
Developing and Testing of the Principle Prototype for Efficient Micro-Damage Fine Stripping of Asphalt on the Surface of Reclaimed Asphalt Pavement

 ,
,
Abstract
:1. Introduction
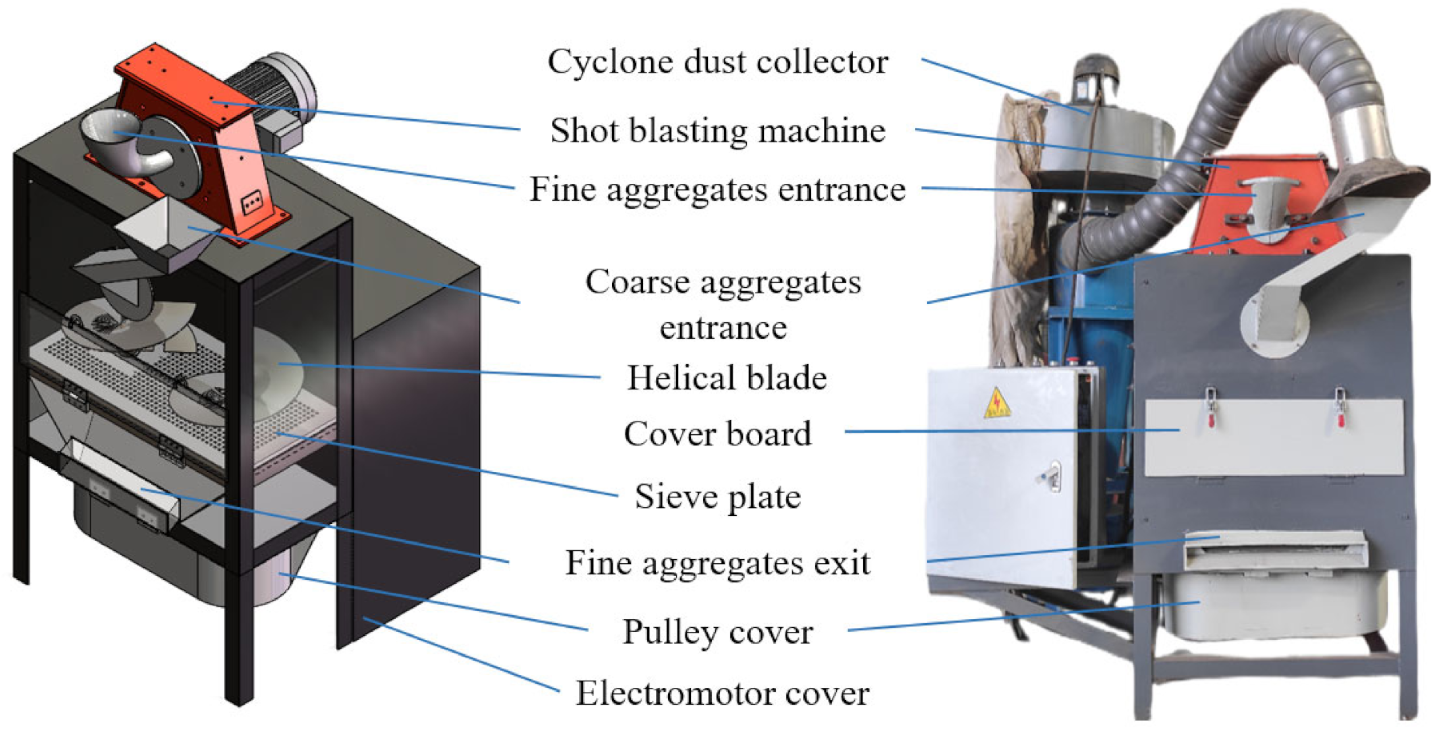
2. Structure Design of RAP Surface-Asphalt-Stripping Principle Prototype
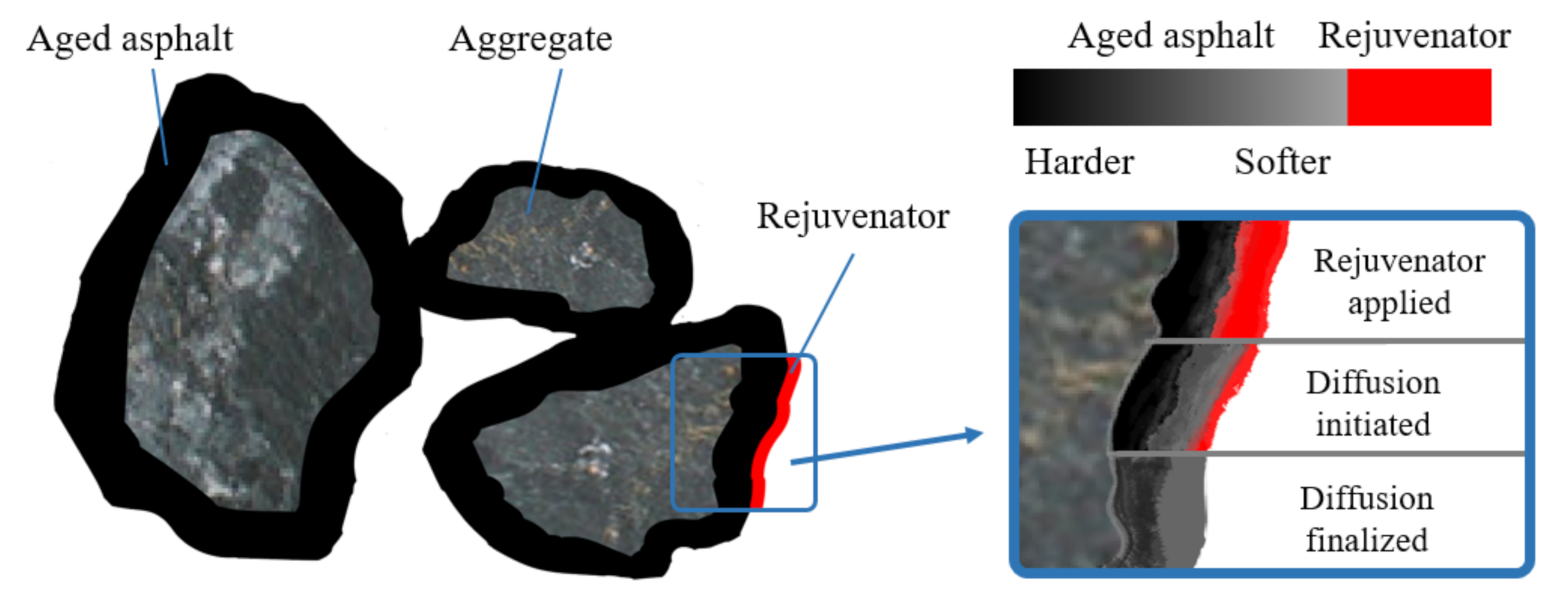
2.1. Structural Composition of Asphalt Mixture
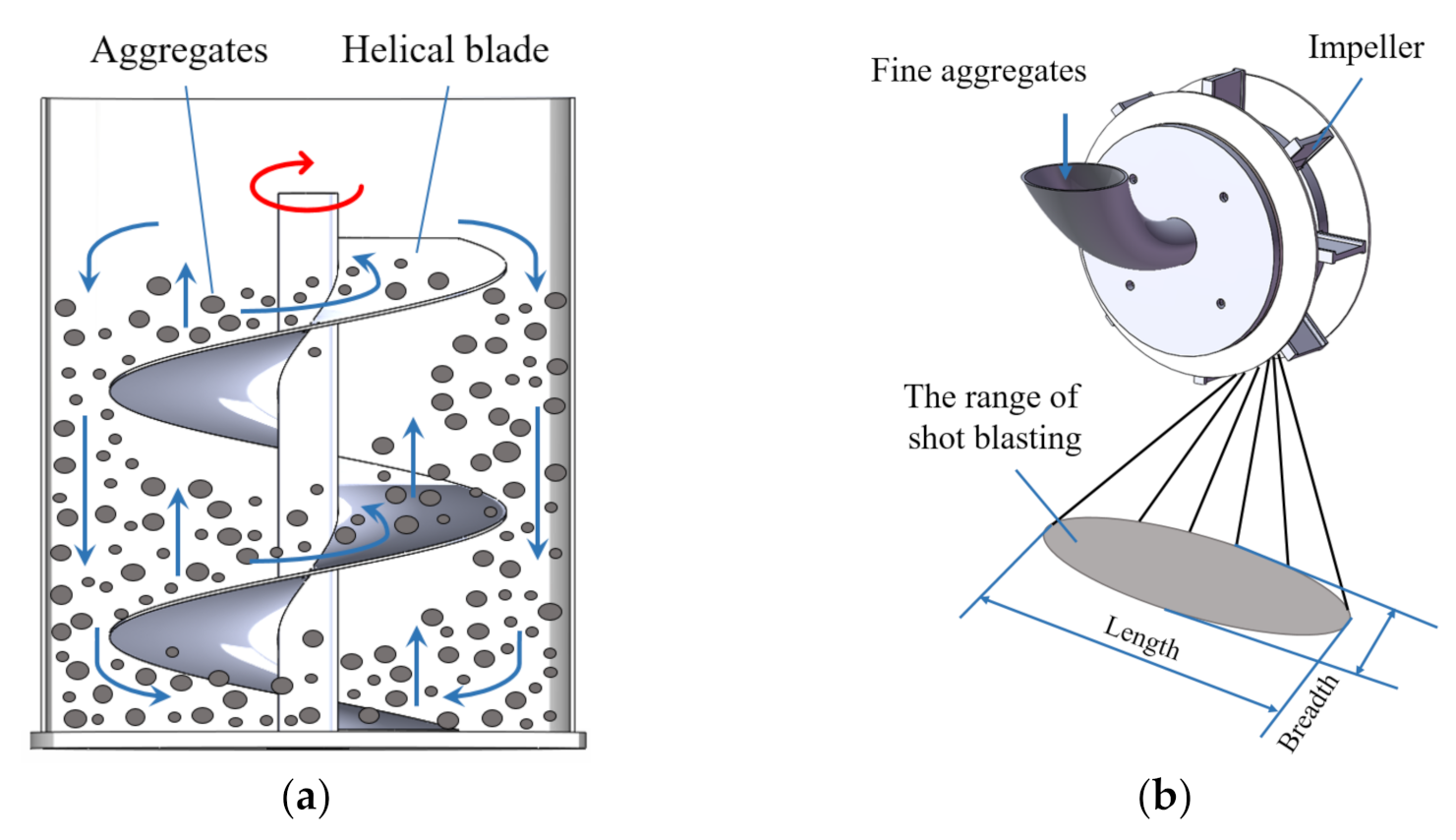
2.2. Functional Analysis and Structural Scheme of the Stripping Structure
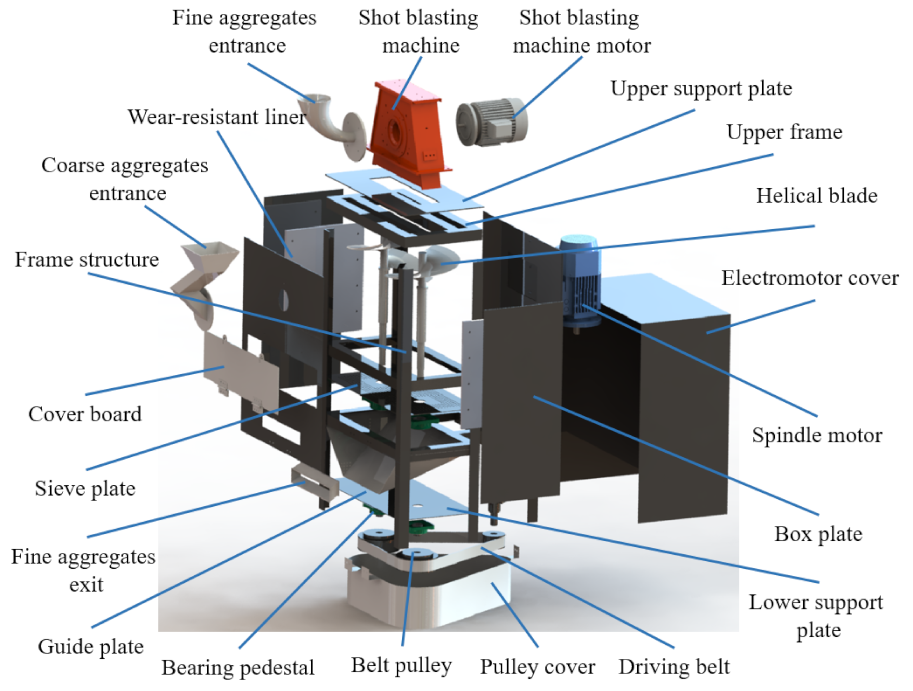
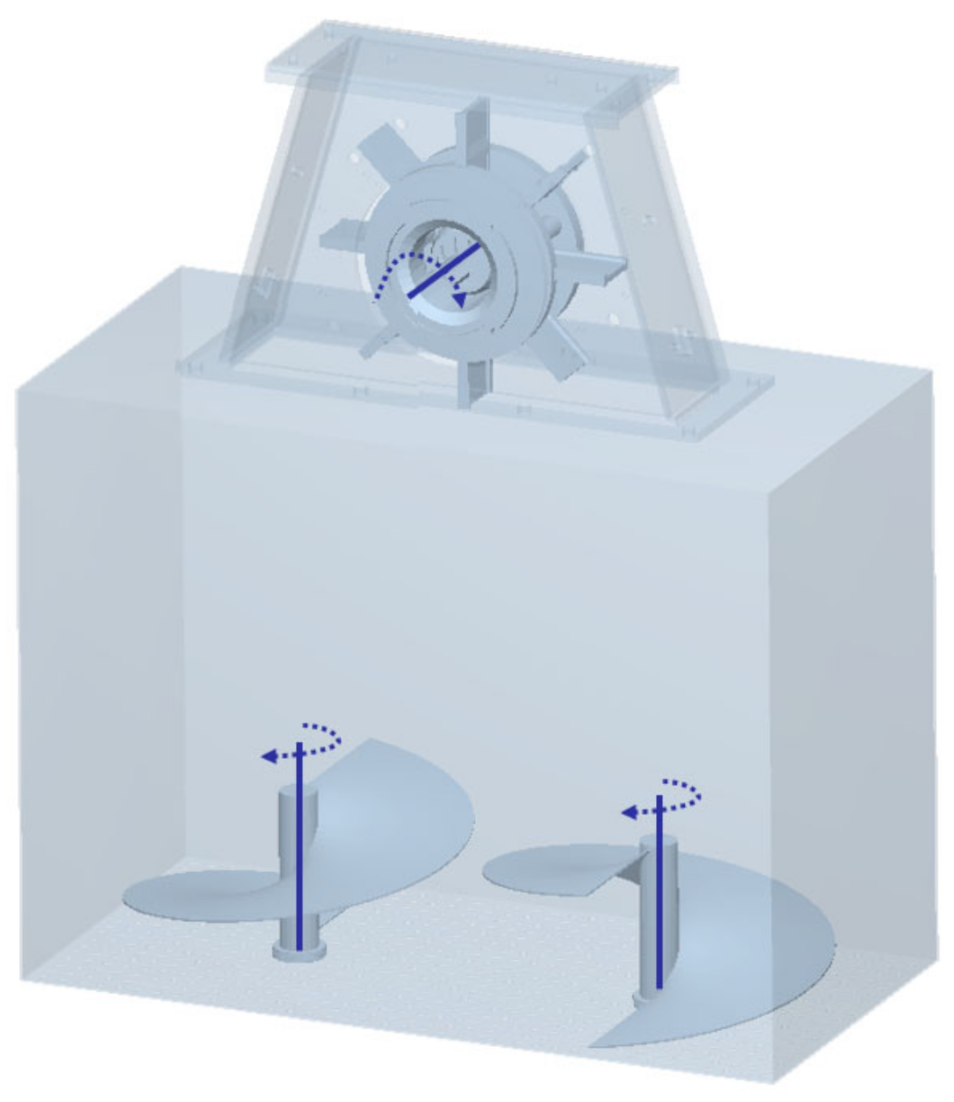
2.3. Modeling of the Principle Prototype
3. Simulation of the Prototype Based on EDEM
3.1. Basic Theory of DEM
3.1.1. Introduction to DEM
3.1.2. Equation of Motion—Newton’s Second Law
3.1.3. Time Step
3.2. Configuration of the DEM Simulation Model
3.2.1. Contact Model Selection
3.2.2. Material and Geometry Parameter Settings
3.2.3. Aggregate Model Setting
3.2.4. Establishment of the Simulation Model
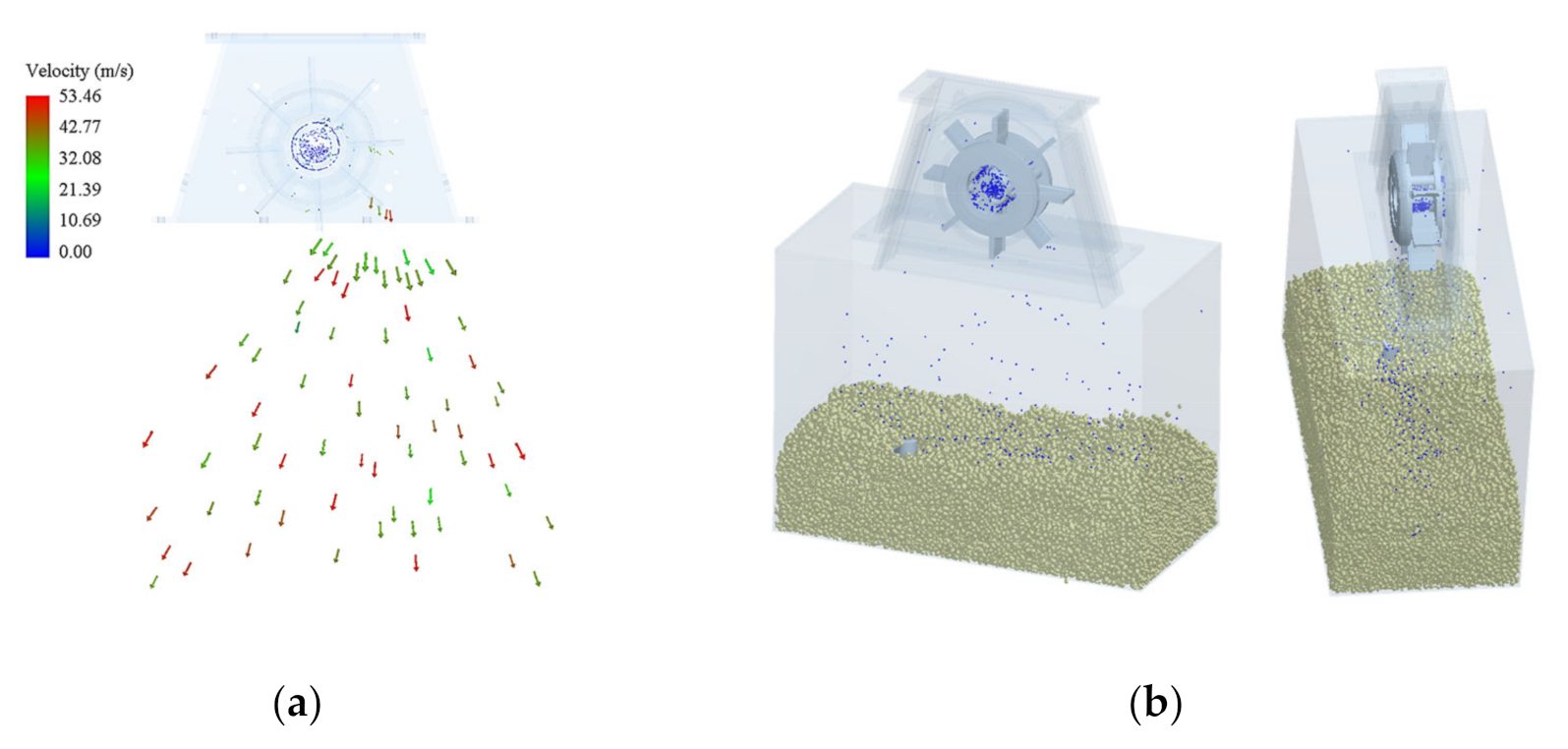
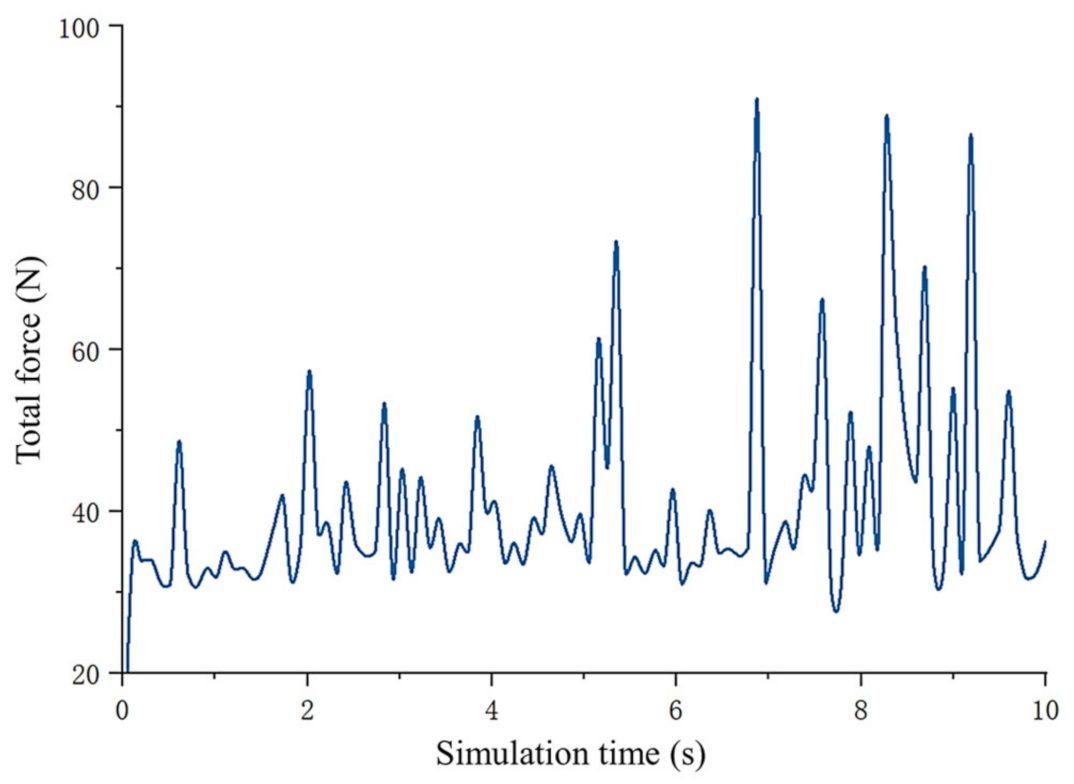
3.3. Numerical Simulation and Analysis
4. Test of the Principle Prototype
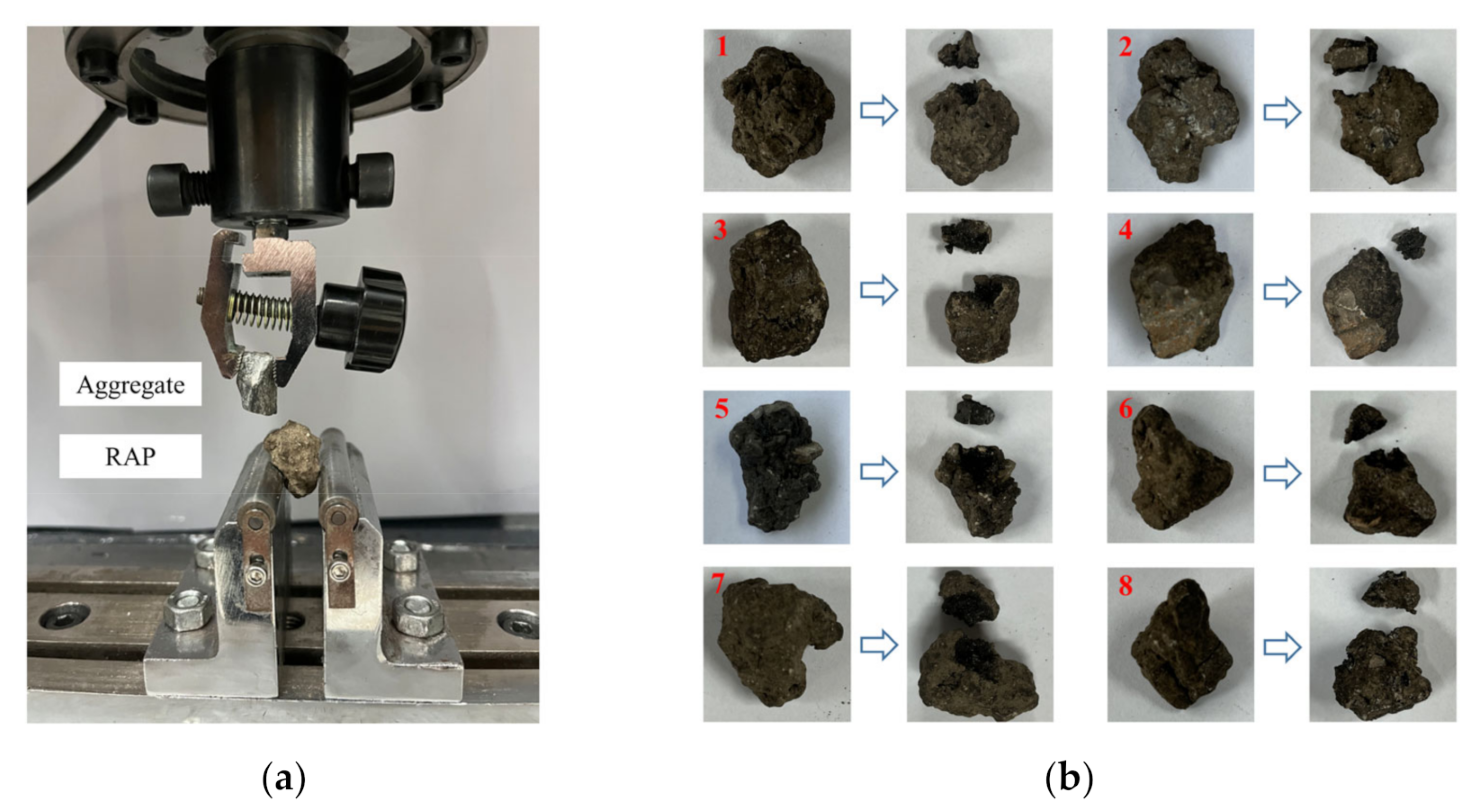
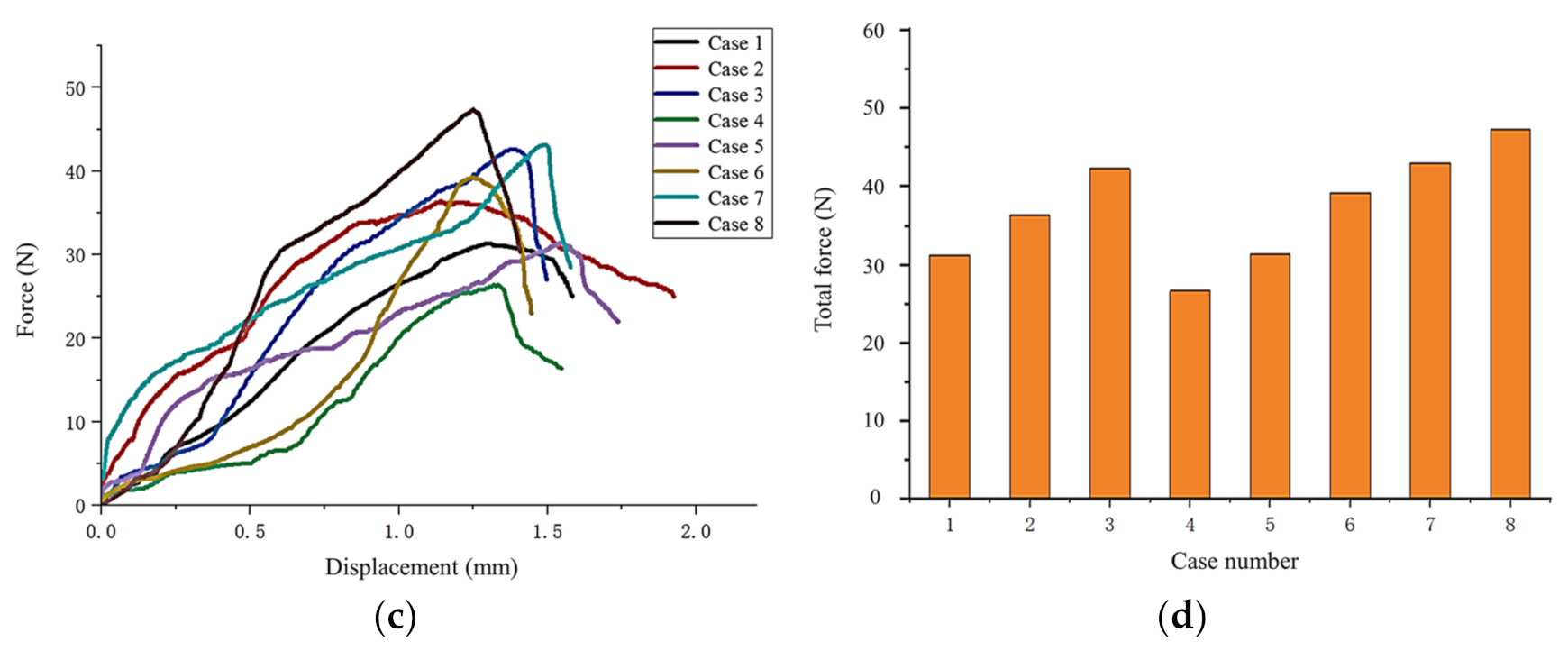
4.1. Mechanical Test of Single Particle Asphalt Stripping
4.2. Treatment Process of the Principle Prototype
4.3. Test Scheme and Preparation
5. Results and Discussion
5.1. Change in Surface Morphology of Coarse Aggregates
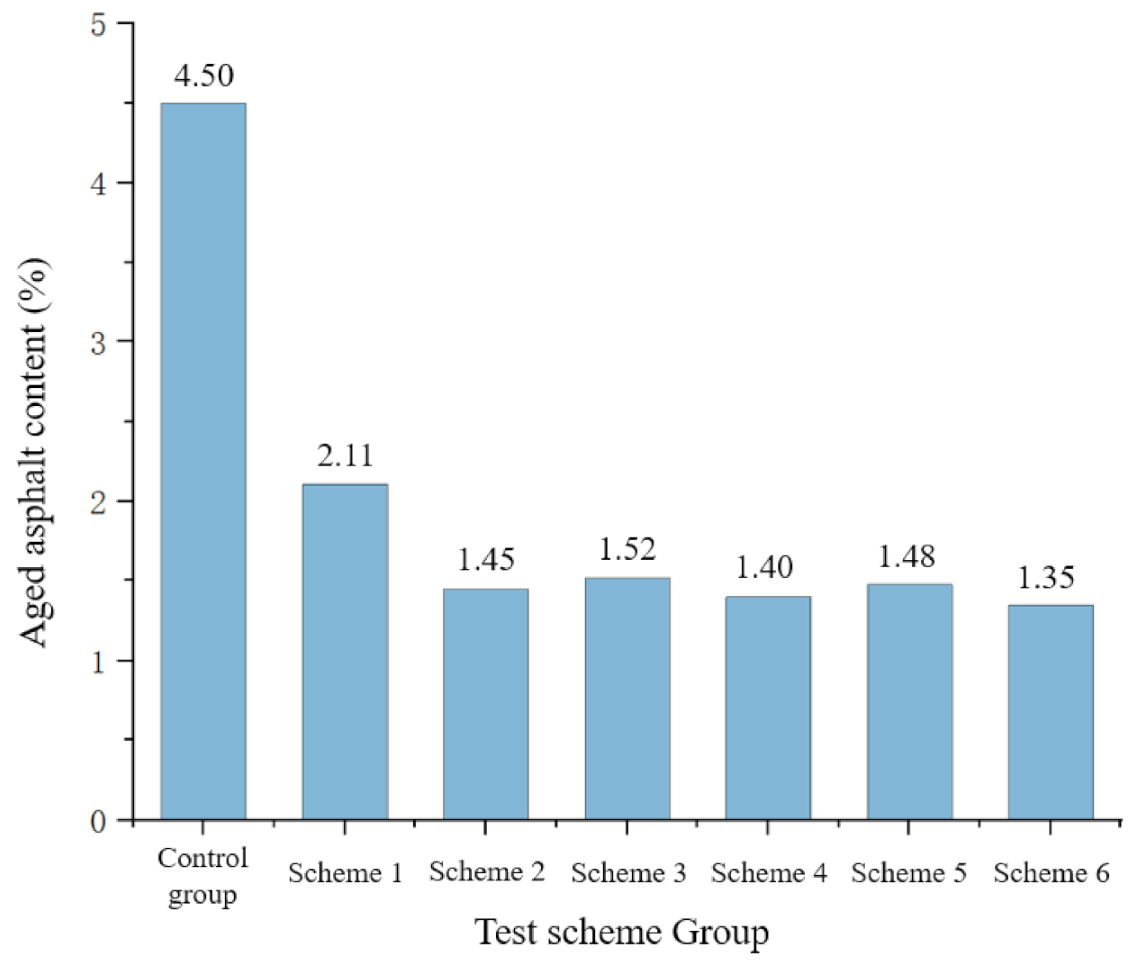
5.2. Changes in Asphalt Content of Coarse Aggregates
5.3. Particle Size Ratio of Each Grade
6. Conclusions
- (1)
- The principle prototype with fine aggregate blasting and coarse aggregate self-grinding has a satisfactory treatment effect, which can realize the stripping of asphalt on the surface of coarse aggregates without damaging the grading of coarse aggregates. The reliability of the prototype is also preliminarily verified.
- (2)
- The shot-blasting effect and the self-grinding effect lead to satisfactory asphalt stripping. When the blasting process is not applied, the asphalt-stripping efficiency is low because only the self-grinding contributes. With both processes active, the asphalt content on the aggregate surface can reach the lowest achievable amount in the shortest time.
- (3)
- With the application of the blasting process, increasing the treatment time and projectile size can increase the asphalt-stripping rate and reduce the residual aged asphalt content on the aggregate surface. The effect of 2.36–5 mm projectiles and 60 min treatment is the best; the highest stripping rate can reach 41.5%, and the lowest asphalt content can be reduced to 1.35% after treatment. Considering that the energy consumption of 60 min treatment is doubled compared with a 30 min treatment, while the improvement of the treatment effect is limited, different process parameters should be selected according to the actual working conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Al-Sabaeei, A.M.; Napiah, M.B.; Sutanto, M.H.; Alaloul, W.S.; Usman, A. A Systematic Review of Bio-Asphalt for Flexible Pavement Applications: Coherent Taxonomy, Motivations, Challenges and Future Directions. J. Clean. Prod. 2020, 249, 119357. [Google Scholar] [CrossRef]
- Rahman, M.T.; Hainin, M.R.; Bakar, W.A.W.A. Use of Waste Cooking Oil, Tire Rubber Powder and Palm Oil Fuel Ash in Partial Replacement of Bitumen. Constr. Build. Mater. 2017, 150, 95–104. [Google Scholar] [CrossRef]
- Hu, Y.; Si, W.; Kang, X.; Xue, Y.; Wang, H.; Parry, T.; Airey, G.D. State of the Art: Multiscale Evaluation of Bitumen Ageing Behaviour. Fuel 2022, 326, 125045. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, Z.; Xu, G.; Shi, C. Evaluation of Aging Behaviors of Asphalt Binders through Different Rheological Indices. Fuel 2018, 221, 78–88. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, Y. Recycle of Waste Asphalt Mixture. J. Northeast For. Univ. 2007, 35, 88–89. [Google Scholar] [CrossRef]
- Yaseen, G.; Alaloul, W.S.; Hafeez, I.; Qureshi, A.H. Shape Characterizing of Aggregates Produced through Different Crushing Techniques. Coatings 2021, 11, 1199. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B. Review of Very High-Content Reclaimed Asphalt Use in Plant-Produced Pavements: State of the Art. Int. J. Pavement Eng. 2015, 16, 39–55. [Google Scholar] [CrossRef]
- Willis, J.R.; Marasteanu, M. National Cooperative Highway Research Program; Transportation Research Board; National Academies of Sciences, Engineering, and Medicine. In Improved Mix Design, Evaluation, and Materials Management Practices for Hot Mix Asphalt with High Reclaimed Asphalt Pavement Content; Transportation Research Board: Washington, DC, USA, 2013; p. 22554. ISBN 978-0-309-25913-2. [Google Scholar]
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Report No. FHWA-HRT-11-021; Federal Highway Administration: Mclean, VA, USA, 2011. [Google Scholar]
- Raman, J.V.M.; Ramasamy, V. Various Treatment Techniques Involved to Enhance the Recycled Coarse Aggregate in Concrete: A Review. Mater. Today Proc. 2021, 45, 6356–6363. [Google Scholar] [CrossRef]
- Pandurangan, K.; Dayanithy, A.; Om Prakash, S. Influence of Treatment Methods on the Bond Strength of Recycled Aggregate Concrete. Constr. Build. Mater. 2016, 120, 212–221. [Google Scholar] [CrossRef]
- Ma, Y.; Ding, Y.; Zheng, K.; Polaczyk, P.; Zhang, M.; Xiao, R.; Huang, B. Effects of Immobilized RAP Binder on Asphalt-Aggregate Interaction and Performance of 100% Recycled Asphalt Mixtures. J. Mater. Civ. Eng. 2023, 35, 4023029. [Google Scholar] [CrossRef]
- Ma, Y.; Polaczyk, P.; Xiao, R.; Jiang, X.; Zhang, M.; Liu, Y.; Huang, B. Influence of Mobilized RAP Content on the Effective Binder Quality and Performance of 100% Hot In-Place Recycled Asphalt Mixtures. Constr. Build. Mater. 2022, 342, 127941. [Google Scholar] [CrossRef]
- Dimitriou, G.; Savva, P.; Petrou, M.F. Enhancing Mechanical and Durability Properties of Recycled Aggregate Concrete. Constr. Build. Mater. 2018, 158, 228–235. [Google Scholar] [CrossRef]
- Dilbas, H.; Çakır, Ö.; Atiş, C.D. Experimental Investigation on Properties of Recycled Aggregate Concrete with Optimized Ball Milling Method. Constr. Build. Mater. 2019, 212, 716–726. [Google Scholar] [CrossRef]
- Babu, V.S.; Mullick, A.K.; Jain, K.K.; Singh, P.K. Strength and Durability Characteristics of High-Strength Concrete with Recycled Aggregate-Influence of Processing. J. Sustain. Cem. -Based Mater. 2015, 4, 54–71. [Google Scholar] [CrossRef]
- Zhao, S.; Liu, H. Influence Evaluation of Shot Blasting Technology on Skid Resistance of Asphalt Pavement. Maint. Constr. Mach. 2015, 32, 76–79. [Google Scholar] [CrossRef]
- Kalala, J.T.; Breetzke, M.; Moys, M.H. Study of the Influence of Liner Wear on the Load Behaviour of an Industrial Dry Tumbling Mill Using the Discrete Element Method (DEM). Int. J. Miner. Process. 2008, 86, 33–39. [Google Scholar] [CrossRef]
- Ren, T.; Li, Z.; Liu, C.; Li, Y.; He, X. Simulation of Tower Mill Analysis Based on Discrete Element Method. China Powder Sci. Technol. 2016, 22, 88–91. [Google Scholar] [CrossRef]
- Choi, D.; Kim, T.; Yang, C.; Nam, J.; Park, J. Discrete Element Method and Experiments Applied to a New Impeller Blade Design for Enhanced Coverage and Uniformity of Shot Blasting. Surf. Coat. Technol. 2019, 367, 262–270. [Google Scholar] [CrossRef]
- Zhang, C.; Xu, S.; Liu, J.; Ma, Y. Comprehensive Clustering-Based Topology Optimization for Connectable Multi-Scale Additive Manufacturing Structures. Addit. Manuf. 2022, 54, 102786. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, T.; Xu, S.; Liu, J. Multiscale Topology Optimization for Solid–Lattice–Void Hybrid Structures through an Ordered Multi-Phase Interpolation. Comput. -Aided Des. 2023, 154, 103424. [Google Scholar] [CrossRef]
- Jiang, P.; Ding, K. Analysis of Personalized Production Organizing and Operating Mechanism in a Social Manufacturing Environment. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 2670–2676. [Google Scholar] [CrossRef]
- Jiang, P.; Leng, J.; Ding, K.; Gu, P.; Koren, Y. Social Manufacturing as a Sustainable Paradigm for Mass Individualization. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1961–1968. [Google Scholar] [CrossRef]
- Ji, X.; Li, J.; Zou, H.; Hou, Y.; Chen, B.; Jiang, Y. Multi Scale Investigation on the Failure Mechanism of Adhesion between Asphalt and Aggregate Caused by Aging. Constr. Build. Mater. 2020, 265, 120361. [Google Scholar] [CrossRef]
- Fang, Y.; Zhang, Z.; Shi, J.; Yang, X.; Li, X. Insights into Permeability of Rejuvenator in Old Asphalt Based on Permeation Theory: Permeation Behaviors and Micro Characteristics. Constr. Build. Mater. 2022, 325, 126765. [Google Scholar] [CrossRef]
- Sinnott, M.D.; Cleary, P.W.; Morrison, R.D. Is Media Shape Important for Grinding Performance in Stirred Mills? Miner. Eng. 2011, 24, 138–151. [Google Scholar] [CrossRef]
- Daraio, D.; Villoria, J.; Ingram, A.; Alexiadis, A.; Stitt, E.H.; Marigo, M. Investigating Grinding Media Dynamics inside a Vertical Stirred Mill Using the Discrete Element Method: Effect of Impeller Arm Length. Powder Technol. 2020, 364, 1049–1061. [Google Scholar] [CrossRef]
- Hensel, J.; Eslami, H.; Nitschke-Pagel, T.; Dilger, K. Fatigue Strength Enhancement of Butt Welds by Means of Shot Peening and Clean Blasting. Metals 2019, 9, 744. [Google Scholar] [CrossRef]
- Zhang, D.; Whiten, W.J. An Efficient Calculation Method for Particle Motion in Discrete Element Simulations. Powder Technol. 1998, 98, 223–230. [Google Scholar] [CrossRef]
- Zhang, D.; Whiten, W.J. A New Calculation Method for Particle Motion in Tangential Direction in Discrete Element Simulations. Powder Technol. 1999, 102, 235–243. [Google Scholar] [CrossRef]
- Ucgul, M.; Fielke, J.M.; Saunders, C. Three-Dimensional Discrete Element Modelling of Tillage: Determination of a Suitable Contact Model and Parameters for a Cohesionless Soil. Biosyst. Eng. 2014, 121, 105–117. [Google Scholar] [CrossRef]
- Carreau, P.J.; Bousmina, M.; Bonniot, F. The Viscoelastic Properties of Polymer-Modified Asphalts. Can. J. Chem. Eng. 2000, 78, 495–503. [Google Scholar] [CrossRef]
- Chen, J.S.; Zeng, L.; Yin, J. Discrete Element Method (DEM) Analyses of Hot-Mix Asphalt (HMA) Mixtures Compaction and Internal Structure. AMR 2013, 639–640, 1287–1294. [Google Scholar] [CrossRef]
- Bharadwaj, R.; Ketterhagen, W.R.; Hancock, B.C. Discrete Element Simulation Study of a Freeman Powder Rheometer. Chem. Eng. Sci. 2010, 65, 5747–5756. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | Poisson’s Ratio | Shear Modulus (Pa) | Density (kg/m3) |
|---|---|---|---|
| Aggregate | 0.25 | 2.3 × 1010 | 2700 |
| Steel | 0.3 | 7 × 1010 | 7850 |
| Relation of Contact | Coefficient of Recovery | Coefficient of Static Friction | Coefficient of Sliding Friction |
|---|---|---|---|
| Aggregate–Aggregate | 0.10 | 0.60 | 0.24 |
| Aggregate–Steel | 0.10 | 0.80 | 0.24 |
| Specification of Aggregate (mm) | Aggregate Grade Ratio (%) |
|---|---|
| 4.75–9.5 | 30.57 |
| 9.5–13.2 | 23.65 |
| 13.2–16 | 29.66 |
| 16–26.5 | 16.12 |
| Scheme | Coarse Aggregates Mass/kg | Projectiles Size/mm | Processing Time/min |
|---|---|---|---|
| 1 | 40 | 0 | 30 |
| 2 | 40 | 0 | 60 |
| 3 | 40 | 0–4.75 | 30 |
| 4 | 40 | 0–4.75 | 60 |
| 5 | 40 | 2.36–4.75 | 30 |
| 6 | 40 | 2.36–4.75 | 60 |
| Scheme | m0/kg | Projectiles Size/mm | Processing Time/min | m1/kg | P/% |
|---|---|---|---|---|---|
| 1 | 40 | 0 | 30 | 28.45 | 28.88 |
| 2 | 40 | 0 | 60 | 25.10 | 37.25 |
| 3 | 40 | 0–4.75 | 30 | 25.40 | 36.50 |
| 4 | 40 | 0–4.75 | 60 | 23.90 | 40.25 |
| 5 | 40 | 2.36–4.75 | 30 | 25.00 | 37.50 |
| 6 | 40 | 2.36–4.75 | 60 | 23.40 | 41.50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, L.; Wang, S.; Zhang, J.; Zou, B.; Wang, M.; Zhang, W.; Lv, X.; Meng, D.; Hu, X.; Yao, Z.; et al. Developing and Testing of the Principle Prototype for Efficient Micro-Damage Fine Stripping of Asphalt on the Surface of Reclaimed Asphalt Pavement. Machines 2023, 11, 367. https://doi.org/10.3390/machines11030367
Zhou L, Wang S, Zhang J, Zou B, Wang M, Zhang W, Lv X, Meng D, Hu X, Yao Z, et al. Developing and Testing of the Principle Prototype for Efficient Micro-Damage Fine Stripping of Asphalt on the Surface of Reclaimed Asphalt Pavement. Machines. 2023; 11(3):367. https://doi.org/10.3390/machines11030367
Chicago/Turabian StyleZhou, Long, Shanshan Wang, Jizhe Zhang, Bin Zou, Meng Wang, Wenwu Zhang, Xin Lv, De’an Meng, Xueliang Hu, Zhanyong Yao, and et al. 2023. "Developing and Testing of the Principle Prototype for Efficient Micro-Damage Fine Stripping of Asphalt on the Surface of Reclaimed Asphalt Pavement" Machines 11, no. 3: 367. https://doi.org/10.3390/machines11030367