
A Cyber Physical Interface for Automation Systems—Methodology and Examples

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
Motivation

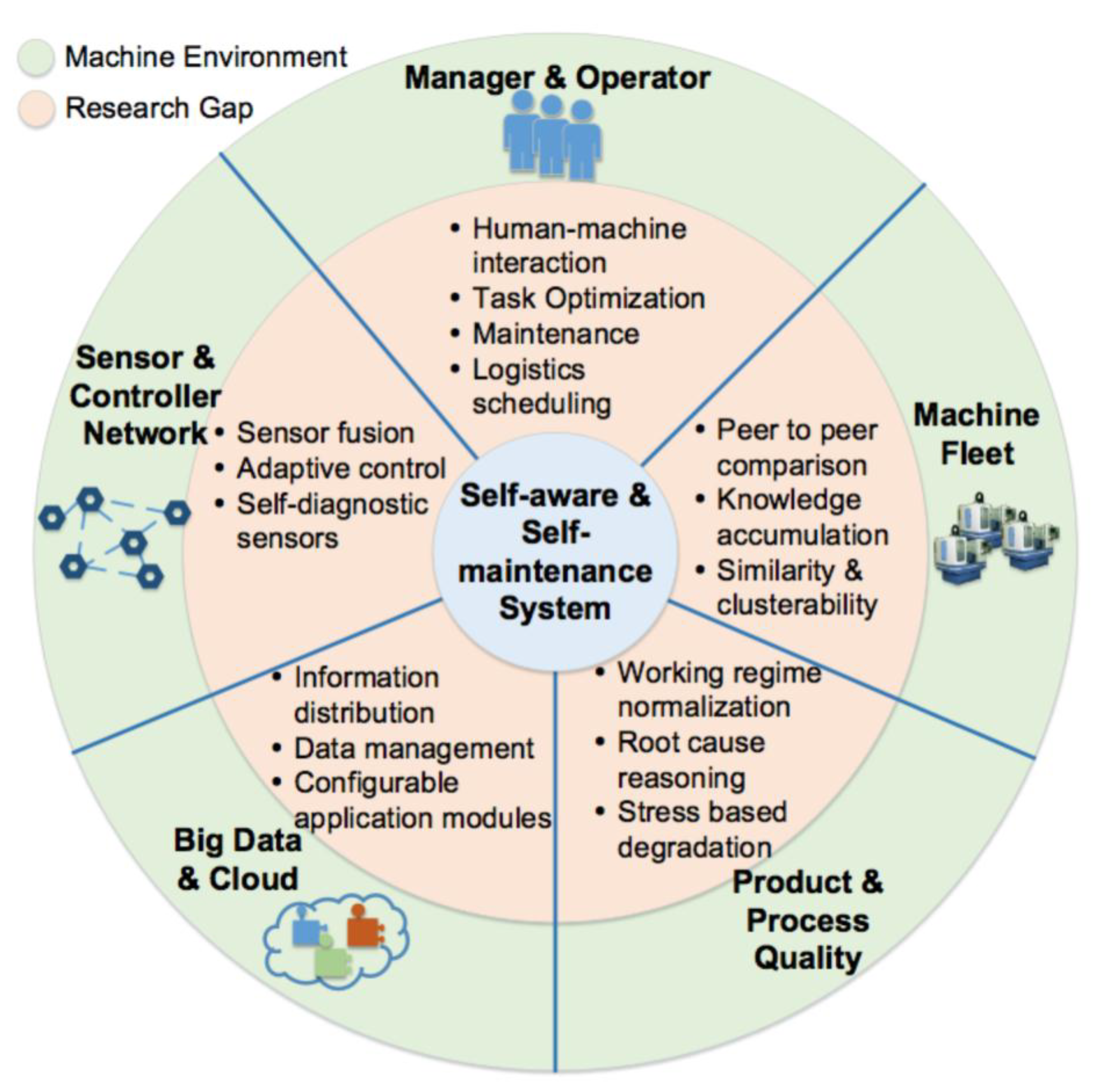
2. Technical Framework for Cyber Physical Systems for Manufacturing Automation
2.1. Cyber Physical Interface

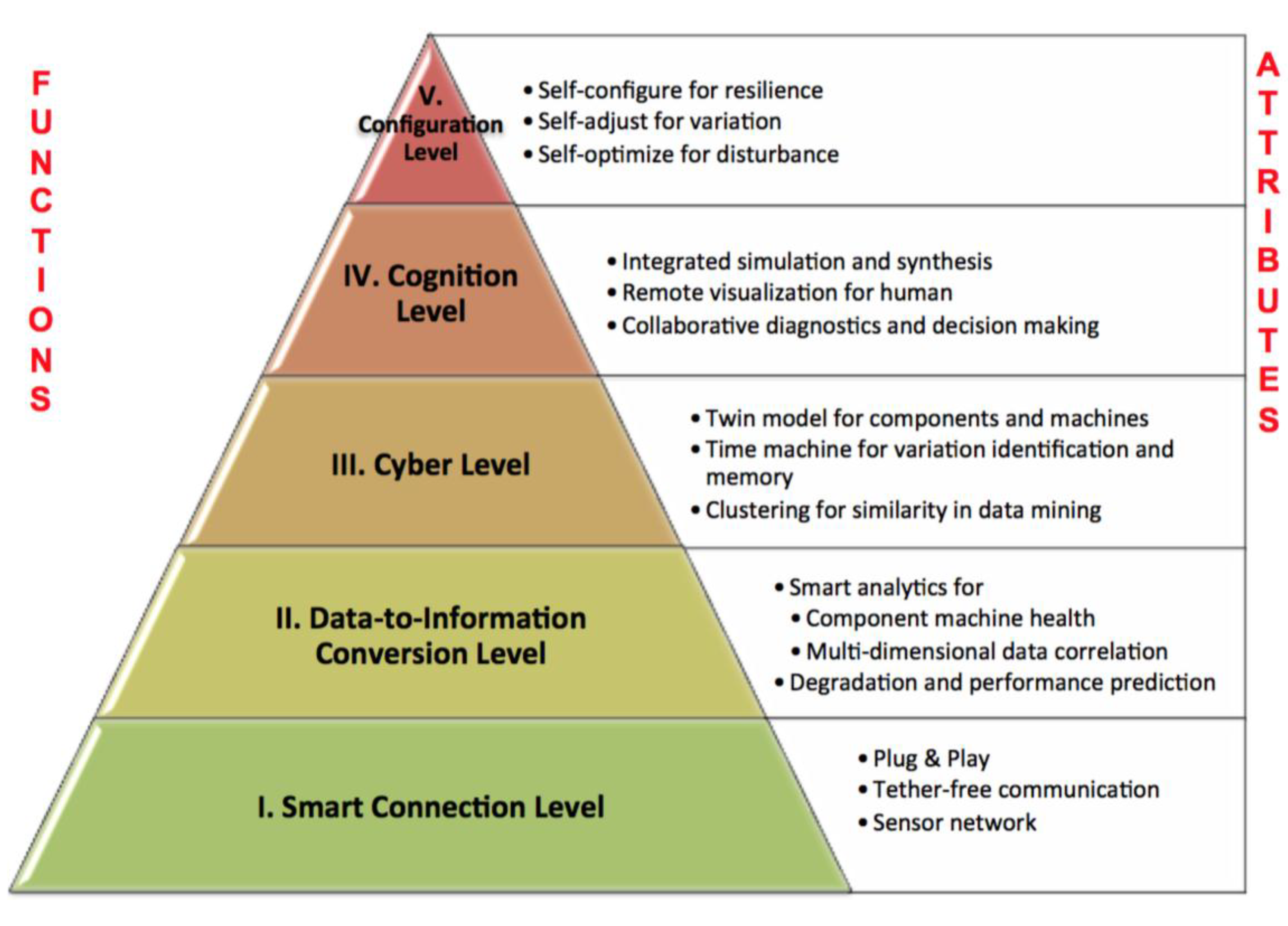
- I.
- Smart Connection Level: From the machine or component level, the first thing is how to acquire data in an efficient and reliable way. It may include a local agent (for data logging, buffering and streamlining) and utilize a communication protocol for transmitting data from local machine system to a remote central server. Previous research has investigated and designed robust factory network schemes based on well-known tether-free communication methods, including ZigBee, Bluetooth, Wi-Fi, UWB, etc. [7,8,9]. To make machine systems smarter, data transparency is definitely the first step.
- II.
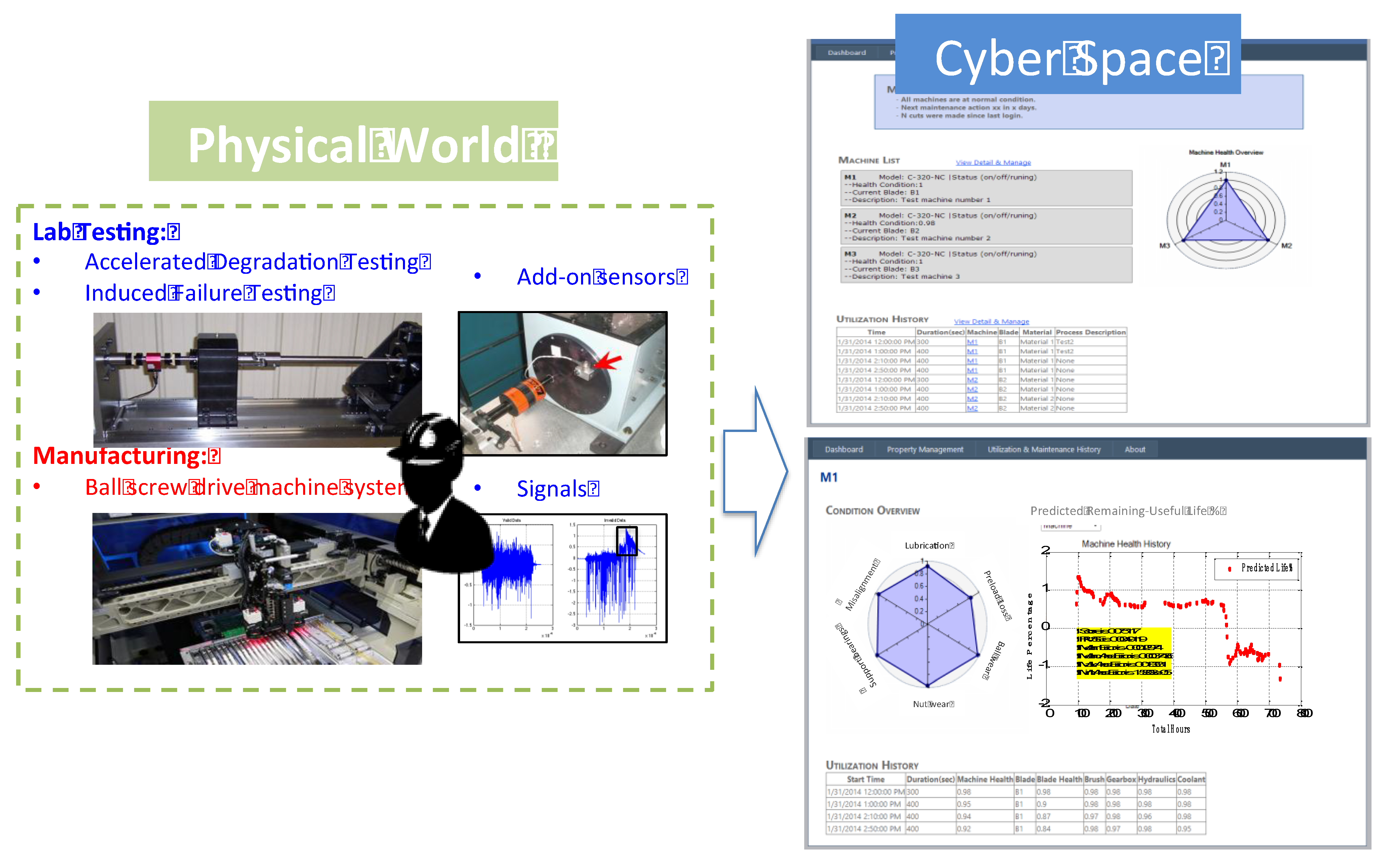
- Data-to-Information Conversion Level: In an industrial environment, data may come from different resources, including controllers, sensors, manufacturing systems (ERP, MES, SCM and CRM system), maintenance records, and so on. These data or signals represent the condition of the monitored machine systems, however, this data must be converted into meaningful information for a real-world application, including health assessment and fault diagnostics.
- III.
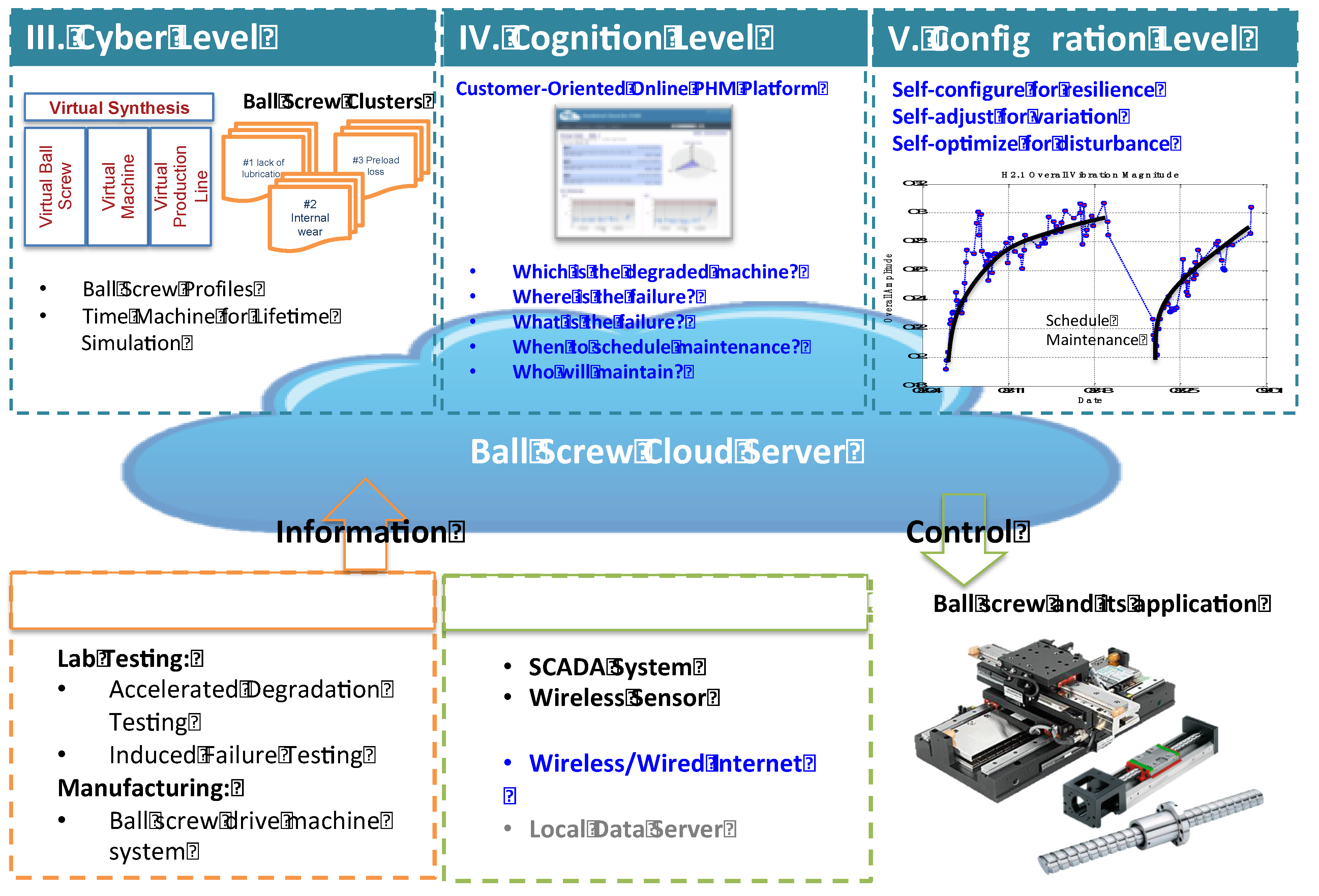
- Cyber Level: Once we can harvest information from machine systems, how to utilize it is the next challenge. The information extracted from the monitored system may represent system conditions at that time point. If it can be compared with other similar machines or with machines in different time histories, users can gain more insight on the system variation and life prediction. It is called cyber level because the information is utilized in creating cyber avatars for physical machines and building a great knowledge base for each machine system.
- IV.
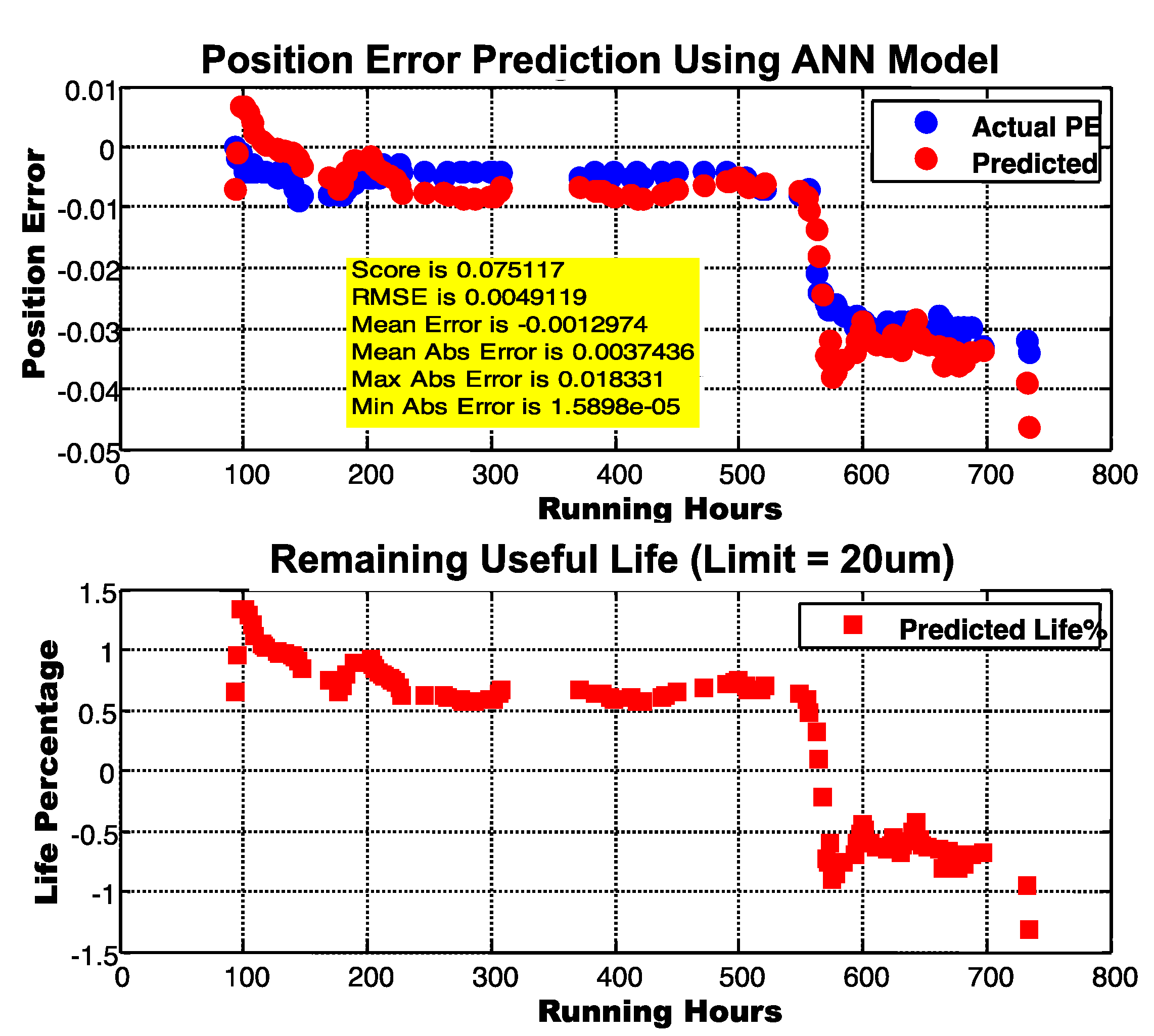
- Cognition Level: By implementing previous levels of CPS, it can provide the solutions to convert the machines signals to health information and also compare with other instances. In cognition level, the machine itself should take advantage of this online monitoring system to diagnose its potential failure and aware its potential degradation in advance. Based on the adaptive learning from the historical health evaluation, the system then can utilize some specific prediction algorithms to predict the potential failure and estimate the time to reach certain level of failures.
- V.
- Configuration Level: Since the machine can online track its health condition, the CPS can provide early failure detection and send health monitoring information to operation level. This maintenance information can be feedback to business management system so that the operators and factory managers can make the right decision based on the maintenance information. At the same time, the machine itself can adjust its working load or manufacturing schedule in order to reduce the loss of the machine malfunction and eventually achieve a resilient system.
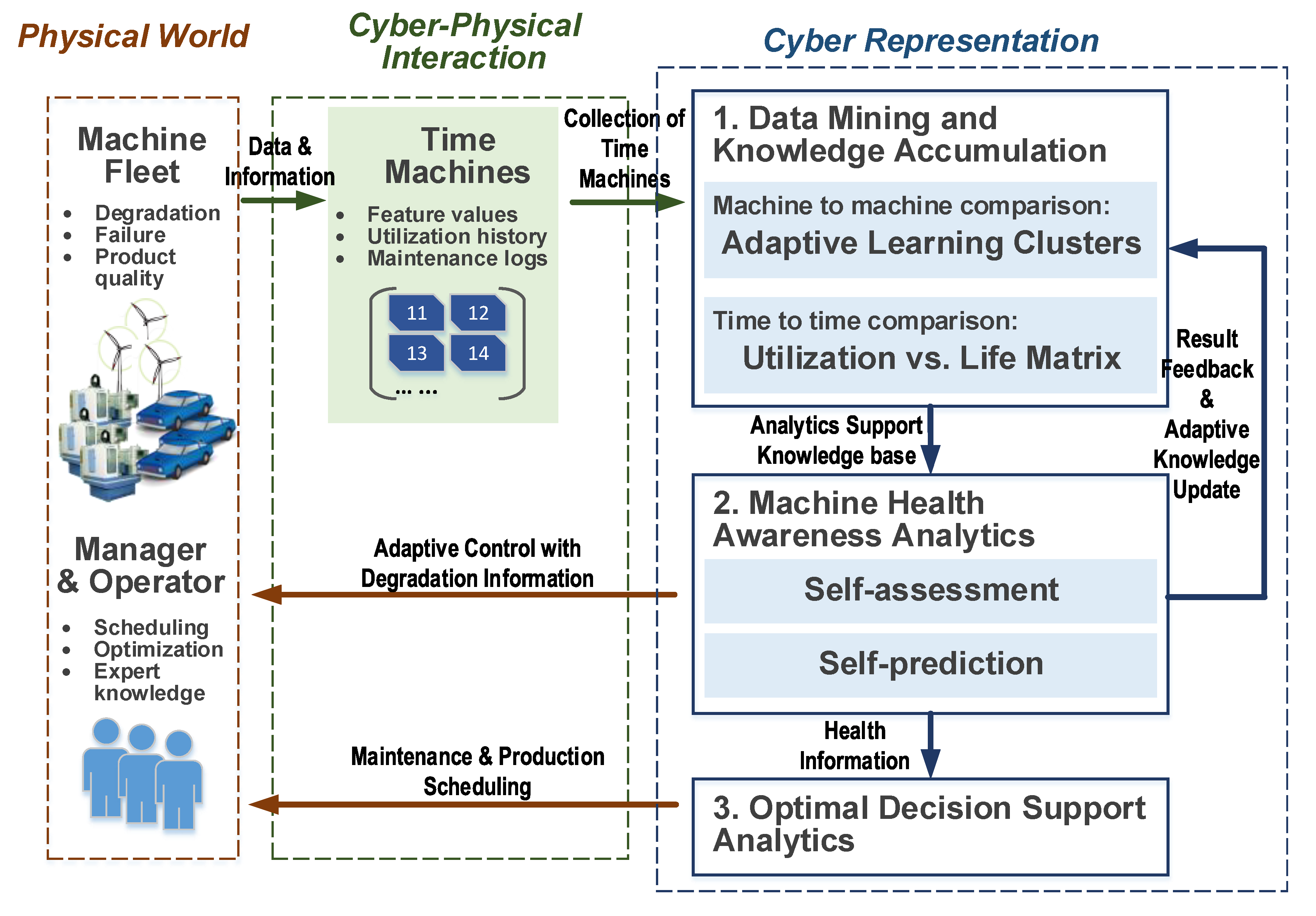
2.2. Technical Approach

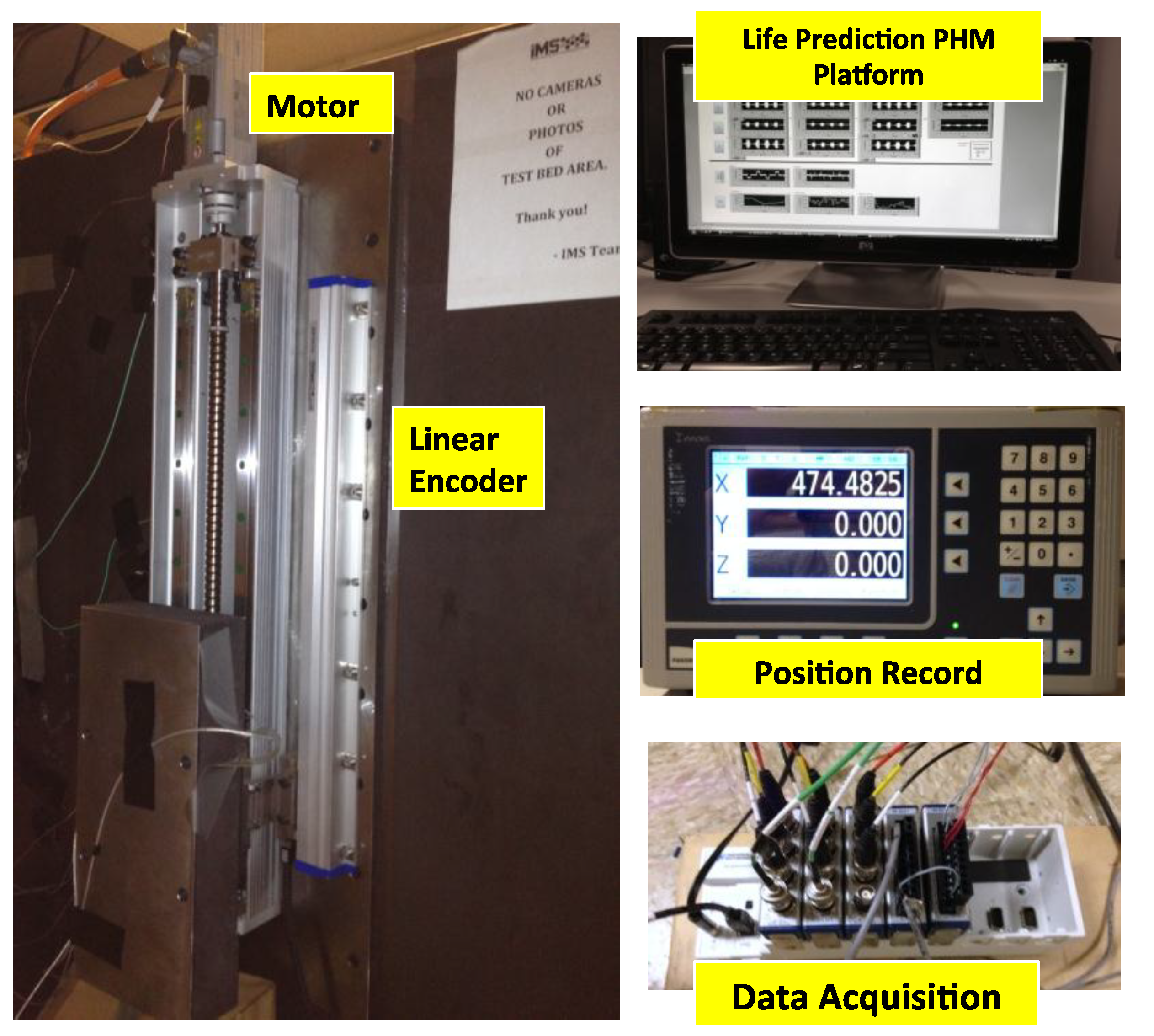
3. Experiments-Ball Screw Case Study

4. Results and Discussion–Ball Screw Case Study



5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Baheti, R.; Gill, H. Cyber-physical systems. In The Impact of Control Technology; Samad, T., Annaswamy, A.M., Eds.; IEEE Control Systems Society: New York, NY, USA, 2011; pp. 161–166. [Google Scholar]
- Shi, J.; Wan, J.; Yan, H.; Suo, H. A survey of cyber-physical systems. In Proceeding of the 2011 International Conference on Wireless Communications and Signal Processing (WCSP), Nanjing, China, 9–11 November 2011.
- Krogh, B.H.; Lee, E.; Lee, I.; Mok, A.; Pappas, G.; Rajkumar, R.; Sha, R.L.; Vincentelli, A.S.; Shin, K.; Stankovic, J.; et al. Cyber-Physical Systems, Executive Summary; CPS Steering Group: Washington, DC, USA, 2008. [Google Scholar]
- Sztipanovits, J.; Koutsoukos, X.; Karsai, G.; Kottenstette, N.; Antsaklis, P.; Gupta, V.; Goodwine, B.; Baras, J.; Wang, S. Toward a science of cyber–physical system integration. Proc. IEEE 2012, 100, 29–44. [Google Scholar] [CrossRef]
- Jennifer, R. The wisdom hierarchy: Representations of the DIKW hierarchy. J. Inf. Sci. 2007, 33, 163–180. [Google Scholar] [CrossRef]
- Martin, F. The knowledge pyramid: A critique of the DIKW hierarchy. J. Inf. Sci. 2009, 35, 131–142. [Google Scholar]
- Neelakanta, P.S.; Dighe, H. Robust factory wireless communications: A performance appraisal of the Bluetooth™ and the ZigBee™ colocated on an industrial floor. In Proceedings of the 29th Annual Conference of the IEEE Industrial Electronics Society 2003 (IECON’03), Roanoke, VA, USA, 2–6 November 2003; Volume 3.
- De Pellegrini, F.; Miorandi, D.; Vitturi, S.; Zanella, A. On the use of wireless networks at low level of factory automation systems. Proc. IEEE Trans. Ind. Inform. 2006, 2, 129–143. [Google Scholar]
- Lee, J.-S.; Su, Y.-W.; Shen, C.-C. A comparative study of wireless protocols: Bluetooth, UWB, ZigBee, and Wi-Fi. In Proceedings of the 33rd Annual Conference of the IEEE Industrial Electronics Society 2007 IECON, Taipei, Taiwan, 5–8 November 2007.
- MTConnect Institute. MTConnect Overview. Retrieved on 4 September 2013. Available online: http://www.mtconnect.org/overview/mtconnect-overview.aspx (accessed on 12 May 2015).
- Kao, Y.C.; Chen, M.S. An agent-based distributed smart machine tool service system. Comput. Commun. Control Autom. 2010, 2, 41–44. [Google Scholar]
- Koronios, A.; Nastasie, D.; Chanana, V.; Haider, A. Integration through standards—an overview of international standards for engineering asset management. In Proceedings of the Fourth International Conference on Condition Monitoring, Harrogate, UK, 11–14 June 2007.
- Hung, M.H.; Cheng, F.T.; Yeh, S.C. Development of a web-services-based e-diagnostics framework for semiconductor manufacturing industry. IEEE Trans. Semicond. Manuf. 2005, 18, 122–135. [Google Scholar] [CrossRef]
- Trendafilova, I.; van Brussel, H. Non-linear dynamic tools for the motion analysis and condition monitoring of robot joints. Mech. Syst. Signal Process. 2001, 15, 1141–1164. [Google Scholar] [CrossRef]
- Liao, L.; Pavel, R. Machine tool feed axis health monitoring using plug-and-prognose technology. In Proceedings of the 2012 Conference of the Society for Machinery Failure Prevention Technology 2012, Dayton, OH, USA, 30 April–3 May 2012.
- Tobon-Mejjia, D.A.; Medajher, A.; Zerhouni, N. CNC machine tool’s wear diagnostic and prognostic by using dynamic Bayesian networks. Mech. Syst. Signal Process. 2012, 28, 167–182. [Google Scholar] [CrossRef] [Green Version]
- Lapira, E.R. Fault Detection in a Network of Similar Machines Using Clustering Approach. Ph.D. Thesis, University of Cincinnati, Cincinnati, OH, USA, 1 February 2012. [Google Scholar]
- Ni, J.; Jin, X. Decision support systems for effective maintenance operations. CIRP Ann. Manuf. Technol. 2012, 61, 411–414. [Google Scholar] [CrossRef]
- Haddad, G.; Sandborn, P.A.; Pecht, M.G. An options approach for decision support of systems with prognostic capabilities. IEEE Trans. Reliab. 2012, 61, 872–883. [Google Scholar] [CrossRef]
- Iyer, N.; Goebel, K.; Bonissone, P. Framework for post-prognostic decision support. In Proceedings of the 2006 IEEE Aerospace Conference, Big Sky, MT, USA, 4–11 March 2006; pp. 1–10.
- Zhou, S.; Shi, J. Active balancing and vibration control of rotating machinery: A survey. Shock Vib. Dig. 2001, 33, 361–371. [Google Scholar] [CrossRef]
- Dohner, J.L.; Lauffer, J.P.; Hinnerichs, T.D.; Shankar, N.; Regelbrugge, M.; Kwa, C.M.; Brider, K. Mitigation of chatter instabilities in milling by active structural control. J. Sound Vib. 2004, 269, 197–211. [Google Scholar] [CrossRef]
- Lee, J.; Wu, F.; Ghaffari, M.; Liao, L.; Siegel, D. Prognostics and health management design for rotary machinery systems—Reviews, methodology, and applications. Mech. Syst. Signal Process. 2014, 42, 314–334. [Google Scholar] [CrossRef]
- Li, L.; Jun, N. Short-term decision support system for maintenance task prioritization. Int. J. Prod. Econ. 2009, 121, 195–202. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kao, H.-A.; Jin, W.; Siegel, D.; Lee, J. A Cyber Physical Interface for Automation Systems—Methodology and Examples. Machines 2015, 3, 93-106. https://doi.org/10.3390/machines3020093
Kao H-A, Jin W, Siegel D, Lee J. A Cyber Physical Interface for Automation Systems—Methodology and Examples. Machines. 2015; 3(2):93-106. https://doi.org/10.3390/machines3020093
Chicago/Turabian StyleKao, Hung-An, Wenjing Jin, David Siegel, and Jay Lee. 2015. "A Cyber Physical Interface for Automation Systems—Methodology and Examples" Machines 3, no. 2: 93-106. https://doi.org/10.3390/machines3020093