
Remote Monitoring and Maintenance for Equipment and Production Lines on Industrial Internet: A Literature Review



Abstract
:1. Introduction
1.1. Background
1.2. Research Methodology for Literature Review
2. Architecture
3. Key Enable Technologies
3.1. Physical Layer
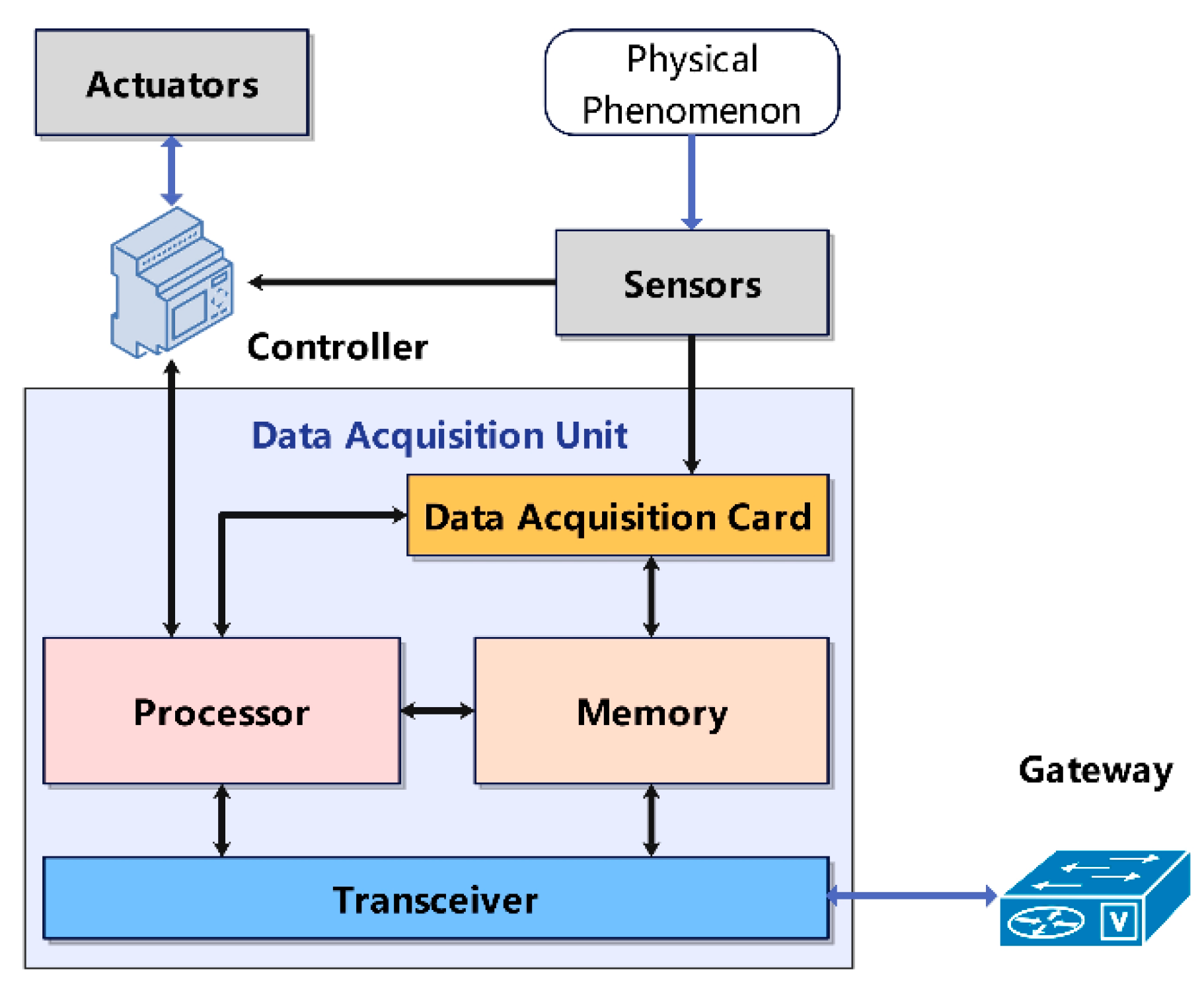
3.1.1. Data Acquisition Technologies
A. Wired Data Acquisition Technologies
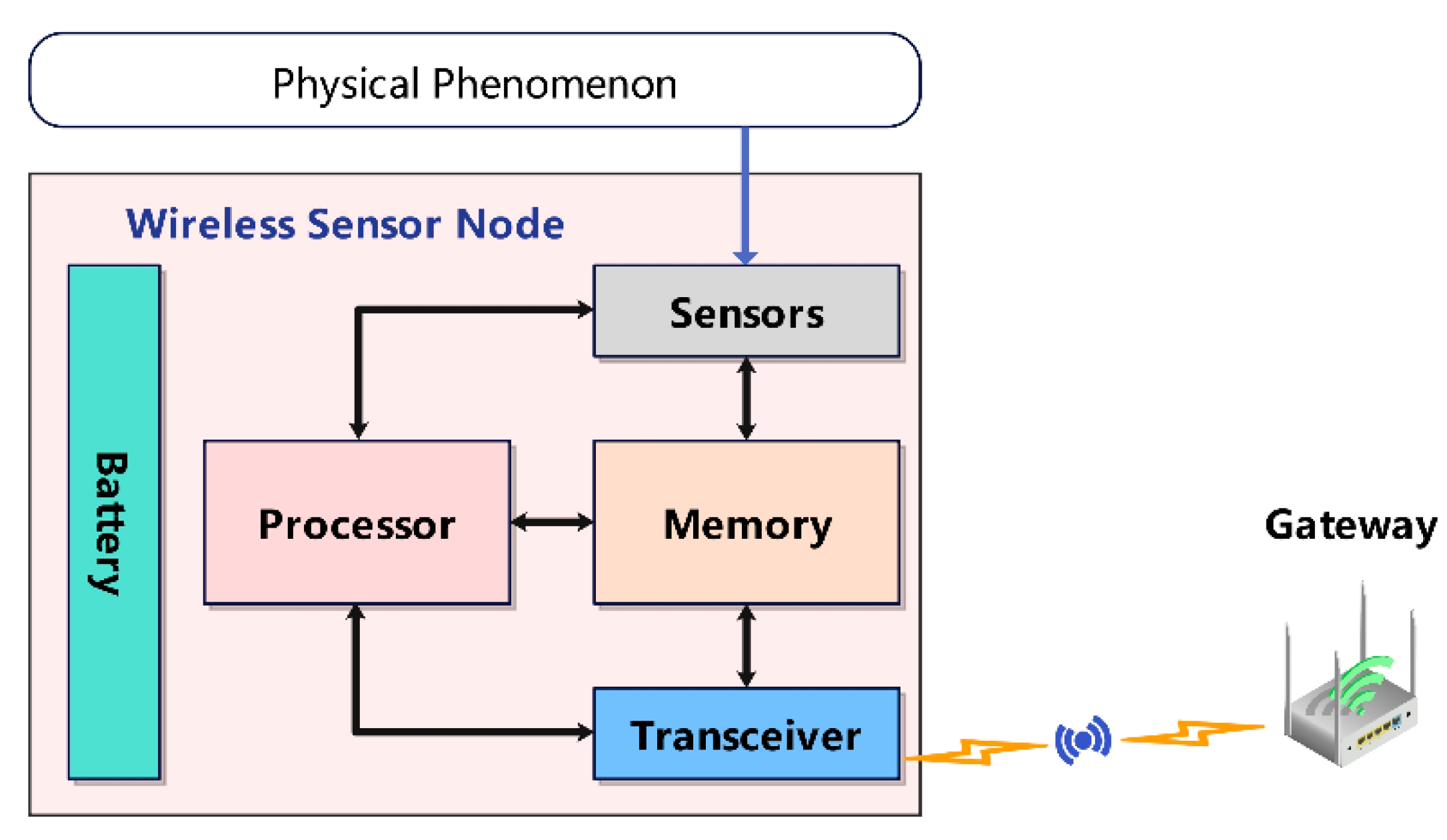
B. Wireless Data Acquisition Technologies
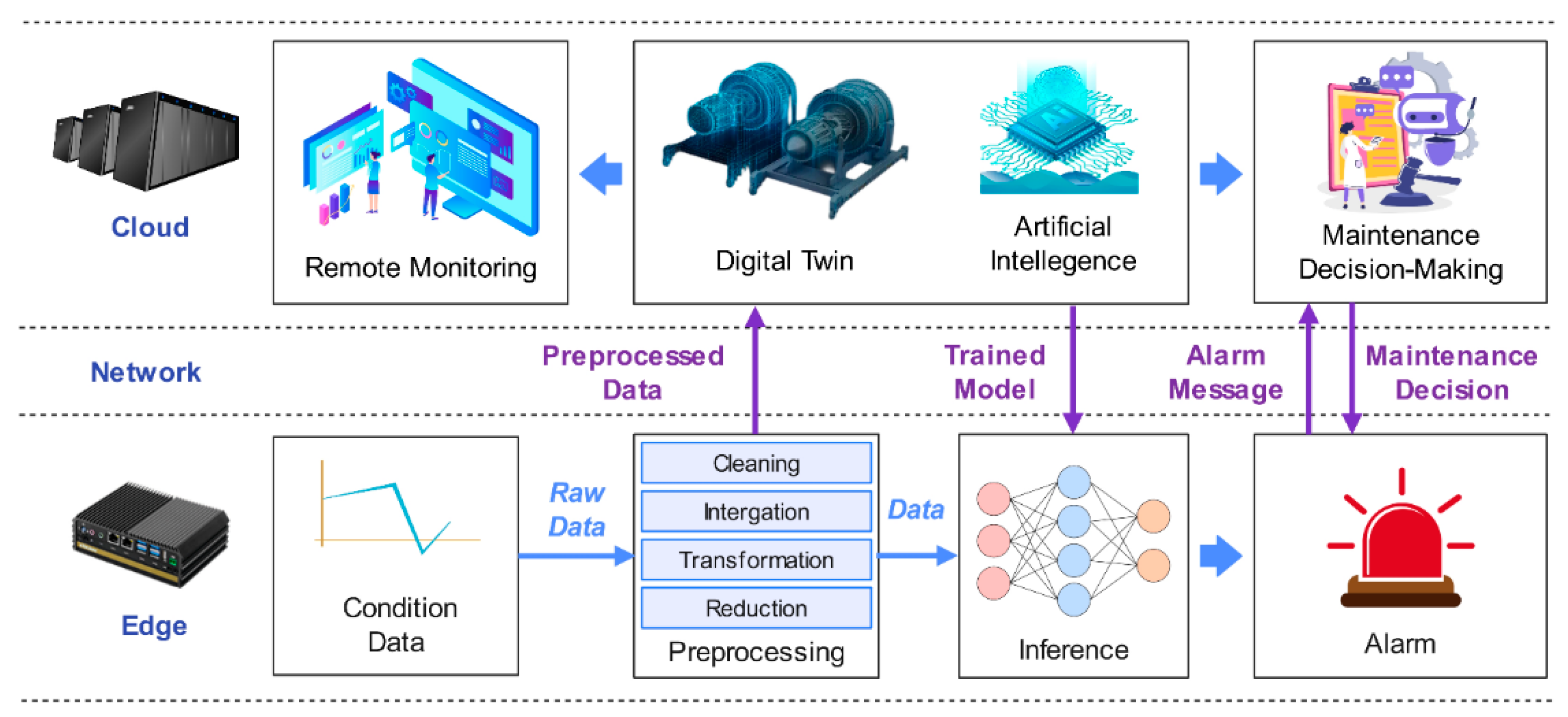
3.1.2. Edge Computing
3.2. Transport Layer
3.2.1. Communication Technologies
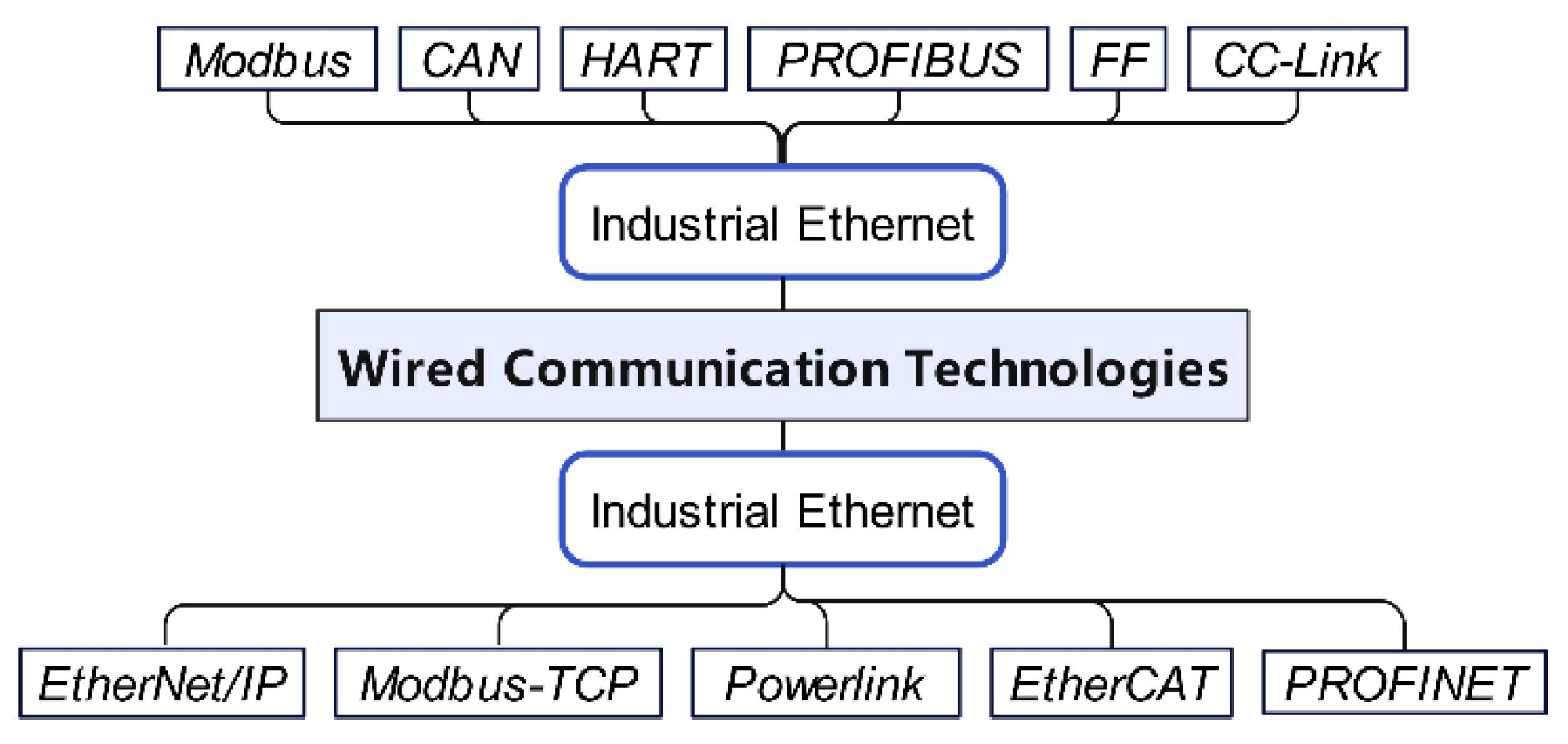
A. Wired Communication Technologies
B. Wireless Communication Technologies
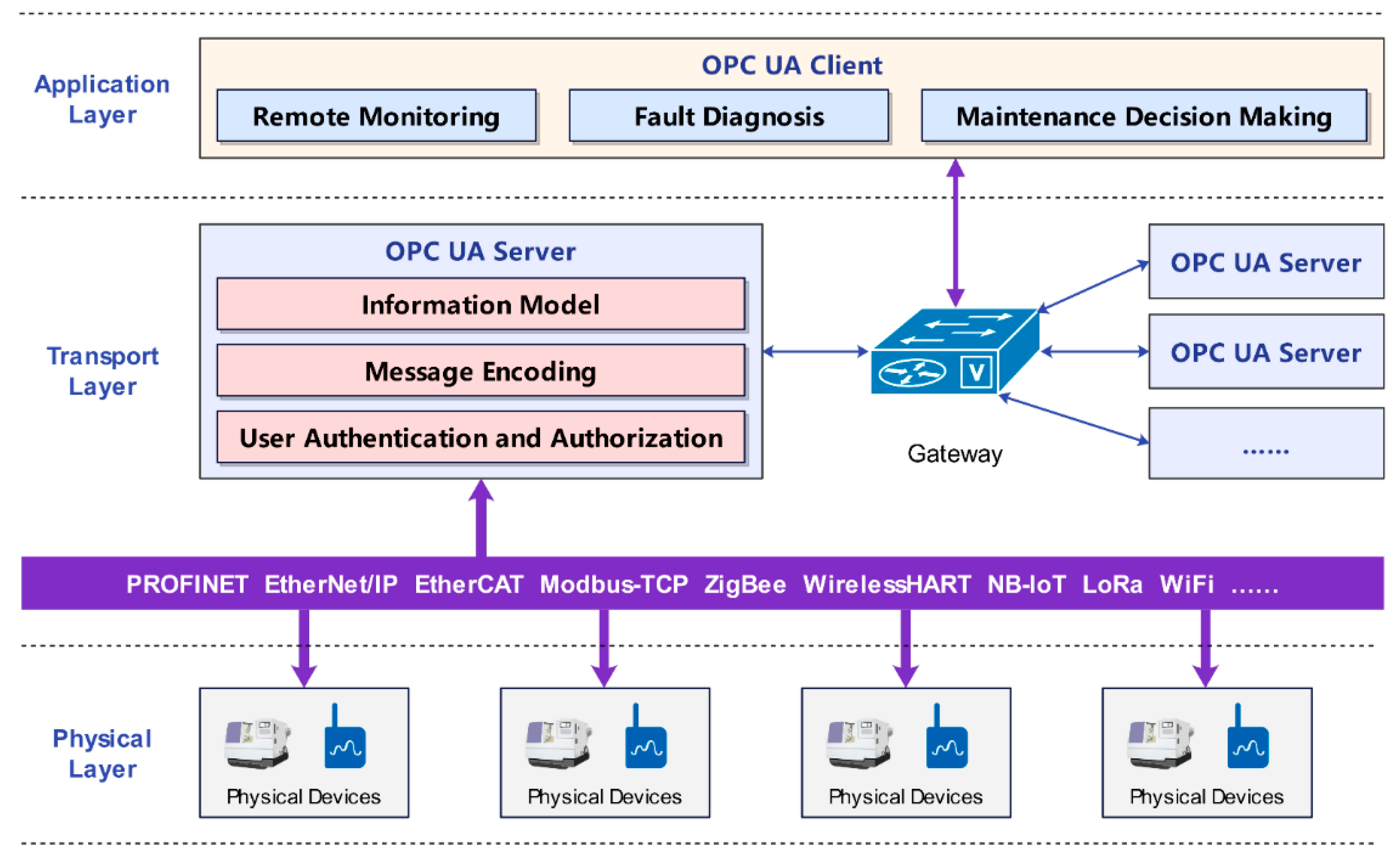
C. Open Platform Communication Unified Architecture
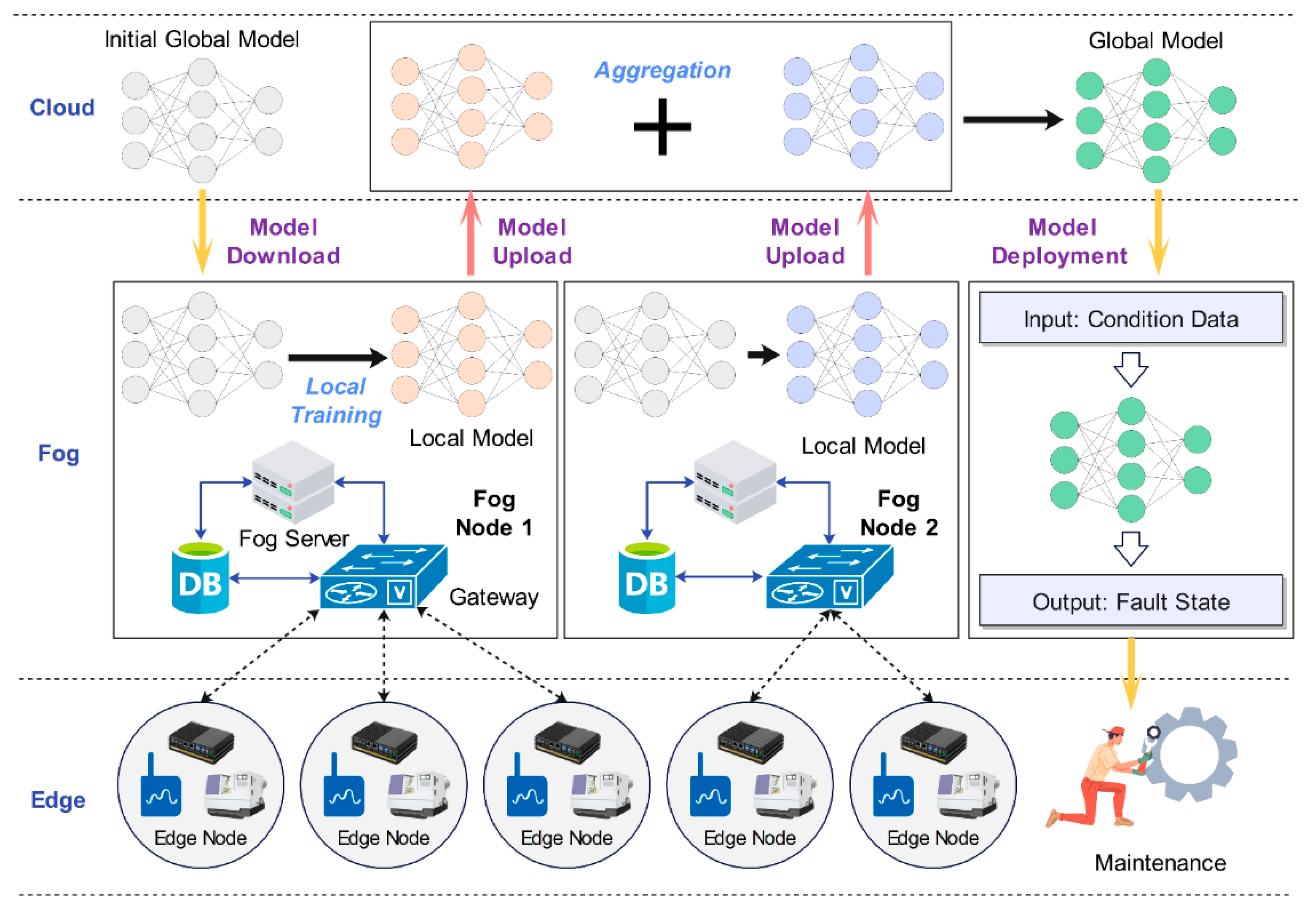
3.2.2. Fog Computing
3.3. Application Layer
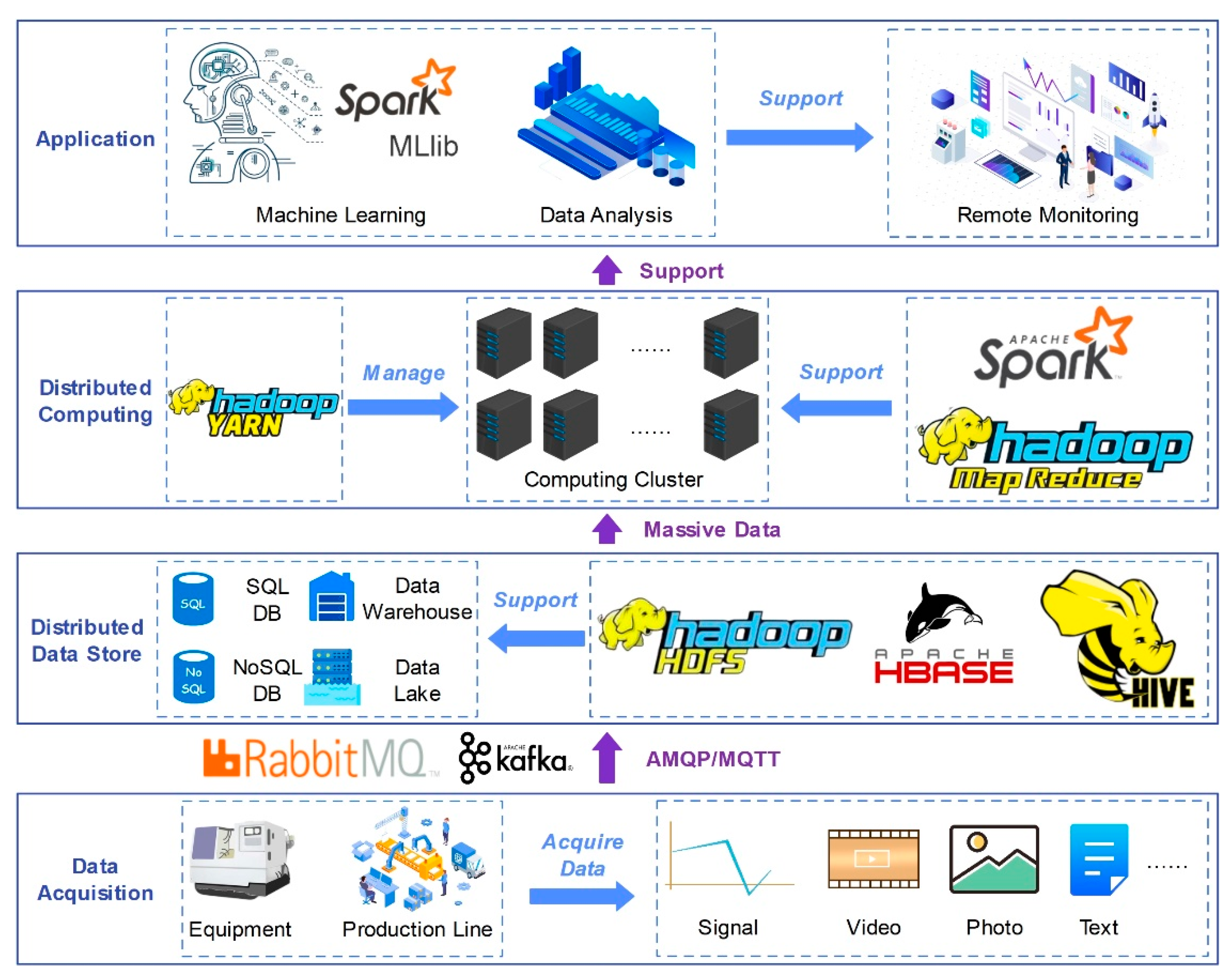
3.3.1. Big Data
3.3.2. Artificial Intelligence
A. Fault Diagnosis
B. Anomaly Detection
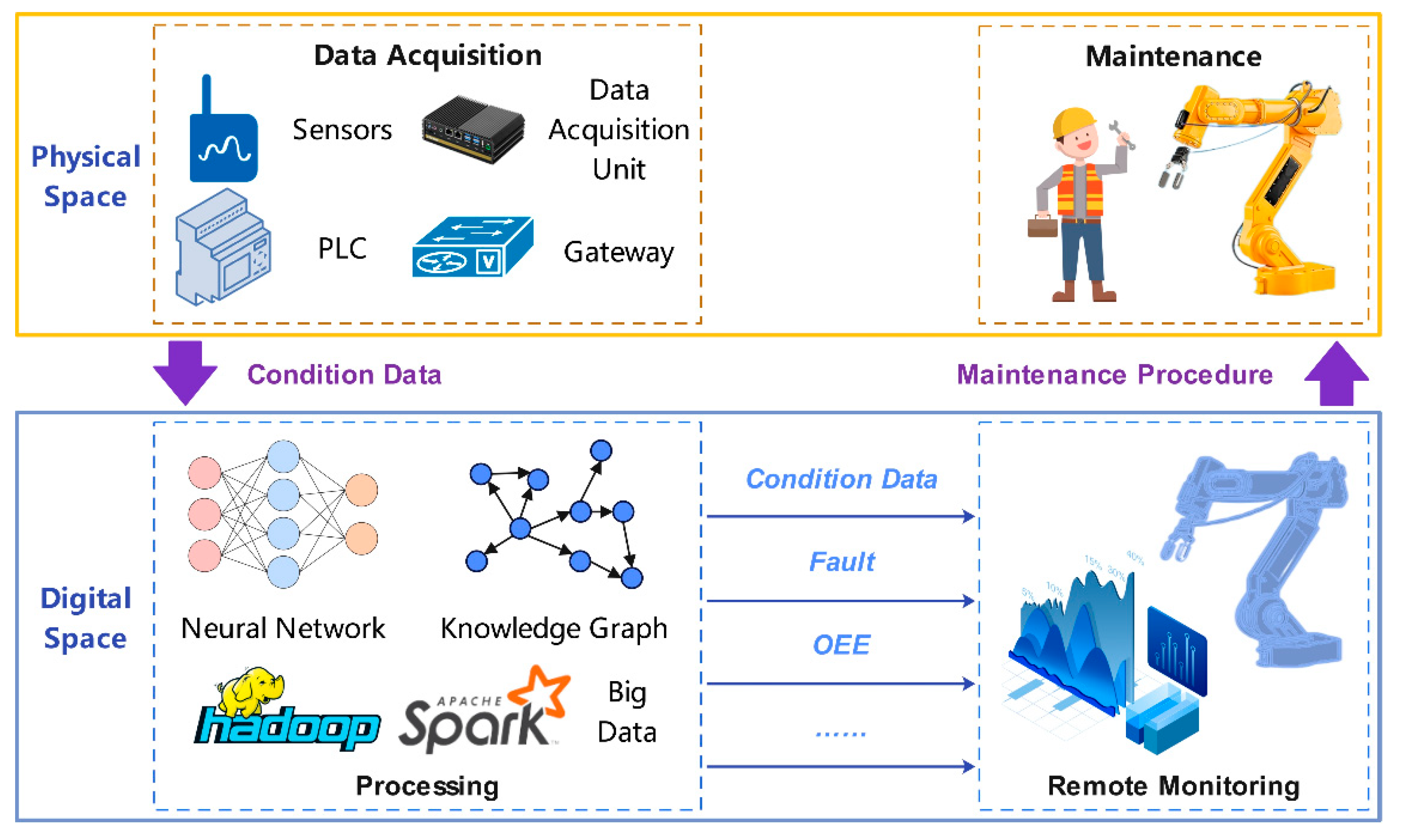
3.3.3. Digital Twin
3.3.4. Data Analytics
3.3.5. Operations and Maintenance Optimization
3.3.6. Sustainability
4. Industrial Application
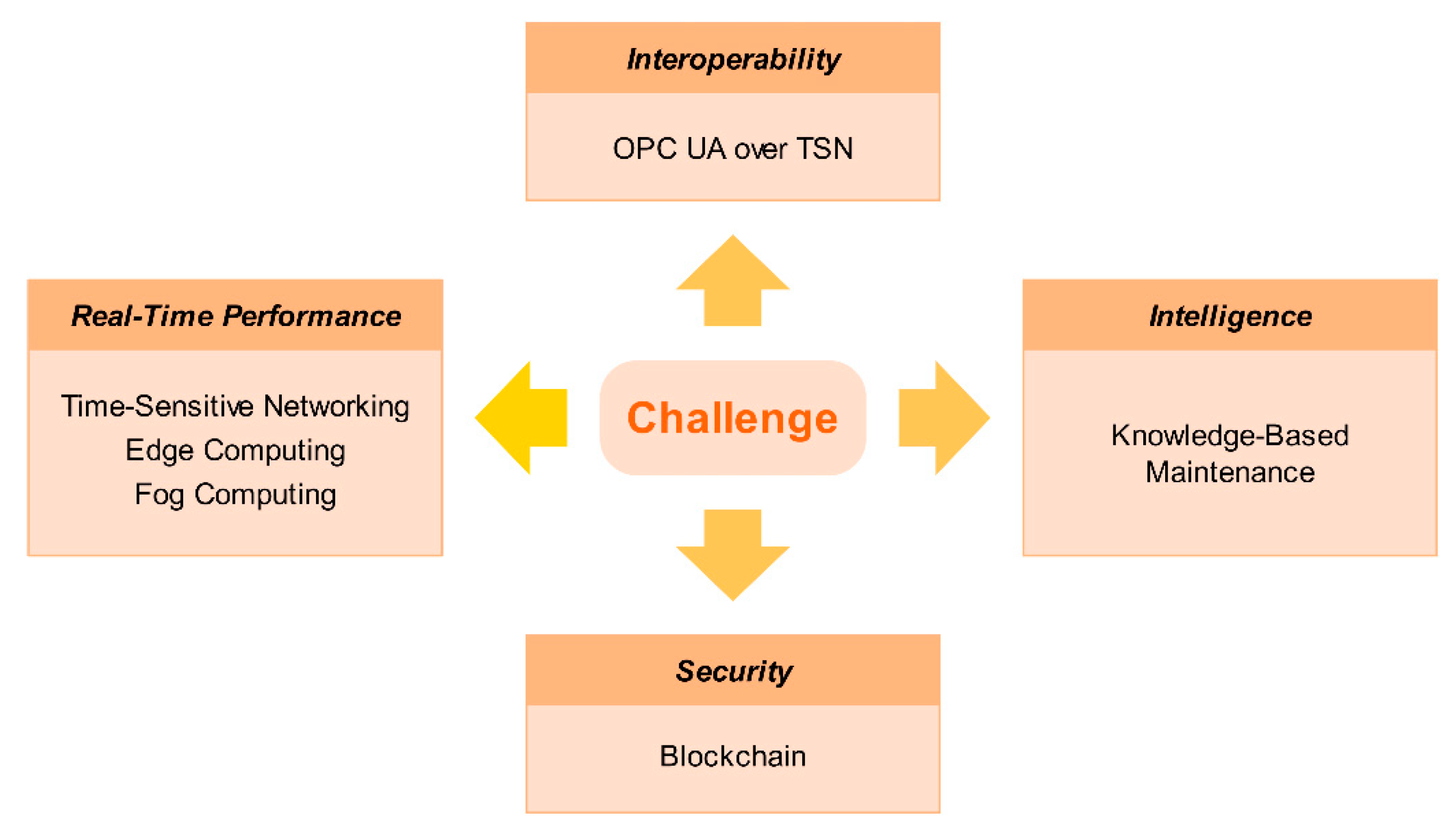
5. Challenges
5.1. Real-Time Performance
5.2. Interoperability
5.3. Security
5.4. Intelligence
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, W. Intelligent manufacturing production line data monitoring system for industrial internet of things. Comput. Commun. 2020, 151, 31–41. [Google Scholar] [CrossRef]
- Zonta, T.; da Costa, C.A.; da Rosa Righi, R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory: Review. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef] [PubMed]
- Golmakani, H.R.; Fattahipour, F. Optimal replacement policy and inspection interval for condition-based maintenance. Int. J. Prod. Res. 2011, 49, 5153–5167. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, C.; Wu, J.; Wang, Y.; Xiong, Y. A corrective maintenance scheme for engineering equipment. Eng. Fail. Anal. 2014, 36, 269–283. [Google Scholar] [CrossRef]
- Stenström, C.; Norrbin, P.; Parida, A.; Kumar, U. Preventive and corrective maintenance—cost comparison and cost–benefit analysis. Struct. Infrastruct. Eng. 2016, 12, 603–617. [Google Scholar] [CrossRef]
- Kim, D.-S.; Tran-Dang, H. Wireless Sensor Networks for Industrial Applications. In Industrial Sensors and Controls in Communication Networks: From Wired Technologies to Cloud Computing and the Internet of Things; Kim, D.-S., Tran-Dang, H., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 127–140. [Google Scholar]
- Bruckner, D.; Stănică, M.P.; Blair, R.; Schriegel, S.; Kehrer, S.; Seewald, M.; Sauter, T. An Introduction to OPC UA TSN for Industrial Communication Systems. Proc. IEEE 2019, 107, 1121–1131. [Google Scholar] [CrossRef]
- Ratasuk, R.; Vejlgaard, B.; Mangalvedhe, N.; Ghosh, A. NB-IoT system for M2M communication. In Proceedings of the 2016 IEEE wireless communications and networking conference, Doha, Qatar, 3–6 April 2016; pp. 1–5. [Google Scholar]
- Pfrommer, J.; Ebner, A.; Ravikumar, S.; Karunakaran, B. Open Source OPC UA PubSub Over TSN for Realtime Industrial Communication. In Proceedings of the 2018 IEEE 23rd International Conference on Emerging Technologies and Factory Automation (ETFA), Torino, Italy, 4–7 September 2018; pp. 1087–1090. [Google Scholar]
- Bello, L.L.; Steiner, W. A Perspective on IEEE Time-Sensitive Networking for Industrial Communication and Automation Systems. Proc. IEEE 2019, 107, 1094–1120. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, J.; Lee, C.; Hong, S.H. Practical Implementation of an OPC UA TSN Communication Architecture for a Manufacturing System. IEEE Access 2020, 8, 200100–200111. [Google Scholar] [CrossRef]
- Lavric, A.; Petrariu, A.I.; Popa, V. SigFox Communication Protocol: The New Era of IoT? In Proceedings of the 2019 International Conference on Sensing and Instrumentation in IoT Era (ISSI), Lisbon, Portugal, 29–30 August 2019; pp. 1–4. [Google Scholar]
- Li, T.; Song, W.N.; Zhou, J.H. Research on Artificial Intelligence Industrial Big Data Platform for Industrial Internet Applications. In Proceedings of the 2021 IEEE 4th International Conference on Electronics Technology (ICET), Chengdu, China, 7–10 May 2021; pp. 955–959. [Google Scholar]
- Wang, J.; Xu, C.; Zhang, J.; Zhong, R. Big data analytics for intelligent manufacturing systems: A review. J. Manuf. Syst. 2022, 62, 738–752. [Google Scholar] [CrossRef]
- Rakic, S.; Pero, M.; Sianesi, A.; Marjanovic, U. Digital Servitization and Firm Performance: Technology Intensity Approach. Eng. Econ. 2022, 33, 398–413. [Google Scholar] [CrossRef]
- Liu, R.; Yang, B.; Zio, E.; Chen, X. Artificial intelligence for fault diagnosis of rotating machinery: A review. Mech. Syst. Signal Process. 2018, 108, 33–47. [Google Scholar] [CrossRef]
- Deng, S.; Zhao, H.; Fang, W.; Yin, J.; Dustdar, S.; Zomaya, A.Y. Edge Intelligence: The Confluence of Edge Computing and Artificial Intelligence. IEEE Internet Things J. 2020, 7, 7457–7469. [Google Scholar] [CrossRef] [Green Version]
- Errandonea, I.; Beltrán, S.; Arrizabalaga, S. Digital Twin for maintenance: A literature review. Comput. Ind. 2020, 123, 103316. [Google Scholar] [CrossRef]
- Wang, G.; Nixon, M.; Boudreaux, M. Toward Cloud-Assisted Industrial IoT Platform for Large-Scale Continuous Condition Monitoring. Proc. IEEE 2019, 107, 1193–1205. [Google Scholar] [CrossRef]
- Yang, H.; Sun, Z.; Jiang, G.; Zhao, F.; Lu, X.; Mei, X. Cloud-Manufacturing-Based Condition Monitoring Platform With 5G and Standard Information Model. IEEE Internet Things J. 2021, 8, 6940–6948. [Google Scholar] [CrossRef]
- Li, Q.; Yang, Y.; Jiang, P. An Industry 4.0 Platform for Equipment Monitoring and Maintaining in Carbon Anode Production. IFAC-PapersOnline 2022, 55, 37–41. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, M.; Jiang, P. The Design of an Integrated Monitoring and Maintenance Framework for Newly Developed Equipment: Using Industrial Robot as Example. IFAC-PapersOnline 2022, 55, 42–47. [Google Scholar] [CrossRef]
- Short, M.; Twiddle, J. An Industrial Digitalization Platform for Condition Monitoring and Predictive Maintenance of Pumping Equipment. Sensors 2019, 19, 3781. [Google Scholar] [CrossRef] [Green Version]
- Xia, B.; Wang, K.; Xu, A.; Zeng, P.; Yang, N.; Li, B. Intelligent Fault Diagnosis for Bearings of Industrial Robot Joints Under Varying Working Conditions Based on Deep Adversarial Domain Adaptation. IEEE Trans. Instrum. Meas. 2022, 71, 3508313. [Google Scholar] [CrossRef]
- Jamshed, M.A.; Ali, K.; Abbasi, Q.H.; Imran, M.A.; Ur-Rehman, M. Challenges, Applications, and Future of Wireless Sensors in Internet of Things: A Review. IEEE Sens. J. 2022, 22, 5482–5494. [Google Scholar] [CrossRef]
- Li, M.; Zhang, L.; Dong, H.; Wang, Y.; Yan, X.; Hao, Z.; Tan, Q. Wireless Passive Flexible Strain Sensor Based on Aluminium Nitride Film. IEEE Sens. J. 2022, 22, 3074–3079. [Google Scholar] [CrossRef]
- Sancho, J.I.; Almandoz, I.; Barandiaran, M.; Diaz, J.; Mendizabal, J. Scalable Wireless Wearing Monitoring System for Harsh Industrial Environment. IEEE Trans. Ind. Electron. 2022, 69, 1011–1020. [Google Scholar] [CrossRef]
- Ahmed, M.F.; Hasan, M.K.; Chowdhury, M.Z.; Hoan, N.C.; Jang, Y.M. Continuous Status Monitoring of Industrial Valve Using OCC-Enabled Wireless Sensor Network. IEEE Trans. Instrum. Meas. 2022, 71, 1–10. [Google Scholar] [CrossRef]
- Walker, J.M.; Prokop, A.; Lynagh, C.; Vuksanovich, B.; Conner, B.; Rogers, K.; Thiel, J.; MacDonald, E. Real-time process monitoring of core shifts during metal casting with wireless sensing and 3D sand printing. Addit. Manuf. 2019, 27, 54–60. [Google Scholar] [CrossRef]
- Lei, X.; Wu, Y. Research on mechanical vibration monitoring based on wireless sensor network and sparse Bayes. EURASIP J. Wirel. Commun. Netw. 2020, 2020, 225. [Google Scholar] [CrossRef]
- Patil, V.S.; Mane, Y.B.; Deshpande, S. FPGA Based Power Saving Technique for Sensor Node in Wireless Sensor Network (WSN). In Computational Intelligence in Sensor Networks; Mishra, B.B., Dehuri, S., Panigrahi, B.K., Nayak, A.K., Mishra, B.S.P., Das, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 385–404. [Google Scholar]
- Salameh, H.A.B.; Dhainat, M.F.; Benkhelifa, E. An End-to-End Early Warning System Based on Wireless Sensor Network for Gas Leakage Detection in Industrial Facilities. IEEE Syst. J. 2021, 15, 5135–5143. [Google Scholar] [CrossRef]
- Dande, B.; Chang, C.Y.; Liao, W.H.; Roy, D.S. MSQAC: Maximizing the Surveillance Quality of Area Coverage in Wireless Sensor Networks. IEEE Sens. J. 2022, 22, 6150–6163. [Google Scholar] [CrossRef]
- Guqhaiman, A.A.; Akanbi, O.; Aljaedi, A.; Chow, C.E. A Survey on MAC Protocol Approaches for Underwater Wireless Sensor Networks. IEEE Sens. J. 2021, 21, 3916–3932. [Google Scholar] [CrossRef]
- Ahmad, I.; Hee, L.M.; Abdelrhman, A.M.; Imam, S.A.; Leong, M.S. Scopes, challenges and approaches of energy harvesting for wireless sensor nodes in machine condition monitoring systems: A review. Measurement 2021, 183, 109856. [Google Scholar] [CrossRef]
- Yeh, P.C.; Chien, T.H.; Hung, M.S.; Chen, C.P.; Chung, T.K. Attachable Magnetic-Piezoelectric Energy-Harvester Powered Wireless Temperature Sensor Nodes for Monitoring of High-Power Electrical Facilities. IEEE Sens. J. 2021, 21, 11140–11154. [Google Scholar] [CrossRef]
- Scardelletti, M.C.; Kulkarni, S.; Romanofsky, R.R. Real-Time Wireless Pressure Sensing System for Stall and Loading Measurements in the Rotating Frame of Reference for a Low Speed Compressor. IEEE Sens. J. 2022, 22, 12637–12644. [Google Scholar] [CrossRef]
- Hao, C.; Jiang, C. Robust Wireless Sensor Network Against Strong Electromagnetic Pulse. IEEE Sens. J. 2021, 21, 5572–5579. [Google Scholar] [CrossRef]
- Yu, W.; Liang, F.; He, X.; Hatcher, W.G.; Lu, C.; Lin, J.; Yang, X. A Survey on the Edge Computing for the Internet of Things. IEEE Access 2018, 6, 6900–6919. [Google Scholar] [CrossRef]
- Satyanarayanan, M. The Emergence of Edge Computing. Computer 2017, 50, 30–39. [Google Scholar] [CrossRef]
- Shi, W.; Cao, J.; Zhang, Q.; Li, Y.; Xu, L. Edge Computing: Vision and Challenges. IEEE Internet Things J. 2016, 3, 637–646. [Google Scholar] [CrossRef]
- Zhang, T.; Li, Y.; Philip Chen, C.L. Edge computing and its role in Industrial Internet: Methodologies, applications, and future directions. Inf. Sci. 2021, 557, 34–65. [Google Scholar] [CrossRef]
- Qiu, T.; Chi, J.; Zhou, X.; Ning, Z.; Atiquzzaman, M.; Wu, D.O. Edge Computing in Industrial Internet of Things: Architecture, Advances and Challenges. IEEE Commun. Surv. Tutor. 2020, 22, 2462–2488. [Google Scholar] [CrossRef]
- Zhang, J.; Deng, C.; Zheng, P.; Xu, X.; Ma, Z. Development of an edge computing-based cyber-physical machine tool. Robot. Comput. -Integr. Manuf. 2021, 67, 102042. [Google Scholar] [CrossRef]
- Wen, H.; Zhang, G.; Zhang, H. Design and Application of Instrument Remote Operation and Maintenance and Intelligent Analysis Platform Based on Edge Computing Technology. In Proceedings of the 2022 International Conference on Computer Engineering and Artificial Intelligence (ICCEAI), Shijiazhuang, China, 22–24 July 2022; pp. 612–617. [Google Scholar]
- Hafeez, T.; Xu, L.; Mcardle, G. Edge Intelligence for Data Handling and Predictive Maintenance in IIOT. IEEE Access 2021, 9, 49355–49371. [Google Scholar] [CrossRef]
- Wang, X.; Han, Y.; Leung, V.C.M.; Niyato, D.; Yan, X.; Chen, X. Convergence of Edge Computing and Deep Learning: A Comprehensive Survey. IEEE Commun. Surv. Tutor. 2020, 22, 869–904. [Google Scholar] [CrossRef] [Green Version]
- Yin, S.; Bao, J.; Li, J.; Zhang, J. Real-time task processing method based on edge computing for spinning CPS. Front. Mech. Eng. 2019, 14, 320–331. [Google Scholar] [CrossRef] [Green Version]
- Boguslawski, B.; Boujonnier, M.; Bissuel-Beauvais, L.; Saghir, F.; Sharma, R.D. IIoT Edge Analytics: Deploying Machine Learning at the Wellhead to Identify Rod Pump Failure. In Proceedings of the SPE Middle East Artificial Lift Conference and Exhibition, Manama, Bahrain, 28–29 November 2018. [Google Scholar]
- Lee, K.C.; Villamera, C.; Daroya, C.A.; Samontanez, P.; Tan, W.M. Improving an IoT-Based Motor Health Predictive Maintenance System Through Edge-Cloud Computing. In Proceedings of the 2021 IEEE International Conference on Internet of Things and Intelligence Systems (IoTaIS), Bandung, Indonesia, 23–24 November 2021; pp. 142–148. [Google Scholar]
- Bowden, D.; Marguglio, A.; Morabito, L.; Napione, C.; Panicucci, S.; Nikolakis, N.; Makris, S.; Coppo, G.; Andolina, S.; Macii, A. A Cloud-to-edge Architecture for Predictive Analytics. In Proceedings of the Workshops of the EDBT/ICDT 2019 Joint Conference (EDBT/ICDT 2019), Lisbon, Portugal, 26 March 2019. [Google Scholar]
- Thomesse, J.P. Fieldbus Technology in Industrial Automation. Proc. IEEE 2005, 93, 1073–1101. [Google Scholar] [CrossRef] [Green Version]
- Wells, T. MODBUS: A Standard Computer Bus Structure; Admiralty Surface Weapons Establishment Portsmouth: Haslemere, UK, 1978. [Google Scholar]
- Kiencke, U.; Dais, S.; Litschel, M. Automotive serial controller area network. SAE Trans. 1986, 95, 823–828. [Google Scholar]
- Vincent, P.; Parker, J. Digital Communications And Process Control Transmitters. In Proceedings of the IEE Colloquium on Measurements we Couldn’t Make Without a Micro, London, UK, 17 May 1988; pp. 17–20. [Google Scholar]
- JOST, R.; Mott, P.; Peters, H. INTERBUS--A COMPUTER SYSTEM FOR RADIO DISPATCHING OF BUSES. VERKEHR UND TECHNIK 1987, 40, 447–451. [Google Scholar]
- Aguiar, M.W.C.d. Análise Comparativa de Desempenho da Camada Enlace de Dados do Profibus e do FIP, Propostas Candidatas ao Padrão" Field-Bus"; Universidade Federal De Santa Catarina: Florianópolis, Brazil, 1989. [Google Scholar]
- Glanzer, D. Foundation fieldbus forging high-level network standard. InTech 1996, 43, 443448. [Google Scholar]
- Bengtsson, M.; Örn, R. Fieldbus Communication Module: An Adapter for the Control & Communication Link Protocol; Halmstad University: Halmstad, Sweden, 2000. [Google Scholar]
- Felser, M.; Sauter, T. Standardization of industrial Ethernet—the next battlefield? In Proceedings of the IEEE International Workshop on Factory Communication Systems, Vienna, Austria, 22–24 September 2004; pp. 413–420. [Google Scholar]
- Brooks, P. Ethernet/IP-industrial protocol. In Proceedings of the ETFA 2001 8th International Conference on Emerging Technologies and Factory Automation, Proceedings (Cat. No.01TH8597). Juan les Pins, France, 15–18 October 2001; Volume 502, pp. 505–514. [Google Scholar]
- Swales, A. Open modbus/tcp specification. Schneider Electric 1999, 29, 3–19. [Google Scholar]
- Cena, G.; Seno, L.; Valenzano, A.; Vitturi, S. Performance analysis of Ethernet Powerlink networks for distributed control and automation systems. Comput. Stand. Interfaces 2009, 31, 566–572. [Google Scholar] [CrossRef]
- Jansen, D.; Buttner, H. Real-time Ethernet: The EtherCAT solution. Comput. Control. Eng. 2004, 15, 16–21. [Google Scholar] [CrossRef]
- Feld, J. PROFINET-scalable factory communication for all applications. In Proceedings of the IEEE International Workshop on Factory Communication Systems, Vienna, Austria, 22–24 September 2004; pp. 33–38. [Google Scholar]
- Wu, X.; Xie, L. Performance evaluation of industrial Ethernet protocols for networked control application. Control. Eng. Pract. 2019, 84, 208–217. [Google Scholar] [CrossRef]
- Seferagić, A.; Famaey, J.; De Poorter, E.; Hoebeke, J. Survey on Wireless Technology Trade-Offs for the Industrial Internet of Things. Sensors 2020, 20, 488. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Navarro-Ortiz, J.; Sendra, S.; Ameigeiras, P.; Lopez-Soler, J.M. Integration of LoRaWAN and 4G/5G for the Industrial Internet of Things. IEEE Commun. Mag. 2018, 56, 60–67. [Google Scholar] [CrossRef]
- Zhang, K.; Zhu, Y.; Maharjan, S.; Zhang, Y. Edge intelligence and blockchain empowered 5G beyond for the industrial Internet of Things. IEEE Netw. 2019, 33, 12–19. [Google Scholar] [CrossRef]
- Chaudhari, B.S.; Zennaro, M.; Borkar, S. LPWAN Technologies: Emerging Application Characteristics, Requirements, and Design Considerations. Future Internet 2020, 12, 46. [Google Scholar] [CrossRef]
- Bor, M.; Vidler, J.E.; Roedig, U. LoRa for the Internet of Things. In Proceedings of the International Conference on Embedded Wireless Systems and Networks (EWSN), Graz, Austria, 15–17 February 2016. [Google Scholar]
- Perahia, E.; Stacey, R. Next generation wireless LANs: 802.11 n and 802.11 ac; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]
- Seno, L.; Cena, G.; Scanzio, S.; Valenzano, A.; Zunino, C. Enhancing communication determinism in Wi-Fi networks for soft real-time industrial applications. IEEE Trans. Ind. Inform. 2016, 13, 866–876. [Google Scholar] [CrossRef]
- Kellogg, B.; Talla, V.; Gollakota, S.; Smith, J.R. Passive {Wi-Fi}: Bringing Low Power to {Wi-Fi} Transmissions. In Proceedings of the 13th USENIX Symposium on Networked Systems Design and Implementation (NSDI 16), Santa Clara, CA, USA, 16–18 March 2016; pp. 151–164. [Google Scholar]
- Siep, T.M.; Gifford, I.C.; Braley, R.C.; Heile, R.F. Paving the way for personal area network standards: An overview of the IEEE P802.15 Working Group for Wireless Personal Area Networks. IEEE Pers. Commun. 2000, 7, 37–43. [Google Scholar] [CrossRef] [Green Version]
- Bilstrup, U.; Wiberg, P.A. Bluetooth in industrial environment. In Proceedings of the 2000 IEEE International Workshop on Factory Communication Systems (Cat. No.00TH8531), Porto, Portugal, 6–8 September 2000; pp. 239–246. [Google Scholar]
- Leonardi, L.; Patti, G.; Bello, L.L. Multi-Hop Real-Time Communications Over Bluetooth Low Energy Industrial Wireless Mesh Networks. IEEE Access 2018, 6, 26505–26519. [Google Scholar] [CrossRef]
- Chen, F.; Wang, N.; German, R.; Dressler, F. Performance Evaluation of IEEE 802.15.4 LR-WPAN for Industrial Applications. In Proceedings of the 2008 Fifth Annual Conference on Wireless on Demand Network Systems and Services, Garmisch-Pertenkirchen, Germany, 23–25 January 2008; pp. 89–96. [Google Scholar]
- Farahani, S. ZigBee Wireless Networks and Transceivers; Newnes: Oxford, UK, 2011. [Google Scholar]
- Song, J.; Han, S.; Mok, A.; Chen, D.; Lucas, M.; Nixon, M.; Pratt, W. WirelessHART: Applying Wireless Technology in Real-Time Industrial Process Control. In Proceedings of the 2008 IEEE Real-Time and Embedded Technology and Applications Symposium, St. Louis, MO, USA, 22–24 April 2008; pp. 377–386. [Google Scholar]
- Petersen, S.; Carlsen, S. WirelessHART Versus ISA100.11a: The Format War Hits the Factory Floor. IEEE Ind. Electron. Mag. 2011, 5, 23–34. [Google Scholar] [CrossRef] [Green Version]
- Shelby, Z.; Bormann, C. 6LoWPAN: The Wireless Embedded Internet; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Fouladi, B.; Ghanoun, S. Security evaluation of the Z-Wave wireless protocol. Black Hat USA 2013, 24, 1–2. [Google Scholar]
- Weinstein, R. RFID: A technical overview and its application to the enterprise. IT Prof. 2005, 7, 27–33. [Google Scholar] [CrossRef]
- Ramanathan, R.; Imtiaz, J. NFC in industrial applications for monitoring plant information. In Proceedings of the 2013 Fourth International Conference on Computing, Communications and Networking Technologies (ICCCNT), Tiruchengode, India, 4–6 July 2013; pp. 1–4. [Google Scholar]
- Qin, W.; Chen, S.; Peng, M. Recent advances in Industrial Internet: Insights and challenges. Digit. Commun. Netw. 2020, 6, 1–13. [Google Scholar] [CrossRef]
- Li, J.Q.; Yu, F.R.; Deng, G.; Luo, C.; Ming, Z.; Yan, Q. Industrial Internet: A Survey on the Enabling Technologies, Applications, and Challenges. IEEE Commun. Surv. Tutor. 2017, 19, 1504–1526. [Google Scholar] [CrossRef]
- Cavalieri, S. A Proposal to Improve Interoperability in the Industry 4.0 Based on the Open Platform Communications Unified Architecture Standard. Computers 2021, 10, 70. [Google Scholar] [CrossRef]
- Mahnke, W.; Leitner, S.-H.; Damm, M. OPC Unified Architecture; Springer Science & Business Media: Berlin, Germany, 2009. [Google Scholar]
- Liu, C.; Vengayil, H.; Lu, Y.; Xu, X. A Cyber-Physical Machine Tools Platform using OPC UA and MTConnect. J. Manuf. Syst. 2019, 51, 61–74. [Google Scholar] [CrossRef]
- Kim, W.; Sung, M. Standalone OPC UA Wrapper for Industrial Monitoring and Control Systems. IEEE Access 2018, 6, 36557–36570. [Google Scholar] [CrossRef]
- Martinov, G.; Issa, A.; Martinova, L. Controlling CAN Servo Step Drives and Their Remote Monitoring by Using Protocol OPC UA. In Proceedings of the 2019 International Multi-Conference on Industrial Engineering and Modern Technologies (FarEastCon), Vladivostok, Russia, 1–4 October 2019; pp. 1–5. [Google Scholar]
- Wang, Y.; Zheng, L.; Wang, Y. Event-driven tool condition monitoring methodology considering tool life prediction based on industrial internet. J. Manuf. Syst. 2021, 58, 205–222. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F. A Smart Manufacturing Service System Based on Edge Computing, Fog Computing, and Cloud Computing. IEEE Access 2019, 7, 86769–86777. [Google Scholar] [CrossRef]
- Abdulkareem, K.H.; Mohammed, M.A.; Gunasekaran, S.S.; Al-Mhiqani, M.N.; Mutlag, A.A.; Mostafa, S.A.; Ali, N.S.; Ibrahim, D.A. A Review of Fog Computing and Machine Learning: Concepts, Applications, Challenges, and Open Issues. IEEE Access 2019, 7, 153123–153140. [Google Scholar] [CrossRef]
- Bierzynski, K.; Escobar, A.; Eberl, M. Cloud, fog and edge: Cooperation for the future? In Proceedings of the 2017 Second International Conference on Fog and Mobile Edge Computing (FMEC), Valencia, Spain, 8–11 May 2017; pp. 62–67. [Google Scholar]
- Yi, S.; Li, C.; Li, Q. A survey of fog computing: Concepts, applications and issues. In Proceedings of the 2015 workshop on mobile big data, Hangzhou, China, 22 June 2015; pp. 37–42. [Google Scholar]
- Donno, M.D.; Tange, K.; Dragoni, N. Foundations and Evolution of Modern Computing Paradigms: Cloud, IoT, Edge, and Fog. IEEE Access 2019, 7, 150936–150948. [Google Scholar] [CrossRef]
- Singh, J.; Singh, P.; Gill, S.S. Fog computing: A taxonomy, systematic review, current trends and research challenges. J. Parallel Distrib. Comput. 2021, 157, 56–85. [Google Scholar] [CrossRef]
- Liu, M.; Yang, K.; Zhao, N.; Chen, Y.; Song, H.; Gong, F. Intelligent Signal Classification in Industrial Distributed Wireless Sensor Networks Based Industrial Internet of Things. IEEE Trans. Ind. Inform. 2021, 17, 4946–4956. [Google Scholar] [CrossRef]
- Brik, B.; Messaadia, M.; Sahnoun, M.h.; Bettayeb, B.; Benatia, M.A. Fog-supported Low-latency Monitoring of System Disruptions in Industry 4.0: A Federated Learning Approach. ACM Trans. Cyber-Phys. Syst. 2022, 6, 1–23. [Google Scholar] [CrossRef]
- Ur Rehman, M.H.; Yaqoob, I.; Salah, K.; Imran, M.; Jayaraman, P.P.; Perera, C. The role of big data analytics in industrial Internet of Things. Future Gener. Comput. Syst. 2019, 99, 247–259. [Google Scholar] [CrossRef] [Green Version]
- Yu, W.; Dillon, T.; Mostafa, F.; Rahayu, W.; Liu, Y. A Global Manufacturing Big Data Ecosystem for Fault Detection in Predictive Maintenance. IEEE Trans. Ind. Inform. 2020, 16, 183–192. [Google Scholar] [CrossRef]
- Wan, L.; Zhang, G.; Li, H.; Li, C. A Novel Bearing Fault Diagnosis Method Using Spark-Based Parallel ACO-K-Means Clustering Algorithm. IEEE Access 2021, 9, 28753–28768. [Google Scholar] [CrossRef]
- Park, J.; Su-young, C. An implementation of a high throughput data ingestion system for machine logs in manufacturing industry. In Proceedings of the 2016 Eighth International Conference on Ubiquitous and Future Networks (ICUFN), Vienna, Austria, 5–8 July 2016; pp. 117–120. [Google Scholar]
- Sahal, R.; Breslin, J.G.; Ali, M.I. Big data and stream processing platforms for Industry 4.0 requirements mapping for a predictive maintenance use case. J. Manuf. Syst. 2020, 54, 138–151. [Google Scholar] [CrossRef]
- Liu, C.; Jiang, P.; Jiang, W. Web-based digital twin modeling and remote control of cyber-physical production systems. Robot. Comput.-Integr. Manuf. 2020, 64, 101956. [Google Scholar] [CrossRef]
- Moniruzzaman, A.; Hossain, S.A. Nosql database: New era of databases for big data analytics-classification, characteristics and comparison. arXiv 2013, arXiv:1307.0191. [Google Scholar]
- Martino, S.D.; Fiadone, L.; Peron, A.; Riccabone, A.; Vitale, V.N. Industrial Internet of Things: Persistence for Time Series with NoSQL Databases. In Proceedings of the 2019 IEEE 28th International Conference on Enabling Technologies: Infrastructure for Collaborative Enterprises (WETICE), Capri, Italy, 12–14 June 2019; pp. 340–345. [Google Scholar]
- Silva, N.; Barros, J.; Santos, M.Y.; Costa, C.; Cortez, P.; Carvalho, M.S.; Gonçalves, J.N.C. Advancing Logistics 4.0 with the Implementation of a Big Data Warehouse: A Demonstration Case for the Automotive Industry. Electronics 2021, 10, 2221. [Google Scholar] [CrossRef]
- Munirathinam, S.; Sun, S.; Rosin, J.; Sirigibathina, H.; Chinthakindi, A. Design and Implementation of Manufacturing Data Lake in Hadoop. In Proceedings of the 2019 IEEE International Conference on Smart Manufacturing, Industrial & Logistics Engineering (SMILE), Hangzhou, China, 20–21 April 2019; pp. 19–23. [Google Scholar]
- Gao, Z.; Cecati, C.; Ding, S.X. A Survey of Fault Diagnosis and Fault-Tolerant Techniques—Part I: Fault Diagnosis With Model-Based and Signal-Based Approaches. IEEE Trans. Ind. Electron. 2015, 62, 3757–3767. [Google Scholar] [CrossRef] [Green Version]
- Lei, Y.; Yang, B.; Jiang, X.; Jia, F.; Li, N.; Nandi, A.K. Applications of machine learning to machine fault diagnosis: A review and roadmap. Mech. Syst. Signal Process. 2020, 138, 106587. [Google Scholar] [CrossRef]
- Han, T.; Li, Y.-F. Out-of-distribution detection-assisted trustworthy machinery fault diagnosis approach with uncertainty-aware deep ensembles. Reliab. Eng. Syst. Saf. 2022, 226, 108648. [Google Scholar] [CrossRef]
- Liu, S.; Jiang, H.; Wu, Z.; Li, X. Data synthesis using deep feature enhanced generative adversarial networks for rolling bearing imbalanced fault diagnosis. Mech. Syst. Signal Process. 2022, 163, 108139. [Google Scholar] [CrossRef]
- Ferracuti, F.; Freddi, A.; Monteriù, A.; Romeo, L. Fault Diagnosis of Rotating Machinery Based on Wasserstein Distance and Feature Selection. IEEE Trans. Autom. Sci. Eng. 2022, 19, 1997–2007. [Google Scholar] [CrossRef]
- Ferracuti, F.; Giantomassi, A.; Iarlori, S.; Ippoliti, G.; Longhi, S. Electric motor defects diagnosis based on kernel density estimation and Kullback–Leibler divergence in quality control scenario. Eng. Appl. Artif. Intell. 2015, 44, 25–32. [Google Scholar] [CrossRef]
- Khan, S.S.; Madden, M.G. One-class classification: Taxonomy of study and review of techniques. Knowl. Eng. Rev. 2014, 29, 345–374. [Google Scholar] [CrossRef]
- Janakiraman, V.M.; Nielsen, D. Anomaly detection in aviation data using extreme learning machines. In Proceedings of the 2016 International Joint Conference on Neural Networks (IJCNN), Vancouver, BC, Canada, 24–29 July 2016; pp. 1993–2000. [Google Scholar]
- Zhao, P.; Kurihara, M.; Tanaka, J.; Noda, T.; Chikuma, S.; Suzuki, T. Advanced correlation-based anomaly detection method for predictive maintenance. In Proceedings of the 2017 IEEE International Conference on Prognostics and Health Management (ICPHM), Dallas, TX, USA, 19–21 June 2017; pp. 78–83. [Google Scholar]
- Tanuska, P.; Spendla, L.; Kebisek, M.; Duris, R.; Stremy, M. Smart Anomaly Detection and Prediction for Assembly Process Maintenance in Compliance with Industry 4.0. Sensors 2021, 21, 2376. [Google Scholar] [CrossRef]
- Kähler, F.; Schmedemann, O.; Schüppstuhl, T. Anomaly detection for industrial surface inspection: Application in maintenance of aircraft components. Procedia CIRP 2022, 107, 246–251. [Google Scholar] [CrossRef]
- Rasheed, A.; San, O.; Kvamsdal, T. Digital Twin: Values, Challenges and Enablers From a Modeling Perspective. IEEE Access 2020, 8, 21980–22012. [Google Scholar] [CrossRef]
- Hauge, J.B.; Zafarzadeh, M.; Jeong, Y.; Li, Y.; Khilji, W.A.; Larsen, C.; Wiktorsson, M. Digital twin testbed and practical applications in production logistics with real-time location data. Int. J. Ind. Eng. Manag. 2021, 12, 129. [Google Scholar] [CrossRef]
- Fan, Y.; Yang, J.; Chen, J.; Hu, P.; Wang, X.; Xu, J.; Zhou, B. A digital-twin visualized architecture for Flexible Manufacturing System. J. Manuf. Syst. 2021, 60, 176–201. [Google Scholar] [CrossRef]
- Fera, M.; Greco, A.; Caterino, M.; Gerbino, S.; Caputo, F.; Macchiaroli, R.; D’Amato, E. Towards Digital Twin Implementation for Assessing Production Line Performance and Balancing. Sensors 2020, 20, 97. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Marjani, M.; Nasaruddin, F.; Gani, A.; Karim, A.; Hashem, I.A.T.; Siddiqa, A.; Yaqoob, I. Big IoT Data Analytics: Architecture, Opportunities, and Open Research Challenges. IEEE Access 2017, 5, 5247–5261. [Google Scholar] [CrossRef]
- Zuo, Y.; Tao, F.; Nee, A.Y.C. An Internet of things and cloud-based approach for energy consumption evaluation and analysis for a product. Int. J. Comput. Integr. Manuf. 2018, 31, 337–348. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Xu, C.; Chen, C.; Huang, G.Q. Big Data Analytics for Physical Internet-based intelligent manufacturing shop floors. Int. J. Prod. Res. 2017, 55, 2610–2621. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Huang, G.Q.; Lan, S.; Dai, Q.Y.; Chen, X.; Zhang, T. A big data approach for logistics trajectory discovery from RFID-enabled production data. Int. J. Prod. Econ. 2015, 165, 260–272. [Google Scholar] [CrossRef]
- Yang, L.; Li, G.; Zhang, Z.; Ma, X.; Zhao, Y. Operations & Maintenance Optimization of Wind Turbines Integrating Wind and Aging Information. IEEE Trans. Sustain. Energy 2021, 12, 211–221. [Google Scholar] [CrossRef]
- Hu, J.; Jiang, Z.; Liao, H. Joint optimization of job scheduling and maintenance planning for a two-machine flow shop considering job-dependent operating condition. J. Manuf. Syst. 2020, 57, 231–241. [Google Scholar] [CrossRef]
- Rojek, I.; Mikołajewski, D.; Dostatni, E. Digital Twins in Product Lifecycle for Sustainability in Manufacturing and Maintenance. Appl. Sci. 2021, 11, 31. [Google Scholar] [CrossRef]
- Caterino, M.; Fera, M.; Macchiaroli, R.; Pham, D.T. Cloud remanufacturing: Remanufacturing enhanced through cloud technologies. J. Manuf. Syst. 2022, 64, 133–148. [Google Scholar] [CrossRef]
- Çınar, Z.M.; Abdussalam Nuhu, A.; Zeeshan, Q.; Korhan, O.; Asmael, M.; Safaei, B. Machine Learning in Predictive Maintenance towards Sustainable Smart Manufacturing in Industry 4.0. Sustainability 2020, 12, 8211. [Google Scholar] [CrossRef]
- Scheuermann, C.; Verclas, S.; Bruegge, B. Agile Factory—An Example of an Industry 4.0 Manufacturing Process. In Proceedings of the 2015 IEEE 3rd International Conference on Cyber-Physical Systems, Networks, and Applications, Hong Kong, China, 19–21 August 2015; pp. 43–47. [Google Scholar]
- Bonci, A.; Longhi, S.; Nabissi, G. Fault Diagnosis in a belt-drive system under non-stationary conditions. An industrial case study. In Proceedings of the 2021 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Modena, Italy, 8–9 April 2021; pp. 260–265. [Google Scholar]
- Liu, Y.; Kashef, M.; Lee, K.B.; Benmohamed, L.; Candell, R. Wireless Network Design for Emerging IIoT Applications: Reference Framework and Use Cases. Proc. IEEE 2019, 107, 1166–1192. [Google Scholar] [CrossRef] [PubMed]
- Messenger, J.L. Time-Sensitive Networking: An Introduction. IEEE Commun. Stand. Mag. 2018, 2, 29–33. [Google Scholar] [CrossRef]
- Finn, N. Introduction to Time-Sensitive Networking. IEEE Commun. Stand. Mag. 2018, 2, 22–28. [Google Scholar] [CrossRef]
- Seol, Y.; Hyeon, D.; Min, J.; Kim, M.; Paek, J. Timely Survey of Time-Sensitive Networking: Past and Future Directions. IEEE Access 2021, 9, 142506–142527. [Google Scholar] [CrossRef]
- Simon, C.; Maliosz, M.; Mate, M. Design Aspects of Low-Latency Services with Time-Sensitive Networking. IEEE Commun. Stand. Mag. 2018, 2, 48–54. [Google Scholar] [CrossRef]
- Sudhakaran, S.; Montgomery, K.; Kashef, M.; Cavalcanti, D.; Candell, R. Wireless Time Sensitive Networking for Industrial Collaborative Robotic Workcells. In Proceedings of the 2021 17th IEEE International Conference on Factory Communication Systems (WFCS), Linz, Austria, 9–11 June 2021; pp. 91–94. [Google Scholar]
- Yang, D.; Gong, K.; Ren, J.; Zhang, W.; Wu, W.; Zhang, H. TC-Flow: Chain Flow Scheduling for Advanced Industrial Applications in Time-Sensitive Networks. IEEE Netw. 2022, 36, 16–24. [Google Scholar] [CrossRef]
- Nikhileswar, K.; Prabhu, K.; Cavalcanti, D.; Regev, A. Time-Sensitive Networking Over 5G for Industrial Control Systems. In Proceedings of the 2022 IEEE 27th International Conference on Emerging Technologies and Factory Automation (ETFA), Stuttgart, Germany, 6–9 September 2022; pp. 1–8. [Google Scholar]
- Pop, P.; Raagaard, M.L.; Gutierrez, M.; Steiner, W. Enabling Fog Computing for Industrial Automation Through Time-Sensitive Networking (TSN). IEEE Commun. Stand. Mag. 2018, 2, 55–61. [Google Scholar] [CrossRef]
- Latif, S.; Idrees, Z.; e Huma, Z.; Ahmad, J. Blockchain technology for the industrial Internet of Things: A comprehensive survey on security challenges, architectures, applications, and future research directions. Trans. Emerg. Telecommun. Technol. 2021, 32, e4337. [Google Scholar] [CrossRef]
- Gu, A.; Yin, Z.; Cui, C.; Li, Y. Integrated Functional Safety and Security Diagnosis Mechanism of CPS Based on Blockchain. IEEE Access 2020, 8, 15241–15255. [Google Scholar] [CrossRef]
- Qu, Y.; Gao, L.; Luan, T.H.; Xiang, Y.; Yu, S.; Li, B.; Zheng, G. Decentralized Privacy Using Blockchain-Enabled Federated Learning in Fog Computing. IEEE Internet Things J. 2020, 7, 5171–5183. [Google Scholar] [CrossRef]
- Chi, Y.; Dong, Y.; Wang, Z.J.; Yu, F.R.; Leung, V.C.M. Knowledge-Based Fault Diagnosis in Industrial Internet of Things: A Survey. IEEE Internet Things J. 2022, 9, 12886–12900. [Google Scholar] [CrossRef]
- Sarazin, A.; Bascans, J.; Sciau, J.-B.; Song, J.; Supiot, B.; Montarnal, A.; Lorca, X.; Truptil, S. Expert system dedicated to condition-based maintenance based on a knowledge graph approach: Application to an aeronautic system. Expert Syst. Appl. 2021, 186, 115767. [Google Scholar] [CrossRef]
- Cao, Q.; Zanni-Merk, C.; Samet, A.; Reich, C.; Beuvron, F.d.B.d.; Beckmann, A.; Giannetti, C. KSPMI: A Knowledge-based System for Predictive Maintenance in Industry 4.0. Robot. Comput. -Integr. Manuf. 2022, 74, 102281. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Z.; Gao, S.; Yu, L.; Zhang, D.; Kou, L.; Nie, H.; Tang, X. Framework and Key Technologies of Intelligent Operation and Maintenance of Traction Transformer Based on Knowledge Graph. In Proceedings of the 5th International Conference on Electrical Engineering and Information Technologies for Rail Transportation (EITRT), Singapore, 21–23 October 2021; pp. 476–485. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Cover Range | Data Rate | Power | ||
|---|---|---|---|---|---|
| WWAN | Cellular Network | 4G | Long-Range 10 km | High 100 Mbps | High |
| 5G | Long-Range 1 km | High 10 Gbps | High | ||
| LPWAN | SigFox | Long-Range 10 km (urban), 40 km (rural) | Low 100bps | Low | |
| LoRa | Long-Range 5 km (urban), 20 km (rural) | Low 50 kbps | Low | ||
| NB-IoT | Long-Range 1 km (urban), 10 km (rural) | Low 200 kpbs | Low | ||
| WLAN | Wi-Fi | Short-Range 50m | High 1Gbps | High | |
| Passive Wi-Fi | Short-Range 30 m | Low 11 Mbps | Low | ||
| WPAN | Bluetooth | Bluetooth Classic | Short-Range 100 m | Low 3 Mbps | Moderate |
| Bluetooth LE | Short-Range 100 m | Low 2 Mbps | Low | ||
| LR-WPAN | ZigBee | Short-Range 100 m | Low 250 kbps | Low | |
| WirelessHART | Short-Range 200 m | Low 250 kbps | Low | ||
| ISA100.11a | Short-Range 600 m | Low 250 kbps | Low | ||
| 6LoWPAN | Short-Range 100 m | Low 250 kbps | Low | ||
| Z-wave | Short-Range 100 m | Low 100 kbps | Low | ||
| RFID | RFID | Short-Range 100m | Low 400kbps | Moderate | |
| NFC | Short-Range 0.04 m | Low 400 kbps | Low | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Yang, Y.; Jiang, P. Remote Monitoring and Maintenance for Equipment and Production Lines on Industrial Internet: A Literature Review. Machines 2023, 11, 12. https://doi.org/10.3390/machines11010012
Li Q, Yang Y, Jiang P. Remote Monitoring and Maintenance for Equipment and Production Lines on Industrial Internet: A Literature Review. Machines. 2023; 11(1):12. https://doi.org/10.3390/machines11010012
Chicago/Turabian StyleLi, Qingzong, Yuqian Yang, and Pingyu Jiang. 2023. "Remote Monitoring and Maintenance for Equipment and Production Lines on Industrial Internet: A Literature Review" Machines 11, no. 1: 12. https://doi.org/10.3390/machines11010012