
Stewart Platform Motion Control Automation with Industrial Resources to Perform Cycloidal and Oceanic Wave Trajectories



Abstract
:1. Introduction
2. Design
2.1. Degrees of Freedom
2.2. Modelling
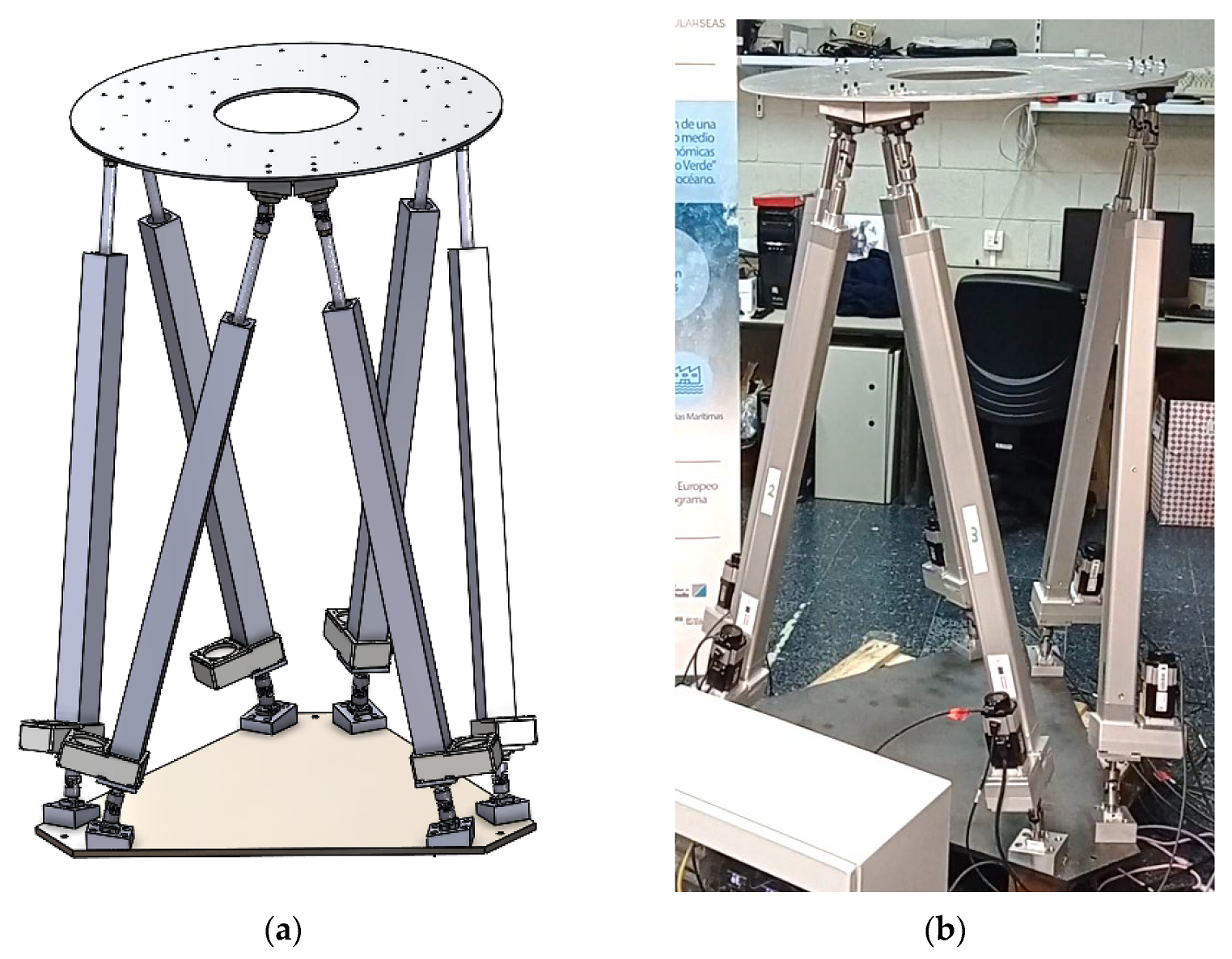
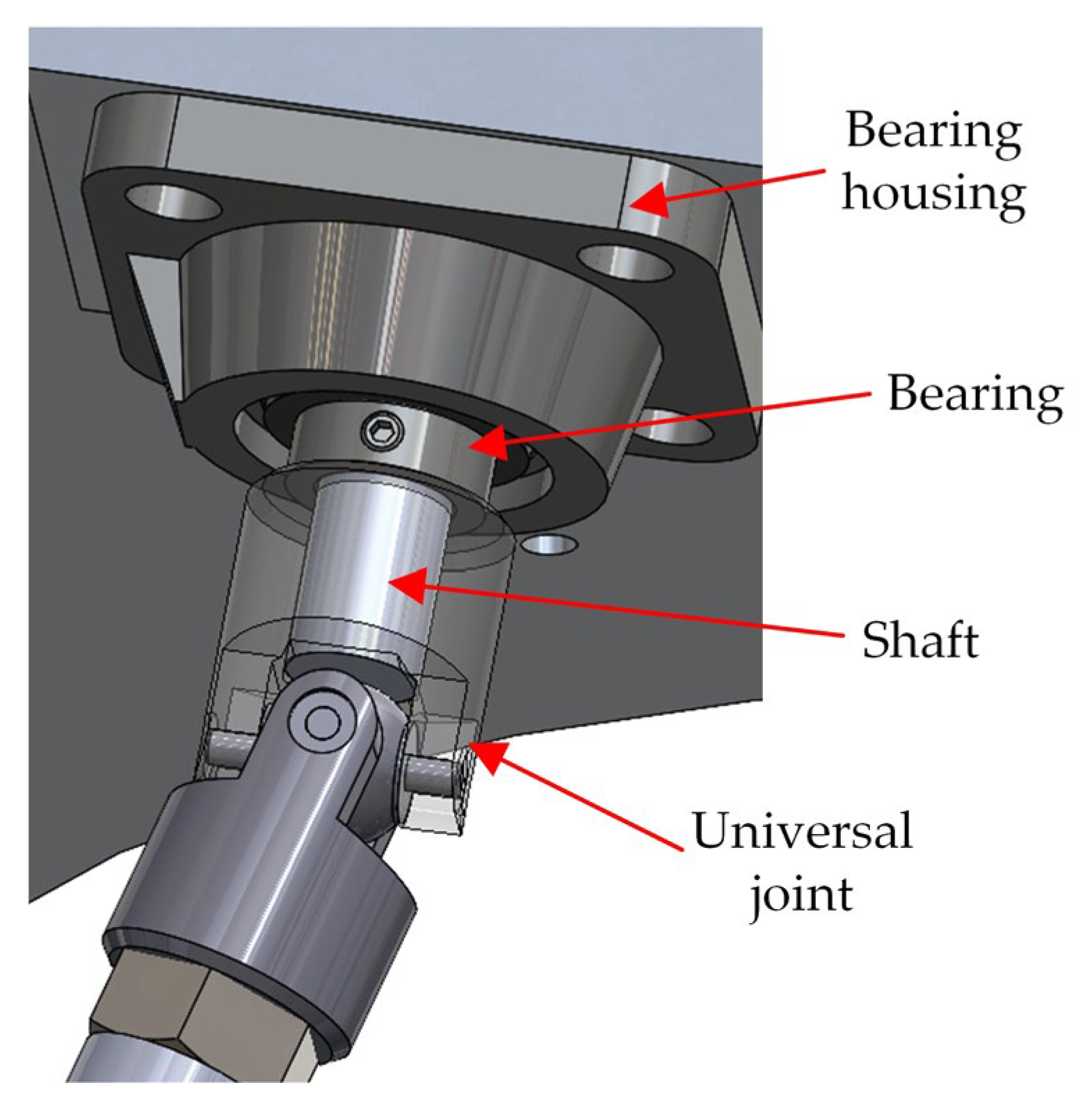
2.3. Particularities of the Mechanical Design
3. Platform Kinematics
3.1. Inverse Kinematics
3.2. Direct Kinematics
3.3. Trajectory Generation
3.3.1. Point-to-Point Trajectory
3.3.2. Oceanic Wave Motion
4. Control Automation with Industrial Resources
4.1. Architecture
4.2. Motion Implementation
| Algorithm 1: Inverse Kinematics |
| Input: Spatial point to reach, (); fully retracted length of cylinders, () |
| Output: An array with the length of each cylinder in the joint space () |
| Matrix rotation, (); |
| 1 ← Computation of the rotation matrix considering the spatial orientation |
| 2 foreach cylinder |
| 3 ← Perform the coordinate system transformation of |
| 4 ← Computation of the difference between and |
| 5 ← Calculus of the total length vector for each cylinder |
| 6 ← Adaptation of the length vector norm considering the real cylinder |
| (−) |
| 7 end foreach |
| Algorithm 2: Direct Kinematics |
| Input: An array with the actual length of each cylinder (); first iteration point, (); |
| Output: Actual spatial point of the end effector () |
| Convergence limit, (); |
| Tolerance, (); |
| Current iteration point, (); |
| Difference between current iteration point and calculated point, (); |
| Point calculated from Newton–Raphson equation, (); |
| Matrix of scalar function F in Equation (14), (); |
| Jacobian of the matrix, (); |
| Jacobian inverse (); |
| 1 ← Assign the first iteration point to the current iteration point |
| 2do |
| 3 ← Computation of inverse kinematic over the first iteration point |
| 4 ← Calculus of the matrix |
| 5 ← Computation of the Jacobian matrix |
| 6 det() ← Calculus of the Jacobian determinant |
| 7 if (abs(det()) > ) then |
| 8 ← Compute the inverse of using LU decomposition |
| 9 ← Solve the Newton–Raphson equation to obtain the calculated point |
| 10 ← Absolute difference of and for each coordinate |
| 11 ← Update current point based on the calculated point, |
| 12 else |
| 13 Exit due to singularities in the Jacobian matrix |
| 14 while (Dp > Klim) |
| 15 ← The solution is the last current point of the Newton–Raphson method |
5. Results
5.1. Inverse Kinematics Implementation: Cycloidal and Oceanic Wave Trajectories
5.2. Performance of Direct Kinematics
6. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Jin, Y.; Chanal, H.; Paccot, F. Parallel Robot. In Handbook of Manufacturing Engineering and Technology; Nee, A., Ed.; Springer: London, UK, 2014; pp. 1–33. ISBN 978-1-4471-4976-7. [Google Scholar]
- Shao, Z.-F.; Tang, X.; Wang, L. Dynamics Verification Experiment of the Stewart Parallel Manipulator. Int. J. Adv. Robot. Syst. 2015, 12, 144. [Google Scholar] [CrossRef]
- Alvarado Requena, E.; Estrada, A.; Ramírez, G.T.; Elias, N.R.; Uribe, J.; Rodríguez, B. Control of a Stewart-Gough Platform for Earthquake Ground Motion Simulation. In Industrial and Robotic Systems; Hernandez, E.E., Keshtkar, S., Valdez, S.I., Eds.; Mechanisms and Machine Science; Springer International Publishing: Cham, Switzerland, 2020; Volume 86, pp. 138–146. ISBN 978-3-030-45401-2. [Google Scholar]
- Stewart, D. A Platform with Six Degrees of Freedom. Proc. Inst. Mech. Eng. 1965, 180, 371–386. [Google Scholar] [CrossRef]
- Hunt, K.H. Kinematic Geometry of Mechanisms; Oxford Engineering Science Series; Clarendon Press: Oxford, UK; Oxford University Press: New York, NY, USA, 1978; ISBN 978-0-19-856124-8. [Google Scholar]
- Dasgupta, B.; Mruthyunjaya, T.S. The Stewart Platform Manipulator: A Review. Mech. Mach. Theory 2000, 35, 15–40. [Google Scholar] [CrossRef]
- Porta, J.M.; Thomas, F. Yet Another Approach to the Gough-Stewart Platform Forward Kinematics. In Proceedings of the 2018 IEEE International Conference on Robotics and Automation (ICRA), Brisbane, QLD, Australia, 21–25 May 2018; IEEE: Brisbane, QLD, Australia, 2018; pp. 974–980. [Google Scholar]
- Staicu, S. Dynamic Analysis of the 3-3 Stewart Platform. UPB Sci. Bull. D 2009, 71, 3–18. [Google Scholar]
- Shao, Z.-F.; Tang, X.; Wang, L.-P. Optimum Design of 3-3 Stewart Platform Considering Inertia Property. Adv. Mech. Eng. 2013, 5, 249121. [Google Scholar] [CrossRef] [PubMed]
- Rastegarpanah, A.; Saadat, M.; Rakhodaei, H. Analysis and Simulation of Various Stewart Platform Configurations for Lower Limb Rehabilitation. In Proceedings of the 4th Annual BEAR PGR Conference 2013, Birmingham, UK, 16 December 2013. [Google Scholar]
- Alp, H.; Anli, E.; Özkol, İ. Neural Network Algorithm for Workspace Analysis of a Parallel Mechanism. Aircr. Eng. Aerosp. Technol. 2007, 79, 35–44. [Google Scholar] [CrossRef]
- Wei, F.; Wei, S.; Zhang, Y.; Liao, Q. Forward Displacement Analysis of a General 6-3 Stewart Platform Using Conformal Geometric Algebra. Math. Probl. Eng. 2017, 2017, 1–9. [Google Scholar] [CrossRef]
- Sosa-Méndez, D.; Lugo-González, E.; Arias-Montiel, M.; García-García, R.A. ADAMS-MATLAB Co-Simulation for Kinematics, Dynamics, and Control of the Stewart–Gough Platform. Int. J. Adv. Robot. Syst. 2017, 14, 172988141771982. [Google Scholar] [CrossRef]
- Slavutin, M.; Sheffer, A.; Shai, O.; Reich, Y. A Complete Geometric Singular Characterization of the 6/6 Stewart Platform. J. Mech. Robot. 2018, 10, 041011. [Google Scholar] [CrossRef]
- Shariatee, M.; Akbarzadeh, A. Optimum Dynamic Design of a Stewart Platform with Symmetric Weight Compensation System. J. Intell. Robot. Syst. 2021, 103, 66. [Google Scholar] [CrossRef]
- Dönmez, D.; Akçalı, İ.D.; Avşar, E.; Aydın, A.; Mutlu, H. Determination of Particular Singular Configurations of Stewart Platform Type of Fixator by the Stereographic Projection Method. Inverse Probl. Sci. Eng. 2021, 29, 2925–2943. [Google Scholar] [CrossRef]
- Duan, X.; Mi, J.; Zhao, Z. Vibration Isolation and Trajectory Following Control of a Cable Suspended Stewart Platform. Machines 2016, 4, 20. [Google Scholar] [CrossRef]
- Dabiri, A.; Sabet, S.; Poursina, M.; Armstrong, D.G.; Nikravesh, P.E. An Optimal Stewart Platform for Lower Extremity Robotic Rehabilitation. In Proceedings of the 2017 American Control Conference (ACC), Seattle, WA, USA, 24–26 May 2017; IEEE: Seattle, WA, USA, 2017; pp. 5294–5299. [Google Scholar]
- Abedinnasab, M.H.; Farahmand, F.; Tarvirdizadeh, B.; Zohoor, H.; Gallardo-Alvarado, J. Kinematic Effects of Number of Legs in 6-DOF UPS Parallel Mechanisms. Robotica 2017, 35, 2257–2277. [Google Scholar] [CrossRef]
- Yang, X.; Wu, H.; Li, Y.; Kang, S.; Chen, B.; Lu, H.; Lee, C.K.M.; Ji, P. Dynamics and Isotropic Control of Parallel Mechanisms for Vibration Isolation. IEEEASME Trans. Mechatron. 2020, 25, 2027–2034. [Google Scholar] [CrossRef]
- Wampler, C.W. Forward Displacement Analysis of General Six-in-Parallel Sps (Stewart) Platform Manipulators Using Soma Coordinates. Mech. Mach. Theory 1996, 31, 331–337. [Google Scholar] [CrossRef]
- Natarajan, E.; Venkataramanan, A.R.; Sasikumar, R.; Parasuraman, S.; Kosalishkwaran, G. Dynamic Analysis of Compliant LEG of a Stewart-Gough Type Parallel Mechanism. In Proceedings of the 2019 IEEE Student Conference on Research and Development (SCOReD), Bandar Seri Iskandar, Malaysia, 15–17 October 2019; IEEE: Bandar Seri Iskandar, Malaysia, 2019; pp. 123–128. [Google Scholar]
- Kazezkhan, G.; Xiang, B.; Wang, N.; Yusup, A. Dynamic Modeling of the Stewart Platform for the NanShan Radio Telescope. Adv. Mech. Eng. 2020, 12, 168781402094007. [Google Scholar] [CrossRef]
- Liu, G. Optimal Kinematic Design of a 6-UCU Kind Gough-Stewart Platform with a Guaranteed Given Accuracy. Robotics 2018, 7, 30. [Google Scholar] [CrossRef]
- Jiao, J.; Wu, Y.; Yu, K.; Zhao, R. Dynamic Modeling and Experimental Analyses of Stewart Platform with Flexible Hinges. J. Vib. Control 2019, 25, 151–171. [Google Scholar] [CrossRef]
- Furqan, M.; Suhaib, M.; Ahmad, N. Studies on Stewart Platform Manipulator: A Review. J. Mech. Sci. Technol. 2017, 31, 4459–4470. [Google Scholar] [CrossRef]
- Hernández-Gómez, J.J.; Medina, I.; Torres-San Miguel, C.R.; Solís-Santomé, A.; Couder-Castañeda, C.; Ortiz-Alemán, J.C.; Grageda-Arellano, J.I. Error Assessment Model for the Inverse Kinematics Problem for Stewart Parallel Mechanisms for Accurate Aerospace Optical Linkage. Math. Probl. Eng. 2018, 2018, 1–10. [Google Scholar] [CrossRef]
- Yang, D.C.H.; Lee, T.W. Feasibility Study of a Platform Type of Robotic Manipulators from a Kinematic Viewpoint. J. Mech. Transm. Autom. Des. 1984, 106, 191–198. [Google Scholar] [CrossRef]
- Fichter, E.F. A Stewart Platform- Based Manipulator: General Theory and Practical Construction. Int. J. Robot. Res. 1986, 5, 157–182. [Google Scholar] [CrossRef]
- Liu, K.; Fitzgerald, J.M.; Lewis, F.L. Kinematic Analysis of a Stewart Platform Manipulator. IEEE Trans. Ind. Electron. 1993, 40, 282–293. [Google Scholar] [CrossRef]
- Inner, B.; Kucuk, S. A Novel Kinematic Design, Analysis and Simulation Tool for General Stewart Platforms. Simulation 2013, 89, 876–897. [Google Scholar] [CrossRef]
- Tamir, T.S.; Xiong, G.; Dong, X.; Fang, Q.; Liu, S.; Lodhi, E.; Shen, Z.; Wang, F.-Y. Design and Optimization of a Control Framework for Robot Assisted Additive Manufacturing Based on the Stewart Platform. Int. J. Control Autom. Syst. 2022, 20, 968–982. [Google Scholar] [CrossRef]
- Wei, W.; Xin, Z.; Li-li, H.; Min, W.; You-bo, Z. Inverse Kinematics Analysis of 6–DOF Stewart Platform Based on Homogeneous Coordinate Transformation. Ferroelectrics 2018, 522, 108–121. [Google Scholar] [CrossRef]
- Wang, A.; Wei, Y.; Han, H.; Guan, L.; Zhang, X.; Xu, X. Ocean Wave Active Compensation Analysis of Inverse Kinematics for Hybrid Boarding System Based on Fuzzy Algorithm. In Proceedings of the 2018 OCEANS-MTS/IEEE Kobe Techno-Oceans (OTO), Kobe, Japan, 28–31 May 2018; IEEE: Kobe, Japan, 2018; pp. 1–6. [Google Scholar]
- Mohamed, M.G.; Duffy, J. A Direct Determination of the Instantaneous Kinematics of Fully Parallel Robot Manipulators. J. Mech. Transm. Autom. Des. 1985, 107, 226–229. [Google Scholar] [CrossRef]
- Gallardo-Alvarado, J. A Gough–Stewart Parallel Manipulator with Configurable Platform and Multiple End-Effectors. Meccanica 2020, 55, 597–613. [Google Scholar] [CrossRef]
- Sreenivasan, S.V.; Waldron, K.J.; Nanua, P. Closed-Form Direct Displacement Analysis of a 6-6 Stewart Platform. Mech. Mach. Theory 1994, 29, 855–864. [Google Scholar] [CrossRef]
- Raghavan, M. The Stewart Platform of General Geometry Has 40 Configurations. J. Mech. Des. 1993, 115, 277–282. [Google Scholar] [CrossRef]
- Bonev, I.A.; Ryu, J.; Kim, N.-J.; Lee, S.-K. A Simple New Closed-Form Solution of the Direct Kinematics of Parallel Manipulators Using Three Linear Extra Sensors. In Proceedings of the 1999 IEEE/ASME International Conference on Advanced Intelligent Mechatronics (Cat. No.99TH8399), Atlanta, GA, USA, 19–23 September 1999; IEEE: Atlanta, GA, USA, 1999; pp. 526–530. [Google Scholar]
- Seng Yee, C.; Lim, K. Forward Kinematics Solution of Stewart Platform Using Neural Networks. Neurocomputing 1997, 16, 333–349. [Google Scholar] [CrossRef]
- Parikh, P.J.; Lam, S.S.Y. A Hybrid Strategy to Solve the Forward Kinematics Problem in Parallel Manipulators. IEEE Trans. Robot. 2005, 21, 18–25. [Google Scholar] [CrossRef]
- Zhu, Q.; Zhang, Z. An Efficient Numerical Method for Forward Kinematics of Parallel Robots. IEEE Access 2019, 7, 128758–128766. [Google Scholar] [CrossRef]
- Velasco, J.; Barambones, Ó.; Calvo, I.; Venegas, P.; Napole, C.M. Validation of a Stewart Platform Inspection System with an Artificial Neural Network Controller. Precis. Eng. 2022, 74, 369–381. [Google Scholar] [CrossRef]
- Morell, A.; Tarokh, M.; Acosta, L. Solving the Forward Kinematics Problem in Parallel Robots Using Support Vector Regression. Eng. Appl. Artif. Intell. 2013, 26, 1698–1706. [Google Scholar] [CrossRef]
- Zhou, W.; Chen, W.; Liu, H.; Li, X. A New Forward Kinematic Algorithm for a General Stewart Platform. Mech. Mach. Theory 2015, 87, 177–190. [Google Scholar] [CrossRef]
- Guo, J.; Wang, D.; Chen, W.; Fan, R. Multiaxis Loading Device for Reliability Tests of Machine Tools. IEEEASME Trans. Mechatron. 2018, 23, 1930–1940. [Google Scholar] [CrossRef]
- Markou, A.A.; Elmas, S.; Filz, G.H. Revisiting Stewart–Gough Platform Applications: A Kinematic Pavilion. Eng. Struct. 2021, 249, 113304. [Google Scholar] [CrossRef]
- Alvarez-Perez, M.G.; Garcia-Murillo, M.A.; Cervantes-Sánchez, J.J. Robot-Assisted Ankle Rehabilitation: A Review. Disabil. Rehabil. Assist. Technol. 2020, 15, 394–408. [Google Scholar] [CrossRef]
- Eftekhari, M.; Karimpour, H. Emulation of Pilot Control Behavior across a Stewart Platform Simulator. Robotica 2018, 36, 588–606. [Google Scholar] [CrossRef]
- Alkhedher, M.; Ali, U.; Mohamad, O. Modeling, Simulation and Design of Adaptive 6DOF Vehicle Stabilizer. In Proceedings of the 2019 8th International Conference on Modeling Simulation and Applied Optimization (ICMSAO), Manama, Bahrain, 15–17 April 2019; IEEE: Manama, Bahrain, 2019; pp. 1–4. [Google Scholar]
- Schempp, C.; Schulz, S. High-Precision Absolute Pose Sensing for Parallel Mechanisms. Sensors 2022, 22, 1995. [Google Scholar] [CrossRef]
- Mishra, S.K.; Kumar, C.S. Compliance Modeling of a Full 6-DOF Series–Parallel Flexure-Based Stewart Platform-like Micromanipulator. Robotica 2022, 1–28. [Google Scholar] [CrossRef]
- Zheng, Z.; Zhang, X.; Zhang, J.; Chang, Z. A Stable Platform to Compensate Motion of Ship Based on Stewart Mechanism. In Intelligent Robotics and Applications; Liu, H., Kubota, N., Zhu, X., Dillmann, R., Zhou, D., Eds.; Lecture Notes in Computer Science; Springer International Publishing: Cham, Switzerland, 2015; Volume 9244, pp. 156–164. ISBN 978-3-319-22878-5. [Google Scholar]
- Cai, Y.; Zheng, S.; Liu, W.; Qu, Z.; Zhu, J.; Han, J. Sliding-Mode Control of Ship-Mounted Stewart Platforms for Wave Compensation Using Velocity Feedforward. Ocean Eng. 2021, 236, 109477. [Google Scholar] [CrossRef]
- Campos, A.; Quintero, J.; Saltaren, R.; Ferre, M.; Aracil, R. An Active Helideck Testbed for Floating Structures Based on a Stewart-Gough Platform. In Proceedings of the 2008 IEEE/RSJ International Conference on Intelligent Robots and Systems, Nice, France, 22–26 September 2008; IEEE: Nice, France, 2008; pp. 3705–3710. [Google Scholar]
- Valente, V.T.; Perondi, E.A. Control of an Electrohydraulic Stewart Platform Manipulator for Off-Shore Motion Compensation. In Proceedings of the 3rd International Conference on Mechatronics and Robotics Engineering-ICMRE 2017; ACM Press: Paris, France, 2017; pp. 17–22. [Google Scholar]
- Galván-Pozos, D.E.; Ocampo-Torres, F.J. Dynamic Analysis of a Six-Degree of Freedom Wave Energy Converter Based on the Concept of the Stewart-Gough Platform. Renew. Energy 2020, 146, 1051–1061. [Google Scholar] [CrossRef]
- Chuan, W.; Huafeng, D.; Lei, H. A Dynamic Ocean Wave Simulator Based on Six-Degrees of Freedom Parallel Platform. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 232, 3722–3732. [Google Scholar] [CrossRef]
- Tsoi, Y.-H.; Xie, S.Q.; Graham, A.E. Design, Modeling and Control of an Ankle Rehabilitation Robot. In Design and Control of Intelligent Robotic Systems; Liu, D., Wang, L., Tan, K.C., Eds.; Studies in Computational Intelligence; Springer: Berlin/Heidelberg, Germany, 2009; Volume 177, pp. 377–399. ISBN 978-3-540-89932-7. [Google Scholar]
- Zhan, G.; Niu, S.; Zhang, W.; Zhou, X.; Pang, J.; Li, Y.; Zhan, J. A Docking Mechanism Based on a Stewart Platform and Its Tracking Control Based on Information Fusion Algorithm. Sensors 2022, 22, 770. [Google Scholar] [CrossRef] [PubMed]
- Grosch, P.; Di Gregorio, R.; López, J.; Thomas, F. Motion Planning for a Novel Reconfigurable Parallel Manipulator with Lockable Revolute Joints. In Proceedings of the 2010 IEEE International Conference on Robotics and Automation, Anchorage, AK, USA, 3–7 May 2010; IEEE: Anchorage, AK, USA, 2010; pp. 4697–4702. [Google Scholar]
- Meng, Q.; Zhang, T.; He, J.; Song, J.; Chen, X. Improved Model-based Control of a Six-degree-of-freedom Stewart Platform Driven by Permanent Magnet Synchronous Motors. Ind. Robot Int. J. 2012, 39, 47–56. [Google Scholar] [CrossRef]
- Patel, V.; Krishnan, S.; Goncalves, A.; Goldberg, K. SPRK: A Low-Cost Stewart Platform for Motion Study in Surgical Robotics. In Proceedings of the 2018 International Symposium on Medical Robotics (ISMR), Atlanta, GA, USA, 1–3 March 2018; IEEE: Atlanta, GA, USA, 2018; pp. 1–6. [Google Scholar]
- Walica, D.; Noskievič, P. Application of the MiL and HiL Simulation Techniques in Stewart Platform Control Development. Appl. Sci. 2022, 12, 2323. [Google Scholar] [CrossRef]
- Rossell, J.M.; Vicente-Rodrigo, J.; Rubio-Massegu, J.; Barcons, V. An Effective Strategy of Real-Time Vision-Based Control for a Stewart Platform. In Proceedings of the 2018 IEEE International Conference on Industrial Technology (ICIT), Lyon, France, 20–22 February 2018; IEEE: Lyon, France, 2018; pp. 75–80. [Google Scholar]
- Lou, J.-H.; Tseng, S.P. Developing a Real-Time Multi-Axis Servo Motion Control System. In Proceedings of the 6th International Conference on Control, Mechatronics and Automation-ICCMA 2018; ACM Press: Tokyo, Japan, 2018; pp. 86–91. [Google Scholar]
- He, S.; Wen, X. Six Degree-of-Freedom Self-Balancing Platform Design Based on EtherCAT. Nanjing Xinxi Gongcheng Daxue Xuebao 2020, 12, 384–389. [Google Scholar]
- An, K.; Huang, J.; Li, C. A Sea Wave Surge Base Alignment Test Device Based on the EtherCAT Fieldbus. IOP Conf. Ser. Mater. Sci. Eng. 2019, 569, 032036. [Google Scholar] [CrossRef]
- de Campos Porath, M.; Bortoni, L.A.F.; Simoni, R.; Eger, J.S. Offline and Online Strategies to Improve Pose Accuracy of a Stewart Platform Using Indoor-GPS. Precis. Eng. 2020, 63, 83–93. [Google Scholar] [CrossRef]
- Su, Y.X.; Duan, B.Y.; Zheng, C.H.; Zhang, Y.F.; Chen, G.D.; Mi, J.W. Disturbance-Rejection High-Precision Motion Control of a Stewart Platform. IEEE Trans. Control Syst. Technol. 2004, 12, 364–374. [Google Scholar] [CrossRef]
- Ordoñez, N.A.; Rodríguez, C.F. Real-Time Dynamic Control of a Stewart Platform. Appl. Mech. Mater. 2013, 390, 398–402. [Google Scholar] [CrossRef]
- Wei, M.-Y. Design and Implementation of Inverse Kinematics and Motion Monitoring System for 6DoF Platform. Appl. Sci. 2021, 11, 9330. [Google Scholar] [CrossRef]
- Budaklı, M.T.; Yılmaz, C. Stewart Platform Based Robot Design and Control for Passive Exercises in Ankle and Knee Rehabilitation. J. Fac. Eng. Archit. Gazi Univ. 2021, 36, 1831–1846. [Google Scholar]
- Van Nguyen, T.; Ha, C. RBF Neural Network Adaptive Sliding Mode Control of Rotary Stewart Platform. In Intelligent Computing Methodologies; Huang, D.-S., Gromiha, M.M., Han, K., Hussain, A., Eds.; Lecture Notes in Computer Science; Springer International Publishing: Cham, Switzerland, 2018; Volume 10956, pp. 149–162. ISBN 978-3-319-95956-6. [Google Scholar]
- Li, Y.; Yang, X.; Wu, H.; Chen, B. Optimal Design of a Six-Axis Vibration Isolator via Stewart Platform by Using Homogeneous Jacobian Matrix Formulation Based on Dual Quaternions. J. Mech. Sci. Technol. 2018, 32, 11–19. [Google Scholar] [CrossRef]
- Xie, Z.; Li, G.; Liu, G.; Zhao, J. Optimal Design of a Stewart Platform Using the Global Transmission Index under Determinate Constraint of Workspace. Adv. Mech. Eng. 2017, 9, 168781401772088. [Google Scholar] [CrossRef]
- Jia, G.; Pan, G.; Gao, Q.; Zhang, Y. Research on Position Inverse Solution of Electric-driven Stewart Platform Based on Simulink. J. Eng. 2019, 2019, 379–383. [Google Scholar] [CrossRef]
- Nabavi, S.N.; Akbarzadeh, A.; Enferadi, J. Closed-Form Dynamic Formulation of a General 6-P US Robot. J. Intell. Robot. Syst. 2019, 96, 317–330. [Google Scholar] [CrossRef]
- Yang, X.; Wu, H.; Chen, B.; Kang, S.; Cheng, S. Dynamic Modeling and Decoupled Control of a Flexible Stewart Platform for Vibration Isolation. J. Sound Vib. 2019, 439, 398–412. [Google Scholar] [CrossRef]
- Liu, W.; Xu, Y.; Shao, M.; Yue, G.; An, D. Accuracy Improvement of 6-UPS Stewart Forward Kinematics Solution Based on Self-Aggregating MFO Algorithm. J. Intell. Fuzzy Syst. 2021, 40, 8831–8846. [Google Scholar] [CrossRef]
- Reckdahl, K.J. Dynamics and Control of Mechanical Systems Containing Closed Kinematic Chains; Stanford University: Stanford, CA, USA, 1996. [Google Scholar]
- Kizir, S.; Bingul, Z. Position Control and Trajectory Tracking of the Stewart Platform. In Serial and Parallel Robot Manipulators-Kinematics, Dynamics, Control and Optimization; Kucuk, S., Ed.; InTech: London, UK, 2012; ISBN 978-953-51-0437-7. [Google Scholar]
- Tamir, T.S.; Xiong, G.; Tian, Y.; Xiong, G. Passivity Based Control Of Stewart Platform For Trajectory Tracking. In Proceedings of the 2019 14th IEEE Conference on Industrial Electronics and Applications (ICIEA), Xi’an, China, 19–21 June 2019; IEEE: Xi’an, China, 2019; pp. 988–993. [Google Scholar]
- Agee, J.T.; Kizir, S.; Bingul, Z. Intelligent Proportional-Integral (IPI) Control of a Single Link Flexible Joint Manipulator. J. Vib. Control 2015, 21, 2273–2288. [Google Scholar] [CrossRef]
- Rahmani, A.; Ghanbari, A.; Mahboubkhah, M. Kinematics Analysis and Numerical Simulation of Hybrid Serial-Parallel Manipulator Based on Neural Network. Neural Netw. World 2015, 25, 427–442. [Google Scholar] [CrossRef]
- Kane, T.R.; Levinson, D.A. The Use of Kane’s Dynamical Equations in Robotics. Int. J. Robot. Res. 1983, 2, 3–21. [Google Scholar] [CrossRef]
- Biagiotti, L.; Melchiorri, C. Analytic Expressions of Elementary Trajectories. In Trajectory Planning for Automatic Machines and Robots; Springer: Berlin/Heidelberg, Germany, 2009; pp. 15–57. ISBN 978-3-540-85628-3. [Google Scholar]
- Zhao, T.; Zi, B.; Qian, S.; Zhao, J. Algebraic Method-Based Point-to-Point Trajectory Planning of an Under-Constrained Cable-Suspended Parallel Robot with Variable Angle and Height Cable Mast. Chin. J. Mech. Eng. 2020, 33, 54. [Google Scholar] [CrossRef]
- Abe, A.; Hashimoto, K. A Novel Feedforward Control Technique for a Flexible Dual Manipulator. Robot. Comput.-Integr. Manuf. 2015, 35, 169–177. [Google Scholar] [CrossRef]
- Omisore, O.M.; Han, S.; Al-Handarish, Y.; Du, W.; Duan, W.; Akinyemi, T.O.; Wang, L. Motion and Trajectory Constraints Control Modeling for Flexible Surgical Robotic Systems. Micromachines 2020, 11, 386. [Google Scholar] [CrossRef]
- Fang, Y.; Qi, J.; Hu, J.; Wang, W.; Peng, Y. An Approach for Jerk-Continuous Trajectory Generation of Robotic Manipulators with Kinematical Constraints. Mech. Mach. Theory 2020, 153, 103957. [Google Scholar] [CrossRef]
- Mirab, H.; Fathi, R.; Jahangiri, V.; Ettefagh, M.M.; Hassannejad, R. Energy Harvesting from Sea Waves with Consideration of Airy and JONSWAP Theory and Optimization of Energy Harvester Parameters. J. Mar. Sci. Appl. 2015, 14, 440–449. [Google Scholar] [CrossRef]
- Molland, A.F. (Ed.) The Maritime Engineering Reference Book: A Guide to Ship Design, Construction and Operation; Butterworth-Heinemann: Oxford, UK, 2008; ISBN 978-0-7506-8987-8. [Google Scholar]
- Constantin, A.; Ehrnström, M.; Villari, G. Particle Trajectories in Linear Deep-Water Waves. Nonlinear Anal. Real World Appl. 2008, 9, 1336–1344. [Google Scholar] [CrossRef]
- Reeve, D.; Chadwick, A.; Fleming, C. Coastal Engineering: Processes, Theory and Design Practice; Spon Press: London, UK; New York, NY, USA, 2004; ISBN 9780203647356. [Google Scholar]
- Massel, S.R. Ocean Surface Waves: Their Physics and Prediction, 3rd ed.; Advanced Series on Ocean Engineering; World Scientific: Singapore, 2017; Volume 45, ISBN 978-981-322-837-5. [Google Scholar]
- Nguyen, C.C.; Antrazi, S.S.; Park, J.-Y.; Zhou, Z.-L. Trajectory Planning and Control of a Stewart Platform-Based End-Effector with Passive Compliance for Part Assembly. J. Intell. Robot. Syst. 1992, 6, 263–281. [Google Scholar] [CrossRef]
- Wang, R.; Guan, Y.; Liming, L.; Li, X.; Zhang, J. Component-Based Formal Modeling of PLC Systems. J. Appl. Math. 2013, 2013, 1–9. [Google Scholar] [CrossRef]
- Jia, J.-T. A Breakdown-Free Algorithm for Computing the Determinants of Periodic Tridiagonal Matrices. Numer. Algorithms 2020, 83, 149–163. [Google Scholar] [CrossRef]
- Pulloquinga, J.L.; Mata, V.; Valera, Á.; Zamora-Ortiz, P.; Díaz-Rodríguez, M.; Zambrano, I. Experimental Analysis of Type II Singularities and Assembly Change Points in a 3UPS+RPU Parallel Robot. Mech. Mach. Theory 2021, 158, 104242. [Google Scholar] [CrossRef]
- Astar, W. A New Analytical Formula for the Inverse of a Square Matrix. arXiv 2021, arXiv:210609818 Math. [Google Scholar]
- Mittal, R.C.; Al-Kurdi, A. LU-Decomposition and Numerical Structure for Solving Large Sparse Nonsymmetric Linear Systems. Comput. Math. Appl. 2002, 43, 131–155. [Google Scholar] [CrossRef]
- Martinez, E.E.H.; Peña, S.I.V.; Soto, E.S. Towards a Robust Solution of the Non-Linear Kinematics for the General Stewart Platform with Estimation of Distribution Algorithms. Int. J. Adv. Robot. Syst. 2013, 10, 38. [Google Scholar] [CrossRef]
- Murashige, S.; Choi, W. Stability Analysis of Deep-Water Waves on a Linear Shear Current Using Unsteady Conformal Mapping. J. Fluid Mech. 2020, 885, A41. [Google Scholar] [CrossRef]
- Pradipta, J.; Knierim, K.L.; Sawodny, O. Force Trajectory Generation for the Redundant Actuator in a Pneumatically Actuated Stewart Platform. In Proceedings of the 2015 6th International Conference on Automation, Robotics and Applications (ICARA), Queenstown, New Zealand, 17–19 February 2015; IEEE: Queenstown, New Zealand, 2015; pp. 525–530. [Google Scholar]
- Nguyen, C.C.; Antrazi, S.S.; Zhou, Z.-L.; Campbell, C.E. Adaptive Control of a Stewart Platform-Based Manipulator. J. Robot. Syst. 1993, 10, 657–687. [Google Scholar] [CrossRef]
- Hajdu, S.; Bodnár, D.; Menyhárt, J.; Békési, Z. Kinematical Simulation Methods for Stewart Platform in Medical Equipments. Int. Rev. Appl. Sci. Eng. 2017, 8, 135–140. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Definition | Variable | Value |
|---|---|---|
| Radius base platform | 470.45 mm | |
| Radius upper platform | 388.95 mm | |
| Initial height platform | 1374 mm | |
| Initial height cylinder | 1192.63 mm | |
| Height of the universal joints of the base platform | 95 mm | |
| Height of the spherical joints of the mobile platform | −115 mm | |
| Assembly angle between hinges of the base platform | 24.07° | |
| Assembly angle between hinges of the mobile platform | 103.66° |
| Test | Actuator Length (mm) | Expected Pose (mm,mm,mm,°,°,°) | Pose Result (mm,mm,mm,°,°,°) | N° Iterations | Time Spent (ms) |
|---|---|---|---|---|---|
| #1 | 5 | 0.2396 | |||
| #2 | 5 | 0.2407 | |||
| #3 | 5 | 0.2412 | |||
| #4 | 5 | 0.2410 | |||
| #5 | 12 | 0.594 | |||
| #6 | 13 | 0.6435 | |||
| #7 | 11 | 0.5545 | |||
| #8 | 3 | 0.1492 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, D.; Garrido, J.; Riveiro, E. Stewart Platform Motion Control Automation with Industrial Resources to Perform Cycloidal and Oceanic Wave Trajectories. Machines 2022, 10, 711. https://doi.org/10.3390/machines10080711
Silva D, Garrido J, Riveiro E. Stewart Platform Motion Control Automation with Industrial Resources to Perform Cycloidal and Oceanic Wave Trajectories. Machines. 2022; 10(8):711. https://doi.org/10.3390/machines10080711
Chicago/Turabian StyleSilva, Diego, Julio Garrido, and Enrique Riveiro. 2022. "Stewart Platform Motion Control Automation with Industrial Resources to Perform Cycloidal and Oceanic Wave Trajectories" Machines 10, no. 8: 711. https://doi.org/10.3390/machines10080711