A Critical Review of High-Temperature Tribology and Cutting Performance of Cermet and Ceramic Tool Materials

 ,
,  ,
,
Abstract
:1. Introduction
- Higher hardness and wear resistance. Ceramic tools have a substantially higher hardness than HSS tools, and the cutting speed is approximately ten times that of HSS tools, which can effectively improve machining efficiency.
- Higher heat resistance. The hardness of ceramic tools can still be maintained at 80 HRA at 1200 °C, enabling dry cutting and meeting the requirements of green manufacturing.
- Lower coefficient of friction. Low affinity with metal and low coefficients of friction can significantly reduce cutting forces and cutting temperatures, ensuring machining accuracy.
- Higher chemical stability. It is not easy to produce adhesion with the metal, which can effectively reduce the adhesive wear of the tool and improve the tool’s lifetime.
2. Types of Ceramic Tool Materials
2.1. Aluminum Oxide-Based Ceramic Tools
2.2. Silicon Nitride-Based Ceramic Tools
2.3. SiAlON Ceramic Tools
2.4. WC-Co-Cemented Carbide and Ti(C, N)-Based Cermet Tools
3. Manufacturing of Inserts of Cutting Tool
3.1. Sintering of Ceramic Tools
3.2. Sintering of Cermet Tools
4. Solid Lubricants for High-Temperature Metal Cutting
4.1. Multi-Layered Structures of Solid Lubricants and the Corresponding Benefits

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Base Matrix | Solid Lubricants Type | Lubricating Additives | Process, Counterpart, and Parameter of Tribological Testing | Remarks |
|---|---|---|---|---|---|
| C. Muratore, A.A. Voevodin [111] | YSZ–20% at% Ag–10at%Mo | Layered structure | 8 at %MoS coating | Ball-on-disc; SiN; applied force: 1 N; sliding time: 20–25 min; speed of sliding: 0.2 m/s; condition: RT to 700 °C | Low COF 0.1 at 300 °C |
| Hector Torres, et al. [127] | NiCrSiB matrix | Soft metals | Coating of 5 wt% Ag and 10 wt% MoS | flat pins on-disc; AISI 52, 100; load: 225 N; test duration: 900 s; rotational speed: 28 rpm; condition: RT to 600 °C | MoS added to Ag in nickel-based cladding slowed Ag depletion at high temperatures. |
| Xu, Zengshi, et al. [119] | TiAl-based | Layered structure | 3.5 wt% graphene | Ball-on-disc;SiN load: 10 N; sliding time: 80 min; speed of sliding: 0.2 m/s; condition: 100 °C to 700 °C | Generating a lubricious film within 100 and 550 °C. Nearly 580 °C Because of oxidation, graphene lost its lubricating property. |
| Kong, Lingqian, et al. [128] | ZrO(YO)-Mo | Oxides | 5 wt% CuO | Ball-on-disc; alumina; load: 10 N; test time: 30 min; speed of sliding: 0.2 m/s; condition: 700 °C to 1000 °C | From 700 °C to 800 °C, 5 wt% CuO showed outstanding wear resistance properties. The creation of CuO and MoO can improve the tribological properties with lower friction coefficients 0.18–0.3 from 700 °C to 1000 °C. |
| Liu, Eryong, et al. [129] | Ni-based composites | Oxides | AgMoO | Pin-on-disc; Inconel 718 alloy; load: 2 N; sliding distance: approx. 1000 m; speed of sliding: 0.287 m/s; condition: 20 °C to 700 °C | AgMoO is a compound of MoO and AgO that created silver ions through dry sliding. At 700 °C, the lowest COF was 0.25 and the specific wear rate was 9.37 × . |
| Zhen, Jinming, et al. [130] | Ni matrix | Fluorides | 12.5 wt% Ag -5 wt% BaF-CaF | Ball-on-disc; SiN; speed of sliding 0.8 m/s; load: 5 N; condition: RT to 800 °C in vacuum. | At 600 °C in a vacuum condition, the least COF is 0.18 and the specific wear rate is . |
| Zhang, Chao, et al. [131] | Ti-MoS | Fluorides | 0.8 at% LaF coating | Ball–on-disc; SS; rotational speed: 1000 rpm; load: 5 N; condition: RT | With 0.8 at.% LaF, the smallest COF is about 0.05. |
| Ouyang, J.H., et al. [132] | ZrO(YO)+20 wt% AlO | Oxides | BaSO | Ball-on-disc; alumina; load: 2–20 N; sliding time: 20 min; 0.5–4 Hz frequency; condition: RT to 800 °C | Moreover, BaCrO was added to the ZrO(YO) matrix, which lessened the friction coefficient by up to 400 °C owing to BaCrO’s small shear strength. |
| A.A. Voevodin et al. [133] | 440C steel | Soft metals | MoN/Cu | Ball-on-disc; alumina; load: 1 N; sliding time: 90 min; speed of sliding: 50 mm/s; condition: RT and 400 °C | Cu, such as Ag, has a superior thermal conductivity. It may also accelerate dissipation of the heat through elevated temperature conditions, enhancing the specific wear rate property. |
4.2. Solid Lubricants of Soft Metals
4.3. Single and Mixed Oxides Lubricants
4.4. Alkaline-Earth Fluoride Solid Lubricants
5. Influence of Surface Texturing on the Tribological Behavior and Efficiency of the Cutting Tool
5.1. The Influences of Surface Textures and Lubricants on Tribological Properties
5.1.1. Dry and Wet Machining Using Textured Tools
5.1.2. Solid Lubricant-Filled Textured Tools
6. Effects of Lubricants on the Machining Process
6.1. The Influence of Lubricants on the Surface Properties of Cutting Materials and Tools
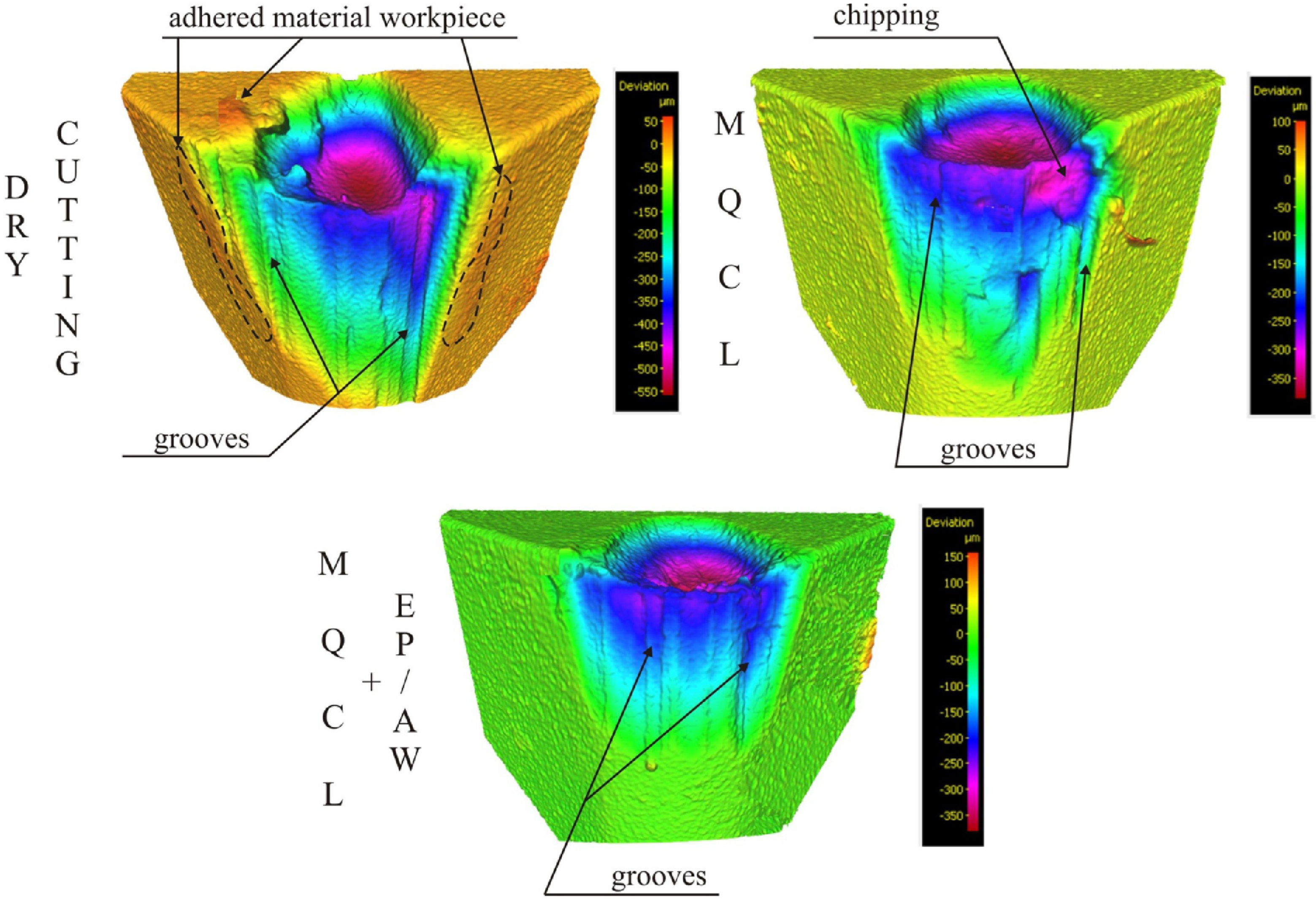
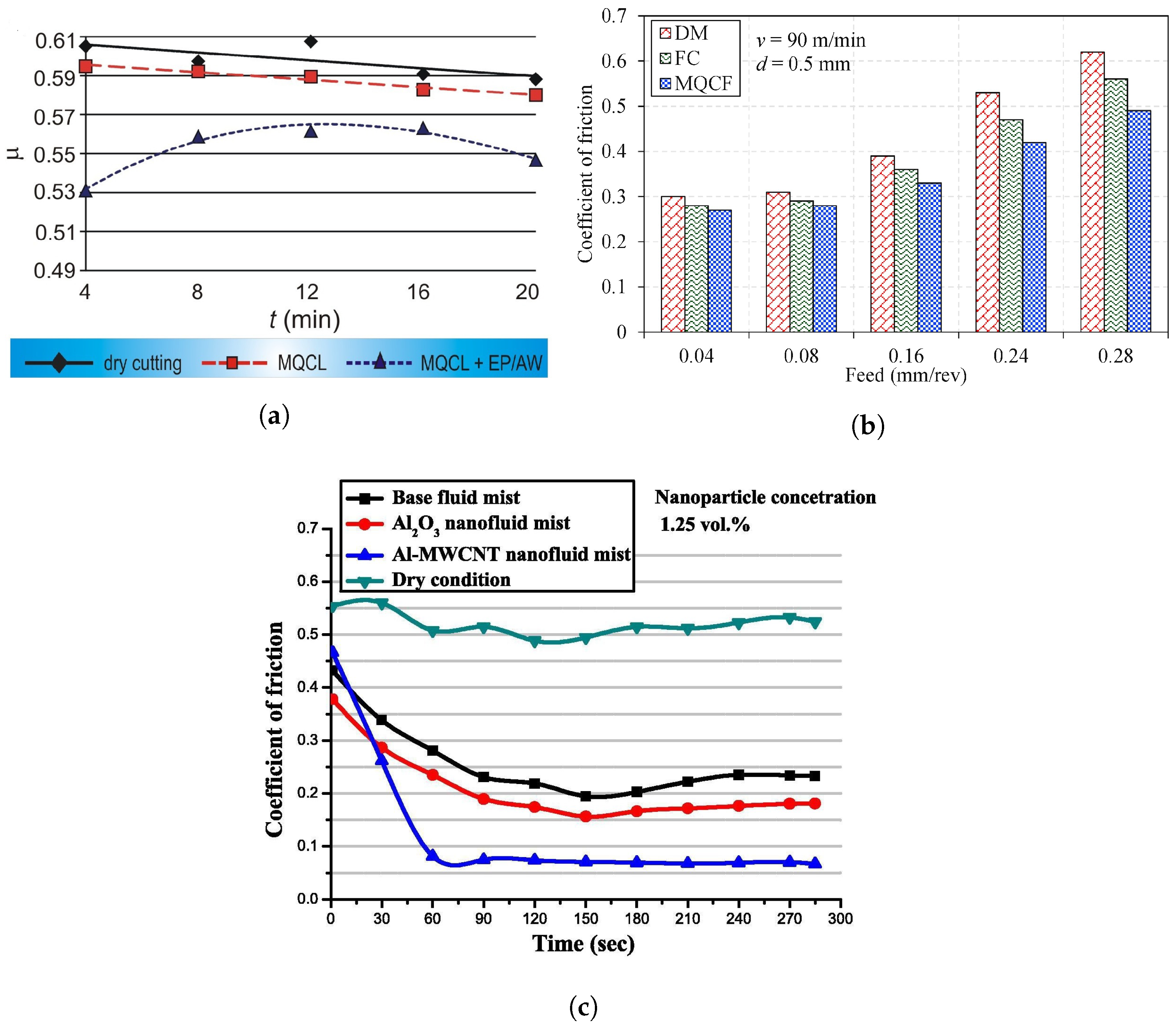
6.2. The Effect of Cooling/Lubrication on Friction Behavior
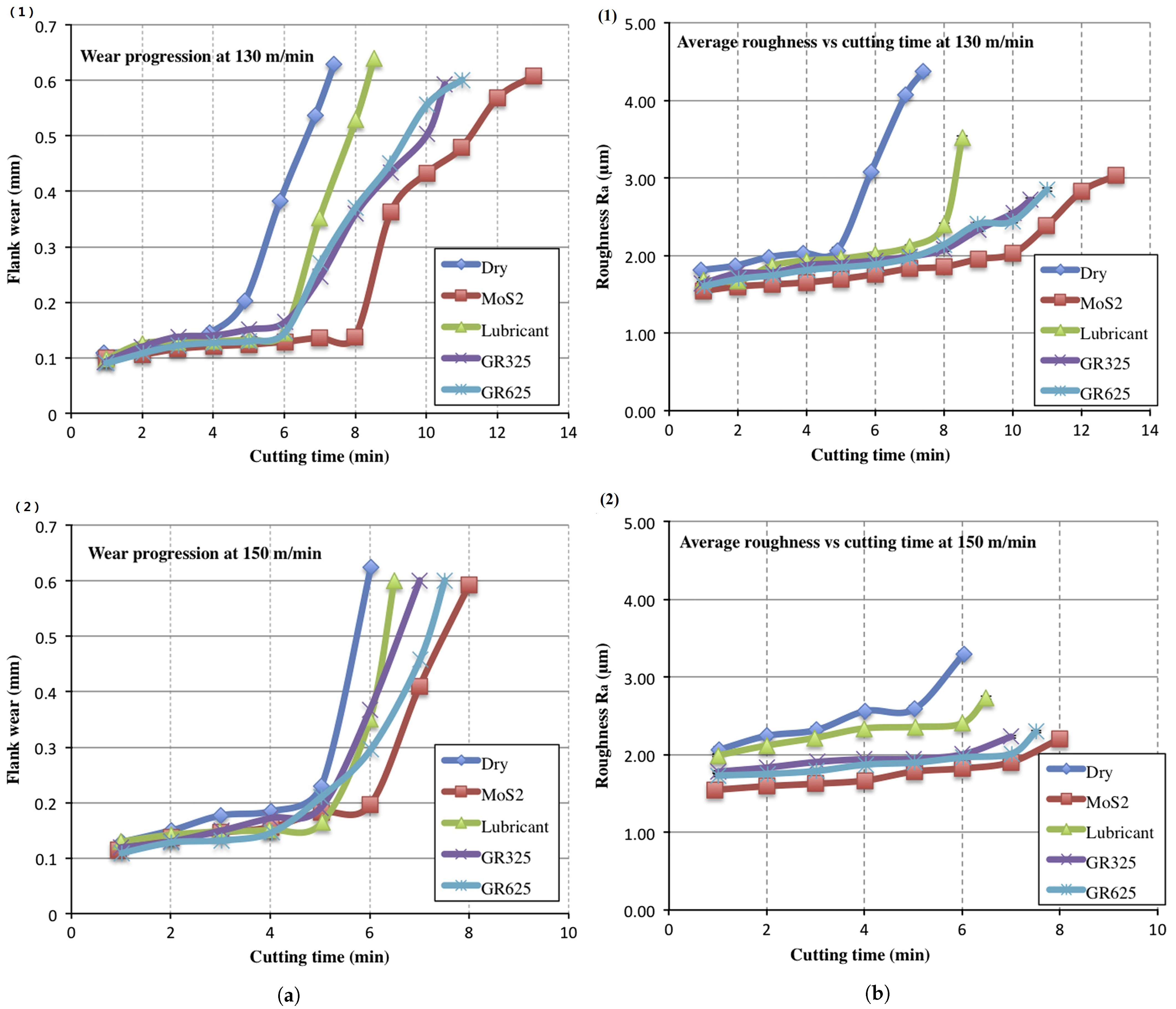
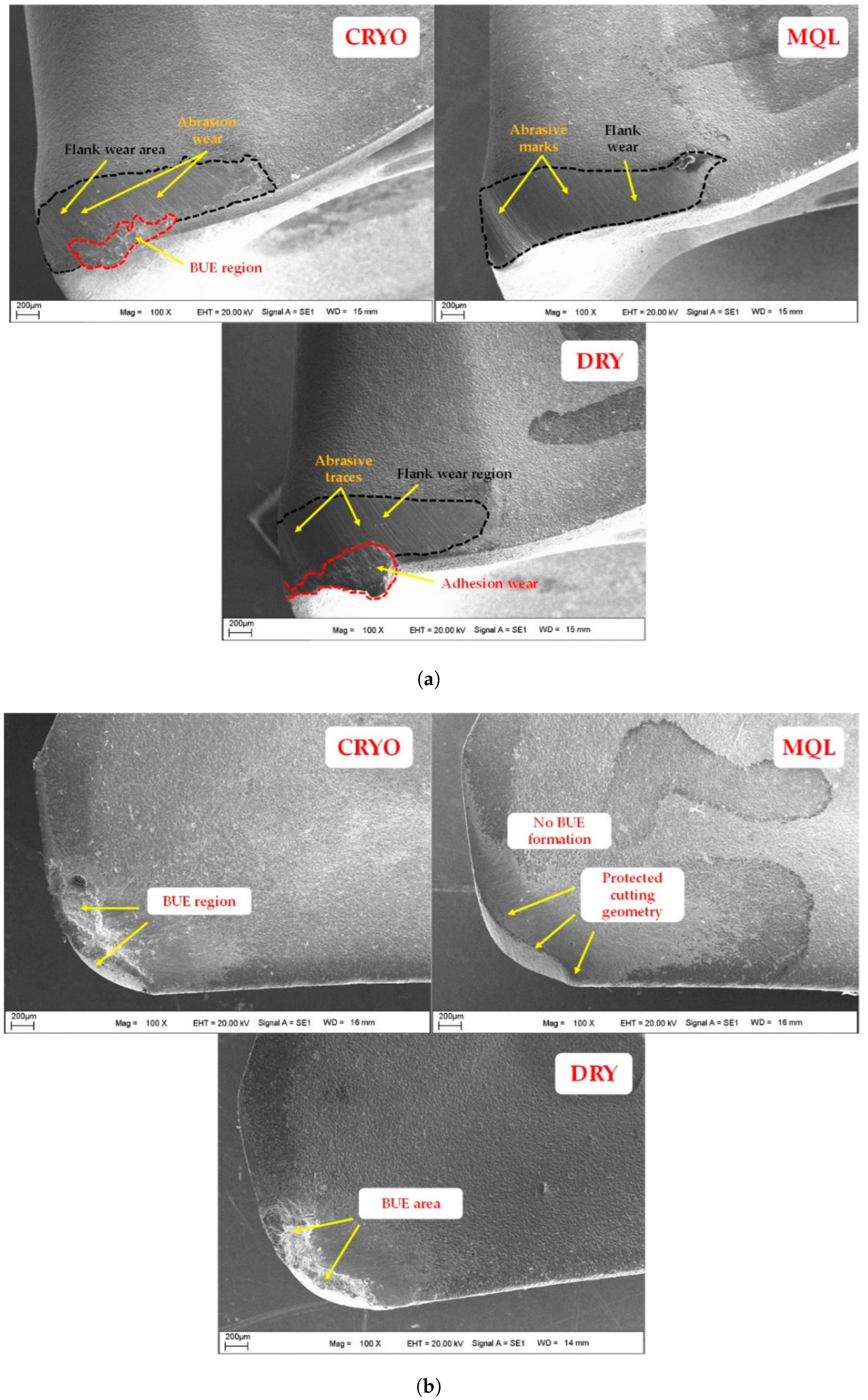
6.3. The Relative Influence of Lubricants on the Wear Property
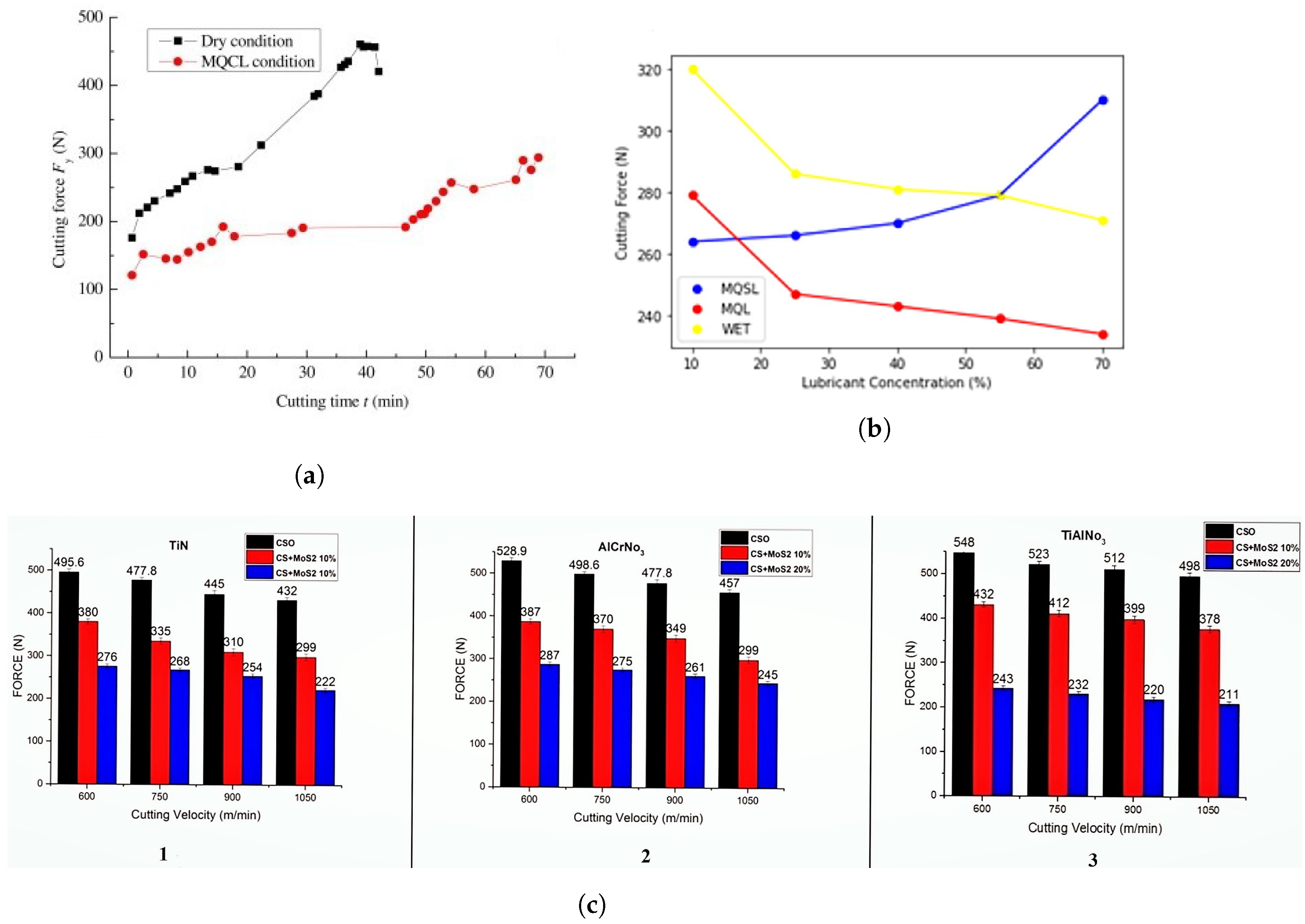
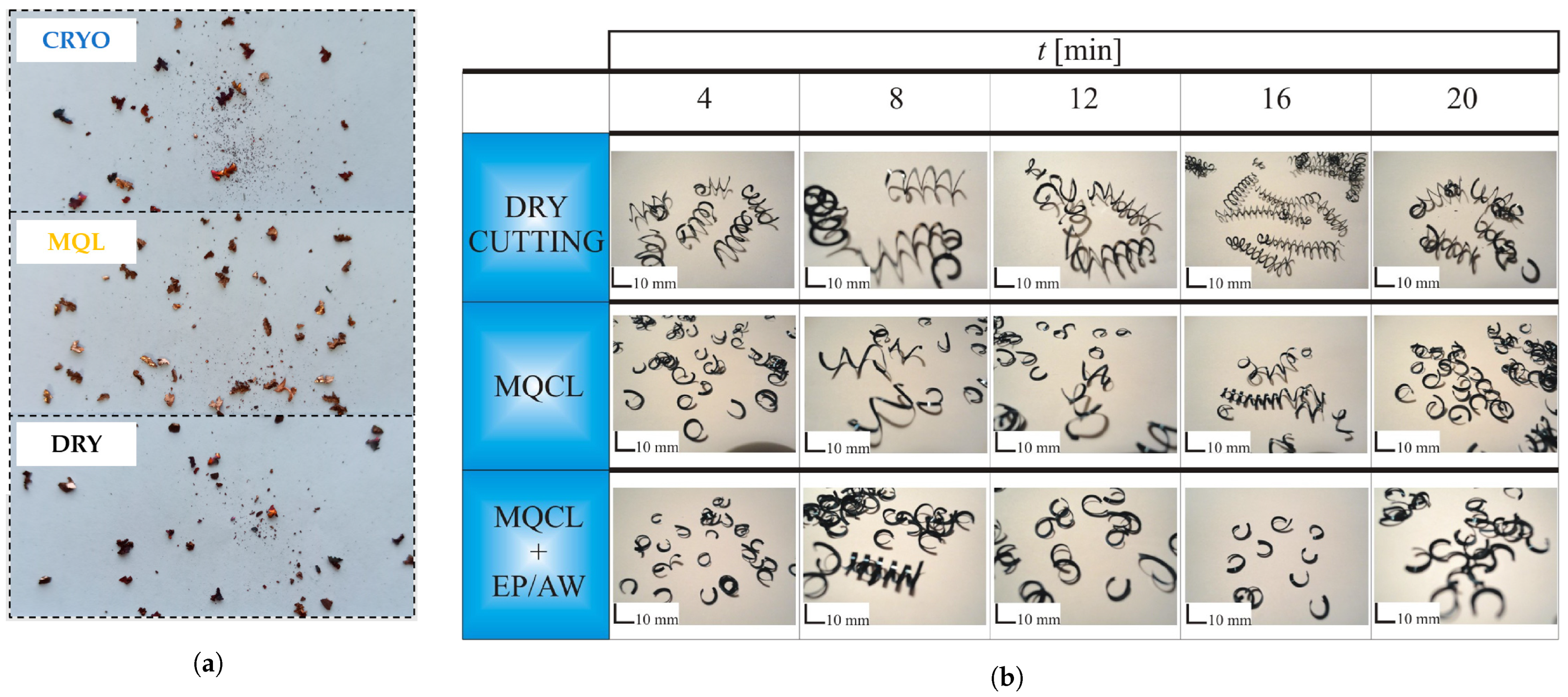
6.4. The Effects of Cooling and Lubrication on the Cutting Forces and Chip Formation
7. Finite Element Analysis of the Machining Process of the Cutting Tool
7.1. Finite Element Formulations
7.1.1. Lagrangian Approach
7.1.2. Eulerian Formulation
7.1.3. Arbitrary Lagrangian–Eulerian Formulation
7.2. Finite Element Indentation of Cutting Tool
7.2.1. Spherical Indentation
7.2.2. Vickers Indentation

8. Conclusions
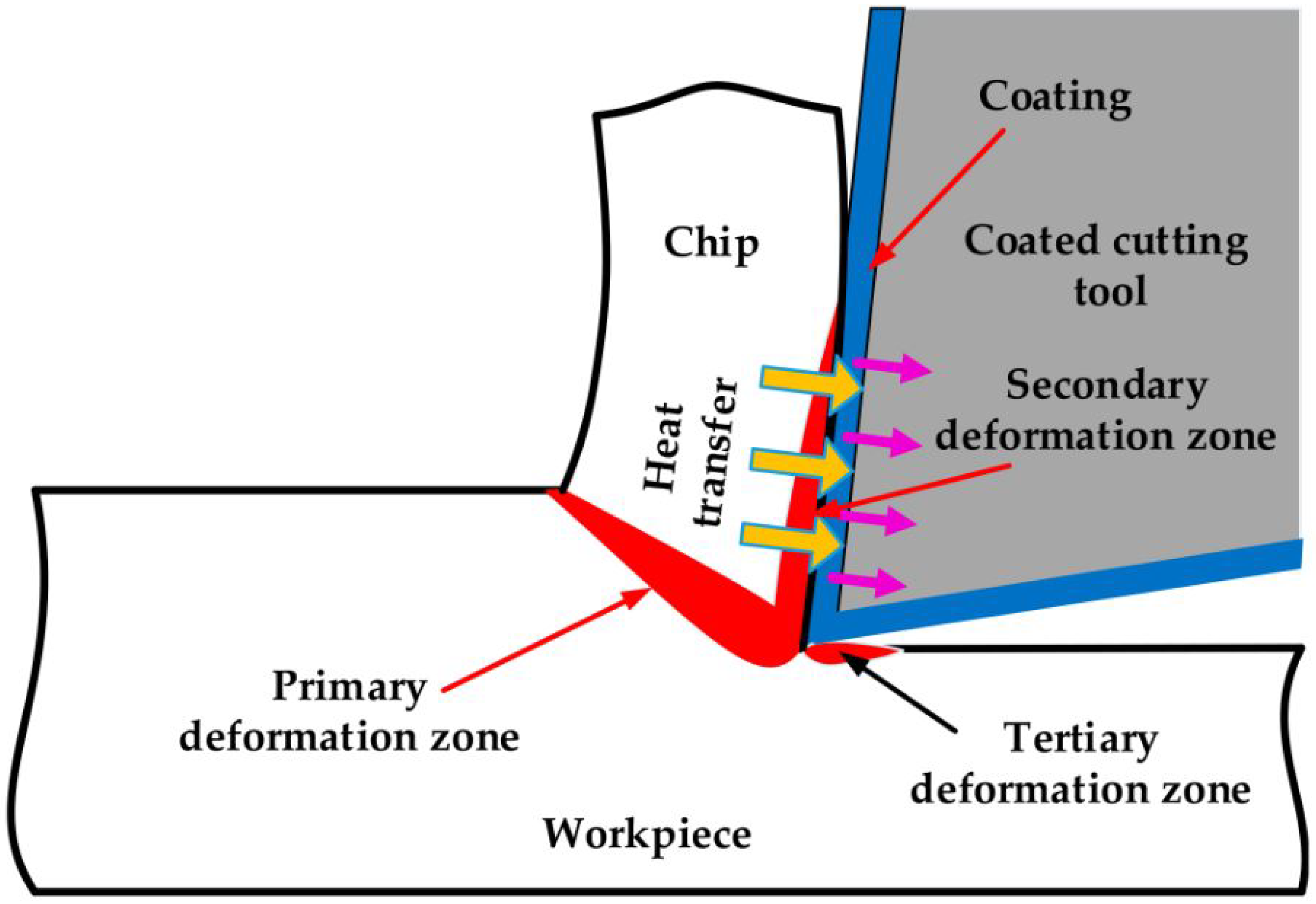
- One of the most common cutting tool failures occurs when there is a rapid temperature rise in the contact zone between the cutting tool and workpiece throughout higher cutting speed operations (from 50 up to 300 m/min), where liquid lubrication is incapable of sustaining excessive deformation in the machining zone, resulting in tool failure. By using a solid lubricant, recent technologies have attempted to reduce the frictional heating region and energy consumption during high-speed marching.
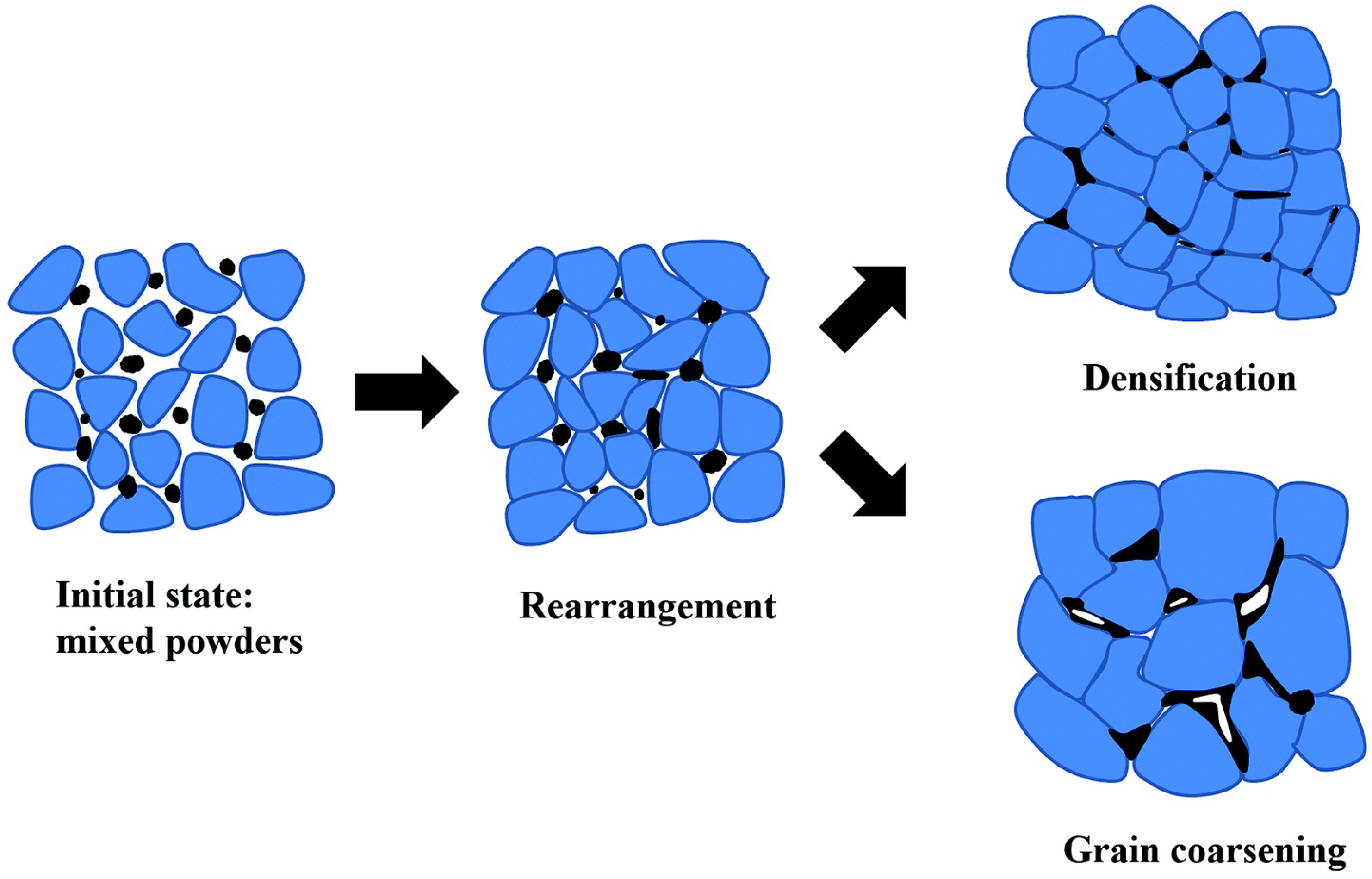
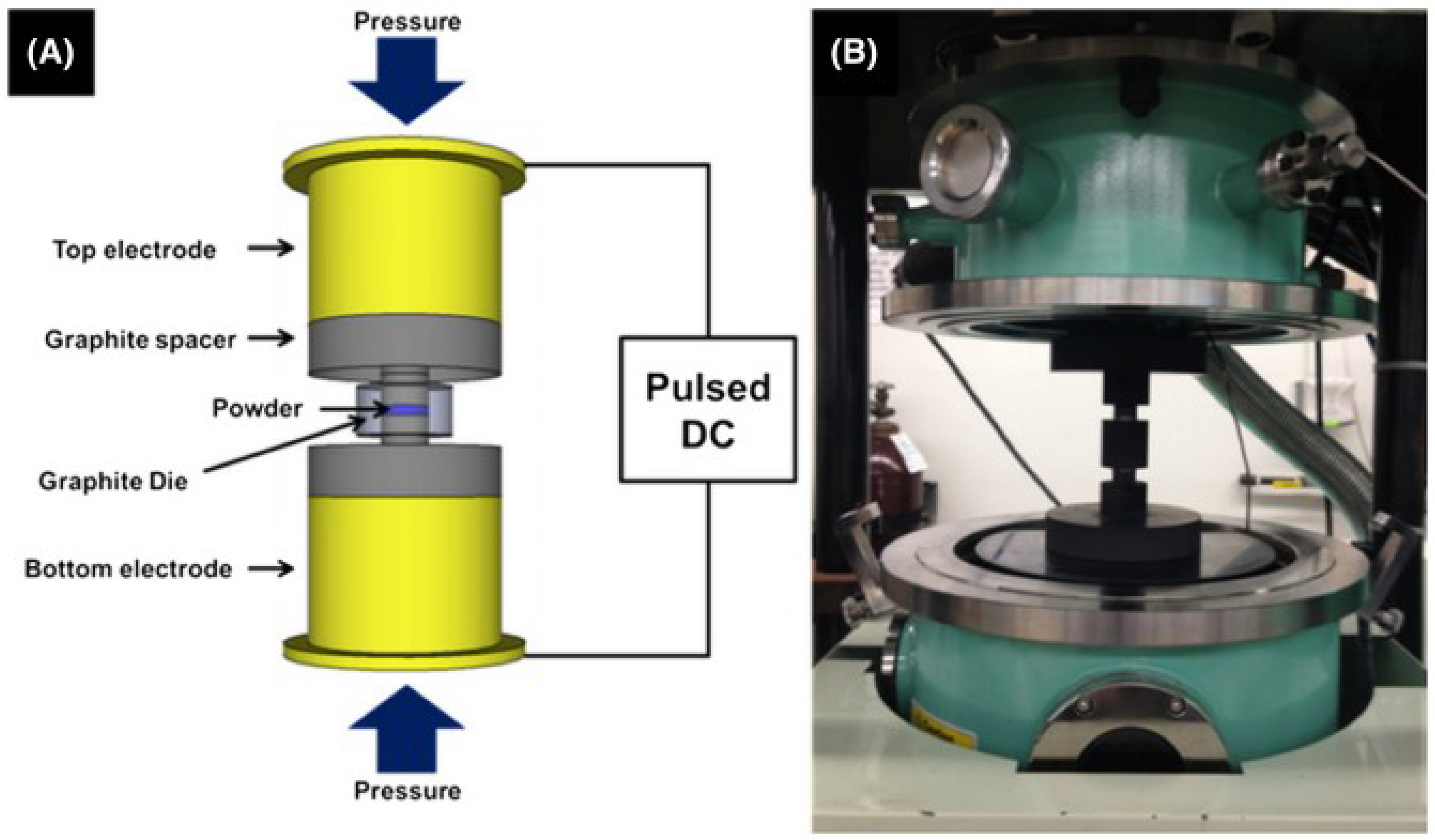
- Both pressureless sintering (vacuum or nitrogen atmosphere) and hot-pressing are the preferred methods of producing cutting tools. Contactless techniques, such as microwaves as well as certain SPS sintering, are, nevertheless, being aggressively pursued.
- Under dry cutting conditions, solid lubricants and surface texturing have been observed to significantly reduce friction and wear. These two methods have been merged in recent decades to maximize the benefits of each for higher tribological performance.
- For surface-textured cutting tools, the majority of research studies have employed a form of a joint structure named a “groove”. However, the best orientation for a grove is still being researched. These textures may be helpful for dry and wet-cutting machining, whereas the application of discontinuous textures on cutting tools requires more exploration. Pattern- and groove- optimizations are dependent on cutting parameters and workpiece or tool materials. Finally, surface texturing can be utilized effectively in combination with solid lubricants and coatings.
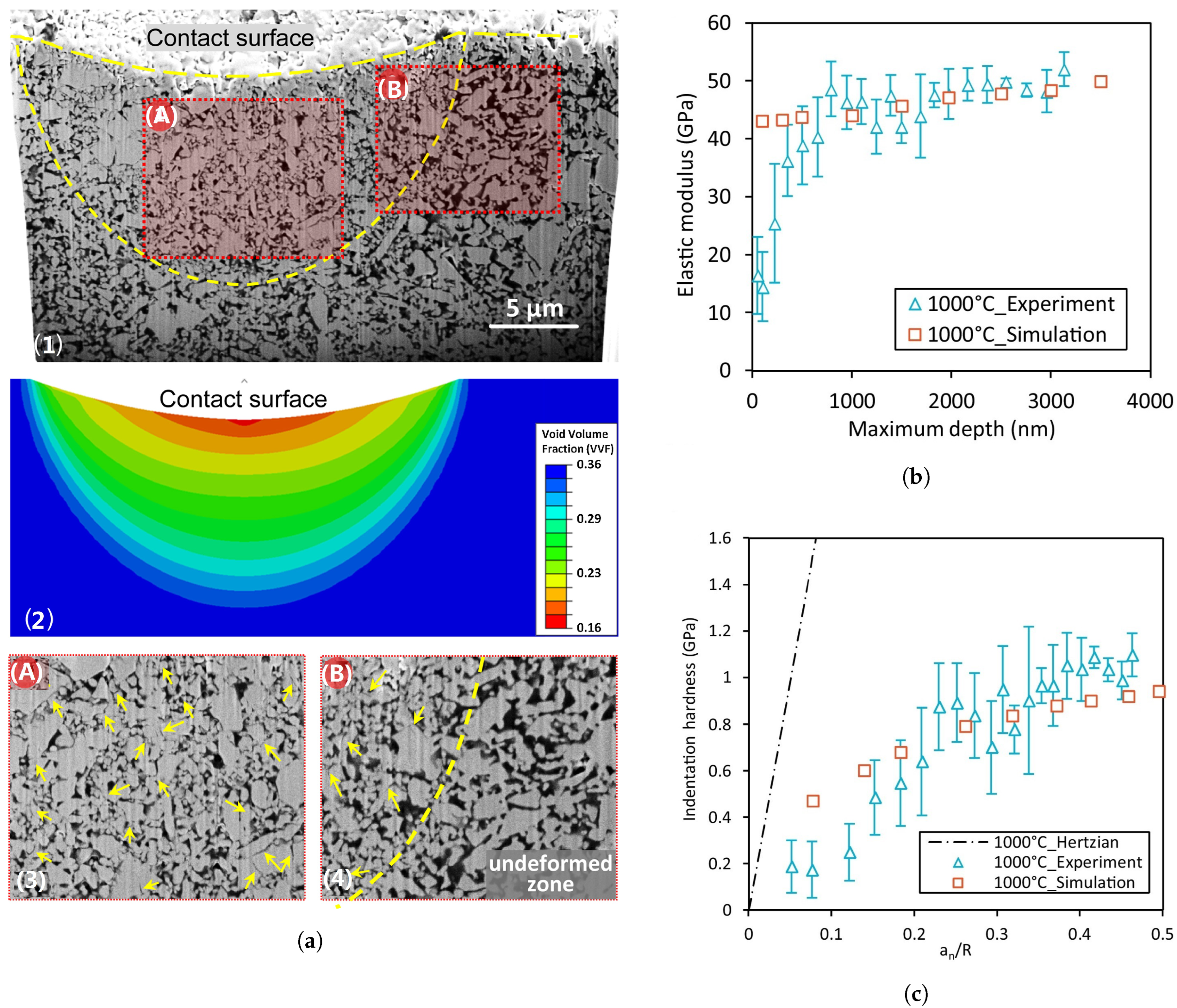
- Overall, the finite element analysis matches the experimental approach very well.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| COF | coefficient of friction |
| DLC | diamond-like carbon |
| FEA | finite element analysis |
| ALE | arbitrary Lagrangian–Eulerian |
| FIB | focused ion beam |
| YSZ | yttria-stabilized zirconia |
| Dp | deformation plasticity |
| DLC | diamond-like carbon |
| SEM | scanning electron microscope |
| EDX | energy-dispersive X-ray |
| HSS | high-speed steel |
| HRA | Rockwell hardness A-class |
| HP | hot pressing |
| SPS | spark plasma sintering |
| HIP | hot isostatic pressing |
| MS | microwave sintering |
| PTFE | polytetrafluoroethylene |
| PEEK | polyether ether ketone |
| hBN | hexagonal boron nitride |
| MQL | minimum quantity lubrication |
| MQCL | minimum quantity cooling lubrication |
| MWCNT | multi-walled carbon nanotubes |
| HSS | high-speed steel |
| EP/AW | extreme pressure and anti-wear additives |
References
- Davis, J.R.; Allen, P.; Lampman, S.; Zorc, T.B.; Henry, S.D.; Daquila, J.L.; Ronke, A.W. Metals Handbook: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Almere, The Netherlands, 1990. [Google Scholar]
- Mussler, B.H.; Venigalla, S.; Johnson, W.C.; Rudolph, S. Advanced materials and powders. Am. Ceram. Soc. Bull. 2000, 79, 45–56. [Google Scholar]
- Lee, H.; Speyer, R.F. Pressureless sintering of boron carbide. J. Am. Ceram. Soc. 2003, 86, 1468–1473. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Juhani, K. Cermets with Fe-alloy binder: A review. Int. J. Refract. Met. Hard Mater. 2020, 92, 105290. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Fedorov, S.V.; Hamdy, K. Materials, properties, manufacturing methods and cutting performance of innovative ceramic cutting tools—A review. Manuf. Rev. 2019, 6, 19. [Google Scholar] [CrossRef] [Green Version]
- Huo, S.; Wang, Y.; Yao, M.; Zhang, Z.; Chen, L.; Gu, H.; Ouyang, J.; Zhou, Y. Novel TiC-based composites with enhanced mechanical properties. J. Eur. Ceram. Soc. 2021, 41, 5466–5473. [Google Scholar] [CrossRef]
- Zou, B.; Ji, W.; Huang, C.; Wang, J.; Li, S.; Xu, K. Effects of superfine refractory carbide additives on microstructure and mechanical properties of TiB2–TiC+ Al2O3 composite ceramic cutting tool materials. J. Alloys Compd. 2014, 585, 192–202. [Google Scholar] [CrossRef]
- Zou, B.; Ji, W.; Huang, C.; Xu, K.; Li, S. Degradation of strength properties and its fracture behaviour of TiB2-TiC-based composite ceramic cutting tool materials at the high temperature. Int. J. Refract. Met. Hard Mater. 2014, 47, 1–11. [Google Scholar] [CrossRef]
- Sugihara, T.; Singh, P.; Enomoto, T. Development of novel cutting tools with dimple textured surfaces for dry machining of aluminum alloys. Procedia Manuf. 2017, 14, 111–117. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S. Manufacturing, Engineering and Technology SI 6th Edition-Serope Kalpakjian and Stephen Schmid: Manufacturing, Engineering and Technology; Digital Designs: Charlotte, NC, USA, 2006. [Google Scholar]
- Bhuiyan, M.; Choudhury, I.; Dahari, M. Monitoring the tool wear, surface roughness and chip formation occurrences using multiple sensors in turning. J. Manuf. Syst. 2014, 33, 476–487. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Boothroyd, G. Fundamentals of Metal Machining and Machine Tools; CRC Press: Boca Raton, FL, USA, 1988; Volume 28. [Google Scholar]
- Liew, P.J.; Shaaroni, A.; Sidik, N.A.C.; Yan, J. An overview of current status of cutting fluids and cooling techniques of turning hard steel. Int. J. Heat Mass Transf. 2017, 114, 380–394. [Google Scholar] [CrossRef]
- Chan, C.; Lee, W.B.; Wang, H. Enhancement of surface finish using water-miscible nano-cutting fluid in ultra-precision turning. Int. J. Mach. Tools Manuf. 2013, 73, 62–70. [Google Scholar] [CrossRef]
- Sreejith, P. Machining of 6061 aluminium alloy with MQL, dry and flooded lubricant conditions. Mater. Lett. 2008, 62, 276–278. [Google Scholar] [CrossRef]
- Anton, S.; Andreas, S.; Friedrich, B. Heat dissipation in turning operations by means of internal cooling. Procedia Eng. 2015, 100, 1116–1123. [Google Scholar] [CrossRef] [Green Version]
- Hao, G.; Liu, Z.; Liang, X.; Zhao, J. Influences of TiAlN coating on cutting temperature during orthogonal machining H13 hardened steel. Coatings 2019, 9, 355. [Google Scholar] [CrossRef] [Green Version]
- John, M.; Menezes, P.L. Self-lubricating materials for extreme condition applications. Materials 2021, 14, 5588. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M. Self-lubricating materials for extreme temperature tribo-applications. Mater. Today Proc. 2021, 44, 4583–4589. [Google Scholar] [CrossRef]
- Torres, H.; Rodríguez Ripoll, M.; Prakash, B. Tribological behaviour of self-lubricating materials at high temperatures. Int. Mater. Rev. 2018, 63, 309–340. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Cetin, M.H.; Demirbas, E. Experimental investigations of vegetable based cutting fluids with extreme pressure during turning of AISI 304L. Tribol. Int. 2011, 44, 1864–1871. [Google Scholar] [CrossRef]
- Haider, J.; Hashmi, M. 8.02—Health and environmental impacts in metal machining processes. Compr. Mater. Process. 2014, 8, 7–33. [Google Scholar]
- Vamsi Krishna, P.; Srikant, R.; Nageswara Rao, D. Solid lubricants in machining. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 213–227. [Google Scholar] [CrossRef]
- Lathkar, G.; Bas, U. Clean metal cutting process using solid lubricants. In Proceedings of the 19th AIMTDR Conference, Narosa, Madras, India, 14–16 December 2000; pp. 15–31. [Google Scholar]
- Rizzo, A.; Goel, S.; Luisa Grilli, M.; Iglesias, R.; Jaworska, L.; Lapkovskis, V.; Novak, P.; Postolnyi, B.O.; Valerini, D. The critical raw materials in cutting tools for machining applications: A review. Materials 2020, 13, 1377. [Google Scholar] [CrossRef] [Green Version]
- Sarkar, M.; Sadhu, K.K.; Chakraborty, S.S.; Mandal, N. Simultaneous effect of CaF2 and TiC on tribological properties of ZTA ceramics for high temperature application. Mater. Today Proc. 2022, 57, 116–120. [Google Scholar] [CrossRef]
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid lubrication with MoS2: A review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Akhtar, S.S. A critical review on self-lubricating ceramic-composite cutting tools. Ceram. Int. 2021, 47, 20745–20767. [Google Scholar] [CrossRef]
- Li, L.; Li, Y. Development and trend of ceramic cutting tools from the perspective of mechanical processing. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2017; Volume 94, p. 012062. [Google Scholar]
- Huo, S.; Wang, Y.; Chen, Q.; Yao, M.; Chen, L.; Gu, H.; Liu, L.; Ouyang, J.; Zhou, Y. Reactive hot pressing of super hard (Ti, Ta)(B, C)–(Ta, Ti) C composites. Mater. Sci. Eng. A 2021, 800, 140292. [Google Scholar] [CrossRef]
- Huo, S.; Wang, Y.; Kong, Q.; Chen, L.; Yao, M.; Gu, H.; Ouyang, J.; Fu, Y.; Zhou, Y. In situ reaction and solid solution induced hardening in (Ti, Zr) B2-(Zr, Ti) C composites. J. Am. Ceram. Soc. 2020, 103, 6101–6105. [Google Scholar] [CrossRef]
- Kong, Q.; Huo, S.; Chen, L.; Wang, Y.; Ouyang, J.; Zhou, Y. Novel (Zr, Ti) B2-(Zr, Ti) C-SiC ceramics via reactive hot pressing. J. Eur. Ceram. Soc. 2022, 42, 4045–4052. [Google Scholar] [CrossRef]
- Zhu, Z.; Yin, Z.; Hong, D.; Yuan, J. Preparation of complex-shaped Al2O3/SiCp/SiCw ceramic tool by two-step microwave sintering. Ceram. Int. 2020, 46, 27362–27372. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, J.; Cui, E.; Sun, Z.; Yu, H. Nano/microstructures and mechanical properties of Al2O3-WC-TiC ceramic composites incorporating graphene with different sizes. Mater. Sci. Eng. A 2021, 812, 141132. [Google Scholar] [CrossRef]
- Cui, E.; Zhao, J.; Wang, X.; Sun, J.; Huang, X.; Wang, C. Microstructure and toughening mechanisms of Al2O3/(W, Ti) C/graphene composite ceramic tool material. Ceram. Int. 2018, 44, 13538–13543. [Google Scholar] [CrossRef]
- Bai, X.; Huang, C.; Wang, J.; Zou, B.; Liu, H. Fabrication and characterization of Si3N4 reinforced Al2O3-based ceramic tool materials. Ceram. Int. 2015, 41, 12798–12804. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Y.; Liu, H. Mechanical properties and microstructure of spark plasma sintered Al2O3-SiCw-Si3N4 composite ceramic tool materials. Ceram. Int. 2022, 48, 5527–5534. [Google Scholar] [CrossRef]
- Tan, D.W.; Zhu, L.L.; Wei, W.X.; Yu, J.J.; Zhou, Y.Z.; Guo, W.M.; Lin, H.T. Performance improvement of Si3N4 ceramic cutting tools by tailoring of phase composition and microstructure. Ceram. Int. 2020, 46, 26182–26189. [Google Scholar] [CrossRef]
- Xu, W.; Yin, Z.; Yuan, J.; Wang, Z.; Liu, Y. Preparation and characterization of Si3N4-based composite ceramic tool materials by microwave sintering. Ceram. Int. 2017, 43, 16248–16257. [Google Scholar] [CrossRef]
- Sun, N.; Wang, Z.; Yu, B.; Huang, L.; Yin, Z.; Yuan, J. Effects of Ti (C, N) addition on the microstructure and mechanical properties of spark plasma sintered Si3N4/Ti (C, N) ceramic tool material. Ceram. Int. 2020, 46, 28459–28466. [Google Scholar] [CrossRef]
- Guo, F.; Yin, Z.; Chen, W.; Liu, H.; Hong, D.; Yuan, J. Spark plasma sintering of multi-cation doped (Yb, Sm) α/β-SiAlON ceramic tool materials: Effects of cation type, composition, and sintering temperature. Ceram. Int. 2022, 48, 32730–32739. [Google Scholar] [CrossRef]
- Zhao, J. The use of ceramic matrix composites for metal cutting applications. In Advances in Ceramic Matrix Composites; Elsevier: Amsterdam, The Netherlands, 2014; pp. 623–654. [Google Scholar]
- Seleznev, A.; Pinargote, N.W.S.; Smirnov, A. Ceramic Cutting Materials and Tools Suitable for Machining High-Temperature Nickel-Based Alloys: A Review. Metals 2021, 11, 1385. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Koopman, M.C.; Wang, H. 1.04—Cemented Tungsten Carbide Hardmetal-An Introduction; Elsevier: Oxford, UK, 2014; pp. 123–137. [Google Scholar]
- Mari, D.; Miguel, L.; Nebel, C. Comprehensive Hard Materials; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Song, J.; Huang, C.; Lv, M.; Zou, B.; Wang, S.; Wang, J.; An, J. Effects of TiC content and melt phase on microstructure and mechanical properties of ternary TiB2-based ceramic cutting tool materials. Mater. Sci. Eng. A 2014, 605, 137–143. [Google Scholar] [CrossRef]
- Rodriguez, N.; Sanchez, J.; Aristizabal, M. Consolidation of (Ti, Mo)(C, N)–Ni cermets by glass encapsulated hot isostatic pressing. Mater. Sci. Eng. A 2011, 528, 4453–4461. [Google Scholar]
- Xu, W.; Yin, Z.; Yuan, J.; Yan, G. Reliability prediction of a microwave sintered Si3N4-based composite ceramic tool. Ceram. Int. 2021, 47, 16737–16745. [Google Scholar] [CrossRef]
- Zhang, W.; Chen, L.; Xu, C.; Lu, W.; Wang, Y.; Ouyang, J.; Zhou, Y. Densification, microstructure and mechanical properties of multicomponent (TiZrHfNbTaMo) C ceramic prepared by pressureless sintering. J. Mater. Sci. Technol. 2021, 72, 23–28. [Google Scholar] [CrossRef]
- Bordia, R.K.; Kang, S.J.L.; Olevsky, E.A. Current understanding and future research directions at the onset of the next century of sintering science and technology. J. Am. Ceram. Soc. 2017, 100, 2314–2352. [Google Scholar] [CrossRef] [Green Version]
- Hu, H.; Liu, X.; Chen, J.; Lu, H.; Liu, C.; Wang, H.; Luan, J.; Jiao, Z.; Liu, Y.; Song, X. High-temperature mechanical behavior of ultra-coarse cemented carbide with grain strengthening. J. Mater. Sci. Technol. 2022, 104, 8–18. [Google Scholar] [CrossRef]
- Zhao, C.; Lu, H.; Liu, X.; Liu, C.; Nie, Z.; Song, X. Strengthening cemented carbides by activated nano TaC. Int. J. Refract. Met. Hard Mater. 2021, 95, 105449. [Google Scholar] [CrossRef]
- Xie, D.; Gan, X.; Xiong, H.; Li, Z.; Zhou, K. Nano TiC modified Ti (C, N)-based cermets with weakened rim-binder interfaces. Mater. Sci. Eng. 2022, 845, 143194. [Google Scholar] [CrossRef]
- Dong, D.; Yang, W.; Xiang, X.; Huang, B.; Xiong, H.; Zhang, L.; Shi, K. Microstructural evolution and phase transition mechanism of Ti (C, N)-based cermets during vacuum sintering process. Ceram. Int. 2021, 47, 8020–8029. [Google Scholar] [CrossRef]
- Wang, B.; Wang, J.; Chang, A.; Yao, J. Bismuth trioxide-tailored sintering temperature, microstructure and NTCR characteristics of Mn1.1Co1.5Fe0.4O4 ceramics. RSC Adv. 2019, 9, 25488–25495. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Liu, H.; Wang, J.; Huang, C.; Zhu, H.; Liu, X. Influence of novel sintering process on the densification and microstructures of ceramic composite materials. Ceram. Int. 2020, 46, 6733–6737. [Google Scholar] [CrossRef]
- Cheng, M.; Liu, H.; Zhao, B.; Huang, C.; Yao, P.; Wang, B. Mechanical properties of two types of Al2O3/TiC ceramic cutting tool material at room and elevated temperatures. Ceram. Int. 2017, 43, 13869–13874. [Google Scholar] [CrossRef]
- Wang, L.; Liu, H.; Huang, C.; Liu, X.; Zou, B.; Zhao, B. Microstructure and mechanical properties of TiC–TiB2 composite cermet tool materials at ambient and elevated temperature. Ceram. Int. 2016, 42, 2717–2723. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, J.; Cui, E.; Sun, Z.; Yu, H. Grain growth kinetics and grain refinement mechanism in Al2O3/WC/TiC/graphene ceramic composite. J. Eur. Ceram. Soc. 2021, 41, 1391–1398. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, J.; Cui, E.; Song, S.; Liu, H.; Song, W. Microstructure, mechanical properties and toughening mechanisms of graphene reinforced Al2O3-WC-TiC composite ceramic tool material. Ceram. Int. 2019, 45, 10321–10329. [Google Scholar] [CrossRef]
- Cui, E.; Zhao, J.; Wang, X. Determination of microstructure and mechanical properties of graphene reinforced Al2O3-Ti (C, N) ceramic composites. Ceram. Int. 2019, 45, 20593–20599. [Google Scholar] [CrossRef]
- Cui, E.; Zhao, J.; Wang, X. Effects of nano-ZrO2 content on microstructure and mechanical properties of GNPs/nano-ZrO2 reinforced Al2O3/Ti (C, N) composite ceramics. J. Eur. Ceram. Soc. 2020, 40, 1532–1538. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, J.; Cui, E.; Liu, H.; Dong, Y.; Sun, Z. Effects of sintering parameters on microstructure, graphene structure stability and mechanical properties of graphene reinforced Al2O3-based composite ceramic tool material. Ceram. Int. 2019, 45, 23384–23392. [Google Scholar] [CrossRef]
- Cui, E.; Zhao, J.; Wang, X.; Song, S. Cutting performance, failure mechanisms and tribological properties of GNPs reinforced Al2O3/Ti (C, N) ceramic tool in high speed turning of Inconel 718. Ceram. Int. 2020, 46, 18859–18867. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, H.; Huang, C.; Wang, J.; Cheng, M. Fabrication and mechanical properties of Al2O3-SiCw-TiCnp ceramic tool material. Ceram. Int. 2017, 43, 10224–10230. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, H.; Huang, C.; Wang, J.; Cheng, M.; Zhan, Q. Evolution mechanisms of high temperature mechanical properties and microstructures of Al2O3/SiCw/TiCn nanocomposite materials. J. Alloys Compd. 2018, 737, 46–52. [Google Scholar] [CrossRef]
- Bai, X.; Huang, C.; Wang, J.; Zou, B.; Liu, H. Sintering mechanisms of Al2O3-based composite ceramic tools having 25% Si3N4 additions. Int. J. Refract. Met. Hard Mater. 2018, 73, 132–138. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Zhou, Y.; Gao, Z.; Cui, X.; Li, A. Fabrication and characterization of Sialon–Si3N4 graded nano-composite ceramic tool materials. Compos. Part B Eng. 2011, 42, 1813–1820. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Gao, Z.; Cao, Q. Cutting performance and wear mechanisms of Sialon–Si3N4 graded nano-composite ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2012, 58, 19–28. [Google Scholar] [CrossRef]
- Tian, X.; Zhao, J.; Wang, Y.; Gong, F.; Qin, W.; Pan, H. Fabrication and mechanical properties of Si3N4/(W, Ti) C/Co graded nano-composite ceramic tool materials. Ceram. Int. 2015, 41, 3381–3389. [Google Scholar] [CrossRef]
- Wu, G.; Xu, C.; Xiao, G.; Yi, M.; Chen, Z.; Xu, L. Self-lubricating ceramic cutting tool material with the addition of nickel coated CaF2 solid lubricant powders. Int. J. Refract. Met. Hard Mater. 2016, 56, 51–58. [Google Scholar] [CrossRef]
- Wang, J.; Yi, M.; Xu, C.; Xiao, G.; Chen, Z.; Zhang, J.; Wang, L. Mechanical property and cutting performance of (W, Ti) C based ceramic composites with the addition of nano-sized CaF2. Int. J. Refract. Met. Hard Mater. 2021, 99, 105607. [Google Scholar] [CrossRef]
- Wu, G.; Xu, C.; Xiao, G.; Yi, M.; Chen, Z. Structure design of Al2O3/TiC/CaF2 multicomponent gradient self-lubricating ceramic composite and its tribological behaviors. Ceram. Int. 2018, 44, 5550–5563. [Google Scholar] [CrossRef]
- Wu, G.; Xu, C.; Xiao, G.; Yi, M.; Chen, Z.; Chen, H. An advanced self-lubricating ceramic composite with the addition of core-shell structured h-BN@ Ni powders. Int. J. Refract. Met. Hard Mater. 2018, 72, 276–285. [Google Scholar] [CrossRef]
- Lonergan, J.M.; Fahrenholtz, W.G.; Hilmas, G.E. Sintering mechanisms and kinetics for reaction hot-pressed ZrB2. J. Am. Ceram. Soc. 2015, 98, 2344–2351. [Google Scholar] [CrossRef]
- Cheng, L.; Xie, Z.; Liu, G. Spark plasma sintering of TiC ceramic with tungsten carbide as a sintering additive. J. Eur. Ceram. Soc. 2013, 33, 2971–2977. [Google Scholar] [CrossRef]
- Cheng, L.; Xie, Z.; Liu, G.; Liu, W.; Xue, W. Densification and mechanical properties of TiC by SPS-effects of holding time, sintering temperature and pressure condition. J. Eur. Ceram. Soc. 2012, 32, 3399–3406. [Google Scholar] [CrossRef]
- Zhang, J.; Xiao, G.; Yi, M.; Chen, Z.; Zhang, J.; Chen, H.; Shang, X.; Xu, C. Mechanical properties of ZrB2/SiC/WC ceramic tool materials from room temperature to 1100° C and cutting performance. Int. J. Refract. Met. Hard Mater. 2021, 101, 105697. [Google Scholar] [CrossRef]
- Chen, B.; Xiao, G.; Yi, M.; Zhang, J.; Zhou, T.; Chen, Z.; Xu, C. Mechanical properties and microstructure of Al2O3/TiB2 and Al2O3/TiB2/gnps ceramic tool materials prepared by spark plasma sintering. Ceram. Int. 2021, 47, 11748–11755. [Google Scholar] [CrossRef]
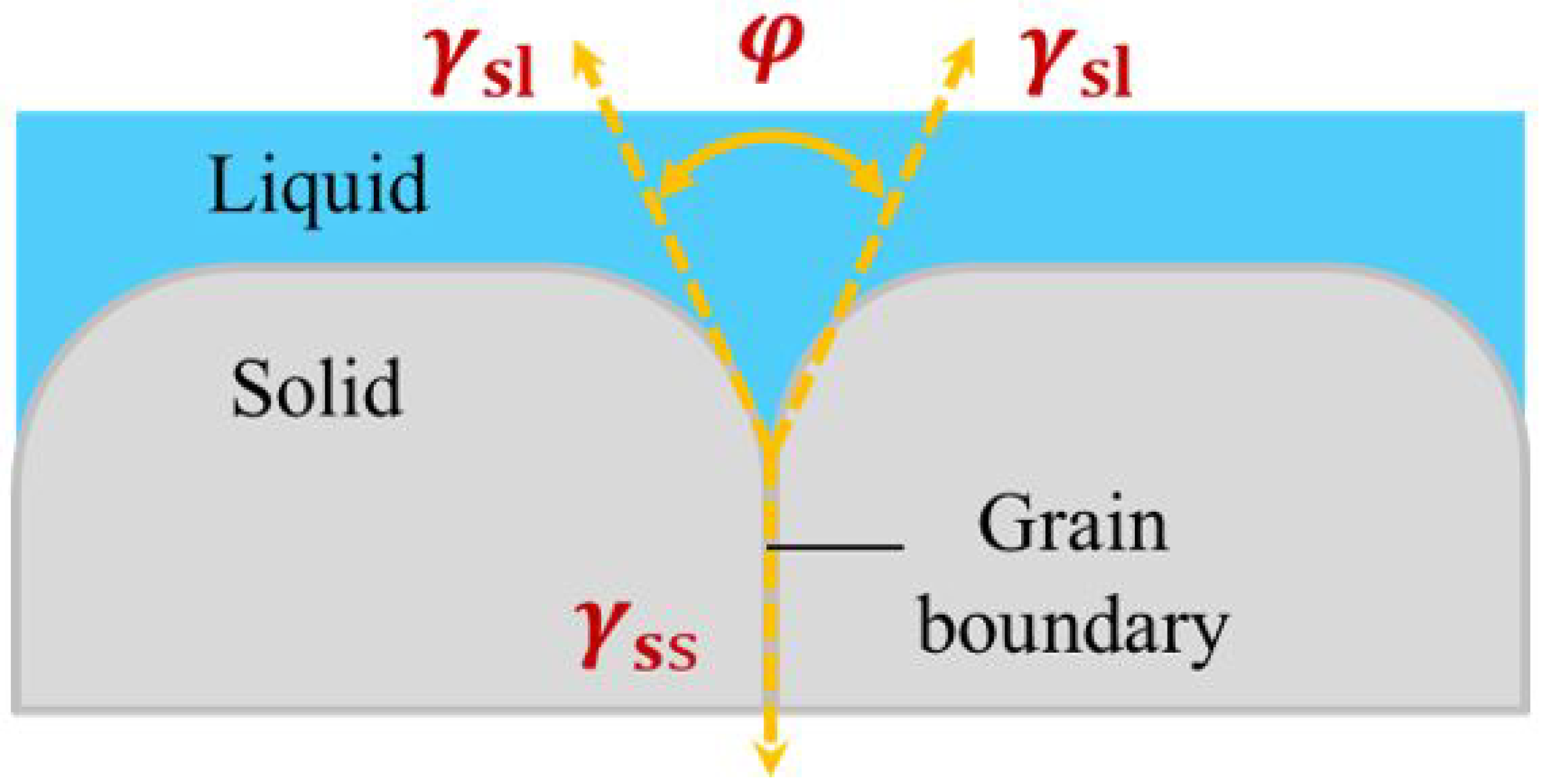
- De Oro Calderon, R.; Gierl-Mayer, C.; Danninger, H. Fundamentals of sintering: Liquid phase sintering. In Encyclopedia of Materials: Metals and Alloys; Elsevier: Oxford, UK, 2022; pp. 481–492. [Google Scholar]
- German, R.M.; Suri, P.; Park, S.J. Liquid phase sintering. J. Mater. Sci. 2009, 44, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.; Huang, C.; Zou, B.; Liu, H.; Zhu, H.; Yao, P.; Wang, J. Effects of sintering processes on the mechanical properties and microstructure of Ti (C, N)-based cermet cutting tool materials. Int. J. Refract. Met. Hard Mater. 2014, 47, 71–79. [Google Scholar] [CrossRef]
- Zhuang, Q.; Lin, N.; He, Y.; Kang, X. Influence of temperature on sintering behavior and properties of TiC-Fe-Co-Ni-Cr-Mo cermets. Ceram. Int. 2017, 43, 15992–15998. [Google Scholar] [CrossRef]
- Wang, X.; Wang, Q.; Dong, Z.; Zhou, X.; Wang, X.; Zhang, B.; Meng, C. Microstructure and Mechanical Properties of Multicomponent Metal Ti (C, N)-Based Cermets. Metals 2020, 10, 927. [Google Scholar] [CrossRef]
- Labonne, M.; Missiaen, J.M.; Lay, S. Cooperative grain boundary and phase boundary migration for the grain growth in NbC-based cemented carbides. Acta Mater. 2021, 221, 117363. [Google Scholar] [CrossRef]
- Findenig, G.; Buchegger, C.; Lengauer, W.; Veitsch, C.; Demoly, A. Investigation of the main influencing parameters on the degassing behavior of titanium carbonitrides using mass spectrometry. Int. J. Refract. Met. Hard Mater. 2017, 63, 38–46. [Google Scholar] [CrossRef]
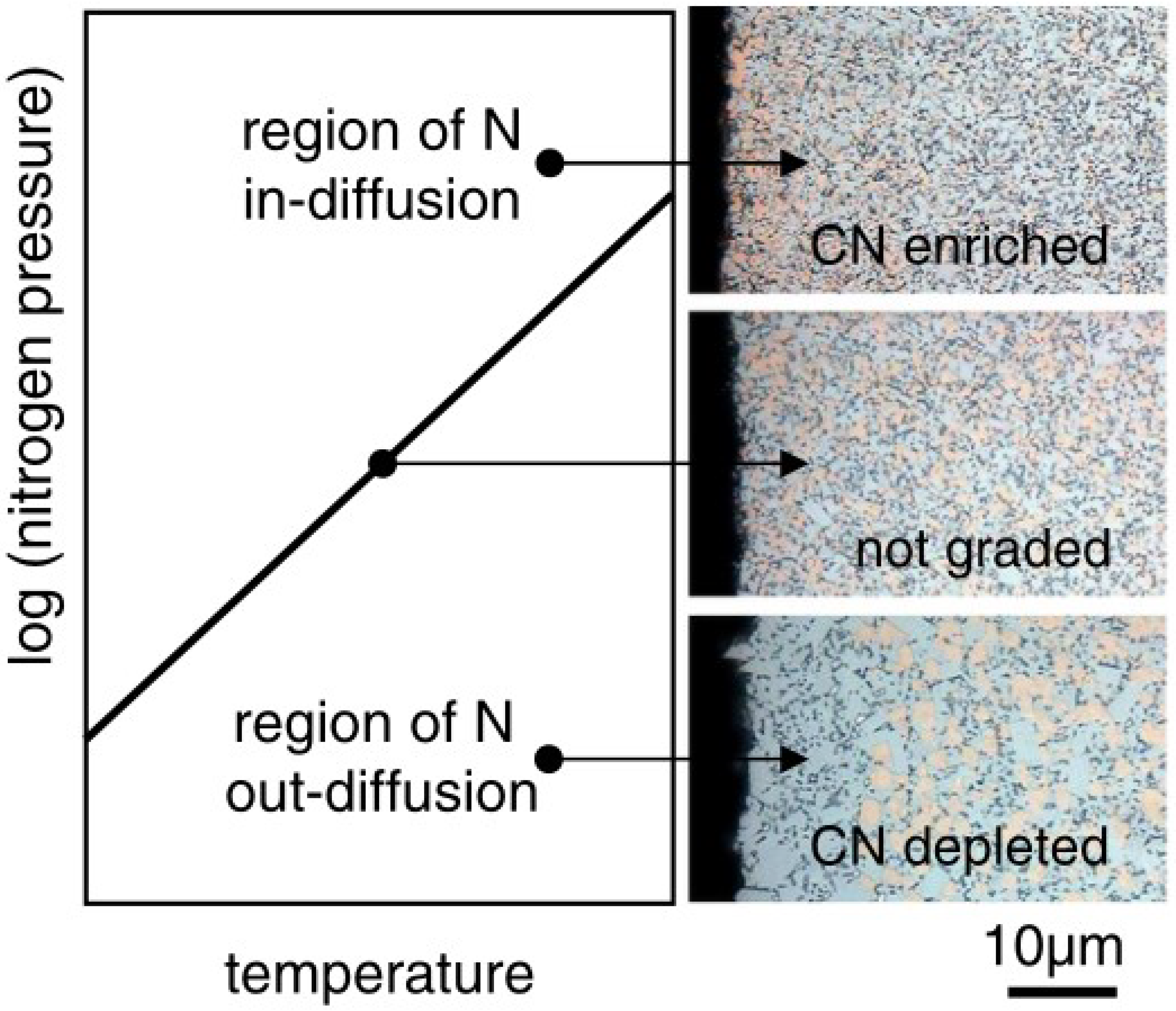
- Wang, Q.; Li, N.; Zhang, W.; Yu, Z.; Liu, Y.; Li, Y. Effect of the nitrogen multi-sources on the microstructure and hardness of the graded surface layer in WC–Co–Cubic cemented carbides. Ceram. Int. 2022, 48, 15855–15861. [Google Scholar] [CrossRef]
- Chu, S.; Liu, G.; Xiong, H.; Li, Z.; Zhou, K. High-quality Ti (C, N)-based cermets via solid-state nitrogen-pressure sintering: Influence of the sintering atmosphere. Int. J. Refract. Met. Hard Mater. 2020, 92, 105291. [Google Scholar] [CrossRef]
- Zhou, P.; Du, Y.; Lengauer, W. Morphology of η phase in cemented carbides with Fe-based binders influenced by carbon content and nitrogen atmosphere. Ceram. Int. 2019, 45, 20774–20779. [Google Scholar] [CrossRef]
- Glühmann, J.; Schneeweiß, M.; Van den Berg, H.; Kassel, D.; Rödiger, K.; Dreyer, K.; Lengauer, W. Functionally graded WC–Ti (C, N)–(Ta, Nb) C–Co hardmetals: Metallurgy and performance. Int. J. Refract. Met. Hard Mater. 2013, 36, 38–45. [Google Scholar] [CrossRef]
- Janisch, D.; Lengauer, W.; Rödiger, K.; Dreyer, K.; Van den Berg, H. Novel fine-grained hardmetals by use of multiphase powder precursors and reactive nitrogen sintering. Int. J. Refract. Met. Hard Mater. 2010, 28, 362–369. [Google Scholar] [CrossRef]
- Wang, Q.; He, X.; Li, N.; Zhang, W.; Du, Y. Preparation of a novel dual structure graded cemented carbides induced by bidirectional diffusion. Mater. Lett. 2022, 312, 131689. [Google Scholar] [CrossRef]
- Li, N.; Li, X.; Zhang, W.; Du, Y. Relation between the nitrogen gas pressure and structure characteristics of WC–Ti (C, N)–Co graded cemented carbides. J. Alloys Compd. 2020, 831, 154764. [Google Scholar] [CrossRef]
- Zhao, Y.; Zheng, Y.; Zhou, W.; Zhang, J.; Zhang, G.; Xiong, W. Microstructure and performance of functionally gradient Ti (C, N)-based cermets fabricated by low-pressure carburizing treatment during liquid phase sintering. Ceram. Int. 2017, 43, 1956–1962. [Google Scholar] [CrossRef]
- Zhao, Y.; Zheng, Y.; Li, Y.; Zhou, W.; Zhang, G.; Zhang, J.; Xiong, W. Microstructure and performance of graded Ti (C, N)-based cermets modified by nitriding treatment during different sintering stages. Int. J. Refract. Met. Hard Mater. 2017, 62, 1–8. [Google Scholar] [CrossRef]
- Shah, R.; Chen, R.; Woydt, M.; Baumann, C.; Jurs, J.; Iaccarino, P. High temperature tribology under linear oscillation motion. Lubricants 2020, 9, 5. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Liu, L.; Hussainova, I. Sliding wear performance of in-situ spark plasma sintered Ti-TiBw composite at temperatures up to 900 C. Wear 2021, 476, 203663. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Liang, X.S. High-temperature solid lubricating materials. Encycl. Tribol. 2013, 11, 1671–1681. [Google Scholar]
- Donnet, C.; Erdemir, A. Solid lubricant coatings: Recent developments and future trends. Tribol. Lett. 2004, 17, 389–397. [Google Scholar] [CrossRef]
- Wang, Q.; Zheng, F.; Wang, T. Tribological properties of polymers PI, PTFE and PEEK at cryogenic temperature in vacuum. Cryogenics 2016, 75, 19–25. [Google Scholar] [CrossRef]
- Shi, X.; Song, S.; Zhai, W.; Wang, M.; Xu, Z.; Yao, J.; ud Din, A.Q.; Zhang, Q. Tribological behavior of Ni3Al matrix self-lubricating composites containing WS2, Ag and hBN tested from room temperature to 800 °C. Mater. Des. 2014, 55, 75–84. [Google Scholar] [CrossRef]
- Yang, J.F.; Jiang, Y.; Hardell, J.; Prakash, B.; Fang, Q.F. Influence of service temperature on tribological characteristics of self-lubricant coatings: A review. Front. Mater. Sci. 2013, 7, 28–39. [Google Scholar] [CrossRef]
- Sartori, S.; Ghiotti, A.; Bruschi, S. Solid lubricant-assisted minimum quantity lubrication and cooling strategies to improve Ti6Al4V machinability in finishing turning. Tribol. Int. 2018, 118, 287–294. [Google Scholar] [CrossRef]
- Essa, F.; Zhang, Q.; Huang, X. Investigation of the effects of mixtures of WS2 and ZnO solid lubricants on the sliding friction and wear of M50 steel against silicon nitride at elevated temperatures. Wear 2017, 374, 128–141. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Li, Y.F.; Zhang, Y.Z.; Wang, Y.M.; Wang, Y.J. High-temperature solid lubricants and self-lubricating composites: A critical review. Lubricants 2022, 10, 177. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. Review on self-lubricant transition metal dichalcogenide nanocomposite coatings alloyed with carbon. Surf. Coat. Technol. 2011, 206, 686–695. [Google Scholar] [CrossRef]
- Scharf, T.; Prasad, S. Solid lubricants: A review. J. Mater. Sci. 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Ouyang, J.H.; Liang, X.S. High-Temperature Solid Lubricating Materials. In Encyclopedia of Tribology; Springer US: Boston, MA, USA, 2013; pp. 1671–1681. [Google Scholar]
- Yang, R.; Liu, Z.; Wang, Y.; Yang, G.; Li, H. Synthesis and characterization of MoS2/Ti composite coatings on Ti6Al4V prepared by laser cladding. AIP Adv. 2013, 3, 022106. [Google Scholar] [CrossRef] [Green Version]
- Muratore, C.; Voevodin, A.A. Molybdenum disulfide as a lubricant and catalyst in adaptive nanocomposite coatings. Surf. Coatings Technol. 2006, 201, 4125–4130. [Google Scholar] [CrossRef]
- Kong, L.; Bi, Q.; Niu, M.; Zhu, S.; Yang, J.; Liu, W. High-temperature tribological behavior of ZrO2–MoS2–CaF2 self-lubricating composites. J. Eur. Ceram. Soc. 2013, 33, 51–59. [Google Scholar] [CrossRef]
- Kumar, R.; Hussainova, I.; Rahmani, R.; Antonov, M. Solid Lubrication at High-Temperatures—A Review. Materials 2022, 15, 1695. [Google Scholar] [CrossRef]
- Zhou, Y.; Dong, Y.; Yin, H.; Li, Z.; Yan, R.; Li, D.; Gu, Z.; Sun, X.; Shi, L.; Zhang, Z. Characterizing thermal-oxidation behaviors of nuclear graphite by combining O2 supply and micro surface area of graphite. Sci. Rep. 2018, 8, 13400. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Chen, X.; Shen, L.; Bao, N. Revisiting the oxidation of graphite: Reaction mechanism, chemical stability, and structure self-regulation. ACS Omega 2020, 5, 3397–3404. [Google Scholar] [CrossRef]
- Liu, J.; Shi, Y. Microstructure and wear behavior of laser-cladded Ni-based coatings decorated by graphite particles. Surf. Coatings Technol. 2021, 412, 127044. [Google Scholar] [CrossRef]
- Kim, T.; Singh, D.; Singh, M. Enhancement of oxidation resistance of graphite foams by polymer derived-silicon carbide coating for concentrated solar power applications. Energy Procedia 2015, 69, 900–906. [Google Scholar] [CrossRef] [Green Version]
- Berman, D.; Erdemir, A.; Sumant, A.V. Graphene: A new emerging lubricant. Mater. Today 2014, 17, 31–42. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, Q.; Jing, P.; Zhai, W. High-temperature tribological performance of TiAl matrix composites reinforced by multilayer graphene. Tribol. Lett. 2015, 58, 3. [Google Scholar] [CrossRef]
- Li, X.; Gao, Y.; Wei, S.; Yang, Q. Tribological behaviors of B4C-hBN ceramic composites used as pins or discs coupled with B4C ceramic under dry sliding condition. Ceram. Int. 2017, 43, 1578–1583. [Google Scholar] [CrossRef]
- Lee, H.H.; Kim, S.H.; Joshi, B.; Lee, S.W. A Study on Mechanical and Tribological Properties of Hot pressed Al2O3/ZrO2/h-BN/TiO2 Composites. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2011; Volume 695, pp. 417–420. [Google Scholar]
- Podgornik, B.; Kosec, T.; Kocijan, A.; Donik, Č. Tribological behaviour and lubrication performance of hexagonal boron nitride (h-BN) as a replacement for graphite in aluminium forming. Tribol. Int. 2015, 81, 267–275. [Google Scholar] [CrossRef]
- Yan, H.; Wang, A.; Zhang, X.; Huang, Z.; Wang, W.; Xie, J. Nd: YAG laser cladding Ni base alloy/nano-h-BN self-lubricating composite coatings. Mater. Sci. Technol. 2010, 26, 461–468. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, J.; Guo, B.; Zhou, H.; Pu, Y.; Chen, J. Friction and wear behavior of laser cladding Ni/hBN self-lubricating composite coating. Mater. Sci. Eng. A 2008, 491, 47–54. [Google Scholar] [CrossRef]
- Tyagi, R.; Xiong, D.S.; Li, J.; Dai, J. Elevated temperature tribological behavior of Ni based composites containing nano-silver and hBN. Wear 2010, 269, 884–890. [Google Scholar] [CrossRef]
- Guo, J.; Yan, H.; Zhang, P.; Yu, Z.; Lu, Q.; Chen, Z. Laser cladding NiCrBSi/TiN/h-BN self-lubricating wear resistant coating on Ti–6Al–4V surface. Mater. Res. Express 2019, 6, 066537. [Google Scholar] [CrossRef]
- Torres, H.; Slawik, S.; Gachot, C.; Prakash, B.; Ripoll, M.R. Microstructural design of self-lubricating laser claddings for use in high temperature sliding applications. Surf. Coat. Technol. 2018, 337, 24–34. [Google Scholar] [CrossRef]
- Kong, L.; Bi, Q.; Zhu, S.; Qiao, Z.; Yang, J.; Liu, W. Effect of CuO on self-lubricating properties of ZrO2 (Y2O3)–Mo composites at high temperatures. J. Eur. Ceram. Soc. 2014, 34, 1289–1296. [Google Scholar] [CrossRef]
- Liu, E.; Gao, Y.; Jia, J.; Bai, Y. Friction and wear behaviors of Ni-based composites containing graphite/Ag2MoO4 lubricants. Tribol. Lett. 2013, 50, 313–322. [Google Scholar] [CrossRef]
- Zhen, J.; Cheng, J.; Zhu, S.; Hao, J.; Qiao, Z.; Yang, J.; Liu, W. High-temperature tribological behavior of a nickel alloy matrix solid-lubricating composite under vacuum. Tribol. Int. 2017, 110, 52–56. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, B.; Wang, J.; Wang, H.; Liu, G.; Zhang, B.; Liu, L.; Feng, K.; Li, Z. Microstructure and friction behavior of LaF3 doped Ti-MoS2 composite thin films deposited by unbalanced magnetron sputtering. Surf. Coat. Technol. 2019, 359, 334–341. [Google Scholar] [CrossRef]
- Ouyang, J.; Li, Y.; Wang, Y.; Zhou, Y.; Murakami, T.; Sasaki, S. Microstructure and tribological properties of ZrO2 (Y2O3) matrix composites doped with different solid lubricants from room temperature to 800 °C. Wear 2009, 267, 1353–1360. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Muratore, C.; Aouadi, S.M. Hard coatings with high temperature adaptive lubrication and contact thermal management. Surf. Coat. Technol. 2014, 257, 247–265. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Baykara, M.Z.; Martini, A. Synergetic effects of surface texturing and solid lubricants to tailor friction and wear—A review. Tribol. Int. 2021, 155, 106792. [Google Scholar] [CrossRef]
- Zhu, S.; Cheng, J.; Qiao, Z.; Yang, J. High temperature solid-lubricating materials: A review. Tribol. Int. 2019, 133, 206–223. [Google Scholar] [CrossRef]
- Bowden, F.P.; Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; University Press: Oxford, UK, 2001; Volume 1. [Google Scholar]
- Erdemir, A. Solid lubricants and self-lubricating films. In Modern Tribology Handbook; CRC Press: Boca Raton, FL, USA, 2001; Volume 2, pp. 787–818. [Google Scholar]
- Kutschej, K.; Mitterer, C.; Mulligan, C.P.; Gall, D. High-temperature tribological behavior of CrN-Ag self-lubricating coatings. Adv. Eng. Mater. 2006, 8, 1125–1129. [Google Scholar] [CrossRef]
- Li, X.; Chen, X.; Zhang, C.; Luo, J. Preparation of self-lubricating NiTi alloy and its self-adaptive behavior. Tribol. Int. 2019, 130, 43–51. [Google Scholar] [CrossRef]
- Wang, Y.; Worzala, F.; Lefkow, A. Friction and wear properties of partially stabilized zirconia with solid lubricant. Wear 1993, 167, 23–31. [Google Scholar] [CrossRef]
- Guleryuz, C.G.; Krzanowski, J.E.; Veldhuis, S.C.; Fox-Rabinovich, G.S. Machining performance of TiN coatings incorporating indium as a solid lubricant. Surf. Coat. Technol. 2009, 203, 3370–3376. [Google Scholar] [CrossRef]
- Gulbiński, W.; Suszko, T. Thin films of MoO3–Ag2 O binary oxides–the high temperature lubricants. Wear 2006, 261, 867–873. [Google Scholar] [CrossRef]
- Valefi, M.; de Rooij, M.; Schipper, D.J.; Winnubst, L. Effect of temperature on friction and wear behaviour of CuO–zirconia composites. J. Eur. Ceram. Soc. 2012, 32, 2235–2242. [Google Scholar] [CrossRef]
- Berger, L.M.; Stahr, C.; Saaro, S.; Thiele, S.; Woydt, M.; Kelling, N. Dry sliding up to 7.5 m/s and 800 C of thermally sprayed coatings of the TiO2–Cr2O3 system and (Ti, Mo)(C, N)–Ni (Co). Wear 2009, 267, 954–964. [Google Scholar] [CrossRef]
- Franz, R.; Mitterer, C. Vanadium containing self-adaptive low-friction hard coatings for high-temperature applications: A review. Surf. Coat. Technol. 2013, 228, 1–13. [Google Scholar] [CrossRef]
- Gassner, G.; Mayrhofer, P.H.; Kutschej, K.; Mitterer, C.; Kathrein, M. Magnéli phase formation of PVD Mo–N and W–N coatings. Surf. Coat. Technol. 2006, 201, 3335–3341. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Gao, H.; Martini, A.; Scharf, T.W.; Muratore, C. Lubricious oxide coatings for extreme temperature applications: A review. Surf. Coat. Technol. 2014, 257, 266–277. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Hovsepian, P.E.; Mitterer, C.; Münz, W.D. Calorimetric evidence for frictional self-adaptation of TiAlN/VN superlattice coatings. Surf. Coat. Technol. 2004, 177, 341–347. [Google Scholar] [CrossRef]
- Stone, D.; Liu, J.; Singh, D.P.; Muratore, C.; Voevodin, A.A.; Mishra, S.; Rebholz, C.; Ge, Q.; Aouadi, S.M. Layered atomic structures of double oxides for low shear strength at high temperatures. Scr. Mater. 2010, 62, 735–738. [Google Scholar] [CrossRef]
- Allam, I. Solid lubricants for applications at elevated temperatures. J. Mater. Sci. 1991, 26, 3977–3984. [Google Scholar] [CrossRef]
- Ouyang, J.; Sasaki, S.; Murakami, T.; Umeda, K. Evaluation of solid lubricant materials for use under extreme environmental conditions: A review. In Recent Research Developments in Materials Science; Research Signpost: Trivandrum, India, 2004; Volume 5, pp. 85–103. [Google Scholar]
- Li, B.; Jiang, X.; Wan, H.; Chen, L.; Ye, Y.; Zhou, H.; Chen, J. Optimum hydrophilic modification of lanthanum trifluoride nanoparticles and their application in enhancing tribological properties of eco-friendly water-based bonded solid lubricating coatings. Tribol. Int. 2018, 125, 1–11. [Google Scholar] [CrossRef]
- Kong, L.; Bi, Q.; Zhu, S.; Yang, J.; Liu, W. Tribological properties of ZrO2 (Y2O3)–Mo–BaF2/CaF2 composites at high temperatures. Tribol. Int. 2012, 45, 43–49. [Google Scholar] [CrossRef]
- Zhen, J.; Zhu, S.; Cheng, J.; Qiao, Z.; Liu, W.; Yang, J. Effects of sliding speed and testing temperature on the tribological behavior of a nickel-alloy based solid-lubricating composite. Wear 2016, 368, 45–52. [Google Scholar] [CrossRef]
- Enomoto, T.; Sugihara, T. Improving anti-adhesive properties of cutting tool surfaces by nano-/micro-textures. CIRP Ann. 2010, 59, 597–600. [Google Scholar] [CrossRef]
- Akbarzadeh, A.; Khonsari, M. Effect of untampered plasma coating and surface texturing on friction and running-in behavior of piston rings. Coatings 2018, 8, 110. [Google Scholar] [CrossRef] [Green Version]
- Boidi, G.; Grützmacher, P.; Kadiric, A.; Profito, F.; Machado, I.; Gachot, C.; Dini, D. Fast laser surface texturing of spherical samples to improve the frictional performance of elasto-hydrodynamic lubricated contacts. Friction 2021, 9, 1227–1241. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Grützmacher, P.G.; Gachot, C.; Costa, H.L. Surface texturing in machine elements- a critical discussion for rolling and sliding contacts. Adv. Eng. Mater. 2019, 21, 1900194. [Google Scholar] [CrossRef]
- Zhang, H.; Hua, M.; Dong, G.Z.; Zhang, D.Y.; Chen, W.J.; Dong, G.N. Optimization of texture shape based on genetic algorithm under unidirectional sliding. Tribol. Int. 2017, 115, 222–232. [Google Scholar] [CrossRef]
- Lu, P.; Wood, R.J.; Gee, M.G.; Wang, L.; Pfleging, W. The use of anisotropic texturing for control of directional friction. Tribol. Int. 2017, 113, 169–181. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Deng, H.; Huang, W.; Wang, X. The effect of dimple shapes on friction of parallel surfaces. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 693–703. [Google Scholar] [CrossRef]
- Ullah, M.Z.; Rizwan, M.; Raza, A.; Ahmed, A.; Abid, M. Effect of dimple shape and depth on tribological performance of textured surface. In Proceedings of the 2021 International Bhurban Conference on Applied Sciences and Technologies (IBCAST), Islamabad, Pakistan, 12–16 January 2021; pp. 719–725. [Google Scholar]
- Nanbu, T.; Ren, N.; Yasuda, Y.; Zhu, D.; Wang, Q.J. Micro-textures in concentrated conformal-contact lubrication: Effects of texture bottom shape and surface relative motion. Tribol. Lett. 2008, 29, 241–252. [Google Scholar] [CrossRef]
- Babu, P.V.; Ismail, S.; Ben, B.S. Experimental and numerical studies of positive texture effect on friction reduction of sliding contact under mixed lubrication. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 360–375. [Google Scholar] [CrossRef]
- Zhang, H.; Hua, M.; Dong, G.n.; Zhang, D.y.; Chin, K.S. A mixed lubrication model for studying tribological behaviors of surface texturing. Tribol. Int. 2016, 93, 583–592. [Google Scholar] [CrossRef]
- Wang, J.; Yan, Z.; Fang, X.; Shen, Z.; Pan, X. Observation and experimental investigation on cavitation effect of friction pair surface texture. Lubr. Sci. 2020, 32, 404–414. [Google Scholar] [CrossRef]
- Hua, X.; Puoza, J.C.; Zhang, P.; Xie, X.; Yin, B. Experimental analysis of grease friction properties on sliding textured surfaces. Lubricants 2017, 5, 42. [Google Scholar] [CrossRef] [Green Version]
- Schneider, J.; Braun, D.; Greiner, C. Laser textured surfaces for mixed lubrication: Influence of aspect ratio, textured area and dimple arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef] [Green Version]
- Costa, H.; Hutchings, I.M. Some innovative surface texturing techniques for tribological purposes. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 229, 429–448. [Google Scholar] [CrossRef] [Green Version]
- Roy, T.; Choudhury, D.; Mamat, A.B.; Pingguan-Murphy, B. Fabrication and characterization of micro-dimple array on Al2O3 surfaces by using a micro-tooling. Ceram. Int. 2014, 40, 2381–2388. [Google Scholar] [CrossRef]
- Jain, A.; Kumari, N.; Jagadevan, S.; Bajpai, V. Surface properties and bacterial behavior of micro conical dimple textured Ti6Al4V surface through micro-milling. Surfaces Interfaces 2020, 21, 100714. [Google Scholar] [CrossRef]
- Lee, H.; Yi, A.; Choi, J.; Ko, D.H.; Kim, H.J. Texturing of polydimethylsiloxane surface for anti-reflective films with super-hydrophobicity in solar cell application. Appl. Surf. Sci. 2022, 584, 152625. [Google Scholar] [CrossRef]
- Shi, L.; Fang, Y.; Dai, Q.; Huang, W.; Wang, X. Surface texturing on SiC by multiphase jet machining with microdiamond abrasives. Mater. Manuf. Process. 2018, 33, 1415–1421. [Google Scholar] [CrossRef]
- Chatterjee, S.; Shariff, S.; Datta Majumdar, J.; Roy Choudhury, A. Development of nano-structured Al2O3-TiB2-TiN coatings by combined SHS and laser surface alloying. Int. J. Adv. Manuf. Technol. 2008, 38, 938–943. [Google Scholar] [CrossRef]
- Wos, S.; Koszela, W.; Pawlus, P. Comparing tribological effects of various chevron-based surface textures under lubricated unidirectional sliding. Tribol. Int. 2020, 146, 106205. [Google Scholar] [CrossRef]
- Ryk, G.; Etsion, I. Testing piston rings with partial laser surface texturing for friction reduction. Wear 2006, 261, 792–796. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: A review. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Pei, S.; Xu, H.; Yun, M.; Shi, F.; Hong, J. Effects of surface texture on the lubrication performance of the floating ring bearing. Tribol. Int. 2016, 102, 143–153. [Google Scholar] [CrossRef]
- Ibatan, T.; Uddin, M.; Chowdhury, M. Recent development on surface texturing in enhancing tribological performance of bearing sliders. Surf. Coat. Technol. 2015, 272, 102–120. [Google Scholar] [CrossRef]
- Amouzgar, K.; Bandaru, S.; Andersson, T.; Ng, A.H. Metamodel-based multi-objective optimization of a turning process by using finite element simulation. Eng. Optim. 2020, 52, 1261–1278. [Google Scholar] [CrossRef] [Green Version]
- Özel, T.; Biermann, D.; Enomoto, T.; Mativenga, P. Structured and textured cutting tool surfaces for machining applications. CIRP Ann. 2021, 70, 495–518. [Google Scholar] [CrossRef]
- Bijani, D.; Deladi, E.L.; Akchurin, A.; De Rooij, M.B.; Schipper, D.J. The influence of surface texturing on the frictional behaviour of parallel sliding lubricated surfaces under conditions of mixed lubrication. Lubricants 2018, 6, 91. [Google Scholar] [CrossRef] [Green Version]
- Borghi, A.; Gualtieri, E.; Marchetto, D.; Moretti, L.; Valeri, S. Tribological effects of surface texturing on nitriding steel for high-performance engine applications. Wear 2008, 265, 1046–1051. [Google Scholar] [CrossRef]
- Varenberg, M.; Halperin, G.; Etsion, I. Different aspects of the role of wear debris in fretting wear. Wear 2002, 252, 902–910. [Google Scholar] [CrossRef]
- Volchok, A.; Halperin, G.; Etsion, I. The effect of surface regular microtopography on fretting fatigue life. Wear 2002, 253, 509–515. [Google Scholar] [CrossRef]
- Wu, Z.; Bao, H.; Xing, Y.; Liu, L. Tribological characteristics and advanced processing methods of textured surfaces: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 1241–1277. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Feng, X.; Yu, S. Effect of laser surface texturing on Si3N4/TiC ceramic sliding against steel under dry friction. Mater. Des. 1980–2015 2013, 52, 234–245. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Reinert, L.; Gachot, C.; Mücklich, F. Alignment and wear debris effects between laser-patterned steel surfaces under dry sliding conditions. Wear 2014, 318, 49–61. [Google Scholar] [CrossRef]
- Bathe, R.; Sai Krishna, V.; Nikumb, S.; Padmanabham, G. Laser surface texturing of gray cast iron for improving tribological behavior. Appl. Phys. A 2014, 117, 117–123. [Google Scholar] [CrossRef]
- Niu, Y.; Pang, X.; Yue, S.; Shangguan, B.; Zhang, Y. The friction and wear behavior of laser textured surfaces in non-conformal contact under starved lubrication. Wear 2021, 476, 203723. [Google Scholar] [CrossRef]
- Childs, T.H.; Maekawa, K.; Obikawa, T.; Yamane, Y. Metal Machining: Theory and Applications; Butterworth-Heinemann: Waltham, MA, USA, 2000. [Google Scholar]
- Durairaj, S.; Guo, J.; Aramcharoen, A.; Castagne, S. An experimental study into the effect of micro-textures on the performance of cutting tool. Int. J. Adv. Manuf. Technol. 2018, 98, 1011–1030. [Google Scholar] [CrossRef]
- Jianxin, D.; Ze, W.; Yunsong, L.; Ting, Q.; Jie, C. Performance of carbide tools with textured rake-face filled with solid lubricants in dry cutting processes. Int. J. Refract. Met. Hard Mater. 2012, 30, 164–172. [Google Scholar] [CrossRef]
- Lo, S.W.; Wilson, W.R.D. A Theoretical Model of Micro-Pool Lubrication in Metal Forming. J. Tribol. 1999, 121, 731–738. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suresh, S.; Sankar, M.R. Environmental friendly hard machining performance of uncoated and MoS2 coated mechanical micro-textured tungsten carbide cutting tools. Tribol. Int. 2018, 125, 141–155. [Google Scholar] [CrossRef]
- Sharma, V.; Pandey, P.M. Comparative Study of Turning of 4340 Hardened Steel with Hybrid Textured Self-Lubricating Cutting Inserts. Mater. Manuf. Process. 2016, 31, 1904–1916. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Li, S.; Yue, H.; Meng, R.; Gao, P. Cutting performance and wear characteristics of Al2O3/TiC ceramic cutting tools with WS2/Zr soft-coatings and nano-textures in dry cutting. Wear 2014, 318, 12–26. [Google Scholar] [CrossRef]
- Fu, J.; Xu, C.; Ma, D.; Zhu, X.; Cheng, D.; Yan, Z.; Ma, C.; Liu, G.; Fu, Y. Tribological properties and releasing behavior of solid lubricant WS2 in the dimples on cylinder liner surface of diesel engine. Tribol. Int. 2021, 158, 106936. [Google Scholar] [CrossRef]
- Li, X.; Yan, C.; Liu, Q.; Dong, G. An In Situ Fabrication of CuGa2 Film on Copper Surface With Improved Tribological Properties. J. Tribol. 2021, 143, 071404. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a cutting tool with a nano/micro-textured surface—Improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. 2009, 33, 425–429. [Google Scholar] [CrossRef]
- Kawasegi, N.; Sugimori, H.; Morita, N.; Xue, M.C. Atmosphere effects on the machinability of cutting tools with micro-and nanoscale textures. In Advanced Materials Research; Trans Tech Publications Ltd.: Zurich, Switzerland, 2011; Volume 325, pp. 333–338. [Google Scholar]
- Kim, D.M.; Lee, I.; Kim, S.K.; Kim, B.H.; Park, H.W. Influence of a micropatterned insert on characteristics of the tool–workpiece interface in a hard turning process. J. Mater. Process. Technol. 2016, 229, 160–171. [Google Scholar] [CrossRef]
- Deng, J.; Song, W.; Zhang, H.; Yan, P.; Liu, A. Friction and wear behaviors of the carbide tools embedded with solid lubricants in sliding wear tests and in dry cutting processes. Wear 2011, 270, 666–674. [Google Scholar] [CrossRef]
- Yang, Y.; Su, Y.; Li, L.; He, N.; Zhao, W. Performance of cemented carbide tools with microgrooves in Ti-6Al-4V titanium alloy cutting. Int. J. Adv. Manuf. Technol. 2015, 76, 1731–1738. [Google Scholar] [CrossRef]
- Lian, Y.; Deng, J.; Yan, G.; Cheng, H.; Zhao, J. Preparation of tungsten disulfide (WS2) soft-coated nano-textured self-lubricating tool and its cutting performance. Int. J. Adv. Manuf. Technol. 2013, 68, 2033–2042. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Zhao, J.; Zhang, G.; Zhang, K. Cutting performance and wear mechanism of nanoscale and microscale textured Al2O3/TiC ceramic tools in dry cutting of hardened steel. Int. J. Refract. Met. Hard Mater. 2014, 43, 46–58. [Google Scholar] [CrossRef]
- Zhang, K.; Deng, J.; Ding, Z.; Guo, X.; Sun, L. Improving dry machining performance of TiAlN hard-coated tools through combined technology of femtosecond laser-textures and WS2 soft-coatings. J. Manuf. Process. 2017, 30, 492–501. [Google Scholar] [CrossRef]
- Sharma, V.; Pandey, P.M. Recent advances in turning with textured cutting tools: A review. J. Clean. Prod. 2016, 137, 701–715. [Google Scholar] [CrossRef]
- Whitney, E.D. Ceramic Cutting Tools: Materials, Development and Performance; William Andrew: Norwich, NY, USA, 2012; pp. 13–27. [Google Scholar]
- Aruna, M.; Dhanalakshmi, V.; Mohan, S. Wear analysis of ceramic cutting tools in finish turning of Inconel 718. Int. J. Eng. Sci. Technol. 2010, 2, 4253–4262. [Google Scholar]
- Kumar, A.S.; Durai, A.R.; Sornakumar, T. Wear behaviour of alumina based ceramic cutting tools on machining steels. Tribol. Int. 2006, 39, 191–197. [Google Scholar] [CrossRef]
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Rao, D.N.; Krishna, P.V. The influence of solid lubricant particle size on machining parameters in turning. Int. J. Mach. Tools Manuf. 2008, 48, 107–111. [Google Scholar]
- Reddy, N.S.K.; Nouari, M. A comparative study on the role of solid lubricant for improving tribological properties in turning process. In Proceedings of the 37th International Conference on Metallurgical Coatings and Thin Films, San Diego, CA, USA, 26–30 April 2010. [Google Scholar]
- Reddy, N.S.K.; Nouari, M. The influence of solid lubricant for improving tribological properties in turning process. Lubr. Sci. 2011, 23, 49–59. [Google Scholar] [CrossRef]
- Divya, C.; Suvarna Raju, L.; Singaravel, B. Experimental investigation on solid lubricant supply methodology in turning process. Mater. Manuf. Process. 2021, 36, 1781–1788. [Google Scholar] [CrossRef]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Onuoha, O.J.; Abu, J.O.; Lawal, S.A.; Mudiare, E.; Adeyemi, M.B. Determining the effect of cutting fluids on surface roughness in turning AISI 1330 alloy steel using Taguchi method. J. Mod. Mech. Eng. 2016, 6, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Moura, R.R.; da Silva, M.B.; Machado, Á.R.; Sales, W.F. The effect of application of cutting fluid with solid lubricant in suspension during cutting of Ti-6Al-4V alloy. Wear 2015, 332, 762–771. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R.; Singh, R.K. Measurement of machining forces and surface roughness in turning of AISI 304 steel using alumina-MWCNT hybrid nanoparticles enriched cutting fluid. Measurement 2020, 150, 107078. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Sankar, M.R. Hard machining performance of indigenously developed green cutting fluid using flood cooling and minimum quantity cutting fluid. J. Clean. Prod. 2019, 206, 108–123. [Google Scholar] [CrossRef]
- Banerjee, N.; Sharma, A. Identification of a friction model for minimum quantity lubrication machining. J. Clean. Prod. 2014, 83, 437–443. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, M.; An, Q. Investigation of friction in end-milling of Ti-6Al-4V under different green cutting conditions. Int. J. Adv. Manuf. Technol. 2015, 78, 1181–1192. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Mamilla, R.S. Thermal, rheological, wettability and hard machining performance of MoS2 and WS2based minimum quantity hybrid nano-green cutting fluids. J. Mater. Process. Technol. 2019, 266, 125–139. [Google Scholar] [CrossRef]
- Faizal, M.; Saidur, R.; Mekhilef, S.; Faizal, M. Potential of size reduction of flat-plate solar collectors when applying Al2O3 nanofluid. In Advanced Materials Research; Trans Tech Publications Ltd.: Zurich, Switzerland, 2014; Volume 832, pp. 149–153. [Google Scholar]
- Lv, T.; Huang, S.; Liu, E.; Ma, Y.; Xu, X. Tribological and machining characteristics of an electrostatic minimum quantity lubrication (EMQL) technology using graphene nano-lubricants as cutting fluids. J. Manuf. Process. 2018, 34, 225–237. [Google Scholar] [CrossRef]
- De Portu, G.; Guicciardi, S.; Melandri, C.; Monteverde, F. Wear behaviour of Al2O3–Mo and Al2O3–Nb composites. Wear 2007, 262, 1346–1352. [Google Scholar] [CrossRef]
- GuoChen, D.U.; Ying, C.H.; Wei, Z. Effects of solid lubricants on hard turning. In Proceedings of the 2nd International Conference on Electronic & Mechanical Engineering and Information Technology; Atlantis Press: Paris, France, 2012; pp. 1146–1149. [Google Scholar]
- Trent, E.M.; Wright, P.K. Metal Cutting; Butterworth-Heinemann: Oxford, UK, 2000. [Google Scholar]
- Chen, J.; Yu, W.; Zuo, Z.; Li, Y.; Chen, D.; An, Q.; Wang, H.; Chen, M. Tribological properties and tool wear in milling of in-situ TiB2/7075 Al composite under various cryogenic MQL conditions. Tribol. Int. 2021, 160, 107021. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the effects of cooling and lubricating strategies on tribological characteristics in machining of hybrid composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Zhang, S.; Li, J.F.; Wang, Y.W. Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J. Clean. Prod. 2012, 32, 81–87. [Google Scholar] [CrossRef]
- Velmurugan, V.; Manimaran, G. Effect of MoS2 solid lubricant on the tribological aspects of Ti-6Al-4V alloy in drilling operations. Mater. Today Proc. 2022, 62, 925–932. [Google Scholar] [CrossRef]
- Nalb, S.C.; Pamidimukkala, K.; Gunda, R.K.; Paturi, U.M. Effect of minimum quantity solid lubrication (MQSL) parameters on cutting force and temperature during turning of EN31 steel. Mater. Today Proc. 2021, 38, 3314–3319. [Google Scholar]
- Dang, J.; Liu, G.; Chen, Y.; An, Q.; Ming, W.; Chen, M. Experimental investigation on machinability of DMLS Ti6Al4V under dry drilling process. Mater. Manuf. Process. 2019, 34, 749–758. [Google Scholar] [CrossRef]
- Barry, J.; Byrne, G.; Lennon, D. Observations on chip formation and acoustic emission in machining Ti–6Al–4V alloy. Int. J. Mach. Tools Manuf. 2001, 41, 1055–1070. [Google Scholar] [CrossRef]
- Wang, Q.; Lu, C.; Ye, G.; Dai, L. Modelling the tuned criticality in stick-slip friction during metal cutting. Model. Simul. Mater. Sci. Eng. 2015, 23, 055013. [Google Scholar] [CrossRef] [Green Version]
- Kouam, J.; Songmene, V.; Balazinski, M.; Hendrick, P. Effects of minimum quantity lubricating (MQL) conditions on machining of 7075-T6 aluminum alloy. Int. J. Adv. Manuf. Technol. 2015, 79, 1325–1334. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Gupta, M.K.; Aslan, A.; Salur, E.; Garcia-Collado, A. Influence of tool hardness on tool wear, surface roughness and acoustic emissions during turning of AISI 1050. Surf. Topogr. Metrol. Prop. 2022, 10, 015016. [Google Scholar] [CrossRef]
- Wang, Y.; Zou, B.; Wang, J.; Wu, Y.; Huang, C. Effect of the progressive tool wear on surface topography and chip formation in micro-milling of Ti–6Al–4V using Ti (C7N3)-based cermet micro-mill. Tribol. Int. 2020, 141, 105900. [Google Scholar] [CrossRef]
- Arrazola, P.; Özel, T.; Umbrello, D.; Davies, M.; Jawahir, I. Recent advances in modeling of metal machining processes. Cirp Ann. 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Jawahir, I.; Brinksmeier, E.; M’saoubi, R.; Aspinwall, D.; Outeiro, J.; Meyer, D.; Umbrello, D.; Jayal, A. Surface integrity in material removal processes: Recent advances. CIRP Ann. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Chiappini, E.; Tirelli, S.; Annoni, M.; Strano, M. Finite element simulation and validation of chip formation and cutting forces in dry and cryogenic cutting of Ti–6Al–4V. Procedia Manuf. 2015, 1, 728–739. [Google Scholar] [CrossRef] [Green Version]
- Pu, Z.; Umbrello, D.; Dillon, O., Jr.; Jawahir, I. Finite element simulation of residual stresses in cryogenic machining of AZ31B Mg alloy. Procedia Cirp 2014, 13, 282–287. [Google Scholar] [CrossRef] [Green Version]
- Mohammadpour, M.; Razfar, M.; Saffar, R.J. Numerical investigating the effect of machining parameters on residual stresses in orthogonal cutting. Simul. Model. Pract. Theory 2010, 18, 378–389. [Google Scholar] [CrossRef]
- Ali, M.H.; Khidhir, B.A.; Ansari, M.; Mohamed, B. FEM to predict the effect of feed rate on surface roughness with cutting force during face milling of titanium alloy. Hbrc J. 2013, 9, 263–269. [Google Scholar] [CrossRef] [Green Version]
- Korkut, I.; Donertas, M. The influence of feed rate and cutting speed on the cutting forces, surface roughness and tool–chip contact length during face milling. Mater. Des. 2007, 28, 308–312. [Google Scholar] [CrossRef]
- Rotella, G.; Umbrello, D. Finite element modeling of microstructural changes in dry and cryogenic cutting of Ti6Al4V alloy. Cirp Ann. 2014, 63, 69–72. [Google Scholar] [CrossRef]
- Shet, C.; Deng, X.; Bayoumi, A.E. Finite element simulation of high-pressure water-jet assisted metal cutting. Int. J. Mech. Sci. 2003, 45, 1201–1228. [Google Scholar] [CrossRef]
- Yen, Y.C.; Söhner, J.; Lilly, B.; Altan, T. Estimation of tool wear in orthogonal cutting using the finite element analysis. J. Mater. Process. Technol. 2004, 146, 82–91. [Google Scholar] [CrossRef]
- Shih, A.J. Finite element analysis of the rake angle effects in orthogonal metal cutting. Int. J. Mech. Sci. 1995, 38, 1–17. [Google Scholar] [CrossRef]
- Özel, T. Computational modeling of 3D turning: Influence of edge micro-geometry on forces, stresses, friction and tool wear in PcBN tooling. J. Mater. Process. Technol. 2009, 209, 5167–5177. [Google Scholar] [CrossRef]
- Moriwaki, T.; Sugimura, N.; Luan, S. Combined stress, material flow and heat analysis of orthogonal micromachining of copper. CIRP Ann. 1993, 42, 75–78. [Google Scholar] [CrossRef]
- Arrazola, P.; Ozel, T. Numerical modeling of 3D hard turning using arbitrary Lagrangian Eulerian finite element method. Int. J. Mach. Mach. Mater. 2008, 4, 14–25. [Google Scholar]
- Demiral, M.; Roy, A.; Silberschmidt, V.V. Strain-gradient crystal-plasticity modeling of micro-cutting of bcc single crystal. Meccanica 2016, 51, 371–381. [Google Scholar] [CrossRef] [Green Version]
- Zahedi, S.A.; Demiral, M.; Roy, A.; Silberschmidt, V.V. FE/SPH modeling of orthogonal micro-machining of fcc single crystal. Comput. Mater. Sci. 2013, 78, 104–109. [Google Scholar] [CrossRef] [Green Version]
- Ceretti, E.; Fallböhmer, P.; Wu, W.; Altan, T. Application of 2D FEM to chip formation in orthogonal cutting. J. Mater. Process. Technol. 1996, 59, 169–180. [Google Scholar] [CrossRef]
- Chen, L.; El-Wardany, T.; Harris, W. Modelling the effects of flank wear land and chip formation on residual stresses. CIRP Ann. 2004, 53, 95–98. [Google Scholar] [CrossRef]
- Carroll, J.T., III; Strenkowski, J.S. Finite element models of orthogonal cutting with application to single point diamond turning. Int. J. Mech. Sci. 1988, 30, 899–920. [Google Scholar] [CrossRef]
- Lin, Z.C.; Pan, W.C. A thermoelastic-plastic large deformation model for orthogonal cutting with tool flank wear—Part I: Computational procedures. Int. J. Mech. Sci. 1993, 35, 829–840. [Google Scholar] [CrossRef]
- Zhang, L. On the separation criteria in the simulation of orthogonal metal cutting using the finite element method. J. Mater. Process. Technol. 1999, 89, 273–278. [Google Scholar] [CrossRef]
- Movahhedy, M.; Gadala, M.; Altintas, Y. Simulation of the orthogonal metal cutting process using an arbitrary Lagrangian–Eulerian finite-element method. J. Mater. Process. Technol. 2000, 103, 267–275. [Google Scholar] [CrossRef]
- Bäker, M.; Rösler, J.; Siemers, C. A finite element model of high speed metal cutting with adiabatic shearing. Comput. Struct. 2002, 80, 495–513. [Google Scholar] [CrossRef]
- Sekhon, G.; Chenot, J. Numerical simulation of continuous chip formation during non-steady orthogonal cutting. Eng. Comput. 1993, 10, 31–48. [Google Scholar] [CrossRef]
- Shih, A.J.; Yang, H.T. Experimental and finite element predictions of residual stresses due to orthogonal metal cutting. Int. J. Numer. Methods Eng. 1993, 36, 1487–1507. [Google Scholar] [CrossRef]
- Zanger, F.; Boev, N.; Schulze, V. Novel approach for 3D simulation of a cutting process with adaptive remeshing technique. Procedia CIRP 2015, 31, 88–93. [Google Scholar] [CrossRef] [Green Version]
- Kadin, Y.; Mazaheri, M.; Zolotarevskiy, V.; Vieillard, C.; Hadfield, M. Finite elements based approaches for the modeling of radial crack formation upon Vickers indentation in silicon nitride ceramics. J. Eur. Ceram. Soc. 2019, 39, 4011–4022. [Google Scholar] [CrossRef]
- Zhang, T.; Jiang, F.; Yan, L.; Xu, X. FEM modeling of the relationship between the high-temperature hardness and high-temperature, quasi-static compression experiment. Materials 2017, 11, 34. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Zhao, J.; Xue, C.; Cao, Y. Finite element simulation of Vickers micro-indentation test of micro-nano-composite ceramic tool materials based on microstructure model. Int. J. Refract. Met. Hard Mater. 2016, 58, 34–41. [Google Scholar] [CrossRef]
- Bootchai, S.; Noraphaiphipaksa, N.; Taweejun, N.; Manonukul, A.; Kanchanomai, C. Determination of localized stress–strain behavior of fused silica: Inverse numerical analysis from nanoindentation test. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 456–466. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, X.; Atkinson, A.; Brandon, N. Spherical indentation of porous ceramics: Elasticity and hardness. J. Eur. Ceram. Soc. 2016, 36, 1435–1445. [Google Scholar] [CrossRef] [Green Version]
- Melkote, S.; Liang, S.Y.; Ozel, T.; Jawahir, I.; Stephenson, D.A.; Wang, B. A review of advances in modeling of conventional machining processes: From merchant to the present. J. Manuf. Sci. Eng. 2022, 144, 110801. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. Material constitutive model and chip separation criterion influence on the modeling of Ti6Al4V machining with experimental validation in strictly orthogonal cutting condition. Int. J. Mech. Sci. 2016, 107, 136–149. [Google Scholar] [CrossRef]
- Mahnama, M.; Movahhedy, M. Application of FEM simulation of chip formation to stability analysis in orthogonal cutting process. J. Manuf. Process. 2012, 14, 188–194. [Google Scholar] [CrossRef]
- Priyadarshini, A.; Pal, S.K.; Samantaray, A.K. Finite element modeling of chip formation in orthogonal machining. In Statistical and Computational Techniques in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2012; pp. 101–144. [Google Scholar]
- Klamecki, B.E. INcipient Chip Formation In Metal Cutting–A Three-Dimension Finite-Element Analysis; University of Illinois at Urbana-Champaign: Champaign, IL, USA, 1973. [Google Scholar]
- Usui, E.; Hirota, A.; Masuko, M. Analytical Prediction of Three Dimensional Cutting Process—Part 1: Basic Cutting Model and Energy Approach. J. Eng. Ind. 1978, 100, 222–228. [Google Scholar] [CrossRef]
- Usui, E.; Hirota, A. Analytical Prediction of Three Dimensional Cutting Process—Part 2: Chip Formation and Cutting Force with Conventional Single-Point Tool. J. Eng. Ind. 1978, 100, 229–235. [Google Scholar] [CrossRef]
- Usui, E.; Shirakashi, T.; Kitagawa, T. Analytical Prediction of Three Dimensional Cutting Process—Part 3: Cutting Temperature and Crater Wear of Carbide Tool. J. Eng. Ind. 1978, 100, 236–243. [Google Scholar] [CrossRef]
- Puls, H.; Klocke, F.; Lung, D. Experimental investigation on friction under metal cutting conditions. Wear 2014, 310, 63–71. [Google Scholar] [CrossRef]
- Athavale, S.M.; Strenkowski, J.S. Material Damage-Based Model for Predicting Chip-Breakability. J. Manuf. Sci. Eng. 1997, 119, 675–680. [Google Scholar] [CrossRef]
- Strenkowski, J.S.; Shih, A.J.; Lin, J.C. An analytical finite element model for predicting three-dimensional tool forces and chip flow. Int. J. Mach. Tools Manuf. 2002, 42, 723–731. [Google Scholar] [CrossRef]
- Wang, C.C. Finite element simulation for forging process using Euler’s fixed meshing method. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2008; Volume 575, pp. 1139–1144. [Google Scholar]
- Donea, J.; Huerta, A.; Ponthot, J.P.; Rodríguez-Ferran, A. Arbitrary L agrangian–E ulerian Methods. In Encyclopedia of Computational Mechanics; Wiley: Hoboken, NJ, Canada, 2004. [Google Scholar]
- Hu, F.; Li, D. Modelling and simulation of milling forces using an arbitrary Lagrangian–Eulerian finite element method and support vector regression. J. Optim. Theory Appl. 2012, 153, 461–484. [Google Scholar] [CrossRef]
- Arrazola, P.J. Investigations on the effects of friction modeling in finite element simulation of machining. Int. J. Mech. Sci. 2010, 52, 31–42. [Google Scholar] [CrossRef]
- Movahhedy, M.; Altintas, Y.; Gadala, M.S. Numerical analysis of metal cutting with chamfered and blunt tools. J. Manuf. Sci. Eng. 2002, 124, 178–188. [Google Scholar] [CrossRef]
- Olovsson, L.; Nilsson, L.; Simonsson, K. An ALE formulation for the solution of two-dimensional metal cutting problems. Comput. Struct. 1999, 72, 497–507. [Google Scholar] [CrossRef]
- Xie, L.J.; Schmidt, J.; Schmidt, C.; Biesinger, F. 2D FEM estimate of tool wear in turning operation. Wear 2005, 258, 1479–1490. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Rizzuti, S.; Umbrello, D.; Micari, F. 3D finite element analysis of tool wear in machining. CIRP Ann. 2008, 57, 61–64. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Giardini, C.; Filice, L.; Umbrello, D. Criterion to evaluate diffusive wear in 3D simulations when turning AISI 1045 steel. Int. J. Mater. Form. 2008, 1, 495–498. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Fiorentino, A.; Cappellini, C.; Giardini, C. Investigation and FEM-based simulation of tool wear in turning operations with uncoated carbide tools. Wear 2010, 269, 344–350. [Google Scholar] [CrossRef]
- Mir, A.; Luo, X.; Sun, J. The investigation of influence of tool wear on ductile to brittle transition in single point diamond turning of silicon. Wear 2016, 364, 233–243. [Google Scholar] [CrossRef] [Green Version]
- Popovici, V.; Pavalache, A.C.; Vasile, M.; Voiculescu, I.; Stanciu, E.M.; Pausan, D. Finite element method for simulating the Vickers Hardness Test. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Zurich, Switzerland, 2014; Volume 555, pp. 419–424. [Google Scholar]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G. Hardness determination by means of a FEM-supported simulation of nanoindentation and applications in thin hard coatings. Surf. Coat. Technol. 2005, 200, 867–871. [Google Scholar] [CrossRef]
- Skliarov, V.; Zalohin, M.; Dovzhenko, J. Application of the FEM for modeling and prediction of the relationship between the hardness and stress of the deformed body. In Behavior and Mechanics of Multifunctional Materials and Composites 2017; SPIE: Bellingham, WA, USA, 2017; Volume 10165, pp. 287–294. [Google Scholar]
- Choi, Y.; Park, J.; Kim, B.; Choi, J.; Min, B. Estimation of relation between effective strain and hardness by rigid-plastic FEM. Met. Mater. 2000, 6, 111–116. [Google Scholar] [CrossRef]
- Shaw, M.C.; Cookson, J. Metal Cutting Principles; Oxford University Press: New York, NY, USA, 2005; Volume 2. [Google Scholar]
- Hamada, S.; Nakanishi, M.; Moriyama, T.; Noguchi, H. Re-Examination of correlation between hardness and tensile properties by numerical analysis. Exp. Mech. 2017, 57, 773–781. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum Theory of Ductile Rupture by Void Nucleation and Growth: Part I—Yield Criteria and Flow Rules for Porous Ductile Media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Tvergaard, V. Influence of voids on shear band instabilities under plane strain conditions. Int. J. Fract. 1981, 17, 389–407. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Nix, W. Finite element simulation of indentation experiments. Int. J. Solids Struct. 1988, 24, 881–891. [Google Scholar] [CrossRef]
- Mesarovic, S.D.; Fleck, N.A. Spherical indentation of elastic–plastic solids. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1999, 455, 2707–2728. [Google Scholar] [CrossRef]
- Chollacoop, N.; Dao, M.; Suresh, S. Depth-sensing instrumented indentation with dual sharp indenters. Acta Mater. 2003, 51, 3713–3729. [Google Scholar] [CrossRef]
- Gao, Y.; Ruestes, C.J.; Tramontina, D.R.; Urbassek, H.M. Comparative simulation study of the structure of the plastic zone produced by nanoindentation. J. Mech. Phys. Solids 2015, 75, 58–75. [Google Scholar] [CrossRef]
- Zhang, H.; Fang, Z.Z.; Belnap, J.D. Quasi-plastic deformation of WC-Co composites loaded with a spherical indenter. Metall. Mater. Trans. A 2007, 38, 552–561. [Google Scholar] [CrossRef]
- Hardie, C.D.; Roberts, S.G.; Bushby, A.J. Understanding the effects of ion irradiation using nanoindentation techniques. J. Nucl. Mater. 2015, 462, 391–401. [Google Scholar] [CrossRef]
- Trichy, G.; Scattergood, R.; Koch, C.; Murty, K. Ball indentation tests for a Zr-based bulk metallic glass. Scr. Mater. 2005, 53, 1461–1465. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C.; Nicholson, D. Nanoindentation. Mechanical engineering series. Appl. Mech. Rev. 2004, 57, B12. [Google Scholar] [CrossRef]
- Niihara, K.; Morena, R.; Hasselman, D. Evaluation of KIc of brittle solids by the indentation method with low crack-to-indent ratios. J. Mater. Sci. Lett. 1982, 1, 13–16. [Google Scholar] [CrossRef]
- Anstis, G.; Chantikul, P.; Lawn, B.R.; Marshall, D. A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Luo, J.; Wang, H.; Xi, C.; Zhai, H.; Gu, Y.; Zhang, C. Indentation size effect–crack propagation model and finite element simulation verification for microhardness test of ceramic materials. Ceram. Int. 2021, 47, 4914–4924. [Google Scholar] [CrossRef]


























| Composite Material | Sintering Method | Relative Density (%) | Hardness (GPa) | Fracture Strength (MPa) | Fracture Toughness (MPam) | Ref. |
|---|---|---|---|---|---|---|
| AlO/SiC/SiC | Microwave | - | 18.8 | - | 4.8 | [34] |
| AlO/WC/TiC/graphene | HP | 99.7 | 21.4 | 847 | 8.83 | [35] |
| AlO/(W, Ti)C/graphene | HP | - | 24.2 | 609 | 7.78 | [36] |
| AlO/SiN | HP | 99.6 | 19.6 | 769 | 6.8 | [37] |
| AlO/SiC/SiN | SPS | 99.4 | 18.9 | - | 7.7 | [38] |
| -SiN | SPS | 99.5 | 20.1 | - | 3.9 | [39] |
| 99.6 | 17.9 | - | 4.7 | |||
| 99.8 | 17.5 | - | 5.34 | |||
| -SiN/(W,Ti)C | Microwave | 95.7 | 15.9 | - | 7.01 | [40] |
| -SiN/Ti(C, N) | SPS | 99.8 | 17.1 | - | 7.35 | [41] |
| (Y, S) -SiAlON | SPS | - | 18.5 | - | 6.13 | [42] |
| Formulation | Advantages | Limitations |
|---|---|---|
| Lagrangian approach |
|
|
| Eulerian formulation |
|
|
| ALE formulation |
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elgazzar, A.; Zhou, S.-J.; Ouyang, J.-H.; Liu, Z.-G.; Wang, Y.-J.; Wang, Y.-M. A Critical Review of High-Temperature Tribology and Cutting Performance of Cermet and Ceramic Tool Materials. Lubricants 2023, 11, 122. https://doi.org/10.3390/lubricants11030122
Elgazzar A, Zhou S-J, Ouyang J-H, Liu Z-G, Wang Y-J, Wang Y-M. A Critical Review of High-Temperature Tribology and Cutting Performance of Cermet and Ceramic Tool Materials. Lubricants. 2023; 11(3):122. https://doi.org/10.3390/lubricants11030122
Chicago/Turabian StyleElgazzar, Ali, Sheng-Jian Zhou, Jia-Hu Ouyang, Zhan-Guo Liu, Yu-Jin Wang, and Ya-Ming Wang. 2023. "A Critical Review of High-Temperature Tribology and Cutting Performance of Cermet and Ceramic Tool Materials" Lubricants 11, no. 3: 122. https://doi.org/10.3390/lubricants11030122