
Admixture Effects on the Rheological/Mechanical Behavior and Micro-Structure Evolution of Alkali-Activated Slag Backfills

 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Tailings and Water
2.1.2. Alkali-Activated GGBS
2.1.3. Industrial Additives
2.2. Sample Proportioning and Preparation
2.3. Methods of Investigation
2.3.1. Rheology Test
- Insert the vane slowly down to the predetermined position in the slurry;
- Set the slurry for 30 s to eliminate the disturbance caused by the vane insertion;
- Increase the shearing rate from 0.001 to 100 s−1 within 1 min (up curve);
- Decrease the shearing rate from 100 to 0.001 s−1 within 1 min (down curve).
2.3.2. Uniaxial Compressive Strength (UCS) Test
2.3.3. Ultrasonic Pulse Velocity (UPV) Test
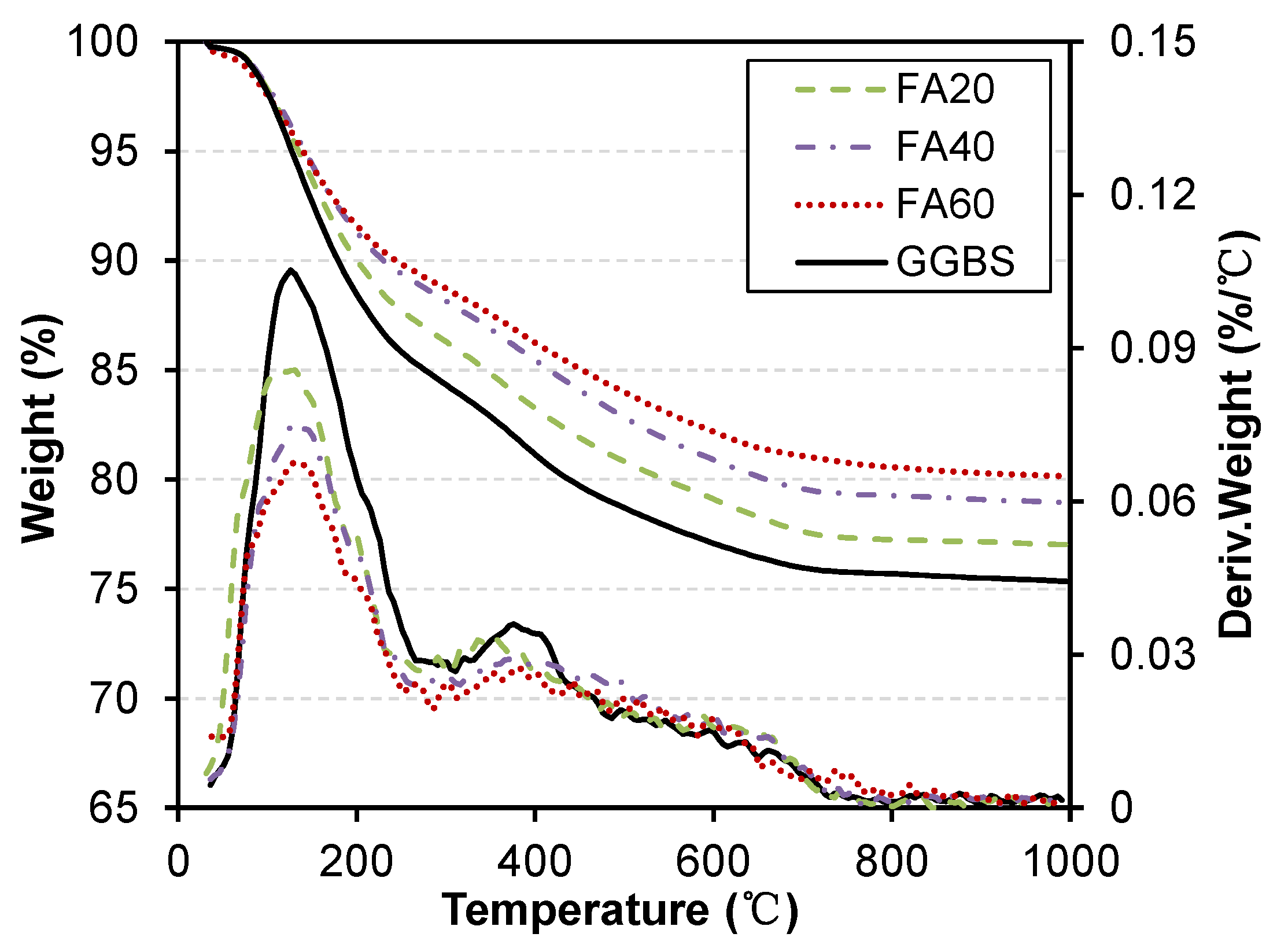
2.3.4. Microstructural Analysis
3. Results and Discussion
3.1. Rheological Evolution
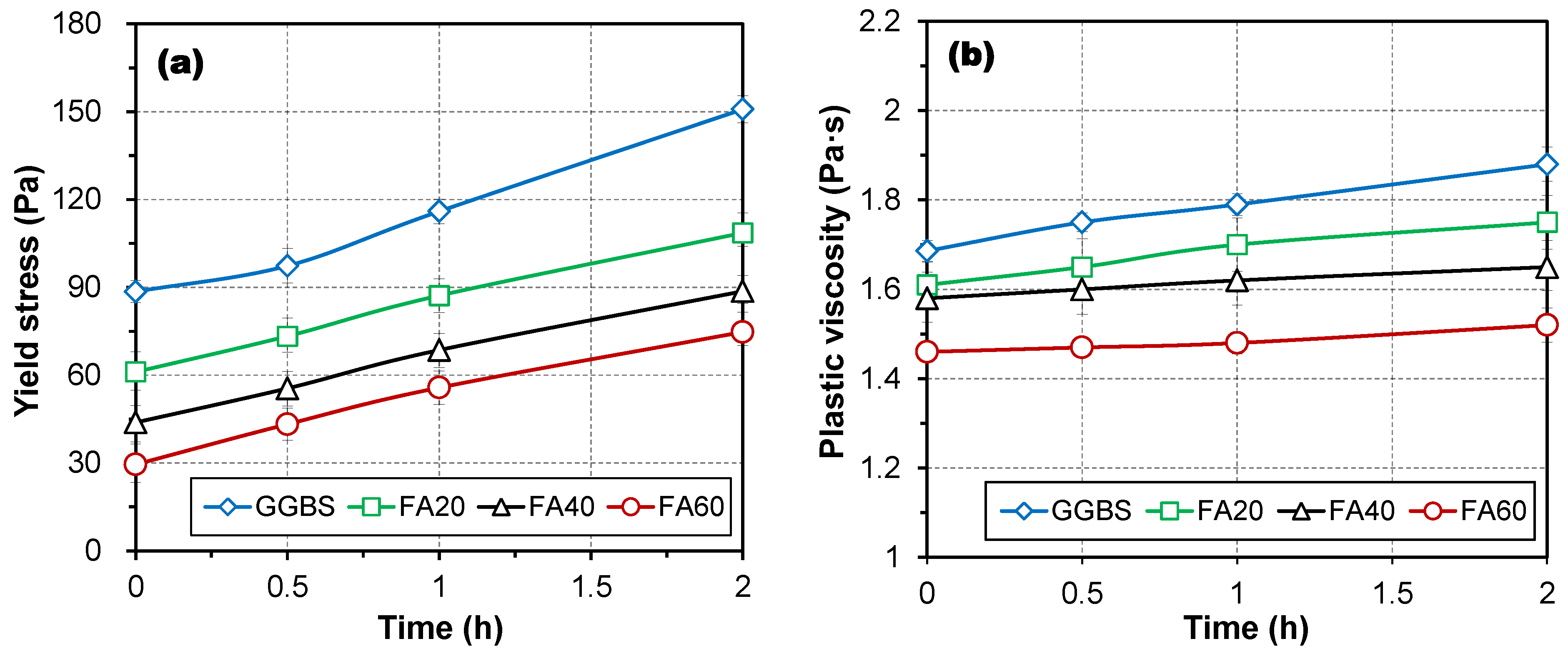
3.1.1. Effect of FA
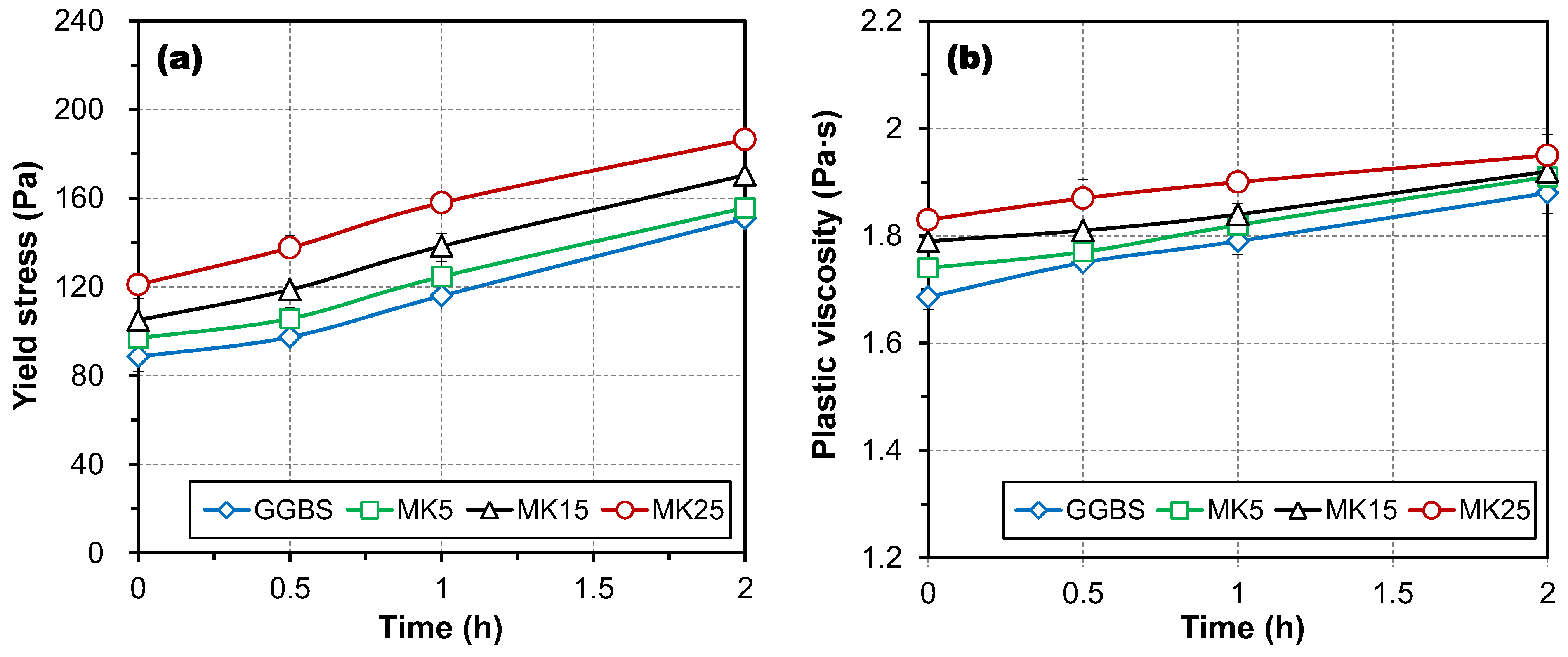
3.1.2. Effect of MK
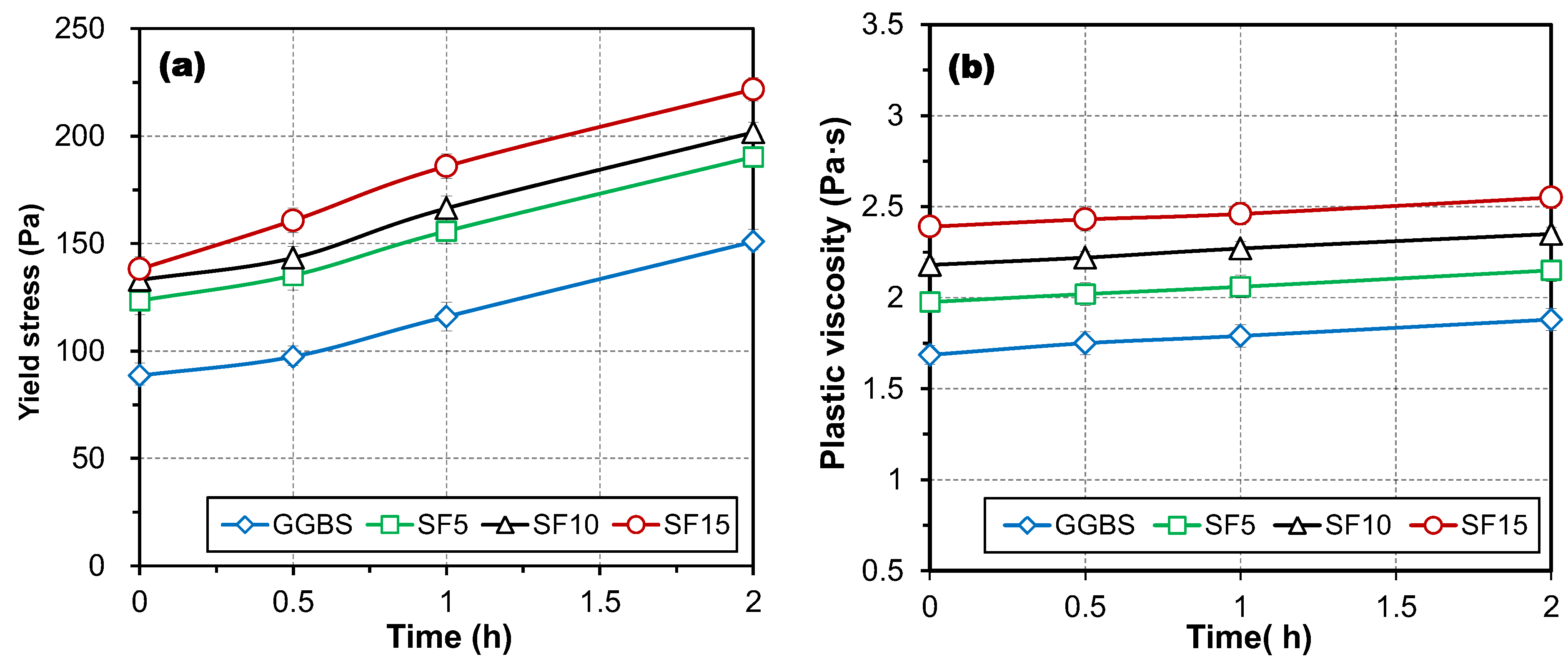
3.1.3. Effect of SF
3.2. Mechanical Strength
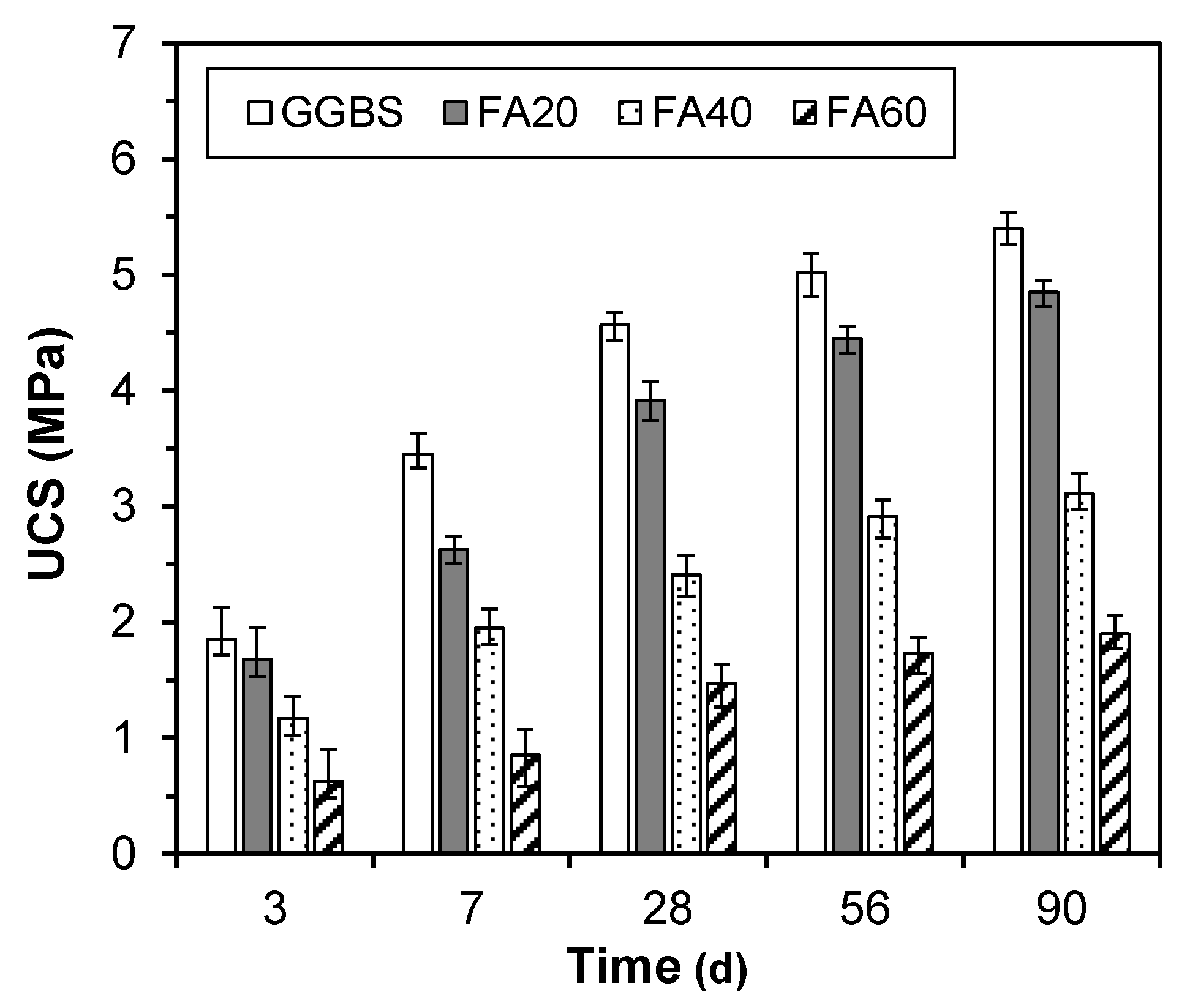
3.2.1. Effect of FA
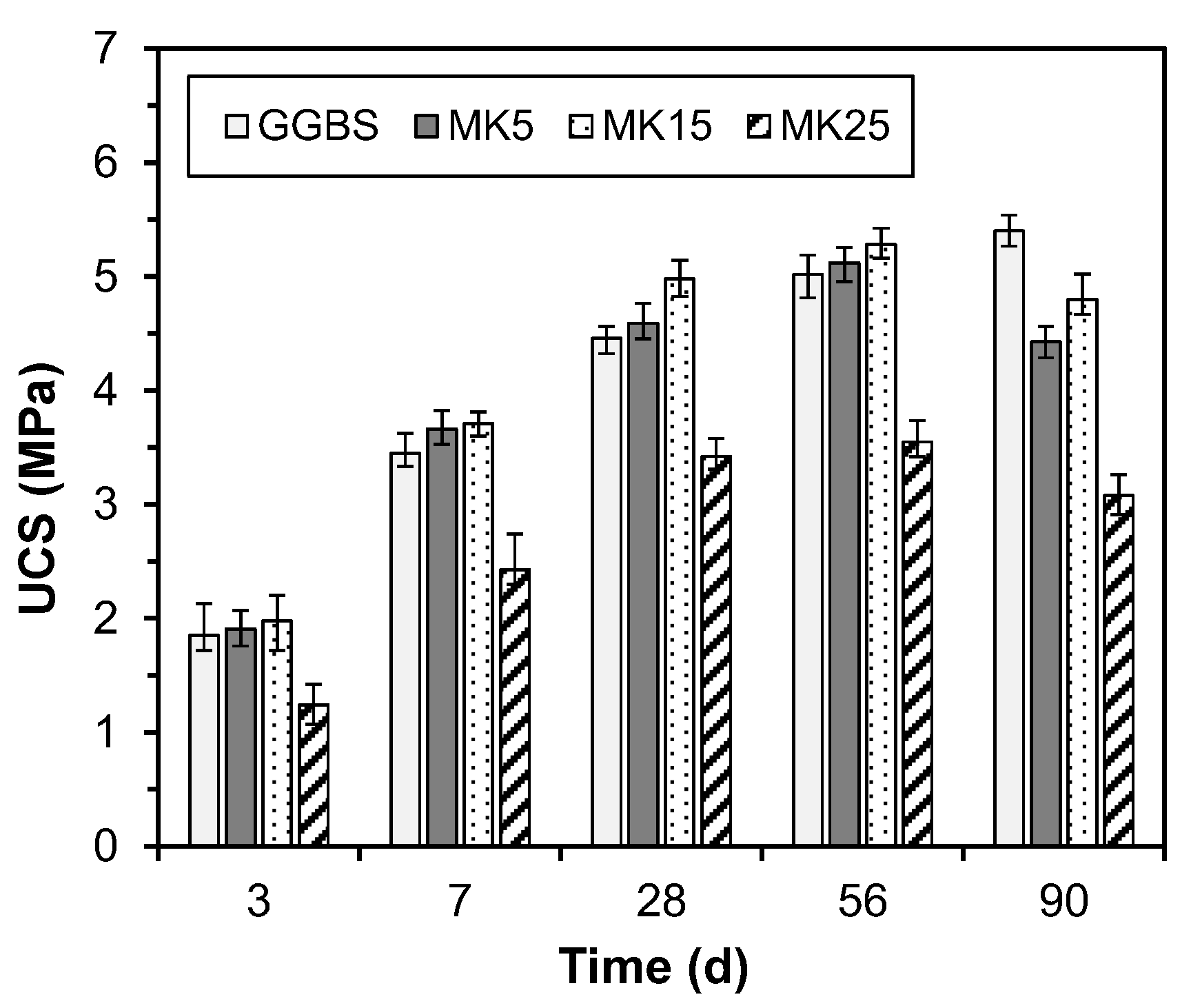
3.2.2. Effect of MK
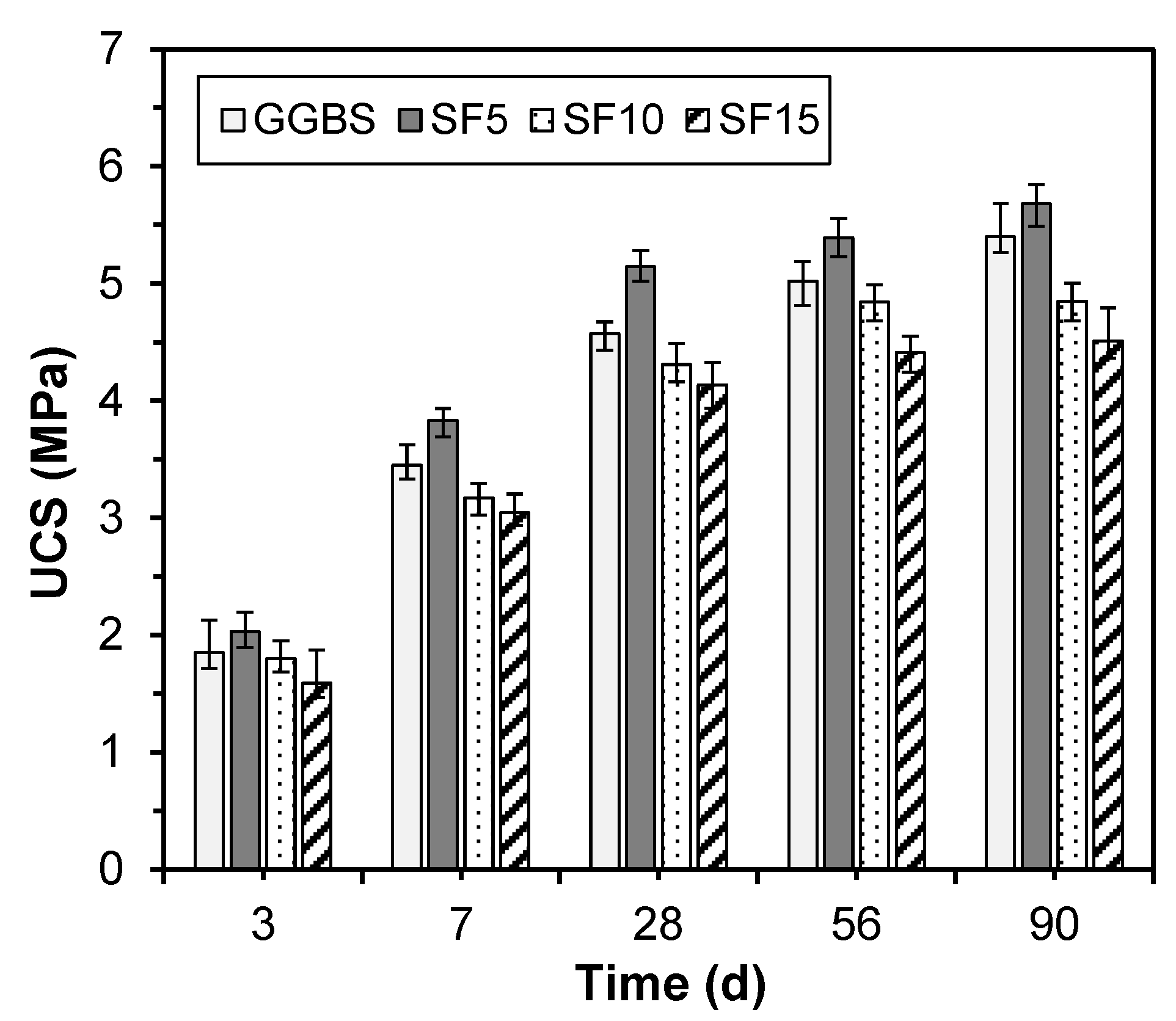
3.2.3. Effects of SF
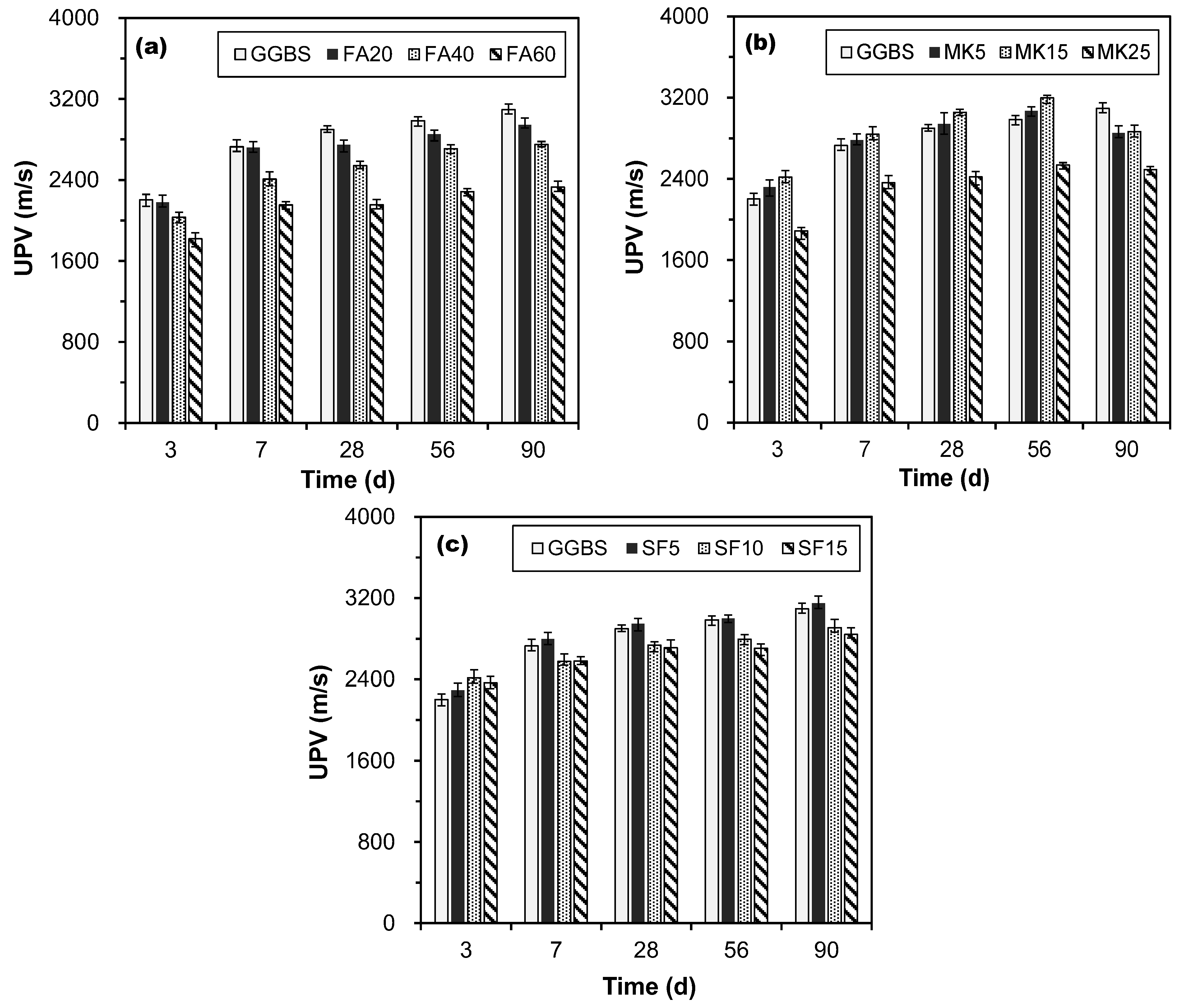
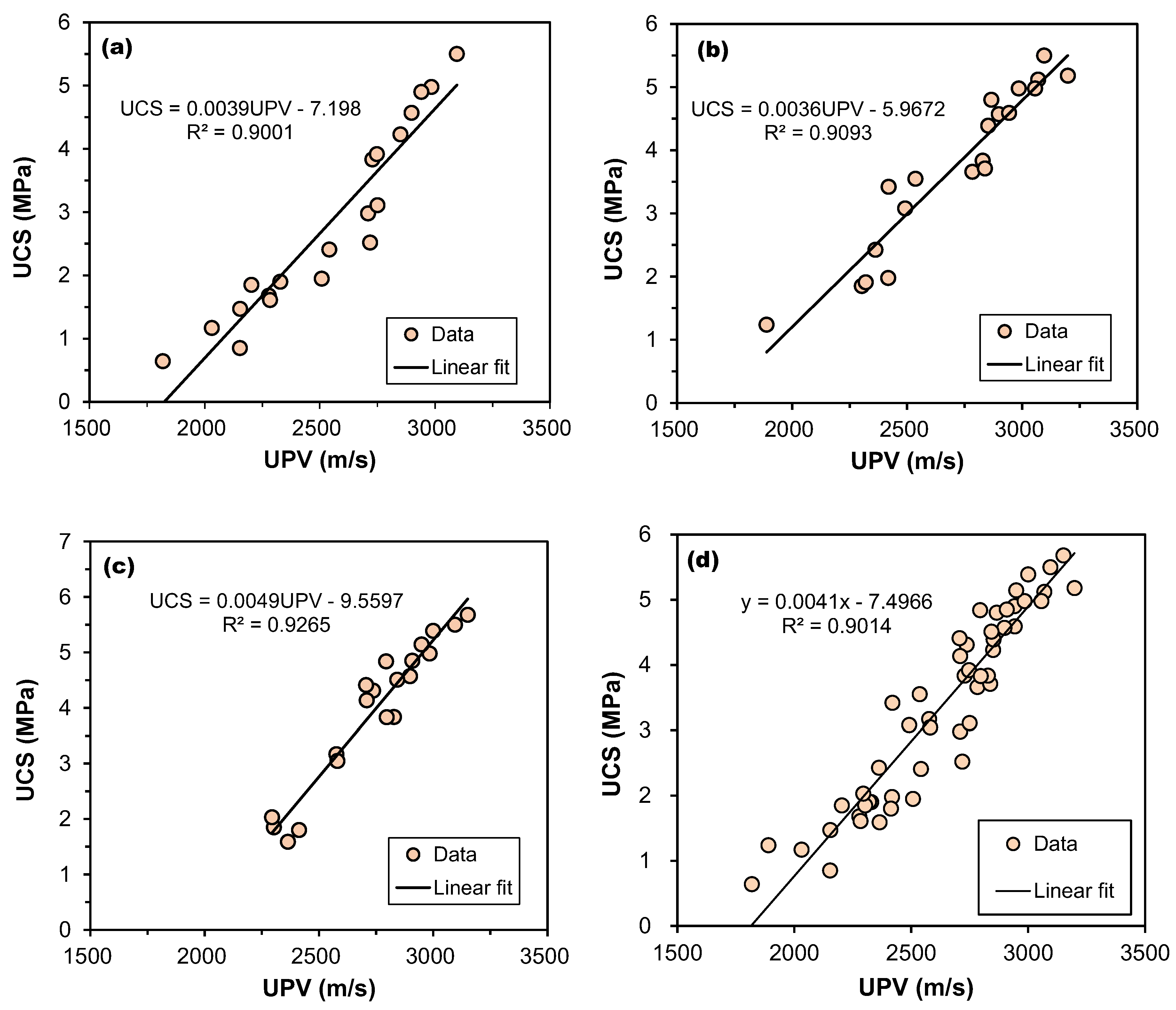
3.3. Ultrasonic Property
4. Conclusions
- Adding FA will reduce the rheological parameters of fresh AAS-CPB and improve fluidity; the larger the replacement amount, the more obvious the improvement effect. However, FA will also decrease the UCS of specimens due to the reduction of CSH in the system.
- As a result of the finer grain size of MK compared to slag, the partial replacement of slag with MK will increase the yield stress and viscosity of fresh AAS-CPB. Slag replacement amounts of 5% and 15% offered an early gain in strength but were detrimental to later strength. This result was attributed to the low gel strength of the admixture caused by Al-rich MK.
- SF will pointedly reduce the rheological evolution of AAS-CPB due to its high specific surface, but at the same time, a small amount of substitution (5%) will also enhance the strength of the specimen. A further increase in SF content will reduce the filling’s strength.
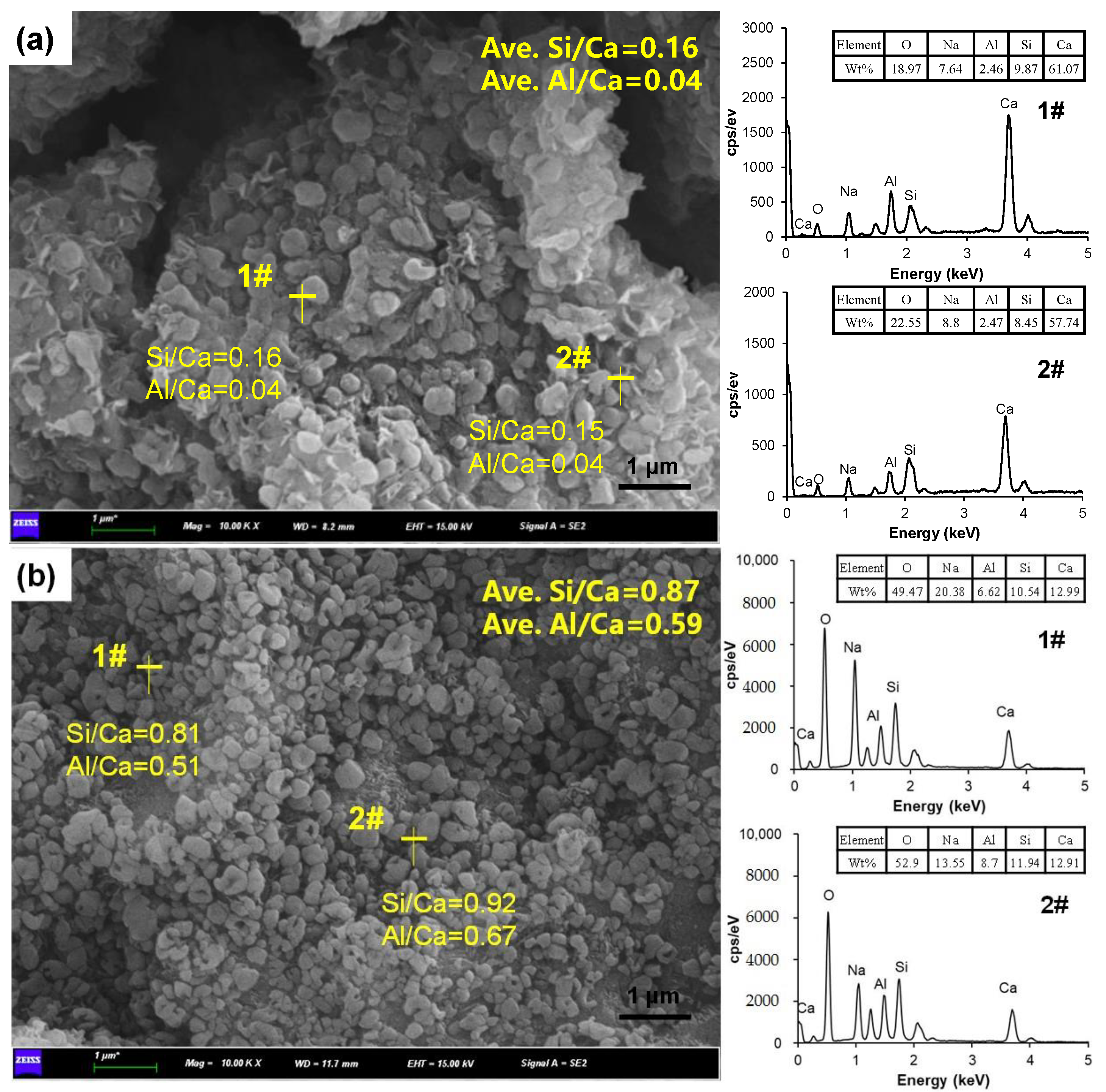
- Replacing GGBS with MK and SF can cause a change in the pore water chemistry, surface chemistry of the particles, and the composition of hydrates, resulting in a variation in the rheological and mechanical properties.
- A linear relationship between the UCS and UPV of AAS-CPB is obtained irrespective of mineral admixture type. The UPV test provides one reliable and accurate way to predict the strength of AAS-CPB with mineral admixtures.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wei, M.; Kong, X.; Huang, J. Current status and suggestions for the disposal of tailing waste in China. Chem. Miner. Process. 2022, 5, 34–38. [Google Scholar] [CrossRef]
- Tiwary, R.K. Environmental Impact of Coal Mining on Water Regime and Its Management. Water Air Soil Pollut. 2001, 132, 185–199. [Google Scholar] [CrossRef]
- Bell, F.G.; Stacey, T.R.; Genske, D.D. Mining subsidence and its effect on the environment: Some differing examples. Environ. Geol. 2000, 40, 135–152. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B.; Alp, I.; Deveci, H. Effect of properties of tailings and binder on the short-and long-term strength and stability of cemented paste backfill. Mater. Lett. 2005, 59, 3703–3709. [Google Scholar] [CrossRef]
- Chen, Q.; Tao, Y.; Feng, Y.; Zhang, Q.; Liu, Y. Utilization of modified copper slag activated by Na(2)SO(4) and CaO for unclassified lead/zinc mine tailings based cemented paste backfill. J. Environ. Manag. 2021, 290, 112608. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Mamadou, F. Strength and self-desiccation of slag-cemented paste backfill at early ages: Link to initial sulphate concentration. Cem. Concr. Compos. 2018, 89, 160–168. [Google Scholar] [CrossRef]
- Qiu, J.; Yang, L.; Xing, J.; Sun, X. Analytical Solution for Determining the Required Strength of Mine Backfill Based on its Damage Constitutive Model. Soil Mech. Found. Eng. 2018, 54, 371–376. [Google Scholar] [CrossRef]
- Zhang, S.; Ren, F.; Zhao, Y.; Qiu, J.; Guo, Z. The effect of stone waste on the properties of cemented paste backfill using alkali-activated slag as binder. Constr. Build. Mater. 2021, 283, 122686. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Ocak, S.; Akyol, Y. Effect of sodium-silicate activated slag at different silicate modulus on the strength and microstructural properties of full and coarse sulphidic tailings paste backfill. Constr. Build. Mater. 2018, 185, 555–566. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Deveci, H.; Erdemir, F. Paste backfill of high-sulphide mill tailings using alkali-activated blast furnace slag: Effect of activator nature, concentration and slag properties. Miner. Eng. 2015, 83, 117–127. [Google Scholar] [CrossRef]
- Yin, S.; Shao, Y.; Wu, A.; Wang, H.; Liu, X.; Wang, Y. A systematic review of paste technology in metal mines for cleaner production in China. J. Clean. Prod. 2020, 247, 119590. [Google Scholar] [CrossRef]
- Yin, S.; Shao, Y.; Wu, A.; Wang, Z.; Yang, L. Assessment of expansion and strength properties of sulfidic cemented paste backfill cored from deep underground stopes. Constr. Build. Mater. 2020, 230, 116983. [Google Scholar] [CrossRef]
- Yin, S.; Shao, Y.; Wu, A.; Wang, Y.; Chen, X. Expansion and strength properties of cemented backfill using sulphidic mill tailings. Constr. Build. Mater. 2018, 165, 138–148. [Google Scholar] [CrossRef]
- Chen, Q.; Sun, S.; Liu, Y.; Qi, C.; Zhou, H.; Zhang, Q. Immobilization and leaching characteristics of fluoride from phosphogypsum-based cemented paste backfill. Int. J. Miner. Metall. Mater. 2021, 28, 1440–1452. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Z.; Wu, A.; Wang, L.; Na, Q.; Cao, C.; Yang, G. Experimental research and numerical simulation of the multi-field performance of cemented paste backfill: Review and future perspectives. Int. J. Miner. Metall. Mater. 2023, 30, 193–208. [Google Scholar] [CrossRef]
- Qi, C.; Fourie, A. Cemented paste backfill for mineral tailings management: Review and future perspectives. Miner. Eng. 2019, 144, 106025. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Shi, X. Modification of carbonate-activated binder for lead-zinc mine tailings based cemented paste backfill. Constr. Build. Mater. 2022, 326, 126871. [Google Scholar] [CrossRef]
- Ouffa, N.; Trauchessec, R.; Benzaazoua, M.; Lecomte, A.; Belem, T. A methodological approach applied to elaborate alkali-activated binders for mine paste backfills. Cem. Concr. Compos. 2022, 127, 104381. [Google Scholar] [CrossRef]
- Simon, D.; Grabinsky, M. Apparent yield stress measurement in cemented paste backfill. Int. J. Min. Reclam. Environ. 2013, 27, 231–256. [Google Scholar] [CrossRef]
- Chen, Q.; Zhu, L.; Wang, Y.; Chen, J.; Qi, C. The carbon uptake and mechanical property of cemented paste backfill carbonation curing for low concentration of CO2. Sci. Total Env. 2022, 852, 158516. [Google Scholar] [CrossRef]
- Chen, Q.; Luo, K.; Wang, Y.; Li, X.; Zhang, Q.; Liu, Y. In-situ stabilization/solidification of lead/zinc mine tailings by cemented paste backfill modified with low-carbon bentonite alternative. J. Mater. Res. Technol. 2022, 17, 1200–1210. [Google Scholar] [CrossRef]
- Yan, B.; Jia, H.; Yilmaz, E.; Lai, X.; Shan, P.; Hou, C. Numerical study on microscale and macroscale strength behaviors of hardening cemented paste backfill. Constr. Build. Mater. 2022, 321, 126327. [Google Scholar] [CrossRef]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Turan, A.; Deveci, H. Utilisation of alkali-activated blast furnace slag in paste backfill of high-sulphide mill tailings: Effect of binder type and dosage. Miner. Eng. 2012, 30, 33–43. [Google Scholar] [CrossRef]
- Yin, S.; Wu, A.; Hu, K.; Wang, Y.; Zhang, Y. The effect of solid components on the rheological and mechanical properties of cemented paste backfill. Miner. Eng. 2012, 35, 61–66. [Google Scholar] [CrossRef]
- Liu, L.; Xin, J.; Huan, C.; Zhao, Y.-J.; Fan, X.; Guo, L.-J.; Song, K.-I. Effect of curing time on the mesoscopic parameters of cemented paste backfill simulated using the particle flow code technique. Int. J. Miner. Metall. Mater. 2021, 28, 590–602. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, H.; Feng, Y.; Wang, D.; Su, H.; Li, X. Rheological and physicomechanical properties of rod milling sand-based cemented paste backfill modified by sulfonated naphthalene formaldehyde condensate. Int. J. Miner. Metall. Mater. 2023, 30, 225–235. [Google Scholar] [CrossRef]
- Wu, A.; Ruan, Z.; Wang, J. Rheological behavior of paste in metal mines. Int. J. Miner. Metall. Mater. 2022, 29, 717–726. [Google Scholar] [CrossRef]
- Qi, C.; Ly, H.; Yang, X.; Guo, L.; Thai Pham, B. Improved strength prediction of cemented paste backfill using a novel model based on adaptive neuro fuzzy inference system and artificial bee colony. Constr. Build. Mater. 2021, 284, 122857. [Google Scholar] [CrossRef]
- Cao, S.; Zheng, D.; Yilmaz, E.; Yin, Z.; Xue, G.; Yang, F. Strength development and microstructure characteristics of artificial concrete pillar considering fiber type and content effects. Constr. Build. Mater. 2020, 256, 119408. [Google Scholar] [CrossRef]
- Li, J.; Cao, S.; Yilmaz, E.; Liu, Y. Compressive fatigue behavior and failure evolution of additive fiber-reinforced cemented tailings composites. Int. J. Miner. Metall. Mater. 2022, 29, 345–355. [Google Scholar] [CrossRef]
- Tariq, A.; Yanful, E.K. A review of binders used in cemented paste tailings for underground and surface disposal practices. J. Environ. Manag. 2013, 131, 138–149. [Google Scholar] [CrossRef] [PubMed]
- Yang, K.; Cho, A.; Song, J.; Nam, S. Hydration products and strength development of calcium hydroxide-based alkali-activated slag mortars. Constr. Build. Mater. 2012, 29, 410–419. [Google Scholar] [CrossRef]
- McCaffrey, R. Climate Change and the Cement Industry. Glob. Cem. Lime Mag. (Environ. Spec. Issue) 2002, 15–19. [Google Scholar]
- Zhou, N.; Dong, C.; Zhang, J.; Meng, G.; Cheng, Q. Influences of mine water on the properties of construction and demolition waste-based cemented paste backfill. Constr. Build. Mater. 2021, 313, 125492. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Alkali-activated binders: A review: Part 1. Historical background, terminology, reaction mechanisms and hydration products. Constr. Build. Mater. 2008, 22, 1305–1314. [Google Scholar] [CrossRef] [Green Version]
- Xue, G.; Yilmaz, E.; Song, W.; Cao, S. Compressive Strength Characteristics of Cemented Tailings Backfill with Alkali-Activated Slag. Appl. Sci. 2018, 8, 1537. [Google Scholar] [CrossRef] [Green Version]
- Edmeades, R.M.; Hewlett, P.C. 15-Cement Admixtures. In Lea’s Chemistry of Cement and Concrete, 4th ed.; Hewlett, P.C., Ed.; Butterworth-Heinemann: Oxford, UK, 1998; pp. 841–905. [Google Scholar] [CrossRef]
- Patzelt, N.D. Finish grinding of slag. World Cem. 1993, 24, 51–58. [Google Scholar]
- Committee, A.C.I. Ground Granulated Blast-Furnace Slag as a Cementitious Constituent in Concrete. ACI Mater. J. 1987, 84, 327–342. [Google Scholar] [CrossRef] [Green Version]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; San Nicolas, R.; Hamdan, S.; van Deventer, J.S.J. Modification of phase evolution in alkali-activated blast furnace slag by the incorporation of fly ash. Cem. Concr. Compos. 2014, 45, 125–135. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials; MC Graw Hill India: New York, NY, USA, 2005. [Google Scholar]
- Vivek, S.S.; Dhinakaran, G. 18-Strength and microstructure properties of self-compacting concrete using mineral admixtures. Case study I. In Handbook of Sustainable Concrete and Industrial Waste Management; Colangelo, F., Cioffi, R., Farina, I., Eds.; Woodhead Publishing: Sawston, UK, 2022; pp. 387–405. [Google Scholar] [CrossRef]
- Siddique, R.; Kunal; Mehta, A. 11-Utilization of industrial by-products and natural ashes in mortar and concrete development of sustainable construction materials. In Nonconventional and Vernacular Construction Materials, 2nd ed.; Harries, K.A., Sharma, B., Eds.; Woodhead Publishing: Sawston, UK, 2020; pp. 247–303. [Google Scholar] [CrossRef]
- Collins, F.; Sanjayan, J.G. Effects of ultra-fine materials on workability and strength of concrete containing alkali-activated slag as the binder. Cem. Concr. Res. 1999, 29, 459–462. [Google Scholar] [CrossRef]
- Messina, F.; Ferone, C.; Colangelo, F.; Cioffi, R. Low temperature alkaline activation of weathered fly ash: Influence of mineral admixtures on early age performance. Constr. Build. Mater. 2015, 86, 169–177. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Rose, V.; Mejía de Gutierrez, R. Evolution of binder structure in sodium silicate-activated slag-metakaolin blends. Cem. Concr. Compos. 2011, 33, 46–54. [Google Scholar] [CrossRef]
- Rashad, A.M.; Khalil, M.H. A preliminary study of alkali-activated slag blended with silica fume under the effect of thermal loads and thermal shock cycles. Constr. Build. Mater. 2013, 40, 522–532. [Google Scholar] [CrossRef]
- Jiang, H.; Yi, H.; Yilmaz, E.; Liu, S.; Qiu, J. Ultrasonic evaluation of strength properties of cemented paste backfill: Effects of mineral admixture and curing temperature. Ultrasonics 2020, 100, 105983. [Google Scholar] [CrossRef] [PubMed]
- Nath, P.; Sarker, P.K. Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Kwan, A. Triple Blending with Fly Ash Microsphere and Condensed Silica Fume to Improve Performance of Cement Paste. J. Mater. Civ. Eng. 2013, 25, 618–626. [Google Scholar] [CrossRef]
- Yang, T.; Zhu, H.; Zhang, Z.; Gao, X.; Zhang, C.; Wu, Q. Effect of fly ash microsphere on the rheology and microstructure of alkali-activated fly ash/slag pastes. Cem. Concr. Res. 2018, 109, 198–207. [Google Scholar] [CrossRef]
- Sonebi, M.; Lachemi, M.; Hossain, K.M.A. Optimisation of rheological parameters and mechanical properties of superplasticised cement grouts containing metakaolin and viscosity modifying admixture. Constr. Build. Mater. 2013, 38, 126–138. [Google Scholar] [CrossRef]
- Güllü, H.; Ali Agha, A. The rheological, fresh and strength effects of cold-bonded geopolymer made with metakaolin and slag for grouting. Constr. Build. Mater. 2021, 274, 122091. [Google Scholar] [CrossRef]
- Haiqiang, J.; Fall, M.; Cui, L. Yield stress of cemented paste backfill in sub-zero environments: Experimental results. Miner. Eng. 2016, 92, 141–150. [Google Scholar] [CrossRef]
- Diamond, S.; Sahu, S. Densified silica fume: Particle sizes and dispersion in concrete. Mater. Struct. 2006, 39, 849–859. [Google Scholar] [CrossRef]
- Nochaiya, T.; Wongkeo, W.; Chaipanich, A. Utilization of fly ash with silica fume and properties of Portland cement–fly ash–silica fume concrete. Fuel 2010, 89, 768–774. [Google Scholar] [CrossRef]
- Ma, B.G.; Li, J.Z.; Peng, J. Influence of Mineral Admixtures on Mechanical Properties of High-Performance Concrete. J. Wuhan Univ. Techno. 1999, 14, 1–7. [Google Scholar]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Puertas, F.; Martnez-Ramrez, S.; Alonso, S.; Vázquez, T. Alkali-activated fly ash/slag cements: Strength behaviour and hydration products. Cem. Concr. Res. 2000, 30, 1625–1632. [Google Scholar] [CrossRef]
- Fernández, Á.; García Calvo, J.L.; Alonso, M.C. Ordinary Portland Cement composition for the optimization of the synergies of supplementary cementitious materials of ternary binders in hydration processes. Cem. Concr. Compos. 2018, 89, 238–250. [Google Scholar] [CrossRef]
- Alanazi, H.; Hu, J.; Kim, Y.-R. Effect of slag, silica fume, and metakaolin on properties and performance of alkali-activated fly ash cured at ambient temperature. Constr. Build. Mater. 2019, 197, 747–756. [Google Scholar] [CrossRef]
- Bernal, S.A.; Mejía de Gutiérrez, R.; Provis, J.L. Engineering and durability properties of concretes based on alkali-activated granulated blast furnace slag/metakaolin blends. Constr. Build. Mater. 2012, 33, 99–108. [Google Scholar] [CrossRef]
- Bernal, S.A. Carbonatación en Concretos Produci-Dos a Partir de Sistemas Binarios de una Escoria Siderúrgicay un Metacaolin Activados Alcalinamente. Ph.D. Thesis, Universidad del Valle, Cali, Colombia, 2009. [Google Scholar]
- Buchwald, A.; Hilbig, H.; Kaps, C. Alkali-activated metakaolin-slag blends—Performance and structure in dependence of their composition. J. Mater. Sci. 2007, 42, 3024–3032. [Google Scholar] [CrossRef]
- Burciaga-Díaz, O.; Escalante-García, J.I.; Arellano-Aguilar, R.; Gorokhovsky, A. Statistical Analysis of Strength Development as a Function of Various Parameters on Activated Metakaolin/Slag Cements. J. Am. Ceram. Soc. 2010, 93, 541–547. [Google Scholar] [CrossRef]
- Tänzer, R.; Buchwald, A.; Stephan, D. Effect of slag chemistry on the hydration of alkali-activated blast-furnace slag. Mater. Struct. 2014, 48, 629–641. [Google Scholar] [CrossRef] [Green Version]
- Burciaga-Díaz, O.; Magallanes-Rivera, R.X.; Escalante-García, J.I. Alkali-activated slag-metakaolin pastes: Strength, structural, and microstructural characterization. J. Sustain. Cem.-Based Mater. 2013, 2, 111–127. [Google Scholar] [CrossRef]
- Rostami, M.; Behfarnia, K. The effect of silica fume on durability of alkali activated slag concrete. Constr. Build. Mater. 2017, 134, 262–268. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A.; Moeini, M.A. Mechanical and durability properties of alkali activated slag coating mortars containing nanosilica and silica fume. Constr. Build. Mater. 2018, 163, 611–621. [Google Scholar] [CrossRef]
- Li, L.; Ali, H.A.; Lu, J.-X.; Poon, C.S. Role of silica fume in alkali-activated slag/glass powder paste. Constr. Build. Mater. 2022, 356, 129189. [Google Scholar] [CrossRef]
- Yılmaz, T.; Ercikdi, B. Predicting the uniaxial compressive strength of cemented paste backfill from ultrasonic pulse velocity test. Nondestruct. Test. Eval. 2015, 31, 247–266. [Google Scholar] [CrossRef]
- Cao, S.; Song, W. Effect of filling interval time on the mechanical strength and ultrasonic properties of cemented coarse tailing backfill. Int. J. Miner. Process. 2017, 166, 62–68. [Google Scholar] [CrossRef]
- Xu, S.; Suorineni, F.T.; Li, K.; Li, Y. Evaluation of the strength and ultrasonic properties of foam-cemented paste backfill. Int. J. Min. Reclam. Environ. 2016, 31, 544–557. [Google Scholar] [CrossRef]
- Yilmaz, T.; Ercikdi, B.; Karaman, K.; Kulekci, G. Assessment of strength properties of cemented paste backfill by ultrasonic pulse velocity test. Ultrasonics 2014, 54, 1386–1394. [Google Scholar] [CrossRef]
- Jiang, H.; Han, J.; Li, Y.; Yilmaz, E.; Sun, Q.; Liu, J. Relationship between ultrasonic pulse velocity and uniaxial compressive strength for cemented paste backfill with alkali-activated slag. Nondestruct. Test. Eval. 2019, 35, 359–377. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
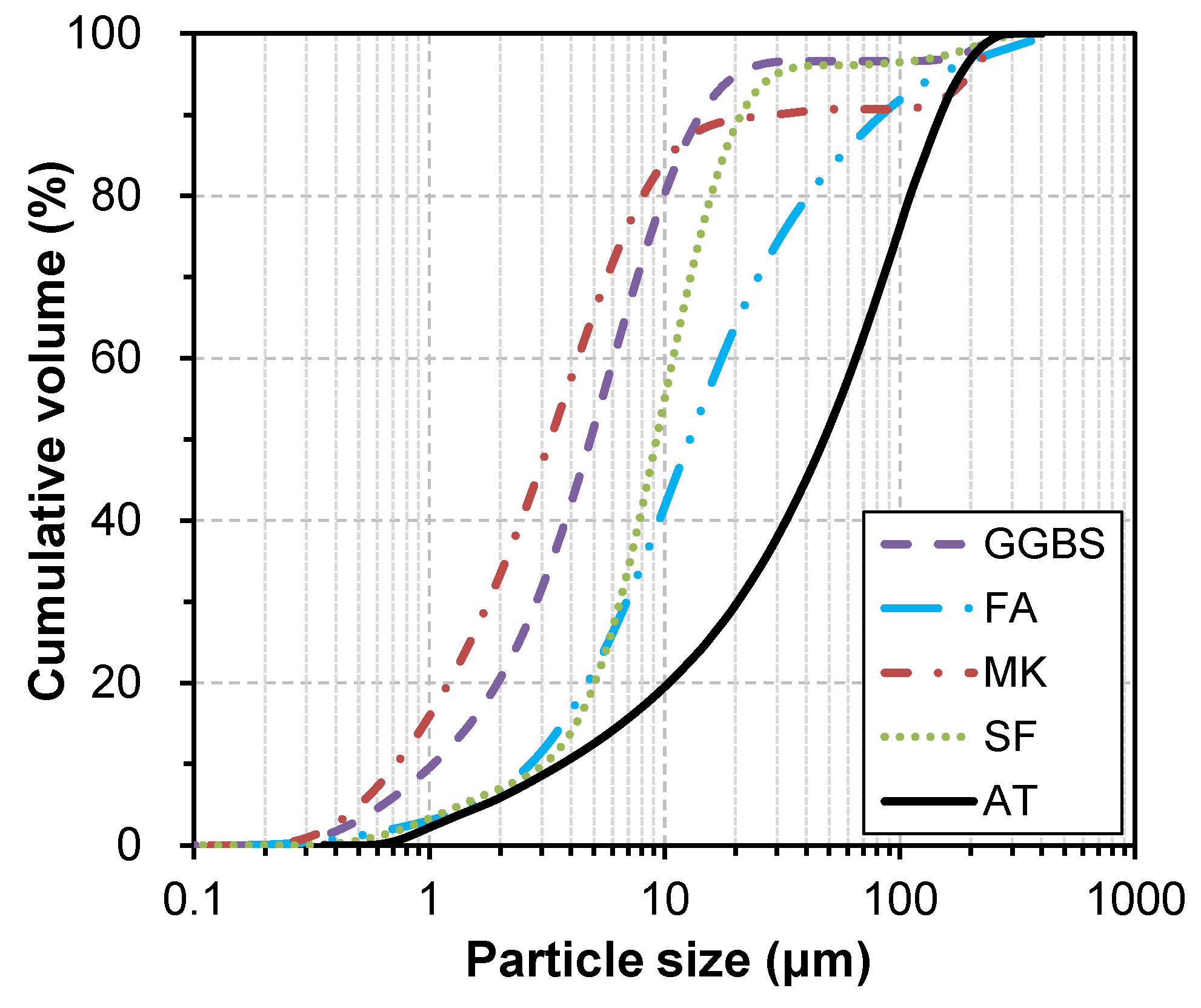
| Type | D10 (μm) | D30 (μm) | D50 (μm) | D60 (μm) | D90 (μm) | Uniformity Coefficient | Curvature Coefficient | Specific Surface Area (m2/kg) | Specific Gravity (-) | 28 d Pozzolanic Strength Index (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| AT | 3.71 | 20.7 | 48.7 | 64.1 | 147 | 17.28 | 1.80 | 117 | 2.73 | - |
| GGBS | 1.09 | 2.88 | 4.84 | 6.17 | 14.22 | 5.66 | 1.23 | 426 | 2.91 | 96.2 |
| FA | 2.87 | 7.01 | 12.83 | 16.13 | 52.83 | 6.21 | 1.01 | 322 | 2.01 | 68.7 |
| MK | 0.72 | 1.90 | 2.50 | 4.36 | 10.21 | 6.06 | 1.15 | 491 | 2.53 | 94.3 |
| SF | 2.94 | 6.51 | 9.22 | 12.08 | 21.12 | 4.1 | 1.32 | 21,054 | 2.17 | 88.4 |
| Chemical Composition (%) | GGBS | FA | MK | SF |
|---|---|---|---|---|
| Calcium oxide (CaO) | 34.66 | 6.69 | 0.12 | 0.38 |
| Silicon dioxide (SiO2) | 30.04 | 52.45 | 46.71 | 97.51 |
| Aluminum oxide (Al2O3) | 13.54 | 29.35 | 50.47 | 0.16 |
| Magnesium oxide (MgO) | 7.07 | 0.83 | 0.12 | 0.88 |
| Ferric oxide (Fe2O3) | 7.07 | 5.93 | 0.41 | - |
| Potassium oxide (K2O) | 0.31 | 1.07 | 0.11 | 0.29 |
| Sodium oxide (Na2O) | 0.33 | 0.89 | 0.28 | 0.33 |
| Phosphorus pentoxide (P2O5) | - | 0.24 | 0.38 | 0.25 |
| Titanium oxide (TiO2) | 0.57 | 1.24 | 1.19 | - |
| Sulfur trioxide (SO3) | 0.83 | 0.74 | - | - |
| Manganese oxide (MnO2) | 0.13 | - | - | - |
| Loss-on-ignition (LOI) | 0.39 | 4.41 | 4.0 | 1.5 |
| Mix No. | Binder Proportions (%) | Binder Content α (%) | Solid Concentration β (%) | Activator Concentration χ (-) | Silica Modulus (-) | |||
|---|---|---|---|---|---|---|---|---|
| Slag | Mineral Admixture | |||||||
| FA | MK | SF | ||||||
| GGBS | 100 | 0 | 0 | 0 | 10 | 77 | 0.3 | 0.34 |
| FA20 | 80 | 20 | 0 | 0 | ||||
| FA40 | 60 | 40 | 0 | 0 | ||||
| FA60 | 40 | 60 | 0 | 0 | ||||
| MK5 | 95 | 0 | 5 | 0 | ||||
| MK15 | 85 | 0 | 15 | 0 | ||||
| MK25 | 75 | 0 | 25 | 0 | ||||
| SF5 | 95 | 0 | 0 | 5 | ||||
| SF10 | 90 | 0 | 0 | 10 | ||||
| SF15 | 85 | 0 | 0 | 15 | ||||
| Mixtures | Mineral Admixture | tcomputed | ttabulated | Fcomputed | Ftabulated |
|---|---|---|---|---|---|
| All specimens | FA, MK, SF | 18.36877 | 2.002 | 121.65934 | 1.662 |
| AAS-CPB with FA | FA | 8.10443 | 2.093 | 42.2938 | 2.168 |
| AAS-CPB with MK | MK | 12.59867 | 31.69466 | ||
| AAS-CPB with SF | SF | 13.27459 | 32.35564 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, X.; Gu, X.; Wang, Z.; Xu, S.; Jiang, H.; Yilmaz, E. Admixture Effects on the Rheological/Mechanical Behavior and Micro-Structure Evolution of Alkali-Activated Slag Backfills. Minerals 2023, 13, 30. https://doi.org/10.3390/min13010030
Ji X, Gu X, Wang Z, Xu S, Jiang H, Yilmaz E. Admixture Effects on the Rheological/Mechanical Behavior and Micro-Structure Evolution of Alkali-Activated Slag Backfills. Minerals. 2023; 13(1):30. https://doi.org/10.3390/min13010030
Chicago/Turabian StyleJi, Xubo, Xiaozhong Gu, Zhuoran Wang, Shuai Xu, Haiqiang Jiang, and Erol Yilmaz. 2023. "Admixture Effects on the Rheological/Mechanical Behavior and Micro-Structure Evolution of Alkali-Activated Slag Backfills" Minerals 13, no. 1: 30. https://doi.org/10.3390/min13010030