Development and Testing of a High-Frequency Dynamometer for High-Speed Milling Process


 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
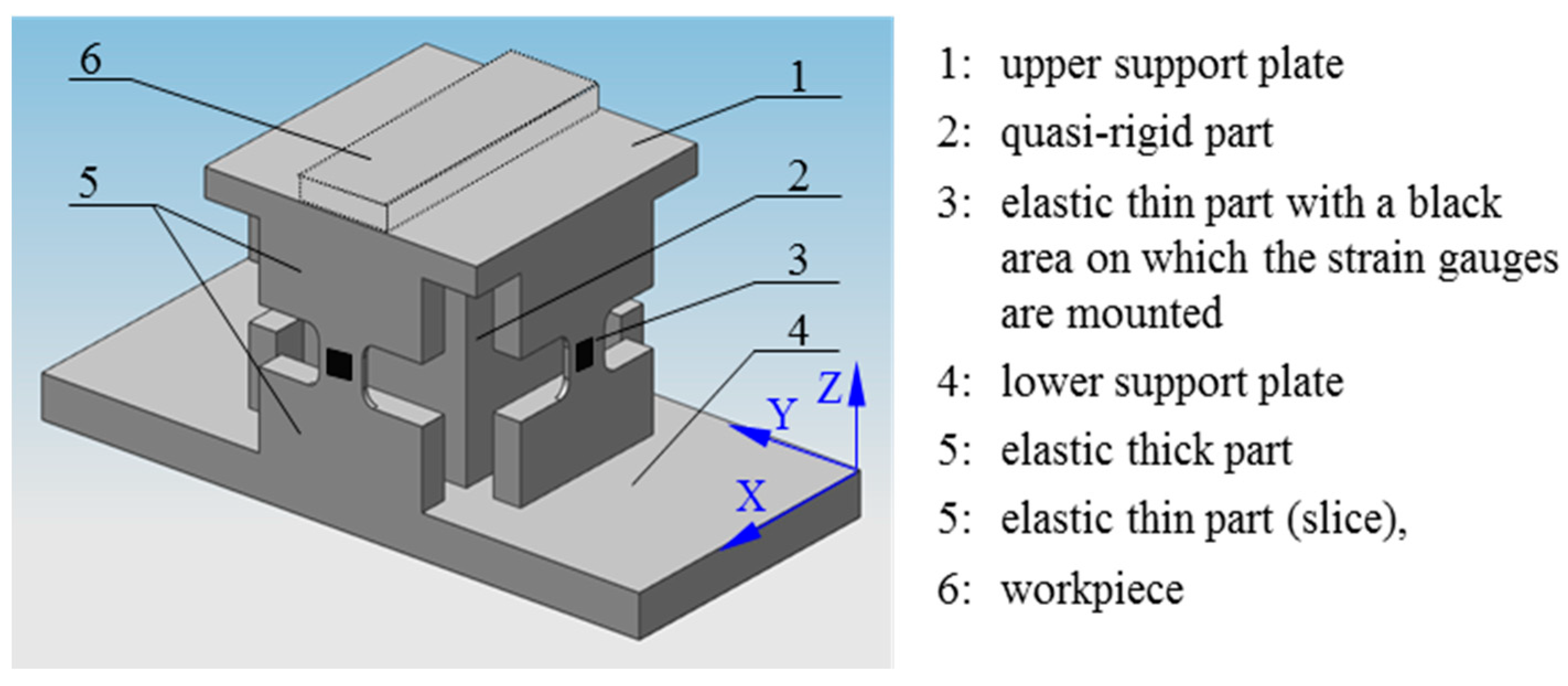
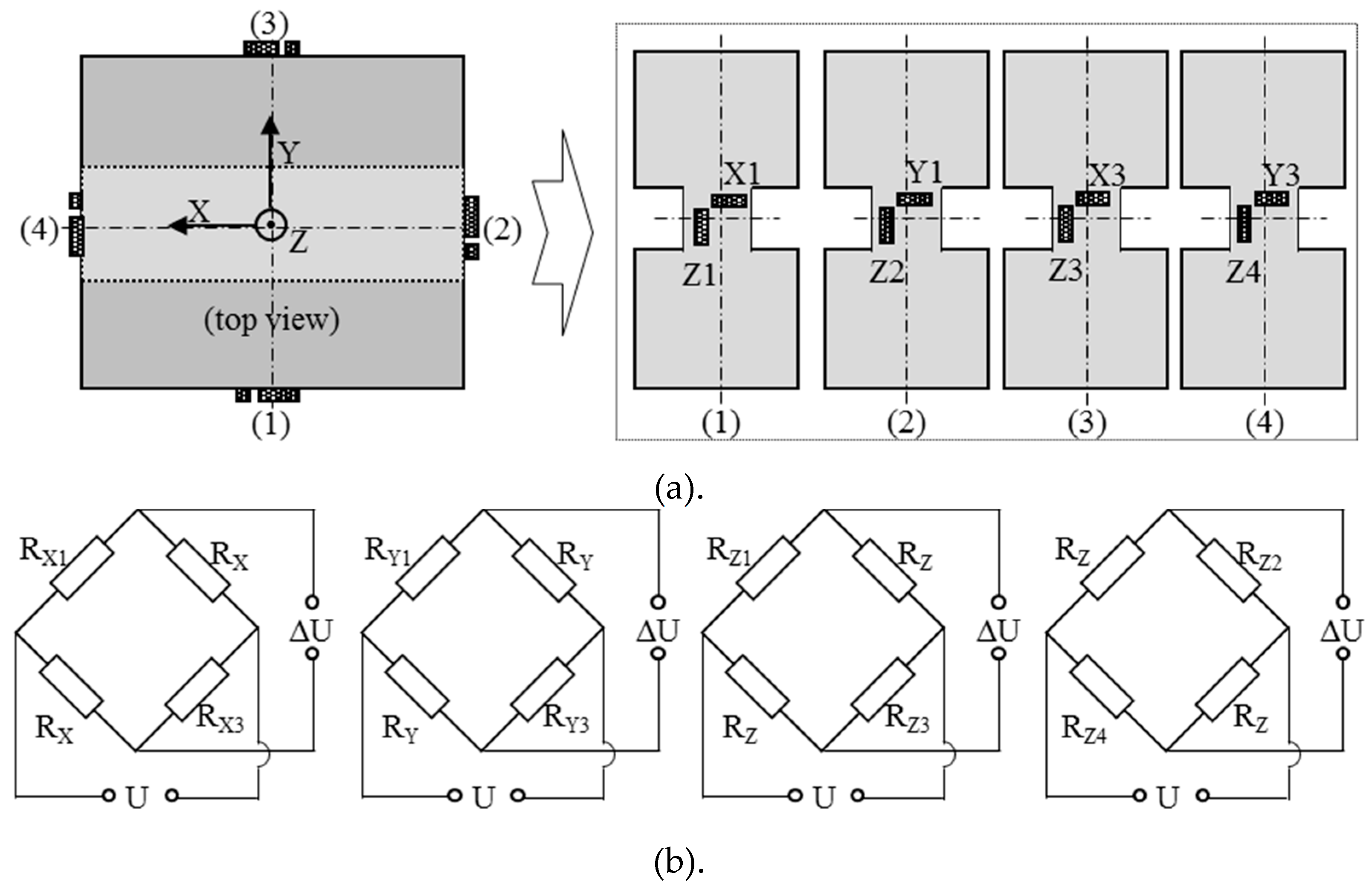
2.1. Preliminary Description of the SGBD
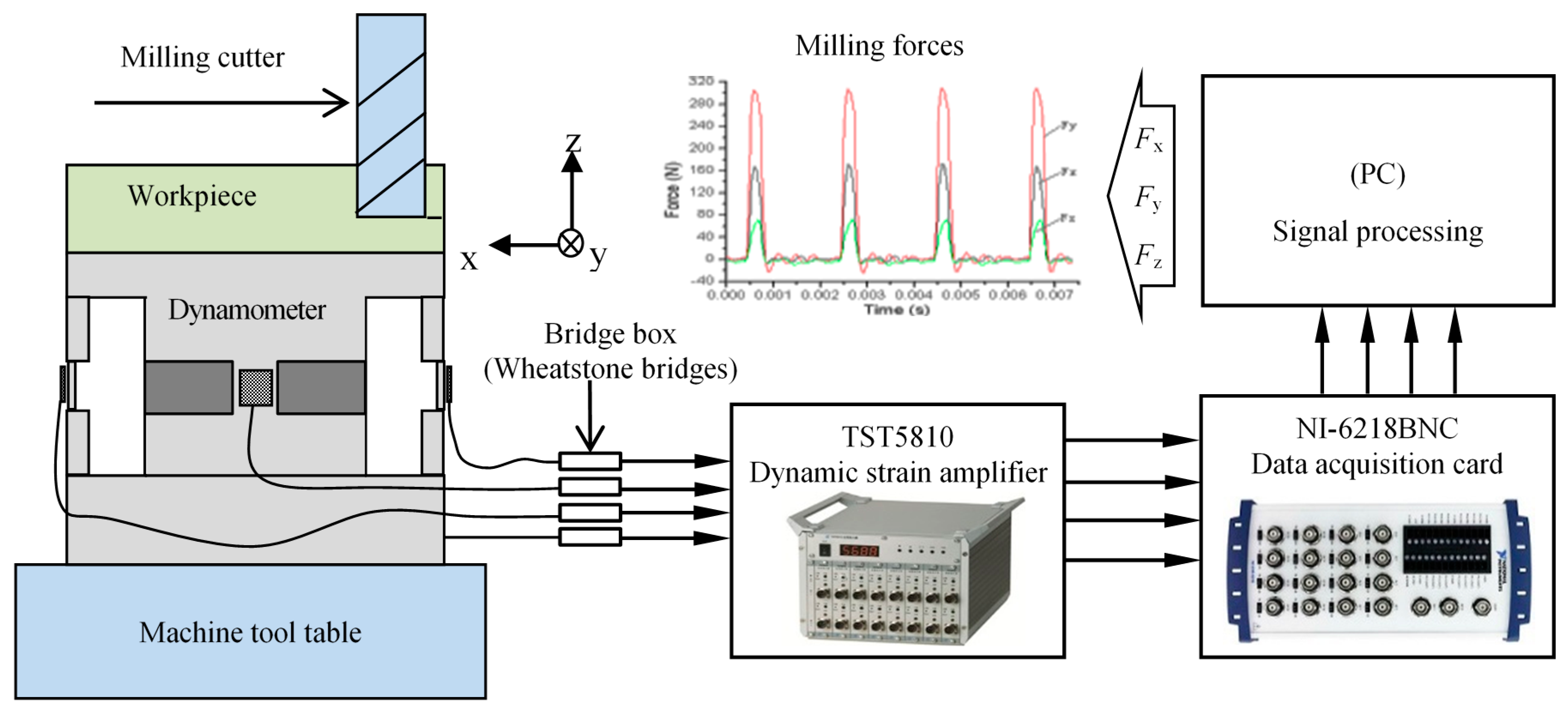
2.2. Setup of the Data Acquisition System
2.3. Basic Mythology for the Test
3. Design and Construction of the SGBD
3.1. Specifications and Material of the Main Structure
- Natural frequency (without workpiece) higher than 9 kHz;
- Natural frequency (with the reference workpiece, oversize less than 48 mm × 20 mm × 10 mm) higher than 8 kHz;
- Suitable for measuring milling forces, especially at high or super high rotational speed, the highest rotational speed allowed is about 40,000 r/min or more;
- Three cutting force components Fx, Fy, Fz, should be available, and the measuring range of transversal components Fx, Fy, Fz ≈±1 kN;
- The sensitivity of the thin elastic part should be more than 1.5 µε/N;
- Cross-sensitivity should be lower than about 10% for all sensing routes;
- Relatively simple to do and of relatively low cost.
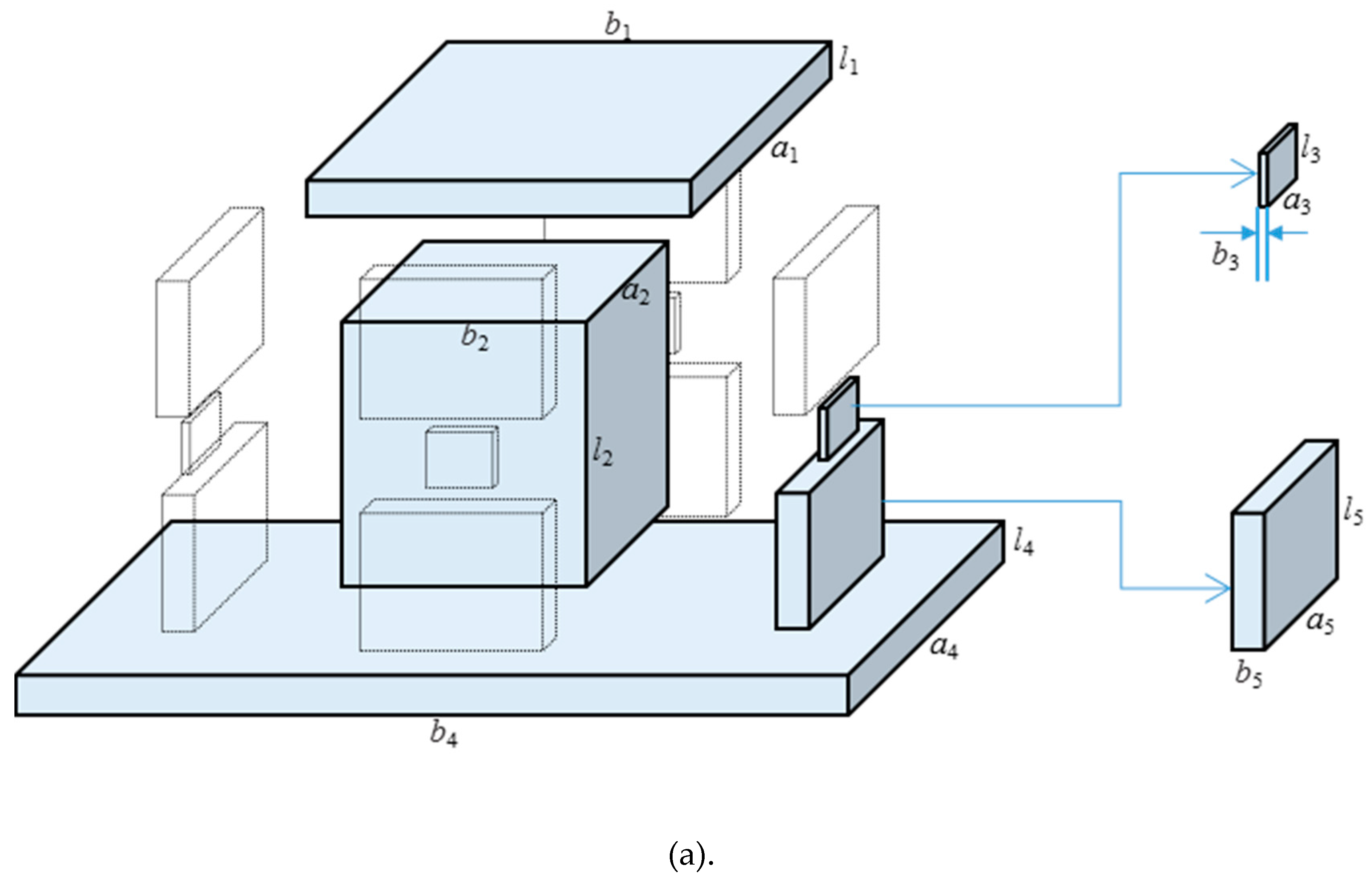
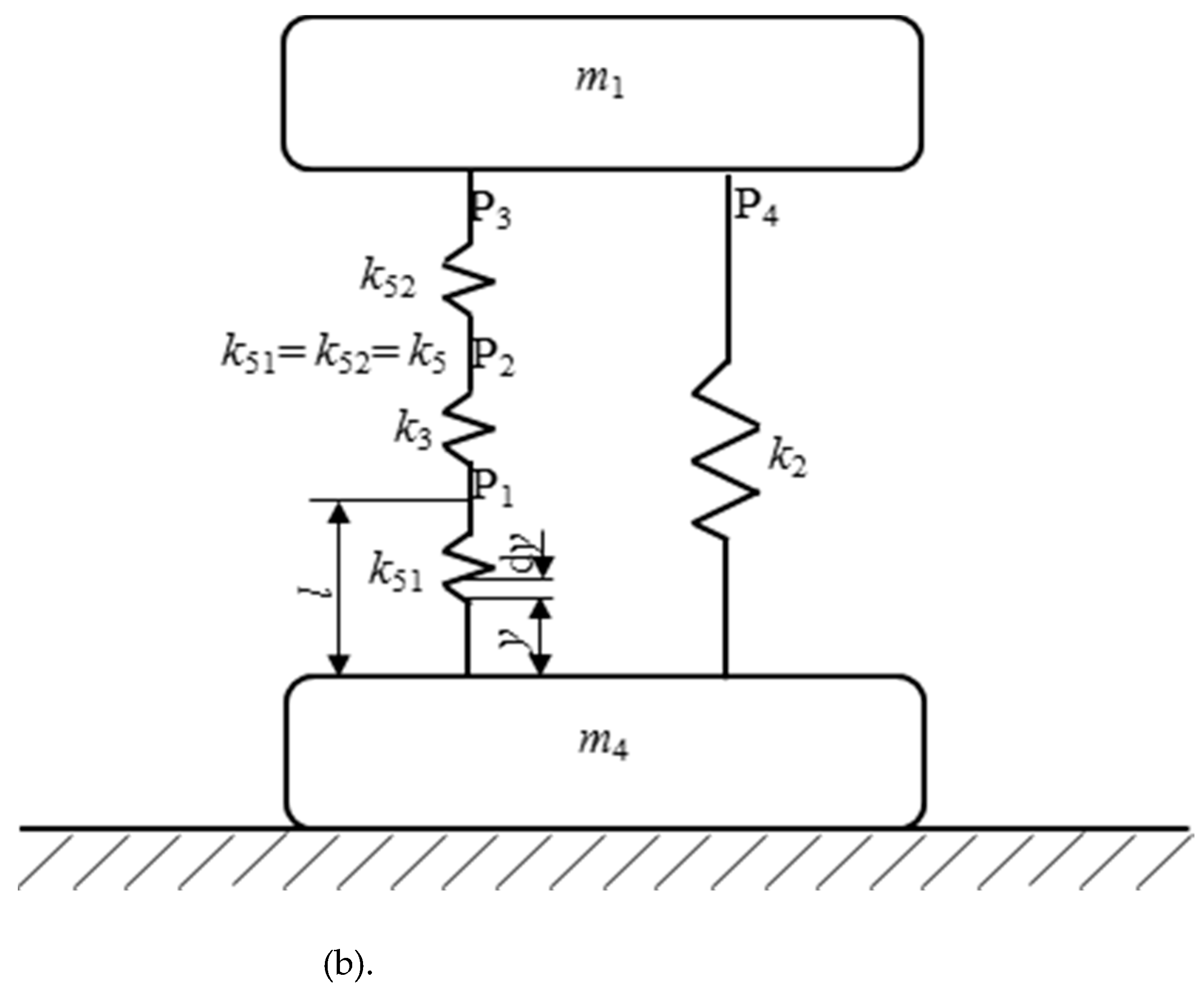
3.2. Determination of Dimensions of the Main Structure
- The oversize of the main structure is limited to 150 mm × 60 mm × 60 mm to gain a high natural frequency (without workpiece), which is higher than 9 kHz.
- The thickness of the thin elastic part (b3) should not less than 0.7 mm to measure the range of transversal components Fx, Fy, Fz ≈±1 kN.
- The distance between the quasi-rigid part and the force-sensing elastic elements should be within 0.3 mm ~0.8 mm, and the cross-section area of the thick elastic part should be more than 10 times than that of the thin elastic part, which can maintain the sensitivity of the thin elastic part more than 1.5 µε/N.
4. Dynamometer Calibration
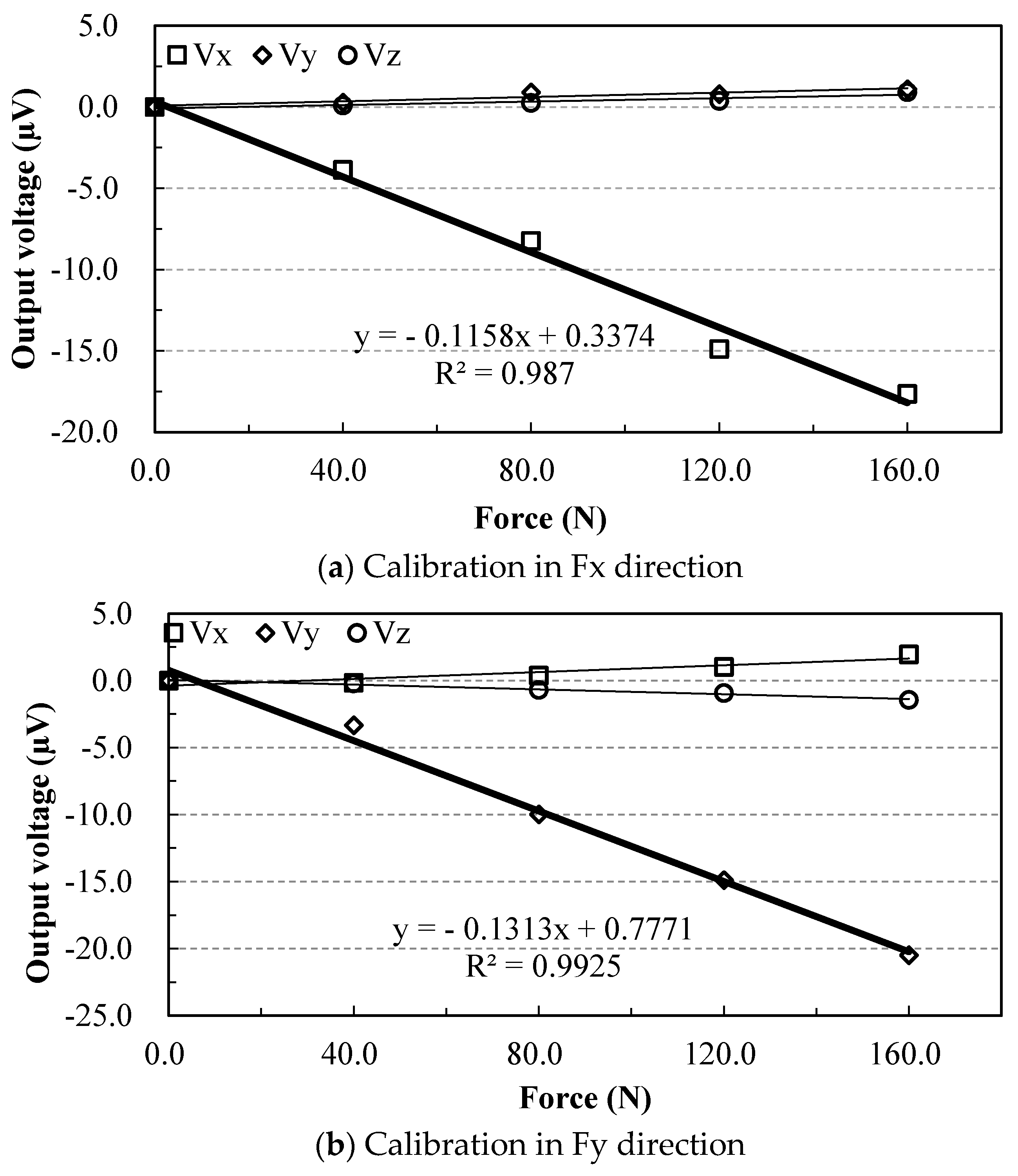
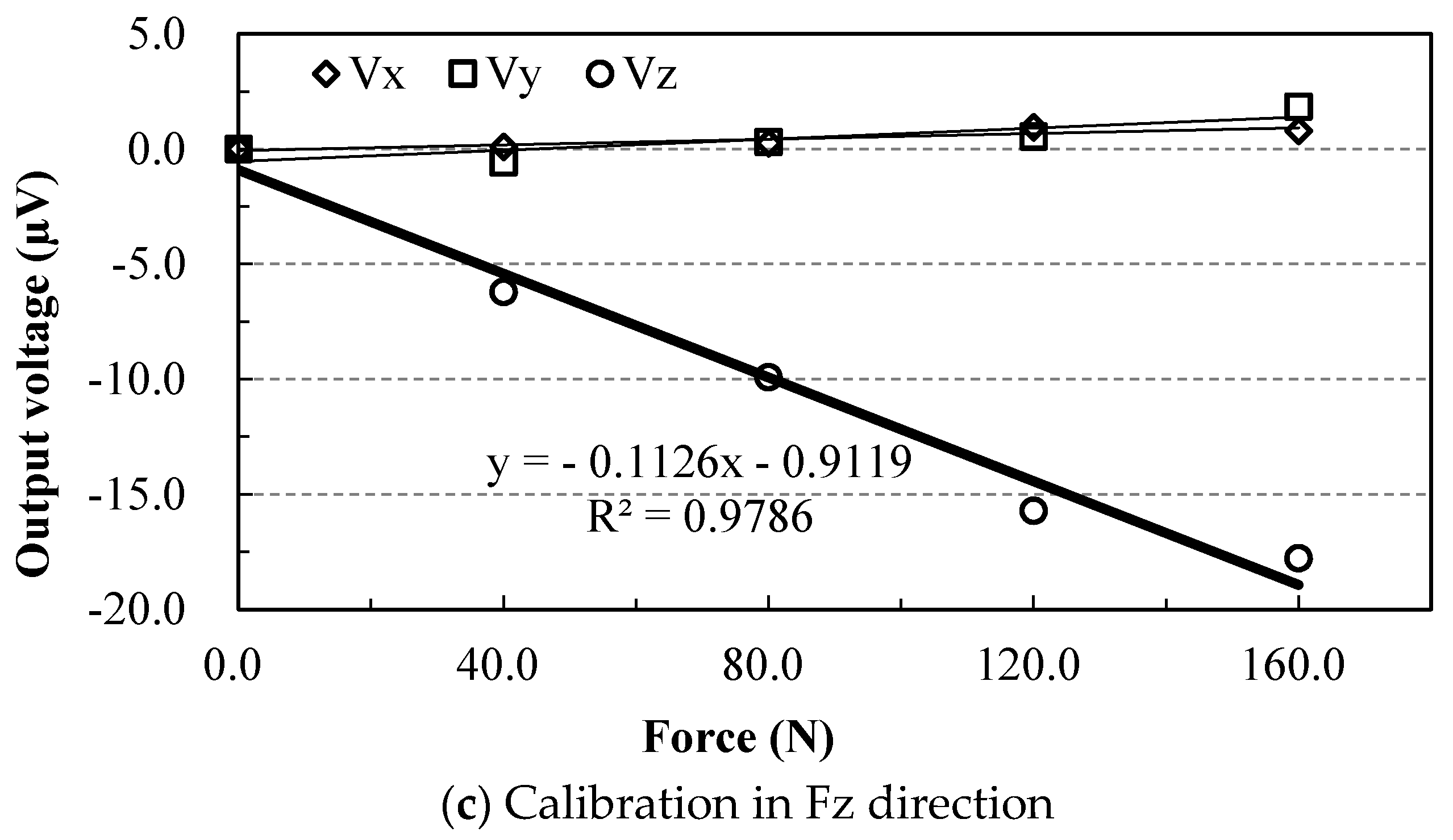
4.1. Static Calibration
4.2. Conversion Matrix Model
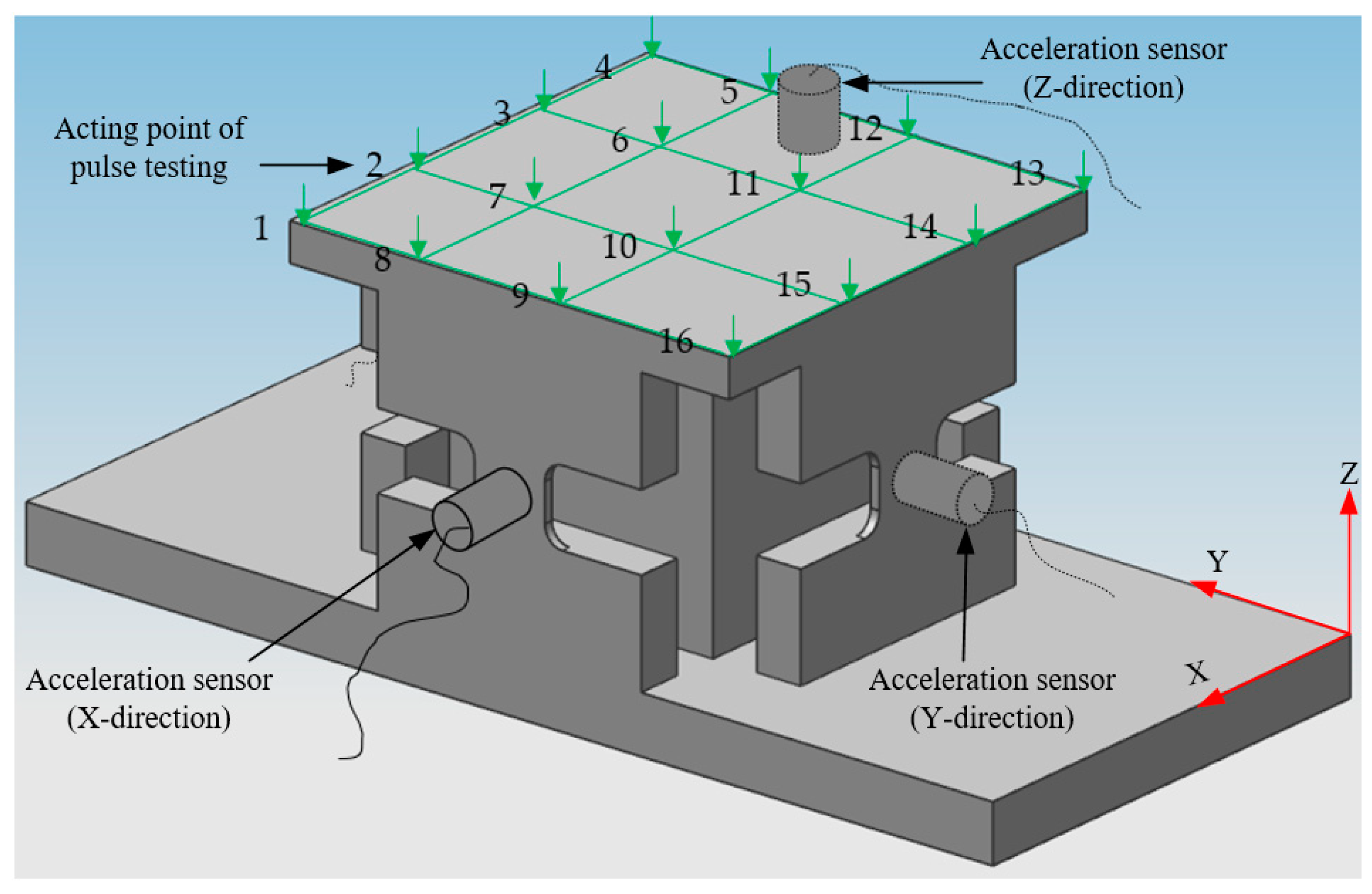
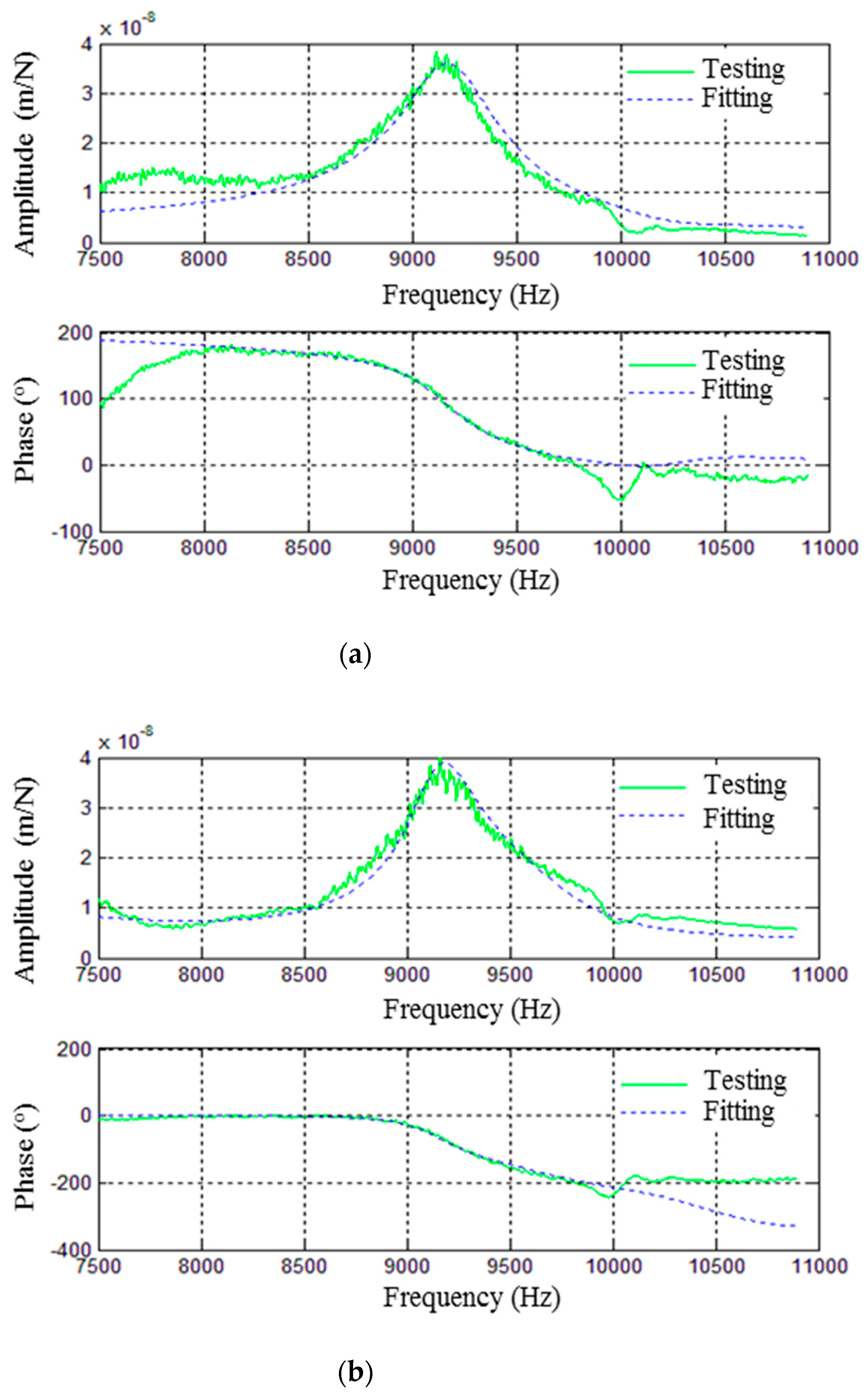
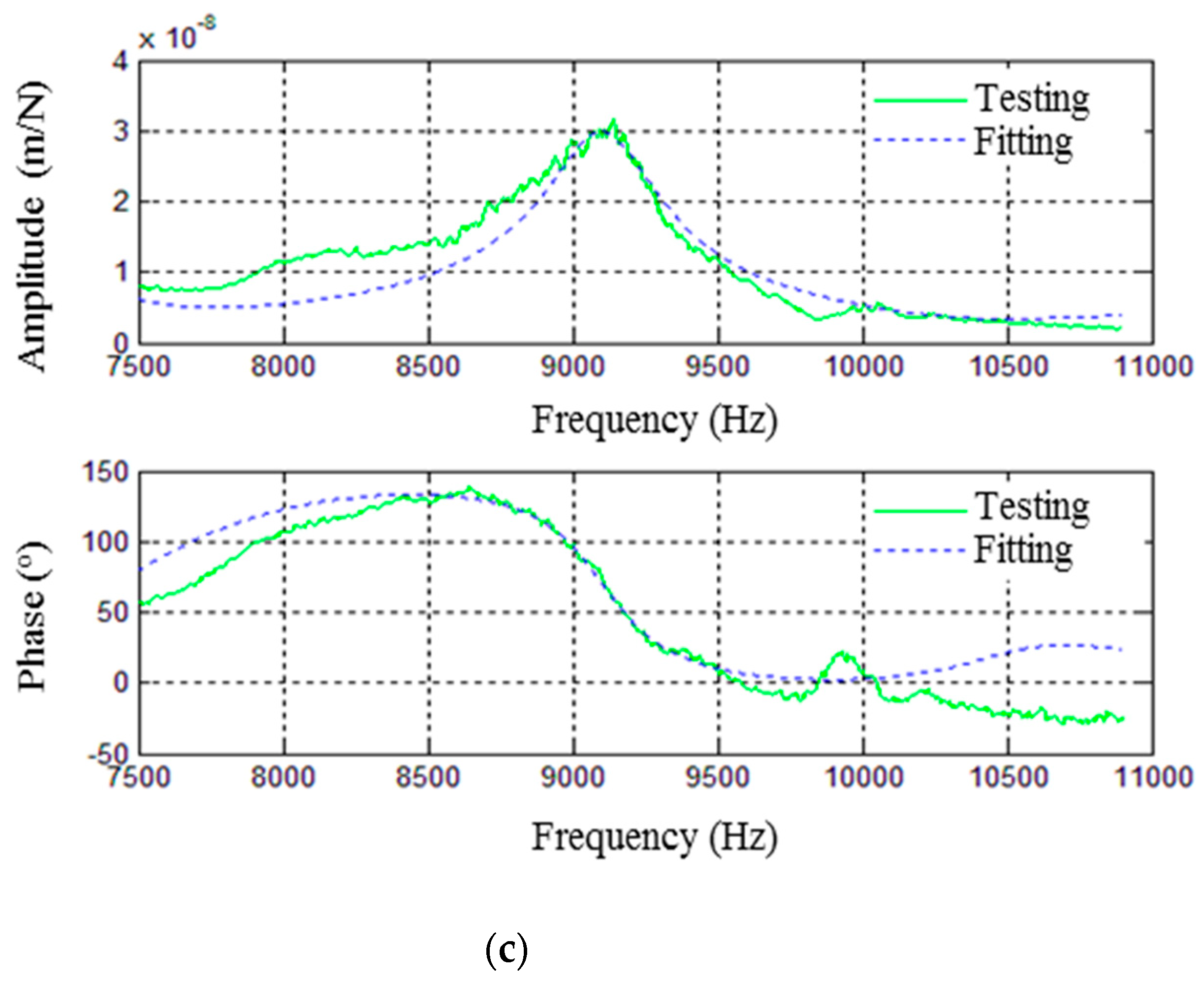
4.3. Dynamic Identification
5. Milling Test of the SGBD
5.1. Experimental Setting
5.2. Results and Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jamil, M.; He, N.; Zhao, W.; Li, L.; Gupta, M.K.; Sarikaya, M.; Mashood Khan, A.; Singh, R. Heat Transfer Efficiency of Cryogenic-LN2 and CO2-snow and their application in the Turn-ing of Ti-6AL-4V. Int. J. Heat Mass Transf. 2021, 166, 120716. [Google Scholar] [CrossRef]
- Korkut, I. A dynamometer design and its construction for milling operation. Mater. Des. 2003, 24, 631–637. [Google Scholar] [CrossRef]
- Yaldız, S.; Ünsaçar, F. Design, development and testing of a turning dynamometer for cutting force measurement. Mater. Des. 2006, 27, 839–846. [Google Scholar] [CrossRef]
- Yaldiz, S.; Ünsaçar, F.; Sağlam, H.; Işık, H. Design, development and testing of a four-component milling dynamometer for the measurement of cutting force and torque. Mech. Syst. Signal Process. 2007, 21, 1499–1511. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.; Nuawi, M.Z.; Haron, C.H.C. Development and testing of an integrated rotating dynamometer on tool holder for milling process. Mech. Syst. Signal Process. 2015, 52, 559–576. [Google Scholar] [CrossRef]
- Rizal, M.; Jaharah AGhani, J.A.; Nuawi, M.Z.; Haron, C.H.C. An embedded multi-sensor system on the rotating dynamometer for real-time condition monitoring in milling. Int. J. Adv. Manuf. Technol. 2018, 95, 811–823. [Google Scholar] [CrossRef]
- Pathri, B.P.; Garg, A.K.; Unune, D.R.; Mali, H.S.; Dhami, S.S.; Nagar, R. Design and fabrication of a strain gauge type 3-axis milling tool dynamometer: Fabrication and Testing. Int. J. Mater. Form. Mach. Process. 2016, 3, 1–15. [Google Scholar] [CrossRef]
- Qin, Y.; Zhao, Y.; Li, Y.; Zhao, Y.; Wang, P. A novel dynamometer for monitoring milling process. Int. J. Adv. Manuf. Technol. 2017, 92, 2535–2543. [Google Scholar] [CrossRef]
- Gomez, M.F.; Schmitz, T.L. Displacement-based dynamometer for milling force measurement. Procedia Manuf. 2019, 34, 867–875. [Google Scholar] [CrossRef]
- Kang, I.; Kim, J.; Hong, C.; Kim, J. Development and evaluation of tool dynamometer for measuring high frequency cutting forces in micro milling. Int. J. Precis. Eng. Manuf. 2010, 11, 817–821. [Google Scholar] [CrossRef]
- Transchel, R.; Stirnimann, J.; Blattner, M.; Bill, B.; Thiel, R.; Kuster, F.; Wegener, K. Effective dynamometer for measuring high dy-namic process force signals in micro machining operations. Procedia CIRP 2012, 1, 558–562. [Google Scholar] [CrossRef]
- Totis, G.; Wirtz, G.; Sortino, M.; Veselovac, D.; Kuljanic, E.; Klocke, F. Development of a dynamometer for measuring individual cutting edge forces in face milling. Mech. Syst. Signal Process. 2010, 24, 1844–1857. [Google Scholar] [CrossRef]
- Totis, G.; Sortino, M. Development of a modular dynamometer for triaxial cutting force measurement in turning. Int. J. Mach. Tools Manuf. 2011, 51, 34–42. [Google Scholar] [CrossRef]
- Totis, G.; Adams, O.; Sortino, M.; Veselovac, D.; Klocke, F. Development of an innovative plate dynamometer for advanced milling and drilling applications. Measurement 2014, 49, 164–181. [Google Scholar] [CrossRef]
- Castro, L.R.; Viéville, P.; Lipinski, P. Correction of dynamic effects on force measurements made with piezoelectric dynamom-eters. Int. J. Mach. Tools Manuf. 2006, 46, 1707–1715. [Google Scholar] [CrossRef]
- Auchet, S.; Chevrier, P.; Lacour, M.; Lipiński, P.; Lipinski, P. A new method of cutting force measurement based on command voltages of active electro-magnetic bearings. Int. J. Mach. Tools Manuf. 2004, 44, 1441–1449. [Google Scholar] [CrossRef]
- Tounsi, N.; Otho, A. Dynamic cutting force measuring. Int. J. Mach. Tools Manuf. 2000, 40, 1157–1170. [Google Scholar] [CrossRef]
- Jullien-Corrigan, A.; Ahmadi, K. Measurement of high-frequency milling forces using piezoelectric dynamometers with dy-namic compensation. Precis. Eng. 2020, 66, 1–9. [Google Scholar] [CrossRef]
- Zhao, W.; Sun, Y.H.; He, N. A Novel Milling Dynamometer for High Frequency Three-Dimensional Dynamic Milling Forces. In Proceedings of the 9th International Conference on High Speed Machining (HSM), San Sebastián, Spain, 7–8 March 2012. [Google Scholar]
- Huang, Z.; Zhao, W.; He, N.; Li, L. Structure Optimization Design and Application of a Strain Based Dynamometer. Mater. Sci. Forum 2013, 770, 385–390. [Google Scholar] [CrossRef]
- Niu, Z.; Zhang, B.; Wang, J.; Liu, K.; Chen, Z.; Yang, K.; Zhou, Z.; Fan, Y.; Zhang, Y.; Ji, D.; et al. The research on 220GHz multicarrier high-speed communication system. China Commun. 2020, 17, 131–139. [Google Scholar] [CrossRef]
- Jin, W.L.; Zhao, Y.J.; He, N. Strain gauge based force measurement sensor with additional elastic elements and its design. China Patent CN 86103169, 1986. (In Chinese). [Google Scholar]
- Niu, Z.; Zhang, J.; Zhang, B.; Zhou, Z.; Lixin, A.; Wang, Y.; Chen, X.; He, Y.; Hu, Y.; Chen, X. A 400 GHz Broadband Multi-Branch Waveguide Coupler. In Proceedings of the 2019 12th UK-Europe-China Workshop on Millimeter Waves and Terahertz Technologies (UCMMT), London, UK, 20–22 August 2019; pp. 1–2. [Google Scholar] [CrossRef]
- Karabay, S. Design criteria for electro-mechanical transducers and arrangement for measurement of strains due to metal cutting forces acting on dynamometers. Mater. Des. 2007, 28, 496–506. [Google Scholar] [CrossRef]
- Wang, S.Z.; Zhao, W.; Huang, Z.; He, N.; Li, L.; Yang, Y.F. A New Conversion Matrix Model of Strain-Gage Dynamometer. Mater. Sci. Forum 2014, 800, 363–367. [Google Scholar] [CrossRef]
- Dong, Q.; Cui, L. Reliability analysis of a system with two-stage degradation using Wiener processes with piecewise linear drift. IMA J. Manag. Math. 2020, 32, 3–29. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Gupta, M.K.; Mia, M.; He, N.; Li, L.; Sivalingam, V. Influence of CO2-snow and subzero MQL on thermal aspects in the machining of Ti-6Al-4V. Appl. Therm. Eng. 2020, 177, 115480. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Density | 2.78 kg/m3 |
| Poisson ratio | 0.33 |
| Modulus of elasticity | 73 GPA |
| Tensile strength | 410 MPa |
| Yield strength | 265 MPa |
| Hardness | 115 HB |
| Dimension of Each Part of the Main Structure | Dimension (mm) | Relation to the Natural Frequency |
|---|---|---|
| Length of the quasi-rigid part l2 | 30 | Inversely proportional |
| Length of the thin elastic part l3 | 8 | Inversely proportional |
| Length of the thick elastic part l5 | 11 | Inversely proportional |
| Cross-section area of the quasi-rigid part A2(a2 × b2) | 30 × 30 | Proportional |
| Cross-section area of the thin elastic part A3(a3 × b3) | 8 × 1 | Proportional |
| Cross-section area of the thick elastic part A5(a5 × b5) | 30 × 5 | Inversely proportional |
| Volume of the upper support plate V1(a1 × b1 × l1) | 48 × 48 × 4 | Inversely proportional |
| Volume of the lower support plate V4(a4 × b4 × l4) | 48 × 100 × 8 | Inversely proportional |
| Cutting Parameters | Machine Tool | Cutting Tool | Workpiece | Dynamometers | |||
|---|---|---|---|---|---|---|---|
| n (r/min) | fz (mm/z) | ae (mm) | ap (mm) | ||||
| 10,000 | 0.1 | 0.5 | 0.5 | Mikron UPC 710 machining center, maximum rotational speed of 18,000 rpm, maximum feed of 20 m/min [27]. | Solid carbide end mills, diameter: 10 mm, 2 flutes, nose radius: 0.5 mm, helix angle: 30°. | Material: 2A12 aluminum alloy, overall size: 20 × 20 × 4 mm | SGBD / Kistler 9265B |
| 12,000 | 0.1 | 0.5 | 0.5 | ||||
| 15,000 | 0.1 | 0.5 | 0.5 | ||||
| 18,000 | 0.1 | 0.5 | 0.5 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lyu, Y.; Jamil, M.; He, N.; Gupta, M.K.; Pimenov, D.Y. Development and Testing of a High-Frequency Dynamometer for High-Speed Milling Process. Machines 2021, 9, 11. https://doi.org/10.3390/machines9010011
Lyu Y, Jamil M, He N, Gupta MK, Pimenov DY. Development and Testing of a High-Frequency Dynamometer for High-Speed Milling Process. Machines. 2021; 9(1):11. https://doi.org/10.3390/machines9010011
Chicago/Turabian StyleLyu, Yanlin, Muhammad Jamil, Ning He, Munish Kumar Gupta, and Danil Yurievich Pimenov. 2021. "Development and Testing of a High-Frequency Dynamometer for High-Speed Milling Process" Machines 9, no. 1: 11. https://doi.org/10.3390/machines9010011