1. Introduction
The widening gap in the supply-to-demand ratio for gold is steadily surmounting due to its vast usage in electrical systems, catalysts, biomedical devices, fuel cells and jewelry production in particular post pandemic [
1,
2]. Our technologically driven society estimates the consumption of gold at 263.3 t/year [
2]. The limited resources of the metal reserves is increasing the price of gold, and the traditional recovery process makes the ecosystem toxic. In contrast, the presence of gold in electrical and electronic waste (or e-waste) is almost 100 times higher than in conventional ore, and its rapid production can substitute the traditional recovery process [
3]. The annual worldwide stock of WEEE touched 53.6 million tons in 2019 and is predicted to surpass 74.7 million tons by 2030 [
3]. It is increasing drastically with a CAGR of 3–5% per annum, approximately thrice that of the other urban classified wastes [
4]. The printed circuit board (PCB) is an attractive secondary resource within any electronic device with an interwoven metallic fraction (40 wt%) [
4] and essentially with a high tenor of base, precious and critical metals compared with primary ores [
5,
6,
7].
The hydrometallurgical recovery of gold is traditionally treated with cyanide leaching. However, environmental issues have led to the development of several alternative techniques such as thiourea [
8], thiosulfate [
9], thiocyanate [
10] and glycine solutions [
11]. Moreover, the aforesaid lixiviants are less efficient when compared to cyanide leaching and are governed by complex chemical kinetics [
8]. Oxidative halide leaching is another option where chloride or bromide is generated in situ by oxidizing their halide salts in the presence of acidic medium to extract gold from obsolete PCBs as auric ions [
12,
13].
However, the chlorination leaching method has disadvantages such as the difficulty in controlling the chlorine gas released, and corrosion problems [
14]. Similarly, in the case of iodine, a higher consumption of leaching reagent also occurs [
15]. On the other hand, in bromine leaching, the generation of stabilized bromine, which has lower a vapor pressure than liquid bromine, achieved higher gold recovery from conventional ores [
16]. In bromine medium, the gold is oxidized by bromine and stabilized as the gold bromide complex, as represented in Equations (1)–(3). Studies of the reduction potential (Eh) vs. pH diagram for the feasibility of gold in halide medium revealed that leaching of gold is possible [
13,
15,
17].
The selective separation of Au from liquors containing a mixture of metals has been widely investigated [
18,
19,
20], and among these studies, solvent extraction is a versatile process. The extraction of gold from mixed metal halide leach solution using an amide as a carrier has also been developed [
21]. The back extraction of gold from organic solution is also easier with water or sodium hydroxide as a stripping reagent [
12,
22]. However, the separation and production of gold from the proposed bromide leaching process have rarely been studied. In the conventional gold leaching process, chemical precipitation of gold with zinc is well known as the Merrill–Crowe process [
23]. In that process, initially, oxygen is removed by passing the filtered cyanide solution through deaerating columns, and zinc powder is added, which assists in the reduction and concurrent precipitation of gold as shown in Equation (4) [
24].
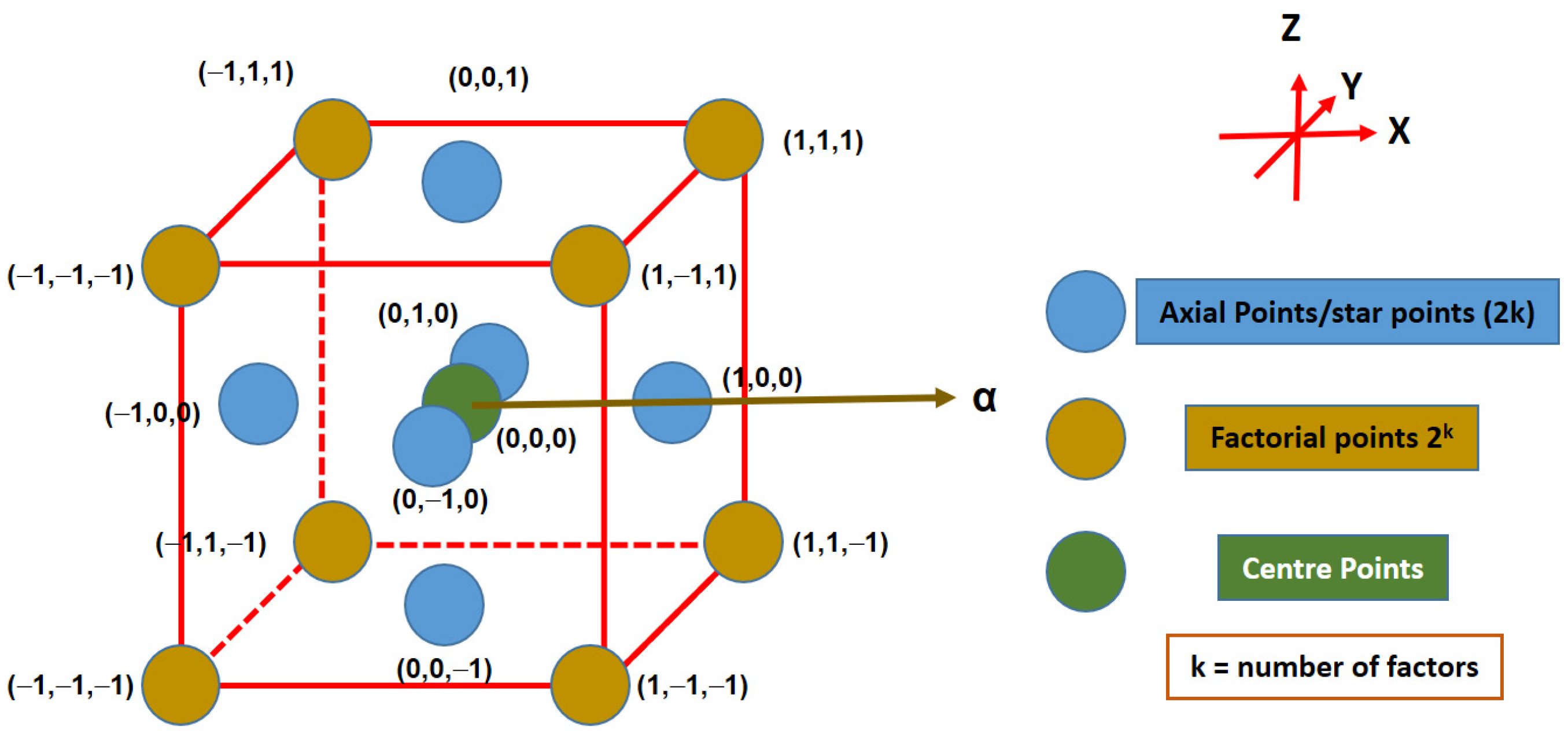
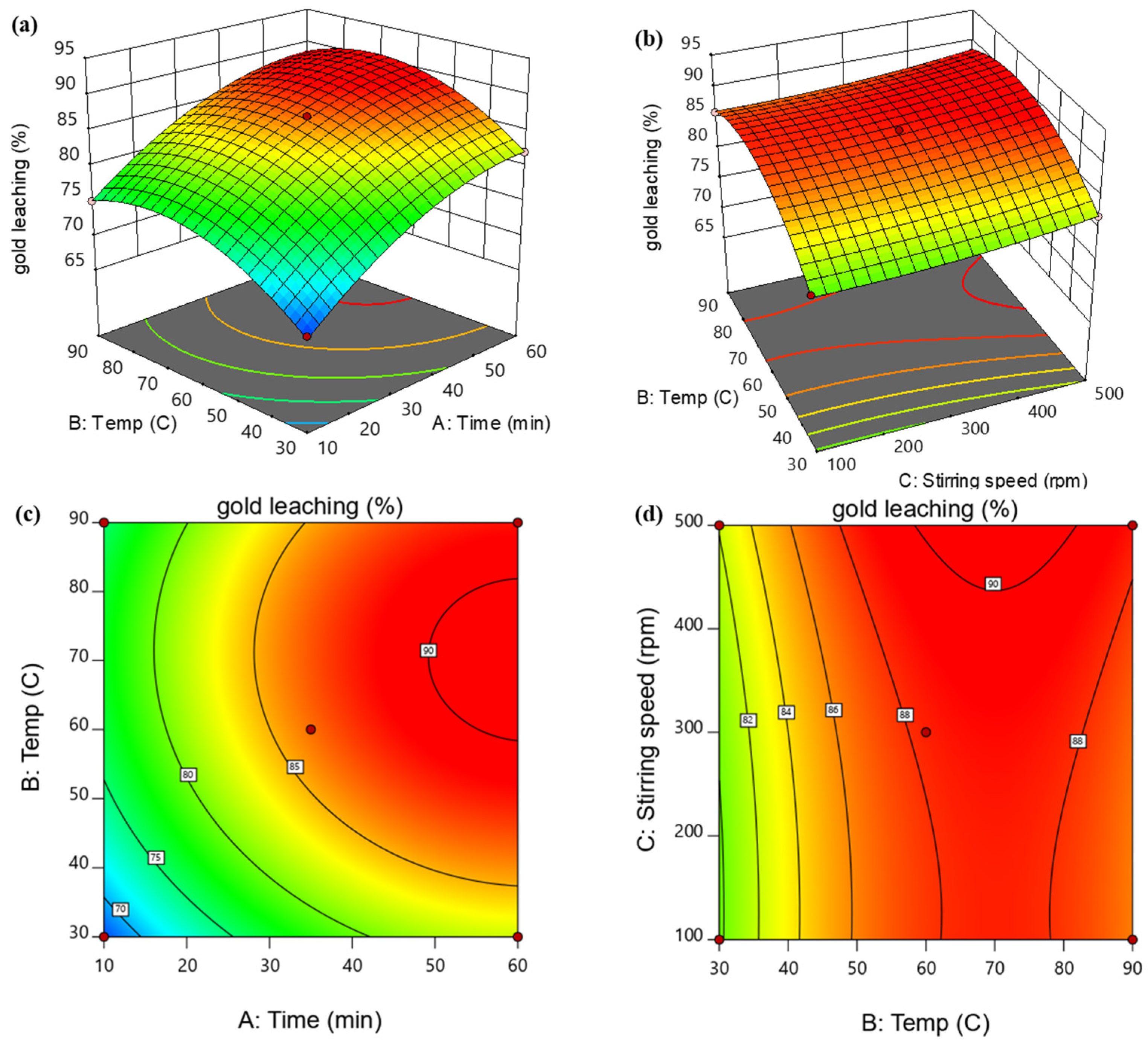
In the present work, initially, the optimization and validation of gold leaching parameters such as temperature, time and stirring speed with sodium bromide and H
2SO
4 as a leaching reagent have been studied by the response surface methodology of design of experiments (DOE). WPCB metal clads residue was used for the leaching of gold post removal of base metals. The liquid–liquid extraction (solvent extraction) was carried out with 3° amides as a carrier and sodium hydroxide as a stripping reagent to selectively extract gold from the leached solution. Finally, the separation of gold from the strip solution is also studied by cementation with zinc powder and desorption of zinc with sulfuric acid. A detailed explanation of the proposed process is also shown in
Figure 1.
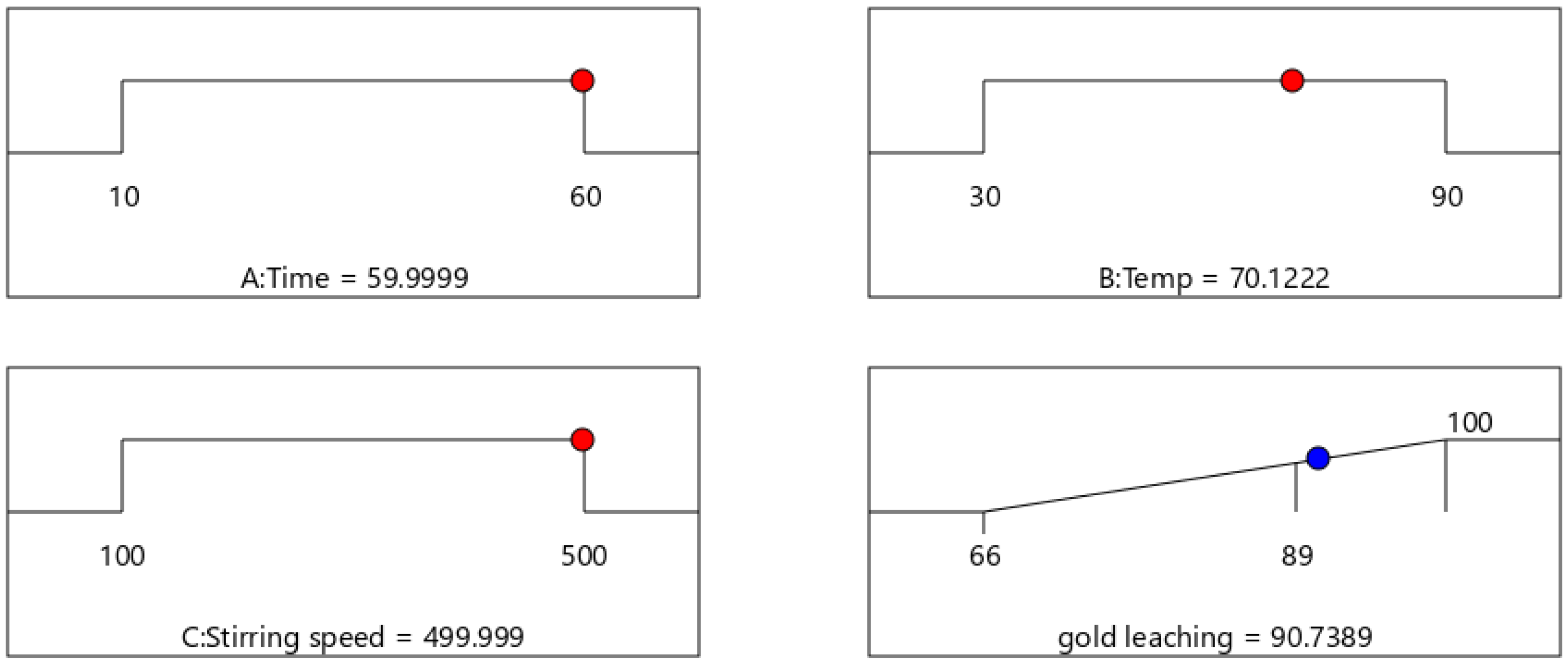
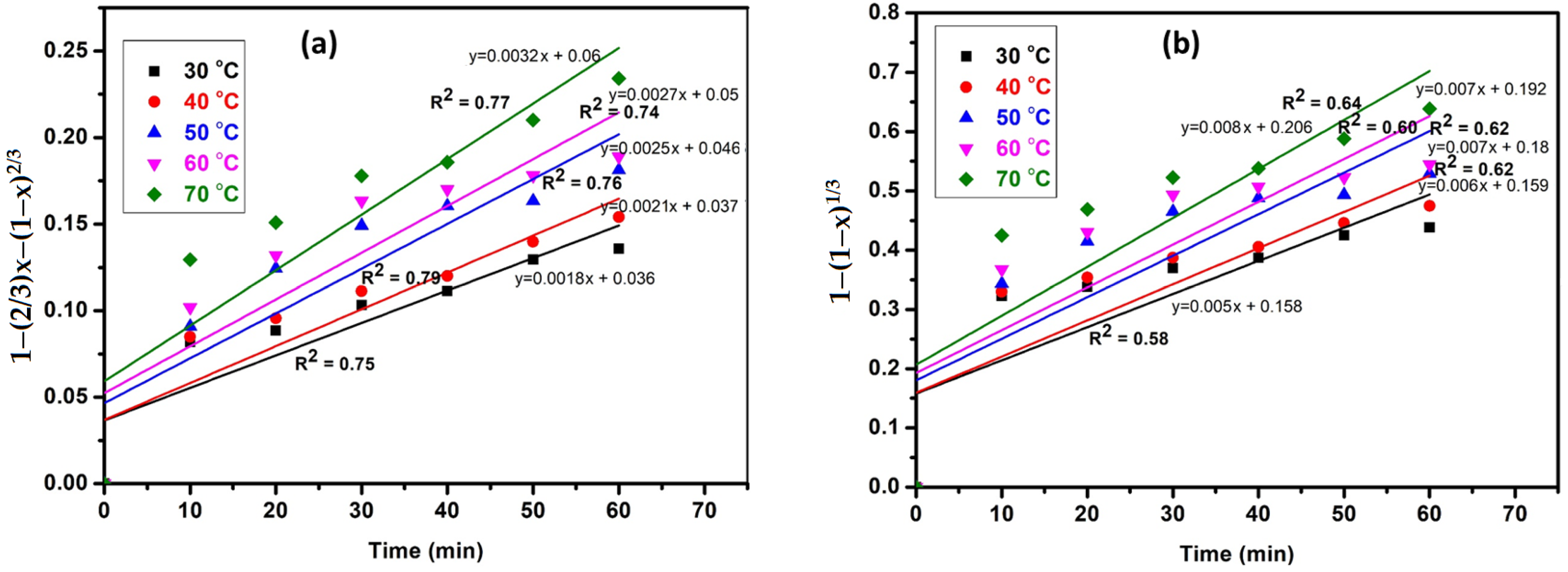
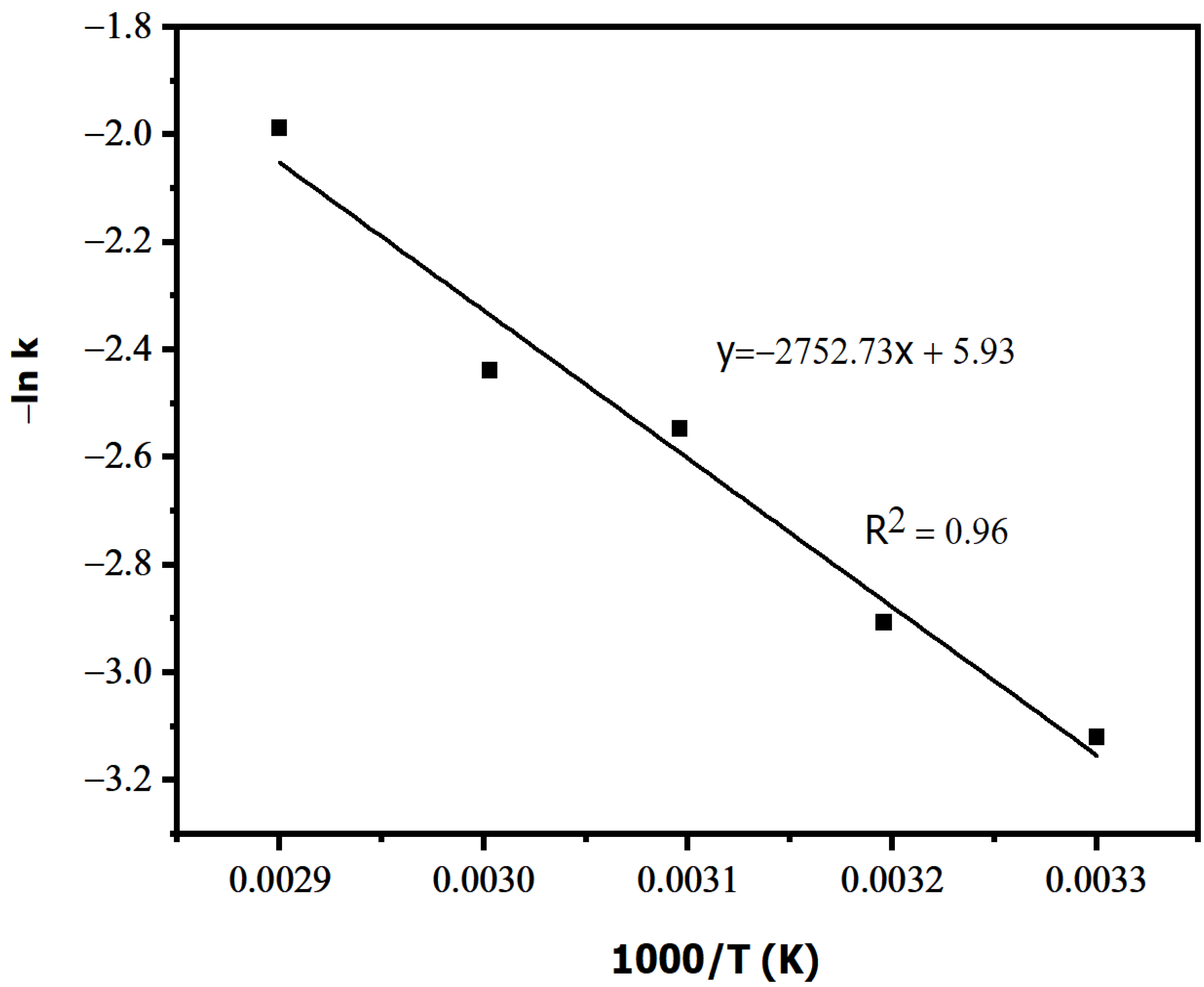
4. Conclusions
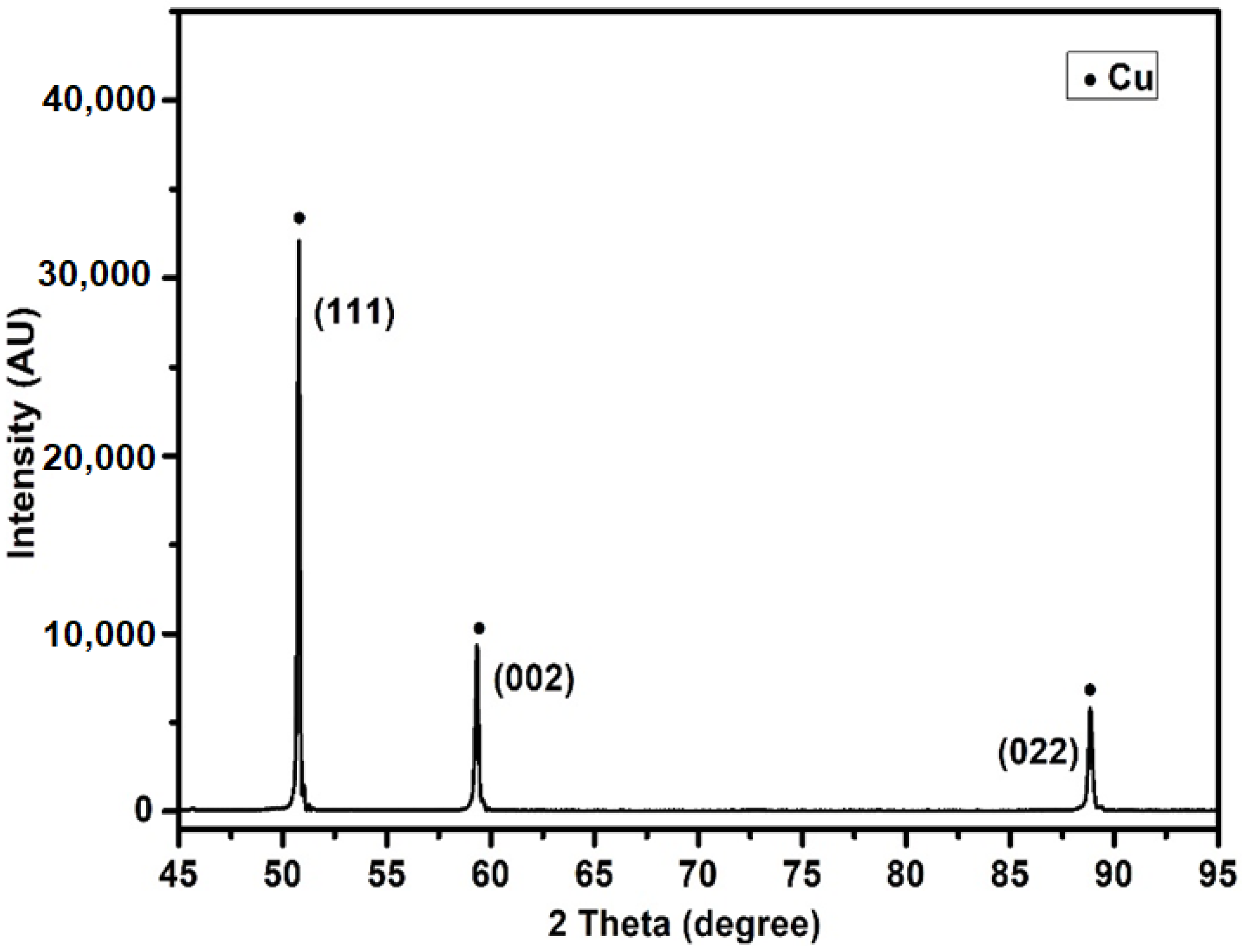
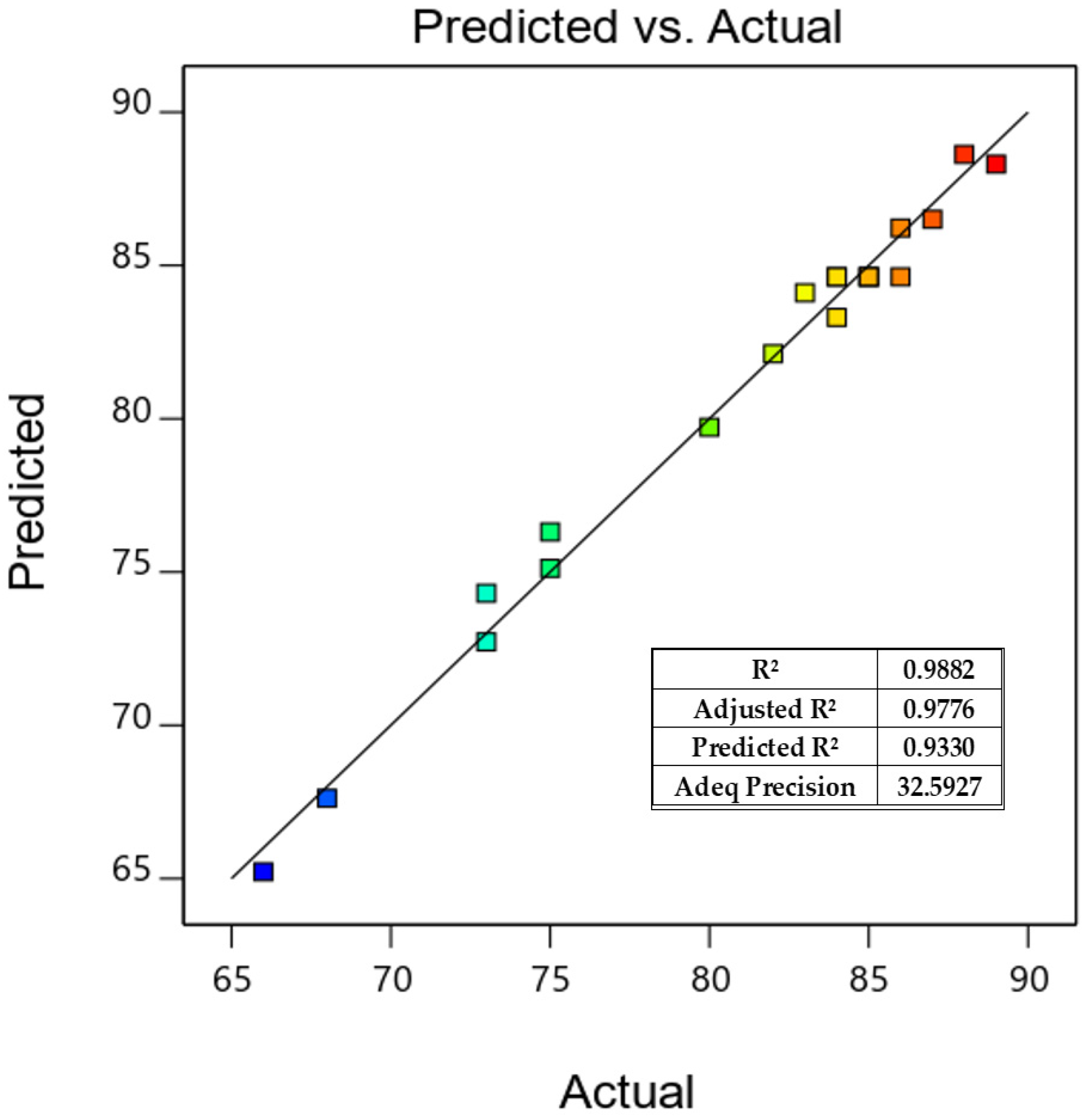
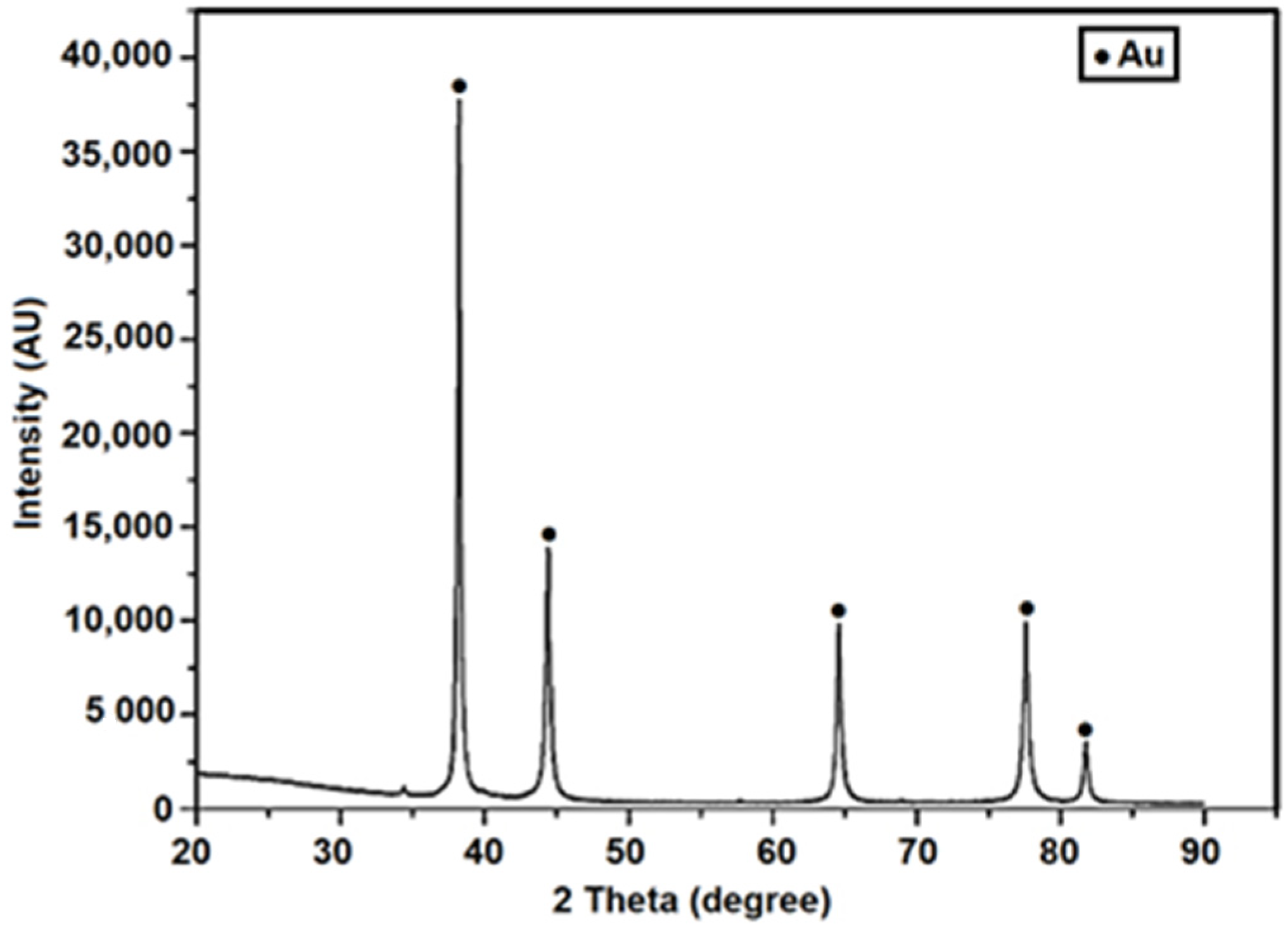
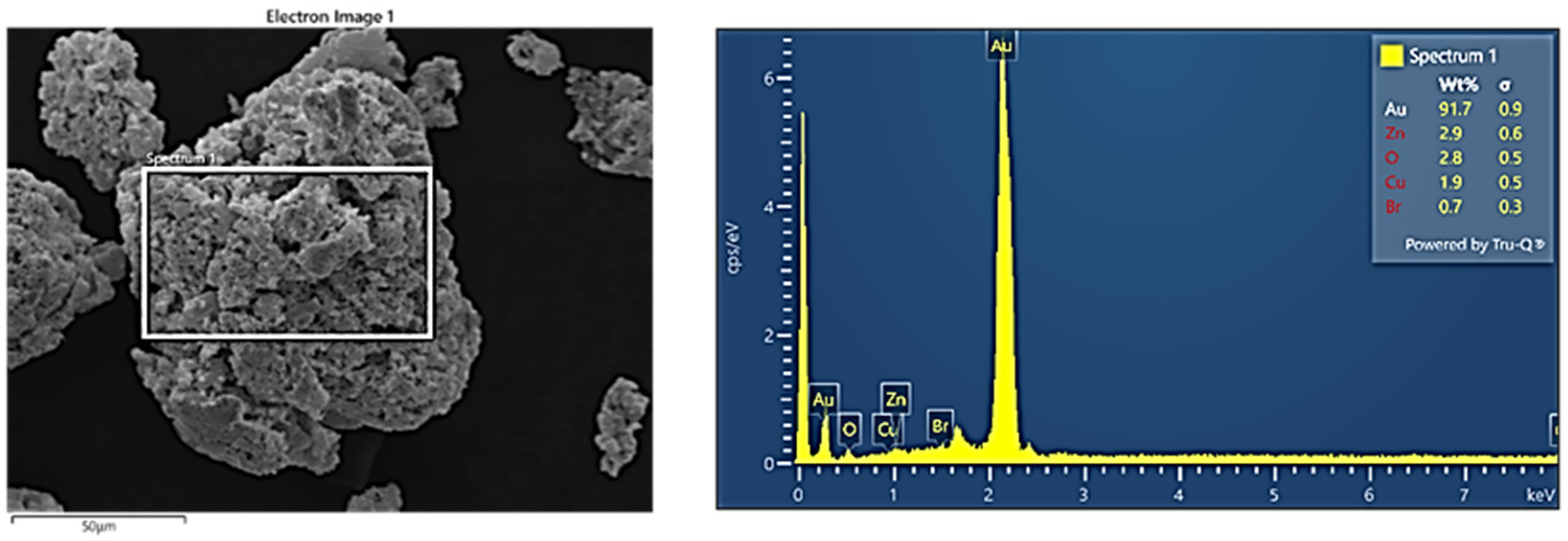
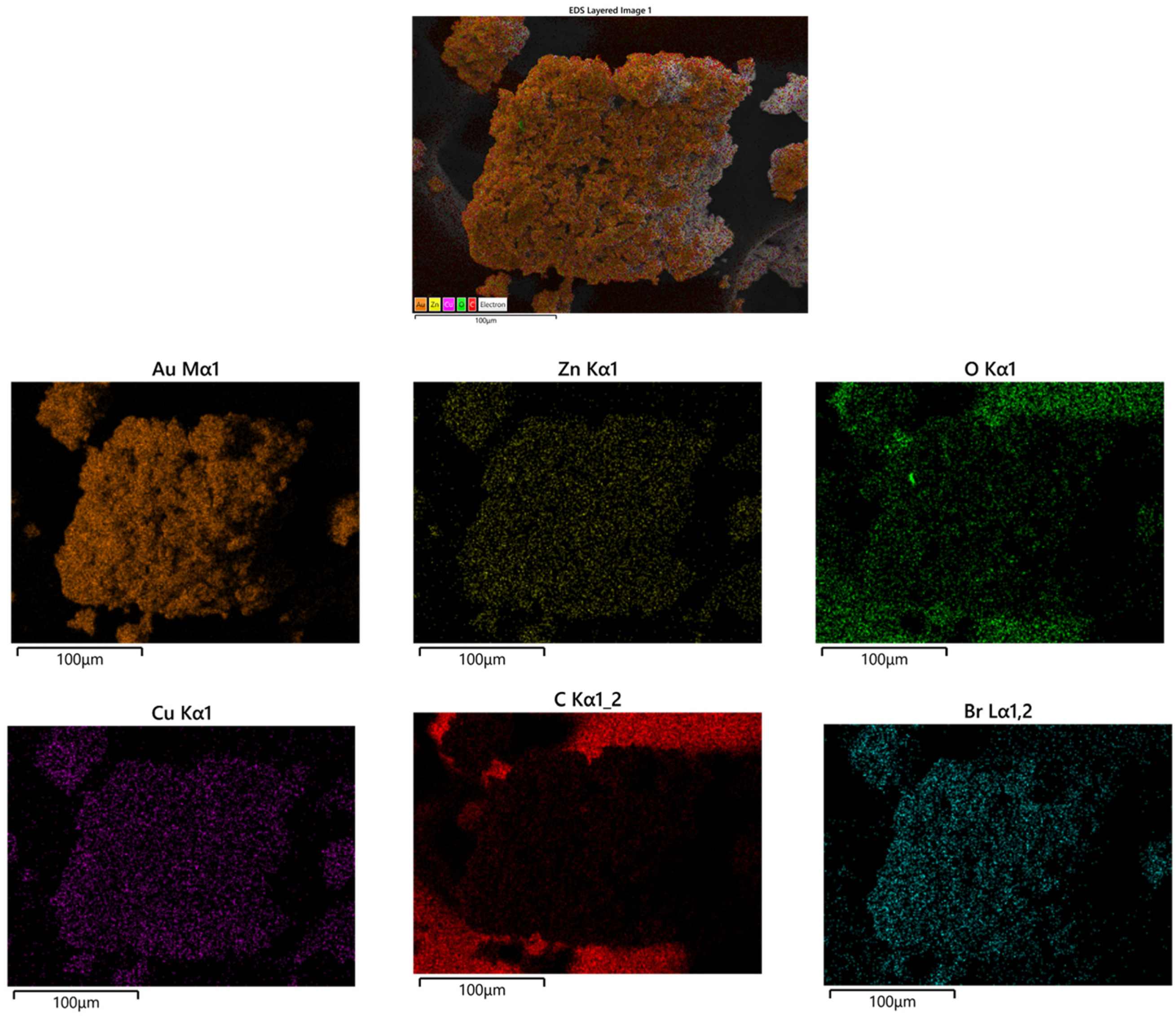
The present investigation represents a method for selective gold extraction from metal clads of WPCBs. Using DOE and RSM methods, a clear correlation was established to validate the experimental data with 90.73% Au extraction obtained in 60 min, at 70 °C temperature and 499 rpm stirring speed, with sodium bromide (3 M) in the presence of 3 M sulfuric acid. The evaluation of the process kinetics in the extraction of gold from WPCBs shows an activation energy of 22.76 kJ/mol, and the mechanism is governed by the logarithmic dissolution model. The leach liquor generated was subjected to liquid–liquid extraction with 0.1 M 3° organic amide diluted in toluene followed by cementation with zinc dust. The quantitative chemical precipitation of gold with zinc powder was observed at 1000% excess zinc powder, at 50 °C temperature for 1 h, with 500 rpm agitation speed. The re-dissolution of zinc was also observed with dilute nitric acid for the synthesis of the gold powder. The X-ray diffraction analysis, EDS (SEM) analysis, along with the elemental mapping, showed the purity of the synthesized gold powder to be 91%. Therefore, the proposed process is technically feasible for the extraction and separation of gold from WPCBs of obsolete mobile phones.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}