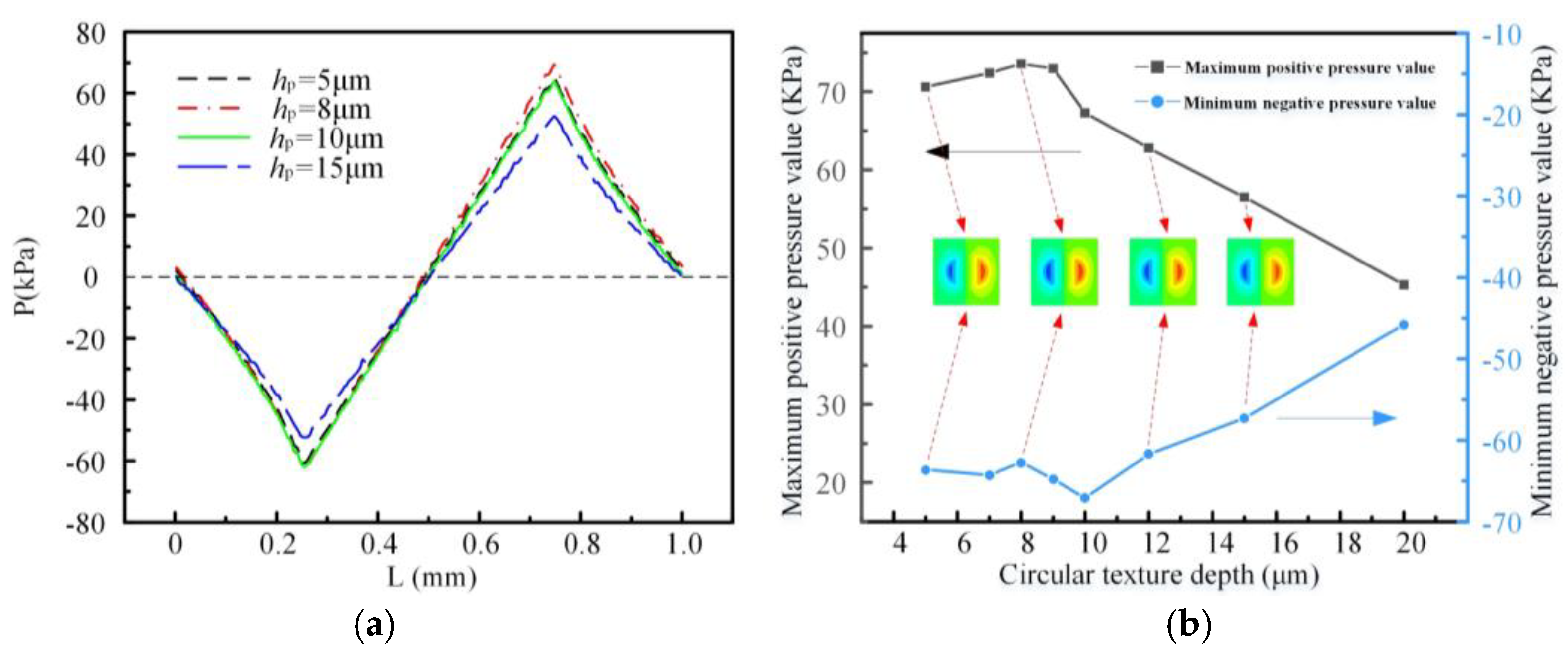
4.4. Effect of Texture Depth on Flow Field Pressure Distribution
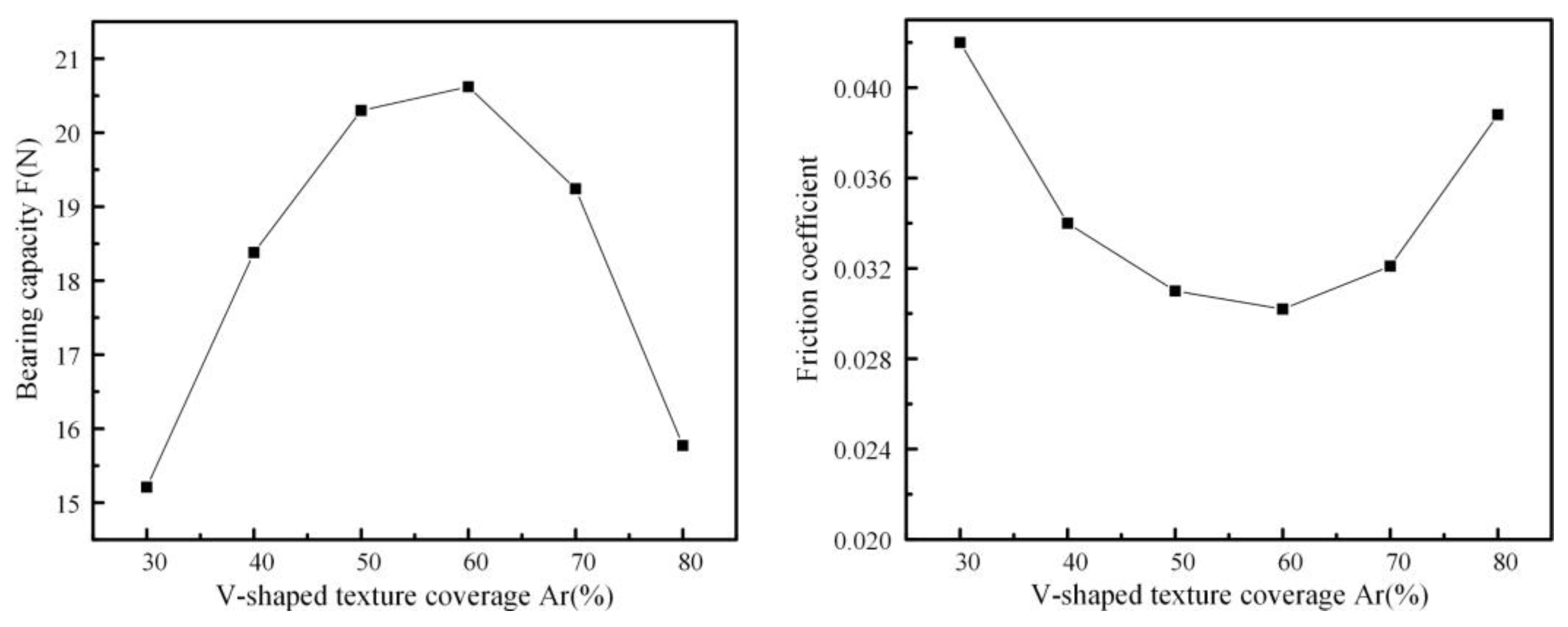
4.5. Influence of the Coverage of the Texture Area on the Lubrication Performance of the Friction Subsurface
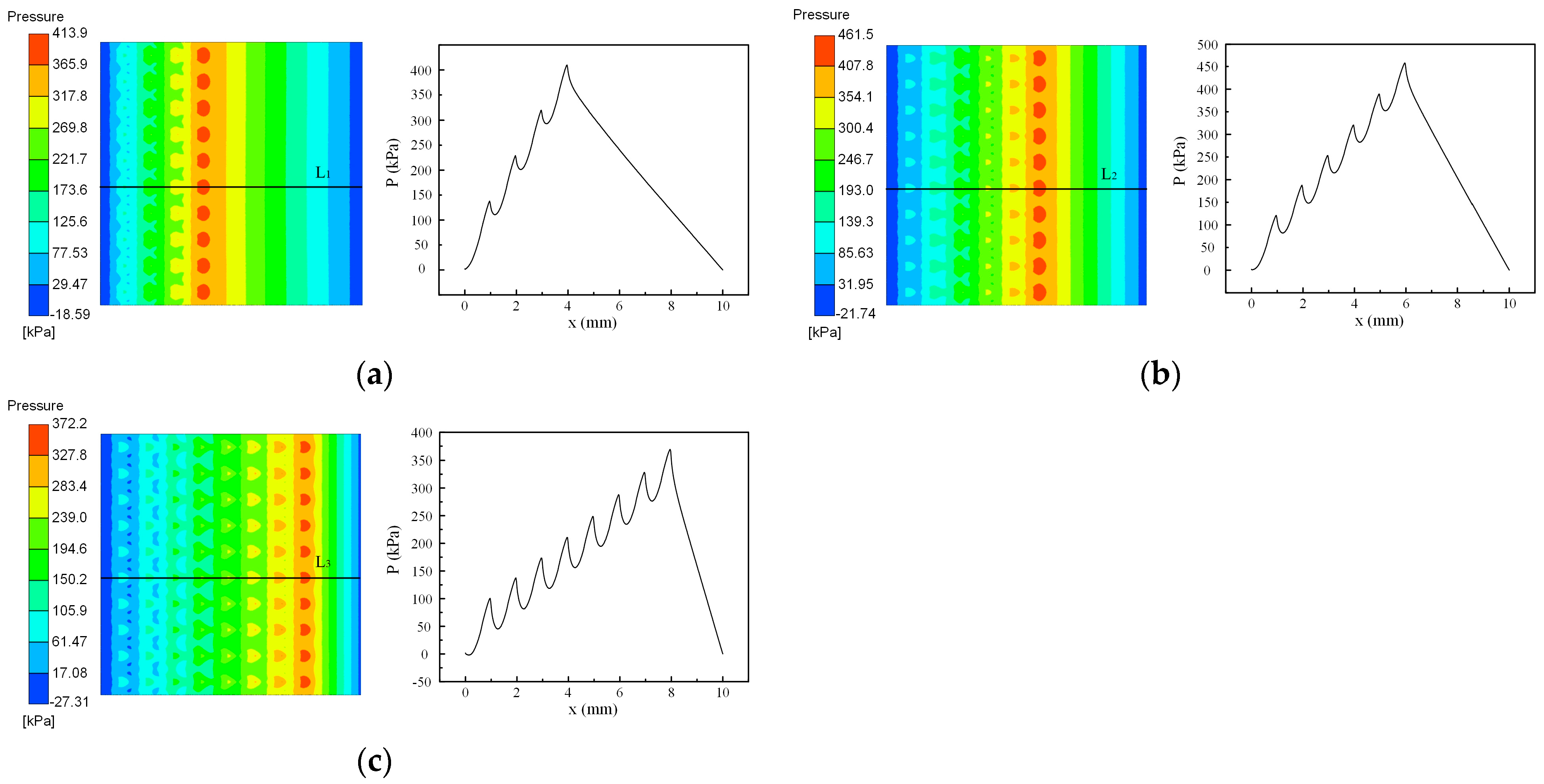
4.6. Influence of the Distribution Position of the Texture on the Lubrication Performance
5. Test Results and Discussion
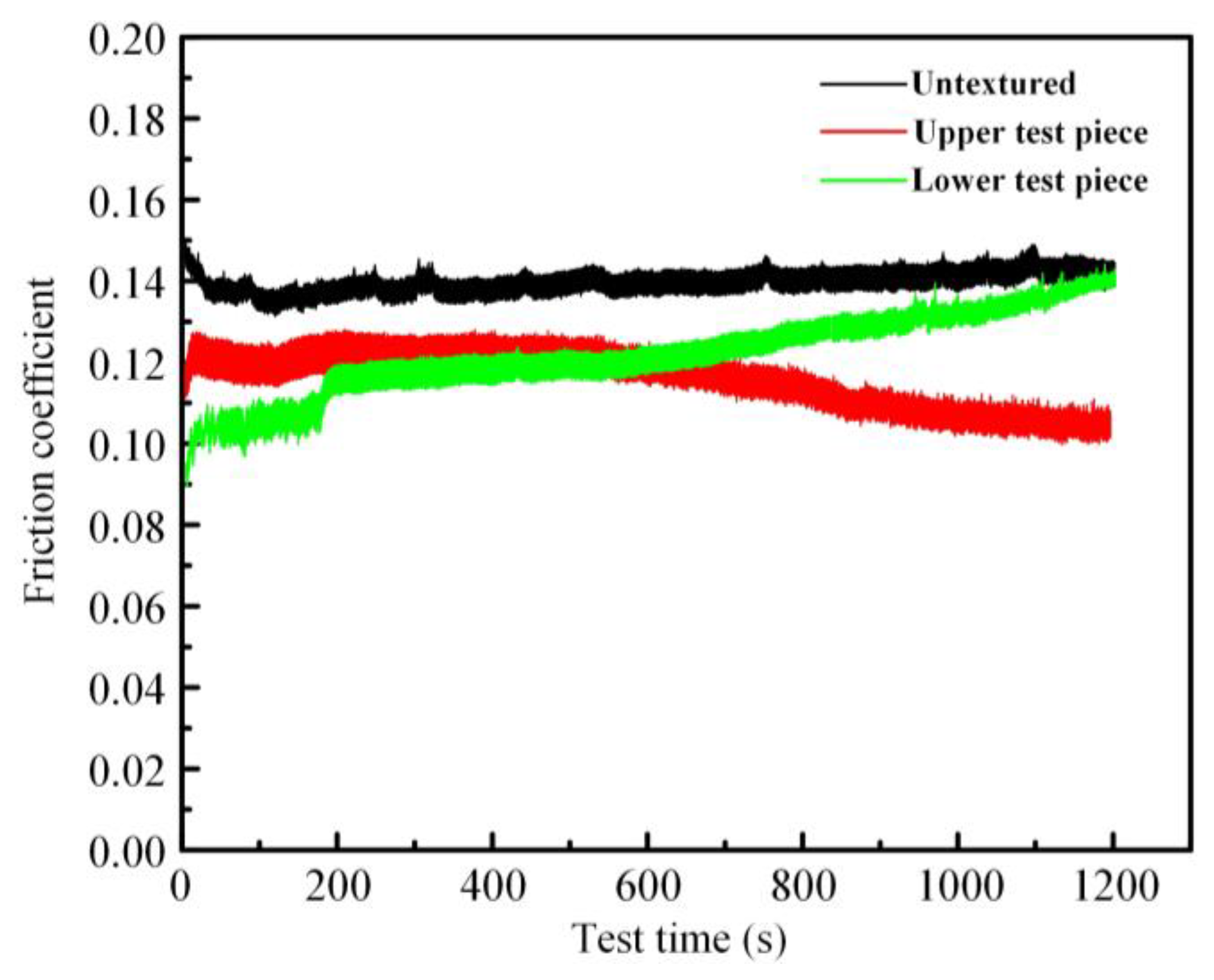
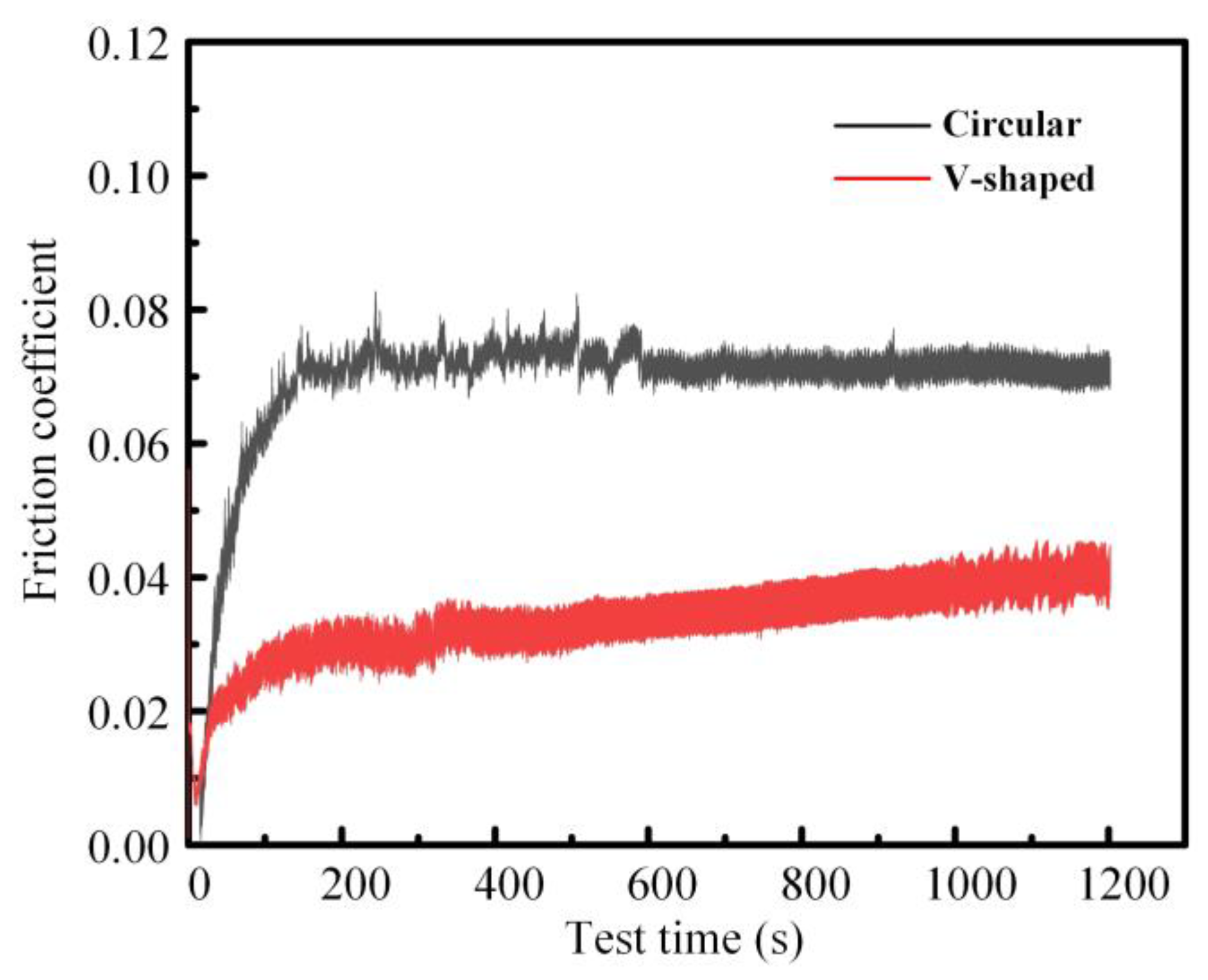
5.1. Effect of Texture Shape on Friction Coefficient
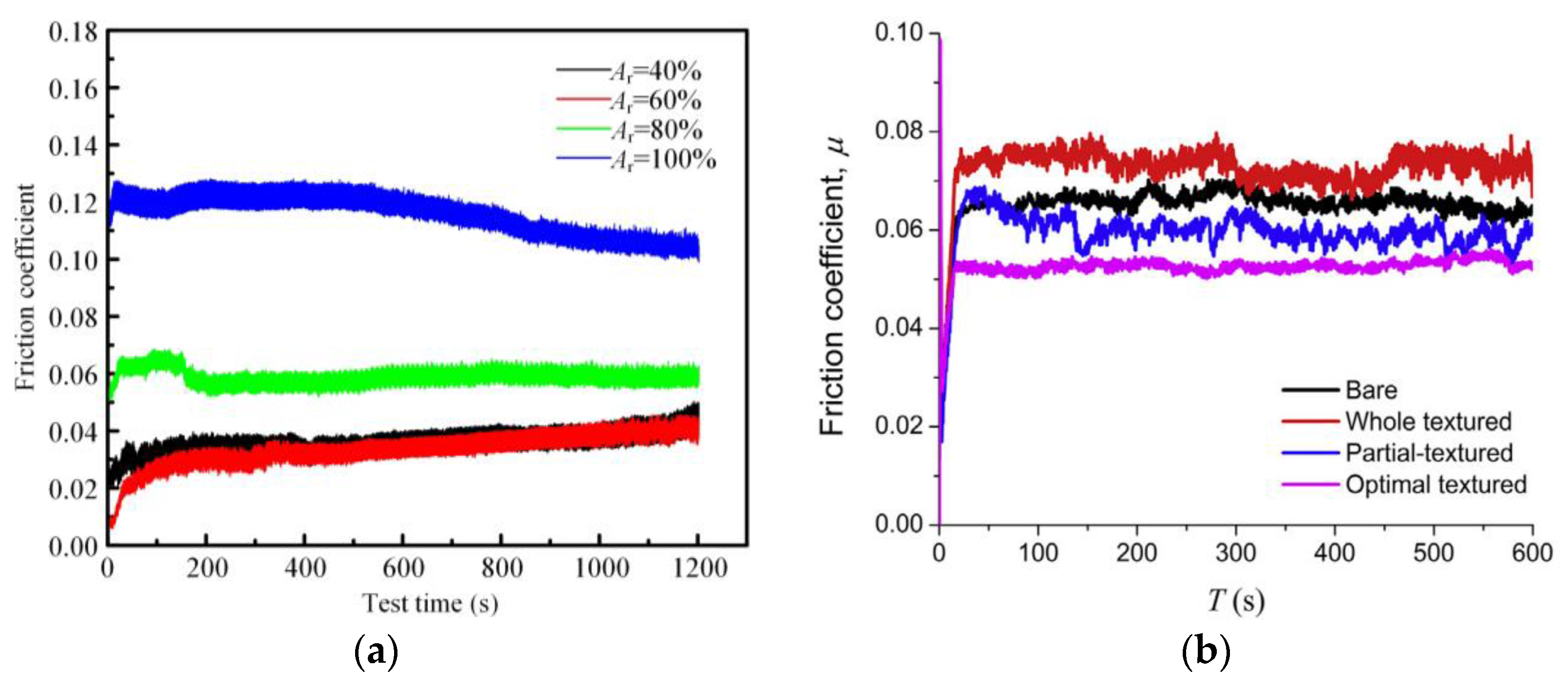
5.2. Effect of Texture Surface Coverage on the Friction Coefficient
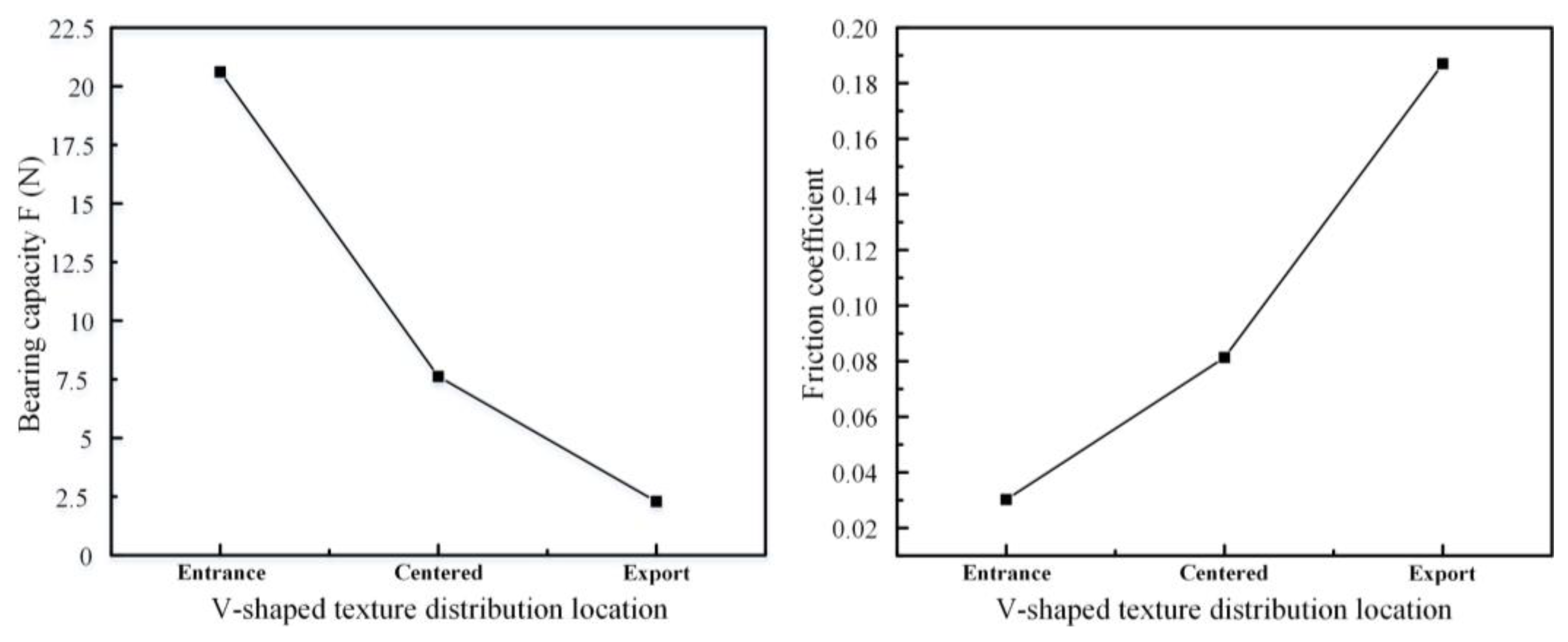
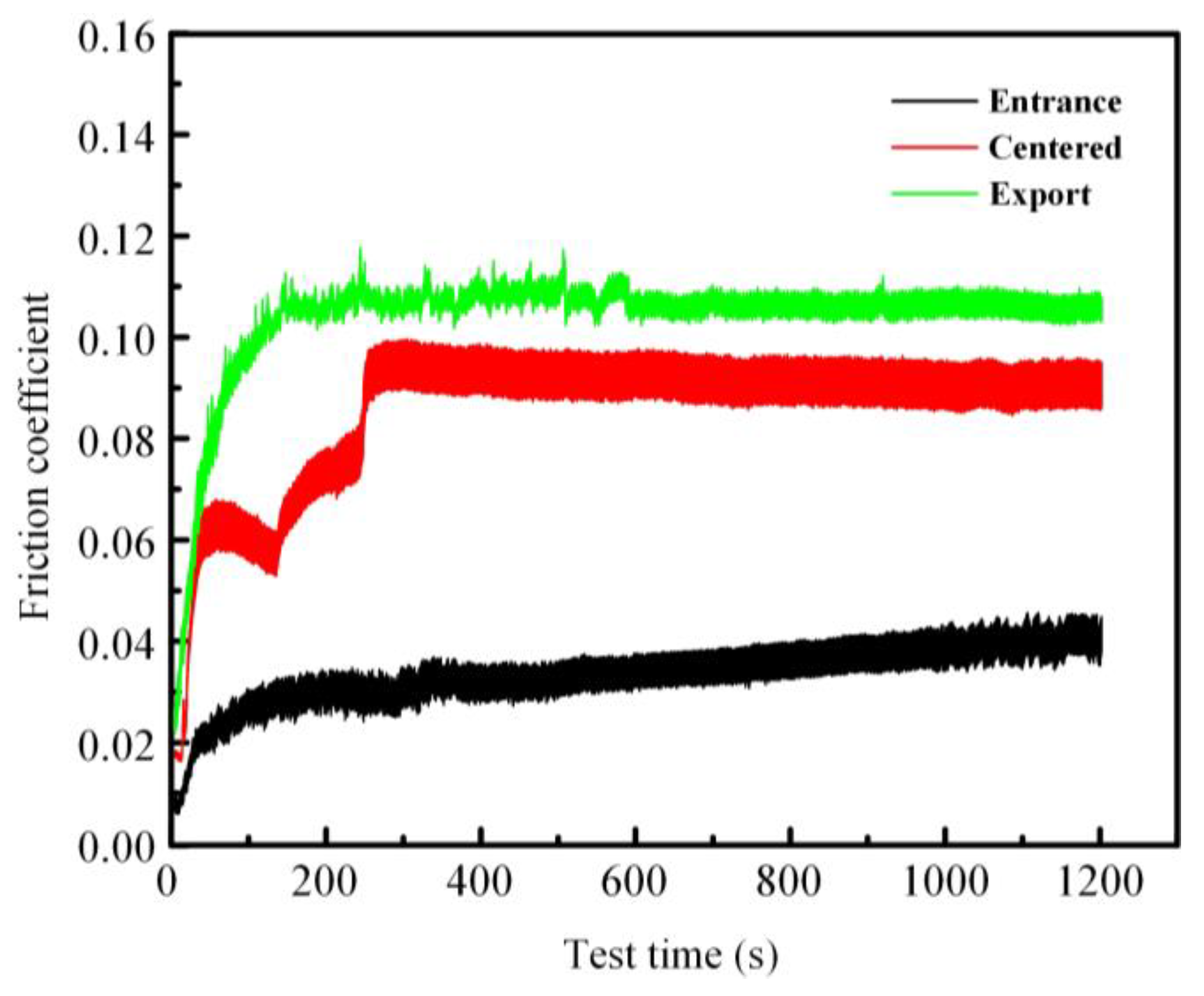
5.3. The Effect of Texture Distribution Position on the Friction Coefficient
6. Conclusions
- Under the optimal parameter conditions, the V-shape texture designed in this paper has better lubrication characteristics than the circular texture commonly studied today, because V-shape texture has pooling and squeezing effects on the flow of lubricating medium, which is more conducive to the formation of fluid dynamic pressure.
- V-shape texture has more abundant control parameters. The converging and squeezing effect of the V-shape texture on the lubricating medium can be optimized by optimizing the characteristic parameters, such as the angle between the two wings, shape parameter, and area ratio depth of V-shape texture, so as to achieve the best lubrication effect. The results of simulation and test show that when the V-shaped texture area rate Sp = 25.9%, the angle between the two wings θ = 60°, the shape parameter α = 0.53, and the depth hp = 8 um, the hydrodynamic pressure effect is the strongest, the vortex effect at the bottom is the weakest, and the bearing capacity provided by the oil film is the largest.
- The distribution position of texture and the coverage rate of texture area affect the change of flow field clearance of lubricating medium, thus affecting the cavitation effect and the distribution state of high and low pressure in the flow process of lubricating medium. Under the condition that the texture position is at the entrance of flow field and the coverage rate of texture area is 60%, part of the distributed texture enhances the convergence effect of the oil wedge and has obvious convergence and extrusion effects on the lubricating oil film. As a result, the fluid dynamic pressure is greater, so it shows better antifriction effect and has the best lubrication effect.
- Systematic theoretical research and analysis of V-shape texture provides a theoretical basis for the rational design of surface micro-texture and the influence of texture distribution characteristics on lubrication characteristics, and provides a research direction for improving lubrication performance between friction pairs under fluid lubrication and reducing the friction and wear of mechanical systems.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Luo, J.B. Investigation on the origin of friction and superlutbricity. Chin. Sci. Bull. 2020, 65, 2966–2978. [Google Scholar] [CrossRef]
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.X.; Zhang, B.L.; Liu, Y.; Liu, Y. State of the art for improving tribological performance based on of surface texturing technology. Tribology 2022, 42, 202–224. [Google Scholar]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef] [Green Version]
- Yu, R.F.; Chen, W. Research progress and prospect of surface texturing in industrial tribology. J. Mech. Eng. 2017, 53, 100–110. [Google Scholar] [CrossRef]
- Ramesh, A.; Akram, W.; Mishra, S.P.; Cannon, A.H.; Polycarpou, A.A.; King, W.P. Friction characteristics of microtextured surfaces under mixed and hydrodynamic lubrication. Tribol. Int. 2013, 57, 170–179. [Google Scholar] [CrossRef]
- Adjemout, M.; Andrieux, A.; Bouyer, J.; Brunetière, N.; Marcos, G.; Czerwiec, T. Influence of the real dimple shape on the performance of a textured mechanical seal. Tribol. Int. 2017, 115, 409–416. [Google Scholar] [CrossRef]
- Nandakumar, M.B.; Jagadish, G.B.; Harshad, N.; Jagadish, G.B. Experimental investigation of the effect of laser texturing on the used IC Engine Piston skirt. Mater. Today Proc. 2018, 5, 2773–2780. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, S.C. Textured conical hybrid journal bearing with ER lubricant behavior. Tribol. Int. 2019, 129, 363–376. [Google Scholar] [CrossRef]
- Zhang, H.; Dong, G.N.; Hua, M.; Guo, F.F.; Chin, K.S. Parametric design of surface textures on journal bearing. Ind. Lubr. Tribol. 2015, 67, 359–369. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Effects of honed cylinder liner surface texture on tribological properties of piston ring-liner assembly in short time tests. Tribol. Int. 2016, 113, 137–148. [Google Scholar] [CrossRef]
- Winkler, A.; Bartz, M.; Wartzack, S. Numerical Wear Modeling in the Mixed and Boundary Lubrication Regime. Lubricants 2022, 10, 334. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Hua, M.; Zhang, D.Y.; Qin, L.G.; Dong, G.N. An optimization research on the coverage of micro-textures arranged on bearing sliders. Tribol. Int. 2018, 128, 231–239. [Google Scholar] [CrossRef]
- Yu, H.W.; Huang, W.; Wang, X.L. Dimple patterns design for different circumstances. Lubr. Sci. 2013, 25, 67–78. [Google Scholar] [CrossRef]
- Chen, P.; Xiang, X.; Shao, T.M.; La, Y.Q.; Li, J.L. Effect of triangular texture on the tribological performance of die steel with TiN coatings under lubricated sliding condition. Appl. Surf. Sci. 2016, 389, 361–368. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Hafezi, M.; Hua, M.; Dong, G.N. A distribution design for circular concave textures on sectorial thrust bearing pads. Tribol. Int. 2020, 149, 105733. [Google Scholar] [CrossRef]
- Wang, Y.J.; Jacobs, G.; König, F.; Zhang, S.; Goeldel, V.S. Investigation of microflow effects in textures on hydrodynamic performance of journal bearings using CFD simulations. Lubricants 2023, 11, 20. [Google Scholar] [CrossRef]
- Shi, G.Q.; Yu, X.D.; Meng, H.; Zhao, F.H.; Wang, J.F.; Jiao, J.H.; Jiang, H. Effect of surface modification on friction characteristics of sliding bearings: A review. Tribol. Int. 2023, 177, 107937. [Google Scholar] [CrossRef]
- Antoszewski, B.; Kurp, P. Effect of Surface Texture on the Sliding Pair Lubrication Efficiency. Lubricants 2022, 10, 80. [Google Scholar] [CrossRef]
- Singh, N.; Awasthi, R.K. Influence of surface textures on the dynamic stability and performance parameters of hydrodynamic two-lobe journal bearings. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 1589–1602. [Google Scholar] [CrossRef]
- Nsilani Kouediatouka, A.; Ma, Q.; Liu, Q.; Mawignon, F.J.; Rafique, F.; Dong, G. Design Methodology and Application of Surface Texture: A Review. Coatings 2022, 12, 1015. [Google Scholar] [CrossRef]
- Hou, Q.M.; Yang, X.F.; Cheng, J.; Wang, S.R.; Duan, D.R.; Xiao, J.P.; Li, W.Y. Optimization of performance parameters and mechanism of bionic texture on friction surface. Coatings 2020, 10, 171. [Google Scholar] [CrossRef] [Green Version]
- Tian, G.Z.; Zhang, Y.S.; Feng, X.M.; Hu, Y.S. Focus on bioinspired textured surfaces toward fluid drag reduction: Recent progresses and challenges. Adv. Eng. Mater. 2022, 24, 2100696. [Google Scholar] [CrossRef]
- Chen, L.P.; Zhang, Y.C.; Cui, Y.H.; Wang, J.; Wang, M.F. Effects of Snake-Bioinspired Surface Texture on the Finger-Sealing Performance under Varied Working Conditions. Machines 2022, 10, 569. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, H.; Dai, S.J.; Dong, G.N. Designing a bioinspired scaly textured surface for improving the tribological behaviors of starved lubrication. Tribol. Int. 2022, 173, 107594. [Google Scholar] [CrossRef]
- Balani, K.; Batista, R.G.; Lahiri, D.; Agarwal, A. The hydrophobicity of a lotus leaf: A nanomechanical and computational approach. Nanotechnology 2009, 20, 305707. [Google Scholar] [CrossRef] [Green Version]
- Mo, M.T.; Zhao, W.J.; Chen, Z.F.; Zhixiang, Z.; Xuedong, W.; Qunji, X. Research status of marine drag reduction technologies. Tribology 2015, 35, 505–515. [Google Scholar]
- Liang, Y.N.; Wang, C.Y.; Zhang, Z.Y.; Zhang, Z.P.; Wang, W.; Xing, H.; Guan, T.Y.; Gao, D.R. Simulation Study on Bearing Lubrication Mechanism and Friction Characteristics of the Biomimetic Non-Smooth Surface of a Cross-Scale, Second-Order Compound Microstructure. Lubricants 2023, 11, 77. [Google Scholar] [CrossRef]
- Uddin, M.S.; Liu, Y.W. Design and optimization of a new geometric texture shape for the enhancement of hydrodynamic lubrication performance of parallel slider surfaces. Biosurf. Biotribol. 2016, 2, 59–69. [Google Scholar] [CrossRef] [Green Version]
- Long, R.S.; Zhao, C.; Zhang, Y.M.; Wang, Y.B.; Wang, Y.Y. Effect of vein-bionic surface textures on the tribological behavior of cylindrical roller thrust bearing under starved lubrication. Sci. Rep.-UK. 2021, 11, 21238. [Google Scholar] [CrossRef]
- Tu, Z.R.; Meng, X.K.; Ma, Y.; Peng, X.D. Shape optimization of hydrodynamic textured surfaces for enhancing load-carrying capacity based on level set method. Tribol. Int. 2021, 162, 107136. [Google Scholar]
- Abdel-Aal, H.A. Surface structure and tribology of legless squamate reptiles. J. Mech. Behav. Biomed. 2018, 79, 354–398. [Google Scholar] [CrossRef] [PubMed]
- Pattnayak, M.R.; Pandey, R.K.; Dutt, J.K. Performance improvement of an oil-lubricated journal bearing using bionic-textures fused micro-pockets. J. Tribol. 2021, 144, 041804. [Google Scholar] [CrossRef]
- Shen, C.; Khonsari, M.M. Numerical optimization of texture shape for parallel surfaces under unidirectional and bidirectional sliding. Tribol. Int. 2015, 82, 1–11. [Google Scholar] [CrossRef]
- Shen, Z.; Wang, F.; Chen, Z.; Ruan, X.; Zeng, H.; Wang, J.; An, Y.; Fan, X. Numerical simulation of lubrication performance on chevron textured surface under hydrodynamic lubrication. Tribol. Int. 2021, 154, 106704. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, A.; Jamwal, G.; Awasthi, R.K. The effect of V-shape protruded and dimple textured on the load-carrying capacity and coefficient of friction of hydrodynamic journal bearing: A comparative numerical study. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 235, 997–1011. [Google Scholar] [CrossRef]
- Miao, C.W.; Guo, Z.W.; Yuan, C.Q. Effects of bionic multi-scales groove textures on surface tribological properties. Chin. Surf. Sci. 2019, 32, 22–30. [Google Scholar]
- Goblas, D.G.; Fatu, A.; Maoui, A.; Hajjam, M. Manufacturing textured surfaces: State of art and recent developments. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 229, 3–29. [Google Scholar]
- Ahmed, A.; Masjuki, H.H.; Varman, M.; Kalam, M.A.; Mahmud, K.A.H. An overview of geometrical parameters of surface texturing for piston/cylinder assembly and mechanical seals. Meccanica 2016, 51, 9–23. [Google Scholar] [CrossRef]
- Wang, J.H.; Yan, Z.J.; Shen, Z.Y.; Pan, X.X. Three-dimensional CFD Analysis of the Influence of Surface Texture Morphology Parameters on Lubrication Performance. Lub. Eng. 2021, 46, 37–43+60. [Google Scholar]
- Zhang, H.; Hua, M.; Dong, G.N.; Zhang, D.Y.; Chin, K.S. A mixed lubrication model for studying tribological behaviors of surface texturing. Tribol. Int. 2016, 93, 583–592. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Scope of Work | Accuracy |
|---|---|---|
| Sensor | 0–200 N | 10 mN |
| Vertical displacement mechanism | 0–10 mm/s | 0.1 mm/s |
| Horizontal displacement mechanism | 0–10 mm/s | 0.1 mm/s |
| Principal axis of rotation | 0–5000 rev/min | 0.1 rev/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiang, H.; Gao, G.; Ye, S.; Cheng, L.; Wang, Q. Effect of Characteristic Parameters and Distribution of Friction Pair Surface Texture on Lubrication Properties. Lubricants 2023, 11, 139. https://doi.org/10.3390/lubricants11030139
Qiang H, Gao G, Ye S, Cheng L, Wang Q. Effect of Characteristic Parameters and Distribution of Friction Pair Surface Texture on Lubrication Properties. Lubricants. 2023; 11(3):139. https://doi.org/10.3390/lubricants11030139
Chicago/Turabian StyleQiang, Haowen, Guangming Gao, Sitong Ye, Linkai Cheng, and Quandai Wang. 2023. "Effect of Characteristic Parameters and Distribution of Friction Pair Surface Texture on Lubrication Properties" Lubricants 11, no. 3: 139. https://doi.org/10.3390/lubricants11030139