A Feature-Extraction-Based Adaptive Refinement Method for Solving the Reynolds Equation in Piston–Cylinder System


Abstract
:1. Introduction
2. PHT-Based IGA and the Oil Lubrication Film Model
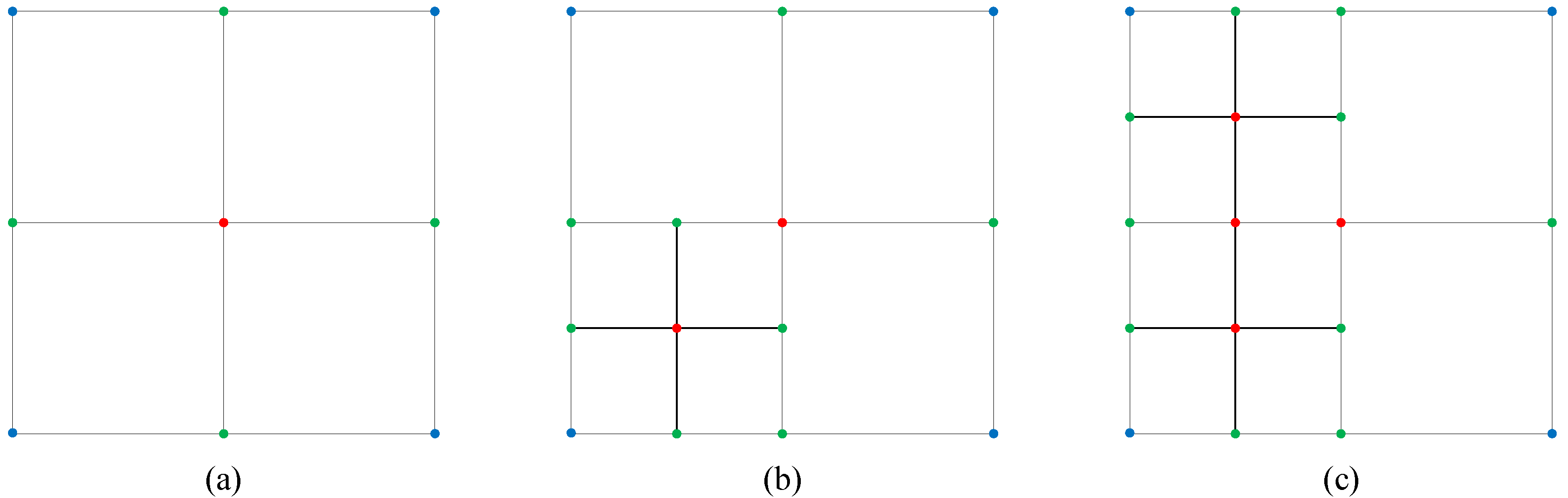
2.1. IGA and Local-Refinable PHT Spline
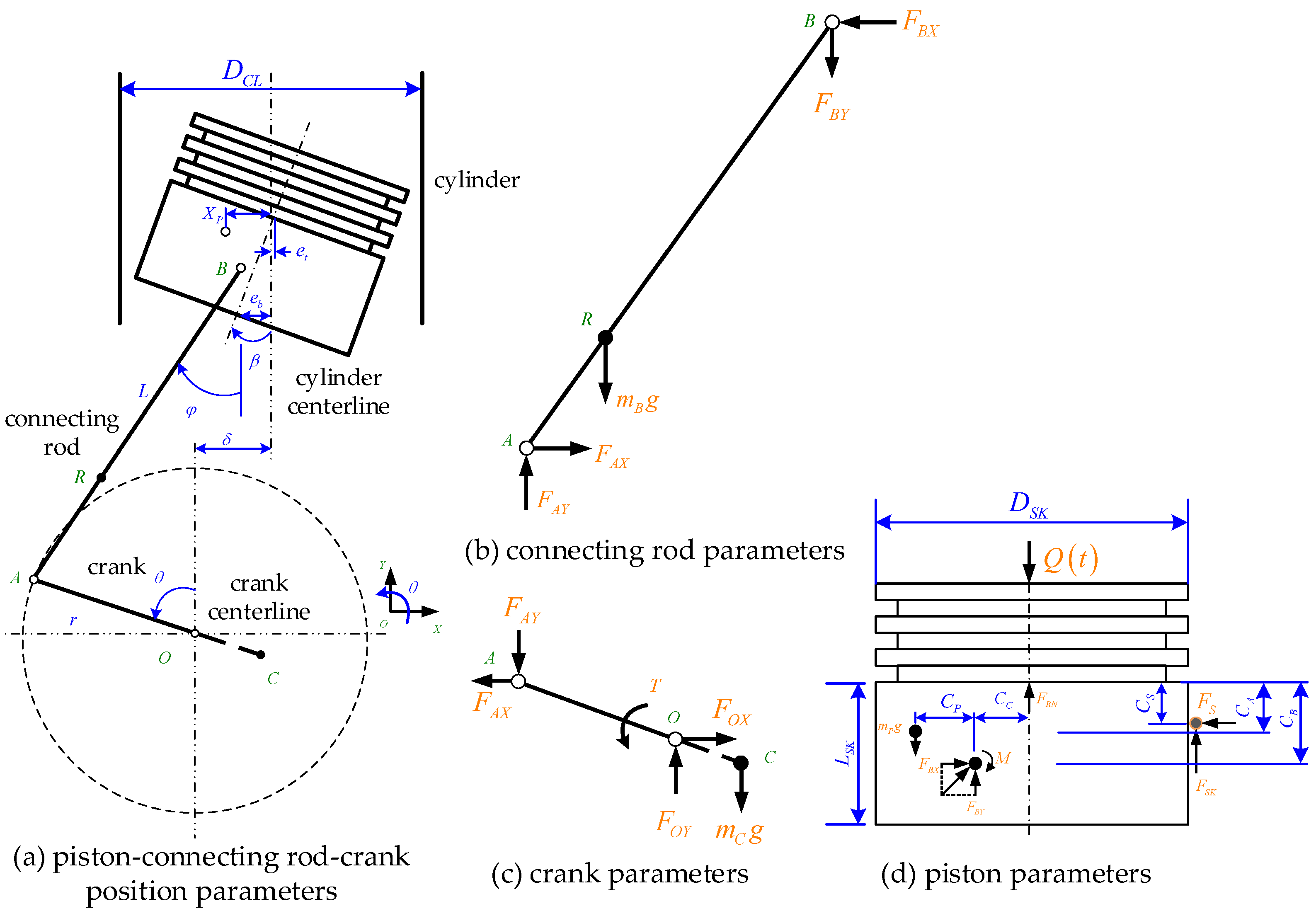
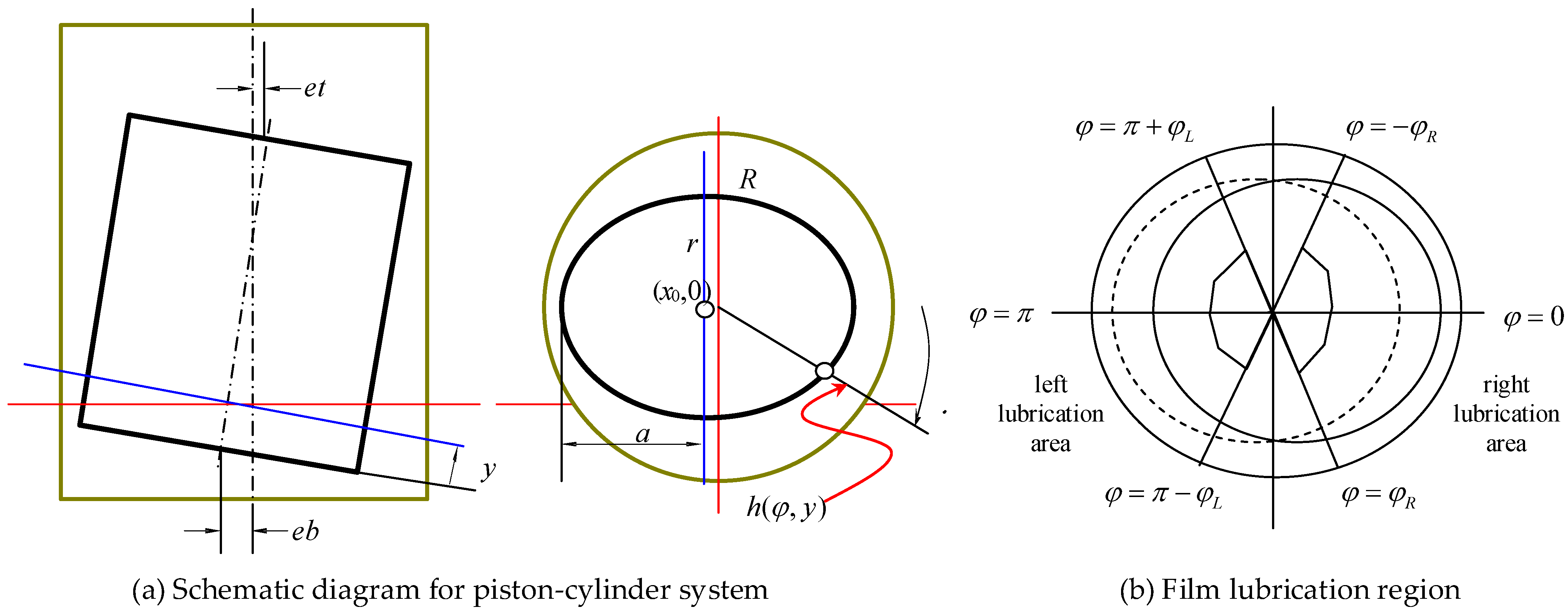
2.2. The Reynolds Equation for Lubrication of Piston–Cylinder Interface
2.2.1. The Reynolds Boundary Condition
2.2.2. The JFO Boundary Condition
3. IGA Approach for Solving the Reynolds Equation
4. Refinement Feature Based on Oil Lubrication Film Pressure Distribution
4.1. Refinement Feature Based on Pressure Values
4.2. Refinement Feature Based on Variation in Pressure Value
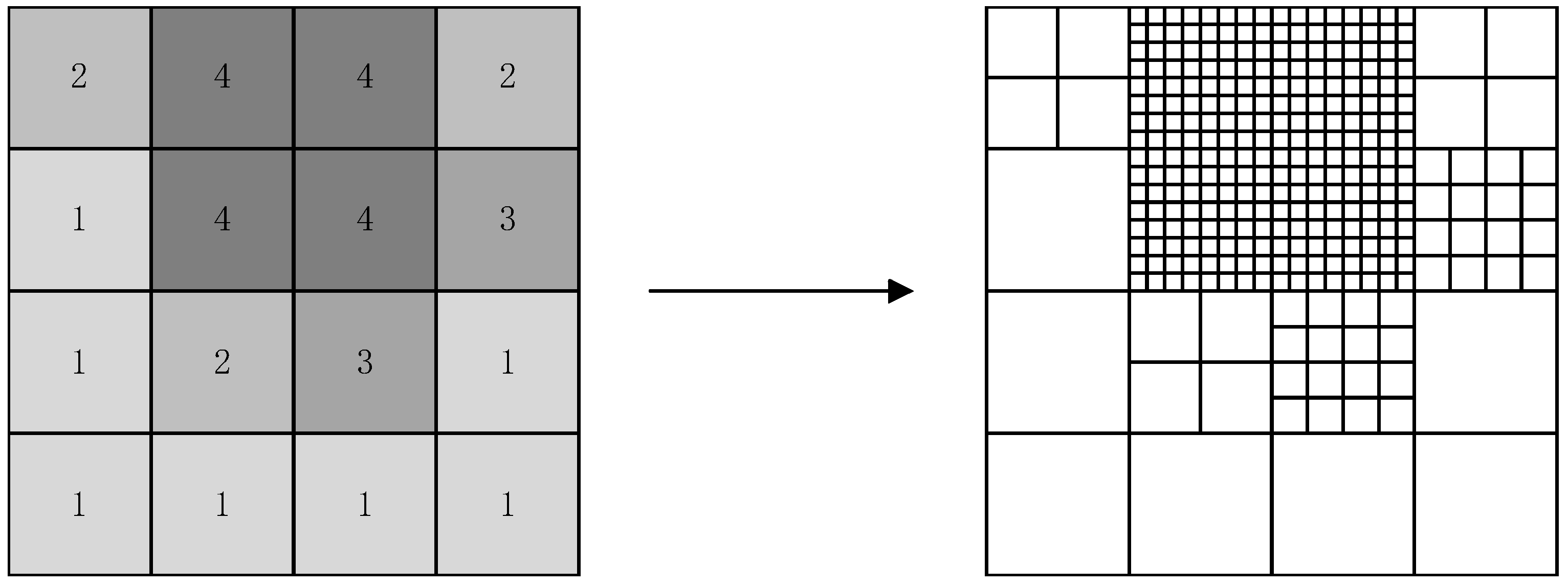
5. Adaptive Refinement Strategy
5.1. Basic Principles
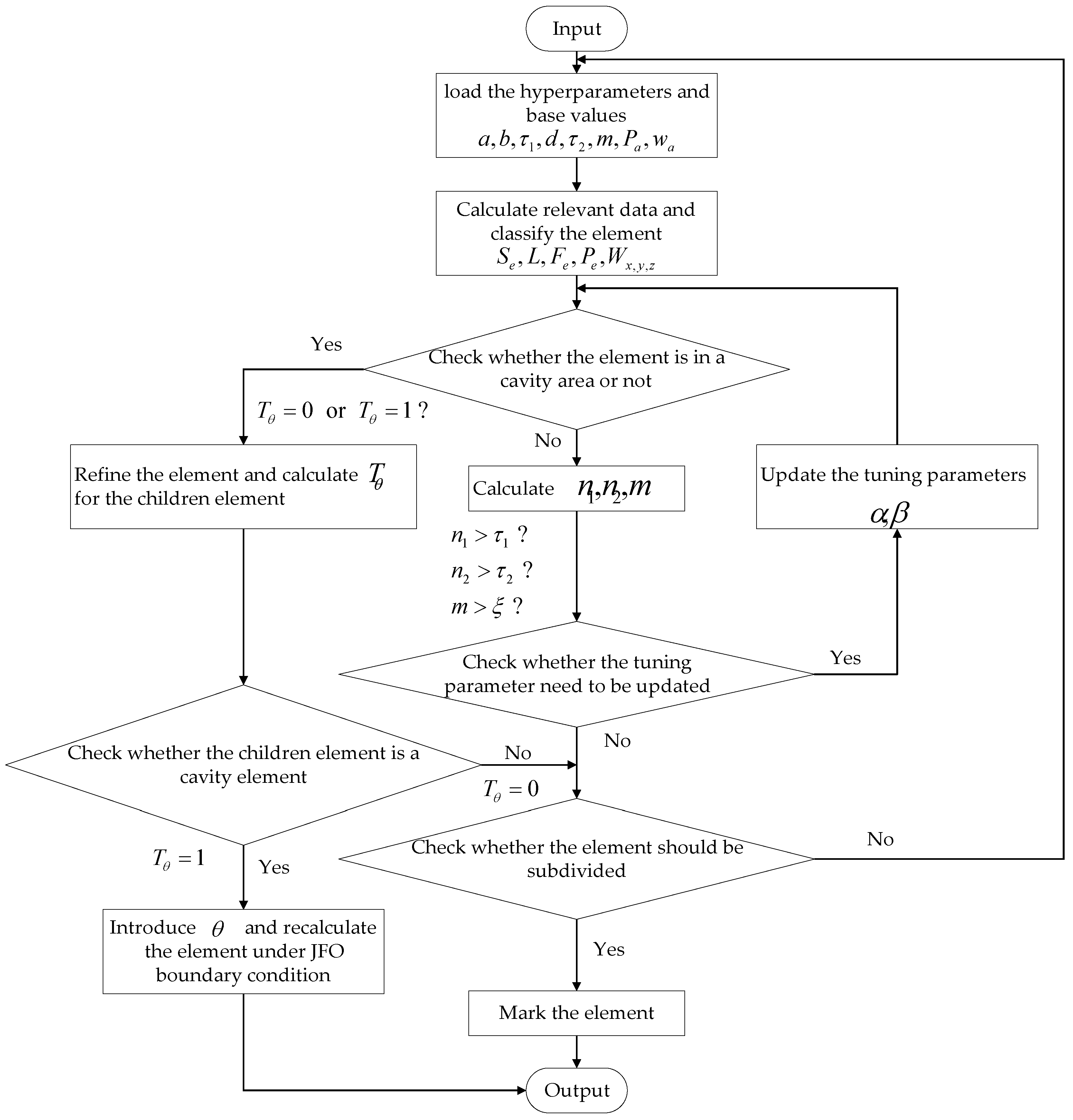
5.2. Refinement Work Flow
| Algorithm 1: Refinement strategy algorithm |
| Input: Basic parameters of PHT mesh, preliminary solution, and tolerance range |
| Set the base value and load the hyperparameter for all groups; |
| For each element: |
| Calculate the original information and save these results in vector ; |
| Load the results of the last calculation ; |
| Calculate and ; |
| Classify the element to the specific group and load the base values and hyperpa-rameters of the corresponding group; |
| Check whether the element is in a cavity area; |
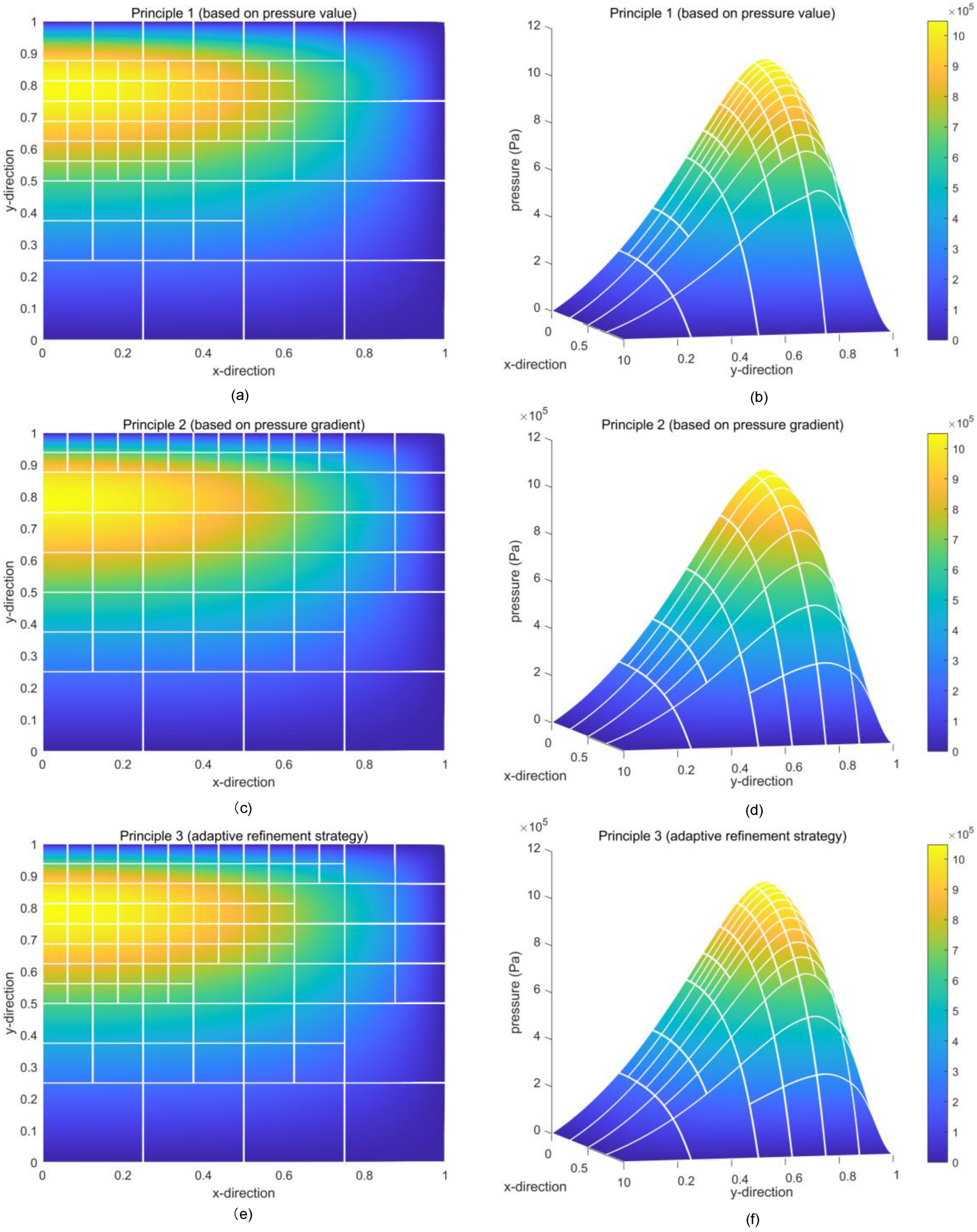
| Calculation for Principle 1: calculate and compare it with ; |
| Calculation for Principle 2: calculate and compare it with ; |
| Calculate and compare it with ; |
| If |
| mark the element; |
| If there are elements that fit the condition in Equations (32)–(34) |
| update the parameters . |
| End if |
| End if |
| Subdivide the marked elements; |
| Update the mesh; |
| End for |
| Output: Subdivided mesh |
- (1)
- The cavity factor is introduced to the marked cavity elements, where . Once an element is marked as a cavity element, it will be calculated as in Equation (21). However, the convergence process will be very inefficient, and it will repeat several times with the mesh updating, which usually leads to numerical oscillations in the solutions due to the convection-dominated terms. Additionally, the cavity formulation based on mortar [37] or other methods [38] would help in this issue.
- (2)
- Once the element is marked as a cavity element, it will be subdivided and its children elements will be recalculated and executed with the same treatment. With the refinement of the mesh, the cavity region could be identified with smaller sizes of elements. Then, the cavity elements will be calculated as in Equation (21). The value of p in the previous calculation can be adopted as the initial value in the iterative process, and then the initial value can be calculated too. With the help of these initial values, it will make a great contribution to improving the solving efficiency.
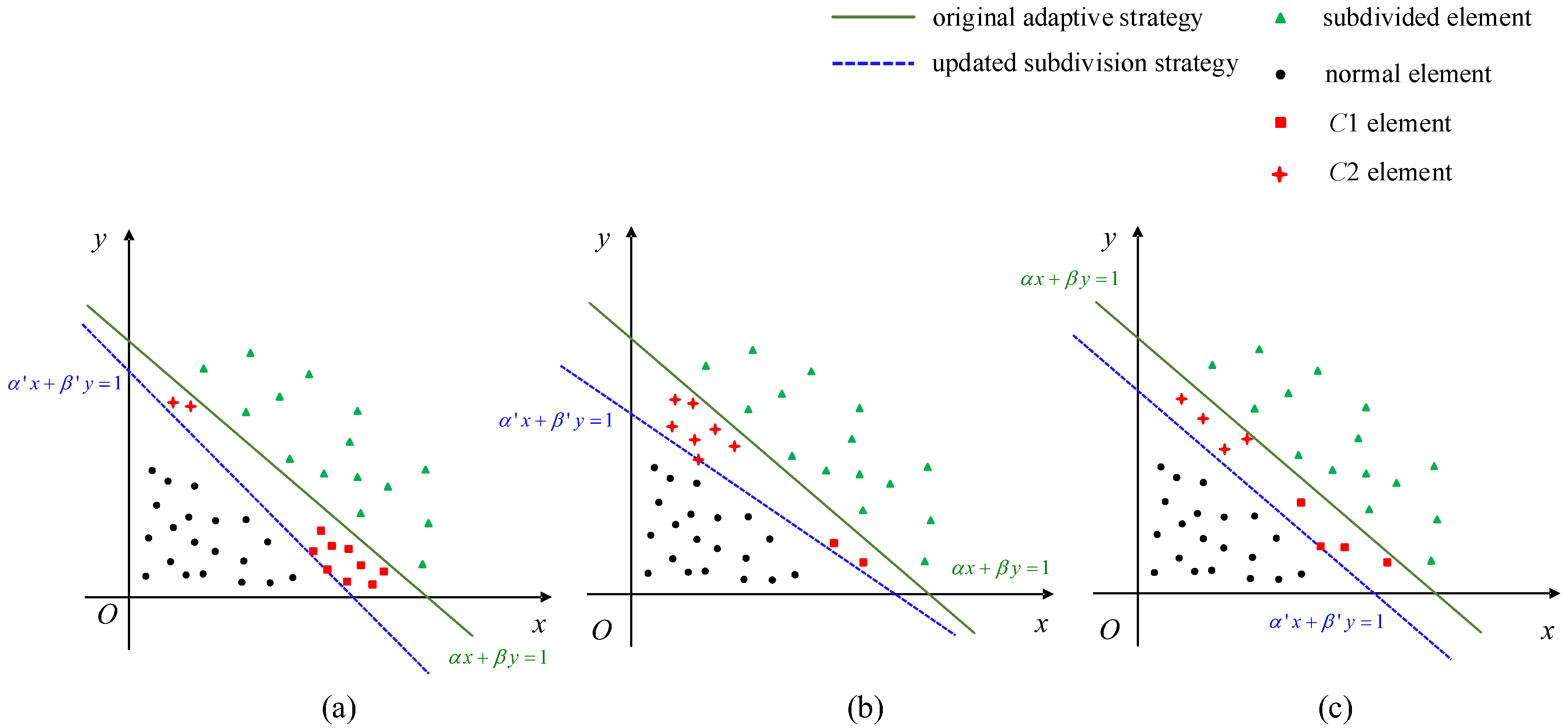
5.3. Adaptive Update of Parameters
6. Numerical Examples
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fang, C.; Meng, X.; Xie, Y.; Wen, C.; Liu, R. An improved technique for measuring piston-assembly friction and comparative analysis with numerical simulations: Under motored condition. Mech. Syst. Signal Process. 2019, 115, 657–676. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, H.; Chen, C.; Wang, D.; Li, S. Oil film lubrication state analysis of piston pair in piston pump based on coupling characteristics of the fluid thermal structure. Eng. Fail. Anal. 2022, 140, 106521. [Google Scholar] [CrossRef]
- Afrasiabi, M.; Roethlin, M.; Wegener, K. Thermal simulation in multiphase incompressible flows using coupled meshfree and particle level set methods. Comput. Methods Appl. Mech. Eng. 2018, 336, 667–694. [Google Scholar] [CrossRef]
- Zloto, T.; Nagorka, A. An efficient FEM for pressure analysis of oil film in a piston pump. Appl. Math. Mech. 2009, 30, 49–61. [Google Scholar] [CrossRef]
- Shin, D. Fast Solvers for Finite Difference Approximations for the Stokes and Navier-Stokes Equations. ANZIAM J. 1996, 38, 274–290. [Google Scholar] [CrossRef] [Green Version]
- Arghir, M.; Alsayed, A.; Nicolas, D. The finite volume solution of the Reynolds equation of lubrication with film discontinuities. Int. J. Mech. Sci. 2002, 44, 2119–2132. [Google Scholar] [CrossRef]
- Liu, C.; Pei, S.Y.; Li, B.T.; Liu, H.L.; Hong, J. NURBS-based IGA of viscous fluid movement with special-shaped small gaps in hybrid bearing. Appl. Math. Model. 2022, 109, 401–425. [Google Scholar] [CrossRef]
- Deng, J.; Zuo, B.; Luo, H.; Xie, W.; Yang, J. A Parallel Computing Schema Based on IGA. CMES-Comput. Model. Eng. Sci. 2022, 132, 965–990. [Google Scholar] [CrossRef]
- Nicoletti, R. Comparison Between a Meshless Method and the Finite Difference Method for Solving the Reynolds Equation in Finite Bearings. J. Tribol. 2013, 135, 044501. [Google Scholar] [CrossRef]
- Islam, M.R.I.; Zhang, W.; Peng, C. Large deformation analysis of geomaterials using stabilized total Lagrangian smoothed particle hydrodynamics. Eng. Anal. Bound. Elem. 2022, 136, 252–265. [Google Scholar] [CrossRef]
- Lyu, H.-G.; Sun, P.-N. Further enhancement of the particle shifting technique: Towards better volume conservation and particle distribution in SPH simulations of violent free-surface flows. Appl. Math. Model. 2022, 101, 214–238. [Google Scholar] [CrossRef]
- Li, M.-K.; Zhang, A.M.; Peng, Y.-X.; Ming, F.-R. An improved model for compressible multiphase flows based on Smoothed Particle Hydrodynamics with enhanced particle regeneration technique. J. Comput. Phys. 2022, 458, 111106. [Google Scholar] [CrossRef]
- Härdi, S.; Schreiner, M.; Janoske, U. Simulating thin film flow using the shallow water equations and smoothed particle hydrodynamics. Comput. Methods Appl. Mech. Eng. 2020, 358, 112639. [Google Scholar] [CrossRef]
- Wang, M.; Deng, Y.; Kong, X.; Prasad, A.H.; Xiong, S.; Zhu, B. Thin-film smoothed particle hydrodynamics fluid. ACM Trans. Graph. 2021, 40, 110. [Google Scholar] [CrossRef]
- Jo, Y.B.; Park, S.-H.; Yoo, H.S.; Kim, E.S. GPU-based SPH-DEM Method to Examine the Three-Phase Hydrodynamic Interactions between Multiphase Flow and Solid Particles. Int. J. Multiph. Flow 2022, 153, 104125. [Google Scholar] [CrossRef]
- Liu, W.; Huang, Z.; Liu, Q.; Zeng, J. An isogeometric analysis approach for solving the Reynolds equation in lubricated piston dynamics. Tribol. Int. 2016, 103, 149–166. [Google Scholar] [CrossRef]
- Cai, L.; Wang, Y.; Liu, Z.; Cheng, Q. Carrying capacity analysis and optimizing of hydrostatic slider bearings under inertial force and vibration impact using finite difference method (FDM). J. Vibroeng. 2015, 17, 2781–2794. [Google Scholar]
- Forero, J.D.; Ochoa, G.V.; Alvarado, W.P. Study of the Piston Secondary Movement on the Tribological Performance of a Single Cylinder Low-Displacement Diesel Engine. Lubricants 2020, 8, 97. [Google Scholar] [CrossRef]
- Profito, F.J.; Giacopini, M.; Zachariadis, D.C.; Dini, D. A General Finite Volume Method for the Solution of the Reynolds Lubrication Equation with a Mass-Conserving Cavitation Model. Tribol. Lett. 2015, 60, 18. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Zuo, B.; Wei, Z.; Luo, H.; Fei, J. Geometric Multigrid Method for Isogeometric Analysis. Comput. Model. Eng. Sci. 2021, 126, 1033–1052. [Google Scholar] [CrossRef]
- Sun, B.; Li, Z. Adaptive mesh refinement FEM for seismic damage evolution in concrete-based structures. Eng. Struct. 2016, 115, 155–164. [Google Scholar] [CrossRef]
- Poursalehi, N.; Zolfaghari, A.; Minuchehr, A. An adaptive mesh refinement approach for average current nodal expansion method in 2-D rectangular geometry. Ann. Nucl. Energy 2013, 55, 61–70. [Google Scholar] [CrossRef]
- Ainsworth, M.; Oden, J.T. A posteriori error estimation in finite element analysis. Comput. Methods Appl. Mech. Eng. 1997, 142, 1–88. [Google Scholar] [CrossRef]
- Anitescu, C.; Hossain, M.N.; Rabczuk, T. Recovery-based error estimation and adaptivity using high-order splines over hierarchical T-meshes. Comput. Methods Appl. Mech. Eng. 2018, 328, 638–662. [Google Scholar] [CrossRef]
- Wang, F.; Han, W. Another view for a posteriori error estimates for variational inequalities of the second kind. Appl. Numer. Math. 2013, 72, 225–233. [Google Scholar] [CrossRef]
- Jakobsson, B. The finite journal bearing, considering vaporization. Trans. Chalmers Univ. Technol. 1957, 190, 1–117. [Google Scholar]
- Karčiauskas, K.; Nguyen, T.; Peters, J. Generalizing bicubic splines for modeling and IGA with irregular layout. Comput.-Aided Des. 2016, 70, 23–35. [Google Scholar] [CrossRef]
- Ni, Q.; Wang, X.; Deng, J. Modified PHT-splines. Comput. Aided Geom. Des. 2019, 73, 37–53. [Google Scholar] [CrossRef]
- Wang, P.; Xu, J.; Deng, J.; Chen, F. Adaptive isogeometric analysis using rational PHT-splines. Comput.-Aided Des. 2011, 43, 1438–1448. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. Application of Average Flow Model to Lubrication Between Rough Sliding Surfaces. J. Tribol. 1979, 101, 220–229. [Google Scholar] [CrossRef]
- Roelands, C. Correlational Aspects of the Viscosity-Temperature-Pressure Relationship of Lubricating Oils, Druk; VRB: Groningen, The Netherlands, 1966. [Google Scholar]
- Qiu, Y.; Khonsari, M. Performance analysis of full-film textured surfaces with consideration of roughness effects. J. Tribol. 2011, 133, 21704. [Google Scholar] [CrossRef]
- Olsson, K. Cavitation in Dynamically Loaded Journal Bearings; Chalmers University of Technology: Goteborg, Sweden, 1965. [Google Scholar]
- Elrod, H. A computer program for cavitation and starvation problems. In Cavitation and Related Phenomena in Lubrication; Mechanical Engineering Publ.: London, UK, 1974; pp. 37–41. [Google Scholar]
- Woloszynski, T.; Podsiadlo, P.; Stachowiak, G.W. Efficient Solution to the Cavitation Problem in Hydrodynamic Lubrication. Tribol. Lett. 2015, 58, 18. [Google Scholar] [CrossRef]
- Lengiewicz, J.; Wichrowski, M.; Stupkiewicz, S. Mixed formulation and finite element treatment of the mass-conserving cavitation model. Tribol. Int. 2014, 72, 143–155. [Google Scholar] [CrossRef]
- Tong, Y.; Müller, M.; Ostermeyer, G.-P. A mortar-based cavitation formulation using NURBS-based isogeometric analysis. Comput. Methods Appl. Mech. Eng. 2022, 398, 115263. [Google Scholar] [CrossRef]
- Brooks, A.N.; Hughes, T.J.R. Streamline upwind/Petrov-Galerkin formulations for convection dominated flows with particular emphasis on the incompressible Navier-Stokes equations. Comput. Methods Appl. Mech. Eng. 1982, 32, 199–259. [Google Scholar] [CrossRef]
- Hsieh, M.-C.; Liu, J.-L. An Adaptive Least Squares Finite Element Method for Navier-Stokes Equations. In Parallel Computational Fluid Dynamics 1998; Elsevier: Amsterdam, The Netherlands, 1999; pp. 443–450. [Google Scholar]
- Vuong, A.-V.; Giannelli, C.; Jüttler, B.; Simeon, B. A hierarchical approach to adaptive local refinement in isogeometric analysis. Comput. Methods Appl. Mech. Eng. 2011, 200, 3554–3567. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviations | Definitions |
|---|---|
| PDE | Partial differential equation |
| FDM | Finite difference method |
| FVM | Finite volume method |
| FEM | Finite element method |
| NURBS | Non-uniform rational B-Splines |
| JFO | Jakobsson–Floberg–Olsson |
| IGA | Isogeometric analysis |
| CAD | Computer-aided design |
| DOFs | Degrees of freedom |
| SPH | Smoothed particle hydrodynamics |
| Parameters | Definitions |
|---|---|
| Piston skirt radius | |
| Cylinder liner radius | |
| Piston skirt length | |
| The long half axis of the ellipse in horizontal cross section of piston | |
| Eccentricity of the upper end of the piston skirt | |
| Eccentricity of the lower end of the piston skirt | |
| Derivative of with respect to time | |
| Derivative of with respect to time | |
| Vertical distance from piston pin to top of piston | |
| Distance from piston pin to piston centerline | |
| Piston reciprocating speed | |
| Film thickness |
| Steps | Parameters | Remarks |
|---|---|---|
| pretreatment | geometric space | calculate the parameterized of PHT on |
| solution | parameter space | calculate the results of model on PHT |
| mark | parameter space | mark the target elements |
| recalculate PHT spline | PHT spline | construct PHT spline on subdivided elements |
| Parameters | Definitions |
|---|---|
| Cavity indicator | |
| Cavity factor | |
| Element size | |
| Mesh level | |
| Element type | |
| Element pressure value in present mesh and last mesh, respectively | |
| Element pressure gradients in different directions in present mesh and last calculation, respectively | |
| Parameter for measuring the magnitude of pressure values | |
| Parameter for measuring the magnitude of pressure gradients | |
| Calculation error of pressure value | |
| Calculation error of average pressure value | |
| Calculation error of pressure gradient |
| Parameters | Type | Definitions |
|---|---|---|
| Base value | Base value of pressure value | |
| Base value | Base value of pressure gradient | |
| Hyperparameters | Weight of pressure value error in Principle 1 | |
| Hyperparameters | Weight of in Principle 1 | |
| Hyperparameters | Weight of pressure gradient error in Principle 2 | |
| Hyperparameters | Judgement threshold in Principle 1 and 2, respectively | |
| uning parameter | Weight of the whole pressure value part | |
| Tuning parameter | Weight of the whole pressure gradient part | |
| Hyperparameters | Judgement threshold in adaptive refinement strategy |
| Parameter | Description | Worth | Element |
|---|---|---|---|
| Piston skirt radius | |||
| Cylinder liner radius | |||
| Piston skirt length | |||
| Lubricating oil viscosity | |||
| Eccentricity of the upper end of the piston skirt | |||
| Eccentricity of the lower end of the piston skirt | |||
| Derivative of with respect to time | |||
| Derivative of with respect to time | |||
| Piston reciprocating speed | |||
| Vertical distance from piston pin to top of piston | |||
| Distance from piston pin to piston centerline |
| Refinement Strategy | Global Equivalent Refinement | Adaptive Refinement | |||||
|---|---|---|---|---|---|---|---|
| DOFs | Pressure Value (N) | Error (%) | DOFs | Pressure Value (N) | Error (%) | ||
| Model 1 Refine step | 1 | 36 | −3.8736 | 7.819 | 36 | −3.8736 | 7.819 |
| 2 | 100 | −3.5914 | 0.036 | 100 | −3.5914 | 0.036 | |
| 3 | 324 | −3.5922 | 0.014 | 236 | −3.5919 | 0.022 | |
| 4 | 1156 | −3.5927 | - | 648 | −3.5923 | 0.011 | |
| Model 2 Refine step | 1 | 36 | −23.1833 | 0.620 | 36 | −23.1833 | 0.620 |
| 2 | 100 | −23.0347 | 0.025 | 100 | −23.0347 | 0.025 | |
| 3 | 324 | −23.0389 | 0.007 | 220 | −23.0396 | 0.003 | |
| 4 | 1156 | −23.0404 | - | 648 | −23.0403 | <0.001 | |
| Model 3 Refine step | 1 | 36 | −9.4180 | 0.772 | 36 | −9.4180 | 0.772 |
| 2 | 100 | −9.4827 | 0.091 | 100 | −9.4827 | 0.091 | |
| 3 | 324 | −9.4938 | 0.026 | 288 | −9.4937 | 0.025 | |
| 4 | 1156 | −9.4913 | - | 980 | −9.4913 | <0.001 | |
| Model 4 Refine step | 1 | 36 | −6.1139 | 1.124 | 36 | −6.1139 | 1.124 |
| 2 | 100 | −6.1706 | 0.207 | 100 | −6.1706 | 0.207 | |
| 3 | 324 | −6.1823 | 0.018 | 272 | −6.1827 | 0.011 | |
| 4 | 1156 | −6.1834 | - | 752 | −6.1832 | 0.003 | |
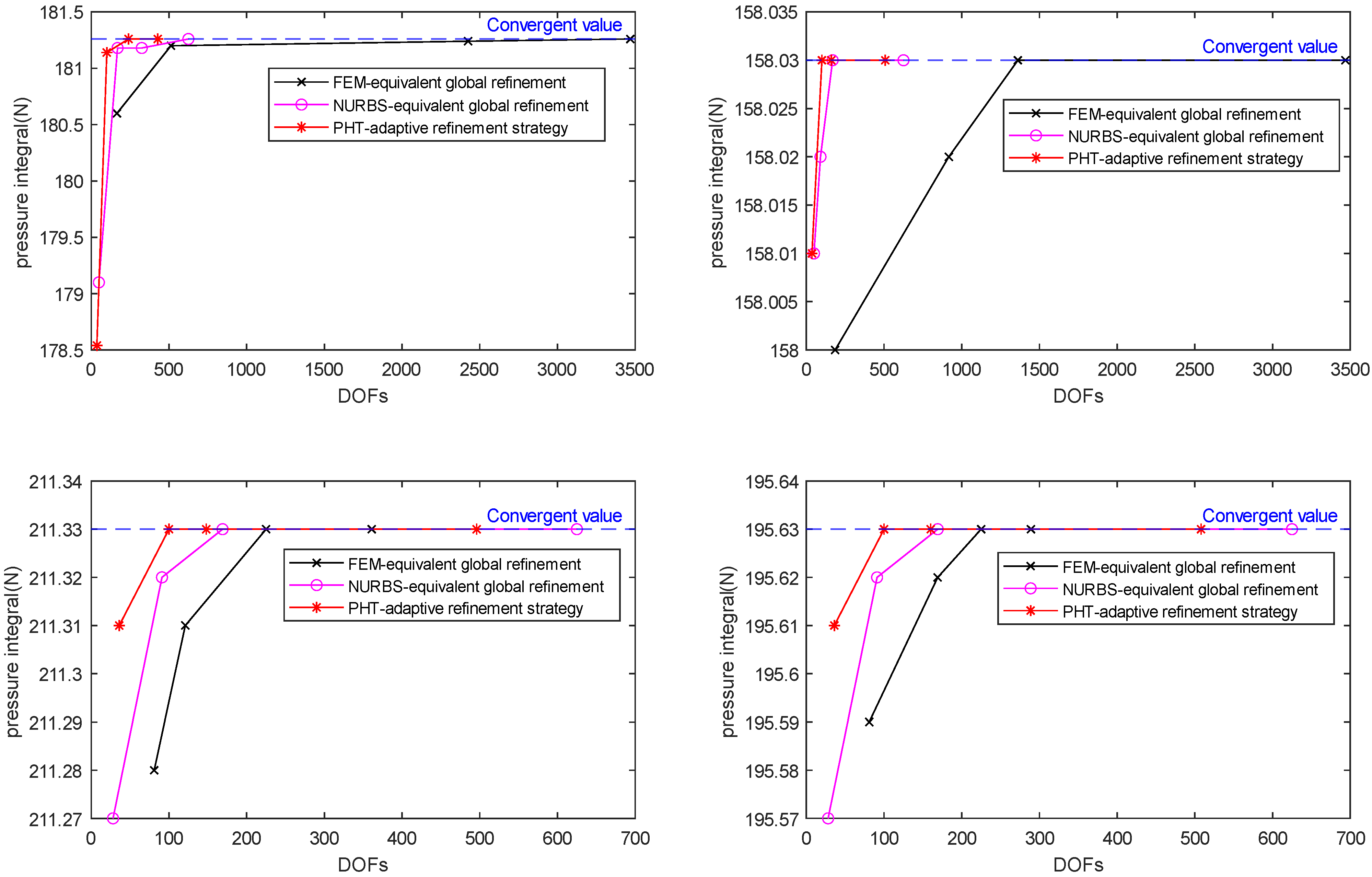
| Method | Mesh 1 | Mesh 2 | Mesh 3 | Mesh 4 | |||||
|---|---|---|---|---|---|---|---|---|---|
| DOFs | Pressure | DOFs | Pressure | DOFs | Pressure | DOFs | Pressure | ||
| 1 | FEM | 165 | 180.60 | 513 | 181.20 | 2425 | 181.24 | 3469 | 181.26 |
| NURBS | 49 | 179.10 | 169 | 181.18 | 325 | 181.18 | 625 | 181.26 | |
| PHT | 36 | 178.54 | 100 | 181.14 | 240 | 181.26 | 428 | 181.26 | |
| 2 | FEM | 185 | 158.00 | 917 | 158.02 | 1361 | 158.03 | 3469 | 158.03 |
| NURBS | 49 | 158.01 | 91 | 158.02 | 169 | 158.03 | 625 | 158.03 | |
| PHT | 36 | 158.01 | 100 | 158.03 | 160 | 158.03 | 508 | 158.03 | |
| 3 | FEM | 81 | 211.28 | 121 | 211.31 | 225 | 211.33 | 361 | 211.33 |
| NURBS | 28 | 211.27 | 91 | 211.32 | 169 | 211.33 | 625 | 211.33 | |
| PHT | 36 | 211.31 | 100 | 211.33 | 148 | 211.33 | 496 | 211.33 | |
| 4 | FEM | 81 | 195.59 | 169 | 195.62 | 225 | 195.63 | 289 | 195.63 |
| NURBS | 28 | 195.57 | 91 | 195.62 | 169 | 195.63 | 625 | 195.63 | |
| PHT | 36 | 195.61 | 100 | 195.63 | 160 | 195.63 | 508 | 195.63 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Zuo, B.; Luo, H.; Xie, W. A Feature-Extraction-Based Adaptive Refinement Method for Solving the Reynolds Equation in Piston–Cylinder System. Lubricants 2023, 11, 128. https://doi.org/10.3390/lubricants11030128
Yang J, Zuo B, Luo H, Xie W. A Feature-Extraction-Based Adaptive Refinement Method for Solving the Reynolds Equation in Piston–Cylinder System. Lubricants. 2023; 11(3):128. https://doi.org/10.3390/lubricants11030128
Chicago/Turabian StyleYang, Jiashu, Bingquan Zuo, Huixin Luo, and Weikang Xie. 2023. "A Feature-Extraction-Based Adaptive Refinement Method for Solving the Reynolds Equation in Piston–Cylinder System" Lubricants 11, no. 3: 128. https://doi.org/10.3390/lubricants11030128