3.2. Slag Obtained from the Preliminary Smelting Test
The objective of the preliminary smelting test was to estimate the composition of slag generated after smelting e-waste PCBs so that appropriate flux requirements could be determined.
Table 2 shows the approximate composition of slags generated during the preliminary smelting of PCBs conducted at 1600 °C. Since it was a partial melt generating a slag that was not homogenous, slag samples were collected from three different zones of the crucible (Slag-T from top, Slag-B from bottom, and Slag-W from near crucible wall). The higher amount of Fe
2O
3 in slag phase indicates much of the Fe oxidized since the smelting was performed under atmospheric conditions. Additionally, the presence of CuO and SnO
2 in the bottom part of the slag reveals poor separation of slags and alloy due to the partial melting.
The preliminary smelting test showed the raw slag contained very high Al
2O
3 contents (above 60 wt.%) with relatively low levels of SiO
2 and CaO (
Table 2). One possible reason for the higher-than-expected Al
2O
3 in the slags of smelting PCBs could be the presence of electronic components (chips, ICs, transistors, and capacitors) along with the PCBs [
9,
18]. These components may contain higher Al
2O
3 used for electrical insulation. Additionally, the aluminium supports embedded with the PCBs could contribute to higher Al
2O
3 in slag by oxidizing during the pyrometallurgical process. The high Al
2O
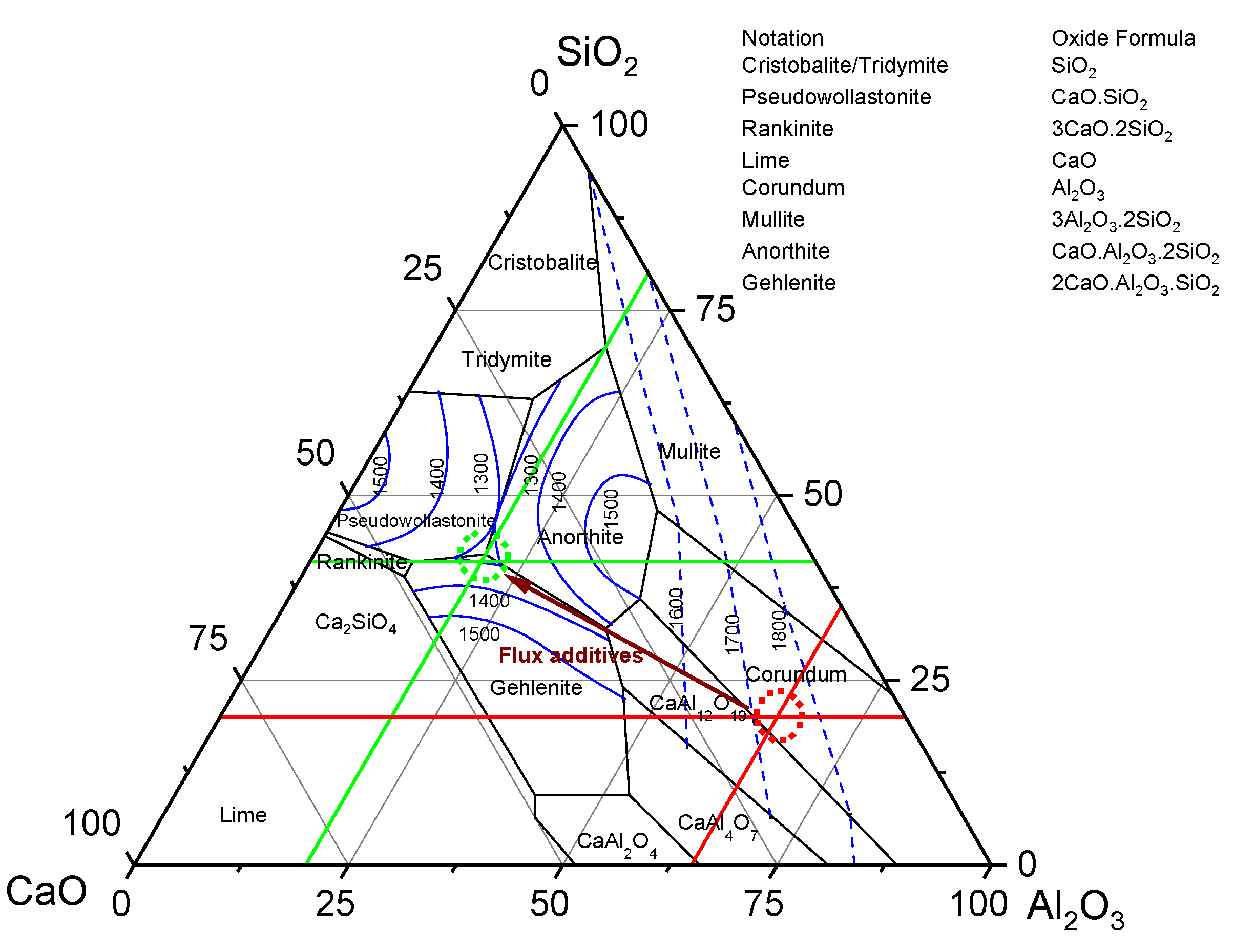
3 content meant the slag was extremely refractory and difficult to melt, as was evident from the partial melting/fused nature of the slag at 1600 °C. From the CaO-Al
2O
3-SiO
2 phase diagram (
Figure 5, marked in red), it can be seen that slag with this composition (65% Al
2O
3, 7–10% SiO
2, and 2–4% CaO) could be challenging to melt as the primary phase field is corundum/mullite with a very high melting temperature. In practice, it is difficult to attain and maintain temperatures higher than 1600 °C. Hence, fluxes are required to reduce the liquidus temperature of the generated slags. In this work the targeted slag chemistry (of the three-component system) was 40% SiO
2, 20% Al
2O
3, and the rest by CaO keeping a C/S ratio of 0.6 as shown by the green lines in
Figure 5, with additional B
2O
3. The proposed fluxing would shift the slag chemistry from the intersection of the red lines (liquidus of about 1700 °C) to intersection of the green lines with a liquidus of about 1250 °C. The addition of B
2O
3 is known to decrease the liquidus of the CaO-Al
2O
3-SiO
2 system significantly [
16]. The circle around each intersection point indicates slight variation in the slag composition because of the presence of other minor oxides.
3.4. Material and Elemental Mass Balance after Induction Smelting
The overall material balance was performed based on the mass difference of the total input and output materials. The mass balance with the output material breakdown is shown in
Table 4. The material recovery was 93.3 wt.%, while the apparent mass loss may be attributed to the combustion of carbonaceous material (char), which remained with the shredded PCBs after pyrolysis.
The mass balance of the three different output material streams (alloy, slag, and flue dust) collected is shown in
Table 5,
Table 6 and
Table 7, respectively. The total deportment of the metals in these streams was calculated in elemental form so the recovery of metals within the alloy phase could be determined.
Table 6 shows the composition of the final slag, and the elemental metallic components were calculated from the amount of their respective oxides present in the final slag. A total of 125.7 g Al
2O
3 was present in the final slag (17.3 wt.%) and contributed by only the PCBs, while MgO in the final slag originated from the crucible material. Note that precious metals in slag and flue dust were below the detection limit (Ag < 40 ppm, Au < 30 ppm, and Pt < 30 ppm).
The composition of captured flue dust during induction smelting is shown in
Table 7. The flue dust contained a high amount of Zn (2.7 g) due to the high vapour pressure of Zn under the smelting conditions [
20]. Almost all the Zn present reported to the flue dust with only 3.3 wt.% (0.08 g) recovered in the alloy phase, while around 5% (0.12 g) was in the slag phase. The other metal oxides found at a high level in the flue dust were Fe
2O
3 (2.2 g), which is likely to be carried over by the exhaust flow. Similarly, the SiO
2, CaO, and Al
2O
3 portion are likely to be transported by the exhaust system during additional charging of powdered flux and PCBs mixture through the crucible chimney. The amount of B
2O
3 in the flue dust might be due to higher evaporation of B under the smelting conditions used. In addition, during smelting, the B content from the slag decreased with time, with the bulk of the B reporting to the flue dust as discussed in later sections.
The major base metals in the alloy phase were Cu, Sn, Pb, Si, and Fe, with a smaller proportion of Mn and Ni. While, among the precious metals, Au, Ag, and Pt were present in ppm levels. It was assumed that 100% of the metals in the input stream (PCBs) were recovered in the output streams (alloy, slag, and flue dust). The recovery of a metal (M) in the alloy phase can be calculated using the following equation:
where;
is the composition of metal (M) in the alloy phase,
is the composition of metal (M) in the slag phase,
is the composition of metal (M) in the flue dust,
and ‘mass’ is the total mass of alloy, slag, and flue dust, respectively.
Table 8 shows the summary of the calculation for the metal recovery in the alloy phase. The presence of metallic Si in the alloy might be entrapped SiO
2 or could be reduced during smelting under the reducing conditions. The recovery of Si in the alloy phase was omitted and only accounted as SiO
2 in the slag phase.
The deportment of other valuable metals in alloy phase is also shown in
Table 8. Recovery of Cu and Sn was above 99 wt.%, while the precious metals (Ag, Au, and Pt) recovery was found to be close to 100%. The precious metals in the final slag and flue dust were below the detection limit. It is reasonable for the precious metals in the slag and flue dust to be present at such low levels, considering that the overall presence of precious metals in the system (derived from e-waste PCBs) was low, as indicated by the composition of the copper-rich alloy. When higher amounts of these precious metals are present in the system, both the rate of evaporation and their tendency to be carried into the slag phase are likely to be higher. For instance, Chen et al. conducted a study on the distribution of Cu, Ag, Co, and Sn between the slag, spinel, and matte phases. They found that the Ag content fluctuated around 1 wt.% in the matte phase and ranged from approximately 20-50 ppm in the slag phase, as measured using the LA-ICP-MS technique [
21]. The study reported the evaporation of some Ag, which can be attributed to the higher standard deviation of Ag in the matte and slag compared to the other minor metals. An amount of 48.1% of the total Ni present reported to alloy phase, while 49.4% reports to the slag, and the rest is in the flue dust. Lower recovery of Fe (77%) and Mn (54%) was expected, as they form oxides and report to the slag. However, only 3.3 wt.% of Zn was recovered in the alloy phase with the major portion reporting to the flue dust due to the high vapour pressure of ZnO.
The composition of the final slag (
Table 6) after induction smelting showed no CuO and SnO
2. This also means that all precious metals (Au, Ag, and Pt), Cu, and Sn present in the PCBs were collected in the Cu-rich alloy, and no loss of these metals in the slag phase occurred under these smelting conditions. However, due to the higher slag viscosity, metal prills were entrapped within slag, which impacted the metal recovery in the alloy. These required further processing (pulverizing) to separate the alloy from the slag in later stages.
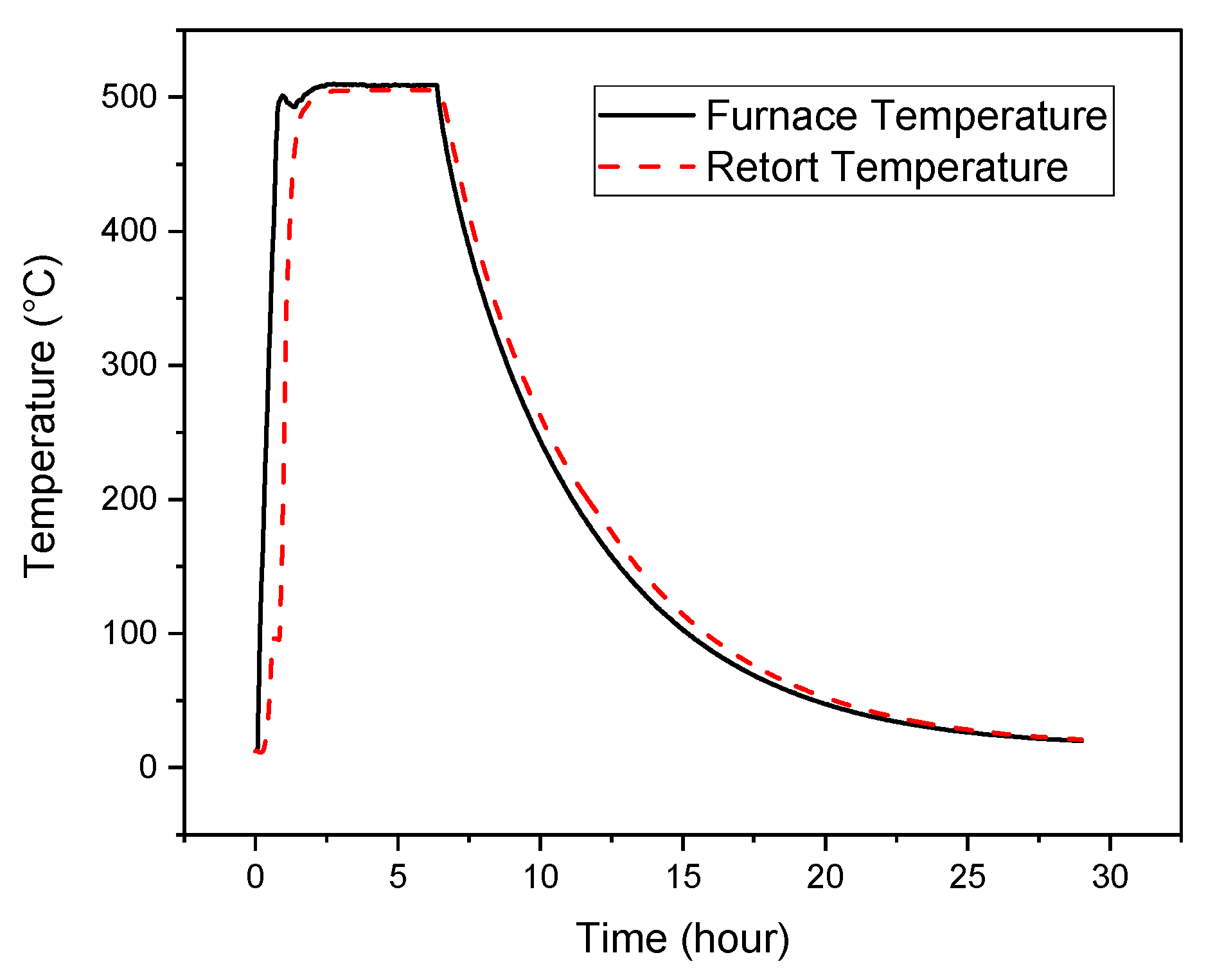
In the kg-scale induction smelting tests, a homogenous liquid slag was obtained in tests at 1350 °C. The composition of the slags sampled at 1- and 2-h intervals are shown in
Table 9. With increasing reaction time, the CuO slightly decreased, while the SnO
2 and Fe
2O
3 contents in the slag remained constant. At the end of smelting, the final slag composition contained no CuO, no SnO
2, and only 0.1 wt.% Fe
2O
3. The composition of MgO also increased with an increase in the reaction time at the smelting temperature. Thinning of the crucible wall was observed because of MgO participating in the smelting reaction. Gradual B loss at this smelting condition was also evident, since only 8.4 wt.% B
2O
3 remained in the final slag. The relative Al
2O
3 content also increased in the final slag compared to the target slag because of the decreasing B
2O
3. The final slag was collected after cooling in situ to the room temperature.
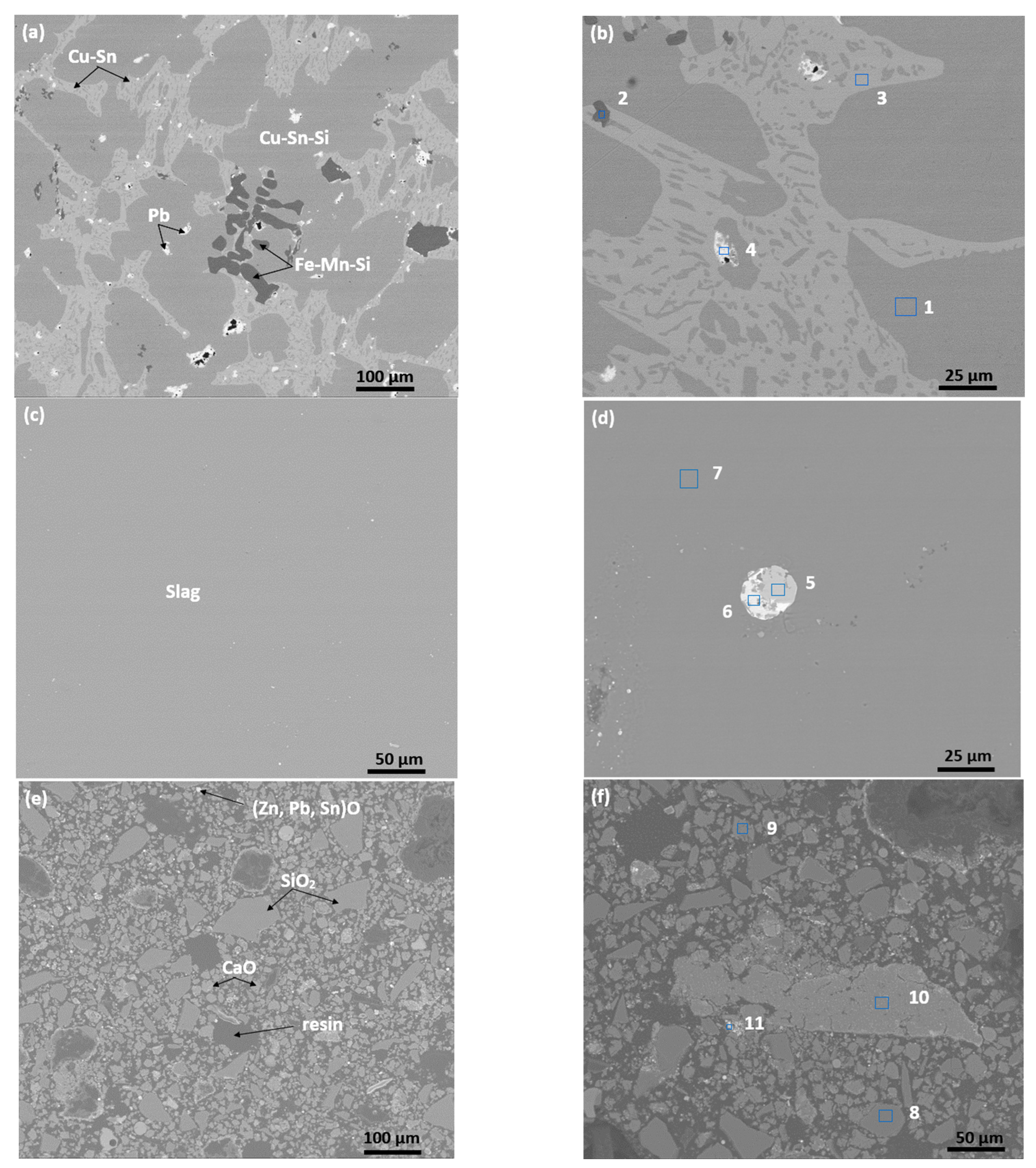
Figure 6a,c,e shows the backscattered electron (BSE) micrographs of the generated material streams (alloy, slag, and flue dust) in the smelting test.
Figure 6b,d,f show EDS spectra taken in different locations of the alloy, slag, and flue dust, respectively. The semi-quantitative EDS analysis of the samples are presented in
Table 10. Within the Cu-rich alloy, different phases formed, as can be seen in
Figure 6a. The grey matrix (marked as position 1 in
Figure 6b) is a Cu–Sn–Si alloy with minor Mg. The relatively brighter phase is the Cu–Sn alloy, while the brightest phase is characterized as Pb. The dark black phase contains Fe, Mn, and Si. Similar type of phases (i.e., Cu–Sn, and Pb) have previously been reported in the Cu-rich alloy phase obtained from smelting e-waste PCBs, and the precious metals (Au, Ag) were determined to have partitioned mostly into the Cu–Sn phases and Pb [
22].
A homogenous slag was observed with that contained small amounts of tiny metallic prills physically entrapped within the slag, as shown in
Figure 6c,d. EDS compositional analysis of the metal prills showed they contained Cu, Sn, Fe, Mn, and Si (
Table 10). It was also noted that the CaO-Al
2O
3-SiO
2-B
2O
3 based slag did not contain any metallic elements (i.e., Cu, Sn, Pb) in solid solution. The flue dust contained mostly SiO
2 and CaO. The presence of bright ZnO and PbO in the flue dust indicated evaporation of these metal oxides during smelting due to their high vapour pressure.
The SEM-EDS elemental analysis results are consistent with the quantitative analysis results of the alloy, slag, and flue dust by XRF and ICP, as reported in the previous sections. However, precious metals in the alloy and B in the slag and flue dust were not detected using EDS, suggesting they were present in low abundances.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}