1. Introduction
Paste backfill is used in underground mines to fill voids left by previously mined stopes and is transported via pipelines. Rheology is among the most important properties in the paste backfill to determine its transportability and flowability. Rheometry is a general term that comprises the measurement of rheological properties, while viscometry is specific to viscosity measurements. In non-Newtonian fluids, the viscosity is dependent on both shear stress and shear rate and is termed apparent viscosity . Unlike Newtonian fluids, multiple rheological parameters are required to define the relationship between shear stress and shear rate for a non-Newtonian fluid.
Benzaazoua et al., 2004 [
1] classifies two types of parameters that influence mechanical properties of pastefill: (i) macroscopic properties that include all phenomena occurring at the scale of a stope filled with pastefill and its interaction with adjacent rock such as pastefill–rock interface, drainage, and cracks; and (ii) microscopic properties that include the pastefill components (tailings, water, and binder) and their changes during the curing process.
Paste backfill, a yield-stress fluid, can be characterized as a Herschel-Bulkley fluid [
2,
3]. However, Herschel-Bulkley being a three-parameter model, is complicated to solve, and the non-Newtonian Bingham plastic model is more commonly used [
4,
5]. Two material properties of consequence for the design of paste backfill flow are yield stress and plastic viscosity. When the yield stress of a Bingham fluid is exceeded by applying stress, the fluid flows as an accurate viscous material with a finite viscosity. Of the numerous methods available to determine rheology, vane rheometer and slump tests are commonly used to determine yield stress. In contrast, cup and bob viscometer and flow loop tests are employed to determine both yield stress and plastic viscosity. The history of these tests and their development are discussed below.
The cup and bob viscometer setup involves a cylindrical bob rotating inside a coaxial cylindrical cup with the test material placed in the annulus between the two. The measurement is the torque required to rotate the bob at an angular velocity and this data is related to the shear stress and shear rate. The shear-stress-shear-rate rheogram is then related to the preferred non-Newtonian fluid models to determine the yield stress and plastic viscosity.
A disadvantage experienced with the cup and bob viscometer is the potential for the development of plug flow on the wall of the cup. At low shear rates, the shear stress close to the bob will be sufficiently higher than the critical yield stress, but near the cup, it may be below the point. This results in the development of a solid plug while the bob rotates. The annulus between the cup and bob can be minimized as much as possible to overcome this. Another possible error in this method is the development of slip due to the cylinder’s smooth surface and a small gap between cup and bob. When testing a multiphase fluid such as paste backfill, phase separation along the cylinder wall leads to wall slip [
6,
7]. The flow near the cylinder wall moves easily and forms a lubrication layer. The particle concentration is zero near the wall and rises rapidly away from the wall until it reaches the bulk concentration. This phenomenon of lower concentration is called wall depletion or slip and is about five particle diameters thick.
Some studies proposed roughening the cylindrical walls or profiling the wall with cylindrical grooves at right angles to the direction of shear to eliminate slip effects [
7,
8,
9,
10]. Increasing the gap between cup and bob is believed to reduce the slip effects at the wall as well [
11].
Krieger and Maron, 1952 [
12], claimed that in an infinite cup, the material in the cup does not behave as a fluid throughout. A solid-like behavior is seen in regions where the shear stress experienced is below the yield point. Jacobsen, 1974 [
13], found the yield point of a fluid in an infinite medium by evaluating from the bob to the critical radius was the same as that proposed by Krieger and Maron, 1952 [
12], who evaluated from the bob to the cup.
Zengeni et al., 2012 [
14], claimed the cup and bob method to be unreliable for yield stresses above 100 Pa. They proposed a method to measure the rheology by using a bob in an infinite cup that is at least twice the diameter of the bob and twice the height of the bob. They compared their results with the conventional cup and bob, vane in an infinite cup and a pipe loop test. They found close agreement at low viscosity mixtures and lesser agreement as the solid concentration increased.
The vane was first used in soil mechanics to measure shear strength [
15,
16], and has since been adapted as a reliable technique for yield-stress measurement in high concentration non-Newtonian slurries [
6,
17].
The vane rheometer consists of a star-shaped impeller that is designed to eliminate slip between the sample fluid and the vane geometry. The study by Saak et al., 2001 [
18] on the influence of wall slip in cement pastes claimed that concentric cylinders suffer from a slip during yield-stress measurements due to the formation of a slip layer at the walls of the cylinders as the shear stress approaches the yield point. The vane eliminates this since shearing occurs within the material and not at the walls. When the vane rotates, the material in between the blades is trapped within a circular cylinder confined by the blades’ tips. The shear stress is evenly distributed over the cylinder surface and the rotating vane behaves like a solid cylinder without slip [
19].
Liddel and Boger, 1996 [
20], studied the effects of rotational speed in a stress-controlled and rate-controlled mode for yield-stress measurement using vane. They noticed an upper limit for the rotational speed, beyond which the measured yield stress increased with increasing rotational speed. This was because the network bonds holding the fluid together stretches beyond its elastic limit and pulls apart rapidly without a possibility for relaxation at high speeds. Mizani and Simms, 2016, [
21] compared yield stresses from different rheometric techniques. They found some consistency when increasing shear stress and shear rate for a 90–125 Pa value and larger discrepancies by lowering them.
Chandler, 1986, [
22] first adapted the slump test to cylindrical geometries but fell short in giving an analytical relationship between slump height and yield stress. Since then, numerous works have been carried out to provide relationships between slump height and yield stress for different mold geometries and materials [
23,
24]. Pashias et al., 1996, [
25] developed a technique to determine yield stress for high-volume fraction-concentrated mine tailings using cylindrical frustums for slump tests. They conducted slump tests on three suspensions and related them to values obtained from rotational vane tests arriving at an expression to predict yield stress. Chao et al., 2020, [
26] found that the slump reduced as the solid content increased, while the cement to tailing ratio was kept constant. Niu et al., 2022, [
27] used machine learning to predict the rheological parameters of paste backfill. Wu et al., 2022, [
28] reviewed the characteristics and rheology of cemented paste backfill. One of their conclusions is that a standard for measuring the rheological properties of paste backfill should be established. Dikonda et al., 2021, [
29] evaluated the effect of specific mixing energy to the rheological properties of paste backfill. Silva et al., 2021, [
30] compared slump, flow table spread, fall cone, and vane technique to measure the rheological properties of paste backfill. They concluded that the fall cone test resulted in best correlation measurement of dry content and of yield-stress measurements using a viscometer and rheometer.
Researchers have turned their attention to validating slump experiments numerically using computational fluid dynamics in recent years. Roussel and Coussot, 2005, [
31] compared the slump results from the ASTM mini cone with numerical simulations. They could predict experimental results with good agreement for the range of yield stresses tested, assuming a pure shear flow with neglected inertia effects. They further state that their results hold good for a yield-stress material that can be considered a continuum. The presence of a granular phase makes the rheological analysis of slump or spread test in terms of a single intrinsic constitutive equation impossible [
32]. The cylindrical and conical slump tests concluded that the cylinder accurately predicts the material yield stress while being less mathematically intensive. They also compared the yield-stress values with vane test results for dimensionless yield-stress values above 0.2 (dimensionless slump values less than 0.25) and observed that the yield-stress value increased with an increase in cylinder heights. They concluded this phenomenon was because both slump and yield-stress values were converted to dimensionless quantities by dividing with mold height
and a change in height will affect both quantities.
Bouvet et al., 2010, [
33] used a numerical approach to study the global flow behavior of Portland cement pastes. They suggested that surface tension effects were significant for low yield-stress fluids. At yield stresses above 20 Pa, they observed less agreement between spread and yield stress. Gao and Fourie, 2015, [
34,
35] conducted tests on low viscosity and yield-stress kaolin pastes and observed spread to be a more effective means of determining yield stress over the slump. They concluded from numerical simulations at different mold-lifting velocities that the lifting velocity had a greater impact on the slump than the spread. They claimed this effect is less significant in high viscosity and yield-stress materials. However, this is in contradiction to previous sensitivity tests carried out that indicated that the slump is independent of lift rate [
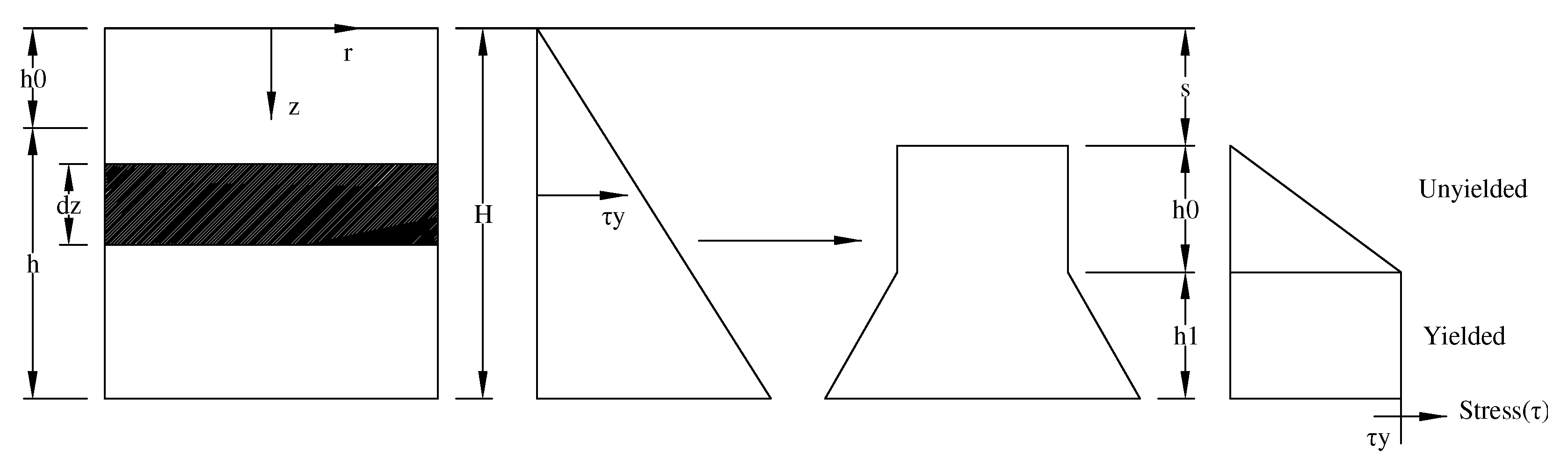
32]. In our study, we assume the lift velocity of the mold does not affect the slump and ignore the effects of inertia and viscosity. For high-viscosity and yield-stress fluids such as paste backfill, the yielding regions in the sample stop flowing when the Von mises yield criterion is met and the unyielded regions keep their initial shape [
31].
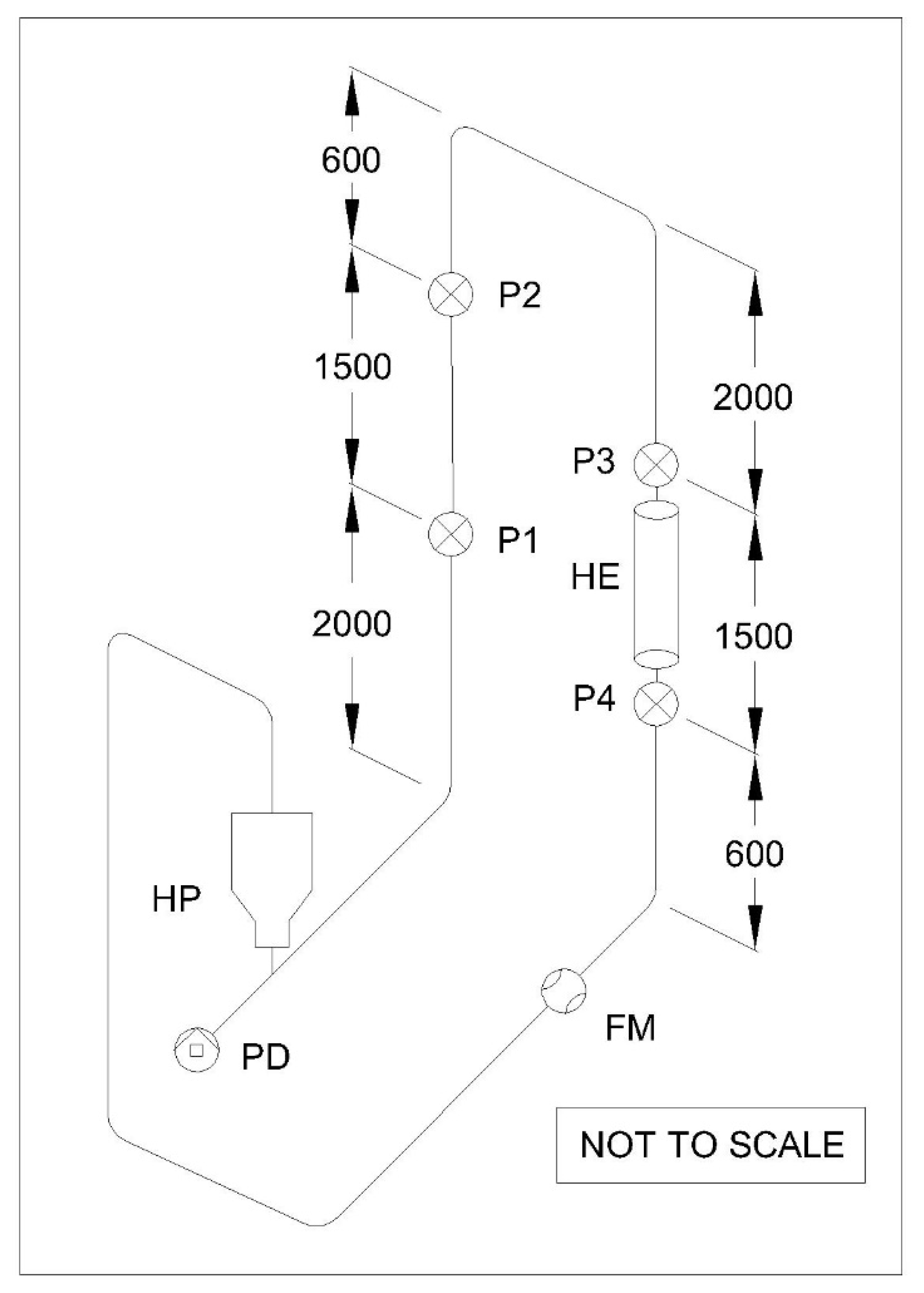
The flow pipe loop test is a small-scale laboratory-level experiment performed to measure the pressure drop across closed loop pipelines. The pressure drop is used to determine the wall shear stress developed during the flow. In combination with the Buckingham–Reiner transformation and Darcy-Weisbach equation for shear rate, the yield stress and plastic viscosity for a non-Newtonian fluid can be determined. This method is highly accurate but is not widely used due to the expensive nature of the experimental setup.
Over the years, this test has been adopted for determining rheological properties of cemented paste backfill or other non-Newtonian fluids by predicting pressure drop in pipelines and through regression analysis at various solid concentrations and mineral compositions. Wang et al., 2004, [
36] conducted tests to determine the rheology of cemented tailings from a Chinese nickel mine. They found good agreement between the regression curve developed through mathematical relationships and test results by assuming the fluid to be Bingham. Senapati and Mishra, 2012, [
37] studied the rheology of high concentration fly ash-bottom ash mixture slurry in pipelines using the power-law model. They found a good agreement between the predicted pressure loss and experimental values. Recently, Wu et al. [
38] conducted flow loop tests with cemented coal gangue-fly ash backfill (CGFB) and studied the effects of solid concentration, ratios of different components to pressure drop and transportability. Wu et al. [
39] conducted flow loop tests to study the effects of volumetric flow rate, pipe diameter, and solid concentration. They found good agreement with their CFD results.
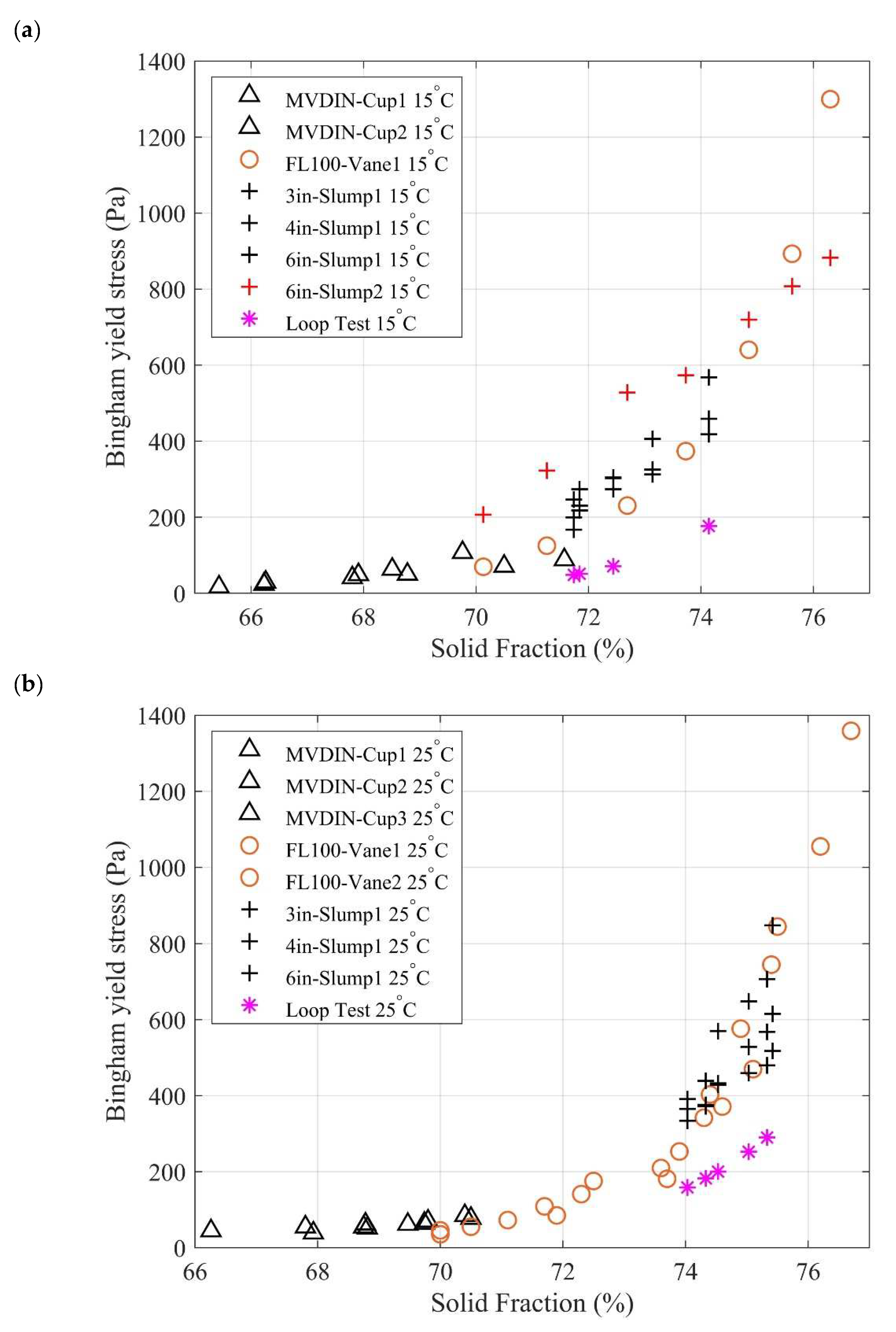
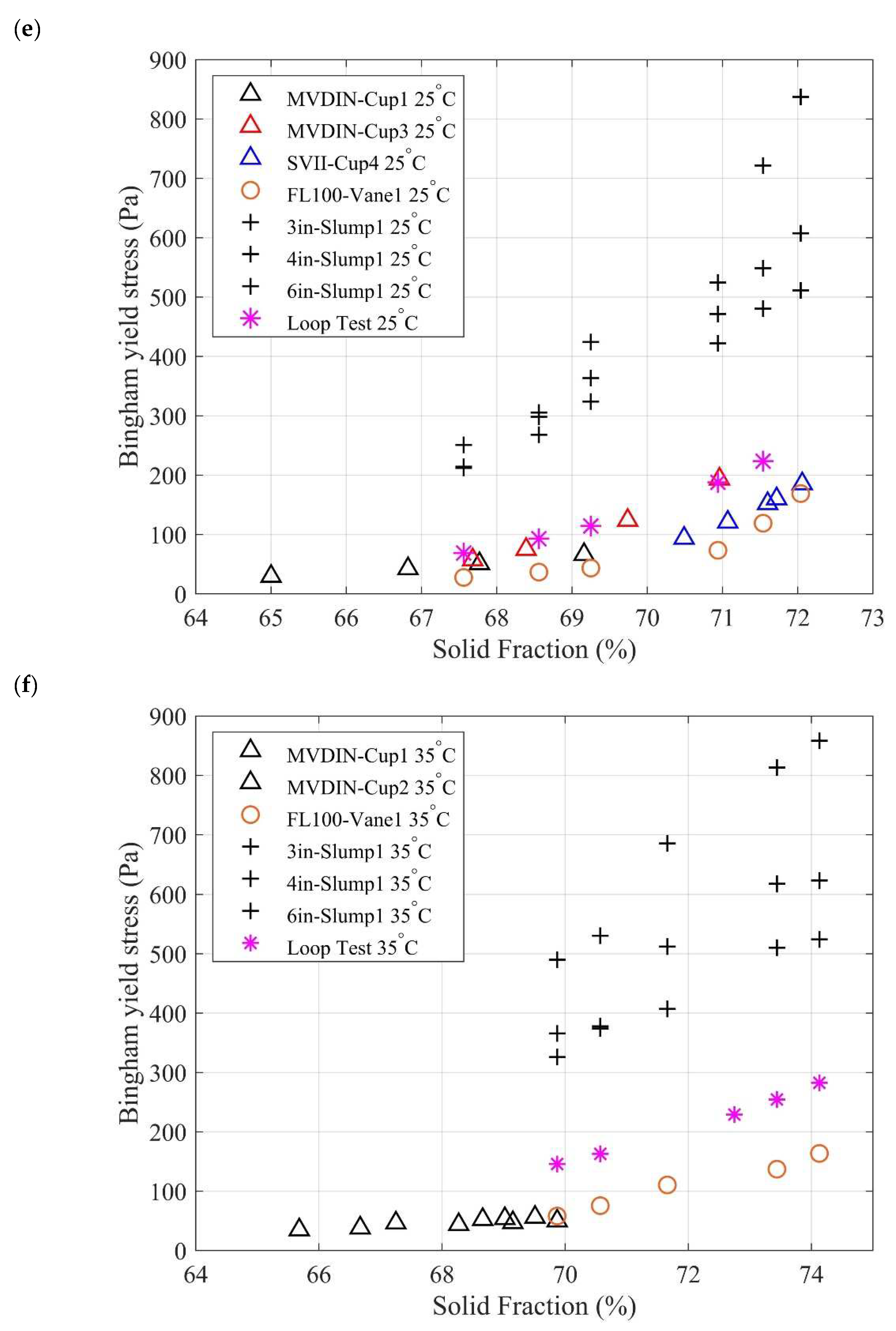
Despite numerous research attempts to measure rheology properties and pressure loss in mine paste backfill, there is no definite conclusion on the best and simple measurement method to be used for such a purpose. The main objective of this paper is to make a statistical analysis of the rheological properties of paste backfill obtained from various measurement methods under different temperatures to determine the method that most accurately predicts the properties and pressure in mine paste backfill. A series of experiments were conducted, and data were obtained from cup and bob viscometer, slump, vane rheometer, and flow loop tests. The flow loop test is considered the standard and all results are analyzed against it for accuracy. This paper discusses the theory behind each test, comparing results using five statistical models and a conclusion summarizing the results.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}