
Magnesite as a Sorbent in Fluid Combustion Conditions—Role of Magnesium in SO2 Sorption Process

Abstract
:1. Introduction
- −
- eliminate the significant role of calcium in the SO2 capture process. This made it possible to determine the thermal stability of the newly formed sulfate phases containing magnesium.
- −
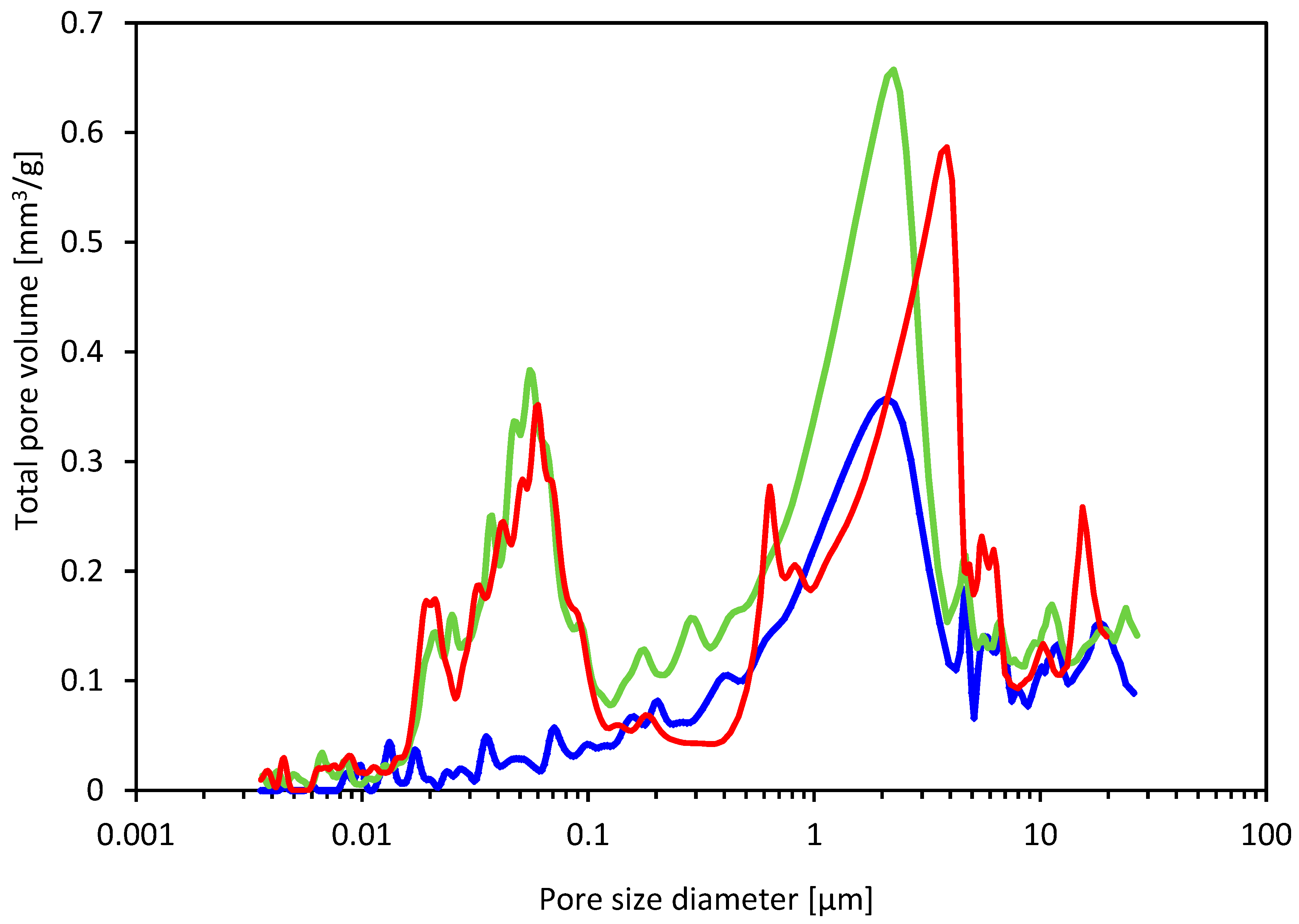
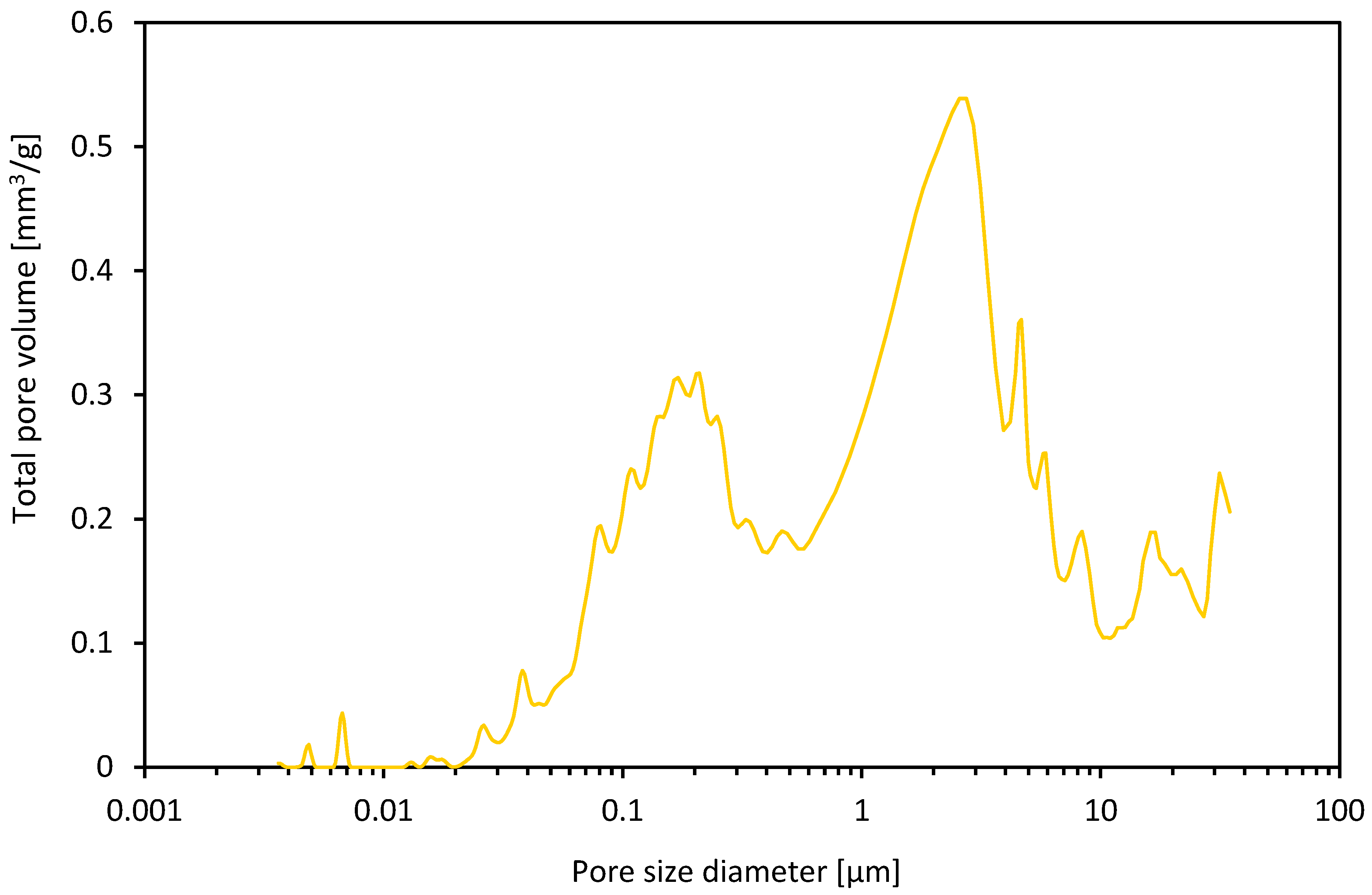
- show that the high content of magnesium-containing carbonate phases does not guarantee high desulfurization efficiency. An important role in this case is played by the secondary porosity of the sorbent, determined by the presence of pores with diameters bordering on mesopores and macropores.
2. Materials and Methods
- −
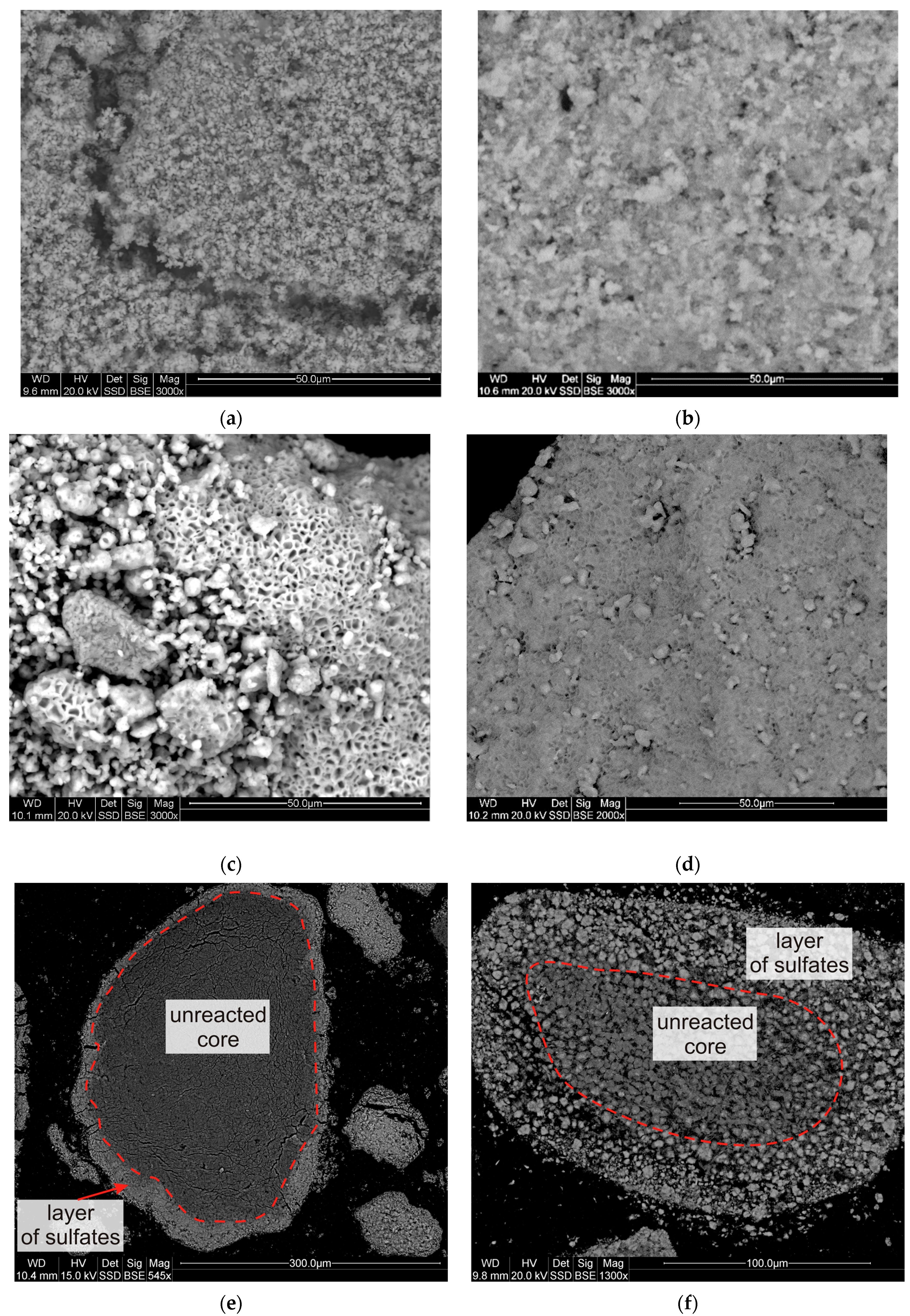
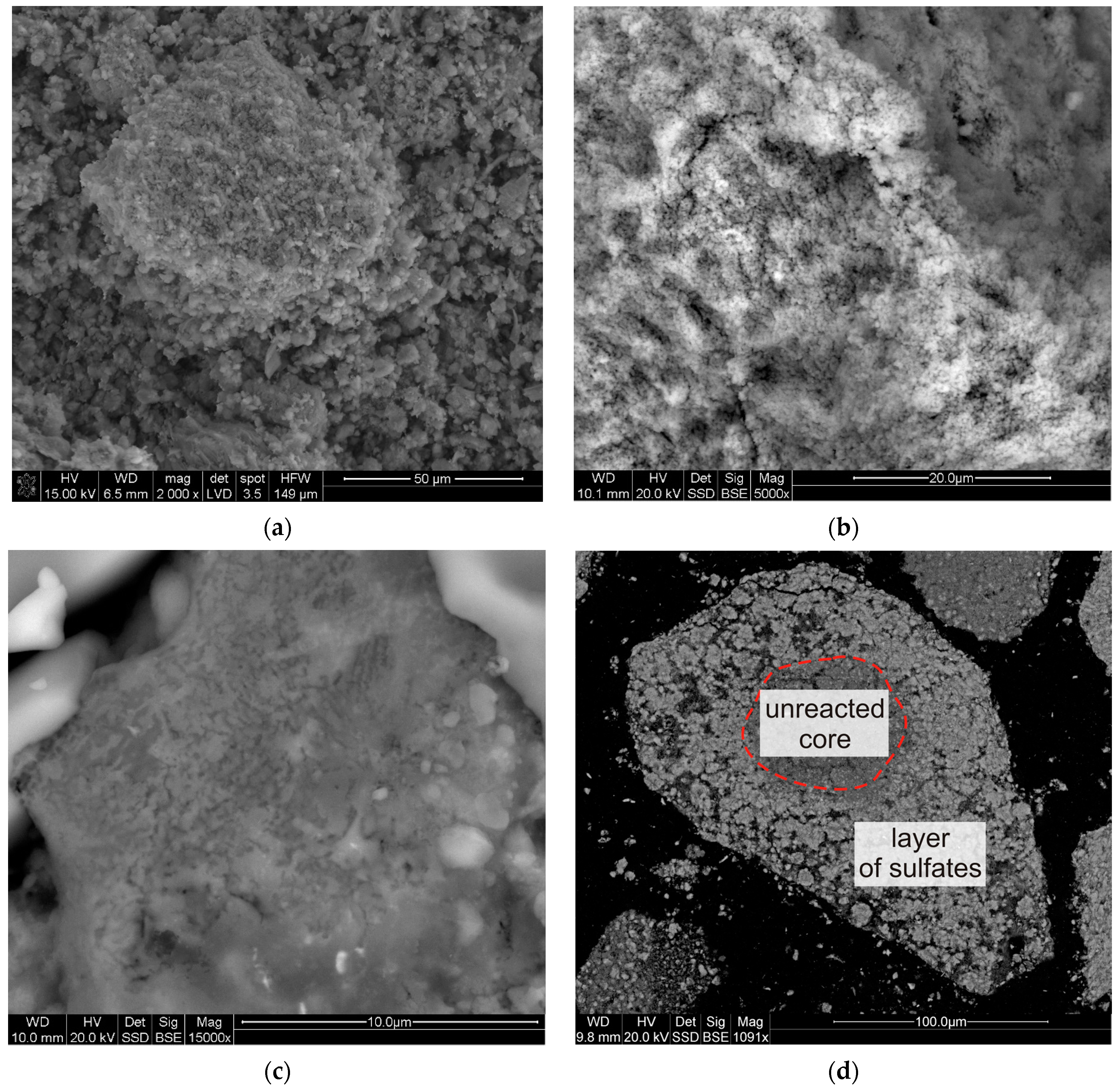
- depict the mechanism of SO2 sorption by magnesite.
- −
- determine the parameters of the sorbent responsible for the effectiveness of the SO2 binding process.
- Samples were subjected to a decarbonization process at 850 °C for 30 min prior to sulfation. A sample of the sorbent (150 mg) was placed inside the combustion chamber, on a perforated ceramic plate, in such a way that the individual grains of the sorbent were not in contact with each other. In this way, free access of gases to individual sorbent grains was ensured during the experiment. Synthetic air containing 80% N2 and 20% O2 was passed through the samples.
- Then, a gas containing 1780 ppm of SO2, 3% of O2, 16% of CO2 and N2 was passed through the samples at a speed of 950 mL/second for another 30 min.
- −
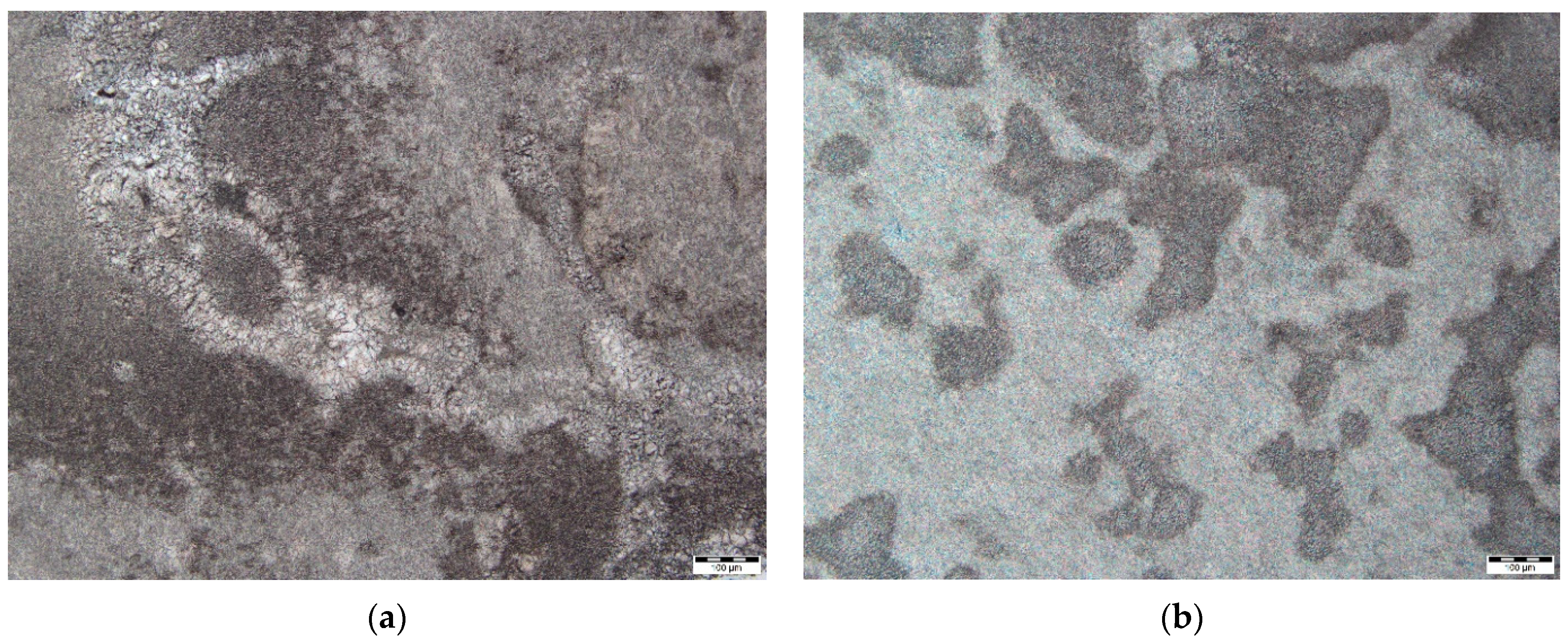
- Microscopic observations in polarized transmitted light were made using an Olympus BX-41 (Olympus, Tokyo, Japan) polarizing microscope with an Olympus SC180 camera.
- −
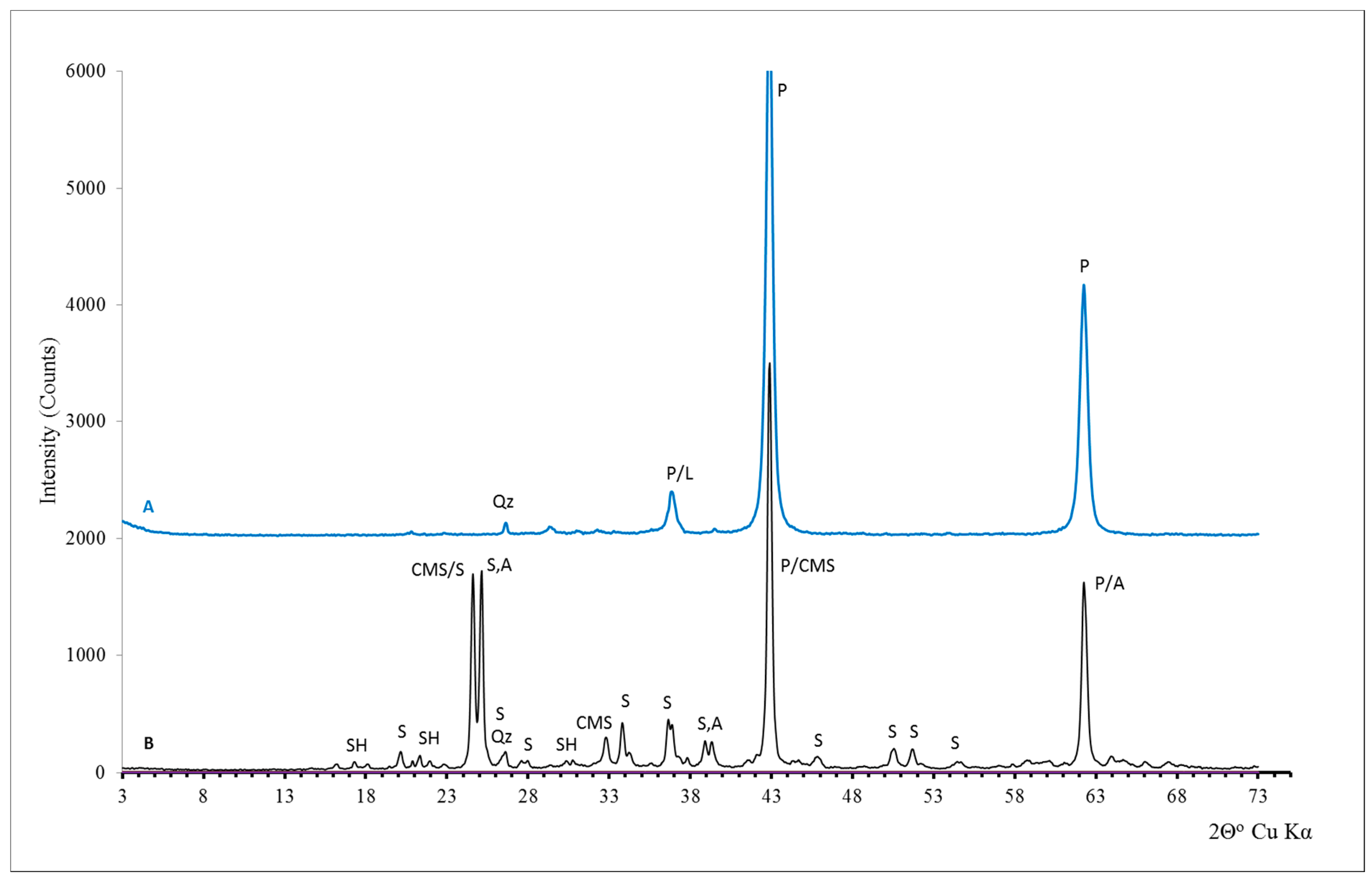
- Tests of the phase composition and structural and textural features of natural samples after the decarbonation and sulfation process using X-ray diffraction using the DSH method (MiniFlex 600, Rigaku, Tokyo, Japan) and scanning microscopy (Quanta 200 FEG, FEI, Hillsboro, OR, USA).
- −
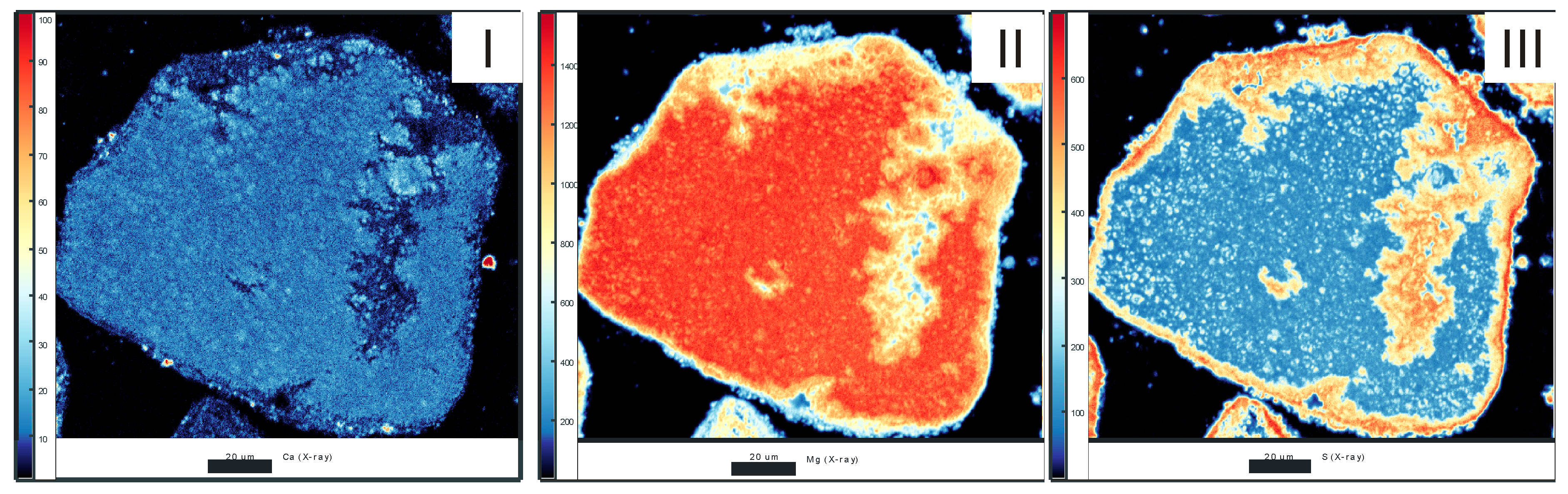
- Research of the distribution of Ca, Mg and S within sorbent grains using an electron probe microanalyzer (EPMA) (JEOL Super Probe 8230, Peabody, MA, USA).
- −
- Analysis of the main chemical components was performed using instrumental methods, i.e., atomic emission absorption spectroscopy (ICP–OES Plasma 40, PerkinElmer, Waltham, MA, USA) and complexometric titration (determination of MgCO3 and CaCO3).
- −
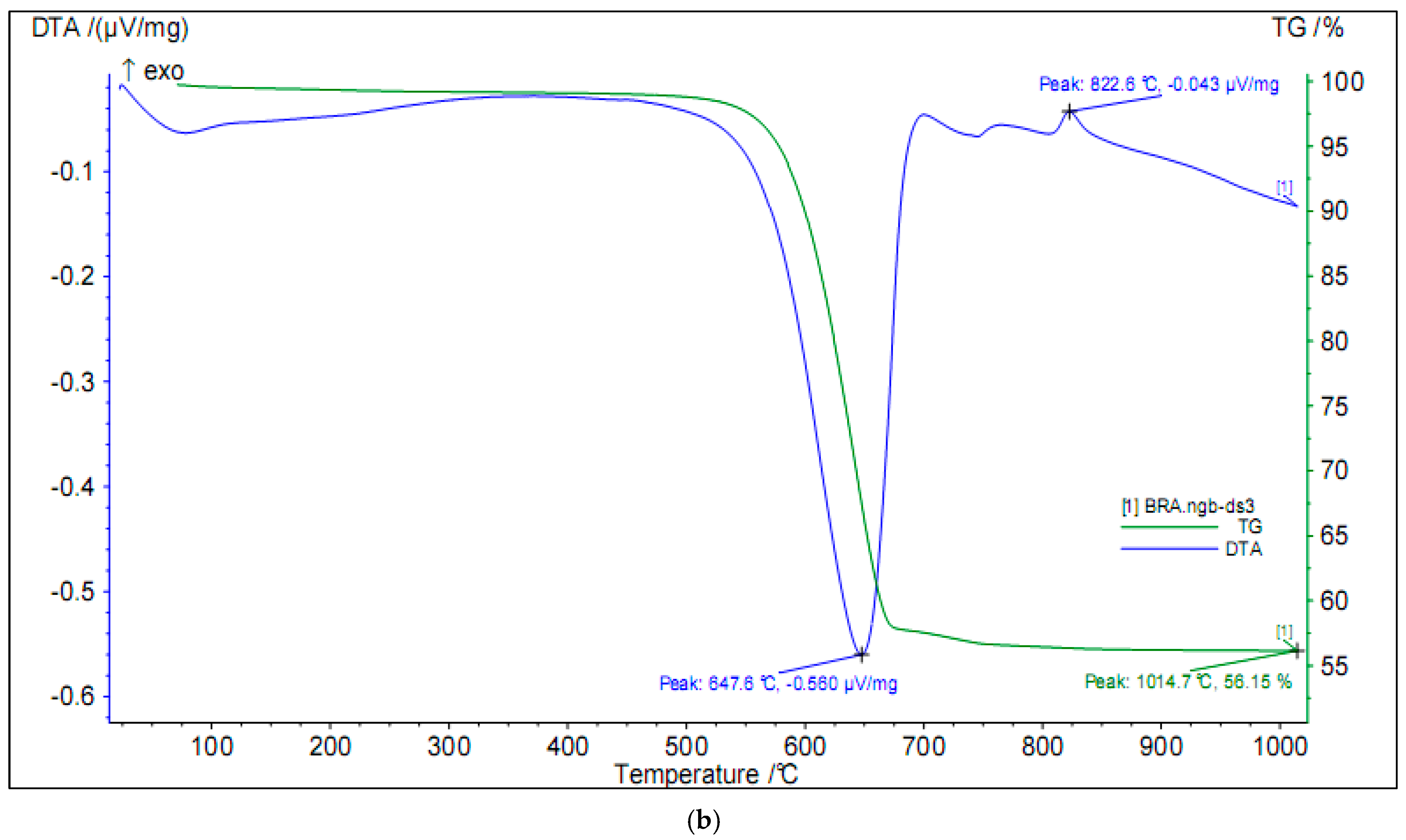
- The temperature and course of thermal dissociation of magnesites (STA 449 F3 Jupiter + QMS 403C Aelos, Netzsch, Selb, Germany) were determined with differential derivatographic analysis (DTA) and thermogravimetry (TG). In addition, thermal analyses (TGA/DSC 3+, Mettler Toledo, Greifensee, Switzerland) were performed for the products of the sulfation experiment in order to determine their thermal stability in high-temperature conditions. All measurements were made in an air atmosphere.
- −
- A porous texture analysis was performed using a mercury porosimeter. The following porous texture parameters were determined:
- 2.
- The specific surface area of porous space, i.e., the pore area in relation to the sample unit mass. This parameter characterizes the flow resistance of reservoir media in the porous medium. The specific surface area, assuming the reversibility of the injection process, is determined based on the obtained pore volume according to the following equation [19,22]:
- the micropore volume (VmikDR), for pores with a width of less than 2 nm, according to the Dubinin–Radushkevich method, and their share in the total pore volume VmikDR/Vtot0.99;
- the mesopore volume (VmezBJH), for pores with a diameter above 2 nm and below 50 nm, according to the Barrett–Joyner–Halenda (BJH) method, and their share in the total pore volume (VmezBJH/Vtot0.99);
- the macropore volume (Vmak), for pores with a diameter above 50 nm, calculated by subtracting the volume of micro- and mesopores from the total pore volume: Vmak=Vtot0.99 − (VmikDR + VmezBJH), and their share in the total pore volume Vmak/Vtot0.99.
3. Results and Discussion
3.1. Mineralogical and Petrographical Characters and Chemical Composition of Magnesites
3.2. The Sorption Efficiency and MgO Participation in the SO2 Binding Process
3.3. Porosity of Desulfurization Products and SO2 Sorption Efficiency
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Urbanek, A.; Kumanowski, K. Desulfurization of flue gases by wet magnesium method developed by the Technical University of Warsaw. Air Prot. Waste Probl. 2002, 36, 53–60. (In Polish) [Google Scholar]
- Hanif, M.A.; Ibrahim, N.; Abdul Jalil, A. Sulfur dioxide removal: An overview of regenerative flue gas desulfurization and factors affecting desulfurization capacity and sorbent regeneration. Environ. Sci. Pollut. Res. 2020, 27, 27515–27540. [Google Scholar] [CrossRef]
- De las Obras-Loscertales, M.; Rufas, A.; de Diego, L.F.; García-Labiano, F.; Gayán, P.; Abad, A.; Adánez, J. Morphological analysis of sulfated Ca-based sorbents under conditions corresponding to oxy-fuel fluidized bed combustion. Fuel 2015, 162, 264–270. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Chen, B.; Liu, N.; Luo, Z.; Cen, K. Effect of characteristic of sorbents on their sulfur capture capability at a fluidized bed condition. Fuel 2006, 83, 925–932. [Google Scholar] [CrossRef]
- Zevenhoven, R.; Yrjas, P.; Hupa, M. Sulfur dioxide capture under PFBC conditions: The influence of sorbent particle structure. Fuel 1998, 77, 285–292. [Google Scholar] [CrossRef]
- De las Obras-Loscertales, M.; de Diego, L.F.; García-Labiano, F.; Rufas, A.; Abad, A.; Gayán, P.; Adánez, J. Sulfur retention in an oxyfuel bubbling fluidized bed combustor: Effect of coal rank. type of sorbent and O2/CO2 ratio. Fuel 2014, 137, 384–392. [Google Scholar] [CrossRef] [Green Version]
- Anthony, E.J.; Granatstein, D.L. Sulfation phenomena in fluidized bed combustion systems. Prog. Energy Combust. Sci. 2001, 27, 215–236. [Google Scholar] [CrossRef]
- Al-Shawabkeh, A.; Matsuda, H.; Hasatani, M. Dry, high-temperature De-SO2 and De-H2S via treated calcium-based materials. Energy Convers. Manag. 1997, 38, 138–139. [Google Scholar] [CrossRef]
- Hycnar, E.; Ratajczak, T.; Sęk, M. Dolomites as SO2 Sorbents in Fluid Combustion Technology. Resources 2020, 9, 121. [Google Scholar] [CrossRef]
- Stanienda-Pilecki, K.J. The Use of Limestones Built of Carbonate Phases with Increased Mg Content in Processes of Flue Gas Desulfurization. Minerals 2021, 11, 1044. [Google Scholar] [CrossRef]
- Crnkovic, P.M.; Milioli, F.E.; Pagliuso, J.D. Kinetics study of the SO2 sorption by Brazilian dolomite using thermogravimetry. Thermochim. Acta 2006, 447, 161–166. [Google Scholar] [CrossRef]
- Kaljuvee, T.; Trikkel, A.; Kuusik, R.; Bender, V. The role of MgO in the binding of SO2 by lime-containing materials. J. Therm. Anal. Calorim. 2005, 80, 591–597. [Google Scholar] [CrossRef]
- Anthony, E.J.; Jia, L.; Charland, J.-P.; Laursen, K. Agglomeration behavior of dolomitic sorbents during long-term sulfation. Energy Fuel 2003, 17, 348–353. [Google Scholar] [CrossRef]
- Kaljuvee, T.; Kuusik, R.; Uibu, M. Behavior of magnesium compounds at sulfation of lime-containing sorbents. In Proceedings of the Sixth International Symposium and Exhibition on Environmental Contamination in Central and Eastern Europe and the Commonwealth of Independent States, Prague, Czech Republic, 1–4 September 2003. [Google Scholar]
- Pozzi, M.; Stanienda, K. The influence of the contents of magnesium of the Triasic limestones from “Tarnów Opolski” deposit on their sorption properties in desulphurization technology. Sci. Pap. Sil. Univ. Technol. Min. 2000, 246, 427–437. (In Polish) [Google Scholar]
- Stefanicka, M.; Pierzga, A.; Majchrzak, W. Selected aspects of rational “Braszowice” magnesite deposits management. Min. Sci. Miner. Aggreg. 2016, 23, 167–176. [Google Scholar] [CrossRef]
- Karnkowski, P.H. Tectonic subdivision of Poland: Polish lowlands. Pol. Geol. Rev. 2008, 56, 895–903. [Google Scholar]
- Ahlstrom Pyropower Reactivity Index. Ahlstrom Pyropower. Technical Paper 1995. Available online: http://www.ahlstrom.com (accessed on 1 June 2007).
- Such, P. The pore space investigations for geological and engineering purposes. Sci. Work. Inst. Oil Gas Min. 2000, 104, 96. (In Polish) [Google Scholar]
- Such, P. An application of mercury porosimeter in pore space investigations. Sci. Work. Inst. Oil Gas Min. 2002, 113, 86. (In Polish) [Google Scholar]
- AutoPore IV 9520 Operator’s Manual V1.09. Micromeritics Instrument Corporation. 2008. Available online: https://www.micromeritics.com/Repository/Files/AUTOPORE_BROCHURE.pdf (accessed on 10 January 2023).
- Rootare, H.M.; Prezlow, C.F. Surface areas from mercury porosimetry measurements. J. Phys. Chem. 1967, 71, 2733–2736. [Google Scholar] [CrossRef]
- Klobes, P.; Meyer, K.; Munro, R.G. Porosity and Specific Surface Area Measurements for Solid Materials; NIST: Washington, DC, USA, 2006; p. 79. Available online: https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=854263 (accessed on 12 March 2021).
- ISO 9277:2010; Determination of the Specific Surface Area of Solids by Gas Adsorption—BET Method. ISO: Geneva, Switzerland, 2010; p. 24.
- ISO 15901-2:2006; Pore Size Distribution and Porosity of Solid Materials by Mercury Porosimetry and Gas Adsorption—Part 2: Analysis of Mesopores and Macropores by Gas Adsorption. ISO: Geneva, Switzerland, 2006; p. 30.
- ISO 15901-3:2007; Pore Size Distribution and Porosity of Solid Materials by Mercury Porosimetry and Gas Adsorption—Part 3: Analysis of Micropores by Gas Adsorption. ISO: Geneva, Switzerland, 2007; p. 27.
- Stoch, L. Thermal methods. In Research Methods of Minerals and Rocks; Żabiński, B.A., Ed.; Warsaw Geological Publishing House: Warsaw, Poland, 1988; pp. 352–444. (In Polish) [Google Scholar]
- Hycnar, E. The structural and textural characteristics of limestones and the effectiveness of SO2 sorption in fluidized bed conditions. Mineral. Resour. Manag. 2018, 34, 5–24. [Google Scholar] [CrossRef]
- Li, D.; Ke, X.; Kim, M.; Cai, R.; Yang, H.; Zhang, M.; Jeon, C.H. Attrition, and product layer development of limestone during simultaneous calcination and sulfation in a fluidized bed reactor. Fuel 2021, 293, 120280. [Google Scholar] [CrossRef]
- Bai, Y.J.; Chen, M.Q.; Li, Q.H.; Huang, Y.W. Sulfation performance of CaO under circulating fluidized bed combustion-like condition. J. Therm. Anal. Calorim. 2020, 142, 1031–1042. [Google Scholar] [CrossRef]
- Montagnaro, F.; Salatino, P.; Scala, F. The influence of temperature on limestone sulfation and attrition under fluidized bed combustion conditions. Exp. Therm. Fluid Sci. 2010, 34, 352–358. [Google Scholar] [CrossRef]
- Wichliński, M.; Kobyłecki, R. The effect of porosity on the reactivity of calcium sorbents. Mineralogia 2020, 51, 37–45. [Google Scholar] [CrossRef]
- Duo, W.; Laursen, K.; Lim, J.; Grace, J. Crystallization and fracture: Formation of product layers in sulfation of calcined limestone. Powder Technol. 2000, 111, 154–167. [Google Scholar] [CrossRef]
- Cordero, J.; Alonso, M. Modelling of the kinetics of sulphation of CaO particles under CaL reactor conditions. Fuel 2015, 150, 501–511. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
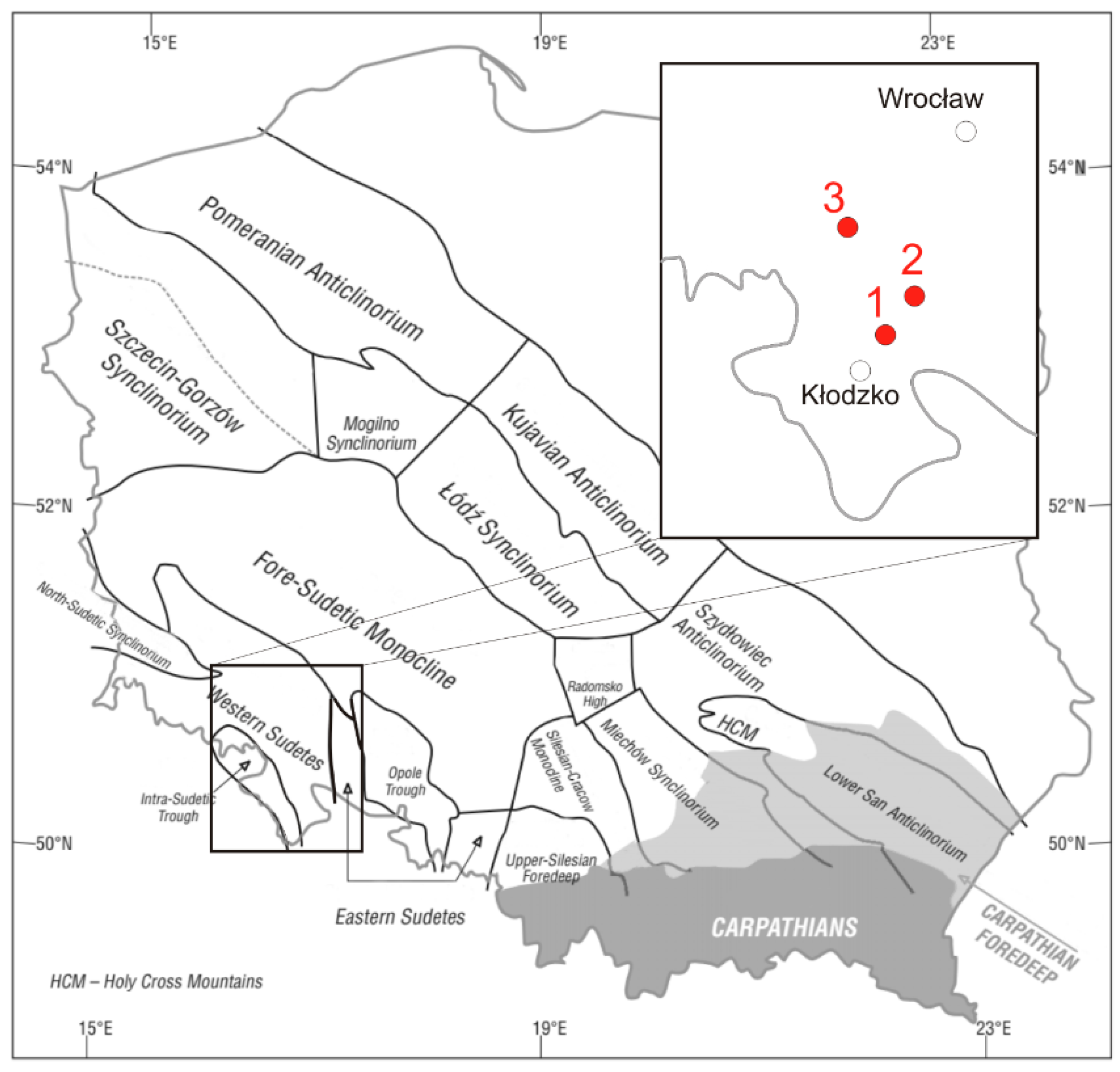
| Sample Number | 1 | 2 | 3 |
|---|---|---|---|
| Origin | Magnesite from the Szklary deposit | Magnesite from the Wiry deposit | Magnesite from the Braszowice deposit |
| from the heap | from the heap | from the deposit |
| Sorption Capacity of the Sorbent | RI [kmol Ca+Mg/kmol S] | CI [g S/1 kg of Sorbent] |
|---|---|---|
| Excellent | <2.5 | >120 |
| Very good | 2.5–3.0 | 100–120 |
| Good | 3.0–4.0 | 80–100 |
| Sufficient | 4.0–5.0 | 60–80 |
| Low quality | >5.0 | <60 |
| Phase Components | Magnesites | ||
|---|---|---|---|
| From the Szklary Deposit | From the Wiry Deposit | From the Braszowice Deposit | |
| Magnesite | + | + | + |
| Iron magnesite | + | + | + |
| Dolomite | + | + | − |
| Calcite | + | + | − |
| Quartz | + | + | + |
| Illite/montmorillonite | + | − | + |
| Sepiolite | + | − | − |
| Talc | + | − | − |
| Component | Magnesites | Industrial Sorbent | ||
|---|---|---|---|---|
| From the Szklary Deposit | From the Wiry Deposit | From the Braszowice Deposit | ||
| SiO2 | 6.61 | 5.42 | 6.89 | 0.53 |
| Al2O3 | 1.42 | 0.22 | 3.14 | 0.28 |
| Fe2O3 | 3.13 | 0.52 | 3.26 | 0.24 |
| CaO | 2.93 | 1.72 | 0.73 | 54.58 |
| MgO | 43.77 | 41.25 | 41.72 | 0.33 |
| Na2O | 0.04 | 0.01 | 0.08 | 0.01 |
| K2O | 0.03 | 0.01 | 0.03 | 0.01 |
| Ignition loss | 41.49 | 50.47 | 43.85 | 44.021 |
| CaCO3 | 5.23 | 3.07 | 1.30 | 97.41 |
| MgCO3 | 79.01 | 86.29 | 73.67 | 0.69 |
| Sum of carbonate | 84.24 | 89.36 | 82.98 | 98.10 |
| Reactivity Indexes | Magnesites | Industrial Sorbent | ||
|---|---|---|---|---|
| From the Szklary Deposit | From the Wiry Deposit | From the Braszowice Deposit | ||
| RI | 2.79 | 2.43 | 6.10 | 2.35 |
| CI | 99 | 122 | 17 | 130 |
| Assessment of reactivity | Very good | Excellent | Low quality | Excellent |
| Type of Process | Type of Reaction | Process/Reaction Temperature | Weight Change | |
|---|---|---|---|---|
| Beginning | End | |||
| [°C] | [°C] | [% wag.] | ||
| Magnesite from Wiry | ||||
| Decomposition of MgCO3 | endothermic | 410 | 640 | 49.43 |
| Decomposition of CaMg(CO3)2 | endothermic | 743 | 770 | 0.71 |
| - | - | 770 | 850 | 0.31 |
| - | - | 850 | 1000 | 0.02 |
| Magnesite from Braszowice | ||||
| Evaporation of surface water | - | 50 | 110 | 1.21 |
| Decomposition of MgCO3 | endothermic | 500 | 648 | 41.29 |
| Decomposition of CaMg(CO3)2 | endothermic | 700 | 745 | 0.75 |
| Decomposition of CaCO3 | endothermic | 790 | 810 | 0.35 |
| Formation of secondary CaCO3 | exothermic | 810 | 825 | - |
| Decomposition of CaCO3 | endothermic | 825 | 850 | 0.15 |
| - | - | 850 | 1000 | 0.12 |
| Parameters | Unit | Magnesite | Industrial Sorbent | ||
|---|---|---|---|---|---|
| Wiry | Braszowice | ||||
| SBET (1) SPOR (1) | [m2/g] | 4.31 1.22 | 12.90 2.28 | 1.22 0.24 | |
| SBET (2) SPOR (2) | 8.12 4.02 | 21.97 5.54 | 5.33 3.14 | ||
| SBET (3) SPOR (3) | 1.24 0.79 | 8.65 2.67 | 0.85 0.52 | ||
| VBET (2) | Vtot0.99 | [cm3/g] | 0.119 | 0.165 | 0.081 |
| VmikDR | 0.050 | 0.121 | 0.021 | ||
| VmikDR/Vtot0.99 | - | 0.420 | 0.733 | 0.259 | |
| VmezBJH | [cm3/g] | 0.056 | 0.032 | 0.055 | |
| VmezBJH/Vtot0.99 | - | 0.471 | 0.194 | 0.679 | |
| Vmak | [cm3/g] | 0.013 | 0.012 | 0.005 | |
| Vmak/Vtot0.99 | - | 0.109 | 0.073 | 0.062 | |
| PPOR | (1) | [% vol.] | 42.11 | 16.18 | 43.02 |
| (2) | 62.23 | 21.32 | 70.17 | ||
| (3) | 21.22 | 11.11 | 32.80 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hycnar, E.; Sęk, M.; Ratajczak, T. Magnesite as a Sorbent in Fluid Combustion Conditions—Role of Magnesium in SO2 Sorption Process. Minerals 2023, 13, 442. https://doi.org/10.3390/min13030442
Hycnar E, Sęk M, Ratajczak T. Magnesite as a Sorbent in Fluid Combustion Conditions—Role of Magnesium in SO2 Sorption Process. Minerals. 2023; 13(3):442. https://doi.org/10.3390/min13030442
Chicago/Turabian StyleHycnar, Elżbieta, Magdalena Sęk, and Tadeusz Ratajczak. 2023. "Magnesite as a Sorbent in Fluid Combustion Conditions—Role of Magnesium in SO2 Sorption Process" Minerals 13, no. 3: 442. https://doi.org/10.3390/min13030442