1. Introduction
Critical minerals (CM) have become the foundation of several technologies and have been extensively used in many industries, such as modern electronics, green energy, healthcare, transportation, and defense [
1,
2,
3]. Due to the increased vulnerability of supply chains and the need for a secure domestic supply, many nations have generated lists of critical minerals highlighting elements or commodities that represent a high supply risk to their specific national production and security [
4,
5,
6,
7]. The representative elements in these lists are based on commodity demand, shortage, political tensions, environmental implications, and strategic applications [
1,
2,
3,
4,
5,
6,
7].
Among all the critical minerals lists, a common group deemed “critical” are rare earth elements (REEs). REEs are defined as a group of 17 elements comprised of lanthanide elements in addition to scandium and yttrium. REEs are the most prevalent critical minerals because they have become an indispensable resource for their applications in many rapidly expanding industry sectors including complex electronics, healthcare hardware, catalysis, metallurgy, renewable energy, and transportation and defense optimizations. To address the supply risk challenge surrounding REEs, an increased desire for research in abandoned mine tailings sites has been coupled with the interest in national remediation and sustainable mineral processing strategies [
8]. However, mine tailings are low-grade resources that need selective strategies for enrichment. Therefore, profound sampling scale and characterization strategies are required to successfully implement sustainable mineral processing strategies. In addition, detailed characterization helps determine suitable processing routes for metallurgical processing. For example, in the Mountain Pass mine in the U.S., which produces REE concentrates from bastnaesite processing, the mineralogy of the resource allows beneficiation by froth flotation practices [
9].
Beneficiation of REE-bearing minerals is usually achieved using a combination of different separation techniques. These techniques include size reduction and screening, electrostatic and magnetic separation, gravity concentration, and froth flotation [
10]. In the case of lower-grade resources, most beneficiation strategies involve the use of the froth flotation process [
11,
12]. Froth flotation is a fundamental technology for processing low-grade, refractory ores and possibly mine tailings with complex mineralogy because of the ability to selectively adjust parameters and modify minerals ‘surface characteristics to target a specific mineral/metal of interest. Froth flotation is also a sustainable environmental practice compared to other processes, especially with the innovative developments in materials science research that allow for the design of more efficient and green reagents [
13,
14,
15]. This development is beneficial from both economic and environmental perspectives. It improves selectivity and process kinetics, reduces reagent consumption, and could significantly reduce the cost of post-processing tailings management. However, developing robust flotation flowsheets to target REEs in mine tailings requires a comprehensive understanding of their complex mineralogy [
16].
Several previous studies discussed the use of froth flotation with other physical separation methods for REEs’ beneficiation [
17,
18,
19,
20,
21,
22,
23,
24,
25,
26]. For example, Satur et al. [
17] studied the flotation of REE carbonates and phosphates from low-grade silicate/hematite ore at different process parameters using fatty-acid-based collectors with different depressant combinations. Their results indicated that the recoveries of REEs and gangue oxides were ~80% and ~30% on average, respectively, when fatty acids collectors were used with sodium lignin sulfonate, sodium metasilicate, sodium fluoride, or soluble starch used as depressants at pH 7–11.5 [
17,
18]. Bench-scale flotation on heavy mineral sands containing REEs showed that a high recovery of REEs (~95%) was achieved using fatty-acid-based and phosphoric acid ester collectors with a sodium silicate depressant [
19,
20]. The commercial beneficiation of REEs has also been reported in the literature. For example, at Mountain Pass, California, USA, and Mount Weld mine in Australia, flotation is employed to enrich rare earth oxides (REO) from 3%–15% to 40%–60% in concentrates [
9,
17]. The Bayan Obo mine in China uses magnetic separation and froth flotation to concentrate the REO feed grade from 6 to 65% [
11,
21,
22]. In general, fatty acids and hydroxamates are the most common collectors used in the flotation of REE minerals; however, different depressant schemes must be used on a deposit basis to selectively target the gangue minerals present [
19,
24]. For example, depression of zircon from monazite using sodium oleate collector, sodium metasilicate depressants at elevated temperature, and pH 10 provided the highest overall recovery at 95% of total REEs [
25]. However, beneficiation strategies for low-grade REEs deposits are still in development, and to the best of the authors’ knowledge, there are no commercial routes for their production. Therefore, this research looked into using the froth flotation process to enrich REEs in low-grade mine tailings.
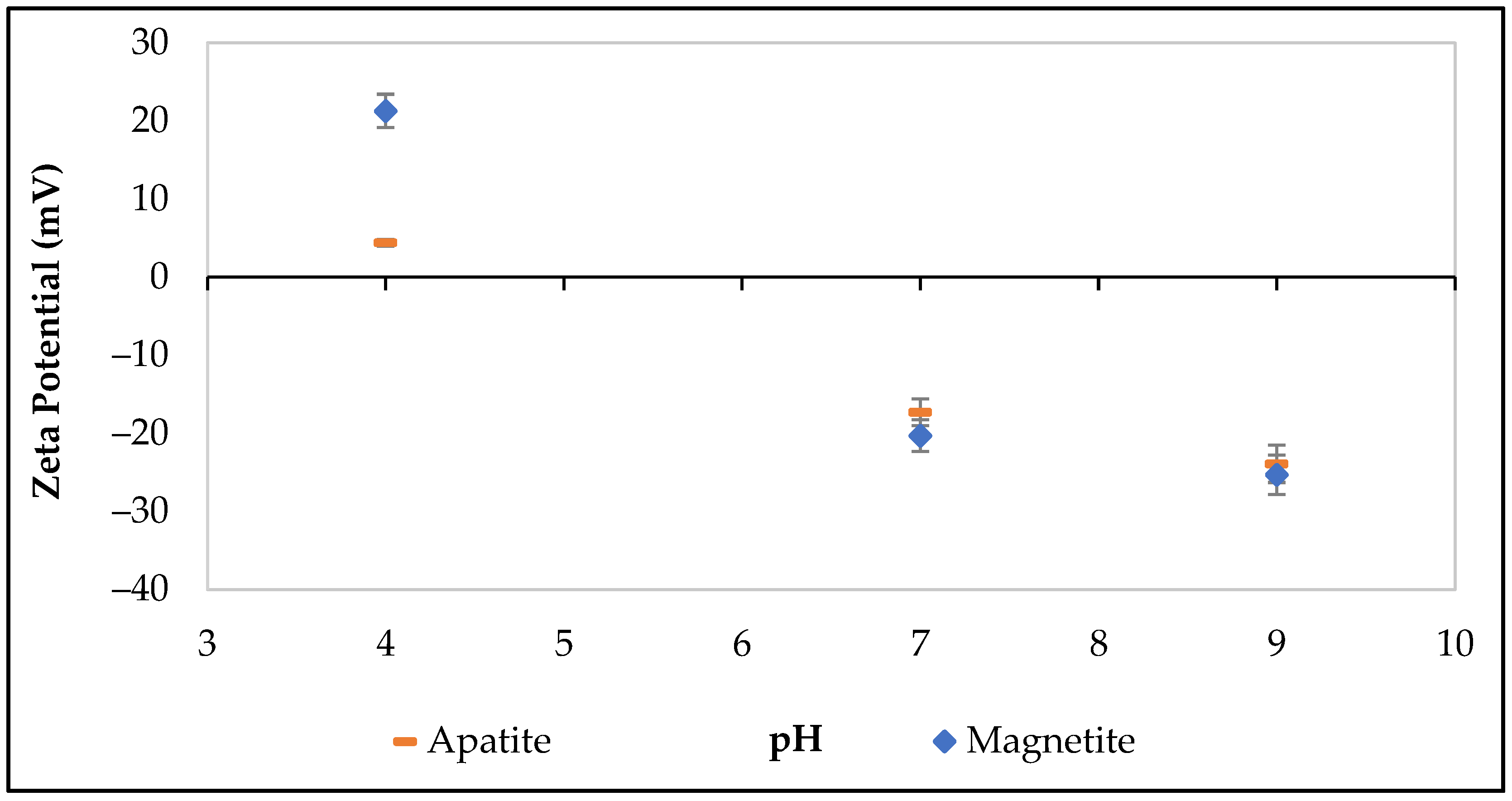
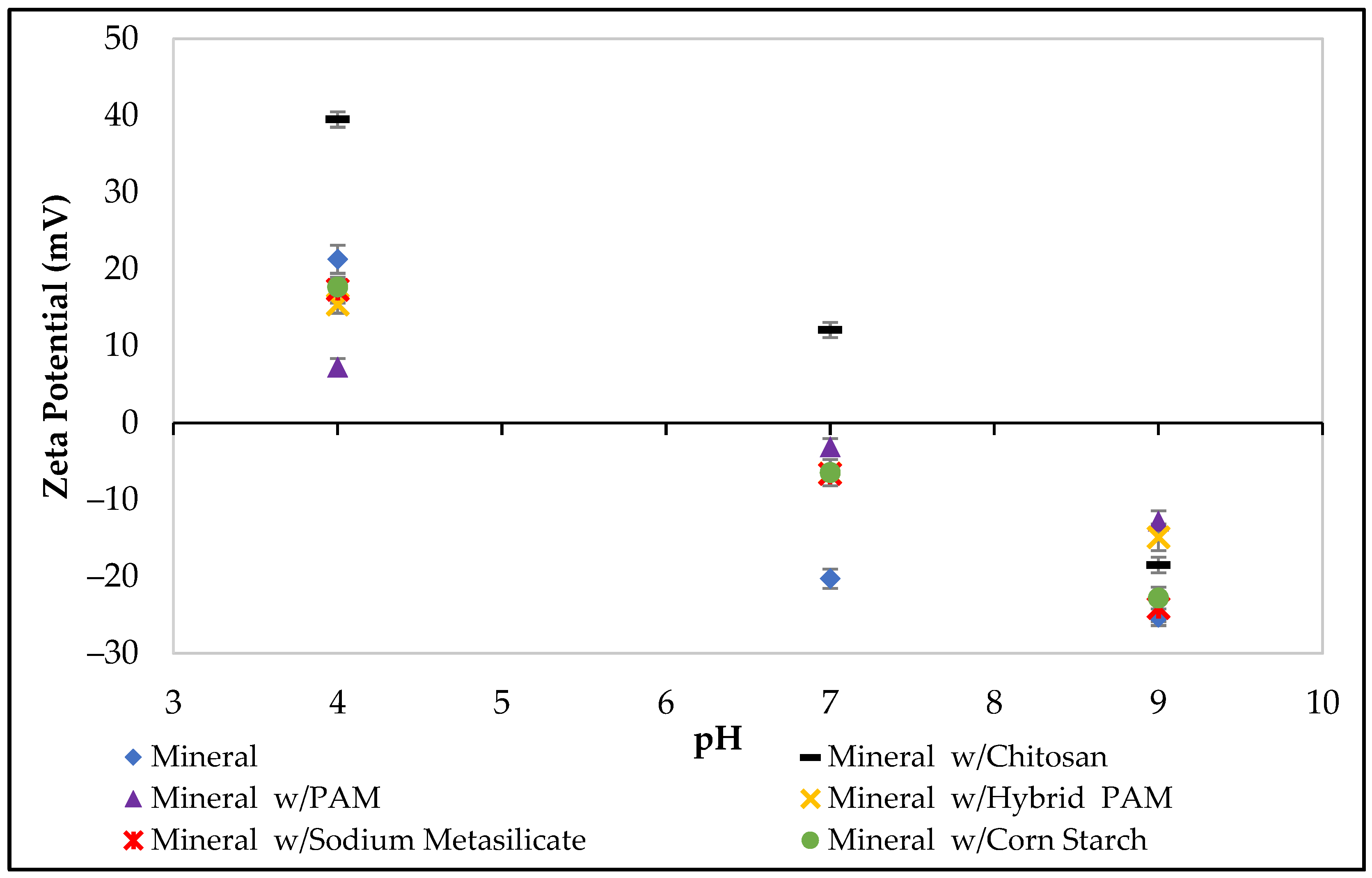
The main goals of this research were to assess and evaluate the REEs contents and mineralogy in mine tailings, followed by investigations on the possible physical enrichment of REE-bearing minerals. First, tailings were comprehensively characterized using X-ray diffraction analysis (XRD), X-ray fluorescence analysis (XRF), inductively coupled plasma mass spectrometry (ICP-MS), and TESCAN’s Integrated Mineral Analysis (TIMA). Then, zeta potential measurements were conducted to evaluate the potential of different organic and inorganic reagents to serve as effective depressants of iron oxides. Zeta potential could provide insight into the selectivity of the reagent’s adsorptions at mineral/water interfaces, which would help to understand the behavior of the major minerals in the flotation feed. Lastly, bench-scale flotation tests were conducted using the selected depressants. The proposed depressants were polyacrylamide (PAM), in-house-synthesized hybrid polyacrylamide (HyPAM), chitosan, sodium silicates, and corn starch. Moreover, TIMA studies on the concentrate and tailing products were performed to obtain an in-depth understanding of the deportment of REE minerals during the flotation process.
The reagents proposed in this work are commonly and abundantly used as processing agents in mineral separation processes, including froth flotation [
27,
28,
29,
30]. For example, polyacrylamide-based (PAM) polymers were successfully tested as effective depressants of iron minerals [
31,
32]. On the other hand, HyPAM has been used as a sorbent and flocculant in many applications due to its unique structural characteristics [
33,
34]. Furthermore, chitosan polymer is known for its effectiveness as an adsorbent of iron in water treatment plants [
35,
36,
37] and has been successfully applied as an effective depressant of iron minerals in the sulfide flotation process [
13,
38,
39]. For example, Hayat et. al. [
38] obtained 60% separation efficiency between galena and pyrite when polymetallic sulfide ore of the Mississippi Valley type (MVT) was floated with chitosan at 50 g/t and pH 8. Chitosan has also been used as an effective depressant of silicates in the phosphate flotation process [
40].
4. Conclusions and Outlook
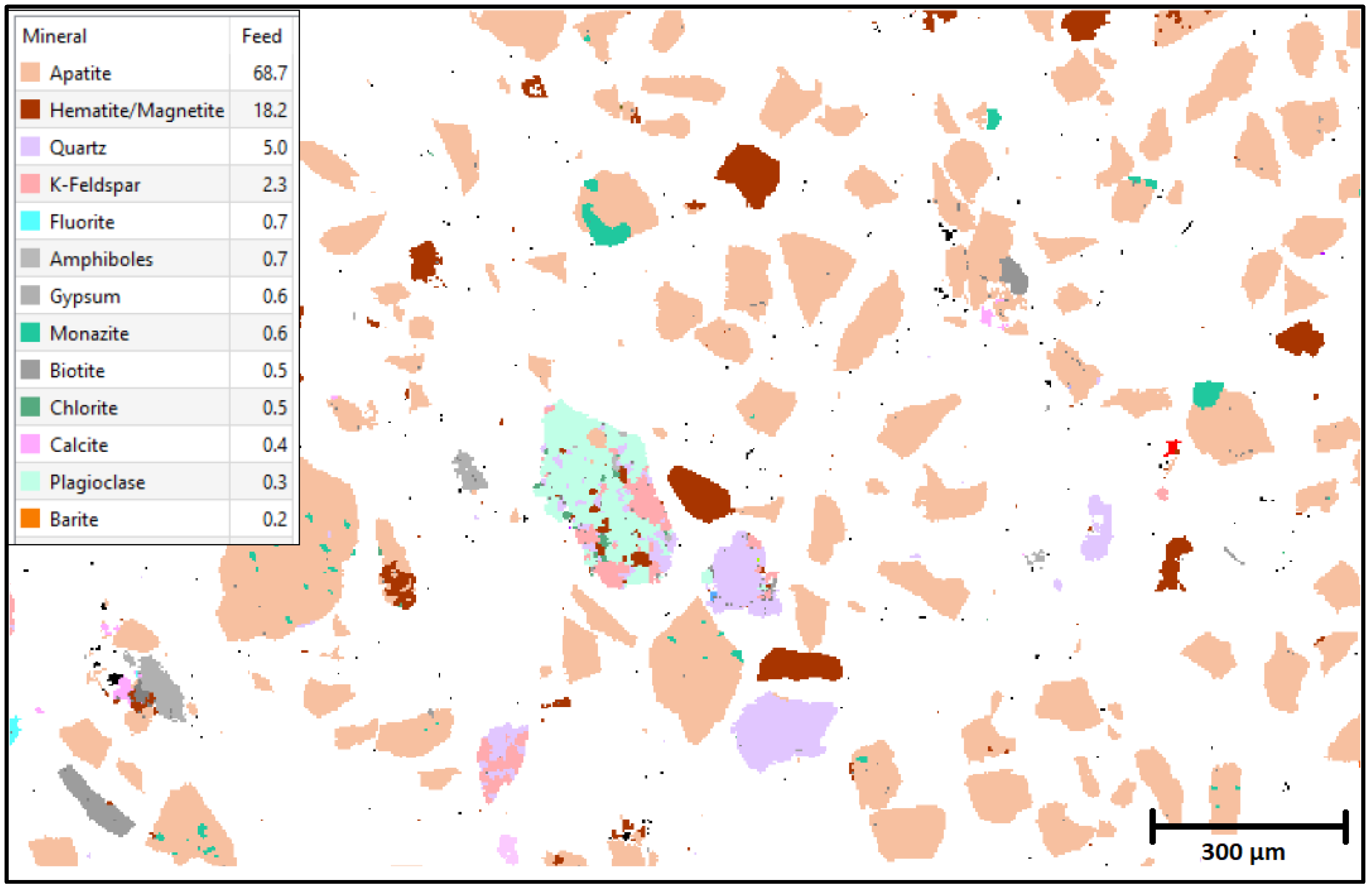
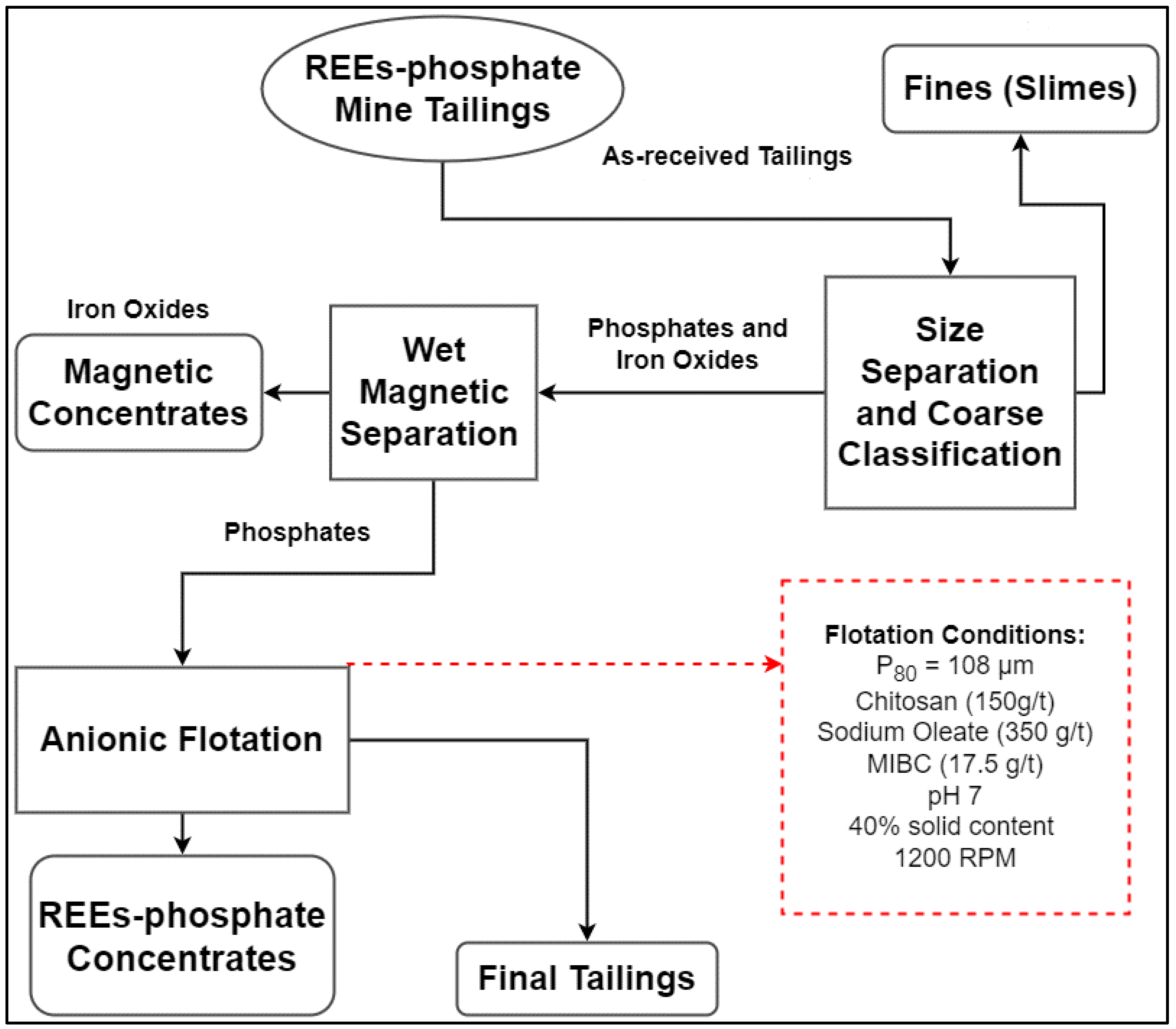
Characterization studies of the mine tailing samples indicated that the tailings contained a high concentration of both heavy and light REEs. Extensive studies on mineralogy showed a large abundance of apatite, followed by iron oxides (magnetite/hematite), quartz, and calcite as gangue minerals. The total concentration of REEs, as determined by ICP-MS, was ~11,000 ppm. TIMA characterization studies also confirmed that ~70% of REE minerals were locked within apatite grains. The REE minerals locked to apatite suggested that the froth flotation process of phosphate minerals was a feasible approach to enrich REEs.
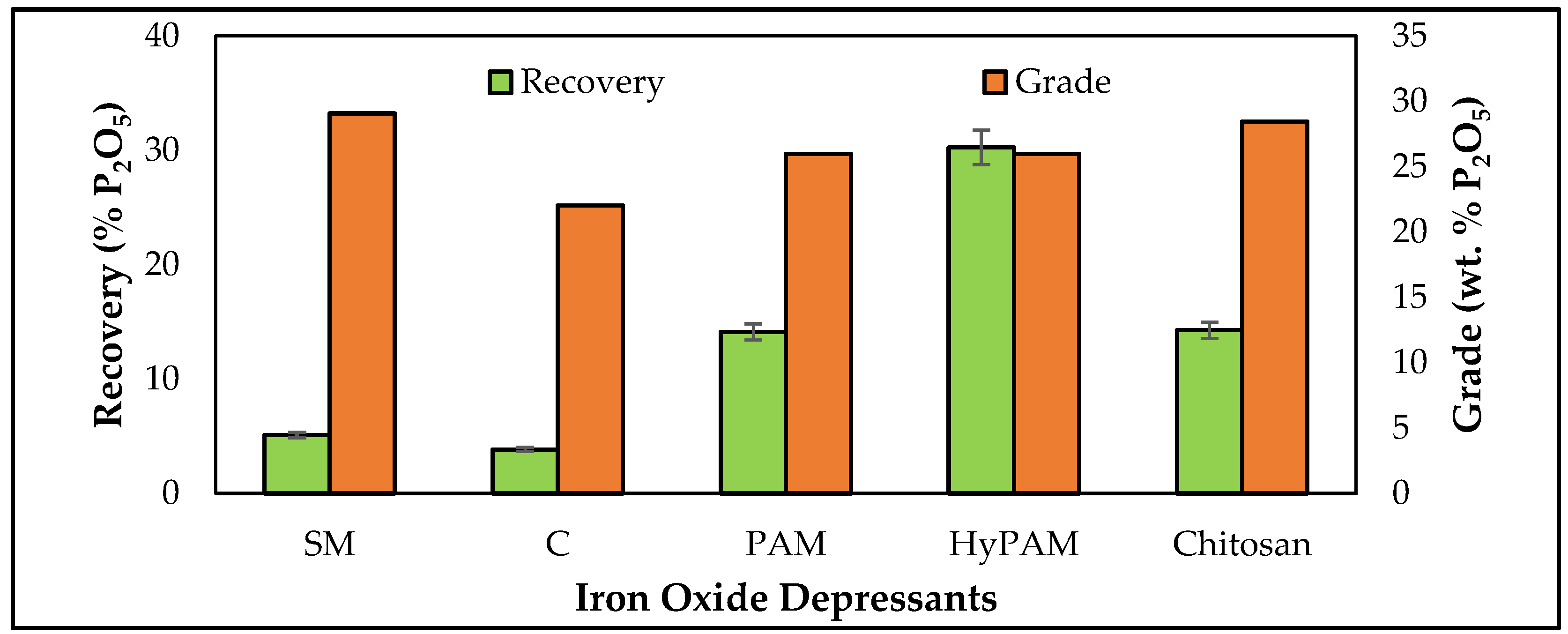
Zeta potential studies suggested that chitosan had the strongest adsorption on magnetite’s surfaces at pH 7 as indicated by the large shift in the zeta potential values of magnetite suspensions after chitosan’s addition. Zeta potential tests also suggested that at pH 9, polyacrylamide-based reagents had the strongest adsorption on magnetite’s. Findings from the batch flotation studies performed using the selected iron oxide depressants suggested that HyPAM, PAM, and chitosan outperformed the commercial depressants (corn starch and sodium metasilicate). TIMA studies on the flotation products showed that total REE minerals in the concentrates and tailings were 0.67 wt.% and 0.58 wt.%, respectively. Monazite was the major REE mineral presented, and the grains were 81% less than 10 µm. Monazite locking analysis showed strong locking within apatite at 72% and 60% in the tailings and concentrates, respectively.
In summary, the low flotation recoveries observed highlighted that the standard beneficiation procedures used in this work to enrich REE-bearing mineral phases were not optimal, especially for recovering REE locked within apatite minerals. The locking behavior of REE minerals suggested that higher-enrichment of REEs could be feasible by increasing the recovery of apatite minerals reporting to the flotation concentrates. The low recovery of apatite has raised concerns about the possible weathering of phosphate minerals in the tailing sample and/or slime coating of mineral grains that resulted in recovery loss and low enrichment. Therefore, additional fundamental studies to investigate the surface characteristics of different minerals in tailing samples are vital to develop an efficient flowsheet for REE enrichment. Moreover, additional beneficiation steps prior to the flotation process and the post-process upgrade of concentrate products must be considered to enhance the total enrichment of REE minerals.
It is worth mentioning that all samples analyzed and processed in this research were collected as grab samples. Although grab sampling is considered an easy, quick, and less expensive approach for preliminary feasibility evaluation, these grab samples cannot account for the large tailings body heterogeneity and large spatial distribution. Therefore, to address the lack of representativeness and site heterogeneity, it is necessary to pursue large-scale sampling strategies, such as those used for heavy mineral sands and placer deposits. For example, the classic drive pipe method at multiple locations can be used wherein a pipe is driven into the consolidated material specified depths to create a plug or “core” that is representative of a cross-section for that point in the large area. The cross-sectional map helps identify regions of high resource concentrations and resource-barren regions [
67]. Thereafter, the data from each logged “core” are used for resource reserve estimations. Resource estimations are important to quantify the REE resource, REE- reserves, and operation economic feasibility. The economic feasibility of operations given by reserve estimation is pivotal when addressing the feasibility of the beneficiation strategies performed in this research.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}