
Analysis of the Implementation of the Single Minute Exchange of Die Methodology in an Agroindustry through Action Research

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Theoretical Framework
2.1. Lean Manufacturing
[…] by using smaller amounts of everything compared to mass production: half the factory worker effort, half the manufacturing effort, half the tooling investment, and half the planning hours to develop new products in half the time. It also requires far less than half of the current inventories at the manufacturing site, results in far fewer defects, and produces an ever-increasing range of products.
2.1.1. Waste and Value
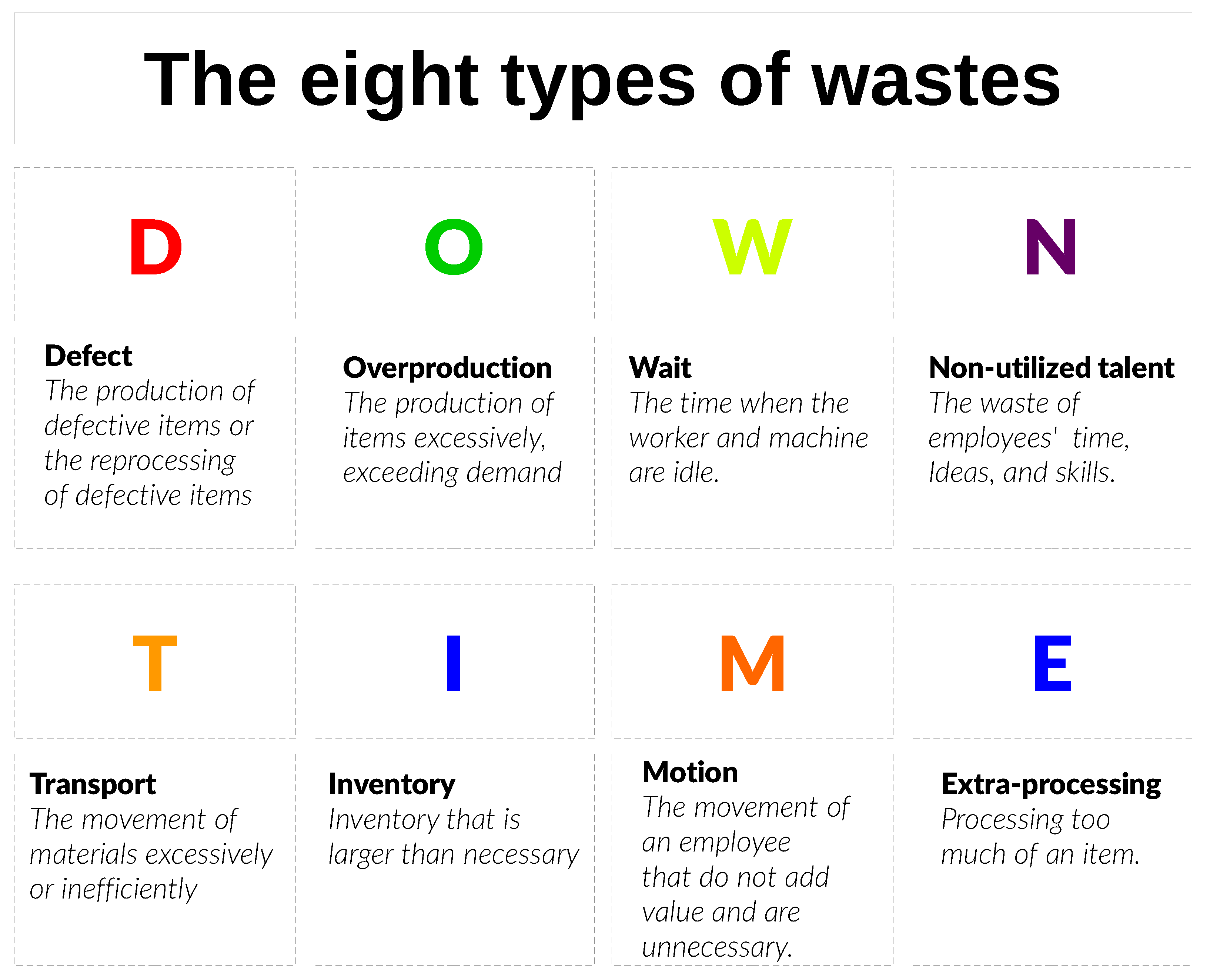
2.1.2. The Eight Types of Waste
- Defect: the production of defective items or the reprocessing of defective items, which generally result in wasted time and effort;
- Overproduction: the production of items excessively, exceeding demand;
- Wait: the time when the worker and machine are idle;
- Non-utilized talent: the waste of employees’ time, ideas and skills;
- Transport or unnecessary motion: the movement of materials excessively or inefficiently;
- Inventory: inventory that is larger than necessary, causing additional costs related to excessive transport and storage, obsolescence, damaged products, and longer lead times;
- Motion: the movement of an employee, during work, to carry out activities that do not add value and are unnecessary;
- Extra-processing or incorrect processing: processing too much of an item.
2.2. Quick Changeover
2.3. SMED Implementation Steps
- Initial phase: Setup time is not divided into internal setup and external setup;
- Stage 1: Setup division into internal setup and external setup;
- Stage 2: Transformation of internal setup into external setup;
- Stage 3: Simplification of internal setup and external setup operations.
3. Methodology
4. Development
4.1. Context and Proposal
4.2. First Cycle of Action Research
4.3. Second Cycle of Action Research
5. Results and Discussions
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Coêlho, J.D. Feijão: Produção e mercados. Cad. Setorial ETENE 2021, 1–9. Available online: https://www.bnb.gov.br/s482-dspace/handle/123456789/1031 (accessed on 31 January 2021).
- Food and Agriculture Organization. FAOSTAT. Available online: https://www.fao.org/ (accessed on 31 January 2021).
- Ohno, T.; Bodek, N. Toyota Production System: Beyond Large-Scale Production; Productivity Press: New York, NY, USA, 2019. [Google Scholar]
- Santos, A.C.O.; da Silva, C.E.S.; Braga, R.A.D.S.; Corrêa, J.É.; de Almeida, F.A. Customer value in lean product development: Conceptual model for incremental innovations. Syst. Eng. 2020, 23, 281–293. [Google Scholar] [CrossRef]
- Danese, P.; Manfè, V.; Romano, P. A systematic literature review on recent lean research: State-of-the-art and future directions. Int. J. Manag. Rev. 2018, 20, 579–605. [Google Scholar] [CrossRef]
- Melin, M.; Barth, H. Lean in Swedish agriculture: Strategic and operational perspectives. Prod. Plan. Control 2018, 29, 845–855. [Google Scholar] [CrossRef] [Green Version]
- Doevendans, H.J.; Grigg, N.P.; Goodyer, J. Exploring Lean deployment in New Zealand apple pack-houses. Meas. Bus. Excell. 2015, 19, 46–60. [Google Scholar] [CrossRef]
- Aoki, R.; Katayama, H. Heijunka Operation Management of Agri-Products Manufacturing by Yield Improvement and Cropping Policy. In International Conference on Management Science and Engineering Management; Springer: Berlin/Heidelberg, Germany, 2017; pp. 1407–1416. [Google Scholar]
- da Silva, I.B.; Godinho Filho, M. Single-minute exchange of die (SMED): A state-of-the-art literature review. Int. J. Adv. Manuf. Technol. 2019, 102, 4289–4307. [Google Scholar] [CrossRef]
- Shingo, S.; Dillon, A.P. A Revolution in Manufacturing: The SMED System; Routledge: London, UK, 2019. [Google Scholar]
- Shahin, M.; Chen, F.F.; Bouzary, H.; Krishnaiyer, K. Integration of Lean practices and Industry 4.0 technologies: Smart manufacturing for next-generation enterprises. Int. J. Adv. Manuf. Technol. 2020, 107, 2927–2936. [Google Scholar] [CrossRef]
- Dombrowski, U.; Richter, T.; Krenkel, P. Interdependencies of Industrie 4.0 & lean production systems: A use cases analysis. Procedia Manuf. 2017, 11, 1061–1068. [Google Scholar]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4.0 technologies for manufacturing sustainability: A systematic review and future research directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- Ciano, M.P.; Dallasega, P.; Orzes, G.; Rossi, T. One-to-one relationships between Industry 4.0 technologies and Lean Production techniques: A multiple case study. Int. J. Prod. Res. 2021, 59, 1386–1410. [Google Scholar] [CrossRef]
- Mrugalska, B.; Wyrwicka, M.K. Towards lean production in industry 4.0. Procedia Eng. 2017, 182, 466–473. [Google Scholar] [CrossRef]
- Lermen, F.H.; Echeveste, M.E.; Peralta, C.B.; Sonego, M.; Marcon, A. A framework for selecting lean practices in sustainable product development: The case study of a Brazilian agroindustry. J. Clean. Prod. 2018, 191, 261–272. [Google Scholar] [CrossRef]
- Cardozo, E.R.; Rodríguez, C.; Guaita, W. Small and medium size enterprises of the food and agriculture sector and sustainable development: Approach based on principles of lean manufacturing. Inf. Tecnol. 2011, 22, 39–48. [Google Scholar] [CrossRef] [Green Version]
- Carrera, J.; Fernandez del Carmen, A.; Fernández-Muñoz, R.; Rambla, J.L.; Pons, C.; Jaramillo, A.; Elena, S.F.; Granell, A. Fine-tuning tomato agronomic properties by computational genome redesign. PLoS Comput. Biol. 2012, 8, e1002528. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Taylor, D. Strategic considerations in the development of lean agri-food supply chains: A case study of the UK pork sector. Supply Chain. Manag. 2006, 11, 271–280. [Google Scholar] [CrossRef]
- De Steur, H.; Wesana, J.; Dora, M.; Pearce, D.; Gellynck, X. Applying Value Stream Mapping to reduce food losses and wastes in supply chains: A systematic review. Waste Manag. 2016, 58, 359–368. [Google Scholar] [CrossRef] [Green Version]
- Zarei, M.; Fakhrzad, M.; Jamali Paghaleh, M. Food supply chain leanness using a developed QFD model. J. Food Eng. 2011, 102, 25–33. [Google Scholar] [CrossRef]
- Cox, A.; Chicksand, D.; Palmer, M. Stairways to heaven or treadmills to oblivion?: Creating sustainable strategies in red meat supply chains. Br. Food J. 2007, 109, 689–720. [Google Scholar] [CrossRef]
- Satolo, E.G.; Hiraga, L.E.D.M.; Zoccal, L.F.; Goes, G.A.; Lourenzani, W.L.; Perozini, P.H. Techniques and tools of lean production: Multiple case studies in brazilian agribusiness units. Gestão Produção 2020, 27. [Google Scholar] [CrossRef]
- Culley, S.; Owen, G.; Mileham, A.; McIntosh, R. Sustaining changeover improvement. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1455–1470. [Google Scholar] [CrossRef]
- Dora, M.; Lambrecht, E.; Gellynck, X.; Van Goubergen, D. Lean Manufacturing to Lean Agriculture: It’s about time. In IIE Annual Conference, Proceedings of the 2015 Industrial and Systems Engineering Research Conference, Nashville, TN, USA, 30 May–2 June 2015; Institute of Industrial and Systems Engineers (IISE): Honolulu, HI, USA, 2015; p. 633. [Google Scholar]
- Reis, L.V.; Kipper, L.M.; Velásquez, F.D.G.; Hofmann, N.; Frozza, R.; Ocampo, S.A.; Hernandez, C.A.T. A model for Lean and Green integration and monitoring for the coffee sector. Comput. Electron. Agric. 2018, 150, 62–73. [Google Scholar] [CrossRef]
- Liker, J. The Toyota Way Fieldbook; McGraw Hill: New York, NY, USA, 2005. [Google Scholar]
- Womack, J.P.; Jones, D.T. Lean thinking—Banish waste and create wealth in your corporation. J. Oper. Res. Soc. 1997, 48, 1148. [Google Scholar] [CrossRef]
- Shingo, S.; Dillon, A.P. A Study of the Toyota Production System: From an Industrial Engineering Viewpoint; CRC Press: Boca Raton, FL, USA, 1989. [Google Scholar]
- Dey, B.K.; Sarkar, B.; Seok, H. Cost-effective smart autonomation policy for a hybrid manufacturing-remanufacturing. Comput. Ind. Eng. 2021, 162, 107758. [Google Scholar] [CrossRef]
- Dey, B.K.; Pareek, S.; Tayyab, M.; Sarkar, B. Autonomation policy to control work-in-process inventory in a smart production system. Int. J. Prod. Res. 2021, 59, 1258–1280. [Google Scholar] [CrossRef]
- Bhamu, J.; Sangwan, K.S. Lean manufacturing: Literature review and research issues. Int. J. Oper. Prod. Manag. 2014, 34, 876–940. [Google Scholar] [CrossRef]
- Thürer, M.; Tomašević, I.; Stevenson, M. On the meaning of ‘waste’: Review and definition. Prod. Plan. Control 2017, 28, 244–255. [Google Scholar] [CrossRef] [Green Version]
- Marchwinski, C.; Shook, J. Lean Lexicon: A Graphical Glossary for Lean Thinkers; Lean Enterprise Institute: Brookline, MA, USA, 2003. [Google Scholar]
- Dave, Y.; Sohani, N. Single minute exchange of dies: Literature review. Int. J. Lean Think. 2012, 3, 27–37. [Google Scholar]
- McIntosh, R.; Culley, S.; Mileham, A.R.; Owen, G. A critical evaluation of Shingo’s’ SMED’ (Single Minute Exchange of Die) methodology. Int. J. Prod. Res. 2000, 38, 2377–2395. [Google Scholar] [CrossRef]
- Carrizo Moreira, A.; Campos Silva Pais, G. Single minute exchange of die: A case study implementation. J. Technol. Manag. Innov. 2011, 6, 129–146. [Google Scholar] [CrossRef] [Green Version]
- Coughlan, P.; Coghlan, D. Action research for operations management. Int. J. Oper. Prod. Manag. 2002, 22, 220–240. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Countries | 2018 | 2019 | 2020 | Average | Average % |
|---|---|---|---|---|---|
| India | 6,220,000 | 5,310,000 | 5,460,000 | 5,663,333 | 25.46% |
| Brazil | 2,916,365 | 2,908,075 | 3,053,012 | 2,953,243 | 13.28% |
| Myanmar | 2,721,079 | 3,030,000 | 3,035,290 | 2,934,697 | 13.19% |
| China | 1,324,407 | 1,322,508 | 1,281,586 | 1,309,500 | 5.89% |
| Tanzania | 1,096,930 | 1,197,489 | 1,267,684 | 1,187,368 | 5.34% |
| U.S.A. | 1,108,120 | 932,220 | 1,495,180 | 1,178,507 | 5.30% |
| Mexico | 1,196,156 | 879,404 | 1,056,071 | 1,043,877 | 4.69% |
| Others | 3,872,843 | 3,928,618 | 4,003,239 | 3,934,900 | 17.69% |
| Total | 22,706,612 | 21,461,027 | 22,669,231 | 22,278,957 | 100 |
| Data collection | List and timing of activities: |
| - Internal Setup = 85 min | |
| - External Setup = 0 min | |
| Travelled distance: | |
| - Processing: | |
| Operator = 269 m | |
| - Packaging/Balling: | |
| Operator = 453 m | |
| Repairperson = 143 m | |
| Data Analysis | Classification of setup activities into internal setup and external setup; |
| Repairperson usage time. | |
| Implementation | Separation of the internal and external setup in the execution of the setup; |
| Redefining the activities of operators; | |
| Redistribution of external setup activities to the repairperson. | |
| Evaluation | Measurement of the new setup method: |
| - Internal Setup = 60 min | |
| - External Setup = 25 min | |
| Travelled distance: | |
| - Processing: | |
| Operator = 194 m | |
| - Packaging/baling: | |
| Operator = 250 m | |
| Repairperson = 51 m |
| What to Do? (What) | Why Do It? (Why) | How to Do It? (How) | When to Do It? (When) | Where to Do? (Where) | Who Is Going to Do? (Who) | How Much Does It Cost? (How Much) |
|---|---|---|---|---|---|---|
| Use the ratchet wrench for installation and removal of screws | To reduce the necessary adjustment time | Through the purchase of the ratchet wrench and operator training | September/October | In the baler | Packaging/Balling Operator | BRL 160.00 |
| Reduce from 4 to 3 different screw sizes | To reduce the necessary adjustment time | By replacing the 13 mm drive belt screws with 14 mm screws | September/October | In the baler | Third-party company | BRL 100.00 |
| Use a method to simplify installation of screws | To reduce the necessary adjustment time | By using a method that already existed in the baling die but which was unknown to employees | September/October | In the baler | Packaging/Balling Operator | BRL 0.00 |
| Install compressed air in the packaging silo | To improve the quality of cleaning of the packaging silo, which was performed with a piassava broom since pieces of piassava can contaminate the product about to be packaged | By purchasing and installing the necessary materials | September/October | In the baler | Packing/baling coordinator and operator | BRL 50.00 |
| Implement 5S on the tool table | To improve the organization of tools and reduce the time wasted in finding them | Through the application of the 5 senses of this methodology | September/October | Tool table | Researcher, coordinator and operator of the packaging/baling | BRL 0.00 |
| Introduce a new repairperson and a new operator into the setup process | To share the necessary activities with more employees, reducing setup time and necessary displacement | Through training | September/October | In the processing and packaging sectors | Researcher, coordinator, operators, and assistants | BRL 0.00 |
| Reorganization of setup activities | So that the setup in the packaging sector can start simultaneously with the setup in the processing sector | Through the redistribution of activities with the new employees involved in the setup | September/October | In the processing and packaging sectors | Researcher, director, coordinator, operators and assistants | BRL 0.00 |
| Create a new standardized work sequence | To optimize the time needed to run the setup and avoid errors and rework | Through meetings and discussions | September/October | In the processing and packaging sectors | Researcher, director, coordinator, operators and assistants | BRL 0.00 |
| Data collection | New setup method: |
| - Internal Setup = 60 min | |
| - External Setup = 25 min | |
| Installation and removal of screws: | |
| - Number of screws: 14 screws | |
| Different sizes of screws: 4 sizes | |
| Distance travelled by operators: | |
| - Processing: | |
| Operator = 194 m | |
| - Packaging: | |
| Operator = 250 m | |
| Repairperson = 51 m | |
| Data Analysis | Improvements in internal setup activities; |
| Identification of unnecessary activities; | |
| Feasibility of using more employees; | |
| Improvements in the sequence of activities; | |
| Opportunities to reduce errors during machine setup; | |
| Improved layout; | |
| Number and size of screws removed during setup; | |
| Opportunities to reduce adjustment time. | |
| Implementation | Acquisition of a ratchet key; |
| Reduction from 4 to 3 different screw sizes; | |
| Using a method to simplify the installation of the baling die screw; | |
| 5S Implementation on the tool table; | |
| Installation of compressed air for cleaning the packaging silo; | |
| Introduction and training of a new repairperson and a new operator | |
| in the setup process; | |
| Reorganization of setup activities; | |
| Creation and implementation of a standardized work sequence; | |
| Evaluation | Measurement of the new setup method: |
| - Internal Setup = 36 min | |
| - External Setup = 25 min | |
| Travelled distance: | |
| - Processing: | |
| Operator = 60 m | |
| Repairperson = 102 metros | |
| - Packaging/processing: | |
| Packing operator = 63 m | |
| Processing operator = 172 m | |
| Repairperson = 35 metros | |
| Installation and removal of screws: | |
| - Number of screws: 14 screws | |
| - Different sizes of screws: 3 sizes |
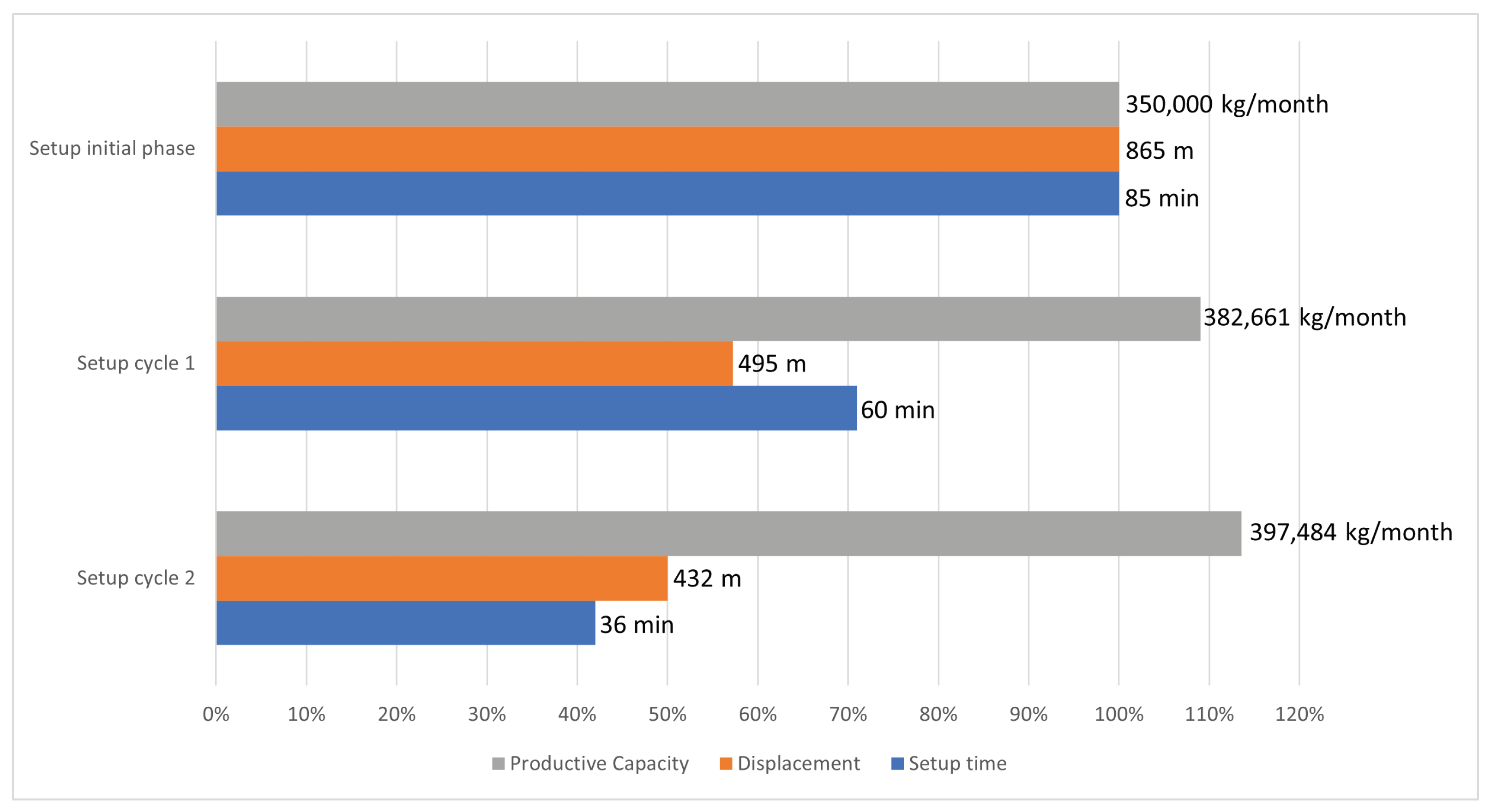
| First Cycle of Action Research | |
| Effect on setup time | - Complete Setup: −30% |
| Average setup/month: 2 | |
| - Partial Setup: −38% | |
| Average setup/month: 32 | |
| - Basic Setup: −45% | |
| Average setup/month: 23 | |
| Effect on monthly | - Operational availability (2 × 25 min) + (32 × 16.32 min) + |
| + (23 × 5.37 min) = 695.52 min/month | |
| productive capacity | - Capacity increase: approximately 32,661 kg of beans/month (9.33%) |
| - Prior productive capacity: approx. 350,000 kg of beans/month | |
| - Production capacity afterward: approximately 382,661 kg of beans/month | |
| Second Cycle of Action Research | |
| Effect on setup time | - Complete Setup: −40% |
| Average setup/month: 2 | |
| - Partial Setup: −32% | |
| Average setup/month: 32 | |
| - Basic Setup: 0% | |
| Average setup/month: 23 | |
| Effect on monthly | - Operational availability (2 × 23.23 min) + (32 × 8.42 min) + |
| + (23 × 0 min) = 315.26 min/month | |
| productive capacity | - Approximately 14,823 kg of beans/month (3.87%) |
| - Approximately 382,661 kg of beans/month | |
| - Production capacity afterward: approximately 397,484 kg of beans/month | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribeiro, M.A.S.; Santos, A.C.O.; de Amorim, G.d.F.; de Oliveira, C.H.; da Silva Braga, R.A.; Netto, R.S. Analysis of the Implementation of the Single Minute Exchange of Die Methodology in an Agroindustry through Action Research. Machines 2022, 10, 287. https://doi.org/10.3390/machines10050287
Ribeiro MAS, Santos ACO, de Amorim GdF, de Oliveira CH, da Silva Braga RA, Netto RS. Analysis of the Implementation of the Single Minute Exchange of Die Methodology in an Agroindustry through Action Research. Machines. 2022; 10(5):287. https://doi.org/10.3390/machines10050287
Chicago/Turabian StyleRibeiro, Murilo Augusto Silva, Ana Carolina Oliveira Santos, Gabriela da Fonseca de Amorim, Carlos Henrique de Oliveira, Rodrigo Aparecido da Silva Braga, and Roberto Silva Netto. 2022. "Analysis of the Implementation of the Single Minute Exchange of Die Methodology in an Agroindustry through Action Research" Machines 10, no. 5: 287. https://doi.org/10.3390/machines10050287